LF 3: Standardisierte Packmittel herstellen
- Zum Verfassen von Kommentaren bitte anmelden.
3.1 Zeichnungen & Skizzen
Dieses Kapitel befasst sich grundsätzlich mit allem, was Packmitteltechnologen über die Herstellung standardisierter Verpackungsmittel wissen müssen. Sie lernen hier, wie man Skizzen und Zeichnungen erstellt und liest. Sie erfahren mehr über Kataloge mit Normen, die die Vielfalt der Verpackungen ordnen, und wissen zum Schluss dieses Kapitels, wie man ECMA- und FEFCO-Codes interpretiert und warum sie nützlich sind. Sie erfahren auch mehr über den Bau von Handmustern. Diese sind auch im Zeitalter des computer-aided-designs, der computergestützten Konstruktion von Verpackungen, wichtig, damit sich zum Beispiel Kunden vorstellen können, wie eine Verpackung aussehen wird. Sie erfahren hier mehr über Faltschachteln aus Karton, Vollpappe und Wellpappe sowie Säcke, Beutel und Briefhüllen. Hier geht es zum Beispiel um die Auswahl standardisierter Zuschnitte nach den bereits erwähnten Katalogen, um die Zuschnitt-, Nutzen- und Abfallberechnung in der Produktion sowie Gestaltungsgrundsätze für Verpackungen.
- Zum Verfassen von Kommentaren bitte anmelden.
3.1.1 Skizzen und packmittelspezifische Zeichnungen erstellen, technische Zeichnungen lesen (Karton und Vollpappe)
Die Machart von Verpackungen ist sehr vielfältig – und der Kreativität sind kaum Grenzen gesetzt. Neben den Standardlösungen gibt es viele Sonderkonstruktionen. Bei Sonderkonstruktionen brauchen alle Beteiligten auf jeden Fall ein Handmuster. In modernen Fertigungsbetrieben können heute Standardverpackungen problemlos ohne Entwicklung und ohne vorheriges Erstellen von Handmustern in die Produktion gehen, da alle Parameter einer Standardverpackung international festgeschrieben sind.
Sonderkonstruktionen sind dagegen frei entwickelte Verpackungen, die gesondert behandelt werden müssen. Der Kunde möchte in der Regel ein Muster sehen, das vor Produktionsbeginn auch von ihm freigegeben werden muss. Der Sachbearbeiter, der Kalkulator, aber auch der Mitarbeiter in der Produktion benötigt bei Sonderkonstruktionen für seinen Produktionsschritt ein Handmuster, um die Besonderheiten und Vorgaben erkennen zu können.
Im folgenden Kapitel beschäftigen wir uns mit den Grundlagen zur Erstellung und zum Lesen von packmittelspezifischen Zeichnungen.
Die Maßangaben und Definitionen sind international festgelegt und beziehen sich in diesem Kapitel auf Verpackungen aus Karton.

Abb. 111: Vorgabe zur Abstandsmessung. Wir messen von Mitte zu Mitte der Rilllinie auf der Rückseite des offenen flachliegenden Zuschnitts. Unter „Zuschnitt“ versteht man eine ungeklebte flachliegende Faltschachtel. (Quelle: Eigene Darstellung)
Gemessen wird von Mitte Rilllinie bis Mitte Rilllinie bzw. Schnittkante. Das Maß Mitte Rilllinie bis Mitte Rilllinie ist auch als Innenmaß zu verstehen.
Ein genaues Messen ist nur von der Rückseite am flachliegenden Zuschnitt möglich. Die Aussage „Rillmaß gleich Innenmaß“ ergibt sich aus der geringen Materialdicke des Faltschachtelkartons. In der Praxis müssen natürlich Zugaben eingerechnet werden, um ein problemloses Konfektionieren zu gewährleisten (Konfektionieren = Aufrichten, Befüllen und Verschließen einer Verpackung).

Abb. 112: Vorgabe zur Abstandsmessung (Quelle: Eigene Darstellung)
Die Maße einer Faltschachtel werden immer in der Reihenfolge
A x B x H
angegeben.
„A“ entspricht der „Länge“ des Körpers
„B“ entspricht der „Breite“ des Körpers
„H“ entspricht der „Höhe“ des Körpers
Mit folgenden Beispielen wollen wir die Maßangaben bei verschiedenen Grundkonstruktionen nochmals vertiefen. Grundkonstruktionen sind die Faltschachtel, die Klappdeckelschachtel sowie die Stülpdeckelschachtel.
Faltschachtel
Bei Faltschachteln verläuft das Maß „A“ immer parallel zur Anlenkung (Drehachse) des Deckels. Das andere Maß an der Grundfläche entspricht dem Maß „B“. Das Maß „A“ ist immer parallel zur Anlenkung des Deckels, auch wenn „B“ größer „A“ ist.

Abb. 113: Standard-Faltschachtel. Bei einer Standard-Faltschachtel ist die Öffnung an der kleinsten Fläche des Körpers. (Quelle: Eigene Darstellung)

Abb. 114: Klappdeckelschachtel. Bei einer Klappdeckelschachtel ist die Öffnung an der größten Fläche des Körpers. (Quelle: Eigene Darstellung)
Auch wenn der Deckel an der kürzeren Seite der Faltschachtel angelenkt ist, wird diese Strecke als „A“ gekennzeichnet. Bei Faltschachteln ohne Deckelverschluss wird das längste Maß an der Grundfläche mit „A“ gekennzeichnet.
Stülpschachtel, Tray
Bei einer Stülpschachtel oder einem Tray steht das Maß „A“ für die längste Seite der Grundfläche. Das Maß „B“ ist das andere Maß an der Grundfläche. Ein Tray kann ein rechteckiger oder U-förmiger Zuschnitt (Tray Zuschnitt) oder jede andere oben offene Konstruktion sein. Die Definition der AxBxH-Maße ändert sich dadurch nicht.
Das Maß „H“ bestimmt die vertikale Strecke zwischen der Grundfläche und der offenen Seite des Körpers.

Abb. 115: Tray – Zuschnitt (Quelle: Eigene Darstellung)

Abb. 116: Tray – U-förmiger Zuschnitt (Quelle: Eigene Darstellung)

Abb. 117: Stülpschachtel – Deckel (Quelle: Eigene Darstellung)

Abb. 118: Tray oder Stülpschachtel – Boden (Quelle: Eigene Darstellung)
Eine Stülpschachtel besteht immer aus einem Bodenteil und einem Deckelteil (gestülpt).
Ein Tray steht für sich alleine, mit einem Deckel wird daraus eine Stülpschachtel oder zusammen mit einer Hülse eine Schiebeschachtel. Bei der Definition der A/B/H- Maße einer Schiebeschachtel wird jedes Schachtelteil für sich definiert. Ein Schieber entspricht einer Stülpschachtel oder Tray. Eine Hülse entspricht einer Standard-Faltschachtel.

Abb. 119: Tray (Quelle: Eigene Darstellung)

Abb. 120: Stülpschachtel (Quelle: Eigene Darstellung)

Abb. 121: Schiebeschachtel (Quelle: Eigene Darstellung)
Wir fassen zusammen: Bei Standardschachteln wie Faltschachteln, Stülpschachteln, Trays und Schiebeschachteln gibt es klar definierte Vorgaben zur Bestimmung der A/B/H-Maße.
Bei Sonderkonstruktionen wie Mehreckschachteln, konischen Schachteln oder Mehrstückverpackungen (Sixpack) ist eine Abstimmung über die A/B/H-Maße mit dem Kunden notwendig.
Bevor wir uns der Konstruktion einer Faltschachtel zuwenden, müssen wir uns noch den Einfluss der Faserlaufrichtung (siehe Lernfeld 2) auf die Konstruktion anschauen. Bedingt durch den Produktionsprozess hat Karton eine stabile und eine flexible Seite. Man spricht dabei von der Biegesteifigkeit. Diese muss bei der Konstruktion von Verpackungen berücksichtigt werden. Die Biegesteifigkeit in Faserrichtung kann um ein Vielfaches größer sein als quer zur Faserrichtung. Das Verhältnis kann hier von
2 : 1 bis 5 : 1
reichen. Das bedeutet: Die Biegesteifigkeit quer zur Faserlaufrichtung erreicht im ungünstigsten Fall nur ein Fünftel jener Biegesteifigkeit, die das Material parallel zur Faserlaufrichtung aufweist.
Der Biegesteifigkeitswert des Kartons bestimmt neben der Konstruktionsart und der flächenbezogenen Masse (im Betriebsalltag auch „Grammatur“ genannt) des Materials, wie viel Stauchdruck die Verpackung aushält.

Abb. 122: Biegesteifigkeit eines Kartonbogens (Quelle: Eigene Darstellung)

Abb. 123: Stauchdruck auf einen Körper (Quelle: Eigene Darstellung)
Wir fassen zusammen: Karton hat parallel und quer zur Faserlaufrichtung unterschiedliche Werte in der Biegesteifigkeit. Parallel zur Faserlaufrichtung ist die Biegesteifigkeit immer geringer. Je nach Anforderung des zu verpackenden Produkts muss dieser Umstand berücksichtigt werden. Ist die Verpackung einem hohen Stapeldruck ausgesetzt, könnte die Faserrichtung danach ausgerichtet werden. Merke: quer zur Faserlaufrichtung hoher Biegesteifigkeitswert – parallel zur Faserlaufrichtung niedrigerer Biegesteifigkeitswert.
Im Folgenden geht es um die Zuschnittsberechnung. Vor dem Konstruieren müssen die A/B/H-Maße der Verpackung ermittelt werden. Über die Zuschnittsberechnung kann dann das offene Maß der Verpackung errechnet werden. Am folgenden Beispiel werden die einzelnen Schritte dazu erläutert. Die Ausarbeitung erfolgt ohne CAD-Unterstützung.
In unserem Fall soll eine Verpackung für einen Taschenrechner mit den Maßen 65,00 mm x 11,00 mm x 128,00 mm konstruiert werden. Als Konstruktion wählen wir in diesem Beispiel eine Faltschachtel mit volldeckenden verklebten Laschen. Zur Bestimmung der A/B/H-Maße müssen zu den Maßen des Produktes noch die technisch notwendigen Zugaben hinzugefügt werden. Nettomaß des Produkts plus technisch bedingte Zugaben ergibt das Rillmaß.
In unserem Beispiel:
Maß A= 65,00 mm + 2,00 mm = 67,00 mm
Maß B = 11,00 mm + 2,00 mm = 13,00 mm
Maß H = 128,00 mm + 2,00 mm = 130,00 mm
Je nach Produkt oder Vorgaben bei der automatisierten Konfektionierung können auch andere Zugaben erforderlich sein. Die hier genannten Maße sind zufällig ausgesucht, um das Verfahren grundsätzlich zu verdeutlichen. Im Regelfall werden den Maßen des Produktes 2 mm Maßzugabe hinzu addiert, damit das Produkt leicht in die Schachtel gleiten kann. Diese Zugaben können im Einzelfall variieren.
ECMA A10.10.03.03.A
Die European Carton Makers Association (ECMA) veröffentlichte den ECMA-Code. Mit diesem lassen sich fast alle Zuschnitte und Faltschachteln beschreiben.
Definition:
A = Gruppe A rechteckig mit Längsnahtklebung
10 = Verschlusssystem volldeckend (Boden)
10 = Verschlusssystem volldeckend (Deckel)
03 = 3. Lasche – zählend von der Klebelasche, ist die zuletzt schließende Lasche (Boden)
03 = 3. Lasche – zählend von der Klebelasche, ist die zuletzt schließende Lasche (Deckel)
A = automatisiertes Aufrichten

Abb. 124: Faltschachtel mit volldeckenden verklebten Laschen (Quelle: Eigene Darstellung)
Um das offene Maß zu ermitteln, werden die einzelnen Strecken an der flachliegenden Faltschachtel in „x“ und „y“ Richtung (x/y-Achse) addiert. Hierbei sind auch die Versatzmaße zu berücksichtigen (Versatzmaß = Abstand zwischen Seitenlasche und Decklasche – siehe auch Abb. 125).
Das offene Format wird auch als „L1“ und „L2“ bezeichnet. „L1“ ist identisch mit der „x-Achse“ und „L2“ ist identisch mit der „y-Achse“.

Abb. 125: Skizze offener Zuschnitt. Die Buchstaben in der Ausrechnung stehen für die Flächenbezeichnungen C = Klebelasche, A = Breite, B = Tiefe, H = Höhe, B-x = Breite – Versatz, e = Decklasche, x = Versatz (Quelle: Eigene Darstellung)
Beispiel für die Ausrechnung eines offenen Maßes
Siehe auch unser Beispiel auf Seite 141. Zahlen sind zufällig ausgewählt, um die Methode zu verdeutlichen.
| e = 11,50 | 11,00 C | |
| x = 0,50 | 67,00 A | |
| H = 130,00 | X | 13,00 B |
| x = 0,50 | 67,00 A | |
| e = 11,50 | 12,50 B-x | |
| 154,00 | X | 170,50 |
Nach Addition der einzelnen Strecken in unserer Konstruktion erhalten wir ein offenes Maß von 154,00 mm x 170,50 mm.
Im nächsten Schritt ist nun noch die Faserlaufrichtung unserer Konstruktion zu bestimmen. Für die Kennzeichnung der Faserlaufrichtung gilt folgende Regelung: Jeweils das Formatmaß, das quer zur Laufrichtung der Kartonbahn liegt, wird unterstrichen und damit definiert, ob es sich um eine Schmalbahn oder eine Breitbahn handelt.
Schmalbahn (SB): Laufrichtung parallel zur langen Seite. Der Bogen wurde aus der schmalen Seite der Papierbahn geschnitten.
Breitbahn (BB): Laufrichtung parallel zur kurzen Seite. Der Bogen wurde aus der breiten Seite der Papierbahn geschnitten.
Die folgende Grafik zeigt die Anordnung von Schmalbahnen (SB) und Breitbahnen (BB).

Abb. 126: Schmalbahn/Breitbahn. Erläuterung zum Buchstaben M: Das „M“ markiert das Maß, das in Maschinenrichtung liegt. (Quelle: Eigene Darstellung)
Die Faserrichtung kann, wie Abbildung 126 verdeutlicht, auf unterschiedliche Art gekennzeichnet werden. Möglichkeiten sind hier:
<-Faserlauf->
Faserlauf parallel zum Schriftzug und den Pfeilen
Beispiel 70 M x 100
Faserlauf parallel zu 70 M
Beispiel 70 x 100
Faserlauf quer zu 100
M = Maschinenrichtung.
Wir fassen zusammen: Die Faserrichtung kann auf unterschiedliche Art und Weise gekennzeichnet werden. In der Faltschachtelbranche wird im Bogenformat überwiegend mit „SB“ und „BB“ (Schmal-, Breit- bahn) oder mit der Unterstreichung einer Zahl gekennzeichnet. Beim Einzelnutzen ist die Kennzeichnung mit „<-Faserlauf->“ üblich.

Abb. 127: Längs-/Querfaser (Quelle: Eigene Darstellung)
Nachfolgend betrachten wir die Gesichtspunkte, die bei einer Konstruktion für die jeweilige Faserrichtung sprechen. Bei Faltschachteln sind das die Querfaser und die Längsfaser.
Gesichtspunkte, die für eine Querfaser sprechen:
- Die flachliegende Faltschachtel lässt sich leichter aufrichten.
- Es entstehen formschönere Schachteln – Das heißt: die Wölbung des Schachtelkörpers ist geringer!
- Es entstehen so formstabile Schachteln.
- Die Gefahr von Schiefklebung ist gering.
- Die Störanfälligkeit in der Produktion ist gering.
Pro Querfaser! Bei hoher Produktionsleistung (Kleben) und hoher Taktzahl bei der automatisierten Konfektionierung ist die Querfaser vorzuziehen.
Gesichtspunkte, die für eine Längsfaser sprechen:
1. hohe Steifigkeit beim Einstecken der Einstecklasche
2. geringe Wölbung der Decklasche,
3. formstabile Schachtel bei hohem Stapeldruck.
Bei Faltschachteln mit einem ungünstigen Seitenverhältnis – B größer A (Deckel an der schmalen Seite der Faltschachtel) kann die Längsfaser von Vorteil sein. Quer oder längs? Trotz der Pros und Kontras: Die Querfaser ist der Favorit bei Standard-Faltschachteln.
Wir fassen zusammen: Die Wahl der Faserlaufrichtung ist abhängig von der Konstruktion und Anforderung an die Verpackung. In den meisten Fällen bietet die Querfaser bei Standard-Faltschachteln größere Vorteile – sie wird daher bevorzugt verwendet.
In diesem Abschnitt befassen wir uns mit dem Erstellen von Handskizzen. Skizzen werden benötigt, wenn Konstruktionen extern digital umgesetzt werden. Skizzen müssen nicht maßstabsgetreu gezeichnet werden. Bei einer Skizze sind alle für die Konstruktion wichtigen Details zu vermaßen, die notwendig sind, um die Konstruktion 1:1 nachstellen zu können. Details können in einer Lupe vergrößert dargestellt und vermaßt werden. Maße werden immer in mm angegeben. Doppelvermaßungen sind zu vermeiden. Maßzahlen müssen auf der x-Achse und der y-Achse gleichmäßig ausgerichtet sein. Maß-, Schnitt-, Ritz-, Rill- oder Perforationslinien müssen in unterschiedlichen Linienarten dargestellt werden. Die Angabe der Faserlaufrichtung ist Bestandteil der Skizze. Hier sehen Sie eine beispielhafte Skizze. Die Vermaßung ist beispielhaft und erhebt keinen Anspruch auf Vollständigkeit.

Abb. 128: Handskizze (Quelle: Eigene Darstellung)
Eine Handskizze muss alle Details und Linienarten klar kenntlich machen. Nach ECMA wird nur für die Schnittlinie, die Rilllinie und die Perforation eine Linienausführung vorgeschlagen. Perforationslinien können in Punkt oder in mm angegeben werden (1 pt. = 0,3527 mm).
Beispiel für eine Linienausführung:

Abb. 129: Linientypen (Quelle: Eigene Darstellung)
Eine 2 : 4 mm Perforation besteht im Wechsel aus 2 mm Brücke und 4 mm Schnitt. In Punkt entspricht das ~ 5,5 : 11 pt (pt = Punkt). Der erste Wert steht für die Brücke, der zweite Wert für den Schnitt. Stanzbrücken werden direkt in der Skizze vermaßt. Sind die Stanzbrücken alle identisch, so genügt ein Hinweis in der Legende.
Wir fassen zusammen: Skizzen werden hauptsächlich für eine digitale Datenübernahme benötigt. Eine lückenlose Vermaßung ist zwingend erforderlich. Linientypen müssen klar gekennzeichnet sein. Bei Perforationslinien muss zusätzlich die Schnitt- und Brückenlänge angegeben werden.
Nun geht es um das Anforderungsprofil für das zu verpackende Produkt. Wir überprüfen, welche Konstruktionsvariante hinsichtlich der Anforderung an das zu verpackende Produkte in Frage kommt. Anregungen zum Einsatz möglicher Konstruktionen können dem ECMA-Katalog entnommen werden. Die Konstruktion und Werkstoffauswahl einer Verpackung wird unter anderem vom Produkt, dem Einsatzgebiet und den gewünschten Funktionen bestimmt. Beispiele:
Rieseldicht | = verklebte Laschen |
Produkttrennung | = Zwischenstege |
SB-Verpackung | = Originalitätsverschluss |
Transport-Verpackung | = hohe Stabilität |
Präsentations-Verpackung | = guter Blick auf das Produkt |
Lebensmittelecht | = Frischfasermaterial |
Nassfest | = hohe Reißfestigkeit |
Fettdicht | = rückseitig beschichtet |
Tiefkühlgeeignet | = ein- oder beidseitig beschichtet |
Verklebte Laschen oder ein Originalverschluss lassen erkennen, ob eine Verpackung schon geöffnet wurde. Dies ist vor allem im Selbstbedienungsbereich sehr wichtig (Verschmutzung/Vollständigkeit).
Größe, Material, Konstruktionsart, geplante Auflage und Art des Vertriebs müssen beim Anforderungsprofil einer Packung berücksichtigt werden. In unserem Beispiel haben wir als Produkt einen Taschenrechner gewählt, für den eine Verpackung entwickelt werden soll. Das Anforderungsprofil einer Verpackung wird hier zusammengestellt nach Kundenwunsch:
Größe des Produkts: | 65x11x128mm |
Material: | 250 g/m2 GD2 |
Konstruktionsart: | Originalitätsverschluss |
Konfektionierung: | aufrichten und befüllen über Automaten |
Auflage: | 200.000 Stück |
Vertrieb: | Kaufhaus SB (Selbstbedienung) |
Anhand dieser Anfrage werden wir nun verschiedene Konstruktionen auf ihre Verwendungsmöglichkeit überprüfen:

Abb. 130: Schachteltypen (Quelle: Eigene Darstellung)
Entscheidungssituation: Alle genannten Varianten erfüllen die Vorgaben für das Aufrichten und die Befüllung über Automaten. Auswahlkriterien dafür, welcher Schachteltyp zum Einsatz kommt, sind zum Beispiel die Fragen, ob ein Originalitätsverschluss benötigt wird, und ob sich der Schachteltyp wirtschaftlich und damit am Ende auch für den Kunden kostengünstig produzieren lässt. Kriterien sind hier beispielsweise Materialverbrauch und Taktzahl in der Produktion, sowie die Frage, ob teure Spezialmaschinen oder Standardmaschinen benötigt werden.
Welche Variante entspricht den Vorgaben am besten?
Variante A – Originalitätsverschluss, sparsam im Materialverbrauch, schwierig zu öffnen.
Variante B – Einfaches Handling, Konfektionierung über teure Spezialmaschine.
Variante C – Guter Zugriff auf das Produkt, aber geringe Maschinenleistung.
Variante D – Konfektionierung über Standardmaschine bei hoher Taktzahl. Kein Originalitätsverschluss.
Entscheidung: Bei dem vorliegenden Anforderungsprofil kann die Variante „A“ die Vorgaben am besten erfüllen.
Wenn all das geklärt ist, kann die Erstellung eines Handmusters beginnen. Das Handmuster wird wie der Name nahelegt, in Handarbeit hergestellt. Es ist auch im Kundengespräch wichtig, um die Anmutung einer neuen Verpackung erlebbar zu machen.
Zur manuellen Herstellung eines Musters benötigt man:
• Rillbrett
• Falzbein
• Cuttermesser
• Stahllineal
• Maßband
• Reißzirkel oder Zeichenbrett

Abb. 131: Das Rillbrett ist ein Werkzeug für die manuelle Mustererstellung: Dabei handelt es sich um eine Kunststoffplatte mit Nuten in unterschiedlichen Breiten. Je nach Dicke des Kartons muss eine breite oder schmale Nut ausgewählt werden. (Quelle: Eigene Darstellung)
Als Vorgabe verwenden wir unsere Zuschnittsberechnung aus Unterkapital 3.1.3. In unserem Beispiel arbeiten wir mit einem Reißzirkel, der Aufriss wird auf der Vorderseite des Kartons erstellt. Bei der Arbeit mit einem Zeichenbrett ist der Ablauf identisch.
Zuschnittsberechnung
e = 11,50 | 11,00 C | |
x = 0,50 | 67,00 A | |
H = 130,00 | X | 13,00 B |
x = 0,50 | 67,00 A | |
e = 11,50 | 12,50 B-x | |
154,00 | X | 170,50 |
Zuerst schneiden wir einen Karton auf das offene Maß aus unserer Zuschnittsberechnung. Danach beginnen wir mit dem Anreißen auf der x-Achse mit der Linie „A“ und lassen das Maß auf der Linie „D“ (Klebelasche) auslaufen. Sollte sich beim letzten Maß eine Differenz ergeben, so ist das für die Funktion nicht relevant.
Auf der y-Achse arbeiten wir von innen nach außen. Zuerst stellen wir über die Linie „1“ die Höhe ein und danach das Versatzmaß „2“ . Sollte sich bei der Linie „2“ (Decklasche) eine Differenz ergeben, so spielt das für die Funktion keine Rolle.

Abb. 132: Muster schneiden (Quelle: Eigene Darstellung)
Nach dem Aufzeichnen der Konstruktion muss das Muster ausgeschnitten werden. Dies erfolgt mit einem Cuttermesser oder mit einem entsprechend geformtem Bandstahl. Zum Anfertigen eines Handmusters braucht man ein Cuttermesser, ein Rillbrett und ein Falzbein. Das Schneiden mit dem Cuttermessser sollte in einem Winkel von ca. 40 Grad stattfinden. Die Rillungen (Biegelinien) werden mittels Falzbein und Rillbrett angebracht. Alle Bearbeitungsschritte werden von der Vorderseite des Kartons durchgeführt.
Wichtig! Um unerwünschte Einschnitte in das Material zu vermeiden, sollte man den Schnitt immer von innen nach außen führen (siehe Pfeil Schnittrichtung). Um einen sauberen Schnitt zu bekommen, sollte das Messer in einem Winkel von rund 40 Grad geführt werden.
Die Biegelinien (Rillungen) werden mit Rillbrett und Falzbein in den Karton eingedrückt. Der Karton muss dabei mit dem runden Ende des Falzbeins in die Nut des Rillbretts gedrückt werden. Um ein Aufbrechen der Rillung zu vermeiden, muss das Falzbein unter gleichmäßigem Druck in einem Winkel von ca. 40 Grad über den Karton gezogen werden.

