LF 10: Fertigungsanlagen steuern
- Zum Verfassen von Kommentaren bitte anmelden.
10.1 Betreiben von erzeugungsspezifischen Fertigungsanlagen
In diesem Kapitel werden die verschiedensten Maschinen, Geräte, Anlagen und Fertigungssysteme beschrieben. Die Anzahl der zu fertigenden Packmittel ist sehr vielfältig, und somit werden auch ganz unterschiedliche Fertigungsanlagen eingesetzt, um diese Packmittel herzustellen. Die eingesetzten Maschinen und Anlagen sind nach den zu verarbeitenden Materialien und Packmittelarten unterteilt.
In den einzelnen Abschnitten sind dann – ausgehend von der Art der Packmittel und Fertigungsaufträgen – die Maschinen und Anlagen beschrieben. Die Maschinen und Anlagen sind zwar sehr unterschiedlich im Aufbau, in der Komplexität und Flexibilität; dennoch gibt es für alle Fertigungsanlagen gewisse Gemeinsamkeiten. Maschinen und Anlagen unterstützen den Menschen bei seiner Arbeit. Sie führen Fertigungsschritte aus – entweder durch Befehle des Maschinenbedieners oder automatisch gesteuert nach Programmanweisungen. Moderne Maschinen und Anlagen sind die Hauptvoraussetzung, um die Produktivität einer Fertigung zu erhöhen.
Um die Funktion und Wirkungsweise einer Maschine zu erkennen, kann man sie verallgemeinernd als technisches System bezeichnen, dem Energie, Stoffe oder Informationen zugeführt werden. Sie erfahren dort eine Umsetzung und verlassen danach die Maschine wieder.

Abb. 10.1.1: Maschine als technisches System am Beispiel einer Flachbettstanzmaschine (Quelle: Eigene Darstellung)
Nach der systemtechnischen Betrachtungsweise kann man die Maschinen entsprechend ihrer Hauptfunktion in drei Maschinenarten unterteilen:
Energieumwandelnde Maschinen: Kraftmaschinen
Stoffumwandelnde Maschinen: Arbeitsmaschinen
Informationsumsetzende Maschinen: Datenverarbeitungsanlagen
Kraftmaschinen sind in ihrer Hauptfunktion Maschinen zur Energieumwandlung. In ihnen wird eine zugeführte Energie in eine für einen bestimmten Verwendungszweck erforderliche Energieform umgewan-delt.
Beispiel: Elektromotoren sind die am häufigsten eingesetzten stationären Kraftmaschinen im industriellen Bereich. Sie dienen zum Beispiel als Antriebseinheit für Verarbeitungsmaschinen, Hebezeuge, Transportsysteme, Pumpen und Verdichter. In Elektromotoren wird elektrische Energie in Bewegungsenergie umgesetzt.
Allgemeine Informationen zu Verpackungsmaschinen, bereitgestellt von Keyence.
- Zum Verfassen von Kommentaren bitte anmelden.
10.2 Begriffserklärung: Maschinen und Anlagen
Arbeitsmaschinen sind in ihrer Hauptfunktion stoffumsetzende Maschinen. Mit ihnen werden Stoffe mithilfe von Energie
• von Ort zu Ort transportiert.
• in eine andere Form gebracht.
• in einen anderen Energiezustand versetzt.
Auf einer Stanzmaschine werden zum Beispiel aus einem Bogenmaterial mithilfe der elektrischen Antriebsenergie ausgestanzte Faltschachtelnutzen hergestellt. Mit Pumpen und Hebezeugen werden Packstoffe und Packmittel transportiert. Mit einem Extruder wird Kunststoffgranulat zu einer Folienbahn verändert.
Datenverarbeitungsanlagen nehmen Daten und Eingabebefehle (Informationen) auf, verarbeiten sie und geben Daten und Steuerbefehle aus. Sie können allgemein als informationsumsetzende Maschinen bezeichnet werden. Datenverarbeitungsanlagen bestehen aus Geräte-Baugruppen, der sogenannten Hardware.

Abb. 10.2.0: Dateingabe, Datenverarbeitung, Datenausgabe (Quelle: Eigene Darstellung)
Die Dateneingabe erfolgt über Eingabegeräte (zum Beispiel Bedienfeld einer CNC-Steuerung). Die Daten-Verarbeitung übernimmt der Rechner. Die Daten-Ausgabe kann zum Beispiel als Bilddarstellung auf einem Monitor oder Schaltbefehl für die Vorschubmotoren einer Flachbettstanzmaschine erfolgen. Geräte und Anlagen zur Datenverarbeitung können Personalcomputer, CNC-Steuerungen oder CAD-Anlagen sein. Moderne Fertigungsanlagen können aus vielen verschiedenen Maschinen und Geräten bestehen, in denen Energien, Packstoffe und Informationen umgesetzt werden. Kraftmaschinen, Arbeitsmaschinen, Transport- und Handhabungssysteme sowie Datenverarbeitungsanlagen sind hier zu einer Einheit verknüpft, die die kostengünstigste Fertigung von Packstoffen oder Packmitteln ermöglicht.

Abb.: 10.2.1: Wellpappenherstellung und Inline-Maschine zur Schachtelherstellung (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3 Schneidsysteme im Packmittel erzeugenden Betrieb
Schneiden ist nach DIN 8588 ein mechanisches Materialtrennverfahren ohne Spanbildung. Das Schneiden wird in Packmittel verarbeitenden Betrieben mit Schnellschneidern (Messerschnittprinzip) durchgeführt.

Abb. 10.3.1: Schnellschneider (Quelle: POLAR-Mohr)
Neben dem Zuschneiden von bedruckten oder unbedruckten Papier-, Pappe-, Kartonbogenstapeln auf das richtige Format der Weiterverarbeitungsmaschine (Stanzen-, Falzmaschinen) wird der Schnellschneider im Verpackungsbereich hauptsächlich für das maßhaltige Schneiden von Etiketten, Einlagen sowie im Werbemittelbereich zum Vereinzeln von Flyern, Postkarten und Visitenkarten eingesetzt. Auch andere Materialien wie zum Beispiel Verbundstoffe, Kunststoff-, Gummiplatten (Lacktücher) sowie Folien können geschnitten werden. In Betrieben, die sich auf große Schneidaufträge spezialisiert haben kommen heute bis ins Detail durchgeplante Schneidsysteme zum Einsatz (siehe Abb. 10.3.3). Kleine, weniger häufige Schneidaufgaben an Einzelformaten werden aber auch heute noch auf Pappscheren bearbeitet.

