LF 6: Materialfluss gewährleisten und Fertigungsanlagen rüsten
- Zum Verfassen von Kommentaren bitte anmelden.
6.1 Vorbereitungen für das Drucken von Packmitteln
6.1.1 Zusammensetzung von Druckfarben und Beschichtungsmitteln (Flexodruck)
(Quelle: Vgl. Dr. K. Heger/Dr. F. Reichert Siegwerk Group International; Sonderdruck aus: Technik des Flexodrucks, Druckfarben im Flexodruck. Verlag Coating Thomas & Co. 3. Auflage 2004, Seite 11–26.)
Flexodruckfarben für den Verpackungsdruck bestehen hauptsächlich aus vier Komponenten: Farbmitteln, Bindemitteln, Additiven und Lösemitteln.

Abb. 6.1.1: Komponenten-Anteile in Flexodruckfarbe (Quelle: „Druckfarben im Flexodruck“)
(Quelle: Eigene Darstellung)
Farbmittel: in Druckfarben werden organische und anorganische Pigmente sowie Metallpigmente eingesetzt. Im Unbuntbereich (weiß/schwarz) sind es anorganische Pigmente wie zum Beispiel Titandioxid, Zinksulfit und Ruß (Kohlenstoff). Organische Pigmente (zum Beispiel Salzverbindungen) werden für Buntfarben verwendet. Metallpigmente: Als Bestandteile werden Metallpulver (zum Beispiel Aluminium oder Legierungen aus Kupfer und Zink) verarbeitet.
Lösemittel sind bei Raumtemperatur flüssige Substanzen, die Bindemittel, Additive und Farbmittel in flüssiger Form halten, ohne sie chemisch zu verändern. Sie müssen farblos sein, ohne Rückstand ver-dunsten und eine hohe chemische Beständigkeit aufweisen. Durch das Lösemittel wird auch die Trocknungsgeschwindigkeit der Druckfarbe reguliert. Häufig verwendete Lösemittel im Flexodruck sind Ethanol (Spiritus), Methoxypropanol und Wasser mit einem geringen Anteil Ethanol.
Bindemittel sind voll- oder halbsynthetische polymere Stoffe wie zum Beispiel Nitrocellulose, Polyamidharze und Vinyl-Polymerisate. Sie erfüllen in der Druckfarbe zwei Funktionen:
a) Übertragung der farbgebenden Komponenten auf den Bedruckstoff sowie
b) Bindung des Pigments auf dem Bedruckstoff und Verbesserung weiterer Eigenschaften wie Siegelfähigkeit, Glanz und Kaschierfähigkeit.
Additive verbessern die Eigenschaften des Bindemittels:
• Haftzusätze verbessern die Verankerung der Farbe auf Folienoberflächen.
• Wachse optimieren die Kratz- und Abriebfestigkeit des trockenen Farbfilms.
• Gleitmittel – durch diesen Zusatz werden die Oberflächengleitwerte an die Anforderung des Verpackungsmaterials angepasst.
• Antistatika setzen bei Folien die störenden elektrostatischen Aufladungen herab.
• Netzmittel und Entschäumer werden bei Wasserfarben eingesetzt, um die Benetzung auf dem Bedruckstoff zu verbessern und die Schaumbildung in der Farbe herabzusetzen.
• Weichmacher steigern die Knitterfähigkeit und erhöhen die Flexibilisierung des Farbfilms.
Wasserbasierte Flexodruckfarben
Wasserbasierende Druckfarben enthalten als Lösemittel vorwiegend Wasser; organische Lösemittel (zum Beispiel Ethanol) sind nur in kleinen Mengen (5 bis 10 Prozent) enthalten. Die Bindemittelbestandteile können im Wasser in gelöster Form oder als Dispersion (feinst verteilte Partikel) vorliegen. Um organische Bindemittel in Wasser in Lösung zu bringen, erfolgt eine Umsetzung mit einem alkalischen Verseifungsmittel (Ammoniak und Amine). Bei dieser Reaktion entsteht eine lösliche Harzseife. Bei der Trocknung ist dieser Vorgang umkehrbar und es entsteht ein Farbfilm, der gegen Wassereinwirkung beständig ist. Bei der Verwendung wasserbasierter Flexodruckfarben sind einige Besonderheiten zu beachten. Die Dispersionen sind empfindlich gegen organische Lösemittel und werden bei hoher Zugabe beschädigt. Muss die Trocknungsgeschwindigkeit erhöht oder die Bedruckstoffbenetzung verbessert werden, benötigt man als Lösemittel Ethanol. Bevor das Ethanol in die Druckfarbe geschüttet wird, sollte es mit Wasser vorverdünnt werden.
Auch die in der Farbe vorhandenen Harzseifen sind flüchtig und verdunsten während des Druckvorgangs, was sich bei längeren Druckaufträgen negativ auf die Verdruckbarkeit auswirkt. Neben der ständigen Überwachung der Farbviskosität ist dann auch eine Kontrolle des pH-Wertes notwendig.
Dispersionslacke
Diese Lacke enthalten lackbildende Substanzen, die im Wasser feinst verteilt sind. Neben Wasser (50 bis 60 Prozent) sind noch Harze, Wachse und Stabilisatoren (zum Beispiel Ammoniak) enthalten. Während des Trocknungsvorgangs verdunstet das Wasser und es entsteht ein Lackfilm, der lösemittelfrei, geruchsneutral und abriebfest ist.
Zwei-Komponenten-Farben/Lacke
Bei besonders stark lösenden Füllgütern wie zum Beispiel Seifen oder fetthaltigen Produkten sowie großer mechanischer Beanspruchung kann die Beständigkeit des Farbfilms durch die Verwendung von Zwei-Komponenten-Farben erhöht werden. Die gewünschte Eigenschaft des Farbfilms wird durch eine chemische Reaktion der Farbkomponente mit dem Härter erreicht.
Die Farben bestehen aus Farbmittel, Bindemittel, Additiven und Lösemittel. Vor der Verarbeitung wird der Farbe ein Härter zugegeben. Die Bindemittel reagieren bei der Trocknung mit dem Härter, und der auf-gedruckte Farbfilm erfüllt dann die gewünschten Eigenschaften. Zwei-Komponenten-Farben können nicht beliebig lange verwendet werden, da auch in der flüssigen Farbe eine Vernetzungsreaktion abläuft. Der Zeitraum bis zum Eindicken der Farbe wird als Topf-Zeit (10 bis 36 Stunden) bezeichnet. Nach dem Druck müssen die Farbwerke gründlich gereinigt werden, ausgetrocknete Farbreste lassen sich nur schwer entfernen.
UV-Druckfarben/Lacke
Dies sind lösemittelfreie Farben und Lacke, die aufgrund von Polymerisationsreaktionen aushärten. Die Reaktion wird durch eine UV-Bestrahlung ausgelöst.
Polymerisation (auch Polymerbildungsreaktion ist eine Sammelbezeichnung für Synthesereaktionen, die gleichartige oder unterschiedliche Monomere in Polymere überführen. Technische Polymerisations-reaktionen dienen meist der Synthese von Kunststoffen. Ein Polymer [poly' me:r] (von altgriechisch polý ‚viel‘, und méros, ‚Teil‘) ist ein chemischer Stoff, der aus Makromolekülen besteht. Die Makromoleküle ei-nes Stoffes sind aus einer oder mehreren Struktureinheiten, den sogenannten konstitutionellen Repetiereinheiten oder Wiederholeinheiten, aufgebaut. Das Adjektiv polymer bedeutet entsprechend „aus vielen (gleichen) Teilen aufgebaut“.
Die Farben bestehen aus den folgenden Bestandteilen:
• Bindemittel, bestehen aus flüssigen Kunststoffen (Monomere und Oligomere),
• Reaktionsverdünner
• Fotoinitiatoren und Aktivatoren
• Additive
• Pigmente
Nachdem die Farben auf dem Bedruckstoff aufgetragen sind, werden sie mit UV-Licht bestrahlt. Das Einwirken der UV-Strahlung bewirkt eine Polymerisation der Bindemittel, dabei entsteht eine feste kunststoffartige Schicht, die eine hohe chemische Beständigkeit und gute Siegelbeständigkeit aufweist.
Bei wasser- und lösemittelbasierten Farben könnte es zu einer Entmischung der Farbestandteile in der Lösung kommen. Deshalb wird die Farbe im Druckprozess durch einen Kreislauf ständig in Bewegung ge-halten. Dies kann durch einen Umlauf der Farben vom Farbbehälter zum Druckwerk/Farbauftrag und den Rücklauf der überschüssigen Farben zurück in den Farbbehälter erreicht werden. Die Farbviskosität kann durch Zugabe von Ethanol oder Wasser eingestellt werden. Siehe Kapitel über wasserbasierte Flexodruckfarben.
| Übersicht: Trocknungsarten von Druckfarben | ||
| Physikalisch | Chemisch-physikalisch | Chemisch |
| Verdunsten | Wegschlagen/Oxidation | Oxidation |
| Wegschlagen | Polymerisation (UV-Trocknung) | |
| Verdampfen | ||
Farben im Tief-, Flexo-, Sieb- und Rollenoffsetdruck trocknen physikalisch (Abdunsten/Abbinden). Farben im Bogenoffsetdruck trocknen chemisch/physikalisch (Oxidation/Abdunsten/Abbinden).
Bei der physikalischen Trocknung mit Lösemittel muss gewährleistet sein, dass die Abluft (verdunstetes Lösemittel) nach dem Verdunstungsprozess nicht in die Umwelt gelangt, sondern fachgerecht in speziellen Anlagen entsorgt wird. Aus dieser Abluft kann beispielsweise in einer Entsorgungsanlage durch eine thermische Verwertung Wärmeenergie gewonnen werden. Diese Wärmeenergie kann, über einen Thermoölkreislauf, dann wieder der Produktion für Heizsysteme zur Verfügung gestellt werden.
Das Wegschlagen ist ein Teil des Trocknungsprozesses der Druckfarbe auf dem Papier. Unter Trocknung ist der Übergang der Druckfarbe von einem pastösen oder fl üssigen in einen festen Zustand zu verstehen. Dieser Vorgang vollzieht sich im Bogenoffsetdruck in zwei Phasen:
• das physikalische Wegschlagen (Mineralöle und Bindemittel ziehen in das Papier ein). Daher kommt es bei den ohnehin schon hochviskosen Druckfarben noch mal zu einer Erhöhung der Viskosität. Der gedruckte Farbfilm geliert und „steht“. Zurück bleibt ein wischfester, aber noch nicht nagelharter Druckfarbenfilm.
• chemische Oxidation durch Aufnahme von Luftsauerstoff. Nach diesem chemischen Vorgang bildet sich abschließend ein nagelharter, scheuerfester Druckfarbenfilm. Der Trocknungsvorgang kann – je nach Farbtyp und vor allem Bedruckstoff – mehrere Stunden dauern. Durch spezielle Trockenstoffe ist es möglich, die oxidative Trocknung zu beschleunigen. Kobalt-, Blei- und Mangansalze dienen dabei als Reaktionsbeschleuniger, die die Sauerstoffaufnahme der Bindemittel fördern.
Das Wegschlagverhalten beeinflusst Stapelverhalten, Aufbauen, Weiterverarbeitungszeit und Glanz. Jedes Papier hat ein anderes Wegschlagverhalten gegenüber einer Druckfarbe. (Quelle: https://www.f-mp.de/expertenteam-papier/papierlexikon/wegschlagen)
Abdunsten oder auch Ablüften bezeichnet das teilweise oder völlige Verdunsten der flüchtigen Anteile von Lacken. Nach dem Abdunsten ist die Filmbildung beendet, und es kann eine weitere Beschichtung aufgebracht werden. (Quelle: https://oberflaeche.de/wiki/begriff/abdunsten/)
Abbinden bezeichnet ganz allgemein den Übergang vom flüssigen oder pastenförmigen in den festen Zustand. Dies kann physikalisch (zum Beispiel durch Verdunsten von Lösemitteln oder Wasser), chemisch (zum Beispiel durch Oxidation oder Polymerisation) oder auf kolloidchemischem Wege (zum Beispiel durch Ausfällen einer Dispersion) geschehen. (Quelle: www.pigrol.de)
- Zum Verfassen von Kommentaren bitte anmelden.
6.1.2 Mischen der Druckfarben und Farbberechnungen
Ausgehend von der subtraktiven Farbmischung mit den Grundfarben Cyan, Magenta und Gelb sowie Schwarz (CMYK) können Farben nach Kundenmuster, HKS- oder Pantonefarbfächer gemischt werden.
Pantone Matching System (PMS) ist der Name eines international verbreiteten Farbsystems, das hauptsächlich in der Grafik- und Druckindustrie eingesetzt wird. Es wurde 1963 von der Pantone LLC, einem amerikanischen Unternehmen mit Sitz in Carlstadt, New Jersey, entwickelt. 2014 enthält das PMS 1755 Sonderfarben, die größtenteils nicht im Vierfarbdruck erzielt werden können, und ordnet diesen Farben Bezeichnungen in Form von Nummern zu. Wie bei jedem Farbsystem steht dahinter die Absicht, die Kommunikation zwischen den an der Erstellung von Druckprodukten Beteiligten zu vereinfachen.
Eine genaue Farbbezeichnung ist mit Worten nicht möglich. Eine Alternative ist die ziffernmäßige Farbzuordnung in den eben genannten Farbfächern oder eine Beschreibung der Farbe durch messtechnische Koordinaten, wie Helligkeit und Buntton.

Abb. 6.1.2: Grundfarben Gelb, Magenta und Cyan sowie Schwarz (Quelle: Eigene Darstellung)

Abb. 6.1.3: 12 Grundfarben, aus denen ein Farbrezept für eine Farbmischanlage zusammengestellt werden kann (Quelle: Eigene Darstellung)
Viele Unternehmen arbeiten mit einer Farbmischanlage. In diesen Anlagen kann für ein Farbrezept auf bis zu 12 Grundfarben zurückgegriffen werden. Für die Erstellung einer Farbrezeptur werden Spektralfotometer eingesetzt. Diese Geräte dienen der messtechnischen Erfassung von Farben. Mit einer angeschlossenen Software können aus den ermittelten Farbwerten Rezepturen erstellt werden. Das Farbmischergebnis der Rezeptur wird dann auf einem Andruckgerät überprüft. Wichtig für die visuelle Beurteilung einer Farbe: Die eingesetzten Lampen müssen eine Farbtemperatur wie Tageslicht haben. Alternativ können die Farben mit einem Aufstrichstab (K-Stab), der feine Rillen enthält, auf das Mustermaterial aufgebracht werden, um das Ergebnis mit der Vorgabe zu vergleichen.

Abb. 6.1.4: Aufstrichstab (K-Stab) für Farbmuster (Die Grifffarben kennzeichnen unterschiedliche Farbauftragsmengen) (Quelle: Eigene Darstellung)

Abb. 6.1.5: Anwendung des Aufstrichstabes auf einem Mustermaterial (Quelle: Eigene Darstellung)
Das Mischen der Druckfarben kann auch visuell erfolgen. Dazu braucht man ein gutes Farbverständnis und Farbmischerfahrung, um die Vorgaben zielgenau zu erreichen. Spezielle Druckfarben für Haus- oder Schmuckfarben können mit Mustervorlage direkt bei den Farblie-feranten bestellt werden.
Die visuelle Beurteilung einer Farbe sollte immer unter einer Normlichtquelle mit einer Farbtemperatur von 5000 K = D50 erfolgen. "D" bedeutet Daylight und kennzeichnet Kunstlichtquellen. Nur unter diesen Lichtquellen werden Farben neutral wiedergegeben und sind somit vergleichbar. Für die verschiedenen Materialien und Anwendungsbereiche haben die Farbenhersteller spezielle Farbserien entwickelt. Die unterschiedlichen Farbserien sind untereinander häufig unverträglich und können nicht miteinander gemischt werden. Ein Zusammenbringen zweier Farbserien kann zur Zerstörung der gemischten Farbe führen.
Lasierende Farben bilden eine durchscheinende Farbschicht – im Gegensatz zu einer deckenden Druckfarbe. Druckfarben sind überwiegend lasierende Farben, denn erst die durchscheinende, farbfilterähnliche Wirkung erzeugt die vielen verschiedenen Farbtöne beim Mehrfarbendruck. Eine Sonderstellung nimmt im Druck die Farbe „schwarz“ ein. Sie wird aus dem auf eine besondere Weise abgebrannten Ruß von Erdöl hergestellt. Wichtig bei lasierenden Farben: Deren Farbwirkung hängt vom Bedruckstoff ab.
Um ein gleiches oder annähernd gleiches Ergebnis zu erzielen, muss auf unterschiedlichen Papieren eventuell ein anderer Farbwert genommen werden. (...) Neben der Oberfläche, die Farben stumpfer erscheinen lassen kann, wäre da auch das Papier selbst. Schon bei weißen Papieren gibt es viele unterschiedliche Farbnuancen von hochweiß bis gelblich weiß. Diese Farbtöne können zum Beispiel dazu führen, dass ein heller Blauton auf einem gelblichen Papier leicht grünlich wird. Aber auch als Umgebungsfarbe beeinflusst Papier die Farbwirkung. So erscheinen auf sehr weißen Papieren die Farben immer satter und brillanter als auf gelblichen Papieren. Dies muss bei der Vorbesprechung der Drucksache immer bedacht werden. Auch das Licht hat Einfluss auf die Farbe. An der Druckmaschine wird der Druckbogen unter sogenanntem Normlicht geprüft. (Quelle: Druckerei Joh. Wagner & Söhne)
Die Farbwirkung des Druckergebnisses kann im Vorfeld des Drucks über ein Andruckgerät geprüft werden.

Abb. 6.1.6: Andruckgerät zur Prüfung eines Druckergebnisses
(Quelle: RK PrintCoat Instruments Ltd.)
Unter der Lichtechtheit von Druckfarben versteht man die Widerstandsfähigkeit einer Normdruckprobe nach DIN 54003 gegen die Einwirkung von Licht ohne direkten Einfluss der Witterung. Die Lichtechtheit wird in 8 Zahlen (Stufen) ausgedrückt – dabei bedeutet WS 1 eine sehr geringe und WS 8 eine sehr hohe Lichtechtheit:
WS 1 = sehr gering
WS 2 = gering
WS 3 = mäßig
WS 4 = ziemlich gut
WS 5 = gut
WS 6 = sehr gut
WS 7 = vorzüglich
WS 8 = hervorragend
Werden zwei Farben mit unterschiedlichen Lichtechtheiten gemischt, dann hat die Mischfarbe grundsätzlich die Lichtechtheit der bei der Mischung verwendeten Farbe mit der niedrigsten Beständigkeit. So hat zum Beispiel ein Grün, das aus Blau mit einer Lichtechtheit von WS 8 und einem Gelb mit einer Lichtechtheit von WS 5 gemischt wurde eine Lichtechtheit von WS 5. Die Lichtechtheit wird üblicherweise aufgrund des Verwendungszwecks der geplanten Drucksache ausgewählt.
WS 1-2 ist ausreichend für: Obsttüten, Tragetaschen, Postwurfsendungen, Papierservietten usw.
WS 3-4 ist ausreichend für: Prospekte, Kataloge und Druckerzeugnisse, die nicht direktem Tageslicht ausgesetzt sind.
WS 5 ist notwendig für: Verpackungen mit höheren Ansprüchen, wie Pharmazie, Kosmetik-, Zigaretten- und Lebensmittelverpackungen, Buchumschläge
WS 6 ist notwendig für: Verpackungen, Displays und Plakate, Kartenwerke die bis zu 700 Sonnenstunden exponiert werden.
WS 7+8 gilt für: Affichen, aufzuhellende Schmuckfarben, Displays, Tapeten, Außenaufkleber.
Quelle Fakten: http://www.ricken-druck.de/service/lichtechtheit.html
Farbberechnungen:
Berechnung des Farbverbrauchs: Im Flexodruck übertragen Rasterwalzen eine definierte Farbmenge, zum Beispiel 11 g/m², auf den Bedruckstoff. Ist die zu bedruckende Fläche bekannt, kann aus diesen Angaben und der Auflagenhöhe die Menge der bereitzustellenden Farbe berechnet werden.
Beispiel: 0,8 m x 0,6 m = 0,48 m² (Nutzenfläche)
Bedruckte Nutzenfläche 0,48 m² x 11g/m² = 5,28 g
5,28 g x 12.000 Drucknutzen = 63360 g
63360 g : 1000 = 63,360 kg
Berechnung der Mischungsanteile:
Eine Farbprobe wurde aus 10 g Gelb, 4 g Magenta und 8 g Cyan gemischt. Ersetzt man die Angabe Gramm (g) durch Teile und addiert die Werte, dann besteht diese Mischfarbe aus 10 Teilen + 4 Teilen + 8 Teilen = 22 Teile (T). Wird für einen Produktionsauftrag eine bestimmte Menge Mischfarbe benötigt, können die einzelnen Mengenwerte aus den Mischungsanteilen berechnet werden.
Beispiel: Für einen Auftrag werden 40 kg Mischfarbe benötigt.
40 kg / 22 T x 10 T = 18,2 kg Gelb
40 kg / 22 T x 04 T = 7,3 kg Magenta
40 kg / 22 T x 08 T = 14,5 kg Cyan
40,0 kg Mischfarbe
- Zum Verfassen von Kommentaren bitte anmelden.
6.1.3 Viskosität von Druckfarben und deren Messung
Druckfarben im Flexodruck müssen dünnflüssig (niedrige Viskosität) sein, um die Farben auf das Material aufdrucken zu können. Zur Bestimmung der Viskosität (Zähflüssigkeit) von Flexodruckfarben wird eine Auslaufzeit der Farbe aus einem speziellen Messbecher (Tauchauslaufbecher) angegeben. Häufig wird ein Messbecher mit einer Auslauföffnung von Ø 4 mm verwendet. Mit Hilfe einer Stoppuhr wird die Zeit ermittelt, in der der Becher leerläuft. Die Zeit vom Herausziehen des Messbechers aus der Farbe bis zur Unterbrechung des kontinuierlichen Farbauslaufstrahls ist maßgebend.
Kurze Auslaufzeit 18 bis 30 Sekunden: Farbe ist dünnflüssig, niedrige Viskosität.
Längere Auslaufzeit über 30 Sekunden: Farbe ist dickflüssig, hohe Viskosität.
Die Viskosität der Farben kann auch durch Messregelsysteme in der Maschine ermittelt werden. Dabei ist die Fließfähigkeit der Farbe eine Grundlage für die Bestimmung der Viskosität.
Die Viskosität bezeichnet die Zähflüssigkeit oder Zähigkeit von Flüssigkeiten und Gasen (Fluiden).
Je größer die Viskosität ist, desto dickflüssiger (weniger fließfähig) ist das Fluid; je niedriger die Viskosität, desto dünnflüssiger (fließfähiger) ist es. Das Wort Viskosität geht auf den typisch zähflüssigen Saft der Beeren in der Pflanzengattung Misteln (Viscum) zurück. Aus diesen Misteln wurde der Vogelleim gewonnen. „Viskos“ bedeutet „zäh wie Vogelleim“. Man nennt die Viskosität auch innere Reibung, weil die Teilchen in zähen Flüssigkeiten stärker aneinander gebunden und dadurch unbeweglicher sind. Wenn eine Flüssigkeit eine Viskosität von 1 Ns/m² hat, wird eine Kraft von 1 N benötigt, um eine Platte von 1 m² und einem Plattenabstand von 1 m mit einer Geschwindigkeit von 1 m/s gegeneinander zu verschieben. Wasser hat eine kinematische Viskosität (Zähigkeit) von 1 mm² /s. Rapsöl verfügt über eine relativ hohe Viskosität (kinematische Viskosität: 60 – 80 mm²/s bei 20 °C.

Abb. 6.1.7: Mit einem Messbecher wird die Viskosität der Farbe geprüft. Per Stoppuhr wird gemessen, wie lange es dauert, bis der Becher leerläuft. (Quelle: Eigene Darstellung)
Die Viskosität einer Druckfarbe muss auf das zu bedruckende Material abgestimmt sein. Vorgegebene Viskositätswerte werden von einem Regelsystem konstant gehalten. Zur Überprüfung der Anlage kann ein Tauchauslaufbeher verwendet werden. Druckfarben werden nicht mit Druckviskosität angeliefert. Sie müssen in der Druckerei durch Zugabe von Lösemittel auf die erforderliche Druckviskosität eingestellt werden. Ist die Farbe zu dickflüssig, muss geeignetes Lösemittel zugegeben werden, bis die erforderliche Druckviskosität erreicht ist. Beim Druck auf Folien empfiehlt es sich, eine Zeit von 20 bis 30 Sekunden einzustellen (gemessen mit einem Ø 4 mm Tauchauslaufbecher), bei saugfähigen Bedruckstoffen liegt der Zeitrahmen zwischen 18 und 25 Sekunden.
In diesem Zusammenhang ein Hinweis zum Unterschied zwischen „Verdünnen“ und „Verschneiden“: Beim Verdünnen einer Druckfarbe wird durch Zugabe eines Lösungsmittels die Viskosität der Druckfarben eingestellt. Beim Verschneiden einer Druckfarbe wird durch Zugabe von Verschnitt (unpigmentierte Bindemittelfirnes) die Farbkraft (Buntton) der Druckfarbe reduziert (aufgehellt). Wird eine zu kräftige Farbe durch die Zugabe von Lösemittel aufgehellt, kann dies zu einer Vielzahl von Druckproblemen führen, wie zum Beispiel unruhiges Ausdrucken, Glanz- oder Haftungsverlust der Druckfarbe. Der optimale Weg zur Reduzierung der Farbkraft ist die Zugabe von Verschnitt unter Konstanthaltung der Druckviskosität.
Das Lösemittel wird auch zur Beeinflussung der Trocknungsgeschwindigkeit verwendet. Muss aus produktionstechnischen Gründen der Trocknungsprozess verlangsamt werden, so können sogenannte Verzögerer (zum Beispiel Methoxypropanol) eingesetzt werden.
Ein Beispiel eines solchen Tauchauslaufbechers ist dieses Modell der Firma Frikmar. Es gibt am Markt weitere Modelle unterschiedlicher Hersteller.

Abb. 6.1.8: Frikmar-Becker zur Viskositätsmessung
(Quelle: Frikmar)
Dieser Becher wird mit Druckfarbe randvoll gefüllt. Anschließend lässt man sie durch eine Düse mit definiertem Durchmesser ablaufen. An der Zeit, in der der Becher leerläuft, kann man die Viskosität einer Druckfarbe bemessen. Es gibt Becher dieser Art nach unterschiedlichen Normen.
Auslaufbecher nach DIN 53 211
(DIN 53 211 wurde im Oktober 1996 zurückgenommen)
Dieser Becher hat einen Inhalt von 100 ml ± 1 ml und eine festeingebaute Auslaufdüse, deren Durchmesser 4 mm ± 0,02 mm beträgt. Der Becher ist aus eloxiertem Aluminium. Die Düse ist aus rostfreiem Stahl und von innen poliert. Dieser DIN-Becher wird in der Regel für Flüssigkeiten im Vis-kositätsbereich von etwa 100 bis 500 cSt (mm²/s) benutzt. Das entspricht Auslaufzeiten von 20 bis 110 Sekunden.
Auslaufbecher nach DIN EN ISO 2431, ASTM D 5125
Die internationale Norm beschreibt ein Verfahren zur Bestimmung der Auslaufzeit mit einem 4 mm-Becher, dessen Abmessungen vom DIN 53 211-Becher abweichen. Durch eine längere Düse, einen größeren Einlaufkegel und etwas andere Innenmaße erhält man andere Auslaufzeiten als mit Bechern nach DIN 53 211. Dadurch wird auch der Messbereich erweitert, sodass der DIN EN ISO-Becher eine sinnvolle Ergänzung zum DIN-Becher darstellt. Das Messverfahren ist dasselbe wie beim DIN-Becher. Die Verwendung des DIN EN ISO-Bechers empfiehlt sich in erster Linie für den internationalen Gebrauch. Zusätzlich zur 4 mm-Düse werden noch 3, 5 und 6 mm Düsen in der DIN EN ISO-Norm beschrieben. Die günstigsten Messbereiche der einzelnen DIN EN ISO-Becher sind wie folgt:
3 mm Viskosität 10-40 mm²/s = 30-100 Sek.
4 mm Viskosität 25-130 mm²/s = 25-100 Sek.
5 mm Viskosität 70-360 mm²/s = 25-100 Sek
6 mm Viskosität 130-700 mm²/s = 25-100 Sek.
Ford-Auslaufbecher nach ASTM D 1200, D 333, D 365
In der Norm ASTM D 1200, D 333, D 365 werden drei Becher mit verschiedenen Düsen vorgeschrieben:
Ford-Becher Nr. 2 = 2,53 mm Vis. bei 25 °C 25-120 mm²/s
Ford-Becher Nr. 3 = 3,40 mm Vis. bei 25 °C 40-220 mm²/s
Ford-Becher Nr. 4 = 4,12 mm Vis. bei 25 °C 70-370 mm²/s
Das Messverfahren ist dasselbe wie beim DIN-Becher. Die gemessenen Auslaufzeiten sollen nicht unter 20 Sekunden und nicht über 100 Sekunden liegen.
(Quelle: BYK-Gardner GmbH, www.bit.ly/2vBEIlc)
Achtung Tixotropie:
Tixotrop nennt man Flüssigkeiten, die sich bei Bewegung etwa durch Umrühren oder bei Erschütterung verflüssigen (Thixotropie). Deshalb können sich auch Durckfarben in der Bewegung von der Viskosität her verändern. Dies muss bei Viskositätsmessungen berücksichtigt werden – das heißt: Viskosittätsmessungen müssen während der Produktion kontinuierlich überprüft werden.

Abb. 6.1.9: Auswahl von Lösemittelkennzahlen (Quelle: Eigene Darstellung)
Als Maß für die Geschwindigkeit, mit der ein Lösemittel verdunstet, wird die Verdunstungszahl angegeben. Man erhält die Verdunstungszahl eines Lösemittels als Relativwert aus der Verdunstungszeit im Vergleich zu Ether (Diethylether). Die Verdunstungszeit von Ether wird immer mit der Zahl 1 angegeben. Zur Berechnung der Verdunstungszahl von weiteren Lösemitteln dividiert man die Verdunstungszeit des zu prüfenden Lösemittels durch die Verdunstungszeit von Ether.
Hinweis: Die Verdunstungszeit von Ether wird mit 1 angegeben und die Verdunstungszahl von Ethanol mit 8,3. Somit ist die Verdunstungszeit von Ethanol um den Faktor 8,3 größer als die Verdunstungszeit von Ether.
Oberflächenspannung
Im Zusammenhang mit der Farbannahme beim Bedrucken oder Lackieren ist die Benetzbarkeit eines Papiers, Kartons, Wellpappe oder Kunststofffolie wichtig. Um die Benetzbarkeit verschiedenster Bedruckstoffe zu bestimmen, wird der Randwinkel gegen definierte Flüssigkeiten (z.B. Wasser) ge-messen. So erhält man eine Aussage über die Oberflächenspannung des Materials und damit zur Benetzbarkeit. Die Oberflächenspannung ist die Bestrebung einer Flüssigkeit sich gegen intermolekulare Kräfte zusammen zu ziehen. Diese bewirkt, dass sich ein Tropfen zu einer Kugel formt. Liegt dieser Tropfen auf der Oberfläche eines Festkörpers, ergibt sich ein Kontaktwinkel zu dieser Oberfläche.

Abb. 6.1.10: schematische Darstellung von Kontaktwinkeln (Quelle: Eigene Darstellung)

Abb. 6.1.11: Kontaktwinkel in Abhängigkeit von der Benetzbarkeit eines Festkörpers (Quelle: Eigene Darstellung)
Die Oberflächenspannung kann in der Druckfarbe durch Zugabe von Additiven und bei Kunststofffolien durch eine Vorbehandlung angepasst werden.
Prüfung der Oberflächenspannung:

Abb. 6.1.12: Überprüfung der Benetzbarkeit einer Oberfläche mit Testtinte (Quelle: Eigene Darstellung)
Zur Prüfung der Oberflächenspannung werden Testtinten oder Teststifte verwendet. Ist der Wert der Materialoberfläche identisch mit dem Wert der Testtinte / Teststifte, wird der Bereich gleichmäßig benetzt. Ist der Wert nicht erreicht, zieht sich die Tinte zusammen und perlt auf der Oberfläche.