Abb. 133: das Falzbein – ein Werkzeug aus Knochen, Kunststoff, Holz oder Edelstahl (Quelle: Eigene Darstellung)
Wir fassen zusammen: Bevor das Muster gefertigt werden kann, muss eine Zuschnittsberechnung erstellt werden. Im nächsten Schritt wird der Karton auf das offene Maß zugeschnitten. Nach dem Aufriss der Kontur mittels Stechzirkel oder Zeichenbrett wird das Muster mit einem Cuttermesser ausgeschnitten (Kontur = Linien für Schnitt, Rillung, Ritzung, Perforation etc.). Danach werden mit dem Falzbein und dem Rillbrett die Rillungen eingeprägt.
Im letzten Arbeitsschritt wird das Muster geklebt und eine Funktionsprüfung durchgeführt.
Erfüllt das Muster alle Anforderungen, so kann es dem Kunden übergeben werden.
- Zum Verfassen von Kommentaren bitte anmelden.
3.1.2 Skizzen und packmittelspezifische Zeichnungen erstellen, technische Zeichnungen lesen (Wellpappe)
Die Machart von Verpackungen ist sehr vielfältig und der Kreativität sind kaum Grenzen gesetzt. Neben den Standardlösungen gibt es viele Sonderkonstruktionen. Eigentlich können heute in modernen Fertigungsbetrieben Standardverpackungen problemlos ohne Entwicklung und ohne vorheriges Erstellen von Handmustern in die Produktion gehen, da alle Parameter einer Standardverpackung international festgeschrieben sind. Wegen der geringen Maß- und Fertigungstoleranzen ist es allerdings dennoch zu empfehlen, Muster zur Freigabe durch den Kunden zu erstellen.
Sonderkonstruktionen dagegen sind frei entwickelte Verpackungen, die gesondert behandelt werden müssen. Der Kunde möchte in der Regel ein Muster sehen, das vor Produktionsbeginn auch von ihm freigegeben werden muss. Der Sachbearbeiter, der Kalkulator, aber auch der Mitarbeiter in der Produktion benötigt bei Sonderkonstruktionen für seinen Produktionsschritt ein Handmuster, um die Besonderheiten und Vorgaben erkennen zu können. Handmuster sind jedoch auch bei standardisierten Verpackungen zu empfehlen. Bei Sonderkonstruktionen sind sie unverzichtbar für Kunden sowie auch für Sachbearbeiter, Kalkulatoren und Produktionsmitarbeiter. Im folgenden Kapitel beschäftigen wir uns mit den Grundlagen zur Erstellung und zum Lesen von packmittelspezifischen Zeichnungen.
Verpackungen aus Wellpappe werden folgendermaßen gemessen: Flachliegend, von Rilllinie Mitte bis Rilllinie Mitte – hier wird das Rillmaß festgestellt. Gemessen wird also von Mitte zu Mitte der Rilllinie auf der Innen- oder Außenseite des offenen flachliegenden Zuschnitts.

Abb. 134: Rillmaß (Quelle: Eigene Darstellung)
Gemessen wir das Innenmaß, im aufgestellten Zustand, mit Hilfe eines Zugmaßbandes, das ein Sichtfenster für Innenmessung hat. Dies geschieht parallel zu einer Dimension innerhalb der aufgestellten Verpackung.
Gemessen wird das Außenmaß, im aufgestellten Zustand, mit Hilfe einer Schiebleere oder eines „Messkastens“! Wichtig ist hierbei, dass die Verpackungen wirklich an der äußersten Stelle gemessen werden. Dies geschieht parallel zu einer Dimension außerhalb der aufgestellten Verpackung.

Abb. 135: Außenmaß, Innenmaß, Rillmaß (Quelle: Eigene Darstellung)
Folgende Formeln kommen bei einfacher Faltung zum Einsatz:
Rillmaß + 1 Materialstärke = Außenmaß
Außenmaß – 2 Materialstärken = Innenmaß
Innenmaß + 1 Materialstärke = Rillmaß
Um eine Verpackung aus Wellpappe genau auszumessen, sollten alle drei Methoden angewendet werden. Wellpappe kann ziemlich genau gemessen werden, wenn die Rillungen quer zur Welle eingebracht wurden. Wenn die Rillungen parallel zur Welle ausgeführt wurden, kann es hier zu Differenzen kommen, da die Faltung durch Wellental und Wellenberg beeinflusst werden kann.
Bei Verpackungen nach dem FEFCO-Katalog steht das Maß „L“ für Länge, die längste Seite der Grundfläche. Das Maß „B“ für Breite ist das andere Maß an der Grundfläche. Das Maß „H“ steht für die Höhe und bestimmt die vertikale Strecke zwischen der Grundfläche und der offenen Seite des Körpers.
FEFCO steht für Fédération Européenne des Fabricants de Carton Ondule (Europäische Vereinigung der Wellpappher- steller). Der FEFCO-Code (auch International fibreboard case code, deutsch: Internationaler Code für Versandverpackung) ist ein international verbindlicher Code zur Beschreibung von Verpackungsmitteln aus Wellpappe und Vollpappe. In den 1960er-Jahren wurde er von europäischen Industrieverbänden festgelegt.
Faltschachteln
Faltschachteln bestehen aus einem Stück mit einer Laschenklebung, Drahtheftung beziehungsweise Klebestreifen-verbundenen Fabrikkante sowie den Boden- und/oder Deckelklappen. Sie werden flachliegend versandt, sind gebrauchsfertig und werden mit den Boden- oder Deckelklappen verschlossen.
Der FEFCO 0201 ist der gängigste aller Kartonagenbauweisen (siehe Abb. 136). Er hat aneinander stoßende Bodenklappen und Deckelklappen. Um ihn zu verschließen, wird z.B. Klebeband oder Umreifungsband benötigt.
(Quelle: FEFCO)
Stülpschachtel
Eine Stülpschachtel oder auch Deckelschachtel besteht aus zwei oder mehreren Teilen. Ein Oberteil wird über ein Unterteil oder beides über einen Rumpf gestülpt. In Abb. 137 dargestellt ist FEFCO 0301: Durch die versetzten Schlitze verteilen sich die Überlappungen auf die verschiedenen Seiten der Schachteln und das Übereinanderstulpen wird erleichtert.

Abb. 137: FEFCO 0301 (Quelle: FEFCO)
Tray
Ein Tray oder eine Falthülle ist eine Verpackung, bestehend aus einem Zuschnitt, bei dem zwei oder alle Wände am Boden anhängen. Beispiel FEFCO 0422: Hier greifen bei der Stanzung stehen gebliebene Laschen in Schlitze. Dadurch entsteht eine Art Sperre, die das Zurückklappen des stirnseitigen Einschlages verhindert (siehe Abb. 138).

(Quelle: FEFCO)
Schiebeschachteln
Eine Schiebeschachtel oder auch Gürtelschachtel besteht aus mehreren in verschiedenen Richtungen ineinander schiebbaren Ringeinsätzen und Manschetten. Zu dieser Gruppe gehören auch Überschiebhülsen.

Abb. 139: FEFCO 0509. Diese Schiebeschachtel besteht aus FEFCO 0503 und FEFCO 0907. (Quelle: Eigene Darstellung)
Formfeste Schachteln
Formfeste Schachteln bestehen aus zwei Seitenteilen und einem Mittelteil, das Boden und Deckel bildet. Diese Schachteln können als vorbereitete Zuschnitte geliefert werden und sind dann vom Verbraucher durch Drahtheftung zu verbinden. Diese Verpackungsart hat heute an Bedeutung verloren.

(Quelle: FEFCO) Hier werden vorbereitete Zuschnitte durch Drahtheftung verbunden.
Fertig geklebte Schachteln
Fertig geklebte Schachteln sind einteilige faltbare Schachteln. Sie werden zusammengelegt und können durch einfaches Aufrichten gebrauchsfertig aufgestellt werden. Die Schachteln können mit einem Faltboden (Faltbodenschachtel) oder mit Diagonalbiegung (Aufrichteschachtel) ausgerüstet sein.

Abb. 141: FEFCO 0711. (Quelle: FEFCO) Diese Schachtel mit Faltboden hat zusammenstoßende Außenklappen und einen geklebten Faltboden.
Inneinrichtungen
Inneneinrichtungen sind Einlagen, Einsätze, Stege, Trennwände, Gefache, Polster und dergleichen – und zwar unabhängig davon, ob diese mit der Kiste fest verbunden sind oder als getrennte Elemente nur eingelegt sind. Zahlenangaben für Wände sind beliebig und können gegebenenfalls höher oder niedriger ausfallen.

Abb. 142: FEFCO 0901. (Quelle: FEFCO) Zum FEFCO Typ 09 gehören Inneneinrichtungen wie Ringeinsätze, Einlagen, Stegeinsätze, Zwischenwände und andere mehr.
Wir fassen zusammen: Bei Standardschachteln nach dem FEFCO-Katalog gibt es klar definierte Vorgaben zur Bestimmung der L/B/H-Maße. Bei Sonderkonstruktionen wie Mehreckschachteln, konischen Schachteln oder Mehrstückverpackungen (Sixpack) ist eine Abstimmung über die L/B/H-Maße mit dem Kunden notwendig.
Bevor wir uns der Konstruktion einer Wellpapp-Verpackung zuwenden, müssen wir noch den Einfluss des Wellenverlaufs auf die Konstruktion betrachten.
Durch den Produktionsprozess hat der Wellpappezuschnitt eine stabile Seite (quer zur Welle) und eine weniger stabile Seite (parallel zur Welle). Man spricht dabei von Wellenverlauf. Die Wellenstruktur selbst gibt hier die Stabilität vor. Dieser Umstand muss bei der Konstruktion von Verpackungen berücksichtigt werden. Der Wellenverlauf ist für die Stabilität des Bogens verantwortlich. Er ist quer zur Welle um ein Vielfaches größer als parallel zur Welle.
Der Wellenverlauf, der Einsatz der verschiedenen Papierarten und deren flächenbezogene Massen, die verschiedenen Wellenarten und die verschiedenen Kombinationsarten bestimmen den Kantenstauchwiderstand und somit den Stapelstauchdruck – dieser drückt aus, wie viel Gewicht auf eine Verpackung gestapelt werden kann. Das ist wichtig für die Palettierung und somit für Lagerung und Transport.
Wir fassen zusammen: Wellpappe hat parallel und quer zum Wellenverlauf unterschiedliche Festigkeiten. Parallel zur Welle ist die Festigkeit immer geringer. Je nach Anforderung des zu verpackenden Produkts muss dieser Umstand berücksichtigt werden. Ist die Verpackung einem hohen Stapeldruck ausgesetzt, so muss die Faserrichtung danach ausgerichtet werden.

Abb. 143: Die Pfeile in dieser Zeichnung zeigen mögliche Krafteinwirkungen aus unterschiedlichen Rich- tungen auf Wellpappe. Je nach Wellenverlauf ist diese gegen Druck unterschiedlich widerstandsfähig. Am stabilsten ist Wellpappe bei stehendem Wellenverlauf. Druckeinwirkungen seitlich zum Wellenverlauf bringen schnell Knicke mit sich. (Quelle: Eigene Darstellung)
• Flächenbezogene Masse: Gewicht des Materials pro m²
• Wichtige Wellenarten:
Wellenteilung zu Wellenhöhe (A, C, B, E, F, G, N-Welle)
• Beispielhafte Kombinationen: AC, BC, EB, FE, EE-Welle zuzüglich der dreiwelligen Wellpappen (zum Beispiel ACA)
Vor dem Konstruieren müssen nicht nur die L/B/H-Maße einer Verpackung ermittelt werden. Zu klären sind auch die verschiedenen Anforderungen an die Verpackung. Dabei helfen einige Kriterien, um die Auswahl an Verpackungsausführungen zum Beispiel aus dem FEFCO-Katalog einzuschränken. Beispiele für wichtige Eigenschaften, die vor der Konstruktion zu hinterfragen sind:
• Zu verpackendes Produkt,
• Warenwert,
• Menge,
• Versand, Logistik,
• Gewicht,
• Abpackprozess,
• Druckbild.
• Trägt der Inhalt mit (z.B. bei Flaschen)?
Über die Zuschnittsberechnung kann dann das offene Maß der Verpackung errechnet werden. Am folgenden Beispiel werden die einzelnen Schritte dazu erläutert. Die Ausarbeitung erfolgt ohne CAD-Unterstützung.
In unserem Fall sollen sechs Schlegelflaschen stehend (Durchmesser 89 mm, Höhe 310 mm) von Süd- nach Norddeutschland palettenweise versendet werden. Die Verpackung dient gleichzeitig als Verkaufsverpackung. Die Mengen liegen bei 2000 bis 5000 Stück. Der Warenwert pro Schachtel liegt bei 29,70 €.
Berechnung des Innenmaßes
Konstruktionsbeispiel für die Verpackung von sechs Schlegelflaschen nach FEFCO 0201.
Länge = 3 x 89 mm = 267 mm
Breite = 2 x 89 mm = 178 mm
Höhe = 310 mm
Folgende Fakten liegen für die Auswahl zugrunde:
• Sechs Schlegelflaschen (Produkt trägt mit)
• Warenwert 29,70€
• Gewicht pro Verpackung ca. 7,5 kg
• Menge: 2000 Stück oder 5000 Stück
• Verkaufsverpackung
• Versand: palettenweise von Süd- nach Norddeutschland
Die Entscheidung fällt auf eine Faltschachtel nach FEFCO 0201. Diese Verpackung ist günstig in der Produktion und kann gut bedruckt werden. In der Qualität entscheiden wir uns für ein 1.10 B mit einer weißen Außendecke, damit das Druckbild seine Wirkung voll entfalten kann. Die einfache B-Welle reicht in diesem Fall aus, da die Flaschen das Gewicht bei einer Stapelhöhe von 1,8 m tragen. Die B- und die E-Welle werden vorwiegend für Stanzverpackungen oder kleinere Versandverpackungen eingesetzt. Die Stapelhöhe gibt in der Regel der Kunde vor.
Die Verpackung dient in diesem Fall ausschließlich dazu, die 6 Flaschen zusammenzuhalten und einen werbenden Aufdruck für den Verkauf zu erhalten. Das Innenmaß wird knapp bemessen, es beträgt 267 x 178 x 310 mm. Zur Bestimmung der Rillmaße müssen zu den Maßen des Produktes noch die notwendigen Zugaben für die Materialzugaben hinzugefügt werden.

Abb. 144: FEFCO 0201 (Quelle: Eigene Darstellung)
Um das offene Maß zu ermitteln, müssen die Maße mit den entsprechenden Zugaben in die Skizze eingetragen werden. Wir beschriften die Zeichnung und skizzieren unsere Faltschachtel. Anschließend tragen wir die Maße ein und ermitteln die Maschinenbreite sowie die Zug- oder Haulänge (Haulänge = Bogenlänge).

Abb. 145: Skizze FEFCO 0201 (Quelle: Eigene Darstellung)
Beispiel für die Ausrechnung des offenen Maßes, Berechnung der Länge:
Innenmaß Länge + 1 Materialstärke = Rillmaß Länge
267 mm + 3 mm = 270 mm
Innenmaß Breite + 1 Materialsträke = Rillmaß Breite
178 mm + 3 mm = 181 mm
Innenmaß Höhe + 2 Materialstärken = Rillmaß Höhe
310 mm + 2 x 3 mm = 316 mm
1 ⁄ 2 Breite + ca. 70 % der Materialstärke = Rillmaß Deckelklappe (math. Runde)
89 mm + 70 % x 3 mm = 91 mm
Die Breite der Klebelasche und die Schlitzbreite definiert der Maschinenhersteller! Meist reichen bei dünneren Wellpappen Klebelaschen von 25 – 30 mm. Bei starken Qualitäten geht man hier auf zum Teil bis 50 mm. Die Schlitzbreite ist von Maschinenhersteller zu Maschinenhersteller unterschiedlich, meist jedoch zwischen 6 und 8 mm breit. Die Zugaben für Höhe und Deckelklappen werden häufig von den Wellpappherstellern selber festgelegt. Besonderheiten wie zum Beispiel Faltschachtel mit quadratischer Grundfläche, vollüberlappte Klappen oder auch Automatenpackungen bedürfen besonderer Zugaben.
Das Bogenmaß kann jetzt ermittelt werden:
91 mm + 319 mm + 91 mm = 501 mm = die Maschinenbreite (kurz MB oder auch Wellenmaß). Die Maschinenbreite muss immer zuerst genannt werden.
30 mm + 181 mm + 270 mm + 181 mm + 270 mm = 932 mm = die Zuglänge beziehungsweise Haulänge (kurz ZL oder HL).
In der Zeichnung muss noch der Wellenverlauf festgehalten werden. In technischen Zeichnungen aus dem CAD verwendet man vordefinierte Makros. Bei Handskizzen werden die Maße mit MB und ZL (oder HL) bezeichnet. Bei klassischen auf der Inline-Maschine produzierten Faltschachteln verläuft die Maschinenbreite immer parallel zur Höhe! Die Bogenproduktion auf der Wellpappanlage mit dem Endbeschnitt und dem Boden- und Deckelklappenriller bestimmt bereits den Wellenverlauf. Außerdem erhält die Faltschachtel mit seiner „stehenden“ Welle die maximale Stabilität.
Für die Kennzeichnung des Wellenverlaufes gilt folgende Regel: Jeweils das Formatmaß, das parallel zur Welle liegt, wird als Maschinenbreite (Wellenmaß, MB) definiert.
Maschinenbreite (Wellenmaß, MB): Das Maß parallel zur Welle wird immer zuerst genannt. Der Begriff wird durch die Produktion des Wellpappbogens bestimmt, siehe auch Kapitel Wellpappproduktion. Die Riffelwalzen prägen die Welle. Sie bestimmen die Maschinenbreite. Dieses Maß ist immer beschränkt auf die Arbeitsbreite einer Wellpappanlage – meist 2500 mm oder 3300 mm. Zug- oder Haulänge (ZL/HL): Das zweite Maß, man kann hier die Welle sehen. Die Haulänge beziehungsweise Zuglänge könnte rein theoretisch endlos sein. Die folgende Grafik veranschaulicht das Thema noch einmal:

Abb. 146: Maschinenbreite (Wellenmaß); Zug-/Haulänge (Quelle: Eigene Darstellung)
Wir fassen zusammen: Der Wellenverlauf kann auf unterschiedliche Weise gekennzeichnet werden. In der Wellpappbranche wird im Bogenformat überwiegend mit „MB“ und „ZL/HL“ (Maschinenbreite/Wellen- maß sowie Zug- oder Haulänge) gearbeitet. Beim Einzelnutzen ist die Kennzeichnung mit MB und ZL (oder HL) üblich.
Nachfolgend betrachten wir die Gesichtspunkte, die bei einer Konstruktion für den jeweiligen Wellenverlauf sprechen. Bei einer Faltschachtel nach FEFCO 0201 sind das die Maschinenbreite und die Zug- beziehungsweise Haulänge.
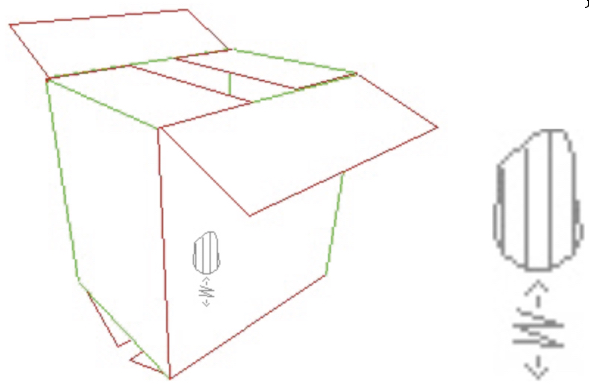
Abb. 147: Kennzeichnung des Wellenverlaufs. Mit dem CAD können Symbole dargestellt werden, die den Wellenverlauf darstellen. Bei klassischen FK verläuft die Welle immer parallel zur Höhe. Das bietet ein Optimum an Stabilität zum Beispiel dann, wenn die Verpackungen gestapelt werden. (Quelle: Eigene Darstellung)
Wie bereits angesprochen, bestimmt bereits die Bogenproduktion den Wellenverlauf. Es gibt jedoch noch einige Eigenschaften, die diesen Wellenverlauf begünstigen.
Gesichtspunkte, die für eine stehende Welle sprechen:
- Der Bogen wird bereits auf der Wellpappanlage so produziert, dass die MB und ZL auf Endformat beschnitten sind und die Rillungen für Boden- und Deckelklappen bereits eingebracht sind.
- Der Bogen kann direkt auf der Inline-Maschine ohne Stanzung verarbeitet werden.
- Die Wellen stehen jetzt parallel zur Höhe, somit kann viel Gewicht getragen werden – das ist wichtig für den Stapelstauchwiderstand.
Gesichtspunkte, die für einen liegenden Wellenverlauf sprechen:
Ein liegender Wellenverlauf ist die Ausnahme. Derartige Faltschachteln werden vermutlich auf einem Automaten aufgerichtet – sie müssen gestanzt und anschließend separat auf einer Faltschachtelklebemaschine verklebt werden. Im Gegensatz zum FEFCO 0421 mit einer Gegenverriegelung gibt es verschiedene Ansichten, die für oder gegen einen liegenden Wellenverlauf stehen.