Abb. 10.3.2: Pappschere mit Untergestell (Quelle: Schmedt)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.1 Der moderne automatisierte Schneidprozess – Workflow „Schneiden“
Bei einem Schneidsystem wird die eigentliche Schneidemaschine durch Peripheriegeräte so weit ergänzt, dass ein vollautomatischer Materialfluss gewährleistet ist. Termin- und Kostendruck erfordern in der Weiterverarbeitung weitgehend automatisierte Produktionsabläufe. Hochgradig automatisierte Schneidsysteme erfüllen diese Kundenansprüche durch die Rationalisierung von Arbeitsprozessen, durch Leistungssteigerung, die Verringerung der Durchlaufzeiten und die ergonomische Gestaltung des Arbeitsplatzes. Der Schneidprozess lässt sich in die automatisierten Teilschritte „Stapeln/Beladen“, „Rütteln“, „Pressen/Positionieren“, „Schneiden“, „Entladen, Bündeln/Banderolieren“ gliedern. Diese Teilprozesse sind wiederum mit automatischen Puffer- und Fördersystemen verbunden. Die folgende Abbildung zeigt die weitgehende automatisierte Abfolge eines modernen Schneidprozesses.
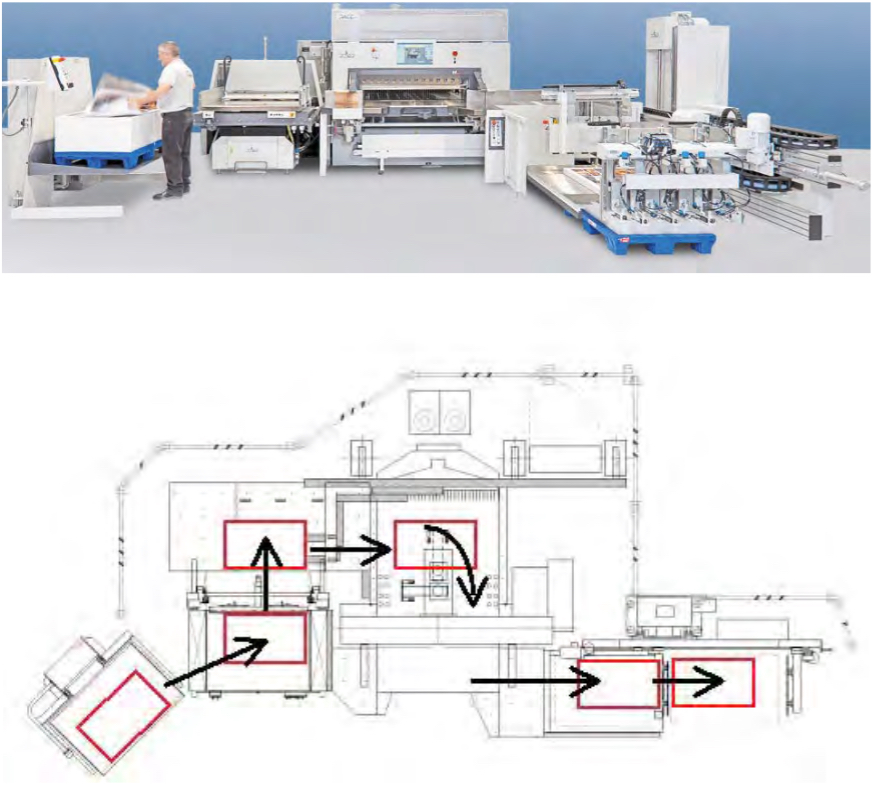
Abb. 10.3.3: Workflow „Schneiden“ (Quelle: Eigene Darstellung)
Der Workflow „Schneiden“ setzt sich aus folgenden genau aufeinander abgestimmten Teilschritten zusammen: Das Schneidgut wird mit einem Stapellift auf eine optimale Arbeitshöhe gebracht, vom Bediener in den Rüttelautomat gelegt, gerüttelt und anschließend vom Greifersystem auf den Hintertisch des Schnellschneiders transportiert. Materialbewegungen auf dem Hintertisch erfolgen automatisiert durch Drehgreifer. Nach dem Schneiden werden die Lagen mit einem seitlichen Verschiebesystem automatisch auf eine Palette abgesetzt, während gleichzeitig weitergeschnitten werden kann. Ferner besteht die Möglichkeit, den Schneidabfall durch eine Vordertischöffnung zu entsorgen.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.2 Der Schnellschneider
Schnellschneider werden in der grafischen Industrie auch als Planschneider, Papierschneidemaschine oder Schneidemaschine bezeichnet. Der Schnellschneider arbeitet nach dem Messerschnittprinzip – das heißt: Ein bewegliches Obermesser schneidet gegen eine feststehende Schneidunterlage (Schneidleiste). Schnellschneider sind in ihrer Größe auf die verschiedenen Maschinenformatklassen der Druckmaschinen abgestimmt, da sie hauptsächlich in der Druckweiterverarbeitung eingesetzt werden.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.2.1 Maschinenschema
Ein Schnellschneider ist im Allgemeinen aus folgenden Maschinenelementen aufgebaut: Der Maschinenständer ist das vertikale tragende Gussteil. Der Ständer führt das Messer und nimmt den Tisch auf. Mit dem Hauptschalter wird die Maschine eingeschaltet. Die Lichtschranke ist eine wichtige Sicherheitseinrichtung. Die Schneidtasten haben zwei Funktionen: Schneiden und „Tischluft aus“. Die Lufttaste dient zum Einschalten der Tischluft. Die Handfeineinstellung am Handrad ist für die manuelle Sattelbewegung gedacht. Bei allen Maschinen ist auch eine schnelle Eingabe über das Display möglich.

Abb. 10.3.4: Handrad (Quelle: Eigene Darstellung)

Abb.10.3.5: Display (Quelle: POLAR-Mohr)
Schnellschneider werden über Handtasten und ein Fußpedal bedient. Sie dürfen nur von geschultem Personal bedient werden und müssen auch aus Gründen der Sicherheit in einem einwandfreien technischen Zustand sein.
Mit dem Fußpedal wird der Pressbalken abgesenkt und die Tischluft ausgeschaltet. Betrachtet man die Maschine von hinten, so fällt der Tisch mit dem Sattel zuerst auf. Der Exzenterbolzen für die Messerverstellung wird bei einfachen Maschinen nur bei dem Messerwechsel mit Pleuelverstellung gebraucht. Bei großen Maschinen kann der Messerwechsel von vorne durchgeführt werden. Der Hauptantrieb treibt das Getriebe und die Hydraulik an. Die Hintertischverkleidung ist eine wichtige Sicherheitseinrichtung. Der Sattel dient als Materialanschlag. Der Hintertisch dient als Auflagefläche für das Schneidgut und nimmt die Führung sowie den Antrieb für den Sattel auf. Die folgende Abbildung zeigt exemplarisch das Maschinenschema eines Schnellschneiders der Firma Polar.

Abb. 10.3.6: Maschinenschema (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.2.2 Arbeitssicherheit im Schneidprozess
Generell dürfen Maschinen nur in technisch einwandfreiem Zustand, im bestimmungsgemäßen Gebrauch, sicherheits- und gefahrenbewusst unter Beachtung der jeweiligen Betriebsanleitung von geschultem Personal eingesetzt werden. Unter bestimmungsgemäßem Gebrauch versteht man bei Schnellschneidern, dass diese ausschließlich zum Schneiden von Papieren, Karton, Pappen oder Kunststofffolien eingesetzt werden. Eine andere Verwendung bedarf der schriftlichen Einwilligung des Maschinenherstellers.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.2.3 Sicherheitsrelevante Maschinenelemente
Aus Sicherheitsgründen ist es notwendig, die Schneidtasten gleichzeitig zu betätigen. Weitere Sicherheitseinrichtungen sind Lichtschranken und Hintertischschutz.

Abb. 10.3.8: Schneidtasten (Quelle: Eigene Darstellung)

Abb. 10.3.9: Lichtschranke (Quelle: Eigene Darstellung)

Abb. 10.3.10: Hintertischschutz (Quelle: POLAR-Mohr)
Das Bedienpersonal muss vor Inbetriebnahme der Maschine die Betriebsanleitung und die Sicherheitsunterweisung gelesen haben. Der Bediener sollte die sicherheitsrelevanten Maschinenelemente kennen und vor jedem Gebrauch deren Funktion überprüfen.

Abb. 10.3.7: sicherheitsrelevante Maschinenelemente (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.2.4 Sicherheitsunterweisung des Bedienpersonals
Die Betriebsanleitung muss für den Bediener jederzeit zugänglich an der Maschine greifbar sein. Die gesetzlich vorgeschriebene persönliche Schutzausrüstung ist zu tragen. Das Mindestalter beträgt 18 Jahre. Während des Arbeitsablaufes dürfen keine weiteren Personen in den Arbeitsbereich eintreten oder eingreifen. Ein Messerwechsel darf nur von speziell geschultem Personal ausgeführt werden.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.2.5 Technische Daten und Formatbereiche
Schnellschneider und die auf die jeweilige Formatklasse abgestimmten Systemkomponenten stehen in folgenden gängigen Maschinenformaten zur Verfügung:
Halbformat 46 x 64 und 52 x 74
Mittelformat 63 x 88 und 75 x 105
Großformat 89 x 126 und 102 x 142 sowie 126 x 164
Weitere Sonderformate sind ebenfalls erhältlich.
Ist die Schneidemaschine zu klein für das Schneidgut, so kann das Drehen sehr aufwendig werden. Deshalb sollte bei der Bemessung der Schnittbreite die Diagonale des größten zu verarbeitenden Bogens etwas kleiner sein als die Schnittbreite der Maschine. Von dieser Regel sollte nur abgewichen werden, wenn die „großen“ Bogen eine wirkliche Ausnahme sind und nicht oft geschnitten werden.

Abb. 10.3.11: Schnittbreite der Maschine (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.2.6 Wichtige Maschinenelemente und ihre Funktionsweise
Das Schneidgut wird durch den Sattel und einen seitlichen Anschlag positioniert. Der Pressbalken fixiert das Schneidgut von oben auf dem Maschinentisch. Der Messerbalken, an dem das Messer befestigt ist, führt die Schwingschnittbewegung durch das Schneidgut aus. Die Schneidleiste stellt das Gegenwerkzeug zum Messer im Messerschnittprinzip dar.