Abb. 6.1.13: Eigenschaften von Lösemitteln in der Übersicht (Quelle: Sicherheitsdatenblätter der Lösemittel)
- Zum Verfassen von Kommentaren bitte anmelden.
6.1.4 Montagesysteme für Druckformen beim Flexodruck
Zur Montage der Druckform (Klischee) in das Druckwerk der Produktionsanlage stehen spezifische Druckformträger zur Verfügung:
• Polyesterfolie mit Spannleisten
• Druckzylinder
• Sleeves (Druckhülsen)
Bei den Sleeves unterscheidet man zwei Arten:
a) Sleeves als Hülsen aus Epoxid- oder Polyesterharzen mit Glas fasergewebe zum Bekleben mit Druckformen.
b) Sleeves als Hülse beschichtet mit Polymermaterial und eingearbeitetem Druckmotiv als Endlosdruckform.
Bei Druckzylindern und Sleeves werden zusätzlich kompressible Unterbauten unter die Druckform geklebt, um die Ausdruckqualität zu verbessern (Kompressibel = verdichtbar, zusammendrückbar).
Das Prinzip der Sleeve-Technologie besteht darin, anstatt eines Spannsystems eine dünnwandige Metall-hülse (Sleeve) zu verwenden. Unter Pressluft wird der Sleeve aufgeweitet und axial auf den Plattenzylinder geschoben. Nach dem Abschalten sitzt er mit Presspassung fest auf dem Zylinder. Der Sleeve wird vor dem Aufschieben außen vollflächig mit Rohplattenmaterial belegt und in einem Rundbelichter direkt via Laser belichtet. (Quelle: Dipl.Ing. (FH) Christian Greim, Script Druckereitechnik)
Zum Aufbringen der Druckform auf einen Druckformträger werden spezielle Montagegeräte verwendet. Ältere Montagegeräte sind mit einem Spiegelsystem ausgerüstet, um Hilfslinien auf eine Oberfläche zu projizieren, damit nach dieser Vorgabe die Druckform (Klischee) montiert werden kann. Aktuell werden Kamerasysteme eingesetzt. Diese bieten eine optimale Voraussetzung für Präzision der Druckformmon-tage und Reproduzierbarkeit. Bei diesen Verfahren werden auf den Druckplatten vorhandene Passkreuze oder Mikromarken (Mikropunkte) mittels einer Kamera erfasst und auf einen Monitor übertragen. Anhand eines im Monitorbild befindlichen Fadenkreuzes kann die Druckplatte positioniert und mit einem doppelseitigen Klebeband auf dem Druckformträger befestigt werden.

Abb. 6.1.14: Montagegerät für Zylinder und Sleeves (Quelle: Eigene Darstellung)
Die Vergrößerung der Registermarken im Bildschirm gewährleisten Montagegenauigkeiten von +/- 0,1mm. Diese Technik ermöglicht auch die Nutzung kleiner runder Registermarken mit einer Größe von 0,5 mm Durchmesser. Vorteile der Mikromarken sind ihr geringer Platzbedarf und eine genaue Abbildung im Monitorfadenkreuz. Der Punkt kann bei flexiblen Verpackungen während des Druckens auf der Druckform bleiben und für Folgeaufträge genutzt werden. Mikromarken werden in diesem Fall so angelegt, dass sie in der Weiterverarbeitung in nicht sichtbaren Bereichen verschwinden.
Beim Bedrucken von Wellpappe oder anderer starrer Materialien werden Passmarken vor dem Druck weggeschnitten. In älteren Fertigungsverfahren, die heute in der modernen Industrie nur noch selten angewendet werden, können Druckformen auch aus mehreren Klischees zusammengesetzt werden.
Übersicht der Montagesysteme
1. Manuelle Montage
Bei der manuellen Montage werden die Druckzylinder ohne Hilfsgeräte auf den Druckformträger montiert. Dazu müssen Einteilungslinien in Längs- und Querrichtung auf dem Träger vorhanden sein oder einge-zeichnet werden. Auf den Druckplatten sollten Passkreuze sein, damit die Platten gerade auf den Träger montiert werden können.
2. Montage mit Kamerasystem
Abb. 6.1.15: Montage auf Zylinder/Sleeves (Quelle: Eigene Darstellung)
Bei den Kamerasystemen erfolgt das Montieren der Druckplatten über Kameras, die auf Passkreuze oder Mikropunkte eingestellt werden. Die Optiken der Kameras sind mit Fadenkreuzen ausgestattet. Die auf den Druckplatten vorhandenen Passkreuze oder Mikropunkte werden von den Kameras verfasst und auf einen Bildschirm übertragen. Nach den im Bildschirm übertragenen Fadenkreuzen werden die Druckplatten auf den Zylinder ausgerichtet, positioniert und aufgeklebt.
3. Montage auf Trägerfolie (manuell oder mit Kamerasystem)
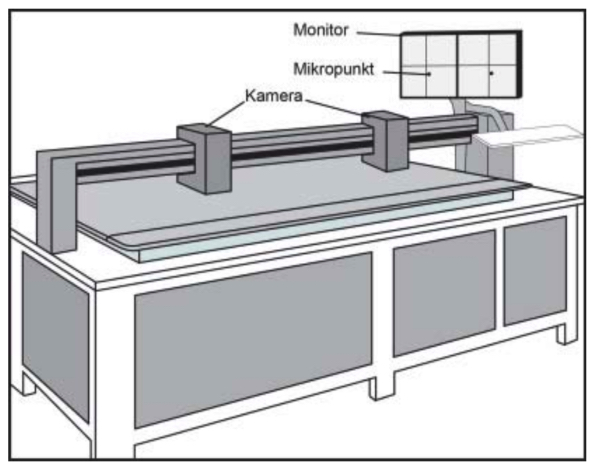
Abb. 6.1.16: Montage auf Flachmaterialien (Quelle: Eigene Darstellung)
Die Montage erfolgt hierbei auf einer Polyesterfolie. Dabei kann wie im Punkt 2 beschrieben ein Kamerasystem verwendet oder die Druckformen manuell montiert werden.

Abb. 6.1.17: Montage der Polyesterfolien im Druckwerk (Quelle: Ausbildungsleitfaden Flexodruck)
Die Größe der Druckzylinder oder die Bauart der Druckwerke erlauben es im Wellpappendirektdruck nicht, die Druckzylinder aus der der Maschine zu nehmen. Dort werden beklebte Polyesterfolien mit den Druckplatten über Spanngummis oder Spannleisten auf den Trägerzylinder montiert.
Arbeitsschritte bei der Montage von Druckformen
1. Reinigung des Druckformträgers (Druckzylinder, Sleeve oder Trägerfolie).
2. Aufbringen einer doppelseitigen Klebefolie auf den Druckformträger. Grundsätzlich sollte dies blasenfrei und ohne Falten erfolgen.
3. Reinigung der Druckplattenrückseite.
4. Montage der Druckform achsparallel auf dem Träger. Beim Montieren ist darauf zu achten, dass die Druckplatte glatt aufgelegt und gleichmäßig angedrückt wird. Dabei dürfen keine Luftblasen entstehen.
5. Bei allen Systemen werden die Druckformen vor dem Einsatz in der Produktion mit einem Klebeband versiegelt, damit beim Druck kein Farblösemittel unter die Druckplatte gelangt und sich die Haftverbindung ablöst. Dadurch können hochstehende Plattenkanten entstehen, die ungewollt mitdrucken.
- Zum Verfassen von Kommentaren bitte anmelden.
6.1.5 Befestigungssysteme für Druckformen in Produktionsanlagen
In einigen Produktionsanlagen kann aufgrund der Maschinenbauart der Druckzylinder nicht zur Montage der Druckform aus der Maschine genommen werden; auch eine Montage bei stehender Maschine ist mit Blick auf Rüstzeitoptimierung nicht sinnvoll. In diesen Maschinen werden formstabile Polyesterträgerfolien verwendet, die mit einer Einhängeleiste versehen sind und auf dem Druckzylinder montiert werden.
Hierzu gibt es verschiedene Techniken:
• Montage mit Einhängeleisten und Spanngurten: Die Druckformträgerfolie wird an der Anlagekante des Druckzylinders mit einer Einhängeleiste montiert. Das hintere Ende der Trägerfolie wird mit einem Spanngurt fixiert.
• Montage mit zwei Einhängeleisten: Die Trägerfolie wird an beiden Enden mit Einhängeleisten auf dem Zylinder montiert. Bei dieser Technik wird der Druckzylinder voll umspannt.
• Montage mit Vakuumsystem: Durch Erzeugung eines Vakuums wird die Trägerfolie auf dem Druckzylinder fixiert.
In Druckwerken mit demontierbaren Druckzylindern werden die Zylinder beim Auftragswechsel ausgetauscht. Bezogen auf die Abschnittlänge des Druckmotives werden Druckformzylinder mit unterschiedlichen Durchmessern eingesetzt.
Alternativ können auch Sleeves (Druckhülsen), die auf einem Trägerzylinder montiert wurden, eingesetzt werden. Durch Sleeves mit unterschiedlichen Wanddicken sind auf einem Trägerzylinder verschiedene Abschnittlängen (Rapportlängen) realisierbar. Der Trägerzylinder ist mit einem Druckluftanschluss und kleinen Öffnungen am Rand der Zylinderoberfläche versehen. Wird Druckluft am Trägerzylinder angeschlossen, entweicht die Luft aus den Randöffnungen und erzeugt ein Luftkissen. Auf diesem Luftkissen kann die Druckhülse aufgeschoben werden. Wird die Druckluft entfernt, sitzt der Sleeve fest auf der Zylinderoberfläche.
Der Antrieb der Druckzylinder erfolgt direkt über Servomotoren oder über Zahnräder, die entsprechend der Abschnittlänge (Rapportlänge) montiert werden. Dabei muss der Teilkreisdurchmesser des Zahnrades mit dem Durchmesser des Druckformzylinders übereinstimmen. Es gibt Zahnräder mit einer 5 mm und 10 mm Teilung (Abstand von Zahnmitte zu Zahnmitte). Formatänderungen der Abschnittlängen sind bei Zahn-radantrieben nur in 5 mm oder 10 mm Schritten möglich.
Als Rapportlänge bezeichnet mit die Strecke, die ein Druckzylinder bei einer Umdrehung zurücklegt. Beim Druck flexibler Verpackungen variiert man die Zylinder-Durchmesser und erreicht so unterschiedliche Abschnittlängen der Verpackungen.
Beim Bogendruck definiert naturgemäß die bedruckte Nutzengröße die Dimension der späteren Verpackung. Je nach Verpackungsgröße können hierbei in einem Arbeitsgang mehrere Nutzen bedruckt werden, die später aus einem Druckbogen ausgeschnitten oder ausgestanzt werden.
- Zum Verfassen von Kommentaren bitte anmelden.
6.1.6 Auftragssysteme für Druckfarben und Beschichtungsmittel
Grundsätzlich bestehen die Druckwerke, für die Übertragung der Druckfarben und Beschichtungsmittel aus den folgenden Baugruppen:
• Tauchwalze oder Kammerrakel zur Übertragung der Farbe auf die Rasterwalze,
• Rasterwalze zur Übertragung der Farben auf die Druckform,
• Druckformzylinder zum Übertragen der Farbe auf das Druckmaterial sowie
• Gegendruck, damit bei der Farbübertragung das Druckmaterial nicht weggedrückt wird.

Abb. 6.1.18: Drei-Walzensystem mit Quetschbetrieb (Quelle: Eigene Darstellung)

Abb. 6.1.19: Drei-Walzensystem mit Rakelung (Quelle: Eigene Darstellung)

Abb. 6.1.20: Zwei-Walzensystem mit Kammerrakel (Quelle: Eigene Darstellung)

Abb. 6.1.21: Direktdruck auf Wellpappe (Quelle: Eigene Darstellung)
Damit die Farbe in der Farbwanne nicht eindickt oder die Farbbestandteile sich entmischen, ist ein kontinuierlicher Farbumlauf wichtig. Bei dieser Technik wird überschüssige Farbe zurück in den Farbbehälter geleitet und von dort wieder zum Druckwerk gepumpt. Dadurch ist eine optimale Verteilung der einzelnen Farbkomponenten gewährleistet.
Tauchwalzen sind gummibeschichtete Zylinder, die in der Druckfarbe rotieren und durch Quetschbetrieb die Farbe auf die Rasterwalze übertragen.
Kammerrakel bilden durch ihre Bauart eine vor äußeren Einflüssen geschützte Kammer, in die die Farbe gepumpt wird. Zwei dünne Stahlbleche mit einer Fase, die Rakel, streifen die überschüssige Farbe von der Rasterwalzenoberfläche. In den Näpfchen (Vertiefungen) der Rasterwalze bleibt eine definierte Farbmenge, die auf die Druckform übertragen wird. Überschüssige Farbe läuft zurück in die Farbwanne oder den Farbbehälter.

Abb. 6.1.22: Rakelsystem läuft parallel zur Rasterwalze (Quelle: Eigene Darstellung)
Das Rakelsystem läuft parallel zur Rasterwalze und liegt mit konstantem Druck an. Das negative Rakel hat die Aufgabe, die Stege der Rasterwalze abzurakeln und die Näpfchen zu füllen. Die Hauptaufgabe der positiven Rakel ist es, abzudichten. Die seitlichen Dichtungen an der Kammer schließen die Farben ein. Die Vorteile gegenüber offenen Farbwerken sind die konstante Farbübertragungsmenge und gleichbleiben-de Viskosität. Die Verdunstung von Lösemitteln in das Arbeitsumfeld wird reduziert.

Abb. 6.1.23: Negativ-Rakel (Quelle: Eigene Darstellung)
Vorteil des Negativ-Rakels: gleichbleibende Farbübertragungsmenge bei unterschiedlichen Druckgeschwindigkeiten. Nachteil: größerer Verschleiß an der Rasterwalze und Rakel.

Abb. 6.1.24: Positiv-Rakel (Quelle: Eigene Darstellung)
Vorteil des Positiv-Rakels: geringerer Verschleiß an der Rasterwalze und Rakel. Nachteil: Abhängigkeit von der Zylinderdrehzahl, bei größerer Druckgeschwindigkeit entsteht ein Staudruck unter dem Rakel, welcher das Rakel leicht anhebt und einen ungewollt größeren Farbauftrag verursacht.
Rasterwalzen sind Farbübertragungszylinder, die eine bestimmte Farbmenge auf die Oberfläche einer Druckform übertragen. Zur Farbübertragung wird die Rasterwalze mit einem bestimmten Druck an die Druckplatte gestellt. Austauschbare Rasterwalzen unterscheiden sich in der Anzahl der Näpfchen und durch das Farbübertragungsvolumen.
Beispiel:
• grobe Näpfchenanordnung: 80/21 mit 80 Näpfchen pro cm und einem Farbübertragungsvolumen von 21 cm³/m² (Flächendruck).
• feine Näpfchenanordnung: 400/4,2 mit 400 Näpfchen pro cm und einem Übertragungsvolumen von 4,2 cm³/m² (Rasterdruck)
Druckformzylinder übertragen an den erhabenen Stellen der Druckform die Farbe auf den Bedruckstoff. Ein Bildmotiv ist in einzelne Druckelemente (Punkte) aufgerastert, welche die Druckfarbe auf den Bedruckstoff übertragen.
Besonders beim Bedrucken flexibler Verpackungen ist ein genaues Abstimmen von Druckformraster und Rasterwalze notwendig. Das Verhältnis der Rasterweite auf der Druckform sowie in der Rasterwalze sollte ungerade sein. Im Idealfall hat die Rasterwalze fünfmal mehr Näpfchen als die Druckform Rasterpunkte aufweist.
Beispiel: Die Rasterweite auf der Druckform beträgt 48 L/cm, dann sollte die Rasterwalze mindestens (48 x 5) 240 Näpfchen pro cm haben. Die Farbwirkung und -menge kann durch das unterschiedliche Farbübertragungsvolumen der Rasterwalze beeinflusst werden.
Bei den Rasterwalzen werden auch zwei unterschiedliche Oberflächenmaterialien verwendet:
• verchromte Oberflächen, die beim Rakelbetrieb allerdings einen hohen Verschleiß aufweisen sowie
• Oberflächen mit einer Keramikbeschichtung, die sehr verschleißfest ist und sich beim Rakeleinsatz nur wenig abnutzt.
Druckwerke in Reihenbauweise haben für jedes Druckwerk einen Gegendruckzylinder. Zentraldruckmaschinen, bei denen die Druckwerke kreisförmig um einen großen Gegendruckzylinder angeordnet sind, werden überwiegend zum Bedrucken flexibler Materialien genutzt. Inkjet-Druckverfahren eignen sich besonders auch für kleine Auflagen. Die Farbe wird dabei berührungslos auf den Druckstoff gesprüht. Es gibt auch Kombinationen aus konventionellen Druckmaschinen und Inkjet-Druckköpfen. Hier spricht man von „Integrated Inkjet“.
Gegendruckzylinder erzeugen am Bedruckstoff einen Gegendruck, damit die Farbe gleichmäßig von der Druckform übertragen wird. Bei Druckwerken, die hintereinander angeordnet sind (Reihenbauweise) hat jedes Druckwerk einen Gegendruckzylinder. Diese Bauart ist häufig in Inlinedruckwerken zu finden.
Bei Zentralzylindermaschinen gibt es nur einen großen Gegendruckzylinder, um den die Druckwerke kreisförmig (satellitenförmig) angeordnet sind. Diese Bauart wird überwiegend zum Bedrucken von flexib-len Materialien verwendet.

Abb. 6.1.25: Reihenbauweise (Quelle: Eigene Darstellung)

Abb. 6.1.26: Zentralzylinderbauweise (Quelle: Eigene Darstellung)
Inkjet-Verfahren sind digitale Druckverfahren, um Farbbilder oder Informationen auf Materialien zu drucken. Zur Erzeugung des Druckmotives werden Farbtropfen auf den Bedruckstoff gesprüht. Dieses Verfahren ermöglicht eine berührungslose Farbübertragung und eignet sich auch für starre Materialien, zum Beispiel Wellpappe. Mit dieser digitalen Lösung können kleine Mengen in unterschiedlichen Versionen und guter Druckqualität wirtschaftlich bedruckt werden.
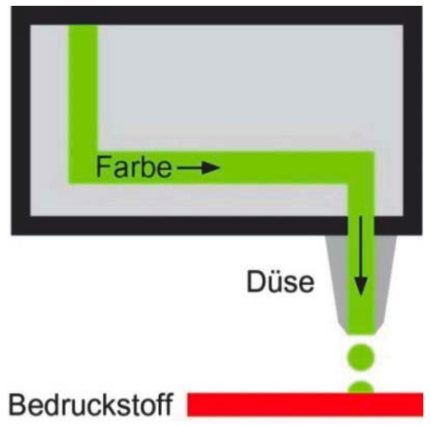
Abb. 6.1.27: schematische Darstellung des Inkjet-Verfahrens (Quelle: Eigene Darstellung)
Integrated Inkjet, bei diesem Verfahren werden Inkjet-Druckköpfe und ein konventionelles Druckverfahren (zum Beispiel Flexodruck) kombiniert. Produktionsanlagen mit dieser Kombination werden als Hybridmaschinen bezeichnet. Diese Maschinen können variable Inhalte wie zum Beispiel Adressen oder fortlaufende Nummerierungen in einen konventionellen Druck eindrucken.
Tinten sind für unterschiedliche Technologien auf dem Markt, zum Beispiel Dye-Tinten, UV-stabile Pigment Tinte, UV-härtende Tinten auf Wasser- oder Silikonbasis, Gel-Farben, die beim Auftreffen auf den Bedruckstoff verfestigen, sowie Tinten auf Lösemittelbasis für Außenanwendungen.
Tinten sind immer flüssig. Das Farbmittel kann jedoch in unterschiedlichen Arten an der Flüssigkeit gebunden sein. Bei der Dye-Tinte ist das Farbmittel in einer Trägerflüssigkeit – allgemein: Wasser – gelöst. Für den Druck von Bildern oder Grafiken bieten diese Tinten gute Eigenschaften. Nachteilig ist eine relativ geringe Lichtechtheit und Empfindlichkeit gegenüber Feuchtigkeit.Tinten mit guten Druckeigenschaften und hoher Lichtbeständigkeit basieren auf Pigmenten, die sich nicht in einem Lösemittel auflösen.
(Quelle: Druck- und Medientechnik)
- Zum Verfassen von Kommentaren bitte anmelden.
6.1.7 Umgang mit Lösemitteln und Reinigung von Druckwerken
Mit Lösemitteln muss umsichtig gearbeitet werden. Betriebsanwei-sungen, die Vorgaben aus den Sicherheitsdatenblättern der Hersteller und die Unfallverhütungsvorschriften (UVV) der Berufsgenossenschaft müssen unbedingt eingehalten werden.
Arbeitsplatzgrenzwerte (AGW) der Lösemittel (zum Beispiel Ethanol 960 mg/m³) sind von den Unternehmen einzuhalten und in regelmäßigen Abständen zu überprüfen. Die Angabe AGW hat den Begriff MAK (maximale Arbeitsplatzkonzentration) ersetzt.
Aus den Vorgaben lassen sich folgende Vorschriften für den Umgang mit Lösemitteln und Reinigungsarbeiten an Druckwerken ableiten:
• Sicherheitsschuhe und Arbeitskleidung (elektrisch nicht aufladbar) tragen,
• vor und nach der Arbeit Hautschutzcremes verwenden,
• Schutzhandschuhe bei Reinigung, Rüstarbeiten und Wartung verwenden,
• beim Ein- und Umfüllen von Farben und Lösemittel eine Schutzbrille tragen,
• Hände nicht mit Lösungsmitteln reinigen,
• am Arbeitsplatz nicht essen und trinken,
• keine Nahrungs- und Genussmittel am Arbeitsplatz aufbewahren,
• absolutes Rauchverbot beim Umgang mit Lösemitteln sowie die
• Einweisung in die Handhabung und Standorte von Feuerlöscheinrichtungen.
• Beim Umfüllen von Lösemitteln, Behälter immer erden: Damit die Funktion der Erdung gewährleistet ist, müssen Klemme und Anschlussstelle sauber und farbfrei sein.
• Behälter nach dem Gebrauch verschließen oder abdecken,
• nur Mengen, die zum Fortgang der Arbeit erforderlich sind, an der Maschine lagern,
• Entlüftungen im Produktionsraum und an der Maschine einschalten,
• Lösemitteln bei Reinigungsarbeiten sparsam und nicht großflächig einsetzen,
• in der Nähe von Lösemitteln nur explosionsgeschützte elektrische Geräte verwenden. Solche Geräte sind mit einem „Ex-Symbol“ (Abb. 6.1.28) gekennzeichnet.

Abb. 6.1.28: Explosionsschutzkennzeichen für Geräte und Schutzsysteme zur Verwendung in explosionsgefährdeten Bereichen, nach Richtlinie 2014/34/EU (Quelle: Wikipedia)
Mitarbeiter sollten in regelmäßigen Unterweisungen auf die Gefahren hingewiesen und im Umgang mit Lösemitteln, auch Feuerlöschübungen, geschult werden.
(Vergleiche auch DFTA Deutschsprachige Flexodruck Fachgruppe. Ausbildungsleitfaden Flexodruck. 2. Auflage 2000, Seiten 160-163.)
- Zum Verfassen von Kommentaren bitte anmelden.
6.2 Vorbereiten des Trennens von Packmitteln
Das Fertigungsverfahren „Trennen“ ist in der DIN 8588 beschrieben: Es regelt die Zerteilung eines Ganzen in zwei oder mehrere Teile. Das Trennen ist nach DIN 8550 eine Hauptgruppe der Fertigungstechnik. Dieses zerteilende Verfahren ist ein mechanischesTrennverfahren ohne Spanbildung. Die zwei wichtigsten Verfahren sind das Schneiden und Stanzen. Beim Schneiden unterscheidet manzwischen dem Messerschnitt, dem Scherschnitt und dem Klingenschnitt.
- Zum Verfassen von Kommentaren bitte anmelden.
6.2.1 Schneiden
6.2.1.1 Messerschnittprinzip – Einführung
Das Schneiden mit dem Messer und das Schneiden mit der Schere sind die ursprünglichen Methoden des Schneidens. Das Messerschnittprinzip zeichnet sich dadurch aus, dass das Messer durch das Material gedrückt wird (Druckschnitt, Keilschnitt). Das Messer drückt gegen eine Schneidunterlage, die fest in der Maschine fixiert ist, oder auch gegen eine rotierende Unterlage.

Abb. 6.2.1: Messerschnitt gegen Unterlage (unterschiedlich geformte Schneidlinien) (Quelle: Eigene Darstellung)
Schnellschneider – Planschneider
Der Planschneider arbeitet nach dem Prinzip „Messerschnitt“. Neben dem Zuschneiden von bedruckten oder unbedruckten Papier-, Pappe-, Kartonbogenstapeln auf das richtige Format der Weiterverarbeitungs-maschine wird der Schnellschneider (Planschneider) im Verpackungs-bereich hauptsächlich für das maßhaltige Schneiden von Etiketten, Einlagen sowie im Werbemittelbereich zum Vereinzeln von Flyern, Post-arten und Visitenkarten eingesetzt. Bei einem Beschneiden von vorhandenen Formaten ist ein genauer Winkelschnitt notwendig. Zudem müssen die Maße auf Bruchteile von Millimetern genau eingehalten werden. Mit dieser Maschine kann das erreicht werden. Man kann damit Schneidgut aus Papier, Karton, Pappe, Metall und Kunststoff-Folien, aber auch Textilien, Gummi, Leder und anderes mehr schneiden. Diese Maschine ist ausschließlich als „Querschneider“ einzusetzen.

Abb. 6.2.2: Schnellschneider – Planschneider. Im Schnellschneider wird das Messer schwingend schräg durch das Schneidgut gezogen, um die Belastung der Konstruktion zu reduzieren. (Quelle: POLAR-Mohr)
Hier gibt es ein interaktives Lernprogramm zum Planschneider.
Die Messeraufnahme
Die starre Konstruktion verhindert weitgehend, dass sich das am Schnellschneider befestigte Messer verbiegt. Es wird im Maschinengestell in Gleitbahnen leicht beweglich, aber spielfrei so geführt, dass das Messer die Schwingschnittbewegung ausführt.
Das Messer wird bei dieser Konstruktion schwingend schräg durch das Schneidgut gezogen. Es tritt nicht auf der gesamten Schnittlinie parallel in das Schneidgut ein. Hierdurch ist der Kräfteanstieg bei Schnittbeginn weicher, und die Konstruktion der Maschine wird weniger stark belastet.

Abb. 6.2.3: Schwingschnitt (Quelle: Eigene Darstellung)
Die Schneidleiste
Das Gegenmesser/Unterschnittwerkzeug beim Messerschnitt ist die Schneidleiste. Je nach Art des verwendeten Messers kann die Schneidleiste aus verschiedenen Kunststoffen gefertigt sein. Der Kunststoff der Schneidleiste muss zäh, er darf aber auch nicht zu hart sein. Ist das Material zu weich, dann schneidet das Messer zu tief ein. Die unteren Bogen werden nicht sauber durchgeschnitten. Ist die Leiste zu hart, wird das Messer schnell stumpf oder bricht gar aus.
| Eingesetzte Materialien bei Schneidleisten: |
| Hart-PVC: Früher wurden Schneidleisten aus Hart-PVC angeboten. Diese wurden in erster Linie für Hartmetallmesser eingesetzt. |
| Polypropylen: Heute werden fast nur noch Polypropylen-Schneidleisten mit einer Härte von 60-85 Shore angeboten. |
| Nylon: Die Nylon-Schneidleiste hat den Vorteil, dass sie sich nachdem Schnitt wiederein Stück weit verschließt. Hierdurch wird der untere Bogen des Schneidgutes bessergestützt und sicherer getrennt. |
Die Shore-Härte, benannt nach Albert Ferdinand Shore, ist eine Kennzahl, die vorwiegend für Elastomere und gummielastische Polymere eingesetzt wird. Quelle und weiterführende Informationen: http://wiki.polymerservice-merseburg.de/index.php/SHORE-Härte
Nicht nur das Messer muss geprüft und scharf sein, um einen qualitativ guten Schnitt zu erzeugen, sondern auch die Schneidleiste hat einen großen Einfluss auf den Schnitt eines Stapels.
Die Leiste sollte dann ausgetauscht oder umgedreht werden, wenn sich das Messer so tief eingearbeitet hat, dass die unteren Bogen eines Stapels abreißen. Auch bei jedem Messerwechsel ist die Schneidleiste umzudrehen oder auszuwechseln. Die Schneidleiste nutzt sich umso schneller ab, je härter das zu schneidende Material ist. Ein regelmäßiger Wechsel der Schneidleiste erhöht die Standzeit des Messers. Wichtig ist auch die exakte Höheneinstellung des Messers beim Messerwechseln. Das Messer sollte im unteren Totpunkt der Maschine nur so weit in die Schneidleiste eindringen, dass das Material gerade noch durchgeschnitten wird.

Abb. 6.2.4: empfohlene Eintauchtiefen des Messers in die Schneidleiste (Quelle: POLAR-Mohr)
Der Pressbalken und der Schnittandeuter
Der Pressbalken soll das Schneidgut beim Schneiden festhalten. Durch die stufenlos einstellbare Hydraulik lässt sich der richtige Pressbalkendruck bei modernen Schneidemaschinen je nach Schneidgut und Schneidbreite einstellen. Die korrekte Einstellung ist wesentlich abhängig von den Eigenschaften des Schneidgutes. Um die Schnittlinie zu erkennen, kann der Pressbalken mithilfe des Fußpedals (mechanischer Schnittandeuter) auf das Schneidgut abgesenkt werden. Die Schneidmarkierungen auf dem zu schneidenden Druckbogen können so genau angefahren werden. Mit dem Einschalten des optischen Schnittandeuters wird eine schmale Linie auf das Schneidgut projiziert.
Weitere Maschinenelemente, die den Schneidprozess am Schnellschneider optimieren, sind
• Gesamttischluft
• Vorder- oder Hintertischluft
• Nutenholz
• Autotrim
• Automatisches Richten
• Drehsattel
• Neigesattel
• Fixomat (Punktanlage am Sattel)
• Niederhalter vor dem Sattel (Rechen)
Auf diese Maschinenelemente wird im Lernfeld 10 ausführlich eingegangen.
Schneidprobleme
Es gibt viele Faktoren, warum ein Schnitt ein Fehlerbild aufweist. Es kommt auf das richtige Messer an. Die Beschaffenheit des Schneidgutes bestimmt wesentlich die Auswahl des Messers sowie des Messerwinkels. Je besser die beiden Parameter – Beschaffenheit des Schneidgutes und Messerwinkel – aufeinander abgestimmt werden, desto höher ist die erzielbare Schnittqualität.
Das Thema „Messerwinkel“ wird im Abschnitt „6.2.2.2 Messer“ausführlich behandelt.
Weiches Schneidgut
Unter weichem Schneidgut versteht man Papiere, die sich unter Druck stark zusammendrücken lassen. Dabei handelt es sich zum Beispiel um Durchschlagpapiere, Saugpost, Seidenpapier, Holzpappe, unterstrichenen Primärfaserkarton und Löschpapier. Diese Schneidmaterialien haben folgende Eigenschaften, die sich beim Schnitt sehr unangenehm bemerkbar machen:
• schlechte Gleiteigenschaften,
• hohes Luftvolumen im Stapel sowie
• Weichheit des Schneidgutes an sich.
Folgende Probleme können auftreten:
A. Das Schneidgut staut sich vor dem Messer: Das Messer verkeilt sich, es kann zu hohem Schneiddruck kommen. Man sollte das Schneidgut deshalb immer an der linken Seite anlegen, wenn die Messerbewegung von links nach rechts erfolgt. Ein Anlegen des Schneidgutes an der rechten Seite würde den Stau noch begünstigen, da der rechte Seitenanschlag den Materialfluss zusätzlich behindern würde.

Abb. 6.2.5: Schneidgutstau (Quelle: Eigene Darstellung)
B. Das Schneidgut wird vom Messer unter dem Pressbalken herausgezogen. Das führt zu einem Überschnitt – das heißt: Die oberen Lagen des Stapels werden kürzer als die unteren. Um diesem Phänomen entgegenzuwirken, empfiehlt sich die Verwendung eines schlanken Messerwinkels, und/oder die Vorpresszeit sollte erhöht werden.
C. Ein stumpfes Messer zieht mehr als ein scharfes Messer. Die Folgen zeigt Abb. 6.2.6.