Abb. 148: FEFCO 0421 (Quelle: Eigene Darstellung)
Gesichtspunkte, die für einen stehenden Wellenverlauf sprechen (in der Skizze waagerecht – horizontal, siehe Abb. 148)
• Bei gestanzten Verpackungen muss der Wellenverlauf bestimmt werden. Eine Faustregel besagt: Der Wellenverlauf wird so gewählt, dass so viel Rillungen wie möglich quer zur Welle eingebracht sind, in diesem Fall waagerecht – horizontal; vor allem bei eng zueinander verlaufenden Doppelrillern sollte man den Wellenverlauf immer quer anordnen.
• Bei diesem Wellenverlauf stehen mehrere Wellen, was zu einer höheren Stabilität führt.
Gesichtspunkte, die für einen liegenden Wellenverlauf sprechen (in der Skizze senkrecht – vertikal)
Die Einstecklasche und die Gegenverriegelung erfordern eine vertikal verlaufende Welle, die Gegenverriegelung funktioniert mit liegender Welle nicht gut oder gar nicht. Die Papierbahnen splitten sich auf, man kann dadurch die Gegenverriegelung nicht in den Schlitz stecken. Die Doppelriller müssen jedoch mit einer Zurichtung oder einer Rill-Schneid-Kombination ausgerüstet werden.
Wir fassen zusammen: Der Wellenverlauf wird im Fall einer geslotterten Faltschachtel gemäß FEFCO 0201 maschinentechnisch vorgegeben (Slotter = Rillstation). Bei gestanzten Verpackungen muss der Wellenverlauf individuell bestimmt werden.
Hier geht es um das Erstellen von Handskizzen. Solche Skizzen werden benötigt, wenn Konstruktionen extern digital umgesetzt werden. Diese Art Zeichnung muss nicht maßstabsgetreu gezeichnet werden. Bei einer Skizze sind alle konstruktionsrelevanten Details zu vermaßen, die notwendig sind, um die Konstruktion 1:1 nachstellen zu können. Die Standards nach FEFCO werden mit dem Externen besprochen und einmal festgelegt. Details können in einer Lupe vergrößert dargestellt und vermaßt werden. Maße werden immer in Millimeter (mm) angegeben. Doppelvermaßungen sind zu vermeiden. Maßzahlen müssen auf der x-Achse und y Achse gleichmäßig ausgerichtet sein. Schnitt- und Rilllinien müssen in unterschiedlichen Linienarten dargestellt werden. Alle Linienarten müssen individuell benannt werden oder nach FEFCO definiert werden.
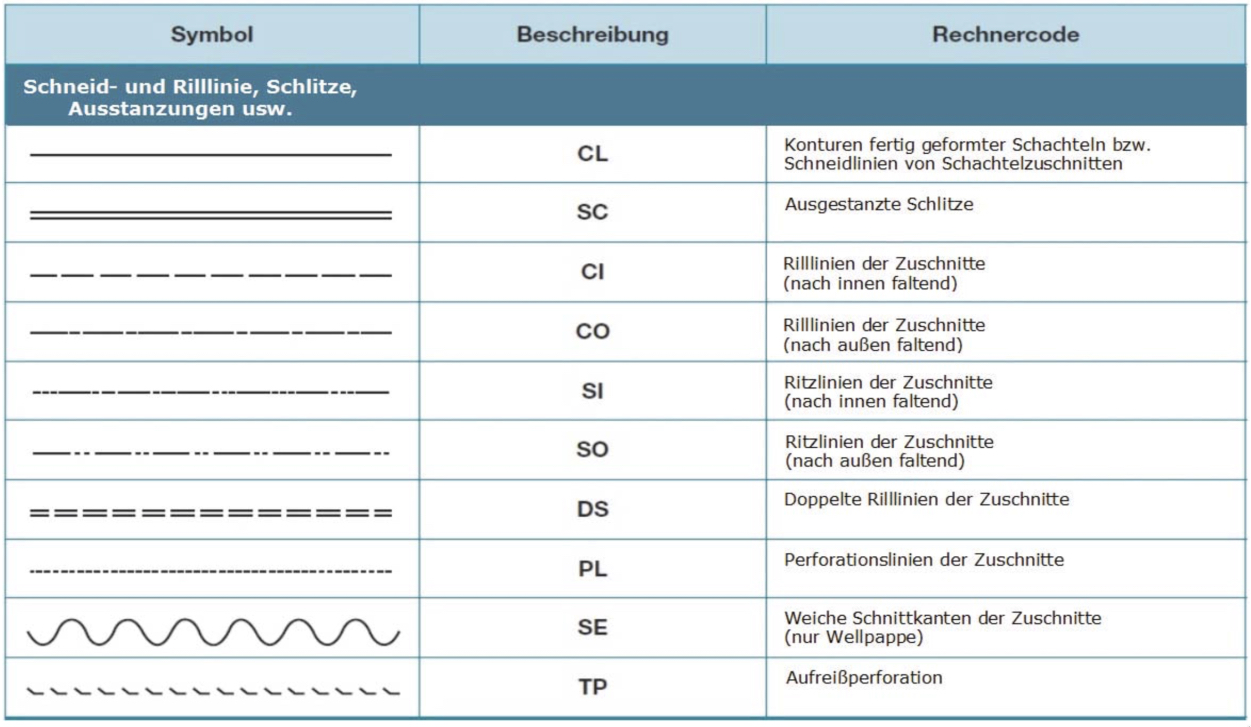
Abb. 149: Linienarten (Quelle: Eigene Darstellung)
Die Angabe des Wellenverlaufs ist Bestandteil der Skizze. Normalerweise wird bei gestanzten Verpackungen keine Zurichtung eingesetzt. Deshalb werden die Zeichnungen mit Informationen ergänzt, wie zum Beispiel: „diese Rillungen mit Zurichtung stanzen“ oder „Negativrillungen“. Weiterhin werden anhängende Zuschnitte selten mit einer Perforation ausgestattet. Denn die vielen Unterbrecher ergeben ein hässliches Stanzbild. Man bringt unter anderem den Zusatz ein: „Mit ausreichend Unterbrechern oder Haltepunkten anhängend anliefern.“ Der Werkzeugbau setzt eine Schneidlinie ein – der Maschinenführer kann bei der Produktion Haltepunkte in erforderlichem Ausmaß einbringen. Ähnlich verhält man sich bei Fensterausstanzungen.

Abb. 150: Beispiel für die klare Kennzeichnung der Details und Linienarten (Quelle: Eigene Darstellung)
Grundsätzlich werden in der Wellpappverarbeitung Zeichnungen so angelegt, dass diese die Innenansicht zeigen – also die Seite, von der gestanzt wird. Weicht man von dieser Regel ab, weil man die Außenansicht beziehungsweise die Druckseite zeigen will, so muss in der Zeichnung darauf hingewiesen werden (Vergleich die Darstellung im FEFCO-Katalog.). Dies kann zum Beispiel bei offsetbedruckter Wellpappe erforderlich werden, wo die Rilllinien mit einer Gegenzurichtung versehen werden.
Normale Rillungen dienen meist der Biegung um 90°. Vor allem quer zum Wellenverlauf sind diese in ihrer einfachen Art sehr effektiv. Die Höhe der Riller wird vom Werkzeugbau ausgerechnet. Bei Rillungen parallel zur Welle könnte die Faltung ins daneben liegende Wellental fallen – somit würde sich das gewünschte Maß ändern. Um das zu vermeiden, sollte eine Rill-Schneid-Kombination eingesetzt werden; allerdings genehmigen Kunden die Schnitte nur selten. Oder man setzt eine Rillung ein, die mit einer Gegenzurichtung versehen wird (siehe Werkzeugbau). Für die Bodenklappen werden in unserem Beispiel Negativrillungen eingesetzt. Das bedeutet: Die Linie kann definiert nach außen gefaltet werden.
Folgende Linien und Informationen können unter anderem noch zum Einsatz kommen:
• breite Rillungen
• Ritzlinie von außen
• Ritzlinie von innen
• Reißverschlussperforationen
• Aufreißfaden
• Selbstklebestreifen
• Gummierung
• mit Kork oder Holz gepresste Zonen
• Klebeflächen
Die Darstellung der einzelnen Linienarten ist von Werk zu Werk und von CAD zu CAD unterschiedlich. Sie werden in Legenden erklärt.
Von Perforationen ist abzuraten. Denn wegen der hygroskopischen Eigenschaften von Papier und Wellpappe (sie nehmen Feuchtigkeit auf und geben Feuchtigkeit ab) kann eine Perforation nie richtig funktionieren. Ein Beispiel aus der Praxis: Sie sollen eine Verpackung mit einer Aufreißperforation fertigen, bei der man das Oberteil abnehmen kann. Die Perforation ist so zu wählen, dass die Schachtel noch genügend Stabilität für den Stapelstauch behält, aber sich gleichzeitig gut aufreißen lässt. Das stellt einen Widerspruch dar. Eine Verpackung, die sich gut aufreißen lässt, bringt im Verhältnis mehr Schnitt als Unterbrechung mit sich – darunter leiden jedoch die Stapeleigenschaften. Darüber müssen Kunden, die Perforationen wünschen, aufgeklärt werden.
Und da gibt es noch ein weiteres Dilemma, auf das die Kunden hingewiesen werden sollten: Komplikationen, die die Luftfeuchtigkeit mit sich bringen kann: Papierfasern nehmen Feuchtigkeit auf; sie werden in der Folge bei hoher Luftfeuchtigkeit sehr flexibel – die Stege reißen sehr schlecht. Für eine optimale Funktion müssten sie eigentlich kleiner ausfallen. Ist die Luft dagegen trocken, so gibt die Papierfaser diese Feuchtigkeit wieder ab, sie wird spröde und brüchig. Zu kleine Unterbrecher einer Perforation reißen zu leicht ein.
Wir fassen zusammen: Skizzen werden hauptsächlich für eine digitale Datenübernahme benötigt. Eine lückenlose Vermaßung ist zwingend erforderlich. Konstruktionen aus dem FEFCO-Katalog müssen nicht im Detail bemaßt werden, denn diese sind in CAD-Programmen meist hinterlegt. Linientypen müssen klar gekennzeichnet sein. Bei Perforationslinien und Rill-Schneid-Kombinationen muss zusätzlich die Teilung angegeben werden.
Im Folgenden geht es um das Anforderungsprofil für das zu verpackende Produkt: Welche Konstruktionsvariante kommt für ein bestimmtes zu verpackendes Produkt in Frage? Das Produkt, sein Einsatzgebiet und die gewünschten Funktionen bestimmen die Konstruktion und Werkstoffauswahl einer Verpackung. So müssen zum Beispiel Überseeverpackungen nassfeste Verklebungen haben. Beispiele:

Abb. 151: Anforderungen und Lösungen (Quelle: Eigene Darstellung)
Wir nehmen dieselben Maße an, wie im vorgenannten Beispiel der zu palettierenden Verpackung für sechs Schlegelflaschen. Denn so wird der Unterschied zwischen Posteinzelversand und palettenweisem Transport am besten klar. In diesem Fall wird nicht palettenweise versendet, sondern einzeln innerhalb Deutschlands – der Kunde ist ein Internetversender, der monatlich rund 500 Pakete versendet.
In diesem Fall sollen sechs Schlegelflaschen stehend (Durchmesser 89 mm, Höhe 310 mm) einzeln innerhalb von Deutschland versendet werden. Die Mengen liegen bei 5 000 bis 6 000 St., der Warenwert pro Schachtel liegt bei 29,70 €.
Folgende Fakten liegen für die Auswahl zugrunde:
– Sechs Schlegelflaschen (Produkt trägt mit)
– Warenwert 29,70 €
– Gewicht pro Verpackung ca. 7,5 kg
– Menge: 5000 St. oder 6000 St.
– Einzelversand
– Versand: einzeln innerhalb Deutschlands
Wir wählen eine Einzelversandverpackung.
Wir gehen davon aus, dass es sich bei der Flasche um eine gute Qualität handelt, da auch die Flasche eine Verpackung ist. Der Einzelversand stellt eine Besonderheit dar, da die dafür vorgesehenen Verpackungen vom Versand-Dienstleister (zum Beispiel UPS) geprüft und zertifiziert werden können. Sollte dann beim Versand eine Verpackung beschädigt werden, so wird der Schaden durch den Dienstleister ersetzt. Das ist zum einen wichtig für das Image des Internetversenders beim Kunden.
Die Schadensregulierungs-Garantie durch den Versand-Dienstleister ist zum anderen aber auch bedeutsam, weil damit auch mögliche Folgeschäden erfasst sind. Ein denkbares Szenario: Eine Flasche zerbricht in der Verpackung, und der Inhalt läuft in ein darunterliegendes Paket, in dem zum Beispiel ein Laptop oder ein anderes teures elektronisches Gerät verpackt ist.
Die Prüfungen für die Zertifizierung der Verpackung sind zum Teil kostenlos. Die Tests laufen zum Beispiel wie folgt ab: Das Produkt wird in einer Originalverpackung eingepackt, und man lässt diese Verpackung aus einer bestimmten Höhe acht Mal auf alle verschiedenen Ecken, Kanten und Flächen fallen. Es darf dabei keine Flasche zu Bruch gehen. Ist der Test bestanden, gibt es ein Zertifikat. Genauere Details über den Fallversuch können beim Versand-Dienstleister angefordert werden.
Beim Einzelversand ist darauf zu achten, dass keine Flasche an die andere stoßen kann – dazu benötigt man zwischen jeder Flasche eine Lage doppelwellige Wellpappe. Wir können hier eine Steglösung wäh- len – drei Längsstege und vier Querstege. Die Stegenden stehen über und bilden mit dem Hohlgefache einen Stoßschutz. Nun muss noch je eine Knautschzone am Boden und am Deckel eingebracht werden. Wir wählen dafür ein Ritzpolster. Für die Umverpackung wählen wir eine Faltschachtel.
Zur Erklärung für die Auswahl der Verpackungsausführung: Der Inhalt hat einen Warenwert von rund 30 €. Grundsätzlich sehen Kunden eine Verpackung immer als notwendiges Übel: Sie soll das Produkt gut schützen, darf aber kaum etwas kosten. Diesem Bedürfnis kommt eine Faltschachtel entgegen. Er kann kostengünstig und ohne Werkzeugkosten auf einer Inline produziert werden. Die Stege können auf einer Stegschlitzmaschine oder einem Slotter auch ohne Werkzeugkosten gefertigt werden. Das Ritzpolster fertigen wir auf der Kreisschere.
Berechnung Längssteg
2 x Hohlsteg + 4 x Material Quersteg + 3 x Flaschendurchmesser
2 x 24,5mm + 4 x 7 mm + 3 x 89 mm = 344 mm
Material: 2.20 BC

Abb. 152: Zeichnung eines Längssteges. Unten rechts die Markierung der Wellenrichtung (Quelle: Eigene Darstellung)
Berechnung Quersteg
2 x Hohlsteg + 3 x Material Längssteg + 2 x Flaschendurchmesser
2 x 24,5 mm + 3 x 7 mm + 2 x 89 mm = 248 mm
Material 2.20 BC

Abb. 153: Zeichnung eines Quersteges. Unten rechts: die Markierung der Wellenrichtung (Quelle: Eigene Darstellung)
Berechnung Boden- und Deckelpolster
Die Grundfläche entspricht der Länge des Längssteges, die Breite entspricht der Länge des Quersteges, also 344 x 248 mm
Material: 2.20 BC
Das Ritzpolster wählen wir rund 10 mm breiter als die Hohlstege des Stegsatzes, in unserem Fall 40 mm.

Abb. 154: Berechnung eines Ritzpolsters (Quelle: Eigene Darstellung)
Zur Abb. 154: Die Linien, die mit dem Pfeil nach oben gekennzeichnet sind, werden von außen geritzt, die Linien, die mit dem Pfeil nach unten gekennzeichnet sind, von innen. Ritzen bedeutet, dass das Material von außen oder von innen bis zu 70 % durchgeschnitten wird. Dabei ist das Messer im 90 Grad-Winkel zu halten. Biegt man die Ritzung ein und hält diese gegen das Licht, so darf nichts durchscheinen.
Achtung: Wir nehmen die Grundfläche des Stegsatzes und geben in Länge und Breite je 2 mm dazu.
Innenmaße: 346 x 250 x 352 mm
Ausführung: Faltschachtel nach FEFCO 0201
Material: 2.40 BC

Abb. 155: Faltkarton nach FEFCO 0201 (Quelle: Eigene Darstellung)
Zur Erklärung für die Wahl des Materials: Die Inneneinrichtung sollte aus doppelwelligem weichem Material bestehen – dieses bildet ein weiches Polster! Zu harte Materialien würden die Stöße beim Fall direkt an das Produkt weitergeben! Die Flaschen könnten zerbrechen! Weiche Materialien sind zudem kostengünstiger. Wenn ein Fallversuch damit endet, dass Flaschen zerbrechen, muss zur nächstbesseren Qualität gewechselt werden. Beim Umkarton muss sofort höherwertiges Mate•rial gewählt werden, denn der Umkarton muss das rund 8 kg schwere Paket in Form halten.
Im nächsten Schritt wenden wir uns der Erstellung des Handmusters zu. Zur manuellen Herstellung eines Musters benötigt man:
• Cuttermesser
• Stahllineal
• Maßband
• Reißzirkel oder Zeichenbrett
Als Vorgabe verwenden wir unsere Zuschnittsberechnung von der Einzelversandverpackung. Wir wählen den entsprechenden Wellpappebogen mit dem korrekten Wellenverlauf und der adäquaten Qualität. Wir schneiden die Zuschnitte auf Endformat zu.
Zur Faltschachtel:
• Zuerst zeichnen wir die Rilllinien ein.

Abb. 156: Darstellung der Rilllinien auf dem Bogen (Quelle: Eigene Darstellung)
• Anschließend bringen wir die Schlitze und die Klebelasche mit dem Cutter ein.
• Jetzt werden die Rillungen mit einem Rillwerkzeug eingedrückt.
• Vorzugsweise mit dem Mustermachertisch oder einer Abkantmaschine. Steht beides nicht zur Verfügung, kann die Rillung auch mit einem Falzbein eingedrückt werden (ein Rilleisen in einem Holz eingebracht).
• Abschließend wird die Faltschachtel noch an der Klebelasche mit Hotmelt verklebt und ausgerichtet (Hotmelt = heißer Schmelzklebstoff). Wichtig dabei ist, dass hier die Kanten oben und unten bündig sind und nicht überstehen.
• Die Schachtel darf nicht zu eng geklebt werden. Es entsteht oben und unten ein Verschlussspalt.

Abb 157: Darstellung des Verschlussspalts (Quelle: Eigene Darstellung)
Zum Stegsatz:
Die Schlitztiefe und die Abstände werden auf die bereits auf Endformat zugeschnittenen Zuschnitte übertragen und mit einer Stegschlitzmaschine ausgestanzt. Steht diese nicht zur Verfügung, so werden die Schlitze mit dem Cutter ausgeschnitten. Je nach Verarbeitungsmöglichkeit und Maschine sind die Schlitze 6 mm oder 8 mm breit.
Zum Ritzpolster:
Die Zuschnitte sind bereits auf Endformat zugeschnitten. Wir bringen die Ritzungen – wie dargestellt – von oben und von unten ein! Die Faltschachtel wird mit dem Klebeband verklebt, mit der Inneneinrichtung bestückt und mit den Flaschen befüllt. Die Schachtel kann nun für den ersten Falltest dem Kunden zur Verfügung gestellt werden. Achtung: In der Praxis verwendet man für den zertifizierten Fallversuch Produktionsmuster, da Hand- oder Plottermuster nicht der späteren Serie entsprechen.
Musterbau Blockpolster:
Es ist hilfreich, ein Blockpolster zu erstellen, wenn man das Ritzen vertiefen will. Hierbei kann man leicht feststellen, ob man das Messer senkrecht hält! Die Ritzungen werden abwechselnd von oben und von unten ausgeführt.

Abb. 158: Musterbau eines Blockpolsters (Quelle: Eigene Darstellung)
Das Blockpolster wird wie eine Ziehharmonika zusammengelegt. Die Lagen des zusammengelegten Blockpolsters liegen nun übereinander. Erhält man an der Seite einen 90°-Winkel, hat man das Messer gerade gehalten.
Noch ein handwerklicher Tipp: Man schneidet nie die volle Materialstärke auf einmal – je nach Stärke immer häufiger schneiden.
Musterbau einer Krempelverpackung nach FEFCO 0422
Bei einer Krempelverpackung schneidet man sich den Bogen umlaufend um 20 mm größer zu. Man zeichnet in beiden Dimensionen die Mitte ein, achtet darauf, dass die Linien parallel zur Welle beziehungsweise senkrecht zur Welle verlaufen und nimmt alle Maße von der Mitte aus. Ähnlich verhält man sich beim Musterbau zum Beispiel von einem FEFCO 0300 oder auch einem 4-Punkt-Kleber nach FEFCO 0451.

Abb. 159: Krempelverpackung nach FEFCO 0422 (Quelle: Eigene Darstellung)
Musterbau Automatikboden nach FEFCO 0701
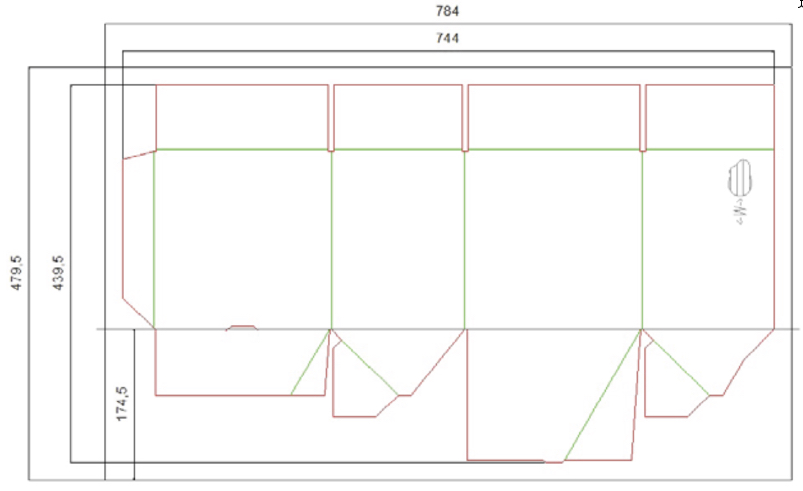
Abb. 160: Bei einem Automatikboden wird der Bogen auch umlaufend um 20 mm größer zugeschnitten. Zum Übertragen der Maße fängt man hier bei der Bodenklappenrillung an. (Quelle: Eigene Darstellung)
Wir fassen zusammen: Bevor das Muster gefertigt werden kann, muss eine Zuschnittsberechnung erstellt werden. Im nächsten Schritt wird der Wellpappbogen auf das offene Maß zugeschnitten. Nach dem Aufriss der Kontur mit Stechzirkel oder Zeichenbrett wird das Muster mit einem Cutter ausgeschnitten. Danach werden mit dem Handriller die Rillungen eingeprägt.
Im letzten Arbeitsschritt wird das Muster bei Bedarf geklebt. Im Anschluss findet eine Funktionsprüfung statt. Erfüllt das Muster alle Anforderungen, so kann es dem Kunden übergeben werden.
- Zum Verfassen von Kommentaren bitte anmelden.
3.1.3 Skizzen und packmittelspezifische Zeichnungen erstellen, technische Zeichnungen lesen (Säcke)
Säcke aus Leder begleiten den Menschen schon seit Anbeginn der Zivilisation, aus Leinen-, Hanf- oder Baumwollgeweben seit der Antike. Im frühen neunzehnten Jahrhundert eroberte die billigere Jute für ein Jahrhundert lang die führende Stellung bei Säcken für die Verpackung von Schüttgütern wie Salz, Zucker, Getreide oder Chile-Salpeter – aber auch bei Sandsäcken für Befestigungen.
Tüten und Beutel aus Papier für kleine Füllgewichte waren bereits im Mittelalter in Gebrauch. Seit Anfang des 19. Jahrhunderts wurden sie gewerblich in Handarbeit und seit etwa 1850 in USA auch maschinell hergestellt (Flachbeutel). In den folgenden zwanzig Jahren entstanden dort sowohl eine florierende Beutelindustrie mit Ausbildung von ersten Konzernstrukturen als auch die Technologie und die Maschinen für die Herstellung von Kreuzboden- und Blockbodenbeuteln. In Deutschland bildete sich erst mit der Reichsgründung 1871 eine ernstzunehmende, auf maschineller Basis arbeitende Tüten- und Beutelindustrie sowie eine eigene Maschinenindustrie heraus.
Säcke aus Leder, Leinen, Jute, Sisal oder Mischgeweben waren bis zur Jahrhundertwende für Schüttgüter wie Salz, Zucker, Getreide, Mehl – aber auch als Sandsäcke für Befestigungen – die gebräuchlichsten flexiblen Packmittel. Tüten und Beutel aus Papier für kleine Füllgewichte wurden bereits seit Anfang des 19. Jahrhunderts in Handarbeit und seit Mitte des 19. Jahrhunderts maschinell hergestellt (Spitztüten, Flachbeutel).
Im ersten Weltkrieg wurde als Ersatz für den knapp gewordenen Rohstoff Jute der um die Jahrhundertwende erfundene Papiersack verstärkt eingesetzt. Papiersäcke wurden bald für Füllgewichte bis 100 kg, neben Tüten und BeuteIn aus Papier, die für kleine Mengen und Gewichte im Konsumbereich Verwendung fanden, als billige zweckmäßige Einwegverpackung ein unentbehrliches Packmittel für die Industrie.
Anfang der 60er-Jahre wurden für Verpackungszwecke geeignete preiswerte Kunststofffolien entwickelt, die den Packstoff „Papier“ ergänzen. Massenschüttgüter wie Zement, Kalk, Düngemittel, chemische Grundstoffe, Farben und Kunststoffgranulat sowie Nahrungs- und Futtermittel, die gekörnt, granuliert, pulverförmig oder in Brocken als Packgut anfallen, werden heute in speziell für den einzeInen Anwendungszweck entwickelten flexiblen PackmitteIn, zum Beispiel in Papiersäcken, Plastikfoliensäcken, Kombinationssäcken aus Papier und Folie, zum Teil verstärkt durch Kunststoffbändchengewebe, sicher verpackt.
Begriffe und Formen von Säcken sind in den Normen DIN 55460, Teil 1 und Teil 2, sowie in der Norm DIN ISO 6591, Teil 1 und 2, definiert.
Die wichtigsten Begriffe entnehmen Sie bitte der nachstehenden Auflistung.
Papiersack: ein hauptsächlich aus einer oder mehreren flachgelegten Papierschlauchlagen gefertigtes und mindestens an einem Ende geschlossenes Behältnis. Papiersäcke sind nötigenfalls zur Erstellung besonderer Eigenschaften für die Befüllung und die Güterverteilungskette mit anderen flexiblen Materialien kombiniert – zum Beispiel Folie. Der Papiersack ist ein flexibles, vollflächiges, raumbildendes Packmittel von über 2700 cm2 (Länge x Breite).
Lage: ein Bogen aus Papier oder anderem flexiblem Material oder einer Kombination solcher Materialien, der die (oder einen Teil der) Sackwandungen bildet.
Seitenfalte: Eine Seitenfalte ist eine in die Längskanten eines (flachgelegten) Schlauches oder Sackes eingelegte Falte.
Schlauch: Dabei handelt es sich um eine oder mehrere Lagen in Form eines flachgelegten Zylinders in vorgegebenem Längenabschnitt.
Flachschlauch: Ein Flachschlauch besteht nur aus flachgelegten zylindrischen Lagen ohne eingelegte Seitenfalte.
Faltenschlauch: ein (flachgelegter) Schlauch mit in beiden Längskanten eingelegter Seitenfalte.
Geradschnittschlauch: ein Schlauch, dessen Lagen gemeinsam auf eine vorgegebene Länge geschnitten worden sind.
Staffelschlauch: ein Schlauch, dessen Lagen staffelförmig versetzt auf eine vorgegebene Länge geschnitten worden sind (flach oder mit Seitenfalten).
Kröpfschnittschlauch: ein Schlauch (flach oder mit Seitenfalten), dessen Lagen gemeinsam so auf eine vorgegebene Länge geschnitten worden sind, dass auf einem Ende eine vorspringende Ecke entsteht.