Abb. 10.3.12: Maschinenkomponenten (Quelle: Eigene Darstellung)
Die Messeraufnahme
Die starre Konstruktion verhindert weitgehend eine Verbiegung des an ihm befestigten Messers. Es wird im Maschinengestell in Gleitbahnen leicht beweglich, aber spielfrei so geführt, dass das Messer die Schwingschnittbewegung ausführt. Das Messer wird bei dieser Konstruktion schwingend schräg durch das Schneidgut gezogen. Das Messer tritt nicht auf der gesamten Schnittlinie parallel in das Schneidgut ein. Hierdurch ist der Kräfteanstieg bei Schnittbeginn weicher, und die Konstruktion der Maschine wird weniger stark belastet.

Abb. 10.3.13: Schwingschnitt (Quelle: Eigene Darstellung)
Der Messerantrieb wird vom Antriebsmotor über Getriebe abgeleitet und enthält eine Überlastsicherung in Form eines Bruchbolzens (Abscherbolzen). Die Länge der Zugstange zwischen Antrieb und dem Messerträger ist veränderlich, um die durch das Nachschleifen entstehende Verkürzung des Messers ausgleichen zu können.
Das Messer des Planschneiders
Die Messer werden in unterschiedlichen Stahlqualitäten hergestellt. Die Auswahl erfolgt je nach zu bearbeitendem Schneidauftrag. Es werden fünf verschiedene Güteklassen verwendet:
1. niedrig legierte Stähle
2. hochlegierte Stähle HSS
3. Hartmetall HM Standardkörnung
4. Feinstkorn-Hartmetall FK-HM
5. Ultrafeinstkorn-Hartmetall UFK-HM

Abb. 10.3.14: Messer für Planschneider (Quelle: Eigene Darstellung)
Bei den Messermaterialien spricht man von Verbundstoffen. Auf einen nicht gehärteten Grundkörper werden die Legierungen in verschiedenen Qualitätsstufen aufgebracht. Das sind niedrig legierte Werkzeugstähle für Standardmesser, Hochleistungsschnellstähle mit 18 Prozent Wolframgehalt (HSS 18-Messer) und gesinterte Hartmetalle (HM-Messer). Der wesentliche Unterschied bei den verschiedenen Messerqualitäten besteht in der Standzeit und ihren Anwendungsbereichen.

Abb. 10.3.15: Messerqualitäten und Messerstandzeiten (Quelle: https://www.tkmgroup.com/de)
Winkel am Schneidmesser
Zur Erreichung der Schnittanforderungen sind die Schnittwinkel, der Keilwinkel ? und der Fasenwinkel ? genau einzuhalten. Die Wahl des Messerwinkels ist von der Beschaffenheit des Schneidgutes abhängig. Ferner ist auch die Standzeit ein Kriterium für die Wahl des richtigen Winkels. Folgende Faustregel kann angewendet werden:
weiches Schneidgut = kleiner (schlanker) Messerwinkel
hartes Schneidgut = großer (stumpfer) Schnittwinkel

Abb. 10.3.16: Wichtige Bezeichnungen am Messer. Keilwinkel ?, Fasenwinkel ? (Quelle: Eigene Darstellung)
Die Schnittwinkel liegen zwischen 17° und 30°. Werden verschiedene Papier- oder Pappearten abwechselnd geschnitten, so ist es von Vorteil, den größeren Schnittwinkel zu wählen. Hartmetallmesser haben eine Doppelfase (auch Vorfase genannt), zum Beispiel 20/24° – dies hat den Vorteil, dass man die Messer so einfacher und besser schleifen kann. Eine Doppelfase wird beim Scheiden großer Bogen eingesetzt, da so die Verdrängung vor dem Messer durch den schlanken Messerkörper wesentlich geringer ist.
Bei einem guten Stahlmesser (nicht Hartmetall) wird der wirkliche Radius einer sehr scharfen Schneide etwa fünf Tausendstel Millimeter betragen. Wird dann mit dem Messer geschnitten, wird der Radius durch Abnutzung größer. Besonders zu Beginn der Nutzung eines frisch geschliffenen Messers verändert sich der Radius sehr stark und schnell. Schnell wird sich der Radius auf etwa zehn Tausendstel Millimeter vergrößern.

Abb. 10.3.17 (Quelle: Eigene Darstellung)
Dieser Zustand ist dann als normal scharfes Messer zu bezeichnen. Ist ein Messer stumpf, so sollte es gewechselt werden. Schneiden mit einem stumpfen Messer birgt das Risiko großer Schnittdifferenzen in sich. Durch die stark zunehmenden Schnittkräfte können langfristig sogar die Maschinenführungen beschädigt werden. Ein Messer ist beim Schneiden von Papier stumpf, wenn die Schnittfläche und/oder der Abfall (beim Schneiden von Papier) zusammenkleben.

Abb. 10.3.18: stumpfe Messer (Quelle: Eigene Darstellung)
Man kann an typischen Schnittgeräuschen hören, wann ein Messer scharf oder stumpf ist. Bei Verwendung eines gut geschliffenen Messers ist (beim Schneiden von Papier) ein durchgehend heller Ton zu vernehmen. Wird das Messer stumpf, so ändert sich das Schneidgeräusch bis hin zu einem lauten Knall beim Zertrennen der unteren Bogen.
Die Schneidleiste
Die Schneidleiste ist das Unterschnittwerkzeug des Maschinenmessers. Je nach Art des verwendeten Messers kann sie aus verschiedenen Kunststoffen gefertigt sein. Der Kunststoff der Schneidleiste muss zäh, darf aber auch nicht zu hart sein. Ist das Material zu weich, dann schneidet das Messer zu tief ein. Die unteren Bogen werden nicht sauber durchgeschnittten. Ist sie zu hart, wird das Messer schneller stumpf oder bricht gar aus.
Hart-PVC: Früher wurden Schneidleisten aus Hart-PVC angeboten. Diese wurden in erster Linie für Hartmetallmesser eingesetzt.
Polypropylen: Heute werden fast nur noch Polypropylen-Schneidleisten mit einer Härte 60-85 Shore angeboten.
Nylon: Die Nylon-Schneidleiste hat den Vorteil, dass sie sich nach dem Schnitt wieder ein Stück weit verschließt. Hierdurch wird der untere Bogen des Schneidgutes besser gestützt und sicherer getrennt.
Die Shore-Härte, benannt nach Albert Ferdinand Shore, ist eine Kennzahl, die vorwiegend für Elastomere und gummielastische Polymere eingesetzt wird. Quelle und weiterführende Informationen: http://wiki.polymerservice-merseburg.de/index.php/SHORE-Härte
Ausgewechselt oder umgedreht sollte die Schneidleiste dann werden, wenn sich das Messer so tief eingearbeitet hat, dass die unteren Bogen eines Stapels abreißen. Auch bei jedem Messerwechsel ist die Schneidleiste umzudrehen oder auszuwechseln. Die Schneidleiste nützt sich umso schneller ab, je härter das Schneidgut ist. Ein regelmäßiger Wechsel (rund 800 Schnitte) der Schneidleiste erhöht die Standzeit des Messers. Wichtig ist deshalb auch die exakte Höheneinstellung des Messers beim Messerwechsel. Das Messer sollte im unteren Totpunkt der Maschine nur so weit in die Schneidleiste eindringen, dass das Material gerade noch durchgeschnitten wird.
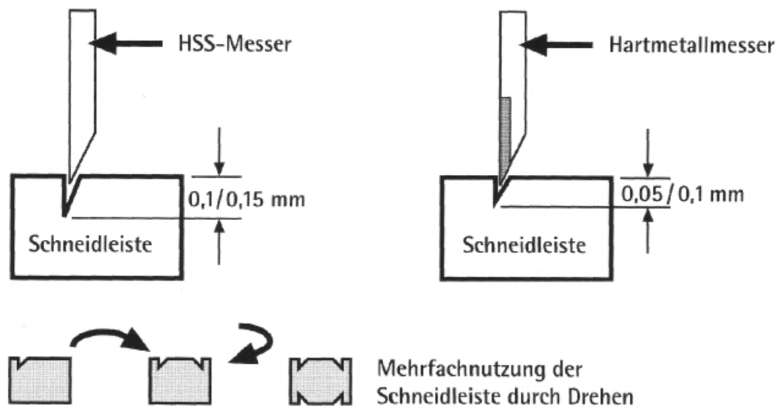
Abb. 10.3.19: Eintauchtiefen bei unterschiedlichen Messerqualitäten (Quelle: POLAR-Mohr)
Der Pressbalken und der optische Schnittandeuter
Der Pressbalken soll das Schneidgut beim Schneiden festhalten. Durch die stufenlos einstellbare Hydraulik lässt sich der richtige Pressbalkendruck bei modernen Schneidemaschinen je nach Schneidgut und Schneidbreite einstellen. Die Einstellwerte sind wesentlich abhängig von den Eigenschaften des Schneidgutes. Um die Schnittlinie zu erkennen, kann der Pressbalken mithilfe des Fußpedals (mechanischer Schnittandeuter) auf das Schneidgut abgesenkt werden. Die Schneidmarkierungen auf dem zu schneidenden Druckbogen können so genau angefahren werden. Mit dem Einschalten des optischen Schnittandeuters wird eine schmale Linie auf das Schneidgut projiziert. So lassen sich die Schnittmarken genau ansteuern.