Abb. 6.2.6: Effekte eines stumpfen und eines scharfen Messers (Quelle: Eigene Darstellung)
D. Bei weichem Schneidgut und zu hoch eingestelltem Pressdruck besteht die Gefahr, dass die Pressbalkenkontur das Schneidgut verformt. Hier kann mit einem Abdeckblech Abhilfe geschaffen werden. Falls das noch nicht ausreicht, kann ein dicker Papierstreifen oder ein Filzstreifen zwischen Abdeckblech und Schneidgut gelegt werden.
Normales Schneidgut
Als normal bezeichnet man Schneidgut, das sich mit einem Messerwinkel von 24 Grad und mittlerem Pressdruck (2000 kg) gut verarbeiten lässt. Das sind zum Beispiel Schreibpapiere, Postkartenkarton und Druckpapiere.
Hartes Schneidgut
Bei hartem Schneidgut (zum Beispiel Kunstdruckpapiere, gummierte Papiere, Graupappe und gestrichener Sekundärfaserkarton) kann das Messer im Schnitt ausweichen. Ein stumpfer Messerwinkel mit einer angeschliffenen Fase sorgt hier für gute Schneidergebnisse, wobei auch der gute Materialfluss vor dem Messer erhalten bleibt.
Hartes Schneidgut = stumpfer Messerwinkel;
weiches Schneidgut = schlanker Messerwinkel.
Weitere wichtige Faktoren, die einen Schnitt beeinflussen, werden im Lernfeld 10 ausführlich behandelt.
Bei Fehlern im Schneidprozess ist es wichtig, mögliche Ursachen einzeln und nacheinander zu prüfen. In der linken Spalte der folgenden Tabelle werden häufig auftretende Fehlerbilder im Schneidprozess auf-geführt; in der rechten Spalte finden sich Tipps, wie diese Fehlerbilder behoben werden können.

Abb. 6.2.7 a: Fehlerbilder im Schneidprozess (Teil 1) (Quelle: Eigene Darstellung)

Abb. 6.2.7 b: Fehlerbilder im Schneidprozess (Teil 2) (Quelle: Eigene Darstellung)

Abb. 6.2.8: Dreimesserschneider. Bei der Buchherstellung verwendet man Maschinen, die drei Seiten auf einmal beschneiden können. (Quelle: Eigene Darstellung)
Bei der Buchherstellung werden Maschinen eingesetzt, die einen Dreiseitenbeschnitt ausführen können. Ähnlich wie bei einem Schnellschneider beziehungsweise Planschneider schneiden drei Messer gegen eine Schneidleiste. Die Pressung des Schneidguts wird durch eine Formplatte vorgenommen. Der Pressdruck muss mit wachsender Höhe und Breite der Lage erhöht und bei schmaleren Lagen reduziert werden. Diese Maschine kann demnach sowohl längs- als auch querschneiden. Abb. 6.2.8 veranschaulicht, wie das funktioniert.
- Zum Verfassen von Kommentaren bitte anmelden.
6.2.1.2 Messer für den Messerschnitt
Für einen fehlerfreien Schnitt ist nicht nur der Pressdruck, sondern auch der Messerwinkel sehr wichtig. Die folgende Tabelle (Abb. 6.2.9) zeigt Beispiele von Pressdrücken sowie Messerwinkeln für verschiedene Materialien (mittelhohe Lagen) bei einer Schnittbreite von mehr als zwei Drittel der Maschinenbreite. Höhere und breitere Lagen erfordern höhere Pressdrücke, schmalere Lagen niedrigere Pressdrücke.
Die Messer für den Messerschnitt werden in verschiedene Güteklassen unterteilt:
1. niedrig legierte Stähle
2. hochlegierte Stähle (HSS)
3. Hartmetall (HM) Standardkörnung
4. Feinstkorn-Hartmetall (FK-HM)
5. Ultrafeinstkorn-Hartmetall (UFK-HM)

Abb. 6.2.9: Pressdruck und Messerwinkel (Quelle: Eigene Darstellung)

Abb. 6.2.10: Messer für den Messerschnitt/Planschneider (Quelle: Eigene Darstellung)
Je nach Anwendungsbereich und Standzeit bestehen die Messer aus unterschiedlichen Materialien. Die höchste Standzeit bei gleichzeitig hoher Elastizität bieten Messer aus Ultrafeinstkorn-Hartmetall.

Abb. 6.2.11: Messerqualitäten und Standzeiten (Quelle: Eigene Darstellung)
Schneidmesserwinkel
Zur Erreichung der Schnittanforderungen sind die Schnittwinkel, der Keilwinkel und der Phasenwinkel genau einzuhalten. Die Wahl des Messerwinkels ist – wie bereits beschrieben – von der Beschaffenheit des Schneidgutes abhängig. Ferner ist auch die Standzeit ein Kriterium für die Wahl des richtigen Weges.
Folgende Faustregel kann angewendet werden:
• weiches Schneidgut = kleiner (schlanker) Messerwinkel
• hartes Schneidgut = großer (stumpfer) Schnittwinkel

Abb 6.2.12: wichtige Bezeichnungen am Messer: Keilwinkel und Fasenwinkel (Quelle: Eigene Darstellung)
Die Schnittwinkel liegen zwischen 17° und 30°. Werden verschiedene Papier- oder Pappearten abwechselnd geschnitten, so ist es von Vorteil, den größeren Schnittwinkel zu wählen. Hartmetallmesser haben eine Doppelfase (auch Vorfase genannt), zum Beispiel 20/24° – dies hat den Vorteil, dass man die Messer so einfacher und besser schleifen kann. Eine Doppelfase wird beim Schneiden großer Bögen eingesetzt, da so die Verdrängung vor dem Messer durch den schlanken Messerkörper wesentlich geringer ist.
Bei einem guten Stahlmesser (nicht Hartmetall) wird der wirkliche Radius einer sehr scharfen Schneide etwa 5 Tausendstel Millimeter betragen. Wird dann mit dem Messer geschnitten, wird der Radius durch Abnutzung größer. Wenn beim Papierschneiden die Schnittfläche und/oder der Abfall zusammenkleben, so ist dies ein Anzeichen dafür, dass das Messer stumpf ist.

Abb 6.2.13: Radius Messerschneide (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
6.2.1.3 Stanzen
Stanzen ist ein Arbeitsverfahren, das im Bereich der Technik vielseitig angewendet wird (Metall, Kunststoff, Leder, Papier etc.). Im Gegensatz zum Schneiden, bei dem nur in geraden Linien getrennt werden kann, ist es beim Stanzen möglich, jede gewünschte Form (Kreis, Ellipse, krumme Linien) aus dem Material herauszutrennen.
Der Trennvorgang im Stanzverfahren mit Stanzwerkzeugen entspricht dem Scherschneiden und dem Keilschneiden. Insbesondere handelt es sich um:
Insbesondere handelt es sich um:

Abb. 6.2.14: Keilschneiden/Scherschneiden (Quelle: Eigene Darstellung)
Zur Herstellung von Stanzzuschnitten (fassionierte Zuschnitte) werden Stanztiegel (Handstanztiegel), Flachbett-Stanzautoma (Autoplatine) und Rotationsstanzmaschinen eingesetzt. Stanzzuschnitte können von Hand, aber auch im Flachbett- beziehungsweise Rotationsverfahren ausgeführt werden.
Auch hier ist der Vorgang ein Materialverdrängen. Die beiden Flanken einer Schneidlinie drängen in einer Abwärtsbewegung das zu stanzende Material seitlich weg. In der Fachsprache nennt man diese Art des Trennens Druckschnitt.

Abb. 6.2.15: Die Schneidlinie dringt in das Material ein (Quelle: ESUpedia – „Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung“ des Fachverbandes deutscher Stanzformhersteller e.V.)
Die Geometrie des Trennvorgangs wird von einem Layout (Stanzwerkzeug) vorgegeben.
Flachbett-Stanzen
Abb. 6.2.16: Ausschnitt einer Stanzform (Bandstahlschnitt, Quelle: ESUpedia – „Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung“ des Fachverbandes deutscher Stanzformhersteller e.V.)
Hierbei handelt es sich um eine Flachbettstanzform. Die Linien, Oberbegriff für alle aus Kohlenstoffstahl gefertigten Bänder, stellen Schneid-, aber auch Rilllinien sowie die Kombination aus beidem (Rill-perforation) dar. Abb. 6.2.17 zeigt den Stanzvorgang – hier: Schneid- und Rilllinie in Kombination – im Detail. Gestanzt werden können in einem Arbeitsgang Schneid-, aber auch Rilllinien sowie die Kombination aus beidem (Rillperforation).

Abb. 6.2.17: Stanzvorgang eines Tiegels (Quelle: Eigene Darstellung)
Schneidlinientypen
Schneidlinien sind in vielen verschiedenen Varianten erhältlich – zum Beispiel mit doppelseitiger Fase, mit einseitiger Fase, mit Facettenschliff, mit einseitigem Facettenschliff, mit geschabten, geschliffenen, polierten, beschichteten Schneidlinien und vielem mehr.
Schneidlinien mit einseitiger Fase beziehungsweise einseitigem Facettenschliff werden genutzt, wenn am Stanzgut einseitig die seitliche Verdrängung vermieden werden soll.
Die Fase ist eine abgeschrägte Fläche, die an einer Werkstückkante erzeugt wird. Schneiden können je nach Anwendung sehr unterschiedlich geformt sein. Formbeeinflussend sind zum Beispiel die erforderlichen Drücke und die zu schneidenden Materialdicken.
Die folgende Tabelle (Abb. 6.2.18) zeigt eine Übersicht der hauptsächlich verwendeten Schneidengeometrien: (Quelle: Eigene Darstellung)

Die Qualität der Schneidlinie, passend zu den Anforderungen des Stanzgutes, kann aus nachfolgender Tabelle (Abb. 6.2.19) entnommen werden.

Abb. 6.2.19: Auswahl der Qualität der Schneidlinie (Quelle: ESUpedia – „Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung“des Fachverbandes deutscher Stanzformhersteller e.V.)
Lochstanzen
Können Teilbereiche einer Stanzform nicht aus Linien gefertigt werden, weil die Größe zu gering oder die Gestaltung zu filigran ist, so werden Lochstanzen eingesetzt. Hier kommt Stahl zum Einsatz, der nach der Fertigung noch zu härten ist. Bei runden Teilen sprechen wir von Lochpfeifen. Formteile mit anderen als runden Konturen werden als Profilstanzen bezeichnet.

Abb. 6.2.20: Lochstanzen und Profilstanzen (Quelle: ESUpedia – „Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung“ desFachverbandes deutscher Stanzformhersteller e.V.)
Anforderungen an die Scheidelinien beim Stanzvorgang
Der technisch-physikalische Vorgang des Stanzens lässt sich mit der Darstellung des Stanzdruckes in den einzelnen Phasen erklären (Abb. 6.2.21):

Abb. 6.2.21: Anforderung an die Schneidlinie – einzelne Phasen des Stanzdrucks (Quelle: Eigene Darstellung)
Die Abbildung kann den Vorgang nur qualitativ darstellen, da viele Parameter den Stanzprozess beeinflussen, hauptsächlich die Materialeigenschaften und die Geometrie der Schneidlinie. Beim Flachbett-Stanzen ist es notwendig, dass die Schneidlinie auf der Gegenstanzplatte aufsitzt. Nur so lassen sich saubere Schnittkanten am Stanzgut erzielen. Der erforderliche Stanzdruck muss in Abhängigkeit vom Material genau richtig eingestellt sein. Zu hoher Druck im Bereich 4 (aus Abb. 6.2.20) des Stanzvorgangs (Material ist durchtrennt) führt dazu, dass Schneidlinienspitzen abstumpfen oder brechen. Das wiederum führt zu einem unsauberen Stanzergebnis: Es bilden sich sogenannte Stanzhaare, oder die Teile sind nichtvoneinander getrennt. Stanzhaare sind aus der Schnittfläche herausragende Fasern.

Abb. 6.2.22: abgestumpfte und abgebrochene Schneidlinienspitze – schematisch dargestellt (Quelle: Eigene Darstellung)
Zurichtung
Bei einer Flachbett-Stanzform handelt es sich um ein flächiges Werkzeug – und alle Schneidlinien treffen auf dem Throntisch zum gleichen Zeitpunkt auf die Gegenstanzplatte. Durch Toleranzen, entweder bei den Schneidlinien oder beim Stanztiegel, gibt es im praktischen Vorgang des Stanzens immer Zonen, in denen einige Schneidlinien bereits das Stanzgut durchgestanzt haben und auf die Gegenstanzplatte treffen, während in anderen Bereichen noch keine komplette Stanzung erreicht worden ist.

Abb. 6.2.23: Darstellung eines Stanzprozesses bei unebenem Stanztiegel (Quelle: Eigene Darstellung)
Um die Toleranzen im Tiegel auszugeichen, ist es notwendig, die rechte Schneidlinie zu unterlegen.

Abb. 6.2.24: Darstellung eines Stanzprozesses bei unebenem Stanztiegel und Zurichtung (Quelle: Eigene Darstellung)
Um diese Unebenheiten auszugleichen, wird ein Zurichtebogen verwendet. Mit einem Zurichtebogen aus kalibriertem Papier wird geprüft, ob die Stanz-Maschine ein gleichmäßiges und damit sauberes Stanzergebnis liefert. Ein Zurichtebogen ist ein Papierbogen, auf dem die Nutzenanordnung der Stanzform angegeben wird. Er ist spezifisch für einen Auftrag und eine Maschine und kann nur mit der entsprechenden Stanzform verwendet werden. Dazu ist es empfehlenswert, die Maschine auf dem Zurichtebogen zu identifizieren.
Als Material für den Zurichtebogen wird ein Spezialpapier für Offset-Druckmaschinen (kalibriertes Papier – 1 mm dick mit einer maximalen Toleranz von +- 0,01 mm) empfohlen.
Das für den Zurichtebogen zu verwendende Papier soll folgende Eigenschaften aufweisen:
• nicht komprimiert,
• feuchtebeständig,
• stabile Außendimension und
• kalibriert.
Bei der Zurichtung wird zwischen einer Zonen- und Feinzurichtung unterschieden.
Zonenzurichtung
Die Zonenzurichtung dient zur Erhöhung der Stanzkraft in einer 0,031 mm ungenügend gestanzten Zone. Hier kann unter anderem Seidenpapier verwendet werden. Die Feinzurichtung kleiner Bereiche erfolgt mit selbstklebendem Zurichteband, das auf Rollen geliefert wird. Das Band ist zwischen 0,03 und 0,08 mm dick.

Abb. 6.2.25: Zonenzurichtung (Quelle: Handbuch „Stanzen Stanzzurichtung Autoplatine SP_ZFO_BSA0500TD01_CTK_053_00“, Bobst AG)
Feinzurichtung
Die Feinzurichtung besteht darin, dort Papierstreifen auf einen Zurichtebogen zu kleben, wo die Stanzung unregelmäßig erfolgt ist. Das Ziel ist es, eine gleichmäßige Zuschnittqualität zu erreichen, und zwar ohne erhebliche Erhöhung der Stanzkraft.
Vorteile:
• geringere Abnutzung der Stanzlinien
• Präzision und Stabilität des Zuschnitts

Abb. 6.2.26: Feinzurichtung (Quelle: Bobst AG)
Dazu werden selbstklebende Papierstreifen – Zurichteband – in Rollen zu 3 und 6 mm Breite verwendet. Die Dicke beträgt 0,03 mm bis 0,08 mm. Da die gewünschte Zurichtung eine gewisse Strahlung mit sich bringt, muss die Länge des Zurichtebands kürzer sein als die Problemstrecke am Stanzbogen. Achtung: Der Stanzdruck an der Stanzmaschine ist so weit zurückzunehmen, dass eine Beschädigung der Schneidelinien durch Überdruck auszuschließen ist.

Abb. 6.2.27: Zurichteband auf Rollen (Quelle: Bobst AG)
Bevor jedoch eine Stanzform im Schließrahmen montiert wird, muss sichergestellt sein, dass die Rückseite der Stanz-oder Rilllinien freivon jeglichen Ablagerungen sind.
Ablagerungen können wie folgt beschrieben werden:
Stahlablagerungen: Diese Ablagerungen können sich an der Verbindungsstelle der beiden Linien befinden. Sie entstehen durch Reiben eines Linienendes gegen die Seite der anderen beim Montieren (Linien zu lange oder verkehrt eingeschlagen).
Holz-, Leim- oder Lackablagerungen: Diese Ablagerungen können sich überall auf der Rückseite der Stanzform bilden.
Sauberkeit der Ausrüstung: Die Stanzausrüstung und die oberen Tiegel müssen sauber und in einem guten Zustand sein.

Abb. 6.2.28: Ablagerungen (Quelle: Bobst AG)
Fehler beim Grob- und Feinzurichten und Fehlerbehebung bei dem Einrichten der Maschine in Bezug auf die Stanzform inklusive Ausbrechwerkzeuge (Auszug aus dem Handbuch„Stanzen_Stanzzurichtung_ AutoplatineSP_ZFO_BSA0500TD01_CTK_053_00“ der Firma Bobst AG).

Das Mineral Talk (Steatit, Magnesiumsilikathydrat, in pulverisierter Form Talkum; nicht zu verwechseln mit Talg) ist ein sehr häufig vorkommendes Schichtsilikat.



Herrichten der Stanzwerkzeugsätze (Stanzwerkzeug, Ausbrechwerkzeug, Nutzentrenner)
Bevor ein Stanzwerkzeugsatz zur Verarbeitungsmaschine gelangt, sollte der Werkzeugsatz auf den Allgemeinzustand kontrolliert werden. Sollten hierbei Anomalien festgestellt werden, muss die Fertigungs-steuerung und gegebenenfalls der Stanzformbauer unterrichtet werden.
Bei diesen Kontrollen sind zu berücksichtigen:
1. Kontrolle, ob alle Werkzeuge vorhanden sind. Ein Werkzeugsatz kann bestehen aus
• Stanzform,
• oberes Ausbrechwerkzeug,
• mittleres Ausbrechbrett,
• Vorderand-Abtrennwerkzeug (Ober- und Unterwerkzeug) und
• Zurichtebogen.
2. Zustand der Holzplatten (Spalten, Brüche usw.)
3. Zustand der Linien und Gummis der Stanzform
4. Vorhandensein der Buchsen mit Spitzen in den Werkzeugen (Stanzform, Ausbrechwerkzeuge und Vorderrandabtrennvorrichtung)
5. Zustand und Befestigung der Verstärkungen und der Trennmesser des mittleren Ausbrechbretts
6. Zustand und Vorhandensein aller Ausbrecher und Ausbrechschaumstücke an dem oberen Ausbrechwerkzeug
7. Zustand und Vorhandensein der Spannvorrichtung (Klauen, Alu-Profil) und des Zentriersystems (Anschläge, Plastikschrauben) des Ausbrechwerkzeugs.
Rotationsstanzen
Im Gegensatz zu den vorher genannten Verfahren wird hier nicht mit einem flachen, sondern mit einem zylinderförmigen Werkzeug gearbeitet. Die Rotations-Stanzform wird in der Rotations-Stanzmaschine auf einen Stanzzylinder geschraubt. Bei der Produktion läuft das Material kontinuierlich zwischen Stanzzylinder und Gegenstanzzylinder durch. Die Schneidlinien tauchen dabei rund 1,5 mm in den gummibeschichteten Gegenstanzzylinder ein.
Die Schneidlinien sind mit einem Sägezahnprofil ausgestattet – dies schont die Gegendruckwalze, und beim Stanzen bewirkt das Profil einen Scher- oder Schrägschnitt. Dadurch ist weniger Stanzdruck erfor-derlich als bei einem „Parallelschnitt“ mit konstanter Linienführung, wie er beim Flachbett-Stanzen stattfindet.

Abb. 6.2.29: Prinzip Rotationsstanzen (Holzhalbschalen) (Quelle: Eigene Darstellung)
Beim Rotationsstanzen unterscheidet man zwischen Voll- und Teilwerkzeugen. Vollwerkzeuge für Rotationsstanzmaschinen zeichnen sich dadurch aus, dass sie das komplette Verpackungslayout abbilden und mit Stanzrand und Abfalltrennmessern versehen sind.

Abb. 6.2.30: Stanzform für eine Rotationsstanze (Halbschale, Quelle: ESUpedia – „Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung“ des Fachverbandes deutscher Stanzformhersteller e.V.)
Teilwerkzeuge werden je nach Verpackungstyp hergestellt. Diese können von einer einfachen Handgriffausstanzung bis hin zum halbautomatischen Boden reichen.

Abb. 6.2.31: Rotationsstanzform mit Gegendruckzylinder (Quelle: Eigene Darstellung)
Stanzlinien für Rotationsstanzwerkzeuge
Die einzubauenden Bandstahllinien liegen für die axiale Einbaurichtung in geradliniger Form, für die radiale (und schräg verlaufende) Einbaurichtung in runder Form vor. Durch die rotierende Bewegung treten beim Auftreffen der axialen Stanzlinien auf das Material hohe Gegenkräfte auf. Um diese massiv zu vermindern, nutzt man die Geometrie der Stanzlinien durch spitze oder gerundete Zähne. Diese fixieren und komprimieren zunächst das Material, bevor sie dieses durchtrennen und in den Gegenstanzbelag eindringen.

Abb. 6.2.32: Stanzlinie mitgerundeter Schneidspitze (Quelle: ESUpedia – „Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung“des Fachverbandes deutscher Stanzformhersteller e.V.)

Abb. 6.2.33: Stanzlinie mit spitzzulaufender Schneidspitze (Quelle: ESUpedia – „Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung“ des Fachverbandes deutscher Stanzformhersteller e.V.)

Abb. 6.2.34: Richtungsangaben an der Rotations-Stanzform (Quelle: Eigene Darstellung)

Abb. 6.2.35: radiale Stanzlinie (Quelle: Eigene Darstellung)

Abb. 6.2.36: axiale Stanzlinie (Quelle: Eigene Darstellung)
Charakteristisch für rotativ gestanzte Produkte ist deren ungleichmäßige Schnittkante. Diese erklärt sich durch die unterschiedlichen Zeitabstände zwischen Messerspitze und Messertal sowie durch die Durchlaufgeschwindigkeit. Die praktische Erfahrung zeigt: Schwere Materialien werden mit großzahnigen Schneidlinien gestanzt, leichte hingegen mit feinzahnigen Linien.
Gummierung
Die Gummierung hat den größten Einfluss auf die Laufeigenschaften und damit auch auf die Laufgeschwindigkeit der Stanzmaschinen. Die Gummierung des Stanzwerkzeugs hat zwei wesentliche Funktionen:
• Festhaltefunktion: Das zu stanzende Material muss während des Stanzprozesses vom Gummi fest und plan gehalten werden, sodass kein Zug entsteht und der gestanzte Bogen speziell im Haltepunktbereich nicht vorzeitig zerstört wird.
• Auswerferfunktion: Das zu stanzende Material muss nach dem Stanzprozess von den Bandstahllinien abgestreift und ausgeworfen werden.
Auf beiden Seiten der Schneidlinien werden Gummistreifen, etwa 1,5 mm höher als die Schneidlinie und in einem Abstand von circa 1 mm, auf die Trägerplatte geklebt. Damit erfüllt die Gummierung als nützlichen Nebeneffekt auch eine Schutzfunktion vor Verletzung für den Anwender bei der Handhabung der Stanzform.
Entsprechend ihren unterschiedlichen Aufgaben gibt es eine ganze Palette verschiedenartiger Gummisorten. Diese unterscheiden sich nach Material, Härte, Springfreudigkeit und Form. Für die Gummierung werden Moosgummi, Zellgummi, Vulkollan und auch Kork verwendet. Vulkollan ist ein Handelsname für Polyester-Urethan-Kautschuk. Dabei handelt es sich um einen Polyurethan-Kunststoff mit elastischen Eigenschaften ähnlich dem Naturgummi, aber besserer chemischer und mechanischer Beständigkeit.
Auf die unterschiedlichen Gummierungen und Aufbau der Stanzwerkzeuge wurde bereits ausführlich im Lernfeld 5 „Werkzeuge herstellen und vorbereiten“ eingegangen.
Befestigungssysteme bei der Rotationsstanze
Es existieren zwei Arten von Walzen zur Montage von Stanzformen:
• herkömmliche Werkzeugträgerwalzen zur Befestigung der Werkzeuge mithilfe von Schrauben oder Pratzen.
• Posilock-Walzen
Herkömmliche Werkzeugträgerwalzen
Die Stanzformen werden mit Schrauben angebracht. Diese Arbeit ist zeitaufwendig und erfordert große Sorgfalt bei der Montage.

Abb. 6.2.37: herkömmliche Werkzeugträgerwalze (Quelle: Bobst AG)
Um Fehler bei der Werkzeugmontage zu vermeiden, sollte die Montagereihenfolge für die Schrauben (s. Abb. 6.2.38, Bild 4) unbedingt eingehalten werden. Es ist immer mit der Schraube der beiden Zentrierklötze zu beginnen und mit den Schrauben 2, 3 und 4 fortzusetzen.

Abb. 6.2.38: Montagereihenfolge der Verschraubung (Quelle: Bobst AG)
Bei sogenannten „Universalstanzformen“ – zum Beispiel Handlöcher – wird die Stanzform mit „Spannpratzen“ gefestigt. Spannpratzen (auch Spanneisen) sind mit einer Bohrung oder einem Langloch versehene flache Spannelemente zur mechanischen Fixierung verschiedener fester Körper auf einer Werkplatte oder Aufnahme (Quelle: Wikipedia). Hierfür wird die Bohrung für die Verschraubung entsprechend groß ausgearbeitet.

Abb. 6.2.39: Universalstanzform mit Spannpratzen befestigt (Quelle: Bunkus Kartonagen, Bad Oldesloe)
Posilock-Werkzeugträgerwalzen
Die von BOBST entwickelte Walze lässt das Verriegeln und Entriegeln der Stanzformen durch einen Schiebeschalter zu. Auf diese Weise kann die Stanzform um die Walze gelegt und seitlich angepasst werden.

Abb. 6.2.40: Posilock-Stanzform und Verriegelung (Quelle: ESUpedia – Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung)
Abb. 6.2.41: Posilock-Stanzform – Innenansicht (Quelle: ESUpedia – Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung)
Der Werkzeugträger besteht aus zwei Anbringzonen „0“ und „1“ für die Stanzform. Bei Montage der Muffe auf 0 stützt sie sich auf den Anschlag B.

Abb. 6.2.42: Posilock-Werkzeugträger mit zwei Schalen (Halbschalen, Quelle: Handbuch „Rotationsstanzwerk – DE/SAM07520NFU0001/E“ der Fa. Bobst AG)
Legende:
A: Bügel
B: Anschlag für Schalen
J: Spiel zwischen den Schalen: Anschlag Breit „B“ + 5 mm
Fo: Form
P: Formenkante für eine Form, die aus zwei Teilen besteht, oder Vorderkante einer Form mit nur einer Schale
Montage einer einteiligen Stanzform auf einem Posilock-Werkzeugträger
Die einteilige Stanzform wird an der Anbringzone 0 befestigt. Montiert wird die Muffe auf die Anbringzone 0 unter Auflage auf den Anschlag B. Es muss darauf geachtet werden, dass die Muffe den Anschlag berührt und hierdurch fest an die Walze gedrückt wird.

Abb. 6.2.43: Posilock-Werkzeugträger mit einteiliger Stanzform (Quelle: Bobst AG)
Montage einer zweiteiligen Stanzform auf einem Posilock- Werkzeugträger
Phase 1: Die hintere Muffe wird in der Anbringzone 0 unter Auflage auf den Anschlag montiert. Es ist darauf zu achten, dass die Muffe den Anschlag berührt und hierdurch fest an die Walze angedrückt wird.
Phase 2: Die hintere Muffe wird an der Anbringzone 1 unter Auflage auf die Muffe der Zone 0 montiert. Es ist darauf zu achten, dass die Stöße der beiden Muffen sich berühren und dass die Muffe fest an die Walze gedrückt wird.

Abb. 6.2.44: Montage einer zweiteiligen Stanzform auf einem Posilock-Werkzeugträger (Quelle: Bobst AG)
Als Gegenstanzzylinder werden Zylinder mit einem Polyurethanbelag eingesetzt. Dieses flexible Material erleichtert die Werkzeugherstellung und die Maschineneinstellung erheblich. Die Schneidlinien der Rotationsstanzform tauchen während des Stanzvorganges in den PU-Belag ein. Die Gegenstanzzylinder oszillieren axial, damit die Radialschneidlinien nicht immer an derselben Stelle eintauchen.
Im Vergleich zu einer festen „Gegenpartie“ erleichtert die flexible „Gegenpartie“ mit einem PU-Gegenstanzbelag die Herstellung der Werkzeuge und die Einstellungen der Maschine erheblich.
Beispiel: unzureichende Rillung:
• mit einer festen „Gegenpartie“: Die Rilllinien müssen ausgetauscht oder hinter der Form gerichtet werden (Zurichtung)
• mit einer flexiblen „Gegenpartie“: Hier genügt es, die Maschineneinstellung zu verändern.
Die Durchmesser der Gegenstanzzylinder unterscheiden sich von denen des Stanzzylinders. Dadurch wird erreicht, dass auch die Radialschneidlinien immer an einer anderen Stelle eintauchen. Erst diese Techniken erlauben den kontinuierlichen Stanzprozess. Das Stanzergebnis wird durch den Zustand der Gegenstanzbelege stark beeinflusst. Die Gegenstanzbelege müssen aus diesem Grund ordnungsgemäß gewartet werden.
Wartung der Gegenstanzbelege
Es ist Bestandteil des rotativen Stanzverfahrens, dass das Stanzergebnis durch den Zustand der Gegenstanzsbelege stark beeinflusst wird. Die Gegenstanzbelege nutzen je nach Auftrag und Auftragsmix an unterschiedlichen Stellen ab. Beispielsweise genau in der Zylindermitte kann häufig eine nutzentrennende Linie verlaufen, die aufgrund der Oszillation des Zylinders durch Abnutzung eine Furche im Gegenstanzzylinder verursacht. Diese Furche im Gegenstanzzylinder führt dazu, dass der Maschinenführer mehr Stanzdruck geben muss, damit auch in der Mitte ein sauberes Stanzergebnis erzielt wird. Dieser erhöhte Stanzdruck, der eigentlich nur im mittleren Bereich notwendig wäre, kann dazu führen, dass an anderen Stellen im Produkt die Innenlagen im Bereich der Rilllinien platzen. Im Gegenzug dazu nutzt sich der Gegenstanzbelag stärker ab.
Als Strategie für den Umgang mit der unterschiedlichen Abnutzung der Gegenstanzbeläge eignen sich
• das Austauschen der Beläge (tauschen neu gegen alt) und
• das Tauschen der Beläge.
Da die Gegenstanzbeläge aus Teilsegmenten bestehen, können diese nach dem unten aufgeführten Beispiel getauscht werden.

Abb. 6.2.45 a: Gegenstanzbeleg – Teilsegment (Quelle: Firma DICAR, 9200 AM Drachten, Niederlande)

Abb. 6.2.45 b: Montage der Gegenstanzbelege (Quelle: Firma DICAR, 9200 AM Drachten, Niederlande)

Abb. 6.2.46: Tauschen – die Elemente 1 bis 4 rücken dann die Stelle der Elemente 5 bis 8 (Quelle: ESUpedia – Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung)
Schleifen der Beläge
Beim Schleifen der Beläge ist zu beachten, dass sich der Durchmesser des Gegenstanzzylinders ändert. Er wird kleiner. Diese Änderung muss zwingend in der Maschineneinstellung kompensiert werden.

Abb. 6.2.47: permanentes Abschleifen in der Maschine (Quelle: ESUpedia – Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung)
- Zum Verfassen von Kommentaren bitte anmelden.
6.2.2.1 Scherschnitt – Einführung
Die Arbeitsmethode eines Scherschnitts gleicht der einer Schere. Im Scherschnittverfahren arbeiten zwei Messer (Ober- und Untermesser) aneinander vorbei und „scheren“ das dazwischen liegende Schneidgut. Der Scherschnitt wird sowohl beim Längsschneiden als auch beim Querschneiden angewandt.
Pappschere mit Untergestell (Handschlagschere)
Bei der Pappschere oder auch Handschlagschere ist die Ausführung der Arbeitsweise manuell. Das zu schneidende Gut wird an die Anlagekante gelegt, mittels Fußhebel wird der Pressbalken heruntergedrückt und das Schneidgut wird damit fixiert. Der Messerbalken mit dem geschwungenen Messer wird an der Schneidleiste entlang heruntergedrückt und „schert“ damit die Teile auseinander.

Abb. 6.2.48: Pappschere mit Untergestell (Handschlagschere) (Quelle: Schmedt)
Schneidprobleme
Wenn ein Schnitt ein Fehlerbild aufweist, dann gibt es auch hier mehrere mögliche Ursachen, die geprüft beziehungsweise geändert werden müssen.
1. Messer ist unscharf – abgenutzt. Dieses Thema wird im Abschnitt „6.2.2.2 Messer“ ausführlich behandelt.
2. Schneidleiste ist in der vorderen Kante ausgebrochen oder nicht rechtwinklig.
3. Das Messer wurde nicht eng genug an der Schneidleiste vorbeigeführt.
4. Der Andruck vom Pressbalken war zu gering und hat das Schneidgut nicht festgehalten.
Messerwechsel beim Querschneider (Quelle Fakten: Firma Agnati)
Messerwechsel am Querschneider sind nur vom Fachpersonal des Maschinenherstellers und/oder von einem qualifizierten und anerkannten Personal des Hauses auszuführen.
Da es sich bei diesem Messerwechsel um eine umfangreiche Arbeit handelt, wird diese Abschnitt nur grob beschrieben. Das Wichtige bei diesen Arbeiten besteht darin, die Anleitungen des Maschinenherstellers Folge zu leisten.
Es beginnt damit, dass die Maschine von der Strom- und von der pneumatischen Hauptversorgung abgeschaltet wird und die Maschinenrestdrücke abgelassen werden. Erst dann kann mit der Demontage der Messer begonnen werden.
Nun können die Schrauben gelöst und die Messer vom Messerträger abgenommen werden. Das Lösen der Schrauben sowie die zu entfernenden Messer unterliegen einer genauen Reihenfolge.