Abb. 161: Geradschnittschlauch, Staffelschlauch und Kröpfschnittschlauch (von links) (Quelle: Eigene Darstellung)
Nähen: Nähen, Kleben, Schweißen: Es gibt verschiedene Arten, Säcke zu verschließen. Das Nähen bezeichnet das Verbinden der Wandungsteile eines Sackes mittels Nähgarn. Anmerkung: In der Sackfertigung geht es dabei normalerweise um das Vernähen der Schnittränder, wodurch der Schlauch auf einem oder beiden Enden mit oder ohne einen Nähkreppstreifen verschlossen wird.
Kleben: Verbinden der Wandungsteile mit Klebstoff.
Längsnaht: Klebung, die die überlappenden Längskanten einer Lage mit Klebstoff miteinander verbindet. Anmerkung: Die Klebenaht kann durchgehend oder unterbrochen sein. Bei Kunststoffsäcken wird die Längsnaht als Extruderschweißnaht durchgeführt.
Querklebung: Klebeverbindung zwischen den einzeInen Lagen an einem oder beiden Enden eines Schlauches. Anmerkung: Die Querklebung erleichtert die Trennung der Vorder- von der Rückseite eines Schlauches während der Fertigung oder beim Gebrauch und kann die Festigkeit bestimmter Sackformen erhöhen.
Bodenklebung: Klebung, die den Schlauch an einem oder beiden Enden mittels Klebstoff verschließt. Anmerkung: Vor dem Verschließen des Schlauches werden seine Enden in dazu geeigneter Weise gefaltet und/oder anderweitig vorgeformt.
Schweißen: Verbinden der Wandungsteile mittels Wärmeeinwirkung. Extruderschweißnaht: Längsnahtverschluss durch thermoplastische Schmelze.
Überlappung: übereinanderliegende Flächenteile eines Schlauches oder einer Lage.
Längsnahtüberlappung: übereinanderliegende, den Längskanten einer Materialbahn benachbarte Flächenteile.
Bodenüberlappung: den Schnittkanten benachbarte Flächenteile eines Schlauches, die nach der Bodenformung übereinanderliegen.
Ventil: eine normalerweise in einer Sackecke gelegene Öffnung, durch die hindurch der Sack befüllt wird und die nach dem Befüllen den Inhalt nicht ohne weiteres wieder ausfließen lässt.
Sackformen
Flachsack: ein aus einem Flachschlauch gefertigter Sack.
Faltensack: ein aus einem (Seiten-)Faltenschlauch gefertigter Sack.
Genähter Sack: ein an einem oder beiden Enden mittels durchgehender Nähnaht geschlossener Sack.
Geschweißter Sack: ein an einem oder beiden Enden geschweißter Sack (meistens durch Impulsschweißnaht).
Geklebter Sack: ein an einem oder beiden Enden mittels Klebung geschlossener Sack.
Offener Sack: ein Schlauch, der während der Fertigung nur an einem Ende verschlossen wurde.
- Zum Verfassen von Kommentaren bitte anmelden.
3.1.4 Skizzen und packmittelspezifische Zeichnungen erstellen, technische Zeichnungen lesen (Beutel)
In diesem Kapitel geht es um Beutel. Dabei handelt es sich um ein flexibles, vollflächiges und raumbildendes Packmittel. Beutel haben meist unter 2700 cm² Zuschnittsfläche (Breite x Länge + gegebenenfalls Faltenbreite).
Die wichtigsten Beuteltypen nach DIN 55 450
Viele dieser Beutel werden später automatisiert befüllt.

Abb. 162: Beuteltypen (Quelle: Eigene Darstellung)
Spitztüte nach DIN 55 450
Unter einer Spitztüte versteht man ein gefaltetes und geklebtes Blatt in der Form eines gleichschenkligen rechtwinkligen Dreiecks, bei dem ein Schenkel die Öffnung bildet. Sie ist ein aus einem Zuschnitt gefaltetes konisches Packmittel mit einer Längsnaht. Bekannt ist sie hauptsächlich als Obstspitztüte oder Bonbontüte. Spitztüten werden mit und ohne Faltnaht (Fahne) hergestellt und entweder vom Blatt oder von der Rolle gefertigt. Man verwendet fast ausschließlich altpapierhaltige und holzhaltige Papiere mit einer flächenbezogenen Masse von etwa 40-60 g/m².

Abb. 163: Spitztüte (Quelle: Eigene Darstellung)
Zuschnitt
Die Rollenbreite b wird bestimmt aus der Tütenbreite a, Fahne F und Klebelasche m. Tütenbreite und Länge bilden die Schenkel des dreieckigen Füllkörpers (Breite : Länge - a). Fahne F und Klebelasche m gehen nicht in die Breite/Länge ein.
bR = a + F + m
Die Fahne beträgt in der Regel 20 mm und die Klebelasche 15 mm. Die Abschnittlänge sl₁ entspricht der Tütenbreite. Also sl₁ = a.

Abb. 164: Darstellung einer Fahne (Quelle: Eigene Darstellung)
Bei der maschinellen Herstellung wird von einer Papierbahn mit einer Streichschiene der spätere Klebefalz umgelegt. Auf diesem Klebefalz wird Klebstoff aufgetragen. Die Klebstoffspur ist an jenen Stellen, an denen später der Querschnitt erfolgen soll, ausgespart. Dann wird die Papierbahn in einzelne Abschnitte getrennt und einer Falzstation zugeführt. In der Falzstation werden die vereinzelten Zuschnitte erfasst und mit Hilfe eines Falzmessers in einem Winkel von 45 Grad gefalzt.
Zweinahtbeutel DIN 55 450

Abb. 165: Dimensionen des Zweinahtbeutels (Quelle: Eigene Darstellung)
Zuschnitt
Die Rollenbreite bR wird bestimmt aus der Beutelbreite b₁ und den Klebelaschen m. Die Klebelasche m beträgt in der Regel 12,5 mm
Also bR = b₁ + 2 m.
Die Abschnittlänge sl₁wird bestimmt aus der Beutellänge l₁ und der Verschlusslasche n. Also sl₁ = 2l₁ + n. Die Verschlusslasche n beträgt in der Regel 20 mm.

Abb. 166: Durchlaufen einer Längsfalzeinrichtung (Quelle: Eigene Darstellung)
Beim Durchlaufen einer Längsfalzeinrichtung werden die an beiden Seiten stehengebliebenen Klebelaschen von einem Streichblech hochgestellt und nach innen umgelegt. Diese Klappen werden nun als Klebstoffauftragsstreifen mit dünnen Klebstoffstreifen versehen.

Abb. 167: Klebstoffmuster für Querklebung (Quelle: Eigene Darstellung)
Flach- und Seitenfaltenbeutel DIN 55 450
Flachbeutel ist der Sammelbegriff für Beutel ohne Boden. Für Flachbeutel werden holzhaltige und holzfreie Papiersorten benutzt; für bestimmte Zwecke finden auch Pergamentersatz und Pergamin Verwendung. Mit einer flächenbezogen Masse von 30-130 g/m². In Ausnahmefällen auch noch schwerer.
Die Rollenbreite bR wird bestimmt aus der Beutelbreite b₁ und der Klebelasche m.
bR = 2 b₁ + m. Die Klebelasche beträgt 15-20 mm.
Die Abschnittlänge sl₁ wird bestimmt aus der Beutellänge l₁, Verschlusslasche n und Bodenverschluss n₁.
sl₁ = l₁ + n + n₁

Abb. 168: Dimensionen des Flachbeutels (Quelle: Eigene Darstellung)
Faltenbeutel DIN 55 450
Der Faltenbeutel hat gegenüber dem Flachbeutel zusätzlich Seitenfalten, die ein raumförmiges Packmittel ergeben.

Abb. 169: Dimensionen des Faltenbeutels (Quelle: Eigene Darstellung)
Berechnungsformel Faltenbeutel
Die Rollenbreite bR wird bestimmt aus der Beutelbreite b₁ , der Faltentiefe b₃ und der Klebelasche m.
bR = 2 b₁ + 4 b₃ + m
Die Abschnittlänge sl₁ ist gleich der Berechnungsformel des Flachbeutels.
Zweinutzige Schlauchbildung
Beim Auflaufen der Papierbahn auf das Formatblech sorgen schräg angeordnete Gummirollen für einen engen Kontakt des Papiers mit dem Formatblech.

Abb. 170: Andruckrollen für einen engen Kontakt des Papiers mit dem Formatblech (Quelle: Eigene Darstellung)
Herstellung von Faltenbeuteln
Um umfangreicheres beziehungsweise großvolumigeres Füllgut zu verpacken, wird der Faltenbeutel hergestellt. Der herstellungstechnische Unterschied zum Flachbeutel liegt hier in der Verwendung eines anders geformten Formatbleches. Das Faltenformatblech besteht aus zwei gleich breiten, jedoch unterschiedlich langen Teilen; diese sind so angeordnet, dass die Papierbahn mit seitlich montierten Faltenblechen zu einem Faltenschlauch geformt werden kann. Alle übrigen Arbeitsgänge entsprechen jenen der Flachbeutelherstellung.

Abb. 171: Formatblech zur Herstellung von Faltenbeuteln und Faltenschlauch (Quelle: Eigene Darstellung)
Schlauchbildung für Faltenbeutel
Die Faltenbildung kann auch durch verstellbare Rollen erfolgen (siehe Abbildung). Nach dieser Station wird der Schlauch mit Hilfe von Vorzugsrollen zur Trenneinrichtung vorgezogen.

Abb. 172: Faltenbildung durch verstellbare Rollen (Quelle: Eigene Darstellung)
Kreuzbodenbeutel DIN 55 450
Der Kreuzbodenbeutel ist ein Bodenbeutel ohne Seitenfalten, der nach dem Füllen einen rechteckigen oder quadratischen Boden hat. Die erste Maschine dafür kam 1894 auf den Markt, ihr Prinzip ist im Wesentlichen heute noch gültig.
Der Kreuzbodenbeutel wird immer von der Rolle gearbeitet. Im ungefüllten gefalzten Zustand hat er einen sechseckigen Boden. Wesentlicher Vorteil des Kreuzbodenbeutels sowie des später beschriebenen Blockbodenbeutels ist die eigene Standfähigkeit.

Abb. 173: Dimension des Kreuzbodenbeutels (Quelle: Eigene Darstellung)
Maßangaben/Bezeichnungen
b₁ = Beutelbreite
l₁ = Beutellänge
b₂ = Beutelbodenbreite
ü₂ = Bodenüberlappung
Die Rollenbreite bR wird bestimmt aus der Beutelbreite b₁ und der Klebelasche m.
bR = 2 b₁ + m
Die Klebelasche m beträgt in der Regel 20 mm.
Die Abschnittlänge sl₁ wird bestimmt aus der Beutellänge l₁, der Bodenbreite b₂ und der Bodenüberlappung ü₂.
![]()
Die Bodenüberlappung beträgt je nach Bodenbreite 30-40 mm.
Bodenbildung mittels Falznase
Die Papierrolle wird so in die Maschine eingespannt, dass die glatte Seite oben liegt. Nach dem Abzug der Papierbahn wird ein sogenannter S-Zug umschlungen. Dieser besteht aus zwei eng beieinander liegenden Walzen, welche von der Papierbahn beim Durchlaufen über einen großen Umschlingungswinkel berührt werden. Durch die hierbei auftretende Reibung wird ein konstanter Vorzug durch den angetriebenen S-Zug erreicht. Über Umlenkwalzen vorbei an der Längsklebeeinrichtung wird die Papierbahn auf das Formatblech gezogen, welches sie von oben nach unten zu einem Schlauch umschließt.
An der Oberseite des Formatbleches liegt die Bodenklappenausstanzvorrichtung. Es werden mittels dieser Vorrichtung in die vorbeilaufende obere Schlauchhälfte zwei Längsschlitze geschlagen, deren Abstand voneinander die Breite der später nötigen Bodenklappe ergibt. Die Schlitze werden von einem Stanzmesser geschlagen, welches für jede Klappenbreite ausgewechselt werden muss. Die Klappenhöhe kann durch die Einstechtiefe des Stanzmessers verschieden groß gestaltet werden.
Nach dem Durchlaufen der Stanzvorrichtung wird der Schlauch fertiggebildet, verklebt und von der Vorzugseinrichtung dem Querschneider zugeführt. Nach dem erfolgten Querschnitt wird die vordere Kante des Schlauchabschnittes zur Bodenquadratbildung vorgeschoben. Eine im Formatblech befindliche, in ihrer Längsrichtung verschiebbare und über Kipphebel bewegte Zungenfeder spreizt nun den Schlauch derart auseinander, dass er auf eine fest in der Maschine montierte Falznase aufgeschoben werden kann. Es gleitet hierbei die Oberseite des Schlauches über beziehungsweise die Unterseite unter die Falznase. Die Zungenfeder wird in diesem Augenblick nach rückwärts weggezogen. Sie muss sich zum Zeitpunkt des nächsten Querschnittes hinter der Schneideeinrichtung befinden.

Abb. 174: Schlitzung der Bodenklappe mittels Stanzmesser (Quelle: Eigene Darstellung)
Wenn der Schlauch bis zur halben Beutelbreite auf der Falznase aufgeschoben ist, so wird er von einem quer zur Maschine liegenden Falter erfasst und unter der Falznase durchgeschoben. Hierbei bildet sich das Bodenquadrat.

Abb. 175: Schlauchbildung über das Formatblech (Quelle: Eigene Darstellung)
Bodenquaderbildung

Abb. 176: Bildung des Bodenquaders (Quelle: Eigene Darstellung)

Abb. 177: Falzstation zur Bildung der Bodenklappe (Quelle: Eigene Darstellung)
Der Schlauchabschnitt wird mit dem nun fertig gebildeten Bodenquadrat unter den Bodenformatzylinder (Bodenmacherzylinder) geführt und hier von einem in der Mitte des Formatzylinders befindlichen Klebstoffsegment mit dem für die Bodenverklebung erforderlichen Klebstoff versehen. Der Bodenformatzylinder muss für jede Abschnittlänge ausgewechselt werden. Sein Umfang bestimmt die Abschnittlänge. Die Länge des Klebstoffsegments ist abhängig von der Beutelbreite.
Der Schlauchabschnitt erreicht nun die erste Falzstation. Hier wird von einem Pendelfalzmesser die erste Bodenklappe gebildet, indem der Schlauchabschnitt zwischen einer Presswalze und der Bodenbildungstrommel durchgeschoben wird. Unmittelbar darunter liegt die zweite Falzstation. Der zweite Falter verschließt den Boden, indem er den vom ersten Falter vorgefalzten Boden durch die zweite Presswalze drückt. Der jetzt fertiggestellte Beutel wird über Bänderführungen zur Ablagetrommel gebracht und gezählt abgelegt.
Falzvorgang


Abb. 178: Falzvorgang im Bodenmacherzylinder (Quelle: Eigene Darstellung)
Blockbodenbeutel DIN 55 450
Der Blockbodenbeutel ist ein Bodenbeutel mit zwei Seitenfalten sowie einem gefalteten rechtwinkligen Boden. Dieser wird meist zusätzlich mit einem Bodenblatt versehen. Da er ursprünglich über einen Klotz hergestellt wurde, wird er gelegentlich noch Klotzbodenbeutel genannt.

Abb. 179: Dimensionen des Blockbodenbeutels (Quelle: Eigene Darstellung)
Die Rollenbreite bR wird bestimmt aus der Beutelbreite b₁, Faltentiefe b₃ und der Klebelasche m.
bR = 2 x b₁ + 4 x b₃ + m
Die Klebelasche schwankt je nach Größe der herzustellenden Beutel zwischen 15 und 25 mm. Die Schlauchabschnittlänge sl₁ wird bestimmt aus der Beutelhöhe l₁, der Bodenbreite b₂ und der Bodenüberlappung ü₂. (Die Bodenbreite ist gleich der Faltenbreite.)

Die Bodenüberlappung beträgt 30 bis 40 mm, je nach Größe des Beutels.
Blockbodenbeutel oder Klotzbodenbeutel werden aus Faltenschläuchen hergestellt, besitzen einen rechteckigen bis quadratischen Boden und sind für die Verwendung auf automatischen Abpackmaschinen die günstigste Ausführung. Blockbodenbeutel werden in den unterschiedlichsten Größenausführungen dargestellt vom Gewürzsäckchen bis hin zu großen Tragebeuteln.
Tragbeutel und Tragtaschen DlN 55 455
Unter Tragbeutel versteht man einen Blockbodenbeutel mit Tragevorrichtung.
Als Tragtaschen werden Flach- oder Faltenbeutel mit ausgestanzten Grifflöchern oder zusätzlich angebrachten Tragegriffen bezeichnet.

Abb. 180: verschiedene Formen von Tragbeuteln und Tragetaschen (Quelle: Eigene Darstellung)
Je nach der Henkel- bzw. Grifflochausführung verwendet man zur Fertigung:
• Tragbeutelmaschinen, bei denen die Einklebung des Griffes in der
• Blockbodenbeutelmaschine (Innenhenkel) erfolgt (Tragbeutel für Lebensmittelsektor)
• Tragbeutelmaschinen, die als selbstständiges Aggregat an fertige Kreuzboden- oder Blockbodenbeutel Griffe anbringen (Außenhenkel)
• Tragtaschenmaschinen, die in einem Arbeitsgang Pappverstärkungen einkleben und durch anschließende Stanzung Grifflöcher anbringen (Textiltragtaschen)
• Sonstige Einrichtungen, wie Schnureinziehmaschinen für Tragbeutel mit kartonverstärktem Rand und Schnur, Aggregate für alle möglichen Sondergriffausführungen – zum Beispiel mit Kunststoff –, die vorgefertigt werden, usw.
Tragbeutel mit Innenhenkel
Moderne Herstellungsmaschinen für Tragbeutel besitzen eine Zusatzeinrichtung zur Herstellung von Papiertraggriffen. Diese werden aus einer schmalen und sehr reißfesten Papierbahn der Länge nach dreifach gefaltet und verklebt, so dass ein etwa 2 cm breites Papierband entsteht. Dieses wird auf die erforderliche Länge abgeschnitten und so geknickt, dass daraus der Traggriff entsteht. Dieser Griff wird nun in der Beutelmaschine so in die Innenbahn des Schlauches geklebt und mit einem Deckblatt fixiert, dass er nach dem Abtrennen des Schlauchabschnittes an dessen Oberkante herausragt.
Tragbeutel mit Außenhenkel
Die fertigen Beutel werden von oben kontinuierlich in eine Anlage gelegt, die auf die Beutelgröße eingestellt ist. Ein rotierender Zylinder erfasst mit einem Sauger den untersten Beutel in dieser Anlage und gibt ihn an Zangen des Zylinders ab, die ihn bei der weiteren Drehung des Zylinders auf eine Transportkette legen. Die Kette trägt ihn taktmäßig in die einzelnen Arbeitsstationen. Während dieser Vorgänge werden die beiden Traggriffe hergestellt. Von zwei schmalen Papierrollen, deren Breite gleich der zwei- oder dreifachen Griffbreite ist, werden die Papierstreifen abgerollt. In einer Rillstation werden in das Papier feine Längsrillen für die spätere Einlage von Textilfäden geprägt. In der nächsten Arbeitsstation wird am linken und rechten Rand des Papierstreifens durch Düsen ein schmaler Klebstoffauftrag vorgenommen.
Traggriffmaschine
Anschließend wird der angeleimte Papierstreifen zwei- oder dreifach übereinander zusammengelegt. Dann passiert die Papierbahn die Vorzugrollen, wodurch der zusammengelegte Streifen als laufende Bahn zusätzlich gepresst wird. Anschließend läuft die Bahn durch das Schneidwerk. Ein pendelndes Segment übergibt den Abschnitt an den Falzzylinder. An seinem Scheitelpunkt erfolgt der Vorbruch für die U-Formbildung (eine Rillung diagonal in den Streifen). Dann leitet der Zylinder den Abschnitt in Führungsbleche, durch die er an den gerillten Stellen zum Tragegriff geformt wird. Vom Falzzylinder übernimmt ihn der Übergabezylinder. Jetzt folgt der Klebstoffauftrag durch mit Schaumgummiklischees beklebte Segmente. Der Übergabezylinder presst dann den Griff an die Außenseite des Beutels. Der zweite Griff wird gleichzeitig gefertigt und aufgeklebt. Durch einen Bändertransport wird der fertige Beutel der Ablage zugeführt. In Fangblechen wird eine bestimmte Stückzahl Beutel gesammelt und dann gezählt ausgeworfen.

Abb. 181: Schema der Aufklebung des Griffes (Henkel) (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
3.1.5 Briefhüllen - Begriffe, Ausführungsformen
Definitionen nach DIN
Benennung | Definition |
Briefhülle | Umhüllung aus Papier oder ähnlichem Material: Man unterscheidet noch Briefumschlag und Versandtasche. |
Briefumschlag | Diese flache rechteckige Briefhülle ist mit einer gummierten oder nicht gummierten Verschlussklappe entlang einer Längsseite versehen. |
Versandtasche | Diese rechteckige Briefhülle ist mit einer gummierten oder nicht gummierten Verschlussklappe entlang einer Schmalseite versehen. |
Zuschnitt | Hierbei handelt es sich um ein in eine Form zugeschnittenes Papier oder ähnliches Material für die Produktion von Briefhüllen. |
Klappen | Diese Teile des Zuschnittes lassen nach Faltung und Verleimung aus dem Zuschnitt eine Briefhülle entstehen. |
Verschlussklappe | Diese Klappe dient dazu, die Briefhülle durch Klebung vollständig zu verschließen oder durch Einstecken oder Ähnliches – gegebenenfalls mithilfe bestimmter Mechanik – den Inhalt vor dem Herausfallen zu sichern. |
Man unterscheidet:
• spitze Verschlussklappe,
• gerade Verschlussklappe und
• abgerundete Verschlussklappe.