Abb. 10.3.20: optischer Schnittandeuter (Quelle: Eigene Darstellung)
Arbeiten mit dem Abdeckblech
Das Abdeckblech ist eine Stahlplatte, die auf der Unterseite des Pressbalkens eingerastet werden kann. Bei hohen Pressdrücken oder weichem Schneidgut kann so ein Abdruck des Pressbalkens im Schneidgut verhindert werden. Höhenunterschiede in Schneidlagen sind durch ein flexibles Abdeckblech durch Filz- oder durch Schaumgummiunterlagen auszugleichen, da nur so eine vollflächige Pressung für genaues Schneiden erreicht wird.

Abb. 10.3.21: Abdeckblech (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.2.7 Weitere Maschinenelemente, die den Schneidprozess am Schnellschneider optimieren
Gesamttischluft
Heutzutage erscheint es als völlig überflüssig, den Lufttisch zu erwähnen. Wie wichtig diese unterstützende Funktion ist, weiß jeder Papierschneider aus Erfahrung, wenn er vergessen hat, die Tischluft zwischen den einzelnen Schneidvorgängen zu programmieren.
Vorder- oder Hintertischluft
Die Trennung der Luftfunktion für Hintertisch- und Vordertischluft ist dann sehr hilfreich, wenn vom Vordertisch große Nutzen entfernt werden, aber hinter der Schneidlinie noch Papier liegt. Hat man in diesem Fall nur einen schaltbaren Bereich zur Verfügung und aktiviert die Luft, so besteht die Gefahr, dass das Schneidgut hinter der Schneidlinie verrutscht und nicht mehr korrekt geschnitten wird.
Nutzenholz
Ein Nutzenholz hilft dabei, das ungeschnittene oder das geschnittene Material zu richten.

Abb. 10.3.22: Nutzenholz (Quelle: Eigene Darstellung)
Autotrim
Eine wichtige Neuerung im Bereich der Schneidemaschinenoptionen ist die Erfindung „Autotrim“. Die Funktionen „Tisch öffnen und schließen“, „absenken und anheben“ sowie „Autotrim-Richten“ können pro-grammiert werden.

Abb. 10.3.23: Autotrim-Richten (Quelle: Eigene Darstellung)
Automatisches Richten
Werden überwiegend kleine Nutzen verarbeitet, so lohnt sich der Einsatz einer Richtstation. In diesem Fall entfällt das manuelle Stützen und Wiederaufrichten durch den Bediener. Die Richtstation übernimmt das Nutzenhandling nach dem Schnitt. Ein Ausschieber transportiert das gefertigte Schneidgut ab.

Abb. 10.3.24: Richtstation (Quelle: Eigene Darstellung)
Drehsattel
Wenn das Druckbild nicht genau parallel zur Anlageseite steht, kann diese Ungenauigkeit mit dem Drehsattel ausgerichtet werden.

Abb. 10.3.25: Drehsattel (Quelle: Eigene Darstellung)
Neigesattel
Besteht ein hoher Qualitätsanspruch in Bezug auf Ober-/Unterschnitttoleranzen, so kann ein Neigesattel gute Dienste leisten. Manuell über das zusätzliche Bedienteil oder automatisch durch das Schneidprogramm kann der Sattel in seiner vertikalen Stellung zum Messer verändert werden. Hierzu wird der Sattel hinten motorisch angehoben oder abgesenkt.

Abb. 10.3.26: Neigesattel (Quelle: Eigene Darstellung)
Punktanlage am Sattel (Fixomat)
Zum Ausgleich von Papierverzug (zum Beispiel Papierkanten konvex, konkav) bietet die Sonderfunktion „Fixomat“ Punktanlagen am Sattel. Sind die Außenkanten des Papiers konvex, so ist das korrekte Anlegen am Sattel nicht möglich.

Abb. 10.3.27: Sonderfunktion „Fixomat“ (Quelle: Eigene Darstellung)
Niederhalter vor dem Sattel (Rechen)
Sind die oberen Bogen rund und liegen nicht plan, verrutschen sie beim Anlegen des Schneidgutes am Sattel, was zu Schnittdifferenzen führt. Ein Niederhalter am Sattel hält die oberen Bogen auf dem einge-legten Material.

Abb. 10.3.28: Niederhalter (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.3 Das Schneidgut
Die Beschaffenheit des Schneidgutes bestimmt wesentlich die Auswahl des Messerwinkels und die Einstellung des richtigen Pressdruckes. Je besser diese beiden Parameter abgestimmt werden, desto höher ist die erzielbare Schnittqualität.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.3.1 Weiches Schneidgut
Unter weichem Schneidgut versteht man Papiere, die sich unter Druck stark zusammendrücken lassen. Das sind zum Beispiel Durchschlagpapiere, Saugpost, Seidenpapier, Holzpappe, ungestrichener Primärfaserkarton und Löschpapier. Diese Schneidmaterialien haben folgende Eigenschaften, die sich beim Schnitt sehr unangenehm bemerkbar machen:
a) schlechte Gleiteigenschaften,
b) hohes Luftvolumen im Stapel,
c) Weichheit des Schneidgutes an sich
a) Schneidgut staut sich vor dem Messer => Das Messer verkeilt sich, es kann zu hohem Schneiddruck kommen. Schneidgut deshalb immer an der linken Seite anlegen, wenn die Messerbewegung von links nach rechts erfolgt. Ein Anlegen des Schneidgutes an der rechten Seite würde den Stau noch begünstigen, da der rechte Seitenanschlag den Materialfluss zusätzlich behindern würde.

Abb. 10.3.29: Schneidgutstau (Quelle: Eigene Darstellung)
b) Das Schneidgut wird vom Messer unter dem Pressbalken herausgezogen. Das führt zu einem Überschnitt – das heißt: Die oberen Lagen des Stapels werden kürzer als die unteren. Um diesem Phänomen entgegenzuwirken, wird die Verwendung eines schlanken Messerwinkels empfohlen, und/oder die Vorpresszeit sollte erhöht werden.

Abb. 10.3.30: Effekte eines stumpfen und eines scharfen Messers (Quelle: Eigene Darstellung)
c) Ein stumpfes Messer zieht mehr als ein scharfes Messer.
d) Bei weichem Schneidgut und zu hoch eingestelltem Pressdruck besteht die Gefahr, dass die Pressbalkenkontur das Schneidgut verformt, hier kann mit einem Abdeckblech Abhilfe geschaffen werden. Falls das noch nicht ausreicht, kann ein dicker Pappestreifen oder ein Filzstreifen zwischen Abdeckblech und Schneidgut gelegt werden.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.3.2 Normales Schneidgut
Als normal bezeichnet man Schneidgut, das sich mit einem Messerwinkel von 24° und mittlerem Pressdruck (2000 kg) gut verarbeiten lässt. Das sind zum Beispiel Schreibpapiere, Postkartenkarton und Druckpapiere.
Merke: Hartes Schneidgut = stumpfer Messerwinkel; weiches Schneidgut = schlanker Messerwinkel.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.3.3 Hartes Schneidgut
Bei hartem Schneidgut (zum Beispiel Kunstdruckpapiere, gummierte Papiere, Graupappe und gestrichener Sekundärfaserkarton) kann das Messer im Schnitt ausweichen. Ein stumpfer Messerwinkel mit einer angeschliffenen Fase sorgt für gute Schneidergebnisse, wobei auch der gute Materialfluss vor dem Messer erhalten bleibt.
Hartes Schneidgut = stumpfer Messerwinkel; weiches Schneidgut = schlanker Messerwinkel.

Abb. 10.3.31: unterschiedliche Messerwinkel (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.3.4 Schneidgutvorbereitung
Das Schneidgut sollte ohne Verzug (linear, unregelmäßig) und in guter Planlage vorliegen. Dies wird durch die richtigen Klimabedingungen beim Transport und während der Lagerung erreicht.
Die vier Aufgaben von Schnittzeichen
Die Schneidbarkeit des Druckbogens muss durch eine entsprechende Anordnung der einzelnen unterschiedlich großen Nutzen gewährleistet sein. Insbesondere Sammelbogen mit vielen kleinen Nutzen sind konzentriert zu vernutzen, um später im Schneidprozess keine Probleme zu bekommen. Generell sind Druckbogen mit Schnittzeichen zu versehen.
Schnittzeichen erfüllen vier wesentliche Aufgaben:
1. Schnittzeichen kennzeichnen die Schnittposition.