Abb. 6.2.49: Verschraubung Ober-/Untermesser Querschneider (Quelle: Eigene Darstellung)
Zwischen dem Ausbau und Wiedereinbau der neuen Messer müssen die Messerträger selbstverständlich sorgfältig gereinigt werden.
Nach dem Abbau der verschlissenen Messer können die neuen Messer an die entsprechenden Zylinder angebaut werden. Die Montage der Messer geschieht in der vom Maschinenhersteller angegebenen Rei-henfolge.
Nach dem Anbau der Messer erfolgt die „Wegbewegung der Messer“, was die korrekte Ausführung der „Anbewegung der Messer“ ermöglicht. Um die Einstellung vorzunehmen, wird ein Bogen zwischen die Zylinder auf die gesamte Arbeitsbreite eingelassen. Die Einstellung des Schneidens erfolgt ausschließlich auf dem oberen Messer, da dieses Messer genau von Einstellungsschrauben verschoben werden kann. Das untere Messer braucht dagegen keine besondere Einstellung, vorausgesetzt, dass der Anbau ordnungsgemäß durchgeführt wurde. Nach dieser „Grobeinstellung“ erfolgt noch eine Feineinstellung der Messer. Hierfür kann als zu schneidendes Material ein synthetischer Lappen oder ein wasserdurchgedrungener Pappenbogen verwendet werden. Erst wenn der Schnitt über die gesamte Maschinenbreite perfekt und gratfrei ist, kann eine endgültige Schneidphase durchgeführt werden.
Bei allen Arbeiten sind die Sicherheitsvorschriften unbedingt einzuhalten.
Wechsel der Rasierklingenmesser am Längsschneider
Die Rasierklingenmesser werden während der Produktion zyklisch und automatisch durch eingebaute Schleifscheiben nachgeschliffen. Hierzu dient eine Schleifvorrichtung auf dem Messerwerkzeugträger. Die Schleifrollen werden mit dem am Druckventil eingestellten Druck auf die Messer gesenkt. Der Schleifzyklus ist von der Art der Produktion abhängig. Trotzdem haben die Messer eine maximale Lebensdauer, da der Durchmesser des Messers durch das Schleifen verkleinert wird und somit die Eintauchtiefe nicht mehr gewährleistet werden kann. Der Durchmesser, bei dem ein Messerwechsel vorgenommen werden muss, wird im jeweiligen Maschinenhandbuch genannt.
Handelt es sich bei dem Messer um ein zweiteiliges Messer, so kann die Auswechselung in der Maschine vorgenommen werden. Hierfür werden die einzelnen Segmente abgeschraubt und die neuen wieder montiert.
Anders ist es bei einem einteiligen Messer: Hier muss der Messerwerkzeugträger von der Welle abgenommen werden, dann erst kann das Messer abgeschraubt und das neue Messer wieder angeschraubt werden.
Auch müssen die Sicherheitsvorschriften unbedingt beachtet werden. Insbesondere müssen Sicherheitshandschuhe getragen werden.
Wechsel Tellermesser am Längssschneider
Das Wechseln der Tellermesser erfolgt analog zum Wechsel der Rasierklingenmesser und kann somit wie bereits beschrieben vollzogen werden.
Rill- und Schneidstation in einer Baugruppe der Wellpappenanlage
In diesem Maschinenteil der Wellpappenanlage (WPA) wird die Wellpappe, die als Endlos-Material gefertigt wird, in Längsrichtung gerillt und geschnitten.
Beim Längsschneiden der fertigen Wellpappe werden zwei Schneidprinzipien angewandt. Zum einen kommt der klassische Scherschnitt mit Tellermessern zum Einsatz, wie bereits oben beschrieben. Zum anderen wird der Einmesserschnitt („Rasierklingenmesser“) verwendet. Beim Rasierklingenschnitt liegt das Material dabei auf einer großen Fläche auf, und das Obermesser taucht in das Material ein und läuft in eine Nut hinein.
Die Laufgeschwindigkeit
Das angetriebene Obermesser hat eine sehr hohe Drehgeschwindigkeit und sorgt dadurch für einen sauberen und einwandfreien Schnitt. Diese Anordnung gestattet eine schnelle und einfache Einstellung der Formatbreite.
Rüsten des Längs- beziehungsweise Querschneiders
Die Einstellung des Längs- und Querschneiders erfolgt über den elektronischen Weg. Die Werte werden von den auftragsrelevanten Daten entnommen und an den Längs- bzw. Querschneider übergeben. Ein manuelles Eingreifen ist damit nicht mehr erforderlich. Allerdings sollte das Material nach dem Schnitt unbedingt auf Maßhaltigkeit kontrolliert werden.

Abb. 6.2.50: Tellermesser und Rasierklingenmesser (Quelle: Eigene Darstellung)
Schneidprobleme
Bei Schneidproblemen müssen Messer bei Abnutzungentweder ausgetauscht oder nachgestellt werden. Wenn ein Schnitt ein Fehlerbild aufweist, dann gibt es auch hier mehrere Faktoren, die geprüft beziehungsweise geändert werden müssen.
1. Messer ist unscharf – abgenutzt (Dieses Thema wird in Abschnitt 6.2.2.2 Messerausführlich behandelt). Das gilt sowohl für das Prinzip mit den Tellermessern als auch für das Rasierklingen-messer.
2. Prinzip Tellermesser – Ober- und Untermesser laufen nicht dicht genug aneinander vorbei. Sie müssen nachgestellt werden.
3. Prinzip Rasierklingenmesser – das Messer läuft nicht in der Nut des Unterkörpers. Messer oder Unterkörper müssen nachgestellt werden.
Querschneider / Kurzquerschneider – Bauteil einer Wellpappenanlage
Sowohl der Querschneider als auch der Kurzquerschneider trennen die endlosen Bahnen quer zur Laufrichtung. Beide Querschneider haben zwei synchron zueinander laufende Messer.

Abb. 6.2.51: Querschneider/Kurzquerschneider (Quelle: Eigene Darstellung)

Abb. 6.2.52: Ober- und Untermesser im Querschneider (Quelle: Eigene Darstellung)
Schneidprobleme
Wenn ein Schnitt ein Fehlerbild aufweist, dann gibt es auch hier mehrere Faktoren, die geprüft beziehungsweise geändert werden müssen.
1. Messer ist unscharf – abgenutzt (Dieses Thema wird in Abschnitt 6.2.3 Messer ausführlich behandelt).
2. Ober- und Untermesser laufen nicht dicht genug aneinander vorbei. Synchronität herstellen.
Rollenschneidemaschine
Die Rollenschneidemaschine schneidet die Papierbahn in bestimmte Breiten und übernimmt das Aufwickeln der geteilten Bahn zu versand- und verarbeitungsfähigen Rollen. Die Maschine arbeitet wie die Schneidstation einer Wellpappenanlage.

Abb. 6.2.53: Rollenschneidmaschine (Quelle: Eigene Darstellung)
Boxmaker
Der Boxmaker macht alle Verarbeitungsschritte in einem. Rillen und Schneiden – längs und quer, Schlitzen und Drucken. Viele FEFCO Konstruktionen kann diese Maschine in einem Arbeitsgang herstellen, diese müssen dann nur noch geformt und verschlossen werden.

Abb. 6.2.54: Boxmaker der Marke Göpfert (Quelle: Firma Bunkus)
Querschneider im Boxmaker
Dieser Schnitt gleicht in der Arbeitsweise dem des Schnellschneiders, jedoch gibt es hier keine Schwingbewegung des Messers. Stattdessen sind die Messer hier sektionsweise unterschiedlich hoch und tauchen somit wie bei einer Schwingbewegung ins Material ein.

Abb. 6.2.55: Messer im Haumesserbalken eines Boxmakers der Marke Göpfert (Quelle: Firma Bunkus)
Längsschneiden im Boxmaker
Die Baugruppe für das Längsschneiden ist vergleichbar mit der Baugruppe „Rill- und Schneidstation“ einer Wellpappenanlage sowie einer Kreisschere. Die Ober- und Untermesser befinden sich auf einer Ober- beziehungsweise Unterwelle.

Abb. 6.2.56: Ober- und Unterwelle eines Boxmakers mit Ober- und Untermesser (Quelle: Eigene Darstellung)
Schneidprobleme
Wenn ein Schnitt ein Fehlerbild aufweist, dann gibt es auch hier mehrere Faktoren, die geprüft beziehungsweise geändert werden müssen.
1. Messer ist unscharf – abgenutzt (Dieses Thema wird in Abschnitt 6.2.2.2 Messerausführlich behandelt). Das gilt sowohl für das Prinzip mit den Tellermessern als auch für das Rasierklingenmesser.
2. Prinzip Tellermesser – Ober- und Untermesser laufen nicht dicht genug aneinander vorbei. Messer müssen nachgestellt werden.
3. Prinzip Rasierklingenmesser – das Messer läuft nicht in der Nut vom Unterkörper. Messer oder Unterkörper müssen nachgestellt werden.
Kreisschere
Auch die Kreisschere ist vergleichbar mit der Baugruppe aus der Wellpappenanlage – „Rill- und Schneidstation“. Die Kreisschere ist ausschließlich für das Längsschneiden konzipiert. Einige Maschinen haben als Option ein Ritzaggregat für das Ritzen von oben und unten beziehungsweise Innen- und Außenritz. Moderne Kreisscheren sind aus Sicherheitsgründen so abgekapselt, dass die einzelnen Elemente wie Ober- und Untermesser sowie Rillkörper von außen nicht mehr einsehbar sind. Die Maschineneinstellung erfolgt entweder manuell von außen oder elektromotorisch über das Bedienfeld.

Abb. 6.2.57: Kreisschere (Quelle: Firma Bunkus)

Abb. 6.2.58: Razor Blade (Rasierklingenmesser) – Schnitt in der Kreisschere (Quelle: Kreisschere SMT bei der Firma Bunkus)

Abb. 6.2.59: Messerhalter einer Kreisschere – Razor-Blade-Schnitt (Quelle: Kreisschere SMT bei der Firma Bunkus)
Schneidprobleme
Wenn ein Schnitt ein Fehlerbild aufweist, dann gibt es auch hier mehrere Faktoren, die geprüft beziehungsweise geändert werden müssen.
1. Messer ist unscharf – abgenutzt (Dieses Thema wird in Abschnitt 6.2.2.2 Messerausführlich behandelt). Das gilt sowohl für das Prinzip mit den Tellermessern als auch für das Rasierklingenmesser.
2. Prinzip Tellermesser – Ober- und Untermesser laufen nicht dicht genug aneinander vorbei. Die Messer müssen nachgestellt wer-den.
3. Prinzip Rasierklingenmesser – das Messer läuft nicht in der Nut vom Unterkörper. Die Messer oder Unterkörper müssen nachgestellt werden.
- Zum Verfassen von Kommentaren bitte anmelden.
6.2.2.2 Das Messer für den Scherschnitt
Messer für den Scherschnitt werden unterteilt in
1. Rundmesser: Diese werden für das Schnellverfahren bei dem Längsschneiden eingesetzt. Die Rundmesser teilen sich in unterschiedliche Messerarten auf. Je nach der Härte des Schneidgutes ist ihr jeweiliges Einsatzgebiet zu gliedern. Für Karton und Papier werden Kreismesser verwendet. Dagegen werden Tellermesser zum Schneiden von weichen beziehungsweise dicken Stoffen (z. B. Wellpappe) und Topfmesser für harte und dicke Stoffe (z. B.Hartpappen) eingesetzt.

Abb. 6.2.60: Rundmesserprofile (Quelle: Eigene Darstellung)
Ähnlich wie beim Untermesser einer Pappschere wird auch hier ein Freiwinkel angeschliffen, um die Reibung zwischen Ober- und Untermesser zu verringern. In einem Bereich von 2 mm ist ein Messerwinkel von 60° vorgesetzt (Vorfase). Abhängig vom Schneidgut ist auch die entsprechende Schneidfase (Abb. 6.2.61).

Abb. 6.2.61: Schneidfasen (Quelle: Eigene Darstellung)

Abb. 6.2.62: Messerarten für Rundmesser (Quelle: Vokore)
Bei den Rundmessern setzen sich immer mehr die Razor Blades (Rasierklingenmesser) durch. Ihr Vorteil ist der saubere Schnitt. Zudem können diese Messer mithilfe passender Schleifscheiben während der Rotation geschärft und geschliffen werden.

Abb. 6.2.63: Messerarten – Razor Blade (Rasierklingenmesser) mit Schleifscheiben (Quelle: Vokore)
Anders als Rundmesser arbeitet das Razor Blade-Messer nicht gegen ein Untermesser, sondern gegen eine feststehende Unterlage oder einen Unterkörper mit eingefräster Nut.

Abb. 6.2.64: Messer mit feststehender Unterlage (Quelle: Bunkus GmbH)

Abb. 6.2.65: Messer mit Unterkörper und eingefräster Nut (Quelle: Produktion der Firma Bunkus GmbH)
2. Querschneidemesser: Diese Messerstangen werden an den Messertrommeln eines Querschneiders oder an einem Messerbalken in der Maschine befestigt. Die Messer haben die Aufgabe, das Material quer zur Maschinenlaufrichtung zu trennen. Die Befestigung kann mittels Schrauben befestigt oder mit Druck eingeklemmt werden.
Beim konventionellen Querschneiden schneidet ein rotierendes Obermesser gegen ein feststehendes Untermesser. Beim Gleichlauf-(Synchron)prinzip arbeiten zwei rotierende Messertrommeln gegeneinander und erzeugen so einen reinen Scherenschnitt.
Andere Querschneider arbeiten nicht im rotierenden, sondern im Hubverfahren. Dazu gehören unter anderem die Maschinen „Gandria – Längs- und Querschneider“ oder Boxmaker z.B. SRE der Firma Göpfert. Bei der Gandria arbeiten Ober- und Untermesser im Hubverfahren gegeneinander und scheren so das Schneidgut ab (ähnlich wie bei einer Schere). Beim Boxmaker senkt sich der Messerbalken, und das Messer läuft in den Spalt zwischen den beiden Untermessern.

Abb. 6.2.66: Messerbalken mit Messer im Boxmaker (Quelle: Produktion der Firma Bunkus GmbH)
Auch beim Querschneidemesser entscheiden das Schneidgut und natürlich die Maschinen (Querschneider) über die Art des Messers. Die Befestigung kann mittels Schrauben befestigt oder mit Druck eingeklemmt werden.

Abb. 6.2.67: Querschneidemesser (Quelle: Vokore)

Abb. 6.2.68: Querschneidemesser mit Feinverzahnung Wellenschliff (Quelle: Vokore)

Abb. 6.2.69: Messersegment für Obermesser/Messerbalken Boxmaker (Quelle: Produktion der Firma Bunkus GmbH)
- Zum Verfassen von Kommentaren bitte anmelden.
6.2.3 Laserstrahltrennen
6.2.3.1 Einführung
Das Trennen mit Laserstrahl wird hauptsächlich in der Kunststoffindustrie eingesetzt. Auch in der Papierindustrie findet dieses Verfahren Anwendung, wenn auch vornehmlich in der Musterfertigung. Es ist in der Papierindustrie nicht so ohne Weiteres anwendbar, da an den Schnittkanten Verfärbungen beziehungsweise Verbrennungen auftreten.
- Zum Verfassen von Kommentaren bitte anmelden.
6.2.3.2 Prinzip
Ein Lichtstrahl im Infrarotbereich mit einer Wellenlänge von 10,6 μm ist im Gegensatz zum sichtbaren Licht monochromatisch (einfarbig) und nahezu parallel (Bewegung nur in einer Schwingungsebene). Dadurch ist es möglich, den Lichtstrahl straff zu bündeln.
Der Laserstrahl bringt den zu schneidenden Werkstoff im Bereich von 0,05 bis 0,25 mm Durchmesser zum Schmelzen.

Abb. 6.2.70: schematische Abbildung eines Lasers (Quelle: Eigene Darstellung)
Für die Materialien Holz, Kunststoff und Papier wird ein CO2-Laser eingesetzt. Gerade im Stanzformbau kommt der CO2-Laser zum Einsatz. Die hohe Genauigkeit und Qualität der Schnittfuge gepaart mit der hohen Flexibilität macht den Einsatz dieser Technik so interessant.
Abb. 6.2.70 zeigt schematisch den Aufbau einer Laserschneidanlage zum Bearbeiten von Holz. Der Resonator (Laserstrahlquelle) führt den Laserstrahl mit einem Durchmesser von rund 20mm zu einem wassergekühlten Umlenkspiegel und von dort zum Schneidkopf. Dieser besteht aus einer Konkavlinse, der Luftzufuhr und der Düse. Die Konkavlinse verdichtet den Laserstrahl im Fokus und erzeugt so die zum Schneiden benötigte Strahldichte.
Oberhalb der Schneiddüse wird über die Luftzuführung Blasluft zugeführt – diese besteht aus Stickstoff, Helium und Druckluft. Der Luftstrom bläst den erzeugten Schnittspalt frei, gleichzeitig verhindert er das Entstehen von Kondenzfeuchtigkeit in der Schnittspalte. Zur Verringerung von Rußablagerungen in der Schnittspalte können „Pulsen“, eine erhöhte Sauerstoffzugabe und eine gute Fokussierung beitragen.
Zur Einstellung der Schnittbreiten stehen dem Anwender die Höhe der Fokuseinstellung und die Geschwindigkeit des Antriebes zur Verfügung. (Quelle: Fakten aus ESUpedia – „Stanzwerkzeugefür die Karton- und Well-pappenverarbeitung“ vom Fach verband deutscher Stanzformhersteller e.V.)
- Zum Verfassen von Kommentaren bitte anmelden.
6.2.4 Wasserstrahltrennen
6.2.4.1 Einführung
Seit Jahren wird das Wasserstrahl-Schneidverfahren in der Papierindustrie angewendet. Hauptvorteile dieses Verfahrens sind der absolut staubfreie Schnitt, die erhöhte Produktionsgeschwindigkeit und die ungequetschten faserfreien Schnittkanten. Der Nachteil dieses Verfahrens sind die hohen Investitionskosten.
- Zum Verfassen von Kommentaren bitte anmelden.
6.2.4.2 Prinzip
Das auf den gewünschten Betriebsdruck komprimierte Schneidwasser wird durch eine Düse, die für einen scharfen und gebündelten Wasserstrahl sorgt, auf das Schneidgut gebracht. Von größter Bedeutung ist der Düsenwerkstoff. Der Bohrungsdurchmesser liegt zwischen 0,05-0,25 mm.
Die verfahrensspezifischen Vorteile der Wasserstrahltechnologie können wie folgt zusammengefasst werden: Der Bearbeitungsprozess ist „kalt“ – es entstehen demzufolge keine thermisch bedingten Veränderungen am geschnittenen Material. Durch die geringe Schnittspalte ist eine optimale Ausnutzung des zu schneidenden Materials möglich.
- Zum Verfassen von Kommentaren bitte anmelden.
6.3 Vorbereitungen für das Fügen von Packmitteln
Das Kapitel 6.3 befindet sich noch in der Bearbeitung und wird unmittelbar nach der Fertigstellung auf unserer Homepage www.hpv-ev.org/index.php/bildung/literatur/ veröffentlicht werden.
Es steht Ihnen frei, hier eigene Inhalte ein zu stellen!
- Zum Verfassen von Kommentaren bitte anmelden.
6.4 Hilfsstoffe - 6.4.1 Klebstoffe
6.4.1.1 Zuordnen der Fügeverfahren
Die Entwicklung der menschlichen Gesellschaft ist maßgeblich dadurch beeinflusst worden, dass es immer besser gelang, komplexe Gegenstände herzustellen. Dazu wurden im Laufe der Zeit eine ganze Reihe von unterschiedlichsten Fügeverfahren oder Verbindungstechniken entwickelt (siehe Abb. 6.4.1).
Prinzipiell unterscheidet man drei grundsätzliche Fügetechniken:
• Kraftschlüssiges Fügen: Kraftschlüssiges Fügen ist das Verbinden zweier oder mehrerer Fügeteile aufgrund von Kraft, ohne dass eine über die zulässige Spannung hinausgehende Beanspruchung entsteht. Beispiele für kraftschlüssige Verbindungen: Schraubverschluss an Flaschen, Click and Close-Dosen
• Formschlüssiges Fügen: Formschlüssiges Fügen ist das Verbinden zweier oder mehrerer Fügeteile aufgrund ihrer Form oder mittels Formelementen.
• Stoffschlüssiges Fügen: Stoffschlüssiges Fügen ist das Verbinden zweier oder mehrerer Fügeteile aufgrund von Adhäsions- und Kohäsionskräften.
Die meisten dieser Fügeverfahren ermöglichen nur das Fügen bestimmter Materialgruppen, zum Beispiel das Nähen bei Stoffen oder das Schweißen bei Metallen. Das am universellsten einsetzbare Fügeverfahren ist das Kleben, da nahezu alle Materialen und Material-Kombinationen gefügt werden können. Bei Briefhüllen kommen beispielsweise Nassklebebeschichtungen, Selbstklebebeschichtungen und Haftklebebeschichtungen zum Einsatz.
Eine besondere Rolle im Zusammenhang mit dem Fügen spielt die Entwicklung so genannter Verbundwerkstoffe. Diese neuen Werkstoffe mit ihren vielfältigen Einsatzmöglichkeiten schaffen besondere Herausforderungen an die Verarbeitungstechnik, insbesondere dann, wenn verschiedenartigste Werkstoffe zu Bauteilen gefügt werden, um ihre unterschiedlichen vorteilhaften Eigenschaften auch im Verbund zu nutzen.
| Stoffschlüssige Verbindungen | Lötverbindungen |
| Schweißverbindungen | |
| Klebverbindungen | |
| Formschlüssige Verbindungen | Bolzenverbindungen |
| Schnappverbindungen | |
| Schraubverbindungen (Ringhefter, Mutter und Schraube) | |
| Kraftschlüssige Verbindungen | Elastischer Schluss (Nietverbindungen) |
| Feldschluss (Magnetismus, Schwerkraft) | |
| Reibschluss (Pressverbindungen, z. B. Büroklammer hält einige Blätter, Keil hält die Tür auf) | |
| Mischformen | z. B. Kleben und Punktschweißen |
Abb. 6.4.1: Einteilung der Verbindungstechniken (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.10 Anwendungen von Klebstoffen in der Packmittelherstellung und Verarbeitung
Klebstoffe sind seit eh und je ein entscheidendes Prozessmaterial bei der Herstellung und Weiterverarbeitung von Packmitteln aus Papier, Pappe und Karton, aber auch aus Kunststoffen und anderen Materialien. Während bis zum Beginn des letzten Jahrhunderts Klebstoffe auf Basis natürlicher Rohstoffe – zum Beispiel Proteine, Stärke oder Zellulose – zur Klebung des Naturproduktes Papier eingesetzt wurden, lassen sich viele der heutigen Anforderungen aufgrund des Einsatzes verschiedenster Materialien und deren Oberflächeneigenschaften nur mithilfe synthetischer Rohstoffe lösen.
Wellpappe und Kartonagen
Der mengenmäßig wichtigste Bereich der Verpackungsherstellung, bei dem Papierprodukte mithilfe von Klebstoffen hergestellt werden, ist die Herstellung von Wellpappe (Abb. 6.4.19), die ein wichtiges Material für die Herstellung von Um- oder Transportverpackungen ist. Die Entstehung der Wellpappenindustrie geht auf das Jahr 1874 mit der Erteilung eines englischen Patentes zurück, das beschreibt, dass die Klebung einer ebenen Papierbahn mit einer gewellten Papierbahn ein Material ergibt, das eine ausgezeichnete Polsterwirkung zeigt und damit hervorragend als Verpackungsmaterial geeignet ist.

Abb. 6.4.19: Wellpappe (Quelle: Eigene Darstellung)
Die ersten Wellpappenklebstoffe waren die klassischen in der Papierindustrie verwendeten Klebstoffe. Am häufigsten wurde eine Mischung aus Getreidemehl und Wasser verwendet. Aufgrund der großen Mengen an Klebstoffen, die für diese Anwendung benötigt werden, spielen hier, neben den technischen Eigenschaften, die Rohstoffpreise eine entscheidende Rolle. 1939 wurde das Stein-Hall-Verfahren zur Her-stellung eines Wellpappenklebstoffs auf Stärkebasis entwickelt, wodurch die Leistungen der Wellpappe herstellenden Maschinen deutlich gesteigert werden konnten.
Das Stein-Hall-Verfahren gilt als Standardverfahren zur Herstellung von Wellpappenleim. Es wurde in den 30er-Jahren des vergangenen Jahrhunderts von den Amerikanern Stein und Hall entwickelt. Native Stärke (auch natürliche Stärke) zählt zu den Kohlenhydraten. Natürliche Stärke ist einer der wichtigsten Reservestoffe in pflanzlichen Zellen, zum Beispiel Mais-, Weizen- oder Kartoffelstärke. Native Stärke ist die preisgünstigste Stärke überhaupt.
Stein-Hall-Klebstoffe bestehen aus einer Mischung bereits verkleisterter Stärke – als kolloidale Lösung vorliegend – mit nativer, unverkleisterter, in Wasser dispergierter Stärke. Mit dieser Kombination kann man den Feststoffgehalt des Klebstoffs deutlich erhöhen, ohne gleichzeitig die Viskosität so weit ansteigen zu las-sen, dass er auf dem Walzenauftragssystem nicht zu verarbeiten wäre. In diesem Zustand ist der Klebstoff jedoch noch nicht klebfähig. Nach dem Auftrag, beim Zusammendrücken der Wellpappe, wird dabei die Klebschicht kurzzeitig so stark erwärmt, dass die dispergierte, native Stärke ebenfalls verkleistert und es zu einem steilen Viskositätsanstieg kommt; dieser gewährleistet, dass die frisch geklebte Wellpappe den im weiteren Produktionsverlauf auftretenden Kräften standhält. Als Dispergieren bezeichnet man die Homogenisierung von Stoffen oder auch die optimale Durchmischung. Quelle: https://www.chemie.de/lexikon/Dispergieren.html
Die mit Stärkeklebstoffen mögliche Kombination aus technischen Eigenschaften und Preis hat dazu geführt, dass die Herstellung von Wellpappe mengenmäßig eines der wichtigsten Einsatzgebiete von natürlichen Polymeren in Klebstoffen ist. Um sich den ständig verändernden Herstellungstechnologien anzupassen, werden die Wellpappenklebstoffe kontinuierlich weiterentwickelt. Der Trend geht zu immer schneller laufenden Wellpappenproduktionsmaschinen. Für die verwendeten Klebstoffe bedeutet dies, dass ihre technologischen Parameter wie Viskosität, Geliertemperatur und Anfangsklebrigkeit ständig den erhöhten Maschinentakten und den Qualitätsanforderungen angepasst werden müssen.
Kaschierung
Bei der Weiterverarbeitung der Wellpappen und auch von Kartonpapieren ist ein weiteres wichtiges Einsatzfeld die Kaschierung dieser Pappen. Für die Kaschierung werden im Allgemeinen Dispersionsklebstoffe auf Basis weichgemachter Polyvinylacetat-Homopolymere oder von Ethylen-Vinylacetat-Copolymeren eingesetzt. Gefordert werden besonders gute Planlagen der Kaschierung und eine schnelle Stanzbarkeit. Da es sich um eine relativ einfache Klebung handelt, ist auch hier der Preis der eingesetzten Klebstoffe mit entscheidend. Zur Reduzierung der Rohstoffkosten werden den Dispersionen daher häufig Füllstoffe, beispielsweise Kreide (Kalziumkarbonat), zugemischt. Die Klebstoffe werden im Klebprozess mit Walzen aufgetragen.
Folder Gluer
Um Wellpappe als Um- oder Transportverpackungen einsetzen zu können, müssen aus den Wellpappen Kartonagen hergestellt werden. Dies geschieht auf so genannten „Folder Gluern“, indem die gefalteten Wellpappen mithilfe von Dispersionsklebstoffen auf Basis von weichgemachten Polyvinylacetat-Homopolymere zu Um- oder Transportverpackungen geklebt werden (Längsnahtklebung). Der Auftrag der Klebstoffe erfolgt auf modernen Maschinen mit elektromagnetisch gesteuerten Düsen (Abb. 6.4.20). Je nach Kartonstärke werden auch mehrere Düsen eingesetzt.
Polyvinylacetat (Kurzzeichen PVAc, manchmal auch nur PVA) ist ein thermoplastischer Kunststoff. Es handelt sich dabei um einen amorphen, transparenten, geruch- und geschmacklosen Kunststoff. Quelle: https://www.chemie-schule.de/KnowHow/Polyvinylacetat.
Homopolymere sind Polymere, die vollständig aus nur einer monomeren Verbindung aufgebaut sind. Einfacher ausgedrückt: Bestehen die Makromoleküle aus Grundbausteinen (Monomeren) der gleichen Art, werden sie als Homopolymere bezeichnet. Quelle: https://www.chemie.de/lexikon/Homopolymer.html

Abb. 6.4.20: moderne Maschine der Firma hhs mit elektromagnetisch gesteuerten Düsen für den Klebstoffauftrag (Quelle: Baumer hhs)
Faltschachteln
Faltschachteln sind eine der am häufigsten eingesetzten Verkaufsverpackungen (Abb. 6.4.21). Zur Herstellung werden Vollpappen (nach dem Falten mithilfe von Dispersionsklebstoffen auf Basis von weichgemachten Polyvinylacetat-Homopolymeren oder Ethylen-Vinylacetat-Copolymeren zu Schachteln geklebt (Längsnahtklebung).
Vinylacetat ist eine chemische Verbindung aus der Gruppe der Carbonsäureester. Sie liegt in Form einer farblosen Flüssigkeit mit süßlichem Geruch vor. Vinylacetat ist chemisch instabil, lichtempfindlich und neigt dazu, spontan zu polymerisieren.
Carbonsäureester sind Ester der Carbonsäuren. Sie sind eine wichtige Gruppe von organischen Verbindungen. Natürliche Fette sind Carbonsäureester, die durch Verseifung zu mehrwertigen Alkohol – etwa Glycerin – und Alkalisalzen der Fettsäuren zerlegt werden können. Des Weiteren sind etliche Aromastoffe Carbonsäureester. Ester bilden eine Stoffgruppe organischer Verbindungen, die formal oder tatsächlich durch die Reaktion einer Sauerstoffsäure und eines Alkohols unter Abspaltung von Wasser (eine Kondensationsreaktion) entstehen.
Copolymere sind Polymere, die aus zwei oder mehr Arten von Monomereinheiten zusammengesetzt sind. Quelle: chemie.de
Da die Verkaufsverpackungen häufig verkaufsfördernde Aufgaben haben, werden Faltschachteln in einer Vielzahl von Konstruktionen hergestellt und weisen in der Regel veredelte Oberflächen auf. Von gestrichenen Kartonagen über kaschierte Kartonagen bis hin zu hochwertig bedruck-ten und lackierten Kartonagen werden alle Papierveredelungsarten eingesetzt. Bei der Auswahl der für die Längsnähte eingesetzten Klebstoffe spielen diese Oberflächeneigenschaften eine entscheidende Rolle. Das Aufbringen der Dispersionsklebstoffe erfolgt in der Regel über Scheiben, bei neuen Maschinen immer öfter mit Düsen, die über elektromagnetisch gesteuerte Ventile verfügen (siehe Abb. 6.4.20).

Abb. 6.4.21: Faltschachteln (Quelle: Jowat SE)
Flexible Verpackungen
Einer der wichtigsten Trends im Verpackungsmaterialbereich der letzten Jahre war und ist der vermehrte Einsatz von Kunststoffen und besonders von Kunststofffolien, die zu flexiblen Verpackungen (siehe Abb. 6.4.22) verarbeitet werden. Flexible Verpackungen werden sowohl aus Monofolie, häufiger jedoch aus Verbundfolie aus verschiedenen Kunststofffolien, oder aus Kombinationen zwischen Kunstofffolien, Metallfolien oder Papier hergestellt. Hierbei ist das grundlegende Prinzip die Kombination verschiedener Materialien mit ausgewählten Eigenschaften, um einen überproportionalen Anstieg in der Leistungsgüte bezüglich Eigenschaften wie Temperaturbeständigkeit, Barriereeigenschaften, mechanischer Festigkeit oder optischer Attraktivität zu erzielen. Die Palette der Materialien, die für Verbundkombinationen eingesetzt werden, reicht von Polyethylen, Polypropylen und Papier bis zu Polyvinylchlorid, Polyvinylidenfluorid (PVDC), Zellglas, Polyester, Polyamid und Aluminium. Die Kunststofffolien sind oftmals mit Aluminium oder Siliciummonoxid (SiOx) bedampft beziehungsweise mit Polyvinylidenchlorid oder Acryl beschichtet, um die Barriereeigenschaften oder auch den Lichtschutz zu erhöhen. Polyvinylidenfluorid (Kurzzeichen PVDF) ist ein transparenter, teilkristalliner, thermoplastischer Fluorkunststoff.