Abb. 182, 183, 184: Quelle: Eigene Darstellung
Bodenklappe | Diese Klappe liegt gegenüber der Verschlussklappe. |
Seitenklappen | Seitenklappen liegen rechtwinklig zur Verschluss- klappe. |
Fenster | Hierbei handelt es sich um eine Ausstanzung in der Briefhülle, die mit einem transparenten Material hinterklebt ist. |
Selbstklebegummierung | Die Klebegummierung (auf Klappe und Rückseite) kann ohne Einwirkung von Wasser durch Anpressdruck fest oder wieder ablösbar (Adhäsivverschluss) miteinander verklebt werden. |
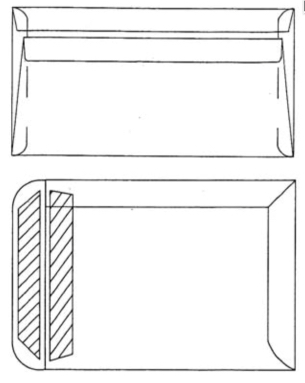
Abb. 185: Darstellung einer Klebegummierung (Quelle: Eigene Darstellung)
Haftklebegummierung | Diese Einkomponenten-Klebegummierung kann ohne Einwirkung von Wasser durch Anpressdruck fest oder wieder ablösbar (Adhäsivverschluss) verklebt werden. Sie ist durch einen Silikonschutzstreifen abgedeckt. |

Abb. 186: Schematische Darstellung einer Einkomponenten-Klebegummierung (Quelle: Eigene Darstellung)
Nassklebegummierung | Diese Leimgummierung wird durch Wasser aktiviert. |
Ungummierte Verschlussklappe | Diese Verschlussklappe hat keine Gummierung. |
Zungenverschluss | Bei dieser Verschlussart wird eine an der Verschlussklappe ausgestanzte Zunge in einen Schlitz in der Bodenklappe eingeschoben. |

Abb. 187: Schematische Darstellung eines Zungenverschlusses (Quelle: Eigene Darstellung)
Metallklammerverschluss | Dieser Verschluss wird mithilfe auf der Bodenklappe aufgenieteter Metallklammern oder loser Spreizklammern verschlossen. |

Abb. 188: Schematische Darstellung eines Metallklammerverschlusses (Quelle: Eigene Darstellung)
Papprückwandtasche | Diese Versandtasche hat eine Rücken- verstärkung aus Pappe, die den Inhalt vor Knicken schützen soll. |
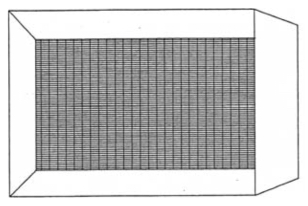
Abb. 189: Papprückwandtasche (Quelle: Eigene Darstellung)
Briefhülle mit Seitenfalten | Diese Briefhülle hat eine Verschlussklappe und Falten an zwei Seiten sowie einen Keil- oder Blockboden. |

Abb. 190: Briefhülle mit Seitenfalten (Quelle: Eigene Darstellung)
Gepolsterte Briefhülle | Diese Briefhülle ist innen mit einem Polstermaterial versehen, um das Versandgut vor Schlag- oder Stoßeinwirkungen zu schützen. |
Gefütterte Briefhülle | Diese Briefhülle hat ein eingeklebtes Futter. |
Fensterbriefhülle | Diese Briefhülle hat ein Fenster, um die auf dem Schriftgut befindlichen Anschrift sichtbar zu machen. |
Wertbriefumschlag | Dieser Briefumschlag hat überlappende hochgezogene Seitenklappen. Sie sollen verhindern, dass man den Inhalt der Sendungen entnehmen kann, ohne den Umschlag zu beschädigen. |

Abb. 191: Wertbriefumschlag (Quelle: Eigene Darstellung)
Endlosbriefumschläge | Diese Briefumschläge sind auf einem Endlosträgerband aneinandergereiht befestigt und können auf diese Weise unmittelbar kontinuierlich beschriftet werden. |
Faltbriefsendungen | Hierbei handelt es sich um gefaltete, zusammengeklebte oder gesteckte Briefblätter beziehungsweise Ausschnitte aus Papierbahnen, bei denen Inhalt und Umhüllung aus einem Stück bestehen. |
Briefumschlag | Das ist ein Briefumschlag mit einer offenen und lediglich durch einen Adhäsionsleim oder eine Punktklebung gesicherten Seitenklappe – diese kann für die Prüfung der Ordnungsmäßigkeit der Sendung geöffnet und wieder verschlossen werden. |

Abb. 192: Briefumschlag mit Scheinverschluss (Quelle: Eigene Darstellung)
Verschlussarten
Die Verschlussarten von Briefhüllen sind mannigfaltig – von der traditionellen Gummierung, die man durch Anfeuchten verschließt über den Klammern- und Ösenverschluss bis hin zum Adhäsionsverschluss.
Latex- oder Selbstklebeverschluss
Die normale Verschlussart bei Briefumschlägen oder Versandtaschen ist die wiederanfeuchtbare Gummierung. Die Latexklebung ist eine Verschlussart, die keine Anfeuchtung nötig hat, da der Klebstoff, der an der Schlussklappe und auf der Rückseite der Hülle oder Versandtasche aufgetragen wird, durch Kontakt der beiden Leimschichten sofort miteinander klebt. Ausschlaggebend sind hier die Latexanteile im Leim.
Adhäsionsverschluss
Er ist zum mehrmaligen Öffnen und Schließen der Versandtasche geeignet. Die Latexanteile sind hier geringer. Sowohl beim Selbstklebe- als auch beim Adhäsionsverschluss ist darauf zu achten, dass die Lebensdauer der Latexanteile begrenzt ist (rund sechs Monate).
Klammern- und Ösenverschluss
Eine andere, sehr aufwendige Verschlussart ist die Ausführung der Versandtasche mit einem Klammer- und Ösenverschluss. Dieser hat vor allem den Vorteil, dass er wiederverwendbar ist. Hier wird die Schlussklappe mit einer Metallöse versehen, die Rückseite der Versandtasche mit einer Klammer, die nach Umlegen der Schlussklappe durch die Öse geführt und umgebogen wird. Diese Ausführung wird nur selten verwendet, da sie sehr zeitraubend ist und zeitaufwendig herzustellen ist.
Haftklebung
Im Gegensatz zur Latexverklebung wird die Haftklebung nur einseitig aufgetragen und mit einem Schutzmaterial (Silikonpapier) abgedeckt. Will man einen Umschlag verkleben, so braucht nur der Silikonstreifen abgezogen zu werden, die Schlussklappe wird umgelegt und schon ist der Umschlag verschlossen.
Sonderausführungen
Auch bei Briefhüllen gibt es wie überall in der Packmittelindustrie viele Varianten und Sonderwünsche. Deshalb sind auch Hersteller von Briefumschlägen gezwungen, Sonderausführungen zu fertigen, die nicht auf den üblichen Maschinen herstellbar sind – das sind zum Beispiel:
1. Papprückwandtaschen
Diese Ausführung wird verwendet, wenn vermieden werden soll, dass der Inhalt der Tasche geknickt wird (zum Beispiel Dokumente, Urkunden). Die Herstellung erfolgt auf speziellen Maschinen, die den Papierzuschnitt mit der steifen Pappe verkleben können.
2. Gefütterte Briefumschläge
Wie der Ausdruck „gefüttert“ besagt, enthalten diese Briefumschläge ein Futter. Sie werden auf speziellen Maschinen gefertigt, die in die Innenseite der Umschläge ein Futter einkleben. Das Futter besteht vorwiegend aus einem Seidenpapier (rund 30-40 g/m²), das die Form des Briefumschlagzuschnittes besitzt und über einen separaten Einzug auf der Briefhüllenmaschine dem Trägerzuschnitt zugeführt und mit ihm verklebt wird. Diese Umschläge werden vorwiegend im persönlichen Briefverkehr eingesetzt. Die Ausführungsformen sind in DIN 678, Teil 1 und 2, sowie in DIN 680 festgelegt. Die Formate für Briefhüllen beziehen sich auf die DIN 476.
Die Bestimmung des Materialbedarfs ist für alle Ausführungsformen von gleicher Bedeutung. Beim Briefumschlag mit spitzer Verschlussklappe müssen bei der Bestimmung des Materialverbrauches folgende Werte ermittelt werden:

Abb. 193: Skizze eines Briefumschlages mit spitzer Schlussklappe (Quelle: Eigene Darstellung)
a = Breite der Briefhülle
b = Höhe der Briefhülle
c = Seitenklappenlänge
d = Bodenklappenlänge
k = Schlussklappenlänge
z = Überklebungen mindestens 7 mm
Dieser Zuschnitt ist für die maschinelle Kuvertierung ungeeignet. Beim Briefumschlag mit gerader Schlussklappe ist die Ermittlung des Materialverbrauches einfacher.

Abb. 194: Konstanziaschnitt (Quelle: Eigene Darstellung)
a = Breite der Briefhülle
b = Höhe der Briefhülle
c = Seitenklappenlänge
d = Bodenklappenlänge
k = SchlussklappenIänge
Merke: d + k = b + mind. 15 mm
Die Schlussklappe kann in vielen Fällen auch leicht abgeänderte Formen gegenüber den Standardformen besitzen. Dies ist aber meist dadurch bedingt, dass die Hersteller von Briefumschlägen drei wichtige Punkte im Auge haben:
1. eine für die Herstellung optimal geeignete Schnittform
2. Berücksichtigung der Probleme bei der Weiterverarbeitung
3. optimale Materialausnutzung

Abb. 195: Briefhülle in abgeänderter Form (Quelle: Eigene Darstellung)
Versandtaschen (VT) gibt es in zwei verschiedenen Fertigungsarten.
a) Seitenklebung ist die meistgefertigte Ausführung, da sie maschinentechnisch die optimale Voraussetzung bietet: Möglichst kurze Überklebungsstreifen, damit große Druckflächen für Werbeträger.

Abb. 196: Versandtasche mit Seitenklebung (Quelle: Eigene Darstellung)
a = VT Höhe
b = VT Breite
c = Seitenklappe
d = Bodenklappe
k = Verschlussklappenlänge
b) Mittelklebung
Sie findet heute meist noch in Sonderausführungen oder Sondergrößen ihre Anwendung beziehungsweise bei größeren Formaten und Rollenfertigung.

Abb. 197: Versandtasche mit Mittelklebung. Z = mindestens 20 mm/Überklebung. (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
3.2 Standardisierte Zuschnitte - 3.2.1 Auswahl standardisierter Zuschnitte mit Hilfe des ECMA-Kataloges (Karton und Vollpappe)
Die 1960 gegründete European Carton Makers Association (ECMA) veröffentlichte den ECMA-Code, ein Katalog standardisierter Stanzverpackungen und Faltschachteln, der 2009 überarbeitet wurde. Dieser Katalog listet alle Grundformen und deren Variablen. Diese sind durch ECMA-Codes gekennzeichnet, die wichtige Grundlage für die Arbeit und Kommunikation in der Packmittelindustrie sind. Konstruktionsdetails fehlen, sie sind aber Grundlage für die Datenbanken von CAD-Programmen, mit denen Verpackungen konstruiert werden.
Wir gehen hier auf das Katalogsystem von ECMA ein und zeigen auf, wie und wo der Katalog eingesetzt werden kann.
Eine Klassifizierung der verschiedenen Faltschachteltypen ist die Grundvoraussetzung für eine Zusammenarbeit, wenn keine visuelle Unterstützung möglich ist. Allein durch die Code-Nummer und Angabe von A/B/H (ECMA) kann eine Konstruktion definiert werden. Bei einer computergestützten Packmittelentwicklung ist die Struktur der Datenbanken von CAD-Systemen nach ECMA ausgerichtet.
Die Grenzen einer Katalogisierung von Faltschachteltypen werden jedoch angesichts der Unmenge von Variablen und Sonderformen offensichtlich. Der ECMA-Katalog liefert keine Konstruktionsdetails. Die Aufgabe des Kataloges beschränkt sich ausschließlich auf die Katalogisierung von Grundformen und ihren Variablen.
Konstruktionsdetails können nur über eine DIN oder eigene Skizzen wiedergegeben werden. DIN steht für Deutsches Institut für Normung. DINs sind Normen, die bestimmte Standards festlegen. Die DIN verwendet eigene Bezeichnungen für die unterschiedlichen Variablen. Zurzeit ist nur eine DIN für die Standardfaltschachtel bekannt. In der DIN 55 522 werden die Details der Standardfaltschachtel nach ECMA A20.20.01.03.M/A bis A20.20.03.03.M/A beschrieben.

Abb. 198: Standard-Faltschachtel (Quelle: Eigene Darstellung)
Beispiel der Standard-Faltschachtel A20.20.03.01 M/A: Dabei handelt es sich um eine Faltschachtel mit wechselseitigen Einstecklaschen. Wir fassen zusammen: Der ECMA-Code dient in erster Linie der Kommunikation zwischen Kunde, Lieferant und der Datenbank einer computergestützten Packmittelentwicklung. Die gelisteten Konstruktionen im ECMA-Katalog enthalten keine Konstruktionsdetails.
In der Regel bestimmt das zu verpackende Produkt, wie die Verpackung aussieht. Aus diesem Grunde sind neben den Grundformen die verschiedensten Variablen notwendig. Durch die Variablen der Grundformen hat man die Möglichkeit, die Packung so zu gestalten, dass die Erfordernisse des Packgutes optimal erfüllt werden.
Mit der Überarbeitung der Ausgabe des ECMA-Codes vom September 2009 wurde das Nummernsystem geändert. ECMA kennt insgesamt sieben Bautyp-Gruppen. Die siebte Gruppe X ist Verschlüssen und Hilfsvorrichtungen aller Gruppen vorbehalten.
Bautyp-Gruppen ECMA
Gruppe A: Faltschachteln rechteckig mit Längsnahtklebung
Gruppe B: Faltschachteln rechteckig ohne Längsnahtklebung
Gruppe C: Faltschachteln nicht-rechteckig mit Längsnahtklebung
Gruppe D: Faltschachteln nicht-rechteckig ohne Längsnahtklebung
Gruppe E: Faltschachteln mit Produktbezug oder -integration
Gruppe F: sonstige Faltschachteln
Gruppe X: Verschlüsse/Hilfsvorrichtungen für alle Gruppen
Die ECMA-Codenummer setzt sich aus dem Bautyp und mehreren Variablen zusammen. Für jeden Bautyp gibt es eine Matrix, nach der die Codenummer erstellt wird.

Abb. 199: Bautyp-Schlüssel (Quelle: Eigene Darstellung)
Neben dem Bautyp gibt es nun auch eine Kennzeichnung dafür, ob eine Konstruktion manuell oder automatisch zu konfektionieren ist (konfektionieren = aufrichten, befüllen, verschließen etc.). Diese Kennung wird an den eigentlichen Code angehängt. Beispiel: A20.20.03.01 M/A
M: manuelles Konfektionieren / Aufrichten
A: automatisches Konfektionieren / Aufrichten
M/A: manuelles oder automatisches Konfektionieren / Aufrichten
M+A: erfordert manuelles und automatisches Konfektionieren / Aufrichten
Im nächsten Schritt sehen wir uns anhand von Beispielen an, nach welcher Logik der Code aufgebaut ist.

Abb. 200: ECMA A20.20.03.01 M/A – Standard-Faltschachtel mit wechselseitigen Einstecklaschen – Ansicht von der Druckseite (Quelle: Eigene Darstellung)
Beispiel: Standard-Faltschachtel 1
ECMA-Code der Standard-Faltschachtel, wie im Beispiel ermittelt: A20.20.03.01 M/A
Wir fassen zusammen:
A = Standardfaltschachtel mit Längsnahtklebung
20 = Boden mit Einsteckverschluss
20 = Deckel mit Einsteckverschluss
03 = Anlenkung des Einsteckverschlusses Seite 3 unten
01 = Anlenkung des Einsteckverschlusses Seite 1 oben
M/A= Konfektionierung manuell und automatisiert möglich
Beispiel: Standard-Faltschachtel 2
ECMA-Code der Standard-Faltschachtel, wie im Beispiel ermittelt: A55.20.01.03 M

Abb. 201: ECMA A55.20.01.03 M – Faltschachtel mit Steckboden Ansicht von der Druckseite (Quelle: Eigene Darstellung)
Wir fassen zusammen:
A = Standardfaltschachtel mit Längsnahtklebung
55 = Boden mit Steckverschluss
20 = Deckel mit Einsteckverschluss
01 = Anlenkung des Steckverschlusses Seite 1 unten
03 = Anlenkung des Einsteckverschlusses Seite 3 oben
M = Konfektionierung nur manuell möglich
Beispiel: Tray mit 4-Punkt-Klebung

Abb. 202: ECMA B40.22.00.00 M – Tray mit 4-Punkt-Klebung – Ansicht von der Druckseite (Quelle: Eigene Darstellung)
ECMA-Code des Trays, wie im Beispiel ermittelt: B40.22.00.00 M
Wir fassen zusammen:
B = Faltschachtel ohne Längsnahtklebung
40 = Tray geklebt, vier einfache Seitenwände
22 = geklebte Ecke/Klappe, nicht staubdicht, nach innen einklappbar
00 = nicht definiert
00 = nicht definiert
M = Konfektionierung nur manuell möglich
Beispiel: Faltschachtel mit Längsnahtklebung und Tragegriff

Abb. 203: ECMA A55.00.03.00.82M – Faltschachtel mit Längsnahtklebung und Tragegriff – Ansicht von der Druckseite (Quelle: Eigene Darstellung)
ECMA-Code der Standard-Faltschachtel, wie im Beispiel ermittelt: In diesem Beispiel wird der Code um 2 Ziffern zur Beschreibung einer Sonderfunktion erweitert. (siehe X)
Erläuterung zu X: Code mit Sonderfunktion:
• A, B, C, D, F für die Gruppe
• 4 Ziffernpaare für die Variablen
• 1 Ziffernpaar für die Sonderfunktion
• M, A für manuelles oder automatisiertes Konfektionieren
• M/A für manuelles und automatisiertes Konfektionieren
ECMA-Code der Faltschachtel, wie im Beispiel ermittelt: A55.00.03.00.82M
Wir fassen zusammen:
A = Standard-Faltschachtel mit Längsnahtklebung
55 = Boden Steckverschluss
00 = nicht definiert
03 = Anlenkung des Steckverschlusses Seite 3 unten
00 = nicht definiert
82 = 2 Hauptklappen mit Hohldeckel
M = Konfektionierung nur manuell möglich
- Zum Verfassen von Kommentaren bitte anmelden.
3.2.2 Auswahl standardisierter Zuschnitte mithilfe des FEFCO-Katalogs (Wellpappe)
Im folgenden Kapitel gehen wir auf das Katalogsystem von FEFCO ein und zeigen auf, wie und wo der Katalog eingesetzt werden kann.
Eine Klassifizierung der verschiedenen Kartonagentypen ist die Grundvoraussetzung für eine Zusammenarbeit verschiedener Akteure, die mit der Konstruktion, Herstellung und dem Vertrieb von Verpackungen befasst sind, wenn keine visuelle Unterstützung möglich ist. Allein durch die Code-Nummer und Angabe von L/B/H kann so eine Konstruktion definiert werden. Bei einer computergestützten Packmittelentwicklung (CAD) ist die Struktur der Datenbanken von CAD-Systemen nach FEFCO oder ECMA ausgerichtet.
Die Grenzen einer Katalogisierung von Faltschachteltypen werden jedoch durch die vielen Variablen und Sonderformen sehr schnell deutlich. Der FEFCO- und ECMA-Katalog liefert keine Konstruktionsdetails. Die Aufgabe dieser Kataloge beschränkt sich ausschließlich auf die Katalogisierung von Grundformen und ihren Variablen. Konstruktionsdetails können darüber hinaus nur über eigene Skizzen wiedergegeben werden.
Wir fassen zusammen: Der FEFCO- und ECMA-Code dient in erster Linie der Kommunikation zwischen Kunden, Lieferanten und der Datenbank einer computergestützten Packmittelentwicklung. Die gelisteten Konstruktionen im FEFCO- und ECMA-Katalog enthalten keine Konstruktionsdetails.
- Zum Verfassen von Kommentaren bitte anmelden.
3.2.3 Auswahl und Maßangaben (Säcke)
Offener genähter Flachsack: Ein Flachschlauch, der an einem Ende mittels durchgehender Quernähnaht verschlossen wurde.
Form A4 Flachsack: genäht (N) oder geschweißt (S)
| DIN 55 460/1 | DIN ISO 6591/1 |
| b₁ = Sackbreite | = b |
| l₁ = Sacklänge | = a |

Abb. 204: Flachsack (Quelle: Eigene Darstellung)
Offener Faltensack: ein Faltenschlauch, der an einem Ende mittels durchgehender Quernaht verschlossen wurde.
Form A2 Faltensack: genäht (N) oder geschweißt (S).
DIN 55 460/1 | DIN ISO 6591/1 |
| b₁ = Sackbreite | = b |
| l₁ = Sacklänge | = a |
b₃ = Faltentiefe | = e / 2 |
2xb₃ = 2 x Faltentiefe | = |
= Faltenbreite | = e |

Abb. 205: Faltensack (Quelle: Eigene Darstellung)
Offener geklebter Kreuzbodensack: ein Flachschlauch, der an einem Ende mittels kreuzweisem Falten, Formen und Kleben einen sechseckigen Boden erhalten hat (Kreuzboden).
Form A1 Kreuzbodensack: geklebt (K)
DIN 55 460/1 | DIN ISO 6591/1 |
| b₁ = Sackbreite | = b |
| l₁ = Sacklänge | = a |
| b₂ = Sackbodenbreite | = c |
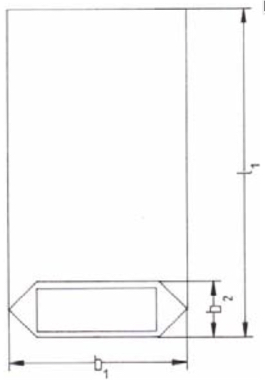
Abb. 206: Kreuzbodensack (Quelle: Eigene Darstellung)
Offener geklebter Falzbodenflachsack: Ein gestaffelter Flachschlauch, der an einem Ende nach einfachem Umfalzen der Staffelung mittels Klebstoff verschlossen wurde.
Offener geklebter Falzbodenflachsack nach DIN ISO 6591/1 (nur Papiersäcke). Kurzzeichen nach DIN und DIN ISO 6591/1 1
b₁ | = | Sackbreite | = b |
l₁ | = | Sacklänge | = a |
| p | = | Breite der offenen | = p |
Verschlussklappe |

Abb. 207: offener geklebter Falzbodenflachsack (Quelle: Eigene Darstellung)
Offener geklebter Falzbodenfaltensack: Ein gestaffelter Faltenschlauch, der an einem Ende nach einfachem Umfalzen der Staffelung mittels Klebstoff verschlossen wurde.
Offener geklebter Falzbodenfaltensack nach DIN ISO 6591/1 (nur Papiersäcke). Kurzzeichen nach DIN und DIN ISO 6591/1 1
| b₁ | = | Sackbreite | = b |
| l₁ | = | Sacklänge | = a |
| b₃ | = | Faltentiefe | = e / 2 |
| 2xb₃ | = | Faltenbreite | = e |
| p | = | Breite der offenen | = p |
Verschlussklappe |
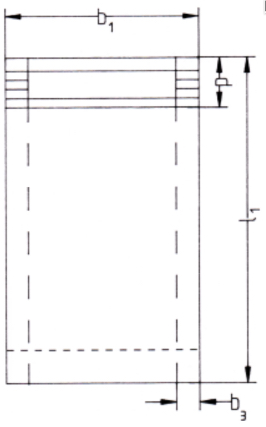
Abb. 208: offener geklebter Falzbodenfaltensack (Quelle: Eigene Darstellung)
Offener geklebter Blockbodensack: Ein Faltenschlauch, der an einem Ende mittels Falten, Formen und Kleben einen rechteckigen Boden erhalten hat.
Form A3 Blockbodensack, geklebt (K)
Form A3
DIN 55460/1 | DIN ISO 6591/1 | ||
| b₁ | = | Sackbreite | = b |
| l₁ | = | Sacklänge | = a |
| b₂ | = | Sackbodenbreite | = c |
| b₃ | = | Faltentiefe | = |
| 2xb₃ | = | Faltenbreite | = e |

Abb. 209: offener geklebter Blockbodensack (Quelle: Eigene Darstellung)
Ventilsack: Ein an beiden Enden mit Ausnahme einer Ventilöffnung verschlossener Schlauch.

Abb. 210: Ventilsack (Quelle: Eigene Darstellung)
Genähter oder geschweißter Ventilflachsack: ein Flachschlauch, dessen beide Enden jeweils mittels einer durchgehenden Quernaht verschlossen wurden.
Form B3 Ventilflachsack: genäht (N) oder geschweißt (S)
DIN 55 460/1 DIN ISO 6591/1
b₁ | = | Sackbreite | = | b |
| l₁ | = | Sacklänge | = | a |
| c | = | Ventilweite | = | v oder g |
| l₂ | = | Ventillänge | = | f oder i |
Genähter oder geschweißter Ventilfaltensack: ein Faltenschlauch, dessen beide Enden jeweils mittels einer durchgehenden Quernaht verschlossen wurden.
Form B2 Ventilfaltensack: genäht (N) oder geschweißt (S)
DIN 55 460/1 DIN ISO 6591/1
b₁ | = | Sackbreite | = | b |
| l₁ | = | Sacklänge | = | a |
| b₃ | = | Faltentiefe | = | |
| 2xb₃ | = | Faltenbreite | = | e |
| c | = | Ventilweite | = | v oder g |
| l₂ | = | Ventillänge | = | f oder i |

Abb. 211: Ventilfaltensack (Quelle: Eigene Darstellung)
Geschlossene Säcke
Geklebter Ventilbodensack: ein Flachschlauch, dessen beide Enden jeweils mittels kreuzweisem Falten, Formen und Kleben einen (sechseckigen) Boden erhalten haben (Kreuzboden).
Form B1 Ventilbodensack, geklebt (K)
DIN 55 460/1 DIN ISO 6591/1
| b₁ | = | Sackbreite | = | b |
| l₁ | = | Sacklänge | = | a |
| b₂ | = | Sackbodenbreite | = | c₂ |
| b₄ | = | Ventilbodenbreite | = | c₁ |
| c | = | Ventilbreite | = | v oder g |
| l₂ | = | Ventillänge | = | f oder i |

Abb. 212: geklebter Ventilbodensack (Quelle: Eigene Darstellung)
Anmerkung: Säcke mit unterschiedlichen Bodenkombinationen, genäht und geklebt, können hergestellt werden, zum Beispiel:
Geklebter und genähter Ventilflachsack mit einem Kreuzboden: ein Flachschlauch, der an einem Ende mittels durchgehender Quernähnaht verschlossen ist und dessen anderes Ende mittels Falten, Formen und Kleben einen Kreuzboden mit Ventilöffnung erhalten hat.