Abb. 10.3.32: Schnittzeichen (Quelle: Eigene Darstellung)
2. Schnittzeichen dienen zur Kontrolle des Verzuges.
3. Schnittzeichen erlauben eine Kontrolle des Pressdrucks. Wird ein Druckbild angeschnitten, so kann man den Verlauf des Schnittes gut erkennen. Im Bild läuft der Schnitt schräg oder die Druckbogen liegen nicht gerade aufeinander. Bei Schnitten neben dem Schnittzeichen ist der Verlauf des Schnittes nicht genau zu erkennen.

Abb. 10.3.33: Druckbild angeschnitten (Quelle: Eigene Darstellung)
4. Kontrolle der Schneidgutvorbereitung. Ein vorausgehender Rüttelprozess des Bogenstapels trägt wesentlich zu einem genauen Schnitt bei. Wenn einzelne Bogen nicht wie die anderen liegen, kann dies schnell erkannt und für Abhilfe gesorgt werden.
Eigenschaften von schlecht vorbereitetem Schneidgut---> Welliges Schneidgut tritt auf, wenn Bogenbereiche oder Bogenschichten ungleichmäßig wachsen. Hierfür gibt es vielfältige Gründe: Temperatur- oder Luftfeuchtigkeitsschwankungen, einseitige Feuchtung oder Trocknung. Auch bewusste mechanische Veränderungen des Papiers in drei Dimensionen zum Beispiel durch Prägen, Stanzen und Perforationen tragen dazu bei.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.4 Der Workflow „Schneiden“ – viel mehr als nur Schneiden
Unter dem Workflow „Schneiden“ versteht man den weitgehend automatisierten Arbeitsfluss von der Schneidgutvorbereitung bis zu den fertig geschnittenen, vereinzelten, banderolierten und abgepackten Nutzen. Folgende Prozessschritte werden dabei durchlaufen: Der erste Prozessschritt ist das Rütteln. Anschließend werden die Bogenstapel, je nach Bedarf ausgepresst, in die Schneidemaschine transportiert, geschnitten und aus der Schneidemaschine heraustransportiert.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.4.1 Mengenbestimmung vor dem Schneiden
Um die genaue Bogenanzahl vor dem Schneiden zu bestimmen, werden verschiedene Techniken eingesetzt:
Abstechen
Beim Abstechen wird mit einer einstellbaren Lehre das Ries grob abgestochen. Die Genauigkeit schwankt mit dem Gefühl des Bedieners und der Dickenschwankung des Schneidgutes. Ein Ries ist eine aus dem arabischen Wort rizmah abgeleitete Mengeneinheit für Formatpapiere. Es bezeichnet die variable Menge von Papierbogen („Blatt“), die in Ries-Einschlagpapier verpackt werden. Diese Verpackungsart wird auch als "geriest" bezeichnet.

Abb. 10.3.34: Abstechen (Quelle: Eigene Darstellung)
Abdrücken
Das Abdrücken ist ein Vergleich des zu bestimmenden Stapels mit einem Referenzstapel. Die beiden Stapel werden nebeneinandergelegt und mit einem Daumendruck von oben verglichen.

Abb. 10.3.35: Abdrücken (Quelle: Eigene Darstellung)
Zählen
Das Zählen von Hand, das sehr langwierig ist und nur bei kleinen Mengen durchgeführt wird, kann durch maschinelle, mechanische Zähler oder durch Wiegen rationeller gestaltet werden.
Optisches Abtasten
Der Sensor wird an den aufeinandergestapelten Bogen vertikal vorbeigefahren und versucht, zwischen den Blattkanten und dem zwischen den Blättern liegenden Schatten zu unterscheiden.
Maschinelles mechanisches Zählen
Beim mechanischen Zählen wird eine Ecke des zu bestimmenden Stapels Blatt für Blatt angesaugt, von dem Stapel etwas getrennt und dann durch einen Niederhalter separiert. Dieses Verfahren hat den Vorteil, dass es wirklich jeden Bogen zählt.

Abb. 10.3.36: mechanisches Zählen (Quelle: Eigene Darstellung)
Wiegen
Wiegen des Stapels. Hierbei wird ein ermitteltes Referenzgewicht mit dem zu bestimmenden Papierstapel verglichen.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.4.2 Das Rütteln des Schneidguts
Ein Rüttler wird verwendet, um sicherzustellen, dass alle Bogen in dem zu schneidenden Stapel die gleiche Position haben, d.h. parallel liegen und exakt geschnitten werden können. Zunächst muss das Material von Hand aufgefächert werden, bevor es in den Rüttler gelegt wird. Durch die Luft zwischen den einzelnen Bogen rutscht das Schneidgut gegen den hinteren und seitlichen Anschlag des Rüttlers.

Abb. 10.3.37: Rüttler (Quelle: POLAR-Mohr)

Abb. 10.3.38: Materialpositionierung (Quelle: Eigene Darstellung)
Wie auf der Abb. 10.3.38 zu erkennen ist, wurde das Schneidgut in einer Richtung gut positioniert: Der dunkle senkrechte Strich rechts zeigt, dass das Papier in allen Arbeitsgängen vor dem Schneiden seitlich ordentlich positioniert wurde: Der senkrechte violette Streifen links zeigt, dass die Materialpositionierung in der anderen Richtung nicht immer optimal war.
Einflüsse, die das Rütteln erschweren
→ klebendes Papier
Es kann vorkommen, dass die Druckbogen in der Auslage der Druckmaschine oder beim Trocknen nach dem Drucken miteinander verkleben. Die Bogen müssen dann vor dem Rütteln von allen Seiten aufgelüftet werden.
→ rollendes Papier
Aufgrund mangelnder Planlage kommt es zum Einrollen (Rollen des Bogens parallel zur längeren Bogenseite) der bedruckten Bogen an der hinteren Anlage des Rüttlers. Durch Rollen der Bogenecken oder das Einschieben eines Rundholzes entsteht mehr Steifigkeit im Stapel.
→ Perforationen im Schneidgut
Beim Rütteln von gestanzten oder perforierten beziehungsweise geprägten Bogen kann es zum Verhaken der Bogen untereinander kommen. Hier hilft nur, weniger Material zu nehmen. Eine Ausstreichwalze muss in diesem Fall abgeschaltet werden, da es zur Beschädigung der Bogen kommen kann.
→ Kunststofffolien
Kunststofffolien besitzen in der Regel eine sehr hohe Adhäsion. Um diesem Phänomen entgegenwirken zu können, muss zwischen die einzelnen Folien ein Papierbogen gelegt werden. Dieses „Einschießen“ eines anderen Werkstoffs hebt die Haftwirkung der Folien auf, und der Stapel wird beweglich.
→ große Formate
Besonders bei großen Formaten ist ein gewisser Verzug innerhalb des Druckbogens unausweichlich. Durch den Einsatz von Anlegemarken wird aus der flächigen Anlage eine Punktanlage. Somit ist wieder ein genaues Rütteln möglich. Lediglich bei wenig steifen Bogen oder Materialien mit hoher Rollneigung sind Anlegemarken nicht geeignet.
→ zu viel Luft zwischen den Bogen
Durch das Entfernen der Luft zwischen den Bogen wird der Transport erleichtert und die Schnittqualität verbessert. Hierzu wird eine Ausstreichwalze verwendet.

Abb. 10.3.39: Ausstreichwalze (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.4.3 Materialtransport im Schneidprozess
Für das Beladen
Wenn das Materialaufkommen in seiner Größe begrenzt ist, wird die Schneidmaschine meist vom Bediener per Hand beschickt. Alternativ gibt es viele halbautomatische oder vollautomatische Varianten, die meist über den Hintertisch der Schneidmaschine realisiert werden. Ab mittleren Formatgrößen (A3 aufwärts) wird ein schwenkbarer Rüttler verwendet. Das Schneidgut muss als ganze Einheit und ohne Verschieben in die Schneidmaschine transportiert werden.
Beim Einsatz eines Chipmarkers werden die Lagen blattgenau bis zur vollen Einsatzhöhe des Schnellschneiders auf einmal vom Stapel abgenommen. Der Transomat-Schieber oder ein optionales Greifertransportsystem transportiert die Lagen – kreuzungsfrei – direkt auf den Hintertisch.