Abb. 6.4.22: im Trend – flexible Verpackungen aus Kunststofffolie (Quelle: Eigene Darstellung)
Für die verschiedenen Anwendungen sind eine Vielzahl spezieller Kaschierklebstoffe entwickelt worden. Eine wichtige Gruppe der Kaschierklebstoffe sind dabei die Polyurethan-Klebstoffe (PUR-Kaschierkleb-stoffe), die entweder auf aromatischen oder aliphatischen Isocyanaten basieren. Die Isocyanate leiten sich von der Isocyansäure ab. Die Isocyanate sind chemisch hochreaktive Verbindungen, die die Struktur R-N=C=O aufweisen. Die Isocyansäure ist eine reaktive, wenig beständige Cyansauerstoffsäure. Ihre Ester und ihre Salze heißen Isocyanate. Quelle: https://www.chemie.de/lexikon/Isocyanate.html
Die Isocyanatgruppe, auch NCO-Gruppe, besteht aus einem Stickstoff-Atom (N) mit einer freien Valenz, welches über eine Doppelbindung an ein Kohlenstoff-Atom (C) gebunden ist, welches wiederum über eine weitere Doppelbindung an ein Sauerstoff-Atom (O) bindet.
Lösemittelbasierende Kaschierklebstoffe, die aufgrund ihrer sehr guten technischen Eigenschaften schon lange verwendet werden, werden auch heute noch in großer Menge eingesetzt. Die Herstellung von Verbunden mit diesen Klebstoffen erfordert jedoch einen beträchtlichen Energieaufwand für die Trocknung sowie größere Rohstoffmengen für den Klebstoff zum Beispiel durch das zugesetzte Lösemittel. Unter dem Gesichtspunkt von Arbeits- und Umweltschutz sind diese Systeme nicht optimal, auch wenn das Produktionssystem mit einer Lösemittelrückgewinnungsanlage gekoppelt ist.
Um diese Nachteile zu überwinden, wurden „High Solid“ und lösemittelfreie PUR-Kaschierklebstoffe entwickelt. Die ersten Produkttypen der lösemittelfreien PUR-Kaschierklebstoffe waren einkomponentige, feuchtigkeitshärtende Systeme. Hergestellt als NCO-terminierte Polyether- beziehungsweise Polyester-Prepolymere waren sie auf vorhandene oder zugeführte Feuchtigkeit angewiesen, um zu einem Polyharnstoff-Polyurethan zu vernetzen. Heute werden diese Systeme vorzugsweise nur noch für Papierverbunde eingesetzt, zum Beispiel aus gereckten Polypropylen gegen Papier. Bei PUR Klebstoffen kann eine Rezepturkomponente aus einem Präpolymer bestehen, an dessen beiden Enden (terminiert) sich jeweils eine reaktive NCO-Gruppe befindet. Alternativ könnten auch Präpolymere mit endständigen OH-Gruppen (OH-terminiert) eingesetzt werden.
Um diesen Limitierungen der lösemittelfreien, feuchtigkeitsvernetzenden Ein-Komponenten-Systeme zu entgehen, wurden Zwei-Komponenten-Systeme entwickelt. Diese zwei-Komponenten-Standard-Systeme sind in der Regel Polyester- beziehungsweise Polyether-basiert und haben einen Polyisocyanathärter. Polyisocyanate sind organische Verbindungen, die zwei oder mehrere Isocyanatgruppen (–N=C=O) enthalten. Beide Komponenten sind bei Raumtemperatur flüssig und können kalt, vorzugsweise zwischen 25 und 45°C, verarbeitet werden. In den letzten Jahren gab es weitere Entwicklungen von Systemen, die von 40 bis 70°C zu verarbeiten sind.
Diese neue Generation lösemittelfreier Kaschierklebstoffe verbindet die Vorteile der Anfangshaftung eines „High-Solid“-Systems mit der leichten Verarbeitbarkeit einer lösemittelfreien Flüssigphase. Die Prepolymere werden so synthetisiert, dass eine schnelle Aushärtung mit dem Härter in Stufen erfolgt, beginnend mit der gewünschten und vollständigen Abreaktion der Monomere.
Für sterilisierbare Aluminium/Kunststoff-Verbunde wurden lösemittelfreie Kaschierklebstoffe auf Basis aliphatischer Isocyanate entwickelt. Diese so genannten aliphatischen PUR-Kaschierklebstoffe werden bei 70°C mit herkömmlichen Kaschiermaschinen, Dosier- und Mischgeräten verarbeitet. Ihr wesentlicher Vorteil ist die Abwesenheit aromatischer Isocyanate, was im Hinblick auf lebensmittelrechtliche Bestimmungen an Bedeutung zunimmt. Aliphatische Kohlenwasserstoffe (vom griechischen aleiphar – fettig) sind organische verzweigte oder unverzweigte ketten- oder ringförmige Kohlenwasserstoffketten. PUR = Polyurethan Quelle: https://www.chemie.de/lexikon/Aliphatische_Kohlenwasserstoffe.html
Die Voraussetzung für den Einsatz aller erwähnten PUR-Kaschierklebstoffe ist, dass nur nachvollständiger Aushärtung die thermische und mechanische Beständigkeit im Verbund erreicht wird. In Abhängigkeit vom Klebstofftyp, der Folien-kombination und der Aushärtetemperatur dauert die Aushärtezeit eine Woche und länger. Diese Aushärteperiode kann durch Temperung verkürzt werden, in jedem Fall ist der generelle Zeitbedarf für die Produktion von Verbunden inklusive Bedruckung, Schneiden und so weiter von großer Bedeutung. Tempern ist eine Form der Wärmebehandlung. (Quelle: https://de.wikipedia.org/wiki/Tempern).
Die Kapitalbindungskosten, verursacht durch lange Aushärtezeiten, beeinflussen immer mehr die Kostensituation. Dies gilt besonders bei Geschäften mit hohem Wettbewerbsdruck. So ist es keine Überraschung, dass man nach einem Kaschierklebstoff Ausschau hält, der sozusagen auf Kommando aushärtet. Eine Möglichkeit, diesen Wunsch zu erfüllen, besteht im Einsatz von strahlenhärtenden Systemen. Diese Systeme haben zudem den Vorteil, eine sehr schnelle Anfangshaftung zu erzielen.
Vergleicht man die Anfangshaftung von Kaschierklebstoffen, so ist zu erkennen, dass lösemittelfreie Systeme eine wesentlich niedrigere Anfangshaftung haben als lösemittelhaltige Systeme. Die Gründe dafür sind der deutlich niedrigere Molekulargewichtsbereich und die andere Molekulargewichtsverteilung, die eine so niedrige Viskosität möglich macht, dass man die Systeme ohne Verdünnung durch Lösemittel auftragen kann. Mit strahlungshärtenden Kaschierklebstoffen hat man die Möglichkeit, den Klebstoff lösemittelfrei und niedrigviskos aufzutragen und nach der Bestrahlung sowohl eine hohe Anfangshaftung als auch eine sehr schnelle Endfestigkeit zu erreichen. Die verschiedenen Vernetzungsmechanismen der radikalischen und kationischen Polymerisation erlauben verschiedene Prozessschritte bezüglich Bestrahlung und Kaschiervorgang.
Radikale sind reaktive Teilchen, die ein freies, ungepaartes Elektron besitzen. Sie sind die Initiatoren der radikalischen Polymerisationen. Solche Radikale werden in der Regel in einem der eigentlichen Reaktion vorgelagerten Schritt durch Einwirkung von sichtbarem Licht oder anderer energiereicher Strahlung beziehungsweise Wärme gewonnen. Für die kationische Polymerisation werden als Initiatoren starke Brönsted-Säuren oder Lewis-Säuren wie Bortrifluorid () bzw. Aluminiumtrichlorid () in Verbindung mit Wasser eingesetzt. Bei der Hydrolyse der Lewis-Säuren Bortrifluorid und Aluminiumtrichlorid werden Oxoniumionen gebildet. Die Reaktion wird durch die Addition eines Protons an eine Doppelbindung des Monomers gestartet, wobei ein Carbo-Kation entsteht, das mit einem weiteren Alkenmolekül reagiert und so das Kettenwachstum sichert. Quelle und weiterführende Informationen: https://www.lernhelfer.de/schuelerlexikon/chemie/artikel/polymerisation
Ein Kation ist ein positiv geladenes Ion. Da positiv geladene Ionen bei einer Elektrolyse zur Kathode (dem Minuspol) wandern, wurde für sie der Name Kationen gewählt.
Eine weitere Möglichkeit, Lösemittel zu eliminieren, besteht im Einsatz von wässrigen Kaschierklebstoffen. Als Basis für solche Systeme werden ein- oder zweikomponentige Polyurethandispersionen oder Acrylatdispersionen eingesetzt. Diese Kaschierklebstoffe können auf existierenden Kaschiermaschinen eingesetzt werden und erfordern daher nur geringe Investitionen bei einer Umstellung. Beim Einsatz wässriger Systeme ergibt sich zudem der Vorteil einer hohen Anfangshaftung und einer schnellen Aushärtung. Ein weiterer Vorteil ist, dass keine Restlösemittel im Verbund verbleiben. Nachteilig bei den wässrigen Kaschierklebstoffen ist jedoch, dass für die Trocknung hohe Energiemengen benötigt werden. Außerdem erreichen sie im Allgemeinen nicht die Performance der lösungsmittelhaltigen und lösungsmittelfreien Systeme.
Briefhüllen
Briefumschläge und Versandtaschen gehören zu den mengenmäßig am häufigsten hergestellten „Verpackungen“ aus Papier, wobei heute Geschwindigkeiten von über 1.500 Briefumschlägen pro Minute Stand der Technik sind. Bei der Herstellung werden die Seitennähte in der Regel mit Dispersionsklebstoffen auf Basis von weichgemachten Polyvinylacetat-Homopolymeren geklebt. Für die Einklebung von Fenstern (zum Einsatz kommen hier Materialien wie Pergamin oder transparente Polystyrolfolien) werden je nach Material Klebstoffe auf Basis von weichgemachten Polyvinylacetat-Homopolymeren oder Ethylen-Vinylacetat-Copolymeren benötigt, wobei der Auftrag mit Klischees oder Düsen erfolgt.
Bei den Verschlussklebstoffen unterscheidet man drei unterschiedliche Systeme:
A) mit Wasser reaktivierbare Beschichtungen
B) Haftklebstoffbeschichtungen
C) selbstklebende Adhäsionsverschlüsse.
Bei den mit Wasser reaktivierbaren Beschichtungen handelt es sich um Klebfilme, die so hydrophob eingestellt sind, dass ihre Oberfläche bei Benetzung mit Wasser so gut angelöst wird, dass eine Klebung möglich wird. Hergestellt werden solche Beschichtungen aus gut redispergierten Kunstharzdispersionen, die in der Regel mit wasserlöslichen Stärken oder Dextrinen gemischt werden. Hergestellt werden diese Beschichtungen, indem sie bei der Produktion der Briefumschläge aufgetragen und dann getrocknet werden. An diese Beschichtungen werden die Anforderungen gestellt, auf der einen Seite möglichst schnell reaktivierbar zu sein, dann aber auch schnell abzubinden, um einen sicheren und dauerhaften Verschluss des Briefumschlags, besonders in Kuvertierautomaten, zu gewährleisten. Um ein vorzeitiges Kleben zu verhindern, müssen die reaktivierbaren Beschichtungen blockfest sein – das heißt: Durch normale Luftfeuchtigkeit darf eine Reaktivierung nicht in dem Maß geschehen, dass es zu einer Klebung kommt.
Bei Haftklebstoffbeschichtungen erfolgt die Klebung, das Verschließen der Briefhüllen, durch ein kurzes Andrücken des Haftklebstofffilms auf die Papieroberfläche. Bei den eingesetzten Haftklebstoffen handelt es sich gewöhnlich um Produkte auf Basis von Acrylatdispersionen. Es ist aber auch möglich, Haftklebstoffe auf Basis von Acrylathotmelts oder auf Basis von thermoplastischen Kautschuken, die für die entsprechende Applikation mit Harzen und Ölen abgemischt werden, herzustellen.
Nach der Herstellung der Filme werden diese, damit es nicht zu einem frühzeitigen Kleben kommt, abgedeckt. Das geschieht entweder mit silikonisierten Papieren oder mit silikonisierten Folien.
Bei Adhäsionsverschlüssen wird der Klebstoff, hier handelt es sich in der Regel um so genannte Latexbeschichtungen, auf beide Seiten des Briefumschlags an der Klebstelle aufgebracht. Bei Latex handelt es sich um die Kautschukmilch aus Hevea-Bäumen. Jede Beschichtung für sich ist nur wenig adhäsiv. Erst durch Kontakt der beiden Beschichtungen wird die Klebung ermöglicht. Bei den Latexverschlüssen erfolgt die Klebung anschließend unter Druck, wobei die Latexklebstoffe ineinander diffundieren und somit die Klebung ermöglichen. Dieser Prozess ähnelt dem Kontaktkleben, wie man es von den Kontaktklebstoffen in der Schuh- und Holzindustrie kennt.
Tüten, Beutel und Säcke
Tüten, Beutel und Säcke sind wichtige Verpackungsformen für viele Artikel des täglichen Lebens. Tüten und Beutel (siehe Abb. 6.4.23) – ganz gleich, ob Spitztüten oder aufwändige Block- und Kreuzboden-beutel – können aus den unterschiedlichsten Materialien und Materialkombinationen (zum Teil sind die Materialien noch bedruckt oder kaschiert) hergestellt werden. Von einfachen Papiertüten, die nach wie vor mit Stärkeklebstoffen geklebt werden, bis hin zu aufwändigen Beutelkonstruktionen, die mithilfe von Dispersionsklebstoffen oder Schmelzklebstoffen hergestellt werden, gibt es eine Vielzahl von Applikationen (Längsnahtklebungen, Bodendeckblattklebungen oder Teilkaschierungen), für die jeweils spezielle Klebstoffe entwickelt worden sind. Je nach geforderter Adhäsion kommen Dispersionsklebstoffe auf Basis von weichgemachten Polyvinylacetat-Homopolymeren, Ethylen-Vinylacetat-Copolymeren oder Acrylatdispersionen, die zur Verbesserung der Adhäsion mit Harzdispersionen abgemischt werden können, zum Einsatz. Schmelzklebstoffe werden dort eingesetzt, wo nicht saugende Materialien, wie zum Beispiel Polyolefinfolie geklebt werden. Hier kommen Schmelzklebstoffe auf Basis thermoplastischer Kautschuke (zum Beispiel Styrol-Butadien-Styrol oder Styrol-Isopren-Styrol-Blockcopolymere) zum Einsatz, die für die entsprechende Applikation mit Harzen und Ölen abgemischt werden. Da Tüten und Beutel auf schnelllaufenden Maschinen – mit Leistungen von 150 bis 200 Tüten oder Beuteln pro Minute und mehr – hergestellt werden, ist ein sauberer Maschinenlauf der eingesetzten Klebstoffe unabdingbar.
Styrol-Butadien-Kautschuk ist der Ausgangsstoff für die weitaus am meisten hergestellte Variante des synthetischen Gummis. Sein Kurzzeichen ist SBR, abgeleitet von der englischen Bezeichnung „Styrene Butadiene Rubber“. Es ist ein Copolymer aus Butadien und Styrol.
Butadien (Vinylethylen) ist ein farbloses Gas mit mildem, aromatischem Geruch. Es ist ein ungesättigter Kohlenwasserstoff.
Styrol (auch Phenylethen) ist eine farblose, leichtflüssige, süßlich riechende Flüssigkeit. Sie dient vor allem zur Herstellung von Kunststoffen wie dem Polystyrol und ABS. Quelle: Chemie.de

Abb. 6.4.23: Tüten und Beutel aus unterschiedlichen Materialien (Quelle: Eigene Darstellung)
Bei der Herstellung von Papiersäcken werden nach wie vor Stärkeklebstoffe für die Längsnahtklebung und auch für die Bodenklebung eingesetzt. Für die Einklebung von Ventilen in den Säcken und für eine mögliche Polyethylen-Innenlagenklebung werden Dispersionsklebstoffe mit besonders breiten Adhäsionsspektren eingesetzt. Je nach geforderter Adhäsion kommen hierbei Ethylen-Vinylacetat-Copolymer-Dispersionen, Acrylatdispersionen oder Naturlatex, abgemischt mit Harzdispersionen, zum Einsatz.
Eine besondere Herausforderung im Bereich der Beutel- und Sackherstellung ist die Griffherstellung, besonders beim Einsatz von Recyclingpapier, Schrenzpapier oder bei Natronkraft-Papier.
Schrenzpapier ist ein Papier, das vollständig aus unsortiertem Recyclingpapier besteht und dadurch seine charakteris-tische graue beziehungsweise bräunliche Färbung erhält. Es ist in den Stärken 70 bis 140 g/qm das Grundmaterial für verschiedene Verpackungsmaterialien.
Natronkraftpapier ist ein vorwiegend einseitig glattes, geripptes und hochwertiges Verpackungspapier, das in der Regel aus 100% Sulfatzellstoffen (Frischfasern) hergestellt wird.
Beim Einsatz von Dispersionsklebstoffen kommt es immer wieder zu Durchschlagserscheinungen, die zwar optisch oft nicht wahrnehmbar sind, jedoch zu Störungen im Produktionsprozess führen. Grobdisperse Dispersionsklebstoffe, die wenig niedermolekulare Substanzen beinhalten, oder auch stärkehaltige Dispersionsklebstoffe, wenn deren Trocknung nicht zu langsam ist, können hier Lösungen sein. Weitere Probleme tauchen bei der Griffanklebung auf. Damit es nicht zur Verschiebung der Griffe während der Fertigung auf den immer schneller laufenden Maschinen kommt, werden sehr schnell abbindende Dispersionsklebstoffe benötigt. Eine andere Möglichkeit ist der Einsatz von Schmelzklebstoffen.
Für die Herstellung von Polyethylensäcken werden reaktive zwei-komponentige Polyurethanklebstoffe eingesetzt. Hierbei wird der Klebstoff für die Klebung der Deckblätter im Allgemeinen mithilfe von Walzen aufgetragen. Die Einklebung der Ventile erfolgt entweder ebenfalls mit reaktiven zwei-komponentigen Polyurethanklebstoffen oder mit Schmelzklebstoffen auf Basis synthetischer, thermoplastischer Kautschuke, die mit Harzen und Ölen abgemischt werden.
Aufrichten und Verschließen von Trays und Karton
Neben dem Einsatz von Klebstoffen bei der Herstellung von Packmitteln ist ein weiteres großes Anwendungsfeld für Klebstoffe im Verpackungsbereich dort zu finden, wo Verpackungen gefüllt werden. Hier ist besonders das sichere Verschließen von Verpackungen, nicht zuletzt als Originalitätssicherung, unverzichtbar. Ferner werden viele Verpackungen zur Kennzeichnung des Inhalts etikettiert.
Aufrichten von Trays
Für das Aufrichten von Trays (siehe Abb. 6.4.24a) werden im Allgemeinen Schmelzklebstoffe mit einer extrem kurzen Abbindezeit eingesetzt. Es dominieren eindeutig Produkte mit Ethylen-Vinyl-Acetat- Copolymeren (EVA) oder Polyolefin-Polymeren als Basispolymer aufgrund ihrer interessanten anwendungstechnischen Eigenschaften, die mit Harzen und Wachsen abgemischt werden.

Abb. 6.4.24a: Auftrag von Schmelzklebstoff (Quelle: Eigene Darstellung)

Abb. 6.4.24b: Von links kommen vier „Strahlen“ Schmelzklebstoff ausden Düsen. Damit gelangt der Schmelzklebstoff auf die rechte Kartonlasche – und dann wird geklebt. (Quelle: Firma Nordson)
Verschließen von Verpackungen aus Papier, Pappe, Wellpappe
Das Kleben ist das wichtigste Verfahren zum Verschließen von Verpackungen aus Papier, Karton und Pappe. Dabei kommen überwiegend folgende Systeme in Betracht:
• Dispersionsklebstoffe
• Schmelzklebstoffe
• selbstklebende Verpackungsklebebänder und
• wasseraktivierbare Klebestreifen.
Dispersionsklebstoffe werden in vielen Fällen zum Verschließen von Faltschachteln direkt nach der Befüllung eingesetzt. Das Aufbringen der Dispersionsklebstoffe erfolgt über Scheiben, bei neuen Maschinen immer öfter mit Düsen, die über elektromagnetisch gesteuerte Ventile verfügen (siehe Abb. 6.4.20).
Beim Verschließen von Um- oder Transportverpackungen werden Schmelzklebstoffe, selbstklebende Verpackungsklebebänder oder wasseraktivierbare Klebestreifen eingesetzt.
Welche der drei erwähnten Möglichkeiten eingesetzt wird, hängt sowohl vom Automatisierungsgrad der Verpackungslinie als auch von der Maschinenkonzeption ab. Auch die Belastungen, denen die Verpackungen bei Transport und Lagerung ausgesetzt sind, spielen eine Rolle bei der Auswahl des Verschlusssystems. In bestimmten Fällen werden auch Dispersionsklebstoffe eingesetzt, besonders im Two-Shot-Verfahren – das heißt in Kombination mit Schmelzklebstoffen. Das Two-Shot-Verfahren arbeitet mit zwei unterschiedlichen Klebstoffen gleichzeitig. Diese Kombination wird zum Beispiel dort eingesetzt, wo zum einen die Schnelligkeit der Schmelzklebstoffe benötigt wird, um die Verpackungen sicher auf schnelllaufenden Verpackungslinien zu verschließen, und zum anderen die gute Wärme- und Chemikalienbeständigkeit, beispielsweise gegen ätherische Öle, der Dispersionsklebstoffe benötigt wird, um eine sichere dauerhafte Klebung zu gewährleisten.
Schmelzklebstoffe für das Verschließen von Verpackungen
Schmelzklebstoffe, so wie sie in der Verpackungsindustrie eingesetzt werden, sind thermoplastische, wasserunlösliche Polymermischungen. Auch im Bereich des Verschließens von Verpackungen dominieren Produkte aus Ethylen-Vinyl-Acetat-Copolymeren oder Polyolefin-Polymeren als Basispolymer. Für spezielle Anwendungen (Heißabfüllung) können auch Schmelzklebstoffe auf Basis von Copolyamiden oder Copolyestern eingesetzt werden, die sich durch deutlich höhere Schmelzbereiche und damit verbunden eine deutlich höhere Wärmestandfestigkeit auszeichnen. Durch entsprechende Abmischungen mit Harzen (Kohlenwasserstoffharze oder Naturharzderivate) und Wachsen sowie anderen Polymeren lassen sich für die jeweiligen Anwendungsfelder maßgeschneiderte Produkte entwickeln. Die bei Raumtemperatur festen Schmelzklebstoffe werden zur Applikation aufgeschmolzen und binden in Bruchteilen von Sekunden ab. Die sich beim Zusammenführen der Kartonlaschen bildenden Klebstofffilme haben dabei eine Dicke von ca. 0,2 bis 0,8 mm. Beim Einsatz von Schmelzklebstoffen lassen sich hohe Maschinengeschwindigkeiten erreichen. Das Aufschmelzen bedingt jedoch einen gewissen apparativen Aufwand, der jedoch durch die hohen Maschinenlaufleistungen und damit rationellen Produktionen wieder ausgeglichen wird.
Ein Trend, der bei den Schmelzklebstoffen für die Verpackungsindustrie in den letzten Jahren zu beobachten ist, ist die Entwicklung von Niedrigtemperatur-Schmelzklebstoffen. Hierbei handelt es sich um Schmelzklebstoffe, die im Vergleich zu den traditionellen Produkten bei deutlich niedrigeren Temperaturen verarbeitet werden. Waren in der Vergangenheit Arbeitstemperaturen zwischen 160 und 180°C erfor-derlich, so werden Niedrigtemperatur-Schmelzklebstoffe zwischen 120 und 140°C (selten auch so genannte „Coldmelts“ oder „Warmmelts“ mit Verarbeitungstemperaturen von 80 bis 130°C ) verarbeitet. Wegen der niedrigen Temperaturen, denen der Schmelzklebstoff ausgesetzt ist, wird er thermisch wesentlich weniger beansprucht. Dies führt zu einer verbesserten Viskositätsstabilität und auch die Farbe bleibt über Tage unverändert. Durch die niedrige Auftragstemperatur werden die Auftragsgeräte weniger beansprucht, was zu einer längeren Lebensdauer, weniger Wartung und zu einem geringeren Energieverbrauch führt.
Selbstklebende Verpackungsklebebänder für das Verschließen von Verpackungen
Bei selbstklebenden Verpackungsklebebändern für das Verschließen von Um- oder Transportverpackungen (siehe Abb. 6.4.25) handelt es sich um einige Zentimeter breite Streifen (vorzugsweise 30 bis 100 mm), die mit so genannten Haftklebstoffen beschichtet sind. Unter Haftklebstoffen versteht man Klebstoffe, die bei Raumtemperatur unter Druckeinfluss (Pressure Sensitive Adhesives) kleben können. Im Verpackungsbereich am häufigsten eingesetzt werden Klebebänder, deren Basismaterial aus biaxial gereckter Polypropylenfolie besteht (BOPP, ca. 80 Prozent). Biaxial gereckte Folie wird in beiden Richtungen (biaxial) gereckt. Sie wird beispielsweise für aromadichte Lebensmittel-verpackungen verwendet. Seltener werden Klebebänder eingesetzt, deren Trägermaterial PVC ist. Papier als Trägermaterial wird nur in Ausnahme-fällen eingesetzt. Was die verwendeten Haftklebstoffe angeht, so gibt es prinzipiell drei Systeme, die für die Herstellung von selbstklebenden Verpackungsklebebänder verwendet werden: lösemittelbasierende Haftklebstoffe, wasserbasierende Dispersionssysteme und heute immer mehr Schmelzklebstoffe. Die Schichtstärken der Klebstofffilme auf den Trägermaterialien liegen dabei in der Größenordnung zwischen 16 und 100 μm.

Abb. 6.4.25: Klebebänder (Quelle: Wikipedia)
Wasser-reaktivierbare Klebstreifen für das Verschließen von Verpackungen
Bei Wasser-reaktivierbaren Klebstreifen handelt es sich in der Mehrzahl um Klebstreifen aus Kraftpapier. Das Kraftpapier hoher Festigkeit (50 bis 150 g/m²) ist mit einem durch Wasser aktivierbarem (in der Regel nicht thermoplastischem) Klebstoff, zum Beispiel Tier- und Pflanzenleim, beschichtet. Zur Erhöhung der Zugfestigkeiten werden Klebstreifen zum Teil mit Verstärkungseinlagen aus Filamentgarnen versehen (Filament = Textilfaser). Die so genannte Gummierung wird vor der Klebung mit Wasser reaktiviert und anschließend wird das Klebeband aufgetragen. Durch Wegschlagen des Wassers in das Kartonmaterial bindet der Klebstoff ab.
Etikettierung
Im täglichen Gebrauch müssen alle Packmittel gekennzeichnet werden. Neben der Angabe des Inhalts sind auch technische und durch den Gesetzgeber vorgeschriebene Informationen auf der Verpackung anzugeben. Neben dem Bedrucken erfolgt das in der Regel durch das Etikettieren. Da Etiketten nicht nur „technische“ Aufgaben, sondern in erste Linie auch werbetechnische Funktionen haben, sind sie zum Teil sehr aufwändig gestaltet. Hierbei werden Etiketten aus Papier oder Kunststoff hergestellt, die in den meisten Fällen auf die Verpackung geklebt werden. Das kann entweder mit der Hilfe von vorbeschichteten Etiketten erfolgen, oder der Klebstoffwird beim Etikettierprozess direkt aufgetragen.
Die Herstellung von vorbeschichteten Etiketten (Haftetiketten) erfolgt durch das Beschichten bahnförmiger Trägermaterialien aus Papier sowie Kunststoff- und Metallfolien mit Haftklebstoffen (ähnlich wie bei Verpackungsklebebändern); die Schichtdicken betragen dabei in der Regel zwischen 18 und 50 μm. Die für solche Applikationen eingesetzten Klebstoffe basieren aufunterschiedlichen Technologien. Neben Haftklebstoffen auf Basis von Naturkautschuk, die gewöhnlich als Lösemittelsysteme eingesetzt werden, und Haftschmelzklebstoffen auf Basis thermoplastischer Kautschuke oder Acrylaten werden heute vermehrt Dispersionsklebstoffe für diese Anwendung eingesetzt. Besonders Acrylatdispersionen zeigen hier außergewöhnlich gute technische Eigenschaften: Hier ist insbesondere die Transparenz zu erwähnen. Neben den klassischen wasserbeständigen Haftklebstoff-Etiketten gibt es auch Haftklebstoff-Etikettensysteme, gewöhnlich mit Kunststofffolien als Etikettenmaterial, die für den Mehrweg geeignet sind. Hier kommen laugenlösliche Haftklebstoffbeschichtungen zum Einsatz, die unter den Bedingungen der Flaschenwaschanlagen ihre Adhäsion verlieren und gemeinsam mit den Kunststoffetikettenmaterialien sicher entfernt werden können.
In der Etikettiertechnik, bei der der Klebstoff während der Etikettierung aufgetragen wird, haben sich unterschiedliche Technologien entwickelt. Bei den so genannten Schildetiketten erfolgt die Etikettierung in der Regel mit wasserbasierenden Klebstoffen. Bei der Rundumetikettierung werden heute in den meisten Fällen Schmelzklebstoffe verwendet.
Das Etikettieren mit Klebstoffen auf wässriger Basis hat eine lange Tradition. Die ersten Klebstoffe, die für die Etikettierung eingesetzt wurden, waren wässrige Produkte auf Basis natürlicher Polymere wie Dextrin, Stärke oder Casein. Auch heute noch nehmen Klebstoffe auf Basis von Casein eine besondere Stellung bei der Glasetikettierung ein. Sie können sowohl auf nassen als auch auf trockenen, kalten oder auf warmen Glasoberflächen aufgebracht werden und ergeben ausgezeichnete Klebungen. Sie zeichnen sich durch hervorragende Laufeigenschaften auch bei höchsten Maschinengeschwindigkeiten aus (bis zu 80.000 Flaschen in der Stunde und mehr). Etikettierklebstoffe auf Basis von synthetischen Polymeren zeichnen sich durch hohe Ergiebigkeit und durch eine hohe Anfangsklebkraft sowie durch einen geringeren Eigengeruch aus und führen aufgrund ihres sehr sauberen Laufverhaltens zu weniger Verschmutzung an den Etikettiermaschinen. Bei wässrigen Systemen wird der Klebstoff gewöhnlich über Walzen und Segmente aufgetragen (siehe Abb. 6.4.26).