Abb. 213: geklebter und genähter Ventilflachsack mit einem Kreuzboden (Quelle: Eigene Darstellung)
Geklebter Ventilblockbodensack: ein Faltenschlauch, dessen beide Enden jeweils mittels kreuzweisem Falten, Formen und Kleben einen rechteckigen Boden erhalten haben.
Abb. 214: geklebter Ventilblockbodensack (Quelle: Eigene Darstellung)
Gradschnittboden mit Bodendeckblatt: ein Gradschnittschlauch, bei dem ein Ende oder beide Enden zu einem Boden gefaltet sind und bei dem die Wandungslagen gemeinsam so übereinander geklebt sind, dass eine Innenlage auf einer Außenlage liegt; versehen mit Bodendeckblatt.

Abb. 215: Gradschnittboden mit Bodendeckblatt (Quelle: Eigene Darstellung)
Ventilarten Gradschnittboden mit Bodendeckblatt
Ventilausrüstung: eine Einlage aus Papier oder anderem flexiblem Ma- terial oder einer Kombination solcher Materialien, die zur Verbesserung der Verschlusseigenschaften in die Ventilöffnung eingearbeitet ist.
Ventilausrüstungen in genähten Ventilsäcken
Einfaches Ventil:

Abb. 216: einfaches Ventil in einem genähten Ventilsack (Quelle: Eigene Darstellung)
Staffelboden mit oder ohne Bodendeckblatt: ein Staffelschlauch, bei dem ein oder beide Enden so zu einem Boden gefaltet sind, dass jede Staffellage der Wandung auf sich selbst trifft und mit sich selbst verklebt ist; versehen mit Bodendeckblatt oder ohne.
Eine Ecke eines (Falten-)Schlauches ist nach innen so eingefaltet, dass sich nach dem Nähen unterhalb der Verschlussnaht ein Ventil bildet.
Ventil-Innenmanschette: ein Ventil mit einer in das Sackinnere ragenden manschettenähnlichen Einlage.

Abb. 217: Ventil-Innenmanschette (Quelle: Eigene Darstellung)
Ventil-Außenmanschette: ein Ventil mit einer nach außen ragenden manschettenähnlichen Einlage.

Abb. 218: Ventil-Außenmanschette (Quelle: Eigene Darstellung)
Ventilausrüstungen in geklebten Ventilsäcken
Anmerkung: In bestimmten Fällen kann die Ventilweite wesentlich geringer sein als die Ventilbodenbreite.
Verstärktes Ventil: ein Ventil, das durch ein an seiner Oberseite von innen angeklebtes Blatt aus geeignetem Material verstärkt ist (Ventilverstärkungsblatt).

Abb. 219: verstärktes Ventil (Quelle: Eigene Darstellung)
Innenschlauchventil: ein Ventil, das mit einer in das Sackinnere ragenden schlauchförmigen Einlage ausgestattet ist.

Abb. 220: Innenschlauchventil (Quelle: Eigene Darstellung)
Außentaschenventil: ein Ventil, das mit einer nach außen ragenden schlauchförmigen Einlage ausgestattet ist; unterhalb des Schlauches ist normalerweise eine Einschlagtasche vorgesehen.

Abb. 221: Außentaschenventil (Quelle: Eigene Darstellung)
Andere Fertigungsmerkmale
Daumenaussparung: eine Ausstanzung durch alle Lagen einer Wandungsseite am Füllrand eines offenen Sackes oder am Außenrand eines Außentaschenventils, um das Öffnen vor dem Befüllen zu erleichtern.
Verschließhilfsmittel: Spezialausstattung an Säcken zum Verschließen nach der Befüllung – zum Beispiel Kopfverschlussstreifen bei offenen Säcken oder Haftkleber bei Ventilen.
Öffnungshilfsmittel: Spezialausstattung an Säcken, die das Öffnen eines befüllten verschlossenen Sackes erleichtert – zum Beispiel Aufreißstreifen.
Traggriff: Spezialausstattung, die das Tragen eines befüllten verschlossenen Sackes erleichtert.
Sackfenster: eine in eine Sackwandung eingearbeitete Fläche aus durchsichtigem Material, um den Sackinhalt von außen sichtbar zu machen.
Nadelung: eine Anordnung von Einstichen durch die Sackwandung oder einzeIne Lagen derselben, um den Luftaustritt während des Füllvorganges zu erleichtern.
Antigleitbehandlung: eine auf die Außenfläche eines Sackes aufgetragene Beschichtung zur Erhöhung des Reibungskoeffizienten.
- Zum Verfassen von Kommentaren bitte anmelden.
3.3 Berechnungen - 3.3.1 Zuschnitt-, Nutzen- und Abfallberechnung (Karton und Vollpappe)
Das folgende Kapitel beschäftigt sich mit der Zuschnitt-, Nutzen und Abfallberechnung (Nutzen = flachliegende Verpackung). Diese Daten werden benötigt, um eine Verpackung kalkulieren zu können. Bei einer computergestützten Verpackungsentwicklung fallen diese Daten automatisch als Nebenprodukt an. Bei der konventionellen Arbeit müssen die Zuschnittsgröße, die Nutzeneinteilung und der Abfall rechnerisch ermittelt werden.
Um eine Nutzenberechnung durchführen zu können, benötigen wir zuerst die Zuschnittsgröße, mit der wir uns schon im Kapitel 3.1 beschäftigt haben.
Zur Ermittlung der Bogengröße muss eine Nutzeneinteilung erstellt werden. Die Nutzeneinteilung ist abhängig von dem zur Verfügung stehenden Maschinenformat.
Für die folgende Nutzeneinteilung werden wir unsere Zuschnittsberechnung aus dem Kapitel 3.1.3 verwenden.
A/B/H Maße: 67,00 x 13,00 x 130,00
offenes Maß: 170,50 x 154,00
Faserlauf: parallel zu 170,50

Abb. 222: schematische Darstellung eines Nutzens (Quelle: Eigene Darstellung)
Zuschnittsberechnung
11,50 | 11,00 | |
0,50 | 67,00 | |
130,00 | X | 13,00 |
0,50 | 67,00 | |
11,50 | 12,50 | |
154,00 | X | 170,50 |
Aufgrund der einfachen Konstruktion (rechteckiges Außenmaß) und der unbedruckten Ausführung können wir die Nutzen Schnitt an Schnitt stellen. Für die Bestimmung des Bogenformates muss nun das offene Format der Nutzen und die Ränder addiert werden.

Abb. 223: Nutzeneinteilung (Quelle: Eigene Darstellung)
Erläuterung zur Abbildung 223:
L1 = offenes Maß parallel zum Greiferrand. Greiferrand = Papierfläche, die nicht bedruckt werden kann, weil der Greifer der Maschine an dieser Stelle das Papier festhält (je nach Maschine etwa 7 bis 15 mm).
L2 = offenes Maß quer zum Greiferrand
der Bogen beinhaltet 4 X 3 = 12 Nutzen
Bei unserer Nutzeneinteilung haben wir vier Nutzen auf der breiten Seite des Bogens und drei Nutzen auf der schmalen Seite des Bogens angeordnet.
Im folgenden Rechenschritt wird nun das offene Maß des Bogens errechnet.
Berechnung der Bogengröße
Breite Seite | Schmale Seite | |||
linker Rand | 5,00 | |||
Nutzen 1 | 170,50 | Greiferrand | 12,00 | |
Nutzen 2 | 170,50 | Nutzen 1 | 154,00 | |
Nutzen 3 | 170,50 | Nutzen 2 | 154,00 | |
Nutzen 4 | 170,50 | Nutzen 3 | 154,00 | |
Rechter Rand | 5,00 | Rand Rückseite | 5,00 | |
692,00 | X | 479,00 |
Unsere Bogengröße beträgt 692,00 mm X 479,00 mm.
Im nächsten Schritt berechnen wir den Materialabfall. Neben den Bogenrändern fällt auch zwischen den einzelnen Nutzen Abfall an.

Abb. 224: Abfall zwischen den Nutzen – Ausschnitt aus der Nutzeneinteilung (Quelle: Eigene Darstellung)
Pro Nutzen fallen zwei Abfallstreifen in der Größe von 11,50 mm x 11,00 mm an. Das Maß ergibt sich aus der Breite der Klebelasche (11,00 mm) und der Länge der Decklasche (Maß „e“ 11,50 mm).
In unserer Bogeneinteilung haben wir 4 X 3 = 12 Nutzen. Pro Nutzen haben wir 2 x 11,50 mm x 11,00 mm Abfall = 253,00 mm² und bei 12 Nutzen einen Abfall von 253,00 x 12 = 3036,00 mm² = 0,003 m².
Zur Abfallberechnung muss man zunächst die Fläche des Bogenrandes ermitteln. Dazu kommt man, wenn man von der Fläche des Bruttobogens die Fläche des Nettobogens abzieht. Das ist aber nur ein Teil des Abfalls. Dazurechnen muss man noch die Fläche der Streifen zwischen den Nutzen.
Der Abfall des Bogenrandes errechnet sich aus der
• Brutto-Bogengröße 692,00 mm x 479,00 mm = 331.468,00 mm² = 0,331 m² abzüglich der
• Netto-Bogengröße 682,00 mm x 462,00 mm = 315.084,00 mm²
Bruttobogen 331.468,00 mm²
Nettobogen - 315.084,00 mm²
16.384,00 mm² = 0,016 m²
Abfall Bogenrand: 0,016 m²
Abfall zwischen den Nutzen: 0,003 m²
0,019 m²
Bei einer Bogengröße von 0,336 m2 entsprechen 0,016 m2 Abfall ~ 4,8 %
In einem weiteren Schritt führen wir die Nutzeneinteilung und Abfallberechnung bei einer Standard-Faltschachtel durch. Durch die Form der Faltschachtel müssen die Nutzen genestet werden, um möglichst wenig Abfall zu produzieren. Den Begriff "Nesten" verwenden Packmitteltechnologen, wenn sie die Nutzen möglichst platzsparend ineinander schieben.
In der Regel werden die Einzelnutzen Schnitt an Schnitt gestellt. Eine Ausnahme davon ergibt sich dann, wenn das Maß „g“ (Seitenlasche) größer als die Hälfte des Maßes e + f + x/2 ist. In diesem Fall wird ein Zwischenschnitt benötigt („z“). Der Zwischenschnitt muss aus technischen Gründen bei Karton mindestens 3 mm betragen. Ein weiterer Grund für einen Zwischenschnitt kann die Notwendigkeit einer Farbüberfüllung sein, wenn es zwischen zwei Nutzen einen Farbübergang gibt.

Abb. 225: Breitbahn – Nutzeneinteilung durch Nesten (Quelle: Eigene Darstellung)
Ausführliche Erläuterungen, welche Faserlaufrichtung für unterschiedliche Anwendungsfälle einzusetzen ist, finden sich im Kapitel 3.1.1 Skizzen und packmittelspezifische Zeichnungen erstellen, technische Zeichnungen lesen.
Die Bogengröße ergibt sich aus L1 und L2. Zu diesem Maß müssen noch der Greiferrand, die Seitenränder und der rückwärtige Rand hinzugerechnet werden (Greiferrand - Papierfläche, die nicht bedruckt werden kann, weil Greifer der Druckmaschine an dieser Stelle das Papier festhält (je nach Maschine etwa 7 - 15 mm)). Diese Ränder sind maschinenabhängig. Bei der Nutzeneinteilung sind die Arbeitsbreiten der Produktionsmaschinen zu berücksichtigen. Die Anzahl der Nutzen soll in Abhängigkeit zur Auflagenhöhe gewählt werden. Kleine Auflage – kleines Maschinenformat; große Auflage – großes Maschinenformat. Die Lage des Greiferrandes muss definiert werden.
Wir rechnen für L1
f = Einstecklasche +
e = Decklasche +
x = Versatz +
z = Zwischenschnitt +
f = Einstecklasche +
e = Decklasche +
x = Versatz +
f = Einstecklasche +
e = Decklasche +
x = Versatz +
e = Decklasche +
= L1
Wir rechnen für L2
B-x + A + B + A + C
B-x + A + B + A + C
= L2
In einem nächsten Schritt wenden wir uns der Abfallberechnung zu. Um eine Abfallberechnung durchführen zu können, benötigen wir die Fläche der Nutzen, die wir auf dem Bogen angeordnet haben. Für diese Aufgabe gibt es zwei Möglichkeiten der Berechnung.
1) Wir zerlegen einen Nutzen in seine einzelnen Flächen und rechnen diese aus.
2) Wir platzieren die Bodenlaschen gedanklich in die Lücken der Deckellaschen. Dies ist die schnellste Methode, um herauszubekommen, wie viel Fläche die Nutzen auf einem Bogen einnehmen. Der Kleberand wird nicht berechnet, um die Toleranz (Zwischenschnitt) auszugleichen.
Mit beiden Varianten bekommen wir einen guten Näherungswert. Die Variante 2 führt aber schneller zum Ziel. Dieses Verfahren ist nur bei Konstruktionen anzuwenden, die – wie im Beispiel – genestet werden können.
Die Faltschachtel in unserem Beispiel hat ein A/B/H-Maß von 51 x 51 x 127 m.
Durch das Nesten können doppelte Maße aus der Berechnung entfernt werden.

Abb. 226: Nutzen genestet (Quelle: Eigene Darstellung)
Das Maß „C“ (Klebelasche) wird wegen der Toleranz gestrichen.
Durch das Nesten können bei der Flächenberechnung „x, e, und f“ gestrichen werden.
Um die Fläche der Konstruktion zu berechnen, werden die Maße innerhalb der roten Umrandung addiert.

Wir errechnen für einen Nutzen eine Fläche von 39275,50 mm².
Unsere Bogeneinteilung haben wir mit sechs Nutzen angelegt. Unser Nettobogen hat somit eine Fläche von 6 x 39275,5 = 235653 mm² = 0,2356 m². Um den Abfall ausrechnen zu können, benötigen wir jetzt noch die Fläche des Bruttobogens. Dazu werden die Maße in L1 und L2 addiert.
Addierung Maße L1


In unserem Rechenbeispiel beträgt der Produktionsbedingte Abfall ~ 19%
- Zum Verfassen von Kommentaren bitte anmelden.
3.3.2 Zuschnitt-, Nutzen- und Abfallberechnung (Wellpappe)
Im Folgenden beschäftigen wir uns mit der Zuschnitt-, Nutzen und Abfallberechnung. Unter Nutzen versteht man die flachliegende Verpackung. Diese Daten braucht man, um eine Verpackung kalkulieren zu können. Bei einer computergestützten Verpackungsentwicklung (CAD, computer-aided-design, CAD) fallen diese Daten automatisch als Nebenprodukt an. Bei der konventionellen Arbeit müssen die Zuschnittgröße, die Nutzeneinteilung und der Abfall rechnerisch ermittelt werden.
Um eine Nutzenberechnung durchführen zu können, benötigen wir zuerst die Zuschnittgröße. Zur Ermittlung der Bogengröße muss bei Bedarf eine Nutzeneinteilung erstellt werden. Die Nutzeneinteilung ist abhängig von dem zur Verfügung stehenden Maschinenformat und der vom Kunden angefragten Abnahmemenge.
Die Bogengröße ergibt sich aus MB und ZL zuzüglich Greiferrand, Seitenränder und rückwärtiger Rand. (Greiferrand: Der Bogen wird beim Stanzautomaten in einen „Greifer“ genommen!) Diese Ränder sind maschinenabhängig. Die Anzahl der Nutzen sollte in Abhängigkeit zur Auflagenhöhe gewählt werden. Kleine Losgrößen erfordern ein kleines Maschinenformat mit wenig Nutzen, große Auflagen verlangen große Maschinen-ormate mit vielen Nutzen. Die Lage des Greiferrandes muss definiert werden.
Im folgenden Beispiel berechnen wir den Abfall bei einem Nutzen und zum Vergleich mit zwei Nutzen. Wir verwenden einen Steckboden nach FEFCO 0215 mit einem Innenmaß von 200 x 170 x 150 mm. Wir fertigen auf einem Flachbettstanzautomaten. Die Zugaben für Greifer und den Randbeschnitten werden vom Maschinenhersteller empfohlen und von der Betriebsleitung oder Produktionsleitung festgelegt. In unserem Fall gehen wir von 20 mm Greifer- und 10 mm Randbeschnitt aus. Netto: MB 470 x ZL 784; Brutto: MB 500 x ZL 804.

Abb. 227: Bogen- und Abfallberechnung bei einem Nutzen. Zu sehen ist hier auch das Symbol für die Ausrichtung der Wellen. Nach Möglichkeit sollte immer mit stehender Welle gefertigt werden. Der Bogen beinhaltet 4 x 3 = 12 Nutzen. (Quelle: Eigene Darstellung)
Die Berechnung der Bogengröße erfolgt ähnlich wie bei der Zuschnittberechnung. Die Nutzenberechnung findet statt, indem die einzelnen Flächen gelistet und dann addiert werden. Es wird von Millimeter auf Meter umgerechnet!
Bogenberechnung:
MB = Greifer + Boden + Höhe + Deckel + Einstecklasche + Randbeschnitt
MB = 20 mm + 111 mm + 158 mm + 171 mm + 30 mm + 10 mm = 500 mm
ZL = Randbeschnitt + Klebelasche + 2 x Länge + 2 x Breite + Randbeschnitt
ZL = 10 mm + 20 mm + 2 x 203 mm + 2 x 173 mm + 10 mm = 792 mm
Abfallberechnung: Um eine Abfallberechnung durchführen zu können, benötigen wir die Fläche der Nutzen, die wir auf dem Bogen angeordnet haben. Für diese Aufgabe ist es am einfachsten, wenn der Nutzen in seine einzelnen Flächen zerlegt und anschließend addiert und vom Bruttoformat abgezogen wird. So bekommen wir einen guten Näherungswert.
Berechnung der:
Bodenklappe 1 und 3: 0,203 m x 0,111 m x 2 Stück = 0,045 m²
Bodenklappe 2: 0,173 m x 0,091 m x 1 Stück x 0,5 = 0,008 m²
Bodenklappe 4: 0,173 m x 0,111 m x 1 Stück x 0,5 = 0,01 m²
Grundkörper: 0,772 m x 0,156 m = 0,120 m²
Deckel: 0,203 m x (0,171 m + 0,03 m) = 0,041 m²
Staublaschen: 0,173 m x 0,03 m x 2 St. = 0,010 m²
Gesamt netto: rund 0,234 m²
Bruttobogenberechnung: 0,500 m x 0,792 m = 0,396 m²
Abfallberechnung:
Bruttobogen – Nutzen = Abfall
0,396 m² – 0,234 m² = 0,162 m²
Diese Konstruktion verursacht rund 40 % Abfall!
Bogen- und Abfallberechnung bei zwei Nutzen
Im nächsten Schritt führen wir die Nutzeneinteilung und Abfallberechnung beim Steckboden mit Einsteckdeckel und zwei Nutzen durch. Durch die Form der Faltschachtel müssen die Nutzen ineinander gedreht werden, um möglichst wenig Abfall zu produzieren.
Die Einzelnutzen werden Schnitt an Schnitt gestellt. Eine Ausnahme davon ergibt sich dann, wenn die Notwendigkeit einer Farbüberfüllung benötigt wird, wenn es zwischen 2 Nutzen einen Farbübergang gibt. In diesem Fall müsste man einen Zwischenschnitt setzen – das ist aber fertigungstechnisch nicht praktikabel. Folgende Möglichkeiten sind denkbar:
• Man fertigt nur im Einzelnutzen.
• Man hängt den Schleppnutzen mit den Bodenklappen aneinander.
• Man dreht den Nutzen um 90° und fertigt mit liegender Welle, dann könnte ein Zwischenschnitt eingebracht werden. Das kommt sehr selten vor!
Es bleibt dann nur noch zu klären, wer den Abfall entfernt. Im modernen Betrieb wird dieser nach dem Stanzen über den automatischen Nutzentrenner getrennt, automatisch gebündelt, palettiert und in den Versand gestellt. Es bringt also einen separaten Arbeitsgang mit sich, den Zwischenschnitt zu entfernen.

Abb. 228: Nutzen auf einem Bogen (Quelle: Eigene Darstellung)
MB = Greifer + Boden + Höhe + Deckel + Einstecklasche + Staublasche + Höhe + Boden + Randbeschnitt
MB = 20 mm + 111 mm + 158 mm + 171 mm + 30 mm + 30 mm + 156 mm + 111 mm + 10 mm = 797 mm
ZL = Randbeschnitt + Klebelasche + 2 x Länge + 2 x Breite + Randbeschnitt
ZL = 10 mm + 20 mm + 2 x 203 mm + 2 x 173 mm + 10 mm = 792 mm
Abfallberechnung: Siehe oben beim Beispiel mit einem Nutzen, nur doppelt so groß. Diese Fläche ziehen wir dann wieder von der Fläche des Bruttobogens ab und erhalten so den Abfall.
Nutzenberechnung:
Bodenklappe 1 + 3: 0,203 m x 0,111 m x 2 Stück = 0,045 m²
Bodenklappe 2: 0,173 m x 0,091 m x 1 Stück x 0,5 = 0,008 m²
Bodenklappe 4: 0,173 m x 0,111 m x 1 Stück x 0,5 = 0,01 m²
Grundkörper: 0,772 m x 0,156 m = 0,120 m²
Deckel: 0,203 m x (0,171 m + 0,03 m) = 0,041 m²
Staublaschen: 0,173 m x 0,03 m x 2 St. = 0,010 m²
Gesamt netto rund: 0,234 m²
Bruttobogenberechnung: 0,797 m x 0,792 m = 0,631 m²
Bruttobogen – Nutzen = Abfall
0,631 m² - 2 x 0,234 m² = 0,163 m²
Bei zwei Nutzen haben wir einen Abfall von rund 25 %!
Zur Nutzenanordnung: In unserem Beispiel spricht man von Schleppnutzen. Je mehr Schleppnutzen, umso größer sind die Unterbrecher und umso mehr treten sie auf. Es ist darauf zu achten, wie die Maschinen ausgerüstet sind und was der Hersteller in Bezug auf Nutzenanordnungen vorschlägt. In der Regel sollte man bei Flachbettstanzen nur maximal 3 Schleppnutzen anlegen. Die einzelnen Nutzen hängen direkt aneinander und hängen mit wenigen Unterbrechern aneinander. Weitere Information entnehmen Sie dem Werkzeugbau und Stanztechnik.

Abb. 229: Nutzenanordnung: Oben (falsch) läuft die Geometrie spitz zu. Die Folge: unsaubere Schnitte in der Fertigung. (Quelle: Eigene Darstellung)
Noch ein Wort zum Werkzeugbau: Die im Beispiel gezeigten Konstruktionen sind nur Skizzen für die Veranschaulichung. Es ist davon abzuraten, bei eingedrehten Nutzenanordnungen einen Radius auf eine Gerade treffen zu lassen. Während des Stanzprozesses treten enorme Kräfte auf. Mit der Zeit biegen sich diese Messer auf und es entsteht ein unerwünschter Unterbrecher. Die Messer im Werkzeug sollten immer stumpf zusammenlaufen; keine spitz zulaufenden Geometrien!
- Zum Verfassen von Kommentaren bitte anmelden.
3.3.3 Zuschnittsberechnung und Formelzeichen (Säcke)
Allgemeine Problematik
Die genaue Vorabbestimmung der Formatgrößen für Ventil-Großsäcke stellt nach wie vor ein Problem dar. Theoretisch nimmt sowohl der Kreuzboden-Ventilsack als auch der genähte Ventilsack in gefülltem Zustand eine Quaderform an. Es zeigt sich jedoch, dass die Volumenberechnung „Breite x Länge x Bodenbreite“ nur bei extrem kleinen Formaten – und auch dort nur annähernd – stimmt. Großflächige Säcke zeigen im gefüllten Zustand Bauchbildungen, die rechnerisch nicht ohne weiteres erfasst werden können. Dies gilt besonders dann, wenn sie breite Böden oder tiefe Seitenfalten haben.
Reihenuntersuchungen über das Füllverhalten für viele verschiedene Sackabmessungen haben gezeigt, dass man einer passenden Volumenberechnung näher kommt, wenn man sich den gefüllten stehenden Sack als elliptische Säule mit einer scheinbaren Säulenhöhe vorstellt. Vor endgültiger Formatfeststellung sind allerdings stets Füllversuche mit dem wirklichen Füllgut und der zur Verwendung kommenden Füllanlage durchzuführen. Bei theoretisch gleichem spezifischem Gewicht kann der Verdichtungsgrad je nach Art der Füllanlage das „Schüttgewicht“ erheblich beeinflussen.
Berechnung von Volumina und Abmessungen bei Säcken
Für die Berechnung des Volumens und der Abmessungen bei Säcken wurden in Zusammenarbeit mit der Arbeitsgruppe „Säcke und Sackmaterialien“ am Fraunhofer-Institut für Lebensmitteltechnologie und Verpackung in München folgende Merkblätter entwickelt:
- Merkblatt 6: Prüfverfahren für Kunststoffsäcke, Teil 8, Berechnung von Volumen und Abmessungen bei Säcken. Zu beziehen bei: Fraunhofer-Institut für Lebensmitteltechnologie und Verpackung, Schragenhofstr. 35, 80992 München.
- FG-Merkblatt 13/ll/84: Berechnung von Volumen und Abmessungen bei Säcken aus Kraft-Sackpapier und Kombinationen aus Kraft-Sackpapier mit Sperrschicht und Verstärkungsmaterialien. Zu beziehen bei: Forschungsgemeinschaft Kraftpapiere und Papiersäcke e.V., Nerotal 4, 65193 Wiesbaden.
Maßangaben für die Bestellung
Grundsätzlich werden die Außenmaße des flachliegenden, ungefüllten Sackes angegeben.
Die zu vereinbarenden Maße sind in mm anzugeben.
Bemerkungen
Bei Form A1, A3 und B1:
Messen der Sacklänge l₁ im Anlieferungszustand und nach Umklappen der Böden um die Bodenfaltkante (180°). Bei unterschiedlichen Sackbodenbreiten sind diese getrennt anzugeben.
Offene geklebte Kreuzbodensäcke (OK)
Offene geklebte Kreuzbodensäcke (OK) sind Papier- oder Kunststoffsäcke, die aus einem Flachschlauch durch Bildung eines Kreuzbodens am unteren Schlauchende entstehen. Der OK-Sack wird vornehmlich da eingesetzt, wo an die Standfestigkeit des Sackes größere Anforderungen gestellt werden. Da er eine große Füllöffnung besitzt, ist er für automatische Abfüllanlagen geeignet. Nach dem Füllen wird der OK-Sack meist zugenäht. Der OK-Sack erhält dadurch eine Keilform und ist deswegen weniger gut für die Palettierung geeignet.
Formen und Bezeichnungen von Sackarten
Offene Säcke
Form A 1 Kreuzbodensack
geklebt (K) DIN 55460 - A1 – K DIN ISO 6591/1
Die Rollenbreite bR wird bestimmt aus der Sackbreite b₁, und der Klebelasche m, also
bR = 2 x b₁ + m
Die Klebelasche schwankt je nach Größe der herzustellenden Säcke zwischen 15 und 20 mm.
Die Schlauchabschnittlänge sl₁ wird bestimmt aus der Sacklänge l₁, der Bodenbreite b₂ und der Bodenüberlappung ü₂, also
![]()
Die Überlappung beträgt 40 mm.