Abb. 10.3.40: Beladen eines Schnellschneiders (Quelle: Eigene Darstellung)
Materialweitertransport
Während der Entladung der Maschine über den Vordertisch kann zur gleichen Zeit über den Hintertisch neues Material zugeführt werden. Die Schneidlage wird durch ein Greifersystem auf dem Hintertisch entweder rechts oder links um 90 oder 180 Grad gedreht und mit einem automatischen Anleger positioniert.

Abb. 10.3.41: automatischer Anleger (Quelle: POLAR-Mohr)
Materialpufferung
Stapelregale dienen zum vertikalen und platzsparenden Zwischenlagern von Schneidgut. Wird in einem Schneidsystem ein Rüttelautomat eingesetzt, so können die gerüttelten Lagen nach hinten in ein Stapelregal entladen werden.

Abb. 10.3.42: Stapelregal (Quelle: POLAR-Mohr)
Pressstation oder Pressen ohne Schnitt
Um die Schnittqualität zu erhöhen, kann es notwendig sein, die Luft zwischen den Bogen vor dem Schneidprozess zu entfernen. Hierzu wird eine Pressstation eingesetzt. Die vorgefertigten Lagen werden der Pressstation zugeführt und danach durch ein Greifersystem auf den Hintertisch der Schneidemaschine transportiert. Der Druck ist entsprechend dem Schneidgut zwischen 0,5 t bis 5 t variabel einstellbar.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.4.4 Handhabung des Schneidgutes im Schnellschneider
Das Papier ist beim Schneiden durch den Pressbalken fixiert. Durch den Winkel auf der Vorderseite des Messers wird das geschnittene Gut während des Schnittes abgedrängt und nach vorn verschoben. Mit einem Niederhalter wird das Schneidgut niedergehalten – und es verrutscht nicht in der sonst üblichen Art und Weise.

Abb.10.3.43: ohne Niederhalter (Quelle: Eigene Darstellung)

Abb. 10.3.44: mit Niederhalter (Quelle: Eigene Darstellung)
Folgen weitere Schnitte, so muss das Schneidgut neu angelegt werden.

Abb. 10.3.45: bewegliche Autotrim-Einrichtung (Quelle: Eigene Darstellung)
Die Wahl des Pressdrucks beeinflusst das Schneidergebnis entscheidend. Durch den Pressvorgang wird das Schneidgut zusammengedrückt. Dadurch entfernt sich das Schneidgut etwas vom Sattel. Hebt sich der Pressbalken nach dem Schnitt wieder an, wird sich das Papier nicht wieder vollständig zurückbewegen.

Abb. 10.3.46: Pressvorgang (Quelle: Eigene Darstellung)
Die richtige Schnittanlage
Ob links, rechts oder in der Mitte geschnitten – die Schnittposition ist von folgenden Gesichtspunkten abhängig:
– Kleine oder große Nutzen werden durch das rechte Seitenlineal vor dem Messer zur Abstützung von geschnittenen Nutzen benutzt.
– Eine abwechselnde Schneidposition führt zu einer gleichmäßigeren Abnutzung des Messers und somit zu einer Verlängerung der Standzeit. Jedoch hat richtiges Anlegen und damit hohe Schneidgenauigkeit immer Vorrang.
– Material mit schlechten Gleiteigenschaften (Kunststofffolien) haben hohe Verdrängungskräfte vor dem Messer. Deshalb sollten diese Materialien möglichst links angelegt und geschnitten werden. Dadurch gibt es keinen Stau durch das rechte dreieckige Seitenlineal.
– Beim Drehen des Schneidgutes entstehen oft Ungenauigkeiten durch unsauberes Anlegen. Diese addieren sich bei einem Rundumbeschnitt von einem Schnitt zum nächsten auf.
Ist das Druckbild nicht gerade auf dem Bogen, so kann das eingeleg-e Material mit einem Drehsattel geschwenkt werden, sodass ein schiefes Druckbild ausgeglichen wird.

Abb. 10.3.47: schiefes Druckbild (Quelle: Eigene Darstellung)

Abb.10.3.48: Drehsattel (Quelle: Eigene Darstellung)
Das Materialhandling von kleinen Nutzen und die Materialverdrängung durch das Messer können ein Problem darstellen. Das Umkippen von schmalen Streifen kann mit hölzernen Stützen (Nutzenholz) verhin-dert werden.

Abb. 10.3.49: Materialverdrängung (Quelle: Eigene Darstellung)

Abb.10.3.50: Nutzenholz (Quelle: Eigene Darstellung)
Einstellung des Pressdrucks
Eine moderne Schneidemaschine hat je nach Maschinengröße einen hydraulisch regelbaren Pressdruckbereich von 150 kg bis etwa sieben Tonnen. Der Pressdruck errechnet sich aus der eingestellten Presskraft geteilt durch die gepresste Auflagefläche (Pressbalkenbreite x Schnittbreite). Der materialbezogene Pressdruck muss entsprechend der Schnittbreite erhöht oder reduziert werden. Folgende Abbildung bei Vierteln eines Kartonstapels im Format 700 x 1000 mm verdeutlicht die Zusammenhänge.
Als Pressdruck werden an der Maschine einmalig vier Tonnen eingestellt. Das Abdeckblech hat eine Breite von 10 Zentimetern. Nun wird die Schnittfolge abgearbeitet.
Abb. 10.3.51: Pressdruck je nach Schnittposition
Grundsätzlich gilt: „Wähle den Pressdruck nie höher als unbedingt erforderlich.“ Er sollte nur so hoch eingestellt werden, dass sich das Schneidgut beim Schnitt nicht verschiebt oder nach vorne herausgezogen wird. Wird die Pressfläche zum Beispiel auf einen Quadratzentimeter reduziert, so ist es selbstverständlich, dass jetzt die volle Presskraft auf eine sehr kleine Zone wirkt. Hierdurch wird es natürlich starke Abdrücke in den oberen Bogen geben.

Abb. 10.3.52: Pressfläche (Quelle: Eigene Darstellung)
Empfindliche Materialoberflächen werden durch zu hohen Pressdruck beschädigt. Das Schneidgut wird an der Oberfläche unschön verformt. Hier gilt folgende Grundregel:
Weiches Schneidgut = hoher Pressdruck
Hartes Schneidgut = niedriger Pressdruck
Durch das Einlegen weicher Unterlagen unter den Pressbalken können die Ränder der Pressfläche beziehungsweise des Abdeckbleches entschärft werden. Um damit eine sichere Pressung zu erreichen, muss jedoch der Pressdruck geringfügig erhöht werden. Die folgende Abbildung zeigt die Veränderung des Pressdrucks über die Schnittbreite der verschiedenen Schneidemaschinen.
Die kleine Maschine (links) hat den geringsten maximalen Pressdruck, und die große Schneidemaschine mit 1,76 m Schnittbreite ganz rechts hat den höchsten maximalen Pressdruck. Beim Schneiden benötigt man mehr Pressdruck, je breiter das Schneidgut ist.

Abb. 10.3.53: Diagramm Schnittbreite (Quelle: Eigene Darstellung)
Wird der Pressdruck zu hoch gewählt, so ist das Erkennen von Schneidfehlern zunächst schwieriger. Beim extremen Überschreiten vom Optimum weicht das Messer unten nach vorne aus, wodurch die unteren Bogen länger werden. Es entsteht Überschnitt.
Moderne Schneidmaschinen verfügen über eine automatische Pressdruckregulierung über die Schnittbreite. Gemäß der gewählten Voreinstellung wird der Pressdruck selbstständig an die Schnittbreite angepasst.