Abb. 6.4.26: Etikettierung von Flaschen. Der Klebstoffauftrag erfolgt über eine Walze. (Quelle: Eigene Darstellung)
Bei Schmelzklebstoffen handelt es sich um Systeme, die zu 100 Prozent aus Feststoffen bestehen. Zur Applikation werden sie aufgeschmolzen und flüssig entweder auf das Etikett oder auf den Behälter aufgetragen. Dort kühlen sie in Bruchteilen von Sekunden ab und führen zu einer schnellen und dauerhaften Klebung. Die zur Etikettierung eingesetzten Schmelzklebstoffe werden auf Basis synthetischer, thermoplastischer Kautschuke oder Ethylen-Vinylacetat-Copolymeren sowie Harzen, Wachsen und Ölen hergestellt. Das Mischungsverhältnis wird dabei den jeweiligen Anforderungen angepasst. Je nach Bedarf können diese Schmelzklebstoffe eine kurze oder eine sehr lange „offene Zeit“ aufweisen. Ihre Verarbeitung erfolgt bei Temperaturen zwischen 120 und 170°C, wobei besonders bei Folienetiketten ein deutlicher Trend zu niedrigen Verarbeitungstemperaturen zu erkennen ist.
Schmelzklebstoffe haben sich besonders bei der Rundum-Etikettierung von Flaschen und Dosen bewährt. Je nach Behältermaterial werden Schmelzklebstoffe mit unterschiedlichen Adhäsionseigenschaften eingesetzt. Sie eignen sich zum Etikettieren von Behältern aus Glas, aber auch für Behälter aus Metall oder Kunststoff. Die besondere Stärke der Schmelzklebstoffe ist ihre sehr gute „Mitnehmerfunktion“ aufgrund ihrer hohen Anfangsklebkraft und ihrer aufgrund der kurzen Abbindezeiten schnellen Klebung. Bei den zu etikettierenden Behältern ist darauf zu achten, dass diese nicht zu kalt sind, damit der Schmelz-klebstoff nicht zu schnell abkühlt und es daher nicht zur Ausbildung einer ausreichenden Adhäsion kommt. Empfehlenswert ist ferner eine Trocknung der Gebindeoberflächen mit einem Gebläse.
Bei der Rundumetikettierung mit Schmelzklebstoffen liegen die Etikettierleistungen bei bis zu 60 000 Behältern pro Stunde. Als Etikettenmaterial werden sowohl Papier als auch die unterschiedlichsten Kunststofffolienarten eingesetzt. Im Konterdruck produzierte transparente Folienetiketten lassen sich genauso präzise verarbeiten wie Etiketten aus geschäumten Kunststoffen mit isolierender Wirkung. Bei der Schmelzklebstoff-Etikettierung mit zugeschnittenen Etiketten liegen die fertigen Etiketten in einem Magazin vor. Im Gegensatz zur Etikettierung mit wässrigen Systemen werden die Etiketten nicht von einer mit dem Klebstoff beschichteten Palette entnommen, sondern die mit Schmelzklebstoff beschichtete Flasche zieht das Etikett aus dem Magazin. Der Auftrag der Schmelzklebstoffe erfolgt dabei entweder mithilfe von Walzen oder mit Düsen (siehe Abb. 6.4.27).

Abb. 6.4.27: Vorbereitung der Etikettierung mit Schmelzklebstoff: Zunächst wird der Behälter mit Klebstoff beaufschlagt (Quelle: Firma Langguth).
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.11 Besondere Anforderungen an die Klebung (an die Klebstoffe)
Neben rein technischen Anforderungen können beim Kleben auch weitere Anforderungen wichtig sein. Besonders Anforderungen aus den Bereichen des Arbeits-, Umwelt- und Verbraucherschutzes werden heute immer wichtiger.
Lebensmittelrechtliche FragestellungenVon den vielen gesetzlichen Regelungen, die heute bei der Verarbeitung von Klebstoffen in der Industrie zu beachten sind, sind für Klebstoffe, die in Verpackungen für Lebensmittel eingesetzt werden, besonders lebensmittelrechtliche Fragestellungen wichtiger. Der derzeit stattfindende Europäische Harmonisierungsprozess im Bereich der Lebensmittelbedarfsgegenständegesetze hat zu neuen Anforderungen geführt, da die Europäische Gesetzgebung besonders die Migration von Stoffen aus Lebensmittelbedarfsgegenständen, wie beispielsweise Verpackungen, in die Lebensmittel bewertet und über globale und spezifische Grenzwerte regelt. Als „Migration“ wird das Wandern (Migrieren) niedermolekularer Stoffe, wie beispielsweise Weichmacher, an die Oberfläche von Kunststoffen (zum Beispiel Folien) oder in umgebende Stoffe bezeichnet. Dies kann in toxikologischer Hinsicht besonders wichtig zum Beispiel bei Lebensmittelverpackungen, Arzneimitteln und Spielzeug, aber auch bei Gebrauchsgütern wie Textilien sein.
Da lebensmittelrechtliche Fragestellungen im Allgemeinen mengenbezogene Größen sind und Wechselwirkungen zwischen der Verpackung und dem Lebensmittel auch von der Art des verpackten Lebensmittels abhängen, kann letztlich nur der Hersteller der fertigen Verpackung beziehungsweise der Abfüller des Lebensmittels entscheiden, ob die gesetzlichen Vorgaben eingehalten werden. Auf allen Produktionsstufen, also auch bei der Herstellung und Weiterverarbeitung von Packstoffen, müssen jedoch immer die Anforderungen der EU-Verordnungen (EG) Nr. 1935/2004 und (EG) Nr. 2023/2006 berücksichtigt werden. Die EU-Verordnung Nr. 1935/2004 legt einheitliche Vorschriften in Bezug auf Verpackungsmaterialien und Gegenstände wie zum Beispiel Flaschen und Behälter fest, die mit Lebensmitteln wechselwirken können. Quelle und weiterführende Informationen: https://eur-lex.europa.eu/legal-content/DE/TXT/?uri=LEGISSUM:l21082a
Die EU-Verordnung Nr. 2023/2006 vom 22. Dezember 2006 regelt die gute Herstellungspraxis für Materialien und Gegenstände, die dazu bestimmt sind, mit Lebensmitteln wechselwirken zu können. Quelle und weiterführende Informationen: https://www.verbrauchergesundheit.gv.at/dateien/lebensmittel/rechtstexte/lm_recht_eu_kontaktmaterialien_vo_2023-2006.pdf?63y0e8
Zur Formulierung von Klebstoffen, die zu lebensmittelrechtlich konformen Verpackungen führen können, steht heute eine breite Palette geeigneter Rohstoffe zu Verfügung, die entsprechende gesetzliche Anforderungen (zum Beispiel die Positivlisten der EU-Regelungen oder die Empfehlungen des Bundesinstitutes für Risikobewertung, BfR) erfüllen. Sollen Verpackungen für Lebensmittel hergestellt werden, müssen alle Akteure der Lieferkette die notwendigen Informationen austauschen, um eine lebensmittelsichere Verpackung zu gewährleisten.
Recycling von Verpackungen
Verpackungen sind ein unverzichtbarer Bestandteil unseres Wirtschaftslebens. Ohne adäquate Verpackungen sind ein sicherer Transport und eine sichere Lagerung der meisten Waren nicht möglich. Obwohl Verpackungen so wichtig sind, werden sie in der Öffentlichkeit eher als Problem gesehen: Es geht um wachsende Müllberge oder Plastikmüll in den Ozeanen. Daher ist es nicht überraschend, dass sowohl auf nationaler als auch auf europäischer Ebene vom Gesetzgeber entsprechende Maßnahmen veranlasst wurden. So ist in Deutschland seit dem 01. Januar 2018 das Verpackungsgesetz in Kraft. Ziel dieses Gesetzes ist es, den Verpackungsmüll durch ein stärkeres Recycling der gebrauchten Verpackungen zu verringern. Man möchte wie in allen Industriegebieten zu einer Kreislaufwirtschaft kommen. Dazu werden, abhängig von den Verpackungsmaterialien, in Zukunft für alle Verpackungsmaterialien erhöhte Recyclingquoten (siehe Abb. 6.4.28) vorgegeben.
Ab dem 1. Januar 2019 steigen die Anforderungen an die Verwertung von Verpackungen und dann nochmals zum 1. Januar 2022. Für den Packmittelhersteller und Verarbeiter kann das weitgehende Auswirkungen haben. Damit die Verpackungen recycelt werden können, müssen sie bestimmte Vorgaben erfüllen, die schon bei der Entwicklung und der Herstellung von Verpackungen berücksichtigt werden müssen („Design for Recycling“). Da in der Regel nur die primären Rohstoffe (Papier, Kunststoff, Glas oder Metall) wiederverwendet werden sollen, müssen alle für die Funktion der Verpackungen wichtigen Stoffe und damit auch Klebstoffe oder Druckfarben so gewählt werden, dass sie das Recycling der Primär-Rohstoffe nicht behindern.
Bei der Auswahl der bei der Herstellung und Verarbeitung von Packstoffen eingesetzten Klebstoffe muss der Verarbeiter in Zukunft also auch Fragen des Recyclings einbeziehen. Hierbei ist es wichtig, den ge-wählten Recyclingprozess so gut wie möglich zu kennen, um den „richtigen“ Klebstoff zu wählen.
| Material | Bisher | Ab 2019 | Ab 2022 |
| Glas | 75 % | 80 % | 90 % |
| Pappe, Papier, Karton | 70 % | 85 % | 90 % |
| Eisenmetalle | 70 % | 80 % | 90 % |
| Aluminium | 60 % | 80 % | 90 % |
| Getränkekartonverpackungen | 60 % | 75 % | 80 % |
| Sonstige Verbundverpackungen | 55 % | 60 % | 70 % |
| Kunststoffe (werkstoffliche Verwertung) | 36 % | 58,5 | 63 % |
Abb. 6.4.28: gesetzlich vorgeschriebene Recycling-Quoten für einzelne Verpackungsmaterialien (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.2 Kleben als Fügeverfahren
Der Begriff „Kleben“ stammt aus dem althochdeutschen „kliban“ (norddeutsch „Klei" = toniger Schlick) und „leimen" aus dem indogermanischen „leimo“ = Lehm. Als Klebstoff wird heute der für den Fügeprozess Kleben eingesetzte Prozesswerkstoff bezeichnet. Nach der DIN EN 923 ist ein Klebstoff ein
„Nichtmetallischer Werkstoff, der Fügeteile durch Flächenhaftung (Adhäsion = Haften gleich- oder verschiedenartiger Stoffe aneinander) und innere Festigkeit (Kohäsion = innere Festigkeit eines Werkstoffes) verbinden kann“ (Abb. 6.4.2).
Obwohl es auch Klebstoffe auf Basis anorganischer Substanzen gibt, wie beispielsweise Wasserglas (Natrium- beziehungsweise Kaliumsilikat) oder Produkte auf Basis von Zement, ist die überwiegende Mehrzahl der heute eingesetzten Klebstoffe den organischen Substanzen zuzuordnen. Hiervon sind rund 85 Prozent synthetisch, aber auch noch 15 Prozent „natürlichen“ Ursprungs.

Abb. 6.4.2: schematischer Aufbau einer Klebung. Klebstoffe verbinden Fügeteile durch Adhäsion und Kohäsion. (Quelle: Eigene Darstellung)
Kleben ist das einzige Fügeverfahren, mit dem sich nahezu alle Materialien fügen lassen. Durch Kleben, ein stoffschlüssiges Fügeverfahren, lassen sich gleiche oder verschiedene Werkstoffe ohne strukturelle Veränderungen der Fügepartner verbinden. Bei der Entwicklung der modernen Verbundwerkstoffe hat man sehr schnell die Grenzen der traditionellen Verbindungstechniken erkannt. Bei thermischen Verfahren, wie beim Schweißen oder Löten, verändert der Werkstoff innerhalb der Wärmeeinflusszone seine spezifischen Eigenschaften. Bei mechanischen Verfahren, wie Nieten oder Schrauben, muss man die zu verbindenden Werkstücke „verletzen“, indem man Löcher in sie bohrt und damit unter Umständen schwächt. Ferner ermöglichen diese Verbindungen hauptsächlich punktförmige Kraftübertragungen. Die Klebtechnik zeigt diese Nachteile nicht.
Kleben als Fügeverfahren wirdzudem auch dort besonders erfolgreich eingesetzt, wo automatisierte Prozesse stattfinden, wie zum Beispiel bei der Herstellung von Packmitteln und der Verwendung von Ver-packungen aus Papier, Pappe oder Kunststoff. Aufgrund der Vielzahl im Verpackungsbereich eingesetzten Materialien und den sehr vielfältigen Anforderungen an Verpackungen ist das Kleben im Verpackungsbereich schon sehr früh als Fügeverfahren eingesetzt worden. Heute gibt es tausende von speziellen Klebstoffen für den Verpackungsbereich, um alle Anforderungen optimal abdecken zu können. Damit das Fügen mittels Klebstoff auch wirklich erfolgreich durchgeführt werden kann, ist es wichtig, dass bei der Anwendung der „richtige“ Klebstoff „richtig“ eingesetzt wird.
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.3 Geschichte der Klebtechnik
Das „Kleben“ ist eine der ältesten Techniken der Menschen. Schon vor tausenden von Jahren verwendeten Menschen Klebstoffe zum Fügen komplexer Gegenstände. In der jüngeren Steinzeit benutzten Menschen Birkenharz unter anderem zum Befestigen von Speer- und Beilspitzen. Die Mesopotamier benutzten Eiweiß, verschiedene Pflanzenharze und Asphalt zu Bauzwecken. Um 3000 v.Chr. kannten die Sumerer das Herstellen von Leim aus tierischen Häuten. Etwa 1500 vor Christus verwendeten die Ägypter tierische Leime für Furnierarbeiten und das Kleben wurde „professionalisiert“, indem der Beruf des Leimkochers (Kellopsos) entstand. Die im alten Ägypten entwickelte Kunst des Leimsiedens wurde später von den Griechen und Römern übernommen.
Jahrtausendelang wurden immer bessere, auf den vorhandenen natürlichen Rohstoffen (pflanzlichem oder tierischem Ursprung) basierende Klebstoffe entwickelt, bis im Jahre 1841 mit der Erfindung der Vulkanisierbarkeit von Kautschuk die Geschichte der synthetisch modifizierten Rohstoffe einsetzte. Anfang des zwanzigsten Jahrhunderts wurden mit den Phenolharzen die ersten vollsynthetischen Rohstoffe hergestellt. Vollsynthetische Klebstoffe gibt es seit dem Beginn des 20. Jahrhunderts. Auch heute gibt es für manche Anwendungen immer noch aus natürlichen Rohstoffen hergestellte Klebstoffe. In der modernen Klebstofftechnologie steht inzwischen jedoch eine Vielzahl maßgeschneiderter synthetischer Rohstoffe zur Verfügung. Diese ermöglichen es, Klebstoffe zu entwickeln, die unterschiedlichsten Anforderungen genügen.
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.4 Grundlagen des Klebens
Alle Klebstoffe verwenden die physikalischen Eigenschaften Adhäsion und Kohäsion, um zwei Fügeteile miteinander zu verbinden. Beide Phänomene beruhen auf elektromagnetischen Wechselwirkungen zwischen Atomen oder Molekülen. Während man mit Kohäsion die Kräfte beschreibt, welche die innere Festigkeit von Stoffen bewirken, bezeichnet man mit Adhäsion die Kräfte, die das Haften gleicher- oder verschiedenartiger Stoffe aneinander bewirken. Die Reichweite dieser Kräfte beträgt nur einige wenige Angström.
Das Ångström ist eine nach dem schwedischen Physiker Anders Jonas Ångström benannte Maßeinheit der Länge. Das Einheitenzeichen ist Å. 1 Å = 100.000 fm = 100 pm = 0,1 nm = 10-4μm = 10-7mm = 10-8cm = 10-10m. Anders ausgedrückt: 1 μm = 0,0001 Å.
Mehr zu den Grundlagen des Klebens findest du hier:
"Die Kunst des Klebens." als PDF, bereitgestellt vom FCI (Fonds der chemischen Industrie)
"Die Kunst des Klebens" als interaktive Übung, bereitgestellt vom FCI (Fonds der chemischen Industrie)
Adhäsion
Adhäsion, das Haften gleicher- oder verschiedenartiger Stoffe aneinander, ist ein allgegenwärtiges Phänomen. Das Beschlagen von Glasscheiben, das Hinterlassen von Fingerabdrücken, das Haften von Kreide an Tafeln und so weiter, beruht auf der Adhäsion von kleinsten Teilchen an den Oberflächen unterschiedlicher Gegenstände.
Die Grundlage aller Adhäsionskräfte sind elektromagnetische Wechselwirkungen. Dabei spielen die so genannten Van-der-Waals-Kräfte eine wichtige Rolle, was die Adhäsion angeht. Diese werden durch kurzzeitige Veränderungen der Ladungsverteilung in der Elektronenhülle von Molekülen als auch durch Dipolkräfte hervorgerufen. Mit Van-der-Waals-Kräften, benannt nach dem niederländischen Physiker Johannes Diderik van der Waals (1837–1923), bezeichnet man die relativ schwachen nicht-kovalenten Wechselwirkungen zwischen Atomen oder Molekülen, deren Wechselwirkungsenergie mit etwa der sechsten (!) Potenz des Abstandes abfällt. Die Atombindung (auch kovalente Bindung, Elektro-nenpaarbindung oder homöopolare Bindung) ist eine Form der chemischen Bindungen und ist als solche für den festen Zusammenhalt von Atomen in vielen chemischen Verbindungen verantwortlich.
Einen wichtigen Beitrag zur Adhäsion liefern ferner, sofern OH- oder NH-Gruppen in den Molekülen vorhanden sind, Wasserstoffbrückenbindungen. Bei reaktiven Molekülen, die mit einer Oberfläche wechselwirken, kann es auch zu kovalenten chemischen Bindungen kommen. Allerdings treten solche chemischen Bindungen nur bei wenigen Kombinationen von Füge teilen und Klebstoffen auf, zum Beispiel zwischen Silikon und Glas, Polyurethan und Papier, Holz und Glas oder Epoxidharz und Alu-minium. In einigen dieser Klebverbindungen konnte nachgewiesen werden, dass chemische Bindungen bis zur Hälfte aller Wechselwirkungen ausmachen können. Bei Metallen und Gläsern können auch ionische Bindungen eine Rolle spielen. So genannte „mechanische Verankerungen“ werden in porösen Materialien wie beispielsweise Papier diskutiert, spielen aber, wenn überhaupt, nur eine untergeordnete Rolle (siehe Abb. 6.4.3).

Abb. 6.4.3: Adhäsionskräfte (Quelle: Eigene Darstellung)
Damit Stoffe zu anderen Stoffen eine ausreichende Adhäsion ausbilden können, müssen sie in der Lage sein, sich sehr nah zu kommen, da die Kräfte, die zur Adhäsion führen, nur im Bereich einiger Angström (siehe Abb. 6.4.4) wirken. Damit Festkörper eine ausreichende Adhäsion entwickeln können, müssen Rauigkeiten ihrer Oberflächen ausgeglichen werden, damit sie sich ausreichend nahekommen können. Diese Rolle füllt der Klebstoff aus. Sie werden in der Regel als Flüssigkeiten aufgetragen und füllen so die Unebenheiten aus.

Abb. 6.4.4: Kräfte bei der Adhäsion in Abhängigkeit von der Entfernung der wechselwirkenden Moleküle – zum Beispiel Klebstoff und ein Fügeteil (Quelle: Eigene Darstellung)
Da Festkörper in diesen Dimensionen in der Regel deutlich größere Rauigkeiten aufweisen, berühren sich beim Zusammenfügen von Festkörpern nur wenige Kontaktpunkte (Abb. 6.4.5) die Adhäsion ausbilden können, was im Allgemeinen nicht ausreicht, die Gewichtskräfte der einzelnen Fügepartner zu kompensieren. Wenn es jedoch gelingt, Festkörper so fein zu strukturieren, dass sie sich ausreichend nah an die Oberfläche anderer Teile anpassen können, ist ein Haften möglich.
Ein Beispiel hierfür ist der Gecko (Abb. 6.4.6). Die Füße dieser Echsen weisen eine besondere Struktur auf. Jeder einzelne besitzt auf der Fußsohle pro Quadratmillimeter bis zu 5.000 Härchen, deren Durchmesser nur ein Zehntel der Dicke eines menschlichen Haars beträgt. An den Enden tragen diese Härchen Hunderte von noch feineren Strukturen, deren Dicke nur 200 bis 500 Nanometer beträgt. Sie sind es letztlich, die den Gecko an der Wand halten, und zwar so sicher, dass man, wie Messungen ergaben, schon eine Gewichtskraft von zehn Newton pro Fuß aufwenden muss, um ihn abzulösen.

Abb. 6.4.5: Haftung zweier Fügeteile mit oder ohne Klebstoff (Quelle: Eigene Darstellung)

Abb. 6.4.6: Gecko an einer Glasscheibe: Haftung durch feine Härchen an den Füßen. (Quelle: Fotolia)
Technisch wesentlich einfacher lässt sich diese Anforderung jedoch durch Flüssigkeiten, die eine gegebene Oberfläche benetzen, erfüllen. Aus diesem Grund werden die meisten Klebstoffe als Flüssigkeiten eingesetzt. In diesem Zusammenhang ist es jedoch wichtig, dass die Flüssigkeiten die Oberfläche der Fügeteile ausreichend benetzen können. Ohne eine ausreichende Benetzung können keine guten Adhäsionskräfte ausgebildet werden (umgekehrt gilt leider nicht, dass eine gute Benetzung zwangsläufig zu einer guten Klebung führt).
Wie gut sich Oberflächen benetzen lassen, hängt vom Verhältnis der Oberflächenspannungen der Flüssigkeit und der Festkörper ab. Als erster Hinweis gilt, dass die Oberflächenspannung des Fügeteils höher als die Oberflächenspannung des Klebstoffs sein soll, damit der Klebstoff auf der Oberfläche spreitet (Abb. 6.4.7). Unter Spreitung (engl. Spreading) versteht man die Ausbreitung und flächige Verteilung von Flüssigkeiten auf Oberflächen.

Abb. 6.4.7: Tropfenform mit Randwinkel – ist der Randwinkel kleiner als 30°, so liegt eine gute Benetzung und damit die Grundvoraussetzung für ein erfolgreiches Kleben vor. (Quelle: Eigene Darstellung)
Mehr zu Adhäsion findest du hier:
"Adhäsion von Fremdkörpern", bereitgestellt von Keyence.
Kohäsion
Als Kohäsion wird die innere Festigkeit von Stoffen bezeichnet. Während ideale Gase keine und Flüssigkeiten nur eine sehr geringe Kohäsion aufweisen, zeichnen sich Feststoffe zum Teil durch sehr hohe Kohäsionswerte aus. Besonders kovalente chemische, metallische oder ionische Bindungen im Feststoff tragen zu hohen Kohäsionskräften bei.
Kovalente Bindung (auch Atombindung, Elektronenpaar-bindung oder homöopolare Bindung) ist eine Form der chemischen Bindungen und als solche für den festen Zusammenhalt von Atomen in molekular aufgebauten chemischen Verbindungen verantwortlich. Die ionische Bindung ist eine chemische Bindung, die auf der elektrostatischen Anziehung positiv und negativ geladener Ionen basiert.
Die hieraus resultierenden Festigkeiten sind dann besonders hoch, wenn die Wechselwirkungen dreidimensional durch den ganzen Feststoff gehen. Aber auch Wechselwirkungen zwischen polaren Gruppen einzelner Moleküle (Dipole) tragen zur Kohäsion bei.
Das Innere von abgebundenen Klebstoffen lässt sich in der Regel als Feststoff zwischen zwei anderen Feststoffen betrachten. Aufgrund der Wechselwirkung durch die Haftung an der Oberfläche der Fügeteile weist der Klebstoff in der Adhäsionszone eine modifizierte chemische Struktur und Zusammensetzung auf, die vom Zustand in der Kohäsionszone abweicht. Folglich sind hier auch die makroskopischen Eigenschaften des Klebstoffs verändert. In der Übergangszone zwischen Adhäsions- und Kohäsionszone verändern sich Struktur und Zusammensetzung der Klebstoffe und damit auch deren makroskopische Eigenschaften kontinuierlich. Der Einfluss der Übergangszone kann beispielsweise darin bestehen, dass eine Entmischung des Klebstoffs auftritt, indem kleine Klebstoffbestandteile in Poren der Oberfläche diffundieren, wodurch die optimale Zusammensetzung des Klebstoffs gestört werden kann.
Im Bereich der Kohäsionszone weist der Klebstoff seine nominellen, in den Datenblättern angegebenen Festigkeitseigenschaften auf. Für organische Klebstoffe, die in der Klebfuge nach dem Abbinden als Poly-mer vorliegen, sind verschiedene molekulare Kräfte für die Kohäsion verantwortlich (siehe Abb. 6.4.8).

Abb. 6.4.8: Kohäsionskräfte (Quelle: Eigene Darstellung)
• Kovalente chemische Bindungen innerhalb der Klebstoff-Polymere,
• chemische Bindungen zwischen den Polymeren, die zu einer dreidimensionalen Vernetzung führen können (Duroplasten),
• Zwischenmolekulare Wechselwirkungen (Dipolkräfte beziehungsweise Van-der-Waals-Kräfte) zwischen den Klebstoff-Molekülen (Polymere und den weiteren Rezepturbestandteilen) und
• molekulare Verschlaufungen von Klebstoff-Polymeren.
Die genannten Mechanismen beeinflussen bereits die Eigenschaften des noch nicht abgebundenen Klebstoffs und bestimmen beispielsweise die Viskosität. Die Viskosität ist ein Maß für die Zähflüssigkeit eines Fluids. Der Kehrwert der Viskosität ist die Fluidität, ein Maß für die Fließfähigkeit eines Fluids. Je größer die Viskosität, desto dickflüssiger (weniger fließfähig) ist das Fluid; je niedriger die Viskosität, desto dünnflüssiger (fließfähiger) ist es (Quelle: https://www.chemie.de/lexikon/Viskosität.html).
Welche Werte für die Kohäsion eines Klebstoffs erreichbar sind, wird seitens des Herstellers durch die Zusammensetzung des Klebstoffs weitgehend festgelegt. Aber auch der Verarbeiter beeinflusst durch die Verarbeitung, und hier besonders durch die Ausführung des Abbindeprozesses, entscheidend die Höhe der erreichten Kohäsion. Nur wenn der Abbindeprozess optimal, das heißt möglichst störungsfrei, ausgeführt wird, werden die theoretisch möglichen Festigkeiten auch erreicht.
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.5 Klebstoffarten
Einteilung der Klebstoffe
In der Literatur gibt es ganz unterschiedliche Einteilungen der Klebstoffsysteme. Eine der ältesten Unterteilungen ist die in natürliche und synthetische Klebstoffe, womit man die Herkunft der dem Klebstoff zu-grunde liegenden Rohstoffe meint. Da die DIN EN 923 bei Klebstoffen von Nichtmetallen spricht, kann man ferner zwischen organischen (aus Molekülen, deren Gerüst vorwiegend aus Kohlenstoff besteht) und an-organischen, nichtmetallischen Klebstoffen unterscheiden. In DIN EN 923 sind Begriffe definiert, die in der Klebstoffindustrie verwendet werden, sowie solche, die sich in der klebstoffverarbeitenden Industrie auf Klebstoffe beziehen (Quelle und weitere Informationen: https://www.beuth.de/de/norm/din-en-923/106937855).
Klebstoffe auf Basis von Silikonen nehmen in dieser Einteilung eine Sonderstellung ein, da das Basispolymer aus Siloxanketten besteht, allerdings weisen diese Systeme in der Regel Seitenketten aus Kohlenstoffverbindungen auf (siehe Abb. 6.4.9). Siloxane sind chemische Verbindungen mit der allgemeinen Formel R3Si–[O–SiR2]n–O–SiR3, wobei R Wasserstoffatome oder Alkylgruppen sein können. Im Gegensatz zu den Silanen sind die Siliciumatome nicht untereinander, sondern durch genau ein Sauerstoffatom mit ihrem benachbarten Silicium-Atom verknüpft: Si–O–Si.

Abb. 6.4.9: Einteilung der Klebstoffe nach chemischer Basis (Quelle: Eigene Darstellung)
Chemisch gesehen liegen alle abgebundenen organischen Klebstoffe als Polymere vor. Daher ist eine weitere häufig benutzte Klassifizierung die Einteilung nach dem Abbindemechanismus (siehe Abb. 6.4.10), der nach der Applikation des Klebstoffs zu seiner Endfestigkeit (Kohäsion) führt. Hierbei wird gewöhnlich zwischen physikalisch und chemisch abbindenden Systemen unterschieden. Chemisch abbindende Systeme werden zudem in Ein- oder Mehrkomponenten-Systeme unterteilt. Zusätzlich gibt es eine Reihe von Klebstoffsystemen, die sowohl physikalisch als auch chemisch abbinden.

Abb. 6.4.10: Einteilung nach Verfestigungsmechanismus (Quelle: Eigene Darstellung)
Physikalisch abbindende Klebstoffe
Eine Möglichkeit, bei physikalisch abbindenden Klebstoffen ein gutes Benetzen der Fügeteiloberflächen durch den Klebstoff zu ermöglichen, besteht darin, die Rezepturbestandteile (Polymere, Harze und weitere) in einem Lösemittel zu lösen. Bei Klebstoffen auf Basis stark hydrophiler Rohstoffe kann das Wasser sein, bei vielen synthetischen Polymeren gelingt das nur in organischen Lösemitteln.
Hydrophilie (von altgriechisch ϋδωρhýdor „Wasser“ sowie φίλοςphílos „liebend“ ) bedeutet wasserliebend. Das besagt, dass ein Stoff stark mit Wasser wechselwirkt.
Klebstoffe auf Basis wässriger kolloidaler Lösungen
Polymere, die über viele hydrophile Gruppen verfügen, lassen sich unter bestimmten Voraussetzungen in Wasser kolloidal (molekular-dispers) lösen. Molekulardisperse Systeme sind kolloidale Lösungen mit einer Teilchengröße kleiner als 1 nm. Bei molekulardispersen Systemen handelt es sich um klare und durchsichtige Lösungen, bei denen keine Phasengrenze erkennbar ist. Sie zeichnen sich dadurch aus, dass sie physikalisch stabil und homogen sind, d.h., dass sich die gelösten Ionen und Moleküle nicht durch Filtrieren oder Zentrifugieren vom Lösungsmittel abtrennen lassen (echte Lösung).
Das Adjektiv „kolloidal“ bedeutet „sehr fein verteilt“ beziehungsweise „in feinster Verteilung befindlich“ (in einer Flüssigkeit oder Gas). Es wird hauptsächlich in der Chemie verwendet (Quelle: DocCheck-Flexikon)
Der Begriff Kolloid kommt von den griechischen Worten „kolla“ – „Leim“ – und „eidos“ – „Form, Aussehen“. Bei einem Kolloid handelt es sich um ein System aus Clustern (Teilchen mit bis zu 50 000 Atome) oder um kleine Festkörper (Teilchen mit > 50 000 Atome), die innerhalb eines Mediums fein verteilt vorliegen. Die Teilchen dieser so genannten kolloid-dispersen Phase weisen in der Regel Größenordnungen von 1 bis 1000 Nanometer in mindestens einer Dimension auf. Das Medium, in diesem Fall Wasser, in dem diese Teilchen verteilt sind, bezeichnet man als Dispersionsmedium. Aus einer Vielzahl der in der Natur vorkommenden Polymere, wie Zellulose, Stärke oder Proteine, lassen sich unter bestimmten Bedingungen solche kolloidale Lösungen herstellen. Es gibt jedoch auch einige synthetisch hergestellte Polymere, die so hydrophil sind, dass sie solche Lösungen ermöglichen. Da das Wasser aufgrund des hydrophilen Charakters der Polymere relativ fest gebunden ist, wird es in der Klebfuge nur langsam wieder abgegeben. Klebstoffe, die in Form von wässrigen kolloidalen Systemen vorliegen, besitzen daher relativ lange Abbindezeiten.
Wässrige, kolloidale Klebstoffe auf Basis synthetischer Polymere
Obwohl die weitaus überwiegende Zahl der synthetisch hergestellten Polymere in Wasser nicht kolloidal löslich ist, gibt es einige Typen, die sich in Wasser kolloidal lösen. Zu diesen Polymeren gehören Po-lyvinylalkohole, das Polyvinylpyrolidon, verschiedene Polyvinylether wie der Polyvinylmethylether und Harnstoff-Formaldehyd-Harze.
Polyvinylalkohol (Kurzzeichen PVOH, PVA, oder PVAL) ist ein – unter bestimmten Bedingungen – wasserlösliches synthetisches Polymer (Kunststoff) (Quelle: https://www.chemie.de/lexikon/Polyvinylalkohol.html).
Polyvinylpyrrolidon, auch Polyvidon oder Povidon, ist ein Polymer der Verbindung Vinylpyrrolidon. PVP ist ein hygroskopisches, amorphes Pulver mit weißer bis hellgelber Farbe (Quelle: https://de.wikipedia.org/wiki/Polyvinylpyrrolidon).
Polyvinylether, -[CH2-CH(OR) -]n, Thermoplaste, die durch Polymerisation von Methyl-, Ethyl- oder Isopropylvinylether erhalten werden (Quelle: https://www.spektrum.de/lexikon/chemie/polyvinylether/7383).
Mengenmäßig am wichtigsten sind die Polyvinylalkohole; diese sind im Gegensatz zu den meisten anderen Vinylpolymeren jedoch nicht direkt aus dem entsprechenden Monomer herzustellen, da der monomere Vinylalkohol (Enol) nicht stabil ist (Umlagerung in Acetaldehyd). Polyvinylalkohol wird daher durch teilweise oder vollständige Hydrolyse der Acetylgruppen von Polyvinylacetat mit Natriumhydroxid als Katalysator hergestellt. Polyvinylalkohol-Pulver können durch Einstreuen in Wasser und Rühren bei 90°C gelöst werden. Mit abnehmendem Polymerisations- und Hydrolysegrad nimmt die Lösegeschwindigkeit in Wasser zu. Die Viskosität der resultierenden Lösungen hängt von der Molaren Masse, dem Hydrolysegrad, der Konzentration und der Temperatur ab.
Die Molare Masse (Formelzeichen M), ist der Quotient aus der Masse einer Substanz und der Stoffmenge dieser Substanz. Die Einheit ist Gramm pro Mol (Einheitenzeichen: g/mol) oder häufig auch Kilogramm pro Kilo-mol (Einheitenzeichen: kg/kmol). Das Mol (Einheitenzeichen: mol) ist die SI-Basiseinheit der Stoffmenge. Wichtig ist das Mol für Mengenangaben bei chemischen Reaktionen.
SI: Das Internationale Einheitensystem, abgekürzt SI (von frz.: Système international d’unités), ist das auf dem internationalen Größensystem (ISQ) basierende Einheitensystem. Dieses 1960 eingeführte metrische Einheitensystem ist heute das weltweit am weitesten verbreitete Einheitensystem für physikalische Größen. Quelle: https://www.chemie.de/lexikon/Internationales_Einheitensystem.html
Borsäure kann als Verdickungsmittel eingesetzt werden. Wässrige, kolloidale Klebstoffe auf Basis synthetischer Polymere werden für verschiedene Verpackungsanwendungen, zum Beispiel bei der Herstellung von Verpackungshülsen, eingesetzt.
Klebstoffe auf Basis von in organischen Lösemitteln gelösten Polymeren
Als lösemittelbasierende Klebstoffsysteme bezeichnet man Systeme, in denen das thermoplastische Basispolymer (und alle anderen Komponenten) in einem organischen Lösemittel (beispielsweise Ethylacetat oder Toluol) gelöst vorliegt und als Lösung aufgebracht wird. Der Lösemittelgehalt dieser Klebstoffe kann bis zu 85 Prozent betragen. Da sich eine Vielzahl von Rohstoffen als Lösemittelklebstoffe verarbeiten lassen, können Klebstoffe mit unterschiedlichsten Leistungsmerkmalen hergestellt werden. Das Fügen findet häufig statt, nachdem – besonders bei lösemittelundurchlässigen Substraten – während einer so genannten Mindesttrockenzeit nach dem Klebstoffauftrag ein Teil des Lösemittels verdunstet ist, aber noch genügend Lösemittel in der Klebschicht vorhanden ist, um eine Benetzung der zweiten Fügeteiloberfläche zu gewährleisten. Selbst bei lösemitteldurchlässigen Fügeteilen sollte, besonders bei Typen mithohem Lösemittelgehalt, diese Mindesttrockenzeit vor dem Fügen eingehalten werden.
Damit es zu einer zufriedenstellenden Klebung kommen kann, muss das zweite Fügeteil anschließend innerhalb der offenen Zeit zugeführt werden. Durch das Verdunsten (Trocknen) der Lösemittel bindet der Klebstoff ab – das heißt: Zunächst steigt seine Viskosität an. Die Verfestigung erfolgt durch die Ausbildung physikalischer Wechselwirkungen – dazu zählen Van-der-Waals-Wechselwirkungen sowie Verschlaufungen zwischen den Polymerketten. Lösemittelbasierende Klebstoffsysteme verfügen aufgrund der geringen Feststoffgehalte häufig nur über eine geringe Anfangsfestigkeit, die langsam bis zur Handlingsfestigkeit und anschließend bis zur Endfestigkeit ansteigt, wobei jedoch im Allgemeinen keine hohen Zugscherfestigkeiten erreichbar sind. Aufgrund ihrer thermoplastischen Natur verfügen sie ferner nur über eine eingeschränkte Formbeständigkeit bei höheren Temperaturen und neigen unter Belastung zum „Kriechen“. Darüber hinaus reagieren sie naturgemäß empfindlich auf Lösemittel.
Handlingsfestigkeit ist ein Fachbegriff, der sinngleich mit „Mindestfestigkeit“ oder „Weiterbearbeitungsfestigkeit“ ist.
Mit Van-der-Waals-Kräften, benannt nach dem niederländischen Physiker Johannes Diderik van der Waals (1837–1923), bezeichnet man die relativ schwachen nicht-kovalenten Wechselwirkungen zwischen Atomen oder Molekülen, deren Wechselwirkungsenergie mit etwa der sechsten (!) Potenz des Abstandes abfällt. Die Atombindung (auch kovalente Bindung, Elektronenpaarbindung oder homöopolare Bindung) ist eine Form der chemischen Bindungen und ist als solche für den festen Zusammenhalt von Atomen in vielen chemischen Verbindungen verantwortlich. Quelle: https://www.chemie.de/lexikon/Van-der-Waals-Kräfte.html
Lösemittelbasierende Klebstoffsysteme zeigen gute Benetzungseigenschaften auf vielen Substraten, vor allem auf lösemitteldurchlässigen Fügeteilen. Bei verschiedenen thermoplastischen Kunststoffen (zum Beispiel PVC) können sie auch zum Diffusionskleben (siehe Abb. 6.4.11) (Quell- beziehungsweise Kaltschweißen) verwendet werden. Dabei werden beide Klebflächen mit dem Lösemittelklebstoff bestrichen, wobei das eingesetzte Lösemittel imstande ist, die Oberfläche der Fügeteile anzulösen. Nach kurzer Einwirkzeit werden die beiden Fügeteile unter Druck gefügt, wodurch sich die durch das Lösemittel freigelegten Polymerketten der angelösten Oberfläche einander durchdringen, „neue“ Van-der-Waals-Wechselwirkungen bilden und miteinander verschlaufen. Nach Entweichen des Lösemittels entsteht so nach einiger Zeit eine Verbindung, die rein auf Kohäsionskräften beruht.