Abb. 230: Form A 1 Kreuzbodensack (Quelle: Eigene Darstellung)
Form A 2 Faltensack
geklebt (K) oder geschweißt (S)
Dies sind Papier- oder Kunststoffsäcke, die aus einem Faltenschlauch entstehen, in dem die untere Schnittkante unter Verwendung eines Kreppstreifens oder beschichteten Abdichtungsstreifens (Reiterband) abgenäht werden. Kunststoffsäcke werden an der unteren Schnittkante verschweißt. Kunststoffsäcke können aus Schlauch oder Flachfolie hergestellt werden.
Die Rollenbreite bR wird bestimmt aus Sackbreite b₁, Faltentiefe b₃ und der Klebelasche m, also
bR = 2 x b₁ + 4 x b₃ + m
Die Schlauchlänge sl₁ ist gleich der Sacklänge l₁.
Bezeichnung eines offenen Sackes Form A 2 genäht (N) oder geschweißt (S)
Sack DIN 55460 - A2 - N beziehungsweise A2 - S DIN ISO 6591/1

Abb. 231: Form A 2 Faltensack (Quelle: Eigene Darstellung)
Form A 3 Blockbodensack
geklebt (K)
Der Blockbodensack ist wie ein Blockbodenbeutel mit zwei Seitenfalten und mit gefaltetem rechtwinkligen Boden gefertigt. Er wird meist zusätzlich mit einem Bodenblatt versehen.
Rollenbreite bR, wird bestimmt aus Sackbreite b₁, Faltentiefe b₃ und der Klebelasche m, also
bR = 2 x b₁ + 4 x b₃ + m
Die Klebelasche schwankt je nach Größe zwischen 15 und 20 mm. Die Schlauchabschnittlänge sl₁ wird bestimmt aus der Sacklänge l₁, der Bodenbreite b₂ und der Bodenüberlappung ü₂, also

Die Überlappung beträgt 40 mm.
Bezeichnung eines offenen Sackes Form A 3, geklebt (K):
DIN 55460-A3-K
DIN ISO 6591/1

Abb. 232: Form A 3 Blockbodensack (Quelle: Eigene Darstellung)
Form A 4 Flachsack
genäht (N) oder geschweißt (S)
Flachsäcke unterscheiden sich von Faltensäcken dadurch, dass der Schlauch keine Seitenfalten hat (im gefüllten Zustand kistenförmig). Die Fertigung ist der Faltensackherstellung gleichzusetzen.
Die Rollenbreite bR wird bestimmt aus Sackbreite b₁ und der Klebelasche m, also
bR = 2 x b₁ + m
Die Klebelasche beträgt zwischen 15 und 20 mm. Die Schlauchlänge sl₁ ist gleich der Sacklänge l₁.
Bezeichnung eines offenen Sackes Form A 4, genäht (N)
DIN 55460-A4-N
A4-S
DIN ISO 6591/1

Abb. 233: Form A 4 Flachsack (Quelle: Eigene Darstellung)
Falzbodensack als Seitenfaltensack
Der offene geklebte Falzbodensack wird aus einem Seitenfaltenschlauch im Staffelschnittverfahren hergestellt. Auf speziellen Falzbodenmaschinen wird der Falzbodensack mit einem geklebten Boden versehen.
Durch diese Anordnung entsteht beim Füllen eine Bodenbildung. Der Falzbodensack kann mit einer Verschlussklappe (p), die nach dem Befüllen meistens durch Hotmelt-Verklebung verschlossen wird oder bei gerade geschnittenem Füllrand, der nach dem Befüllen abgenäht wird, gefertigt werden.
Offener, geklebter Falzbodenfaltensack nach DIN ISO 6591/1 (nur Papiersäcke)
Die Rollenbreite bR wird wie bei den Seitenfaltensäcken berechnet. Die Schlauchlänge sl₁ wird bestimmt aus der Sacklänge l₁ und des Staffelschnittversatzes Mv, also
sl₁ = l₁ + Mv
Die Staffelschnittlänge ist gleich der Sacklänge l₁, also
ls₁ = l₁

Abb. 234: Falzbodensack als Seitenfaltensack (Quelle: Eigene Darstellung)
Falzbodensack als Flachsack
Der Falzbodensack als Flachsack unterscheidet sich vom Seitenfaltensack dadurch, dass er als Flachschlauch ebenfalls im Staffelschnitt gefertigt wird. Die Rollenbreite bR wird wie bei den Flachsäcken gerechnet. Die Staffelschnittlänge ist gleich der Berechnung der Falzbodenseitenfaltensäcke.
Offener geklebter Falzbodenflachsack nach DIN ISO 6591/1 (nur Papiersäcke)
Ventilbodensäcke nach DIN ISO 6591
Geklebter Ventilbodensack, Form B 1
(VK, VKST)

Abb. 235: Falzbodensack als Flachsack (Quelle: Eigene Darstellung)
Der hierzulande am häufigsten anzutreffende Ventilsacktyp ist der gekiebte Ventilbodensack. Er ist im Hinblick auf die Bodenkonstruktion ein Kreuzbodensack besonderer Art. Seine typischen Merkmale sind der gekiebte Boden sowohl auf der Fuß- als auch auf der Kopfseite des Sackes sowie das Vorhandensein einer Füllöffnung: das Ventil. Diese Einrichtung ermöglicht bei mechanischer Verpackung von Massenfüllgütern hohe Abfüll-Leistungen. Durch spezielle, der Natur des Füllgutes angepasste Ventilkonstruktionen werden Streuverluste weitgehend vermieden.
Die kastenförmige Gestalt des Sackes gewährleistet wegen der gleichmäßigen Spannungsverteilung innerhalb des Materialgefüges gute Haltbarkeit und bietet günstige Stapelmöglichkeiten.
Ventilsäcke bilden nicht nur mengenmäßig den größten Anteil des westdeutschen Sackaufkommens, sie weisen auch die meisten Spielarten von Konstruktionsformen auf. Ein besonderes Kennzeichen stellt hierbei die Ventilausführung dar. Abgesehen davon, dass die Ventilöffnung nach Belieben an einer der vier Ecken des Sackes untergebracht werden kann, kommen verschiedene Ventilformen in Betracht.

Abb. 236: geklebter Ventilbodensack (Quelle: Eigene Darstellung)
Eine Besonderheit stellt der in den Sackboden eingelegte Aufreißfaden dar, der von manchen Abnehmern gewünscht wird. Er ermöglicht das schnelle Öffnen des Sackes zur Entnahme des Füllgutes, ohne be- sondere Werkzeuge zu benötigen.
Bezeichnung eines Ventilsackes (VK)
Form B 1 geklebt (K)
DIN 55460-B1-K
DIN ISO 6591/1
Die Rollenbreite bR wird bestimmt aus der Sackbreite b₁ und der Klebelasche m,
also bR = 2 x b1 + m
Die Klebelasche m schwankt je nach Materialausstattung zwischen 15 und 20 mm. Ventilsäcke aus Kunststoff können auch aus Schlauchmaterial gefertigt werden. Hier entfällt die Klebelasche m.
Die Schlauchabschnittlänge sl₁ wird bestimmt aus der Sacklänge l₁ der Stand- und Ventilbodenbreite b₂ und b₄ und der Überlappung der Böden ü₂ und ü₄, also

Die Bodenüberlappung beträgt je Boden 40 mm. Bei Kunststoff-Ventilsäcken beträgt die Bodenüberlappung je Boden 20 mm. Aus Gründen der Materialeinsparung können Kunststoff-Ventilsäcke in bestimmten Fällen auch ohne Bodenüberlappung gefertigt werden. Die Festigkeit der Böden wird durch das Bodendeckblatt erreicht.
Bezeichnung eines Ventilsackes (VKST)
Form B 1 geklebt (K)
DIN 55460-B1-K DIN lSO 6591/1
(nur Papiersäcke)
Die Rollenbreite bR und die Schlauchlänge sl₁ errechnen sich wie bei einem VK-Sack.
Die Überlappung der Böden ist von der Breite der Staffelung
bst = Messerversatz M abhängig.
Zum Beispiel 40er-Staffelung = 40 : 2 X 3 = 60 mm Überlappung.
Die Staffelschnittlänge lst wird bestimmt durch die Schlauchlänge sl₁ – Messerversatz M.
also lst = sl₁ – M
Konstruktive Eigenarten von Säcken
Ein wesentliches Merkmal des Papiersackes ist die Möglichkeit der Zusammenstellung der Sackwandung beziehungsweise des Schlauches aus mehreren Lagen Kraftsackpapier kombiniert mit anderen geeigneten flexiblen Materialien. Normalerweise bewegt sich die Anzahl der Lagen zwischen zwei und sechs. In den USA spricht man aus diesem Grunde von „multiwall bags“ oder häufiger von „multiwalls“. In dieser Bezeichnung kommt zum Ausdruck, dass ein Papiersack üblicherweise ein System aus mehreren ineinander geschachtelten Säcken darstellt.
Jede der einzeInen Lagen nimmt einen Teil der Beanspruchung auf, der der Sack während des Gebrauchs ausgesetzt ist. Es liegt dieser Konstruktionsidee folgende Erfahrungstatsache zugrunde: Ein aus mehreren Lagen bestehender Sack hat bessere Festigkeitseigenschaften als ein Sack mit geringerer Lagenzahl bei sonst gleichen Papiereigenschaften und übereinstimmendem summarischem Flächengewicht. Der Zahlen- ausdruck, der angibt, um wie viel ein Papiersack die Falltisch-Prüfung besser übersteht als ein Sack mit gleicher statischer Papierfestigkeit, aber geringerer Lagenzahl, wird als Lagenfaktor bezeichnet.
Das Vorhandensein mehrerer Papierlagen bietet die Voraussetzung zur Ausführung einer besonderen Bodenkonstruktion für gekiebte Ventilsäcke. Die einzeInen Lagen des Papierschlauches werden hierbei gegeneinander versetzt, so dass sie in gestaffelter Folge auf dem Bodenleger verklebt werden können. Es entsteht so ein Sack mit gestaffelter Bodenklebung, der sogenannte „Staffelsack“. Dieser Sack zeichnet sich durch besondere Festigkeit und Dichtigkeit des Bodens aus. Ein weiterer Vorteil dieser Sackkonstruktion ist die damit verbundene Papiereinsparung.
Bei Geradschnittsäcken ist in Richtung der Sackachse (Längsrichtung) in den Böden jeweils die äußere Papierlage der unten liegenden Bodenklappe mit der inneren Papierlage der oben liegenden Bodenklappe verklebt (Lastverteilung durch Querklebung). Es wird immer ein Bodendeckblatt aufgebracht.
Beim Staffelbodensack sind die einzeInen Papierlagen auch in Richtung Sackachse (Längsrichtung) in den Böden gestaffelt, so dass die Lastverteilung auf die einzeInen Lagen durch Verklebung jeder Lage mit sich selbst erreicht wird (größere Festigkeit und Dichtigkeit der Böden). Ein Bodendeckblatt kann entfallen.

Abb. 237: Geradschnittsack und Staffelbodensack (rechts). Gut ist hier die versetzte Verklebung der Lagen zu erkennen, die den Boden besonders fest und dicht machen. (Quelle: Eigene Darstellung)


Abb. 238: Anordnung der Formelzeichen am Ventilsack (VK beziehungsweise VKST) (Quelle: Eigene Darstellung)

Abb. 239: geometrische Anordnung der einzelnen Papierbahnen des Staffelschnittschlauches – von außen angeordnet (Quelle: Eigene Darstellung)

Abb. 240: zusammengelegte Staffelschnittbahnen – von innen angeordnet (Quelle: Eigene Darstellung)
Ventilanordnung – Längsnaht – Lage der Böden
Die folgenden Kennzeichnungen gelten für geklebte Ventilbodensäcke aus Papier oder Kunststofffolien.
Der Ventilsack soll so auf seiner Längsnaht liegen, dass diese sich von oben gesehen in der rechten Sackhälfte befindet. Die Ventilstellung wird als oben oder unten und links oder rechts – wie dargestellt – bezeichnet. Geklebte Ventilbodensäcke können so gefertigt werden, dass die Böden zur Rückseite (= die Seite mit Längsnaht) oder zur Vorderseite (= die Seite ohne Längsnaht) umgelegt sind.
Diese Kennzeichnung bleibt von der Lage des Aufdruckes, falls vorhanden, unberührt. Nicht alle Ventilausführungen können in allen Stellungen angebracht werden.

Abb. 241: Darstellung der Ventilanordnung und der Längsnaht an einem Ventilsack (Quelle: Eigene Darstellung)
Die Klebung der Papiersäcke
Die Klebung der Papierbahn zum Schlauch wird als Längsklebung bezeichnet. Sie soll bei den Zwischenbahnen und der Innenlage in der Mitte der Überlappung angebracht werden, bei der Außenlage aber möglichst dicht am äußeren Rand. Etwa 10 mm vor dem Schlauchende soll sie aufhören, damit kein Klebstoff herausgedrückt werden kann. Denn die Schläuche sollen nicht untereinander zusammenkleben.
Die Querklebung verbindet die einzeInen Lagen eines Schlauchendes miteinander. Bei Geradschnittschläuchen überträgt sie die Belastung auf die einzeInen Papierlagen im Bereich der Böden. Sie muss deshalb in der Bodenüberlappung liegen. Die Querklebung wird als Rundumklebung ausgebildet, der Klebstoff wird hierbei punktförmig aufgetragen. Auf diese Weise wird verhindert, dass Füllgut zwischen
die einzeInen Lagen gerät.
Bei Staffelbodensäcken hat die Querklebung lediglich die Aufgabe, die einzeInen Lagen zusammenzuhalten, damit sich der Schlauch auf den Bodenlegern aufziehen lässt. Die negativ gestaffelten Bodenecken werden aber verklebt, um ein Eindringen des Füllgutes zwischen die einzeInen Lagen auszuschließen. Auf den positiv gestaffelten Bodenecken muss das Ventil eingeklebt werden.
Durch die Bodenklebung wird der Papiersack an einem (bei OK) oder an beiden Enden (bei VK) geschlossen. Sie muss besonders haltbar und dicht sein.
Geradschnitt: Beim Geradschnittsack verläuft sie im Bereich der Überlappung als etwa 20 mm breiter
Streifen, dem sich die Klebeflächen für die Verklebung an den Eckeneinschlägen anschließen.
Staffelschnitt: Bei Staffelschnittsäcken wird die Bodenklebung auf den Bodenklappen in Breite der Staffelung aufgetragen. Die Bodenecken dagegen werden wie beim Geradschnittsack vollflächig angeleimt.
Mit der Deckblattverklebung wird das Bodendeckblatt auf dem Boden befestigt. Sie wird im Regelfall streifenförmig ausgeführt.
Ventilarten
Die Ventilausrüstung (Ventilart) ist abhängig vom Füllgut, dem Format der Verpackung, der Abpackmaschine mit den nachgeschalteten Transporteinrichtungen sowie von der Länge des Transportweges, den der gefüllte Sack zurücklegen muss, und der voraussichtlichen Lagerzeit.
Für billige Massengüter wie Baustoffe verwendet man normalerweise keinen besonderen Ventileinsatz. Der Ventilboden wird mit einem Ventilverstärkungsblatt gegen Einreißen beim Füllvorgang geschützt.
Diese Ventilausrüstung nennt man auch verstärktes Ventil. Der Verschluss des Ventils erfolgt durch den nicht verklebten Eckeneinschlag, der beim Abwurf von der Füllmaschine vom Füllgut gegen den Ventilboden gedrückt wird.
Man verwendet dafür geschmeidigere Papiere wie Leichtkrepp- oder Clupak-Papiere. Durch einen Umschlag an der Füllöffnung kann diese Ventilform verstärkt werden.
Für hochwertige Füllgüter wurden im Lauf der 60er-Jahre verschiedene Formen von Fransenventilen entwickelt. Sie gleichen in der Grundform einem Schlauchventil mit an der Füllöffnung liegendem Umschlag.

Abb. 242: Darstellung eines Fransenventils (Quelle: Eigene Darstellung)
Der in das Sackinnere ragende Teil des Schlauches ist mit unterschiedlichen – maximal 70 mm langen – Einschnitten versehen, die wiederum unterschiedliche Abstände haben können. Die so entstehenden
Fransen verbessern die Dichtigkeit eines solchen Ventils. Besteht der Ventileinsatz aus zwei Lagen Papier, so spricht man von einem Doppelfransenventil.
Außentaschenventil
Eine absolut dichte Ausführung, allerdings mit manueller Handhabung nach der Befüllung, ist die Außenmanschette mit Einschlagtasche, auch Taschenmanschette genannt. Diese Ventilausführung besteht aus einem schlauchförmigen Teil, der am inneren Ende mit einem nach außen liegenden Umschlag versehen ist. Das Ventil ist am Umschlag unten mit dem Eckeneinschlag und oben mit dem Ventilboden verklebt, so dass durch den Umschlag eine Tasche entsteht, in die der nach außen stehende Teil des Ventils nach dem Füllvorgang eingefaltet wird.

Abb. 243: Schematische Darstellung eines Außentaschenventils (Quelle: Eigene Darstellung)

Abb. 244: schmales Außentaschenventil in breitem Boden (Quelle: Eigene Darstellung)
Durch den Ventilzettelapparat (1) wird ein gefalztes Blatt als Scharnier in den offenen Boden eingelegt. Ventilzettelapparat (2) klebt den längsgeklebten Schlauchabschnitt auf das Scharnier. Auf Wunsch kann
ein Daumenloch eingestanzt werden.


Abb. 245: Schlauchventil mit umgefalzter Vorderkante (Quelle: Eigene Darstellung)

Abb. 246: Polyethylen-Ventil (Quelle: Eigene Darstellung)
Dieses Ventil besteht aus je einer Lage Papier und Polyethylen. Sie werden zueinander verzogen, gefalzt und in den geöffneten Sackboden geklebt. Der in den Sack ragende Polyethylenschlauch bietet durch seine Elastizität eine sehr gute Abdichtung, die Papiermanschette stabilisiert die Einfüllöffnung.
Polyethylen-Schlauchventil
Zunehmende Bedeutung erfährt das Polyethylen-Innenschlauchventil in allen seinen Abwandlungen als gut schließende Ventilausrüstung. Auf den PE-Schlauch wird ein Papierblatt als Verstärkung des
Ventilbodens des Sackes sowie als Führung und Stabilisator der Ventilausrüstung selber so aufgeklebt, dass der in das Sackinnere ragende Schnittrand des PE Schlauches frei beweglich bleibt.

Abb. 247: Polyethylen-Innenschlauchventil (Quelle: Eigene Darstellung)
TV-Ventil (Thermoverschluss)
Um höchste Anforderungen an dichte Ventilverpackungen zu erfüllen, wurde ein Ventil entwickelt, das – nach dem Füllen des Sackes durch Heißluft aktiviert und zusammengepresst – einen dichten Verschluss
garantiert. Füllgutreste auf den Innenflächen des Ventilschlauches werden von der Spezialbeschichtung absorbiert.

Abb. 248: Thermoverschlussventil (Quelle: Eigene Darstellung)
Bodendeckblatt für Papier- und Kunststoffsäcke
Um bei Papiersäcken höhere Festigkeit der Bodenfläche und eine größere Dichtigkeit der geklebten Böden zu erreichen, kann mit einer entsprechenden Einrichtung am Ventilbodenleger ein Bodendeckblatt
auf den fertigen Boden aufgebracht werden. Geklebte Kunststoffsäcke müssen mit einem Bodendeckblatt versehen werden, damit die Festigkeit und Dichtigkeit der Böden gewährleistet ist. Die Böden bei geklebten Kunststoffsäcken können aus fertigungstechnischen Gründen nicht mit einer Bodenlängsklebung versehen werden. Nur durch Aufkleben eines Deckblattes erreicht man die geforderte Festigkeit der Böden.

Abb. 249: Zeichnung Bodendeckblatt für Papier- und Kunststoffsäcke (Quelle: Eigene Darstellung)



- Zum Verfassen von Kommentaren bitte anmelden.
3.4 Auswahl- und Gestaltungsgrundsätze
3.4.1 Auswahl- und Gestaltungsgrundsätze (Karton und Vollpappe)
In diesem Kapitel wollen wir uns das Material und die Konstruktion in Abhängigkeit vom Produkt näher betrachten. Jedes Produkt – ob Schrauben oder Pralinen – hat ein eigenes Anforderungsprofil. In folgender Matrix sind beispielhaft einige Marktsegmente und Anforderungsprofile gelistet. Ein Marktsegment ist eine
Gruppe zusammengehöriger Bereiche des Gesamtmarktes – zum Beispiel Lebensmittelverpackungen. Eine Matrix informiert sehr schnell darüber, welche konstruktiven Voraussetzungen eine Verpackung für unterschiedliche Marktsegmente haben muss. Je nach Anforderung kann diese Tabelle mehr oder weniger umfangreich sein.

Abb. 250: Matrix eines Anforderungsprofils (Quelle: Eigene Darstellung)
Als Beispiel gleichen wir das Marktsegment „SB-Verpackung“ mit unserem Anforderungsprofil ab.
a) Originalitätsverschluss:
Diese Konstruktion lässt erkennen, ob eine Verpackung schon geöffnet wurde. Dies ist vor allem im SB-Bereich (SB = Selbstbedienung) sehr wichtig (Verschmutzung/Vollständigkeit des Inhaltes einer Verpackung).
b) Stapelfähigkeit:
Wenn Verpackungen mit Waren beim Kunden gestapelt werden sollen, schließt das Kissenpackungen oder Blisterkarten aus. Unter „Kissenpackung“ versteht man Verpackungen in Linsenform.
c) Staubdichtigkeit:
Großformatige Verpackungen benötigen dazu unter Umständen einen Klebeverschluss. Vorhandene Fensterausstanzungen müssen mit Folie hinterklebt sein.
Um die optimale Verpackung für ein Produkt zu finden, bietet sich ein Abgleich des Anforderungsprofils mit Konstruktionen aus dem ECMA-Katalog an.
Nachfolgend erarbeiten wir an einem weiteren Beispiel die Abstimmung zwischen Konstruktion und Anforderungsprofil. Ein Kunde aus der Pharmaindustrie benötigt eine Verpackung für sechs Ampullen mit je 5 ml Inhalt sowie einer Packungsbeilage. Geforderte Auflage: eine Million Packungen jährlich. Die Ampullen sind OTC-Präparate und sollen über Discounter vertrieben werden. (OTC-Präparat = „Over the counter“ = „über die Verkaufstheke“ = Arzneimittel, die man ohne Rezept kaufen kann.)
Anforderungsprofil: bruchsicher, Produkttrennung, Fach für die Packungsbeilage, Originalitätsverschluss, staubdicht, stapelbar. Im folgenden Schritt wollen wir das Anforderungsprofil mit Konstruktionen aus dem ECMA-Code abgleichen.