Abb. 10.3.54: Streifen schneiden (Quelle: Eigene Darstellung)
Die folgende Tabelle zeigt Beispiele von Pressdrücken sowie Messerwinkel für verschiedene Materialien (mittelhohe Lagen) bei einer Schnittbreite von mehr als zwei Dritteln der Maschinenbreite. Höhere und breitere Lagen erfordern höhere Pressdrücke, schmalere Lagen erfordern niedrigere Pressdrücke:

Abb. 10.3.55 (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.5 Fehlerbilder im Schneidprozess
In der folgenden Tabelle werden häufig auftretende Fehlerbilder im Schneidprozess aufgeführt. In der rechten Spalte finden sich Tipps, wie diese Fehlerbilder behoben werden können:

Abb. 10.3.56 (Quelle: Eigene Darstellung)
Grundsätzlich müssen vor der Fehlerbehebung die Sicherheitshinweise in der Bedienungsanweisung gelesen werden. Generell sollte bei der Fehlerbehebung immer nur ein Tipp umgesetzt werden. Nach der Umsetzung des Tipps (Fehlerbehebung) sollte unmittelbar die Kontrolle erfolgen. Nur so ist es möglich, die tatsächliche Ursache für einen Fehler genau festzustellen.
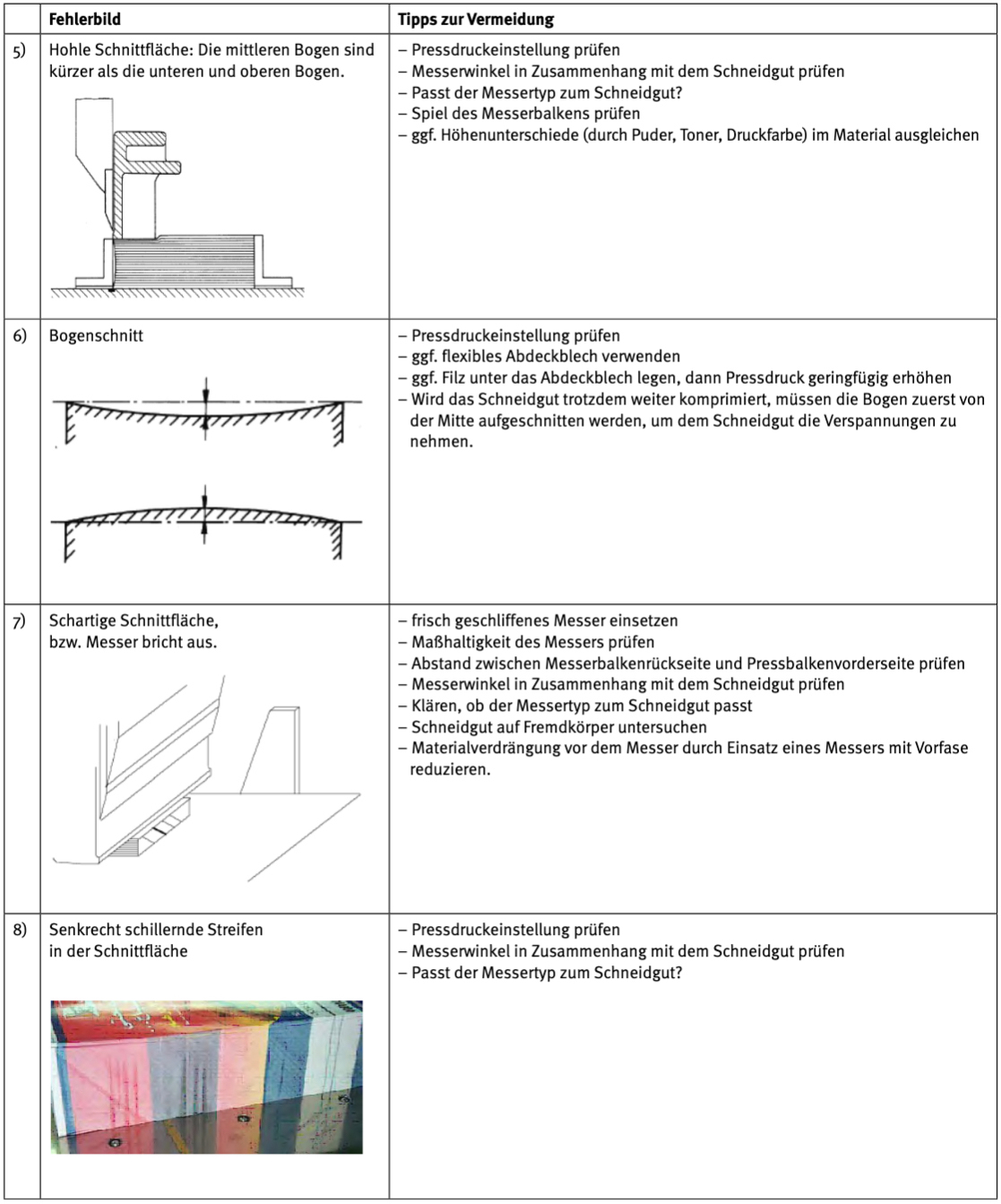
Abb. 10.3.57 (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.6 Verschiedene Schneidaufträge aus der Praxis
Winkelschnitt, Rundumbeschnitt, Halbieren oder Vierteln von Bogen sowie das Aufschneiden von Etiketten oder Karten, Einlagen – das werden im Packmittel verarbeitenden Betrieb die häufigsten Schneidaufträge sein. Höchste Genauigkeit erfordert das Zuschneiden von Etiketten. Was darunter genau zu verstehen ist und wie dabei vorzugehen ist, wird im folgenden Abschnitt genauer beschrieben.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.6.1 Winkelschnitt aus 70 x 100 cm
Ein Winkelschnitt empfiehlt sich, wenn das Papier nicht winklig ist und bei der weiteren Verarbeitung zweier zueinander im rechten Winkel liegender Seiten bedarf. Hierzu sollte das Papier zuerst an der langen Seite geschnitten werden. Das Material wird so um 90° gedreht, dass die Schnittkante des ersten Schnittes an ein Seitenlineal angelegt wird. Die Anlage am Sattel wird nur zur Erlangung des Schnittmaßes benutzt. Die winkligen Seiten werden für die Weiterverarbeitung markiert.

Abb. 10.3.55: Winkelschnitt (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.6.2 Rundumbeschnitt
Ein Rundumbeschnitt empfiehlt sich, wenn das unbedruckte Papier äußerlich beschädigt ist oder sich offensichtlich wegen seiner ungenügenden Winkligkeit oder Maßhaltigkeit nicht zum gewünschten Weiterverarbeitungsverfahren eignet. Hierzu sollte das Papier zuerst an der langen Seite geschnitten werden. Das Material wird so um 90° gedreht, dass die Schnittkante an ein Seitenlineal angelegt wird. Die Anlage am Sattel wird nur zur Erlangung der Maßhaltigkeit benutzt. Nach dem ersten Schnitt wird das Material noch drei Mal in der gleichen Richtung um 90° gedreht, an Sattel und Seitenlineal angelegt und wieder geschnitten. Beim Rundumbeschnitt muss das Anlegen des Materials sehr sorgfältig geschehen, da sich sonst die Differenzen vervielfachen.

Abb. 10.3.56: Reihenfolge des Rundumbeschnitts (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.6.3 Bogen halbieren/vierteln
Muss ein Bogen halbiert werden und genügt das Material in seiner Winkligkeit und Maßhaltigkeit den Ansprüchen der weiteren Verarbeitung, so kann es einfach nur halbiert werden. In diesem Fall sollten aber beide Nutzen auf das neue Maß beschnitten werden.

Abb. 10.3.57: Halbieren (Quelle: Eigene Darstellung)
Bezüglich der Winkligkeit des zu beschneidenden Materials ist es besser, zuerst einen Winkelschnitt durchzuführen. Danach wird die Länge des Materials auf Maß gebracht und halbiert. Damit ist jeder Nutzen an zwei Seiten beschnitten.

Abb. 10.3.58: Winkelschnitt bei Halbierung (Quelle: Eigene Darstellung)
Wird bedrucktes Material halbiert, so sind die Anforderungen für den folgenden Arbeitsgang über den Weg des Schneidens entscheidend. Oft ist ein einfaches Halbieren nicht möglich. Sei es, dass das Druckbild angeschnitten werden soll, oder sei es, dass eine exakte Maßhaltigkeit gefordert ist. In diesen Fällen ist ein Rundumbeschnitt mit nachfolgendem Halbieren des Materials notwendig.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.6.4 Aufschneiden von Etiketten
Das Aufschneiden von Etiketten soll an folgendem Fallbeispiel beschrieben werden:
Druckmaschine: Speedmaster
Papierformat: 70 cm x 100 cm
Druckbeginn an der Vordermarke: 1,5 cm
Druckbeginn an der Seitenmarke: 1,8 cm
Produkt: 77 Nutzen angeschnittene Etiketten
Zwischenschnitt: 0,4 cm in beiden Richtungen
Endformat: 8,4 cm x 8,4 cm

Abb. 10.3.59: Fallbeispiel (Quelle: Eigene Darstellung)
Bei der Schnittreihenfolge von 1-36 erfordert jeder Schnitt einen gesonderten Programmpunkt im Schneidprogramm.