Abb. 6.4.11: Diffusionskleben schematisch (Quelle: Eigene Darstellung)
Zwar lassen sich Lösemittelklebstoffe heute durch den Einsatz von Lösemittelabsaugung, sowie Lösemittelrückgewinnung oder -verbrennung für Anwender und Umwelt sicher verarbeiten, allerdings erfordern diese Anlagen zum Teil erheblichen finanziellen Aufwand, so dass der Einsatz dieser Klebstoffe häufig ökonomisch nicht sinnvoll ist. In Bereichen, in denen entsprechende Anlagenkonzepte nicht zu verwirklichen sind, wie im Handwerksbereich und bei Haushaltsklebstoffen, werden aus ökologischen Gründen heute lösemittebasierende Klebstoffe vermehrt durch lösungsmittelfreie Systeme (100 % oder Dispersionssysteme) ersetzt.
Dispersionsklebstoffe
Die weitaus überwiegende Zahl der synthetischen Polymere lassen sich nicht in eine wässrige kolloidale Lösung überführen und werden dann, wenn notwendig in organischen Lösemitten gelöst, als Klebstoffe verarbeitet. Um jedoch die Vorteile des „Lösemittels“ Wasser nutzen zu können, geht man den Weg, diese Polymere als wässrige Dispersion einzusetzen. Wie bei den wässrigen, kolloidalen Lösungen wird auch bei diesen, mengenmäßig zu den wichtigsten Klebstoffklassen gehörenden Systemen, Wasser als Transportmittel für Polymere verwandt.
Unter Dispersionen versteht man binäre Systeme (Zweiphasensysteme), in denen ein Stoff in fein verteilter Form in einem anderen Stoff vorliegt. Die äußere durchgehende (kohärente) Phase wird als Dispersionsmittel, die innere zerteilte (inkohärente) Phase als disperse Phase bezeichnet. Bei Dispersionen, die als Rohstoffe für Klebstoffe eingesetzt werden, handelt es sich in der Regel um Polymere oder Harze, die in einer flüssigen kontinuierlichen Phase, meist Wasser, dispergiert sind. Ist das dispergierte Polymer ein Elastomer, so spricht man häufig von „Latex“.
Elastomere sind formfeste, aber elastisch verformbare Kunststoffe, deren Glasübergangspunkt sich unterhalb der Raumtemperatur befindet. Die Kunststoffe können sich bei Zug- und Druckbelastung verformen, finden aber danach wieder in ihre ursprüngliche, unverformte Gestalt zurück. Elastomere finden Verwendung als Material für Reifen, Gummibänder, Dichtungsringe etc. (Quelle: https://www.chemie.de/lexikon/Elastomer.html)
Die einzelnen in Wasser verteilten Teilchen der Polymerdispersion (ein Kubikzentimeter einer handelsüblichen synthetischen Polymerdispersion kann dabei ca. 1012 bis 1015 solcher Teilchen enthalten), die durch Schutzkolloide oder Emulgatoren voneinander getrennt werden, bestehen dabei aus einer großen Zahl von dispergierten Polymermolekülen, die aus den unterschiedlichsten Monomeren aufgebaut sein können.
Nach der Teilchengröße, die für die anwendungstechnischen Eigenschaften besonders wichtig sind, werden folgende Polymerdispersionen unterschieden:
• feindisperse Polymerdispersionen, Teilchengröße ≤ 500 nm
• mitteldisperse Polymerdispersionen, Teilchengröße ≥ 500 – 2.000 nm
• grobdisperse Polymerdispersionen, Teilchengröße > 2.000 – 5.000 nm
Die Stabilität einer Dispersion aus synthetischen, wasserunlöslichen Polymeren gegenüber Sedimentation sowie deren mechanische und chemische Eigenschaften, werden weitgehend vom chemischem Aufbau (Art der Monomere sowie durch die verschiedenen Verknüpfungsmöglichkeiten – Homo-, Co- oder Terpolymer), dem Teilchenradius und der Partikelgrößenverteilung, der elektrischen Ladung, der Grenzflä-chenspannung der Polymerteilchen und der Viskosität bestimmt.
Die Grenzflächenspannung bezeichnet Kräfte, die in der Grenze zwischen zwei verschiedenen Phasen auftreten, die miteinander in Kontakt stehen. Sie bilden eine gemeinsame Grenzfläche, die unter Grenz-flächenspannung steht. Phasen können flüssig, fest oder gasförmig sein. (Quelle: https://de.wikipedia.org/wiki/Grenzflächenspannung)
Damit eine Dispersion überhaupt stabil gegen Absetzen sein kann, benötigen die Polymerteilchen eine Art Schutzhülle aus Emulgatoren oder kolloidalen Molekülen. Je größer die innere Oberfläche der Polymerdispersion (feindisperse Systeme), umso höher ist die notwendige Menge an stabilisierenden Komponenten.
Die Entwicklung von Dispersionssystemen begann Anfang der 20er-Jahre des letzten Jahrhunderts, da viele der zu dieser Zeit entwickelten synthetischen Polymere zwar ausgezeichnete Eigenschaften als Roh-stoff für Klebstoffe zeigten, jedoch nicht in Wasser kolloidal zu lösen waren. Es musste also nacheiner anderen Methode gesucht werden, sie für die Verarbeitung in Wasser zu verteilen. Dies gelang durch die Entwicklung von Dispersionssystemen, deren Ausgangspunkt die Erforschung der Kautschukmilch war. Nachdem man deren chemische Zusammensetzung und Aufbau näherungsweise erkannt hatte, versuchte man durch Emulsionspolymerisation, synthetische Polymerdispersionen herzustellen.
Auch heute noch ist die Emulsionspolymerisation die häufigste Art der Herstellung von synthetischen Polymerdispersionen. Dabei werden Monomere mit reaktiven Kohlenstoffdoppelbindungen mithilfe von Emulgatoren in Wasser dispergiert und mithilfe von Initiatoren polymerisiert. Die dabei entstehenden Dispersionen haben üblicherweise etwa 40 bis 60 Prozent Feststoffgehalt. Neuerdings gelingt es auch, gut verarbeitbare stabile Dispersionen mit bis zu 70 Prozent Feststoffgehalt herzustellen. Das im Gegensatz zu Polymerlösungen bei den Dispersionen das Molekulargewicht der in den Teilchen enthaltenen Makromoleküle keinen signifikanten Einfluss auf die Viskosität hat, ist ein großer Vorteil dieser Systeme, da im Allgemeinen ein höherer Feststoffanteil die Abbindegeschwindigkeit erhöht.
Beim Abbinden von Dispersionsklebstoffen verdunstet das Wasser (oder wird in das zu klebenden Substrat abgegeben) aus dem Zweiphasensystem, wodurch sich die einzelnen Dispersionsteilchen annähern. Nach Überwindung der elektrostatischen Abstoßungskräfte durch Kapillarkräfte und Oberflächenspannungseffekte erfolgt die Ausbildung des Klebstofffilms durch Deformation und Verschmelzen der Teilchen (siehe Abb. 6.4.12).

Abb. 6.4.12: Filmbildung bei Dispersionsklebstoffen – die weißen Kugeln in der Grafik stellen Polymerpartikel dar, die durch das Verdunsten von Wasser immer weiter „verschmelzen“ und schließlich einen gleichmäßigen, „kohärenten“ Film bilden. (Quelle: Eigene Darstellung)
Schmelzklebstoffe
Unter Schmelzklebstoffen versteht man Klebstoffe, die zur Applikation (Auftrag und Benetzung) aufgeschmolzen werden und beim Abbinden durch Abkühlung wieder kristalline oder amorphe Feststoffe ergeben (siehe Abb. 6.4.13). Wie bei vielen anderen Techniken gibt es auch zur Schmelzklebstofftechnik Analogien bei Vorgängen in der belebten Natur. Verschiedene Insektenarten, wie Bienen oder Wespen, verstehen es meisterhaft, Körpersekrete (Wachs) als klebenden Baustoff einzusetzen. Zu den ältesten von Menschen eingesetzten Schmelzklebstoffen gehört Asphalt. Asphalt (griechisch: asphaltos = Erdpech und lat. „bitumen“ = Pech) wurde schon in vorgeschichtlicher Zeit als erwärmter Schmelzklebstoff (bei 120°C bis 160°C) verwendet, um Feuerstein- und Knochenspitzen an Pfeilen zu befestigen. Auch wurden Steinmesser und Steinsägen gefunden, die mit Asphalt in Holzheften befestigt waren.
Bei Schmelzklebstoffen handelt es sich um 100-Prozent-Klebstoffsysteme, die frei sind von Lösemitteln – das heißt: Alle Komponenten verbleiben nach der Applikation in der Klebfuge. Sie liegen bei Raumtemperatur im festen Zustand vor. (100 %-Klebstoffe: Nassschichtdicke = Trockenschichtdicke.) Als Schmelzklebstoffe werden Klebstoffe bezeichnet, die bei Raumtemperatur fest sind und zum Applizieren aufgeschmolzen werden. Schmelzklebstoffe werden dort eingesetzt, wo es auf schnelles Abbinden ankommt. Im Trend sind Systeme, die mit niedrigeren Temperaturen auskommen, um sich zu verflüssigen. Das schont die eingesetzten Maschinen und spart Energie.

Abb. 6.4.13: So funktionieren Schmelzklebstoffe. (Quelle: Eigene Darstellung)
Das vor der Applikation notwendige Aufschmelzen geschieht bei Temperaturen ab 80°C, (bei so genannten „Coldmelts“ oder „Warmmelts“) in der Regel aber zwischen 120 und 160°C. Begriffe wie „Coldmelt“ oder „Warmmelt“ sind Bezeichnungen einiger Firmen für Schmelzklebstoffe, die bei 80 bis 130°C verarbeitet werden. Diese Produkte haben nur ein enges „Applikationsfenster“ und haben sich nicht für die allgemeine Schmelzklebstofftechnologie durchgesetzt. Die niedrigen Verarbeitungstemperaturen führen besonders zu niedrigen Wärmestandfestigkeiten, die den Einsatz solcher Produkte stark limitieren. Das Applizieren kann aber bei Schmelzklebstoffen auf Basis spezieller Polymere (zum Beispiel Polyamide) auch bei Temperaturen von über 220°C erfolgen. Dazu sind eine Vielzahl von Schmelzgeräten entwickelt worden (siehe Abb. 6.4.14).