Abb. 251: Anforderungsprofil Baugruppen
Beispielhaftes Anforderungsprofil für die Medikamentenverpackung. Kreuzchen markieren die Kriterien, die die einzelnen Baugruppen der Verpackung erfüllen müssen. (Quelle: Eigene Darstellung)
Grundsätzlich ist bei einer Auflagenhöhe von 1 Mio. Stück p.a. eine automatisierte Konfektionierung vorgegeben. Pro Jahr wird auch oft p.a. abgekürzt (lateinisch für pro anno). Mio. = Million. Baugruppen C, D, F und E (ECMA) schließen wir aus, da diese nicht über Standardmaschinen zu konfektionieren sind.
Mit der Baugruppe „A“ und einer Variablen der Baugruppe „F“ kann das Anforderungsprofil Staubdichtigkeit, Originalität, Produkttrennung, Stapelfähigkeit, Bruchsicherheit und automatisierte Konfektionierung erfüllt werden.

Abb. 252: Baugruppen A und F (unter den Bildern sehen Sie die ECMA-Codes) (Quelle: Eigene Darstellung)
Vor der Konstruktion steht die Frage: Wie können die Vorgaben verpackungstechnisch umgesetzt werden? Welche Kriterien aus dem Anforderungsprofil können mit dieser Konstruktion erfüllt werden?
Bruchsicherheit = Hohe Stabilität durch verklebte Laschen
Produkttrennung = Trennstege für Ampullen und Packungsbeilage
Originalität = verklebte Bodenlaschen, Deckel mit geklebtem Originalitätsverschluss
Staubdicht = verklebte Laschen
Stapelbar = durch verklebte Laschen hohe Belastbarkeit (Stauchdruck)
Aus den Vorgaben werden konstruktive Lösungen. Diese ist hier zum einen flachliegend und zum anderen konfektioniert zu sehen:

Abb. 253: Lösungsvorschlag im offenen Zuschnitt (Quelle: Eigene Darstellung)

Abb. 254: Lösungsvorschlag konfektioniert (Quelle: Eigene Darstellung)
Der herausstehende „Zipfel“ ist die Lasche für den Originalitätsverschluss. Dieser wird nach dem Konfektionieren mit dem Deckel verklebt.
Die Auswahl einer Verpackung wird in der Regel ein Kompromiss sein. Neben den Anforderungen an die Konstruktion selbst sind auch Wirtschaftlichkeit und Nachhaltigkeit von Bedeutung. Nachhaltigkeit in der Verpackungsentwicklung drückt sich in einem verantwortungsvollen Umgang mit den Ressourcen aus – zum Beispiel Karton. Zur Nachhaltigkeit gehört auch eine schlanke Produktion.
Wir fassen zusammen:
• Um eine optimale Verpackung entwickeln zu können, muss zuerst ein Anforderungsprofil erstellt werden.
• Das Anforderungsprofil muss alle wichtigen Details der Kundenanforderung enthalten.
• Nach der Erstellung des Anforderungsprofils kann mithilfe des ECMA-Kataloges eine Vorauswahl getroffen werden.
• Neben den im ECMA-Katalog gezeigten Baugruppen gibt es eine Vielzahl von Variablen.
• Baugruppen können in der Regel auch untereinander kombiniert werden.
- Zum Verfassen von Kommentaren bitte anmelden.
3.4.2 Auswahl- und Gestaltungsgrundsätze (Wellpappe)
In diesem Kapitel betrachten wir das Material und die Konstruktion in Abhängigkeit vom Produkt näher. Jedes Produkt, ob Flasche oder Laptop, hat ein eigenes Anforderungsprofil. In folgender Matrix sind als Beispiel einige Marktsegmente und Anforderungsprofile gelistet. Je nach Anforderung kann diese Tabelle mehr oder weniger umfangreich sein. Unter Marktsegment ist eine Gruppe zusammengehöriger Bereiche des Gesamtmarktes zu verstehen – zum Beispiel Lebensmittelverpackungen.

Abb. 255: Anforderungsprofil – die Kreuze in der Matrix markieren geforderte Eigenschaften einer Verpackung. Erklärung zu ESD = Schutzbeschichtung – zum Beispiel antistatischer Noppenschaum
(Quelle: Eigene Darstellung)
Als Beispiel gleichen wir das Marktsegment SB-Verpackung mit unserem
Anforderungsprofil ab.
a) Originalitätsverschluss
Konstruktion, die erkennen lässt, ob eine Verpackung schon geöffnet wurde. Im SB-Bereich ist das sehr wichtig (Verschmutzung/Vollständigkeit). (SB = Selbstbedienung)
b) Stapelfähigkeit
Schließt Kissenpackungen oder Blisterkarten aus. (Kissenpackungen = Verpackungen in Linsenform.)
c) Staubdicht
Großformatige Verpackungen benötigen dazu unter Umständen einen Klebeverschluss. Vorhandene Fensterausstanzungen müssen mit Folie hinterklebt sein.
Um die optimale Verpackung für ein Produkt zu finden, bietet sich ein Abgleich des Anforderungsprofils mit Konstruktionen aus dem FEFCO-Katalog an.
Nachfolgend erarbeiten wir an einem weiteren Beispiel die Abstimmung zwischen Konstruktion und Anforderungsprofil. Ein Kunde aus der Spielzeugindustrie benötigt eine Verpackung für einen hochwertigen Spielzeugteddybären. Die Größe liegt bei 200 x 150 x 300 mm und wiegt rund 500 Gramm. Der Teddy soll in eine Präsentationsverpackung. Die Verpackungen sollen übereinander gestapelt werden können – und man soll so viel wie möglich von dem Spielzeug sehen können. Die Auflage liegt bei 50.000 St. p.a. (pro Jahr).
Anforderung des Kunden:
Produktfixierung, Packungsbeilage, Originalitätsverschluss, staubdicht, stapelbar, Fensterhinterklebung so groß wie möglich, schnelles Abpacken, Verkaufsverpackung.
Anforderungsprofil und Verpackungslösung:
• Produktfixierung: separate Einlage zur Fixierung des Teddys – er wird kundenseitig am Hals mit einer dünnen Kordel mit der Einlage verbunden.
• Packungsbeilage: Die Packungsbeilage/Informationsblatt kann zwischen Einlage und Umverpackung gepackt werden. Wir lassen hier 3 mm Platz.
• Originalitätsverschluss: Die Verpackung erhält einen Einsteckdeckel mit Gegenverriegelung. Für den Originalitätsverschluss muss der Kunde selbst in Form eines Haftetiketts sorgen. Beim Öffnen muss das zerstört werden.
• Stapelbar: Eine E-Welle der Qualität 1.20 sollte genügen, wir haben zur Verstärkung eine Einlage, an der der Bär befestigt wird.
• Staubdicht: Vollständige Staubdichtigkeit lässt sich mit Wellpappe wohl nicht ganz erreichen. Sie wird jedoch so gut wie möglich gewährleistet.
• Fensterhinterklebung: Wir bringen ein Fenster ein, das so groß wie möglich ist, und hinterkleben es mit einer Folie.
• Schnelles Abpacken bei großer Abnahmemenge: Wir verwenden einen Automatikboden mit Einsteckdeckel.
• Verkaufsverpackung: Zum Einsatz kommt eine E-Welle. Diese bringt für dieses Produkt die nötige Stabilität mit. Sie ist für das Produkt entsprechend filigran und lässt sich mit einem Offset-Druck ausstatten.
Wir wählen den FEFCO 0713 mit einer Einlage. Er erfüllt die meisten Punkte und ist für diese Dimensionen gut geeignet.
Für unseren Fall wählen wir eine Einlage, die die drei großen Flächen im Inneren der Schachtel voll auskleidet. Der Kunde kann hier die Faltschachtel vollflächig werbewirksam mit einer Kulisse bedrucken lassen. Dies setzt jedoch voraus, dass bei dieser Verpackungsausführung von der Druckseite gestanzt wird. Will man wie üblich von hinten stanzen, so muss die Zeichnung gekontert werden. Der Bär kann mit einer Kordel, die durch zwei Löcher gefädelt wird, fixiert werden.

Abb. 256: FEFCO 0713 (Quelle: Eigene Darstellung)
Für die Fensterhinterklebung wird PET verwendet. Hier reicht eine Materialstärke von 0,2 mm. Da das Fenster über das Eck geht, sollte die Folie im Bereich der Rillung mit einem Entlastungsschlitz gestanzt werden.

Abb. 257: Die Folie sollte im Bereich der Rillung mit einem Entlastungsschlitz gestanzt werden. (Quelle: Eigene Darstellung)
Die Umverpackung mit der Form des FEFCO 0713 bietet sich deshalb so gut an, weil er bereits vorgeklebt an den Kunden versendet werden kann. Er ist mit einem Handgriff aufzufalten und zu bestücken. Merke: Rahmen für Fenster nicht zu knapp wählen und definierte Faltung gewährleisten.

Abb. 258: Verpackung auf Basis des FEFCO 0713. Aufrichte-Schachteln des FEFCO-Typ 07 bestehen im Prinzip aus einem Stück, sind vom Hersteller vorgegeklebt, werden flach geliefert und sind durch einfaches Aufrichten fertig zum Gebrauch. (Quelle: Eigene Darstellung)
Die Gegenverriegelung hält den Deckel verschlossen. Für den Verkauf im Einzelhandel muss jedoch noch ein Originalitätssiegel angebracht werden. Der Teddy ist durch das große Fenster gut zu sehen. Die Einlage bildet im Hintergrund eine Kulisse. Das PET-Fenster bietet Schutz vor dem Eingreifen und somit davor, dass die Ware im SB-Bereich zum Beispiel durch Anfassen oder Staub verschmutzt werden könnte.
Besonderheit beim Fenster einer solchen Präsentationsverpackung: Bei einem derart großen Fenster muss mit dem Werkzeugbau und dem Maschinenführer gesprochen werden. Die Linien, die auf der FKM um 180° umgeschlagen werden, müssen hundertprozentig gut falten. Der Rand darf nicht zu klein ausfallen, da beim Faltprozess der Karton im Bereich des Fensters abknicken kann.
Klassische Fehler bei der Verpackungsentwicklung und Berechnung (1):
FEFCO 0201: Normalerweise werden Faltschachteln immer mit Länge, Breite und Höhe angefragt. Es kommt jedoch oft vor, dass der Kunde die Maße vertauscht. Das kann große Auswirkungen auf die Materialberechnung und somit auf den Preis haben. Im Interesse eines verantwortungsvollen Umgangs mit Ressourcen ist es wichtig, Kundenangaben immer zu prüfen, um Verschwendung zu vermeiden und schlank zu produzieren.
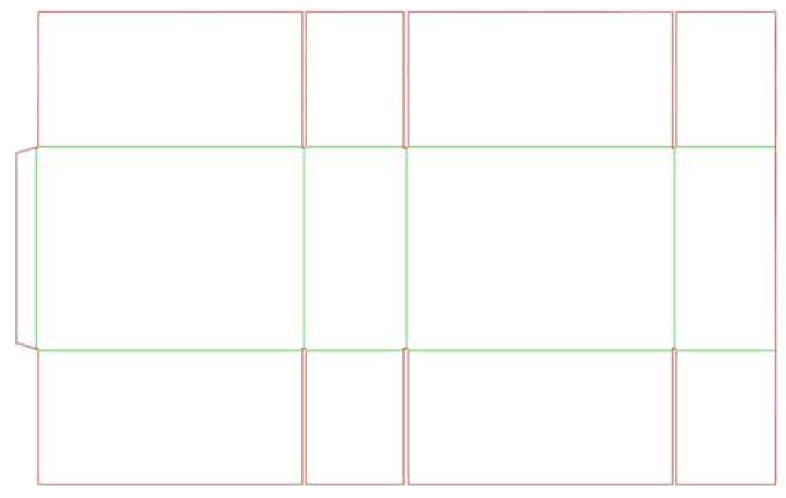
Abb. 259: Beispiel einer falschen Angabe beim FEFCO 0201 – 150 x 400 x 300 mm (Quelle: Eigene Darstellung)
Boden- und Deckelklappen werden anhand des zweiten Maßes berechnet. Zu große Deckelklappen wie in Abb. 259 sind die Folge, die sich in diesem Fall nicht einmal schließen lassen. Außerdem wäre unsere
Faltschachtel viel teurer als ein normal gerechneter.

Abb. 260: Beispiel einer korrekten Angabe beim FEFCO 0201 – 400 x 150 x 300 mm (Quelle: Eigene Darstellung)
Beispielrechnungen des Materialverbrauchs bei falscher und korrekter Materialangabe
Falsche Angabe
1,142 x 0,710 m = 0,811 m²
Richtige Angabe
1,142x 0,46 m = 0,525 m²
Differenz pro Stück: 0,286 m² weniger Material! Bei einer Auflage von 10.000 Stück würde eine ungeprüft übernommene falsche Angabe somit 2.860 m² an Material verschwenden!
Klassische Fehler bei der Verpackungsentwicklung und Berechnung (2):
Ihr Kunde bestellt einen FEFCO 0427 ohne Staublaschen mit den Maßen 600 x 120 x 100 mm.

Abb. 261: FEFCO 0427 ohne Staublaschen (Quelle: Eigene Darstellung)
Diese Ausführung sollte so nicht gefertigt werden. Bei einem Versuch stellt man sehr schnell fest, dass die Laschen (59 mm), die eingekrempelt werden, viel zu kurz sind. In der Praxis würde die wohl herausrutschen und die Verpackung würde sich auffalten. Hier müssen unbedingt die Laschen verlängert werden. Oder man wählt einen FEFCO 0471:

Abb. 262: Der FEFCO 0471 spart Material und hält besser ineinander. (Quelle: Eigene Darstellung)
Man hat mit dem FEFCO 0471 nicht nur eine Verpackung, die besser ineinander hält, sondern man verbraucht bei dieser Ausführung auch 0,094 m² weniger Material! Sobald Breite und Höhe quadratisch werden, muss überlegt werden, ob die Verpackung ihren Zweck erfüllt.
Beispielrechnungen des Materialverbrauchs bei FEFCO-Varianten
FEFCO 0427
1,057 x 0,557 m = 0,589 m²
FEFCO 0471
0,87 x 0,5685 m = 0,494 m²
Differenz pro Stück: 0,094 m² weniger Material! Bitte vergleichen Sie auch den FEFCO 0421 und den FEFCO 0470!
Klassische Fehler bei der Verpackungsentwicklung und Berechnung (3):
Ihr Kunde ist im Möbelgeschäft tätig und will sein Möbel in eine Faltschachtel verpacken. Das Packstück hat das Maß 2000 x 600 x 50 mm. Folgende Punkte sprechen gegen die Ausführung 0201:

Abb. 263: weniger geeignet - FEFCO 0201 (Quelle: Eigene Darstellung)
• Man wird Schwierigkeiten haben, diese Kartonage zu fertigen.
• Je nach Qualität wir die Schachtel schon beim Einfalten der Boden- und Deckelklappen in der Höhe einreißen.
Hier ist es wesentlich besser, einen FEFCO 0412 einzusetzen. Auch wird hier weniger Material verbraucht.

Abb. 264: FEFCO 0412 ist für den Einsatzzweck besser geeignet. (Quelle: Eigene Darstellung)
Wir fassen zusammen: Um eine optimale Verpackung entwickeln zu können, muss zuerst ein Anforderungsprofil erstellt werden. Das Anforderungsprofil muss alle wichtigen Details der Kundenanforderung enthalten. Nach der Erstellung des Anforderungsprofils kann mithilfe des FEFCO-Kataloges eine Vorauswahl getroffen werden. Neben den im FEFCO-Katalog gezeigten Baugruppen gibt es eine Vielzahl von Variablen. Baugruppen können in der Regel auch untereinander kombiniert werden.
Bei allen Verpackungsausführungen müssen das Verhältnis von Länge, Breite und Höhe sowie die Verpackungsausführung stimmig sein. Die Auswahl einer Verpackung wird in der Regel immer ein Kompromiss sein. Neben den Anforderungen an die Konstruktion selbst sind auch Wirtschaftlichkeit und Nachhaltigkeit wichtig.
- Zum Verfassen von Kommentaren bitte anmelden.
3.4.3 Auswahl und Gestaltungsgrundsätze (Säcke)
Die Unterschiede von Kunststoffsäcken gegenüber Papiersäcken liegen in der sehr viel größeren Dehnung des Materials und dem hiermit verbundenen Arbeitsaufnahmevermögen sowie der Unempfindlichkeit gegenüber Feuchtigkeit. Dem steht aber eine geringere Durchstoßfestigkeit gegenüber. Im Vergleich mit Papiersäcken sind Kunststoffsäcke wesentlich wasserdampfdichter. Wegen der größeren Dichte der Folie kann es Schwierigkeiten beim Füllen der Säcke geben, da die Luft nicht schnell genug entweichen kann. Außerdem kann es im Inneren der Säcke zu Kondesnwasserbildung kommen, wenn das Füllgut entsprechende Mengen Feuchtigkeit enthält. Kunststoffsäcke sind auch weniger wärmebeständig als Papiersäcke. Für die Auswahl der verschiedenen Sacktypen gelten die gleichen Kriterien wie beim Papiersack. Die Macharten der Kunststoffsäcke ähneIn denen der Papiersäcke.
Flach- oder Seitenfaltensäcke werden aus Schlauchfolien oder Flachfolien gefertigt, die zuvor zu einem Schlauch geformt und mit einer Extrusionsschweißnaht in Längsrichtung verschweißt wurden. Die untere Schnittkante wird zum Boden verschweißt. Seitenfalten werden – falls nötig – in der Konfektionierungsmaschine oder auf der Druckmaschine eingearbeitet.
Ventilflachsäcke entstehen aus Schlauch- oder Flachfolien durch Abschweißen beider Schnittkanten. Das Ventil wird einseitig in den Schlauch geschweißt.

Abb. 265: geklebter Ventilflachsack (Quelle: Eigene Darstellung)

Abb. 266: Kunststoffventilsackmaschine (Quelle: Eigene Darstellung)
Der geklebte Ventilsack entsteht aus Schlauch- oder Flachfolien, an deren Enden Kreuzböden angebracht sind, die bis auf die Ventilöffnung fertig geklebt werden.
Kunststoffventilsackmaschinen arbeiten rotativ von der vorgedruckten Materialrolle. Als Zusatzeinrichtungen können diese Maschinen mit Flexo-Vorsatzdruckwerken bis zu vier Farben ausgerüstet werden.
Das Abwickelsystem (1) besteht in der Regel aus zwei schwenkbaren Lagerstellen für die Materialrollen. Dieses System ist mit automatischer Zugkraft und Seitenkantenregelung ausgestattet. Es kann Rollen mit einem Maximaldurchmesser von 150 cm aufnehmen.
Nach der Abwickeleinheit können die Aggregate (2) zum Verarbeiten von Flachfolie folgen. Sie bestehen aus dem Schlauchbildungsaggregat und dem Extruder für die Längsnaht (Extrusionsschweißung).
Der Rotationsquerschneider (3) enthält das Steuergerät für den Schnittregisterregler und die Einstellhebel für den Querschnitt und die Nadelung. Durch das beheizte Perforationsmesser wird der Schlauch im Rotationsquerschneider zu Abschnitten vereinzelt.
Das Perforationsmesser hat einen Kurbelschleifenantrieb, um seine Geschwindigkeit der Bahngeschwindigkeit angleichen zu können. Zum Verarbeiten von Bändchengewebe lässt sich das Perforationsmesser beheizen, um so die Bändchen miteinander zu verschmelzen. Ein Ausfransen der Schnittkante wird damit verhindert.
Nach dem Rotationsquerschneider werden die Schlauchabschnitte um 90° gedreht (4), um so die Schnittkanten in Position für die nachfolgenden Bearbeitungsgänge zu bringen. Saugbänder transportieren
die Schlauchabschnitte zu Drehtellerpaaren, die sie während des Weiterlaufes quer zur Laufrichtung der Maschine drehen.
Nach der Übergabe der Schlauchabschnitte an den Schlauchausrichter (5) wird eine exakte Ausrichtung der Schläuche in Längs- und Querrichtung durch umlaufende Ketten mit Anschlägen und schräg angeordnete voreilende Transportbänder durchgeführt. Zur Anpassung an die verschiedenen Schlauchlängen lässt sich das Aggregat in Querrichtung verstellen.
Fotozellen kontrollieren die Lage der Schlauchabschnitte. Bei unkorrekter Lage, die zu schlecht geformten Böden und damit zu unbrauchbaren Säcken führt, steuern die Fotozellen eine elektropneumatische
Weiche, die den Schlauchabschnitt aus dem Produktionsprozess herausführt.
In der Beleimungsstation (6) werden die Schnittkanten des Schlauches durch vier Leimstationen beidseitig beleimt. Diese Auftragswerke sind Bestandteil eines Klebstoffumlaufsystems, das eine gleichmäßige
Konsistenz des Klebstoffes gewährleistet.
Das Aggregat zum Trocknen (7) hat die Aufgabe, den Klebstofffilm durch den Lösemittelentzug unter Zuführung von Warmluft zu trocknen. Die mit Lösungsmittel angereicherte Luft wird abgesaugt und der Lösemittelrückgewinnung zugeführt.
Der nächste Fertigungsschritt ist die Diagonal- und Bodenmittenrillung. Dies geschieht durch die Rilleinrichtung (8). Die Werkzeuge dazu sind je nach Folienart und Dicke und nach Größe der Säcke einzustellen.
Die Bodenöffnungsstation (9) ist der für Papiersäcke ähnlich. Rotierende Saugerleisten halten die Enden des Schlauchabschnittes fest. Die Rotationsbewegung zieht dann das Schlauchende so weit auseinander,
dass nachfolgend ebenfalls rotierende Spreizstäbe den Boden voll ganz aufziehen können. Saugerleisten und Spreizstäbe sind über ein Differenzialgetriebe ohne Maschinenstopp verstellbar. An umlaufende
Ketten angelenkte sogenannte Finger greifen durch eine 45-Grad-Schwenkung in die Dreiecktaschen des Schlauches ein und geben dem geöffneten Boden seine exakte Form. Um ein nachträgliches Aufspringen
der Taschen zu verhindern, werden die Diagonalfalze durch Pressrollen fixiert. Die umlaufenden Ketten mit den Fingern lassen sich stufenlos auf die Boden- und Sackbreiten einstellen.

Abb. 267: Ventilzettelapparat (Quelle: Eigene Darstellung)
Der Ventilzettelapparat (11) ist ausgerüstet mit einer Abwicklung für Flach- oder Schlauchfolie, einer automatischen Bahnspannungsregelung, einer elektronischen Vorbehandlung, dem Faltdreieck und dem
Schweißzylinder zum Herstellen von vorgefertigten Schlauchventilen aus Flachfolie. Die Einarbeitung von Fransenventilen ist möglich.
Beim Ausbleiben eines Sacks wird der Ventilabschnitt über eine Weiche aus dem Produktionsprozess ausgeschieden. Durch das System der Bodenbildung bedingt, ist das Ventilzettelaggregat in Querrichtung
nicht verschiebbar, das Ventil kann jedoch paarweise in die vordere oder die hintere Dreiecktasche eingelegt werden. Durch ein Differential lässt sich die Platzierung des Ventils im Boden einregulieren. Nachdem das Ventil eingearbeitet ist, werden die beleimten Bodenklappen übereinandergelegt und somit der Sackboden geschlossen.
Durch die beiden Folienabwickelstellen für jedes Bodendeckblattaggregat (13) wird ein schneller Rollenwechsel gewährleistet. Darüber hinaus besteht im Bodendeckblattaggregat die Möglichkeit der Bedruckung der Bodendeckblattfolie. Nach dem eventuellen Bedrucken, werden die Bodendeckblätter im Schneidwerk auf Länge zugeschnitten. Danach erfolgt die Klebung der Deckblätter auf die Sackböden.
Nach dem Aufbringen der Bodendeckblätter werden die Böden aus der Vertikalen, in der sie geformt und bearbeitet wurden, um 90° gedreht. Zuvor wurde die Bodengeometrie durch Fotozellen überprüft –
und fehlerhafte Säcke wurden über eine Weiche aus dem Produktionsprozess ausgeschieden. Die nun fertigen Säcke werden in der Ablage (18) gestapelt aus der Maschine geführt oder als Alternative auf Rollen gewickelt.

Abb. 268: Bodendeckblattaggregat (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.