Abb. 6.4.14: beispielhaftes Klebstoffschmelzgerät der Firma Nordson (Quelle: Nordson)
Beim Klebprozess wird die heiße Klebstoffschmelze auf das zu klebende Teil aufgebracht. Bedingt durch die Temperaturdifferenz zur Umgebung und zum Fügeteil beginnt die Schmelze sofort abzukühlen, was einen zum Teil starken Anstieg der Viskosität zur Folge hat. Schmelzklebstoffe haben daher in der Regel sehr kurze „offene Zeiten“ – das heißt: Das Fügen der zu klebenden Teile muss nach dem Aufbringen der heißen Klebstoffschmelze umgehend erfolgen. Durch das unmittelbare Abkühlen der Schmelze steigt die Viskosität sehr stark an, bis der Klebstoff erstarrt. Klebungen mit Schmelzklebstoffen zeigen daher in der Regel schon nach einigen Sekunden eine Verbindung, die fest und funktionsfähig ist. Dies ermöglicht in Produktionsprozessen sehr schnelle Taktzeiten und unmittelbares Weiterverarbeiten. Aufgrund des thermoplastischen Charakters verringert sich die innere Kohäsion der Schmelzklebstoffe bei erhöhter Temperatur. Unter solchen Bedingungen und/oder statischer Dauerbelastung neigen Klebungen mit Schmelzklebstoffen zum „Kriechen“.
Ferner handelt es sich um reversible Klebungen, die thermisch lösbar und wiederherstellbar sind. Zu beachten ist unter Umständen, dass bei bestimmten wärmesensiblen Substraten (beispielsweise dünne Kunststofffolien) die hohe Wärmebelastung der Fügeteile durch die Schmelze zu Problemen führen kann. Einige dieser Nachteile (Kriechen, geringe Warmformfestigkeit) lassen sich unter Beibehaltung der Vorteile durch die Anwendung reaktiver Schmelzklebstoffsysteme, zum Beispiel reaktiver Polyurethanschmelzklebstoffe, eliminieren.
Für die Herstellung von Schmelzklebstoffen werden je nach Anwendungszweck verschiedene Polymersysteme eingesetzt. Während bei den meisten Schmelzklebstoffen die geforderten Eigenschaften nachträglich – durch Zusätze wie beispielsweise Harze, Wachse, Öle oder Füllstoffe – eingestellt werden, ist es bei bestimmten Polymeren (zum Beispiel Polyamide) möglich, diese schon im Vorfeld durch das Polymerdesign während der Polymerisation zu optimieren.
Reaktive Klebstoffe
Bei chemisch reagierenden (abbindenden oder härtenden) Klebstoffen, oft auch Reaktionsklebstoffe genannt, erfolgt nach dem Auftrag und dem Fügen in der Klebfuge eine chemische Reaktion zur Herstellung des Klebstofffilms. Je nach Art des Klebstoffs können drei verschiedene Klassen von Polymerreaktionen erfolgen (Polymerisation, Polykondensation oder Polyaddition (siehe Abb. 6.4.10)). Wichtig ist, dass der Klebstoff tatsächlich auch erst in der Klebfuge reagiert. Um das sicherzustellen, sind Verarbeitungsverfahren entwickelt worden, die die chemische Reaktion zum festen Klebstoff so lange blockiert oder unterbindet, bis der Klebstoffan seinem letztendlichen Bestimmungsort, der Klebfuge, angelangt ist.
Nach dem Einbringen des Klebstoffs in die Klebfuge folgt das Abbinden durch chemische Reaktion zu einem Feststoff innerhalb einer für jedes System typischen Zeitspanne. Während die Endfestigkeit oft erst nach vielen Stunden oder Tagen erreicht wird, zeigen viele reaktive Klebstoffe schon nach Sekunden oder Minuten ausreichende Festigkeiten, um die gefügten Bauteile weiterverarbeiten zu können (Handlingsfestigkeit).
Das Aushärten aller chemisch reagierenden Klebstoffe wird stark von äußeren Einflüssen, besonders der Temperatur, beeinflusst. Je höher die Verarbeitungs- oder Umgebungstemperatur ist, desto schneller laufen die Aushärtereaktionen ab, wird also die Endfestigkeit erreicht. Häufig erhält man bei höheren Temperaturen auch Endfestigkeiten auf etwas höherem Niveau. Dies liegt daran, dass aufgrund der höheren Teilchenbeweglichkeit die Vernetzungsreaktionen begünstigter ablaufen können und eine höhere Vernetzungsdichte erreicht werden kann. Die Effekte sind bei tieferen Temperaturen umgekehrt. Als Faustregel gilt hierbei, dass eine Temperaturveränderung von ± 10°C die Aushärtezeit halbiert beziehungsweise verdoppelt (Arrhenius-Gleichung).
Die Arrhenius-Gleichung (nach Svante Arrhenius) beschreibt in der chemischen Kinetik die quantitative Abhängigkeit der Reaktionsgeschwindigkeitskonstante k von der Temperatur.
k = A · e
Quelle: https://www.chemie.de/lexikon/Arrhenius-Gleichung.html
Grundsätzlich unterscheidet man bei den Reaktionsklebstoffen zwischen Einkomponenten-Systemen und Mehrkomponenten-Systemen. Während bei den Mehrkomponenten-Systemen in der Regel durch separate Verpackung der einzelnen Komponenten eine mechanische Blockierung vorliegt, kommen bei Einkomponenten-Systemen verschiedene Blockierungsmechanismen zur Anwendung.
Einkomponentensysteme benötigen für die Start der Reaktion einen Initiator, z. B. UV-Strahlung, Wasser, Druck. Zwei- bzw. Mehrkomponentensysteme müssen nach genauer Rezeptur gemischt werden, um ihre Wirkung effektiv zu erreichen.
Klebstoffe auf Basis natürlicher Rohstoffe
→ Pflanzliche Rohstoffe
Wässrige kolloidale Lösungen von pflanzlichen Polymeren, wie Kohlenhydrate (zum Beispiel Stärke oder Zellulose) und Proteine, ergeben in der Regel schon bei geringen Feststoffgehalten hochviskose Systeme, so genannte Leime. Zu den bekanntesten Leimen gehören Stärkeleime. Dies sind wässrige Lösungen aus aufgeschlossener Stärke. Da native Stärke, zum Beispiel aus Mais, Kartoffeln, Reis, aufgrund der in der Natur vorliegenden Strukturen nichtwasserlöslich ist, muss sie bei erhöhter Temperatur (Verkleisterungstemperatur ca. 65°C) oder durch Alkalieinwirkung in eine kolloidal lösliche Form überführt werden. Eine weitere Möglichkeit, Stärke in eine wasserlösliche Form zu überführen, ist der thermische oder säurehydrolytische Abbau der Stärkemoleküle zu Dextrinen (verbunden mit einer deutlichen Abnahme des Molekulargewichts).
Je nach dem Grad des erfolgten Abbaus ergeben sich Leime unterschiedlicher Klebkraft und Verarbeitungseigenschaften. Durch die geringere Molekülgröße kann deutlich mehr Feststoff (Dextrin) in Wasser kolloidalgelöst werden (bis zu 60 Prozent), ohne dass die Viskosität so stark ansteigt, dass die Lösung nicht mehr zu verarbeiten ist. Durch chemische Modifikationen der Stärkepolymere lassen sich gezielt Eigenschaften einstellen. Durch das Aufpfropfen von Acrylamidogruppen lässt sich Stärke zudem so modifizieren, dass so genannte „polymerisierbare Stärken" entstehen, die über eine Strahlenhärtung zu Polymernetzwerken reagieren. Diese modifizierten Typen besitzen deutlich bessere Festigkeitseigenschaften sowie eine höhere Wasserbeständigkeit.
Ein weiteres wichtiges Kohlehydrat ist die Zellulose. Wie Stärke ist auch native Zellulose nicht wasserlöslich. Durch die Modifikation zu Zelluloseethern, zum Beispiel zu Methylether der Zellulose, werden sie kolloidal löslich. Der Methoxylgehalt liegt dabei zwischen 25 und 35 Prozent und ergibt in diesem Bereich ein Maximum an Wasserlöslichkeit. Methylzellulose kommt sowohl in feinfaseriger als auch in granulierter Form in den Handel und wird nach dem Lösen und Quellen in Wasser beispielsweise als Tapetenkleister eingesetzt. Ebenfalls als Zelluloseether wird Carboxymethylzellulose bezeichnet, welche unter anderem als Basisrohstoff zur Formulierung von Klebstoffen für Papierklebungen eingesetzt wird. Andere pflanzliche Kohlenhydrate wie beispielsweise Gummi arabicum werden nur in sehr speziellen Fällen und in geringem Umfang als Klebstoff eingesetzt.
Carboxymethylcellulosen (CMC) sind Celluloseether, Derivate der Cellulose, bei denen ein Teil der Hydroxygruppen als Ether mit einer Carboxymethyl-Gruppe (–CH2–COOH) verknüpft sind. Die Cellulose wird aus Nadel- und Laubhölzern gewonnen. Carboxymethylcellulose wird als Waschmittelzusatz, Bindemittel, Verdicker, Papierleimungsmittel, Schutzkolloid und in Bohrspülungen bei Erdölbohrungen eingesetzt. (Quelle: https://de.wikipedia.org/wiki/Carboxymethylcellulosen)
→ Tierische Rohstoffe
Die wichtigste Substanzklasse für die Herstellung von Klebstoffen tierischen Ursprungs sind Proteine, wobei eine Vielzahl unterschiedlicher Proteine als Basispolymere für Klebstoffe in Frage kommen. So wird das in den so genannten tierischen Leimen als Grundsubstanz vorliegende Glutin aus den verschiedenen Kollagen enthaltenden Körperteilen (Bindegewebe, Häute, Knorpel, Knochen, Sehnen) verschiedener Tiere (Schweine, Rinder, Fische) durch Hydrolyse dieser eiweißhaltigen Verbindungen (Proteine) in Wasser gewonnen.
Glutin: vom lateinischen „glutinosus“ – leimig – und agglutinare – kleben.
Kollagen (Vorstufe Tropokollagen; internationalisierte Schreibweise Collagen) ist ein bei vielzelligen Tieren vorkommendes Strukturprotein (ein Faserbündel bildendes „Eiweiß“) hauptsächlich des Bindegewebes. Kollagen findet sich unter anderem in den weißen unelastischen Fasern von Sehnen, Bändern, Knochen und Knorpel. Auch Schichten der Haut (Unterhaut) bestehen aus Kollagen.
Durch dieses Verfahren erhält man kolloidal lösliche Eiweißabbauprodukte, die eine komplex aufgebaute Proteinstruktur besitzen. Bei der Herstellung von Knochenleim wird gewöhnlich unter Druck gearbeitet, während bei der Hydrolyse von Rohstoffen auf Hautbasis (gewöhnlich Rohhautabfälle und Bindegewebe) ohne Druck sowie bei möglichst niedriger Temperatur gearbeitet wird.
Die Hydrolyse (altgriechisch: ϋδωρ– hydor – „Wasser“ – und λύσιςlýsis – „Lösung, Auflösung, Beendigung“) ist die Spaltung einer (bio)chemischen Verbindung durch Reaktion mit Wasser.
Je nach Güte des Rohstoffs können mehrere „Abzüge" erfolgen, wobei die Temperatur langsam gesteigert wird. Die höherwertigen Produkte liefern dabei die ersten Abzüge. Die Produkte kommen gewöhnlich in körniger, pulverförmiger oder plattenförmiger Form mit gelblicher bis bräunlicher Farbe in den Handel.
Für den Gebrauch werden diese Produkte mit kaltem Wasser zusammengebracht, dabei quellen sie zu einer gallertartigen Masse auf (Gelbildung). In gequollenem Zustand lassen sie sich bei Temperaturen über 30°C schmelzen und ergeben dann den gebrauchsfertigen Klebstoff. Wasserarme Leimgallerten in hochkonzentrierter Form lassen sich durch eine anschließende Erwärmung auf 60 bis 70°C in einen ver-arbeitungsfertigen Leim (Solbildung) überführen. Bei der Abkühlung bildet sich wieder das Gel. Das bekannte schnelle Abbinden der Glutinleime beruht auf dieser reversiblen Sol- und Gelbildung. Besitzt ei-ner der Fügepartner eine für Wasserdiffusion durchlässige Oberfläche, erfolgt das Abbinden unter gleichzeitiger Diffusion des vorhandenen Wassers in das Substrat.
Eingesetzt werden die Produkte unter anderem für die Herstellung wiederanfeuchtbarer Klebstreifen, bei denen die aufgebrachte Klebschicht durch Befeuchtung zur anschließenden Klebung reaktiviert wird. Beim Kontakt des befeuchteten Klebstreifens mit einer Papier- beziehungsweise einer Pappoberfläche setzt ein Wasserentzug ein, so dass das Sol wieder zu Gel rückverwandelt wird und damit erstarrt. Ferner werden Glutinleime in der Druckweiterverarbeitung bei der Herstellung von Buchdeckeln und im Verpackungsbereich zur Herstellung von Schachteln eingesetzt.
Ein weiteres wichtiges Protein, das als Klebstoffrohstoff eingesetzt wird, ist, das zu rund 3 Prozent in Kuhmilch vorkommende Casein. Es besteht aus einer Gruppe von unterschiedlichen Proteinen mit unter-schiedlichen Eigenschaften hinsichtlich Wasseradsorption, Gel- und Filmbildung. Casein wird über Säurefällung (Milchsäure oder Salzsäure) gewonnen, anschließend gewaschen, getrocknet und gemahlen. Da Casein in kaltem Wasser unlöslich ist, muss es bei der Verarbeitung zu flüssigen Klebstoffen in einem alkalischen Medium wie Natronlauge oder Ammoniak aufgeschlossen werden. Dabei hat die Art des Auf-schlussmittels starken Einfluss auf die rheologischen Eigenschaften des Klebstoffs.
Die Rheologie (von altgriechisch: ̀ρε͂ιν– rhein – „fließen“ – und λόγος– logos – „Lehre“) oder Fließkunde ist die Wissenschaft, die sich mit dem Verformungs- und Fließverhalten von Materie beschäftigt.
Um technologischen Eigenschaften, wie das rheologische Verhalten sowie die Fähigkeit zur Gel- und Filmbildung, zu beeinflussen sowie um die emulgierenden Eigenschaften für die jeweiligen Anwendungen zu optimieren, kann die Primärstruktur der Caseine durch verschiedene chemische Reaktionen, beispielsweise durch Alkylierung, modifiziert werden.
Unter einer Alkylierung versteht man in der organischen Chemie einen Vorgang, bei dem in einer chemischen Reaktion an ein Molekül eine aliphatische Alkylgruppe angelagert wird. Aliphatische Kohlenwasserstoffe (griechisch: aleiphar – fettig) sind organische verzweigte oder unverzweigte, ketten- oder ringförmige Kohlenwasserstoffketten (Quelle: https://www.chemie.de/lexikon/Aliphatische_Kohlenwasserstoffe.html). Die Methylierung stellt einen Sonderfall der Alkylierung dar. Eine Alkylgruppe ist ein Teil eines Moleküls, der aus miteinander verbundenen Kohlenstoff- und Wasserstoffatomen besteht.
Ein Haupteinsatzgebiet von Casein ist die Verwendung als Basispolymer zur Herstellung von Etikettierklebstoffen, die für die Etikettierung von Glasflaschen eingesetzt werden. Casein verfügt über sehr gute Klebeigenschaften auch auf nassen, kalten Glasoberflächen, da diese Systeme bei Temperaturerniedrigung einen sehr starken Viskositätsanstieg zeigen. Vorteilhaft für diese Anwendung ist ferner, da viele Glasflaschen als Mehrwegflaschen eingesetzt werden, dass die mit Caseinklebstoff geklebten Etiketten in den Flaschenwaschanlagen mit 1,5 bis 2,5-prozentiger Natronlauge problemlos wieder entfernt werden können.
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.6 Wichtige Begriffe rund um das Thema Klebstoff
Bei der Herstellung, Prüfung und Verarbeitung von Klebstoffen werden viele spezifische Begriffe verwendet, die von Laien oft missverständlich eingesetzt werden. Damit es bei der Kommunikation zwischen Klebstoffhersteller und Klebstoffverarbeiter nicht zu vermeidbaren Missverständnissen kommt, sind im Folgenden einige wichtige Begriffe aus dem Bereich des Klebens aufgeführt. Weitere Begriffe (Be-nennungen und Definitionen) sind unter anderem in der Europäischen Norm 923 zu finden.
In DIN EN 923 sind Begriffe definiert, die in der Klebstoffindustrie verwendet werden, sowie solche, die sich in der klebstoffverarbeitenden Industrie auf Klebstoffe beziehen. Quelle und weiterführende Informationen: https://www.beuth.de/de/norm/din-en-923/106937855
Abbinden
Vorgang, durch den ein Klebstoff seine Festigkeit (Kohäsion) erreicht und die Klebung ihre physikalischen und chemischen Eigenschaften entwickelt (durch physikalische Trocknung oder chemische Reaktion). Auch wenn Klebungen häufig schon nach Sekunden hohe Festigkeiten erreichen können, liegt die Endfestigkeit oft erst nach Stunden vor.
Adhäsion
Bindungskräfte (beruhend auf elektromagnetischen Wechselwirkungen) an der Grenzfläche zwischen dem zu klebenden Gegenstand und dem Klebstoff.
Benetzen
Unter Benetzung versteht man das Verhalten von Flüssigkeiten bei Kontakt mit der Oberfläche von Festkörpern. Ein gutes Benetzen der Klebflächen durch den Klebstoff ist die Grundvoraussetzung für das Zustandekommen der Klebung. Eine gute Adhäsion ist nur nach guter Benetzung möglich. Dazu muss sowohl der Klebstoff ausreichend fließfähig sein und eine den Oberflächenspannungen der Klebflächen angepasste Oberflächenspannung haben. Ferner muss darauf geachtet werden, dass die Klebeflächen frei von Verunreinigungen sind, die die Oberflächenspannung beeinflussen.
Blocken
Unerwünschtes Verkleben von Lackierungen oder Beschichtungen im Stapel oder in der Rolle bei längerem Lagern, insbesondere verursacht durch hohen Druck, hohe Lagertemperatur und/oder Feuchtigkeit.
Dispersion
Eine Dispersion ist ein heterogenes Gemisch aus mindestens zwei Stoffen, die sich nicht oder kaum ineinander lösen oder chemisch miteinander verbinden. Dabei sind ein oder mehrere Stoffe (disperse Phase) fein verteilt in einem anderen kontinuierlichen Stoff (Dispersionsmedium).
Ergiebigkeit
Menge an Klebstoff, den man zum Kleben einer bestimmten Fläche benötigt, angegeben zum Beispiel in Quadratmeter je Kilogramm Klebstoff. Die Angabe kann auch in Stückzahl der zu klebenden Körper pro Klebstoffmenge erfolgen. Stark abhängig unter anderem von der Oberflächenbeschaffenheit des zu klebenden Materials, sowie von der Art des Klebstoffauftrags.
Haftklebstoff
Klebstoff, der bei Raumtemperatur in trockenem, abgebundenem Zustand dauerklebrig ist und der unter kurzem, geringem Druck leicht an Oberflächen haftet. Dazu müssen die Moleküle an der Oberfläche so beweglich sein, dass sie sich so gut an die zu klebende Oberfläche annähern können, dass eine spürbare und für den Anwendungszweck ausreichende Adhäsion entwickelt wird. Der Begriff Haftklebstoffe be-schreibt also keine eigene Klebstoffart, sondern die Oberflächeneigenschaften eines Klebstoffs. Der Klebstofffilm kann dabei durch das Abbinden eines lösemittel-, eines wasserbasierenden, oder eines Schmelzklebstoffes hergestellt werden. Haftklebstoffe werden in der Regel als Beschichtungen angewandt, beispielsweise bei so genannten Selbstklebebändern oder Haftetiketten.
Lösemittel
Flüssigkeit oder Gemisch von Flüssigkeiten (Wasser oder organische Flüssigkeiten), die bei der Klebstoffherstellung zum Lösen oder beim Verdünnen des Bindemittels, zum Einstellen der Klebstoffkonsistenz, ohne chemische Veränderung verwendet wird. Durch das Lösemittel können in bestimmten Rahmen auch Anwendungseigenschaften beeinflusst werden.
Klebfuge
Zwischenraum zwischen den beiden Klebflächen, der durch die Klebstoffschicht ausgefüllt wird. Die Größe der Klebfugenfläche entspricht der KIebfläche.
Kleister
Klebstoffe in Form eines wässrigen Quellungsproduktes beispielsweise aus Stärke oder organischen Zelluloseethern. Kleister bilden schon in geringsten Konzentrationen (2–20 Prozent) eine hochviskose, kurz abreißende, nicht fadenziehende Masse.
Kohäsion
Bindungskräfte (elektromagnetische Wechselwirkungen) der kleinsten Bestandteile des Klebstoffs unter sich, was zur inneren Festigkeit des Klebstoffs (wie bei allen anderen Feststoffen) führt. Die Kohäsion bildet sich im Verlauf des Abbindens eines Klebstoffs. Daher sollte der Abbindeprozess so wenig wie möglich gestört werden.
Kunstharze
Hierbei handelt es sich um auf synthetischem Wege durch Polymerisations-, Polyadditions- oder Polykondensationsreaktionen hergestellte, hochmolekulare Stoffe, die unter anderem zur Herstellung von Klebstoffen Verwendung finden.
Klebstoff
Nach der DIN EN 923 ist ein Klebstoff ein „Nichtmetallischer Werkstoff, der Fügeteile durch Flächenhaftung (Adhäsion = Haften gleich- oder verschiedenartiger Stoffe aneinander) und innere Festigkeit (Kohäsion = innere Festigkeit eines Werkstoffes) verbinden kann".
Leim
Leime sind wässrige Lösungen von Klebstoffen. Nach einer neueren Definition (DIN 16921) kann es sich um Lösungen von tierischen, pflanzlichen oder synthetischen Grundstoffen in Wasser handeln.
Offene Zeit
Unmittelbar nach dem Auftrag eines Klebstoffs erfolgt durch die unterschiedlichen Abbindeprozesse zuerst ein Anstieg der Viskosität. Dadurch ist eine gute Benetzung der zweiten Fügeteiloberfläche, die zu einer ausreichenden Adhäsion führt, nur eine bestimmte Zeit lang gegeben. Diese Zeitspanne wird als „offene Zeit“ bezeichnet. Bis wann bei einer Klebung noch eine zufriedenstellende Benetzung vorliegt, die zu einer Klebfestigkeit führt, die alle Erwartungen erfüllt, hängt dabei sehr von den an die Klebung gestellten Forderungen ab. Die absolute Zeitspanne der „offenen Zeit“ reicht von Bruchteilen von Sekunden bei sehr schnellen Schmelzklebstoffen oder Reaktionsklebstoffen bis hin zu quasi beliebig langen Zeiten bei den Haftklebstoffen. Die Länge der „offenen Zeit“ wird dabei von der Formulierung der Klebstoffe, entscheidend aber auch vom Klebprozess beeinflusst. Parameter, die die „offene Zeit“ beeinflussen, sind unter anderem die Temperatur, die Schichtdicke des Klebstoffs, die Saugfähigkeit oder die Wärmeleitfähigkeit der Substrate. Eine Angabe der „offenen Zeit“ als Klebstoffeigenschaft ist daher nicht möglich.
Topfzeit
Zeitspanne vom Ansetzen eines reaktiven Klebstoffs durch Auflösen oder Vermischen mehrerer Komponenten bis zu dem Zeitpunkt, bis zu welchem der Klebstoffansatz brauchbar ist. In der Regel ist dabei die Viskosität der limitierende Faktor, da eine zu hohe Viskosität eine ausreichende Benetzung erschwert und so dann auch keine ausreichende Adhäsion erreicht wird.
Tack
Anzugsmoment eines Klebstoffs. Geprüft wird der Tack (auch „Zügigkeit“ genannt) beispielsweise, indem man den Klebstoff zwischen zwei Fingerspitzen gibt und die subjektive „Klebrigkeit“ bestimmt (beobachtbar ist auch der Abriss oder das Fadenziehen). Bei mit Haftklebstoffen beschichteten Substraten lässt sich der Tack auch in einem Prüfgerät messen, beispielsweise durch die Messung des „Looptacks“.
Verdünnungsmittel
Löse- und Dispergiermittel, das dazu dient, die Konzentration und die Viskosität des Klebstoffs herabzusetzen oder eingedickte Klebstoffe wieder auf die für die Verarbeitung erforderliche Viskosität zu bringen. Das Verdünnen sollte nur in Ausnahmefällen erfolgen, da Klebstoffe in der Regel so hergestellt werden, dass sie direkt eingesetzt werden können.
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.7 Auswahl der Klebstoffe
Soll ein neuer Klebstoff bei der Herstellung oder Weiterverarbeitung von Packstoffen eingesetzt werden, müssen folgende Fragen geklärt sein:
1. Welche Materialien werden miteinander geklebt?(Papier-Papier; Papier-Metall; Papier-Kunststoff; Kunststoff-Kunststoff)
2. Wie sind die Oberflächen der zu klebenden Materialien beschaffen?(lackiert, beschichtet, bedruckt)
3. Welches Packgut wird verpackt? (Lebensmittel, hygroskopische Stoffe)
4. Wie wird das fertige Packstück behandelt? (Transport, Lagerung, Übersee)
Nachdem alle relevanten Fragen geklärt sind, können ein entsprechender Klebstoff ausgesucht werden, Versuchsklebungen durchgeführt und nach einer Stunde und nach 24 Stunden (Gefahr der Scheinklebung) getestet werden. In besonderen Fällen kann auch eine „Langzeituntersuchung“ sinnvoll sein. Wenn bei den Kontrollen eine einwandfreie Klebung festgestellt wird, kann der Klebstoff eingesetzt werden.
Während das Kleben von unveredelten Papieren im Allgemeinen keine Schwierigkeiten bereitet, besteht bei der Verarbeitung von beschichteten und lackierten Papieren, Aluminiumfolien, Kunststofffolien oder Verbundfolien das Hauptproblem darin, die Klebstoffrezeptur so auf den jeweiligen Packstoff abzustimmen, dass ausreichende Adhäsion erzielt wird. Besonders ist auf die Oberflächenspannung der zu klebenden Materialien zu achten, und die Klebstoffe sind so auszusuchen, dass eine ausreichende Benetzung erfolgt (siehe Abb. 6.4.15).
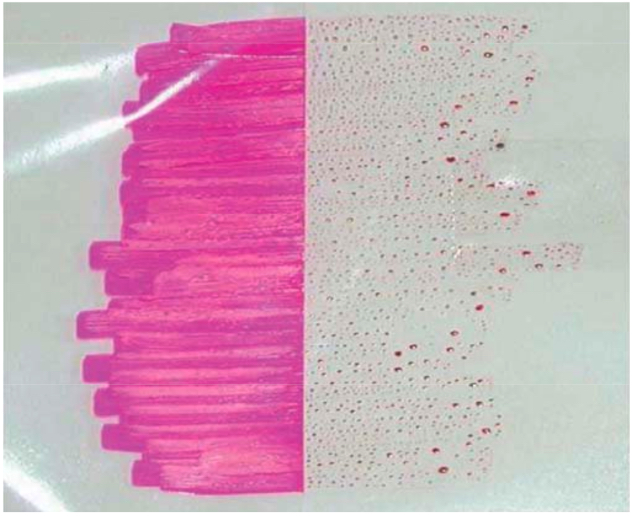
Abb. 6.4.15: Die ausreichende Benetzung mit Klebstoffen ist essenziell. (Quelle: Eigene Darstellung)
Die zu klebenden Teile sollen nicht mit schwer zu klebenden Oberflächenveredelungen (zum Beispiel Drucken, Lackierungen) belegt sein. Lackierungen oder Beschichtungen lassen sich oft an den Klebestellen aussparen oder vor dem Kleben entfernen. Im Falle der Klebung von Kunststoff beziehungsweise Lackoberflächen sowie von Metallfolien ist deshalb eine besonders enge Zusammenarbeit zwischen dem Verarbeiter und dem Hersteller von Klebstoffen erforderlich.
Die Anwendung von wässrigen Klebstofflösungen oder von Dispersionen ist im Regelfall nur möglich, wenn zumindest eine saugfähige Packstoffoberfläche zur Verfügung steht. Dispersionen können auch genutzt werden, wenn beide Fügeteile nicht saugfähig sind. Es bedarf eines entsprechend hohen Feststoff-gehalts und eines Streifenauftrags, so dass die Restfeuchte über die klebstofffreien Streifen verdunsten kann.
Besser ist es in der Regel jedoch, wenn man zwei weitgehend porenfreie (nicht saugfähige Materialien) Packstoffe mit so genannten 100-Prozent-Systemen (zum Beispiel Schmelzklebstoffe) klebt, sofern nicht gegebenenfalls einem Schweiß- oder Siegelverfahren der Vorzug zu geben ist. Durch die Verwendung von 100-Prozent-Systemen lassen sich dann die gewünschten schnellen Produktionsprozesse verwirklichen.
Beim Kleben von Substraten, die wärmeempfindlich sind, sollte vor dem Einsatz von Schmelzklebstoffen geprüft werden, ob die Substrate bei den Verarbeitungstemperaturen der Schmelzklebstoffe eventuell Schaden nehmen. Sollte das der Fall sein, sind Klebstoffe einzusetzen, die bei Raumtemperatur zu verarbeiten sind.
Die Verwendung von Lösemittelklebstoffen (Kleblacke) sollte auf Sonderfälle beschränkt bleiben, weil die Verarbeitung dieser Klebstofftypen zu besonderen Maßnahmen zwingt (geschlossene Anleimsysteme, Absaugvorrichtungen). Zudem ist beim Einsatz solcher Systeme zu prüfen, ob die Lösemittel möglicherweise die Oberflächen der Fügeteile in nicht gewünschter Form beeinflussen.
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.8 Verarbeitung der Klebstoffe: Lagerung und Vorbereitung der Klebstoffe
Bei der Lagerung von Klebstoffen sind die speziellen Vorschriften, welche durch den Klebstoffhersteller vorgegeben werden, unbedingt einzuhalten. Am günstigsten sind für wässrige Lösungen und Dispersionsklebstoffe Lagerungstemperaturen im Bereich von +10 bis +20°C. Pulverförmige Klebstoffe, die als Grundlage wässriger Lösungen dienen, müssen in trockenen Räumen aufbewahrt werden. Schmelzklebstoffe sind in dieser Beziehung relativ unempfindlich, die Lagertemperaturen sollten nur nicht so hoch sein, dass ein Verblocken von Granulaten möglich ist. Wasserhaltige Klebstoffe können durch Fro-steinwirkung unbrauchbar werden. Gebrauchsfertige Klebstoffe sollten nach Möglichkeit nicht länger als drei bis sechs Monate gelagert werden, da sonst strukturelle Veränderungen erfolgen können (immer die speziellen Vorgaben der Klebstoffhersteller beachten). Angebrochene Gebinde müssen immer gut verschlossen werden, um eine Verunreinigung der Klebstoffe zu vermeiden.
Dispersionen sollten nach Möglichkeit unverdünnt verwendet werden. Wird in Ausnahmefällen dennoch eine Verdünnung erforderlich, so darf aus Stabilitätsgründen nicht mehr als 5-10 Prozent Wasser zu-gesetzt werden, da eine Zugabe von Wasser die Stabilität der Dispersion stark herabsetzt (Gefahr des Absetzens der dispergierten Kunststoffteilchen). Der Zusatz von Wasser oder von Lösemitteln, die vom Klebstoffhersteller empfohlen sein müssen, soll niemals auf der Maschine vorgenommen werden.
Klebungen sind nach Möglichkeit bei einer Raumtemperatur von +18° bis +25°C durchzuführen. Kühl gelagerte Klebstoffe müssen vor der Verarbeitung temperiert werden. Um eine ausreichende Abbinde-geschwindigkeit wasserhaltiger Klebstoffe zu erzielen, soll die relative Luftfeuchtigkeit der Lager- und Fabrikationsräume nicht höher als 60-65 Prozent liegen.
Klebstoffpulver (zum Beispiel Zellulosederivate wie Tapetenkleister, Dextrine oder aufgeschlossene Stärken) werden in Lösung gebracht, indem man das Pulver unter stetigem Rühren gleichmäßig in das vorgelegte Wasser gibt. Mithilfe geeigneter Rührwerke ist anschließend für eine gute Homogenisierung der Klebstofflösungen zu sorgen. Dabei ist darauf zu achten, dass nicht zu viel Luft in der Klebstofflösung (Schaumbildung) eingebracht wird. (Es gibt auch Redispergierpulver, die aber nur mit hoher Scherung in eine stabile Dispersion überführt werden können.)
Beim Einsatz von Schmelzklebstoffen ist regelmäßig die Verarbeitungstemperatur zu kontrollieren. Eine zu hohe Temperatur belastet die organischen Bestandteile der Schmelzklebstoffe (Verkracken) und führt im schlimmsten Fall zu einer Unbrauchbarkeit der Schmelzklebstoffe. Die Reinigung der Anleimaggregate von Klebstoffrückständen sollte im noch nicht abgebundenen Zustand vorgenommen werden. Klebstoffeinrichtungen sollten nicht zu lange laufen, ohne dass Klebstoff verbraucht wird (Wasserverlust – Viskositätserhöhung).
Wenn ein neuer Klebstoff bei maschinellen Anlagen eingesetzt werden soll, sollte eine Verträglichkeitsprüfung (alter und neuer Klebstoff) außerhalb der Maschine durchgeführt werden. Bei negativem Ergebnis ist die gesamte Klebstoff-Verarbeitungseinrichtung zu reinigen.
Die optimale Auftragsstärke des Klebstoffs hängt sowohl von der Rauigkeit und Saugfähigkeit des Packstoffes als auch von der Maschine und vom Klebstoff ab. Im Allgemeinen ist ein möglichst dünner Auftrag anzustreben, wobei jedoch sichergestellt werden muss, dass der Auftrag zu einem geschlossenen Klebstofffilm zwischen den Fügeteilen führt.
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.9 Prüfungen
Prinzipiell unterscheidet man Prüfungen des Klebstoffs und Prüfungen der Klebung.
Prüfung von Klebstoffen
Prüfungen an Klebstoffen dienen zur Ermittlung spezieller Eigenschaften der Klebstoffe während deren Entwicklung, zur Qualitätskontrolle bei der Herstellung und beim Wareneingang beim Verarbeiter. Sie dienen dazu, die spezifischen Eigenschaften des Klebstoffs, sowohl vor, als auch nach dem Abbinden zu ermitteln. Die Eigenschaften der noch nicht abgebundenen Klebstoffe sind neben der Qualitätskontrolle besonders für deren Verarbeitbarkeit relevant.
Eine der wichtigsten Kenngrößen eines Klebstoffs, der zur Qualitätskontrolle dient, ist die Viskosität, da Klebstoffe in der Regel bei der Applikation als Flüssigkeiten vorliegen. Hierbei kann es sich um eine „Einpunktmessung“ handeln – das heißt: Man prüft die Viskosität bei einer festgelegten Temperatur mit einem definierten Schergefälle oder man nimmt Viskositätsprofile in Abhängigkeit von der Temperatur oder vom Schergefälle auf. Bei allen trocknenden Systemen sind der Feststoffgehalt und bei wässrigen Systemen zudem noch der pH-Wert wichtig. Bei reaktiven Mehrkomponenten-Systemen ist ferner die Prüfung der Topfzeit üblich.
Um die Eigenschaften des abgebundenen Klebstoffs zu bestimmen, wird in der Regel ein Film des zu untersuchenden Klebstoffs unter festgelegten Bedingungen hergestellt. Damit man Klebstofffilme ohne Träger erhält, kann man einen Klebstofffilm beispielsweise auf einem Untergrund applizieren, zu dem er so wenig Adhäsion entwickelt (beispielsweise auf einer Teflonplatte), dass man ihn ohne Beschädigung abziehen kann. An solch isolierten Klebstofffilmen können dann alle Eigenschaftstests, wie sie aus der Kunststoffindustrie bekannt sind, durchgeführt werden. Die mechanische Festigkeit (Kohäsion) des Films, die Reißfestigkeit, die Dehnung und die Elastizität der Klebstofffilme werden durch eine zerstörende Prüfung im Zugversuch bestimmt (siehe Abb. 6.4.16 und 6.4.17).
Wichtig ist häufig auch zu prüfen, wie sich die Kohäsion unter der Einwirkung verschiedener Umwelteinflüsse wie Temperatur, Feuchtigkeit, Lösemittel oder Strahlung verhält. Da viele Klebstoffe thermoplastischen Charakter zeigen, ist besonders die Untersuchung der Änderungen der Klebstofffilmeigenschaften, beispielsweise ein Erweichen oder Verspröden unter Temperatureinfluss, wichtig. Dies gilt, wenn auch in geringerem Maß, ebenso für duroplastische und elastische Klebstofffilme.
Der primäre Unterschied zwischen thermoplastischen und duroplastischen Kunststoffen ist die Hitzebeständigkeit. Hervorgerufen wird diese Eigenschaft durch den Umstand, dass Thermoplaste „schmelzbar“ und Duroplaste „nicht schmelzbar“ sind. Die Formbeständigkeit von Thermoplasten kann schon bei Temperaturen ab +70°C nicht mehr gegeben sein. Duroplaste sind dagegen bis zu Temperaturen von +500°C hitzebeständig. Auch die chemische Beständigkeit von Duroplasten ist sehr gut, daher wird dieser Stoff häufig in der chemischen Industrie eingesetzt. Mit Fakten aus: stintmann.de

Abb. 6.4.16: Zugscherversuch – schematische Darstellung (Quelle: Fraunhofer IFAM)

Abb. 6.4.17: grafische Darstellung der Zugkraft in Abhängigkeit vom Weg (Quelle: Fraunhofer IFAM)
Für den Verarbeitungsprozess wichtige Parameter wie die offene Zeit oder das Abbindeverhalten werden in der Regel nicht im Rahmen einer Qualitätskontrolle geprüft, sehr wohl aber, um die grundsätzliche Eignung eines Klebstoffs für den geplanten Prozess zu ermitteln. Für all diese Prüfungen gibt es sowohl genormte als auch so genannte „Hausmethoden“ der Klebstoffhersteller. Beim Vergleich der gefundenen Werte sind daher immer die Methode und die Prüfbedingung zu beachten.
Beispiele für bestimmte Prüfungen
Bestimmung der Viskosität
Die Viskosität ist ein Maß für innere Reibung der Klebstoffe bei wirbelfreier Strömung. Sie wird dadurch gemessen, dass die Kraft („Schubspannung“) bestimmt wird, die erforderlich ist, um die Teilchen der Flüssigkeit mit einer bestimmten Verformungsgeschwindigkeit („Schergefälle“) gegeneinander zu verschieben. Die Viskosität ergibt einen Kennwert für das Fließverhalten von noch nicht abgebundenen Klebstoffen unter vorgeschriebenen Bedingungen. Da es sich bei den meisten Klebstoffen um nichtnewtonsche Flüssigkeiten handelt, deren Viskosität vom Schergefälle und von der Dauer der Scherbeanspruchung abhängt, ist eine genaue Festlegung der Prüfmethode und der Prüfgeräte notwendig. Ein einfacher Vergleich des „Zahlenwerts“ der Viskosität auf Datenblättern ist daher nicht möglich.
Ein newtonsches Fluid (nach Isaac Newton) ist ein Fluid (also eine Flüssigkeit oder ein Gas) mit linear viskosem Fließverhalten. Bei diesen Fluiden ist also die Schergeschwindigkeit proportional zur Scherspannung. Solche Fluide, wie beispielsweise Wasser und Luft, werden durch eine belastungsunabhängige Viskosität charakterisiert. Ihre Bewegung gehorcht den Gleichungen von Navier-Stokes. Davon abweichendes Verhalten heißt nichtnewtonsch und ist Gegenstand der Rheologie. Beispiele für nichtnewtonsche Flüssigkeiten sind Blut, Zementleime, Treibsand und Ketchup. Das Verformungsverhalten derartiger Stoffe lässt sich nicht mehr einfach durch das Newtonsche Gesetz (siehe unten) beschreiben. Quelle: https://de.wikipedia.org/wiki/Newtonsches_Fluid
Da die Viskosität in der Regel auch temperaturabhängig ist, ist auf eine genaue Temperierung während der Messung zu achten. Viskositäten werden in der Maßeinheit Pascalsekunde (Pa s) angegeben. In der Praxis wird der tausendste Teil dieser Einheit, die Milli-Pascalsekunde (mPa s), verwendet, um besser handhabbare Zahlenwerte zu bekommen.
Bestimmung des pH-Wertes wässriger Klebstoffe
Der pH-Wert (Maßzahl für den basischen oder sauren Charakter einer Lösung; der dekadische negative Logarithmus der Wasserstoffionenkonzentration) von wasserbasierenden Klebstoffen ist eine wichtige Kenngröße, beispielsweise bei Dispersionsklebstoffen. Bei Verdünnungen von Dispersionsklebstoffen und Latices sollte darauf geachtet werden, dass der pH-Wert nicht verändert wird, damit keine Koagulation entsteht. Koagulation = Gerinnung: Allgemeiner Begriff für die Änderung des kolloidalen Zustandes, insbesondere den Übergang vom Sol- in den Gelzustand durch den Zusatz von Elektrolyt, Neutralsalzen, Säuren, Basen oder durch Erhitzung.
Bestimmung der Abbindezeit
Nach DIN 16920 ist die Abbindezeit die Zeitspanne, innerhalb der die Klebung nach dem Vereinigen eine für die bestimmungsmäßige Beanspruchung erforderliche Festigkeit erreicht. Die Abbindezeit ist, wie die offene Zeit, von der Zusammensetzung des Klebstoffs, aber auch von vielen Parametern, die bei der Verarbeitung relevant sind (Temperatur, Auftragsmenge und Auftragsart), abhängig. Aufgrund der Kom-plexität der Messung erfolgt die Prüfung in der Regel nach so genannten Hausmethoden. Das Verfahren ermöglicht einen relativen Vergleich von Klebstoffen untereinander, die nach der gleichen Methode gemessen worden sind. Der Vergleich von „Zahlenwerten“ unterschiedlicher Hersteller ist nur bedingt möglich.
Prüfung der Klebung
Die Prüfung von Klebverbindungen (Bauteilprüfungen) dient einerseits zur Ermittlung der Eigenschaften des geklebten Produkts und andererseits der Qualitätskontrolle bei der Verarbeitung der Klebstoffe. Für diese Tests steht eine Vielzahl, in der Regel auf das geklebte Produkt optimierte Methoden, zur Verfügung. Bei diesen Methoden kann es sich um zerstörende als auch zerstörungsfreie Kurz- und Langzeittests handeln. In der Praxis überwiegen die Kurzzeittests, da diese mit geringerem Zeit- und Geräteaufwand verbunden sind.
Bei der Herstellung einer Klebung wird im Allgemeinen das Ziel verfolgt, dass die Fügung bei deren Überlastung Materialbruch in den Fügeteilen zeigt. Oft entstehen allerdings Mischbrüche, das heißt sowohl Brüche in den Fügeteilen als auch im Klebstoff sowie zwischen Fügeteil und Klebstoff (siehe Abb. 6.4.18a). Reine Adhäsionsbrüche deuten meist auf eine unzureichende Oberflächenvorbehandlung oder falsche Klebstoffauswahl hin und sollten vermieden werden, da hier eine erhöhte Gefahr besteht, dass durch Unterwanderung der Klebschicht, zum Beispiel durch Feuchtigkeit, die Alterungsbeständigkeit der Klebung leidet.

Abb. 6.4.18a: Kohäsionsbruch (Faserausriss) bei einer Verpackungsklebung (Quelle: Eigene Darstellung)

Abb. 6.4.18b: schematische Darstellungen Kohäsionsbruch, Adhäsionsbruch und Mischbruch (Quelle: Fraunhofer IFAM)
Prüfung von Klebnähten
Wenn man die Festigkeit der Klebnähte testen will, muss man sich darüber im Klaren sein, wie weit der Abbindeprozess bereits fortgeschritten ist. Die Endfestigkeit wird erst erreicht, wenn das Abbinden vollständig abgeschlossen ist. Je nach Klebstoffsystem und Verarbeitungsbedingungen kann das Minuten bis Tage dauern. So ist beim häufig eingesetzten wässrigen System im Bereich der Klebungen von Papier, Pappe und Karton zu berücksichtigen, dass das aus den Klebstoffen diffundierende Wasser zuerst die Festigkeiten der Substrate verringert, bis der Klebstofffilm „trocken“ ist und das Verpackungsmaterial seine Gleichgewichtsfeuchte wieder erreicht hat. Die Prüfungen können dann maschinell oder auch manuell durchgeführt werden. Sinnvoll ist daher eine Messung, wenn man aus Erfahrung davon ausgehen kann, dass das Abbinden weitestgehend abgeschlossen ist. Sicherheitshalber sollte der Prüftest nach 24 Stunden wiederholt werden.
Photographic Activity Test (PAT)
Der PAT-Test hat sich als Eignungstest für Archivmaterialien durchgesetzt, der heute als internationale Norm ISO 18916 „Photographic Activity Test“ – kurz PAT – vorliegt. Die Norm beschreibt ein Prüfverfahren, bei welchem Materialproben bei 70°C und 86 Prozent relativer Luftfeuchte über längere Zeit in engen Kontakt mit speziellen Detektormaterialien gebracht werden. Die messtechnische Bewertung der Detektormaterialien vor und nachder Inkubation ergibt dann eine als zuverlässig eingestufte Aussage, ob ein Material als Archivmaterial geeignet ist oder nicht (Inkubation: vom lateinischen incubare – „aufliegen“, „ausbrüten“).
- Zum Verfassen von Kommentaren bitte anmelden.
Technologie des Klebebindens - Heidelberg
Die Geschichte des Klebebindens
Als Emil Lumbeck im Jahr 1938 erstmals lose Blätter auffächerte und deren seitliche Blattkanten mit einer Kunstharzdispersion verband, war dies die Geburtsstunde eines Bindeverfahrens, das heute die industrielle Buch- und Broschurenherstellung dominiert. Der Vorläufer des Klebebindens – das sogenannte Lumbeckverfahren – erzeugte auf Anhieb sehr gut haltbare Buchblöcke.
Aber erst mit der Entwicklung der maschinellen Klebebindung Mitte des 20. Jahrhunderts gelang der neuen Technologie der endgültige Durchbruch: Sie ermöglicht es, die Buchproduktion inline zu automatisieren und leistungsstarke Fließstrecken aufzubauen. Niedrige Verarbeitungskosten und hohe Maschinengeschwindigkeiten verhalfen dem hochwertigen und optisch ansprechenden Bindeverfahren zum Erfolg und legten den Grundstein für seine heutige Bedeutung.
Das Klebebinden hat sich seitdem grundlegend weiterentwickelt. Auf die geänderten Anforderungen eines sich im ständigen Wandel befindlichen Marktes wurde mit innovativen Klebstoffen und neuen, automatisierten Maschinen reagiert. Ob Wirtschaftlichkeit, Produktionsgeschwindigkeit, Qualität oder Umweltschutz: Permanente Innovationen haben neue Standards gesetzt und das Klebebinden noch effektiver gemacht.
Hier gehts zum PDF "Technologie des Klebebindens", bereitgestellt von Heidelberg.
- Zum Verfassen von Kommentaren bitte anmelden.
Videoclip-Bibliothek zur Druckweiterverarbeitung
In vielen Fällen können den Lehrerinnen und Lehrer an Berufskollegs nur eingeschränkt auf Lehrmaterial zurückgreifen. Dies gilt besonders für das fachlich weitgefächerte Gebiet der Druckweiterverarbeitung. Für einige Bereiche gibt es bereits Videomaterial, das speziell für Lehrzwecke unter didaktischen Gesichtspunkten entwickelt wurde. Darüber hinaus existiert eine Vielzahl von Videoclips, die für Werbezwecke produziert wurden. Unter didaktischen Aspekten betrachtet sind viele davon ganz oder in Teilen so gut gemacht, dass sie den Fachunterricht erheblich bereichern und unterstützen können.
Dieses Material liegt hier für den Unterricht geschnitten, bearbeitet und zusammengestellt vor. Es hat sich bereits in Lehrveranstaltungen der Universität Wuppertal bewährt und ist von den Studierenden, insbesondere von denen, die für ein Lehramt an Berufschulen Studieren, als sehr hilfreich begrüßt worden.
Wir bedanken uns bei den nachstehenden Firmen für die freundliche Überlassung der Bildrechte:
Affeldt – Maschinenbau GmbH, Neuendorf
Bielomatik, Neuffen
Bograma AG, Turbenthal (CH)
Durrer Spezialmaschinen AG, Küssnacht (CH)
Ferag AG, Hinwil (CH)
Heidelberger Druckmaschinien AG, Heidelberg
Koenig & Bauer AG, Würzburg
Kolbus GmbH & Co KG, Rahden
Mathias Bäuerle GmbH, St. Georgen
Meccanotecnica S.p.A., Torre de Roveri (I)
Müller Martini AG, Bad Mergentheim und Zofingen (CH)
Theisen & Bonitz Maschinenbau GmbH, Burscheid
- Zum Verfassen von Kommentaren bitte anmelden.
Videos zum Klebebinden
Corona - Hochleistungsklebebinder, bereitgestellt von Müller Martini.
Die Klebebindelinie I, bereitgestellt von Kolbus.
Die Klebebindelinie II, bereitgestellt von Kolbus.
Zeitschriftenfertigung mit der Publica Rollstream, bereitgestellt von FERAG und Kolbus.
Klebebinden im Detail, bereitgestellt von Heidelberg.
Der Dreimesserautomat.
Der Dreimesserautomat im Detail, bereitgestellt von Kolbus.
Auftrag des Klebers im Detail, bereitgestellt von Müller Martini.
Rückenbearbeitung beim Klebebinden.
Rillen beim Klebebinden im Detail.
Zusammentragen, bereitgestellt von Heidelberg.
- Zum Verfassen von Kommentaren bitte anmelden.