Abb. 10.3.60: Schnittreihenfolge (Quelle: Eigene Darstellung)
Bei der Verarbeitung von Etiketten muss eine große Schnittgenauigkeit eingehalten werden. Dies liegt daran, dass Etikettiermaschinen sehr schnell laufen – deshalb können schon kleine Maßdifferenzen Störungen verursachen. Damit die hohen Qualitätsansprüche erfüllt werden können, sind an den Schneidemaschinen Einrichtungen wie Autotrim, programmierbarer Dreh- und Neigesattel, Fixomat, Niederhalter vor dem Messer und am Sattel, automatische Pressdruckregulierung und das Korrekturmodul wichtige Sonderausstattungen. Aber nicht nur gute Maschinen sind gefragt, auch der Papierschneider benötigt viel Erfahrung in Bezug auf das Schneidverhalten bei den verschiedenen Materialien.
- Zum Verfassen von Kommentaren bitte anmelden.
10.4 Herstellung von biegesteifen Packmitteln
10.4.1 Herstellung von Wellpappe
Für die Herstellung von Wellpappe werden verschiedene Papierqualitäten bearbeitet und zusammengefügt. Diese sind:
• eine zur Welle geformte Papierbahn, die in der Mitte des Verbundes liegt und
• mit Deckbahnen verbunden ist.

Abb. 10.4.1.1: Komponenten zur Herstellung einwelliger Wellpappen (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.4.1.1 Aufbau und Funktion der Wellpappenanlage – WPA
In der Wellpappenanlage (WPA) reihen sich unterschiedliche Verfahrensstufen aneinander. Sie wird nach ihren Hauptbestandteilen in folgende drei Gruppen eingeteilt:
• einseitige Wellpappenmaschine: Formen der Welle und Verkleben mit der Deckenbahn.
• Kaschiermaschine: Zusammenfügen und Verkleben der einzelnen Bahnen sowie der Außendeckenbahn.
• Verarbeitungsmaschinen: Rillen quer, Format Schneiden und Ablegen.
Diese Gruppen sind durch bestimmte Teilsysteme miteinander verbunden.

Abb. 10.4.1.2: vereinfachtes Gesamtschema einer Wellpappenanlage (Quelle: Eigene Darstellung)
Die Wellpappenanlage (WPA) setzt sich je nach Ausbaustufe aus einer bestimmten Anzahl von Einzelaggregaten zusammen. Der Produktionsablauf in der Anlage ist weitestgehend automatisiert und erfolgt über hintereinander geschaltete Maschinengruppen. Diese sind steuerungstechnisch miteinander zu einer Einheit verknüpft.
Zur begrifflichen Abgrenzung nennt man eine Maschine zur Erzeugung einseitiger Wellpappen „Einseitige Wellpappenmaschine“. Maschinen, mit denen ein-, zwei- oder dreiwellige Wellpappe hergestellt werden, nennt man dagegen „Wellpappenanlage“. Der Unterschied soll zeigen, dass die Wellpappenanlage eine Kombination verschiedener Aggregate ist. Ältere Maschinen haben eine Arbeitsbreite von 2,10 m, modernere Maschinen sind etwas breiter – zum Beispiel 2,45 m bis maximal 3,30 m. Die höchsten bisher erreichten Geschwindigkeiten liegen bei 400 m/min.
- Zum Verfassen von Kommentaren bitte anmelden.
10.4.1.2 Maschinenaufbau der WPA im Detail
Die WPA unterteilt sich in zwei große Bereiche: das Wet End und das Dry End.

Abb. 10.4.1.3: Aufbau einer Wellpappenanlage (Quelle: Fa. BHS) – das Wet End
Zum Wet End gehören:
• Abrollung und Splicer, Single Facer
• Vorheizer
• Riffelwalzenstation
• Kaschierstation
• Auftragswerk für Klebstoff
• Brücke
• Abrollungen für die Außenbahnen

Abb. 10.4.1.4: Aufbau einer Wellpappenanlage (Quelle: Fa. BHS) – das Dry End
Zum Dry End gehören:
• Heiz- und Zugpartie
• Kurzquerschneider
• Schneid- und Rillstation
• Querschneider – Erzeugung der Abschlagslänge
• Ablage
Wet End, Abrollung und Splicer, Single Facer
Die Abrollung hat die Aufgabe, ein sicheres und ruhiges Halten der Papierrolle zu gewährleisten. Gleichzeitig wird eine konstante Bahnspannung erzeugt, indem die ablaufende Papierbahn abgebremst wird.

Abb. 10.4.1.5: Prinzip – Abrollung (Quelle: Eigene Darstellung)

Abb. 10.4.1.6: Blick auf Abrollung des Wellenstoffes (Quelle: Fa. BHS)
Die Konstruktion der Abrollung ist für Decken- und Wellenpapiere gleich. Es kommen bei großen Anlagen aufgrund des hohen Gewichtes der Rollen und zugunsten eines schnellen Rollenwechsels achslose Abrollungen zum Einsatz. Dabei dringen zwei Zentrierkonen seitlich in die Hülse ein und fixieren die Rolle. Dies geschieht in den meisten Fällen durch einen formschlüssigen Kontakt zwischen Hülse und Spannkonen. Durch das Aufspannen der Spannkonen in der Hülse wird es ein kraftschlüssiges Fügen.
Splicer
Der Splicer dient zum sicheren Ankleben der neuen Rolle (Bahn) an die ablaufende Rolle (Bahn) – und zwar möglichst bei voller Produktionsgeschwindigkeit. In Abhängigkeit der Maschinenendgeschwindigkeit kann vor dem Splicen die Maschinengeschwindigkeit reduziert werden.

Abb. 10.4.1.7: Prinzip – Splicer (Quelle: Eigene Darstellung)
Der Rollenwechsel (Spleißen) erfolgt automatisch. Dies geschieht über eine zweite Abrollung, in der die neue Rolle für den Rollenwechsel vorbereitet ist. Die neue Rolle ist mit einem zweiseitigen Klebeband versehen. Beim Wechseln wird die neue Rolle auf die Geschwindigkeit der ablaufenden Rolle beschleunigt. Damit werden Spannungsspitzen vermieden. Die Papierbahn wird oberhalb der Abrollung in Schlaufen geführt. Damit entsteht für das Spleißen eine Pufferzone. Die Absenkung der Maschinengeschwindigkeit, gepaart mit der überschüssigen Papierbahn in der Pufferzone, ergibt die Zeit für den Rollenwechsel.
Nach dem Spleißen der neuen Rollenbahn an die ablaufende Rollenbahn wird die Bahn der alten Rolle abgeschlagen, und die Wellpappenanlage wird wieder auf Geschwindigkeit gefahren. Ihr Arbeitstempo war, wie bereits erwähnt, zuvor etwas verlangsamt worden.Die Abrollung hat somit neben der Regulierung der Bahnspannung auch die Funktion der Rollenbeschleunigung im Rollenwechselvorgang.
Wet End, Vorbereitung der Bahnen (Konditionierung des Papiers)
Die Decken- und Wellenbahnen müssen vor ihrer Verarbeitung, sprich dem Riffeln und Verkleben, vorbereitet werden. Es ist wichtig, dass beide Bahnen vergleichbare Ausgangswerte in Bezug auf Temperatur und Feuchtegehalt haben. Diese Vorbehandlung nennt man Konditionierung; sie garantiert, dass beide Bahnen beim Verarbeitungsprozess dimensionsstabil bleiben.
Wir unterscheiden:
– Aufheizen der Deckenbahn
– Vorbereitung der Wellenbahn
Vorheizer
Das Vorwärmen der Decken- und Wellenpapiere erfolgt über einen Vorheizer.

Abb. 10.4.1.8: Prinzip – Vorheizer (Quelle: Eigene Darstellung)
Beim Vorheizer handelt es sich um einen Trockenzylinder. Die Beheizung der Zylinder erfolgt mit Dampf. Der Dampfdruck kann dabei bis zu 10 bar betragen. Der über einen Dampfkopf in den Zylinder einströmende Dampf unterliegt aufgrund des größeren Durchmessers des Zylinders zur Dampfleitung einer Druckänderung. Diese Druckänderung in Verbindung mit einer Abkühlung der Zylinderoberfläche durch das Papier lässt den Dampf kondensieren. Die dabei abgegebene latente Wärme führt zur Beheizung des Zylinders. Das sich bildende Kondensat wird über einen Siphon durch den Dampfkopf wieder aus dem Zylinder abgeleitet. Über dieses Prinzip werden auf der Zylinderoberfläche Temperaturen bis zu 190°C erzielt. Dampfköpfe sind Drehdurchführungen für den Anschluss von statischen Leitungen an rotierende Anlagensysteme wie zum Beispiel Zylinder, in die der Dampf hinein- und das Kondensat herausgeleitet werden.

Abb. 10.4.1.9: Aufbau eines Trockenzylinders mit Dampfkopf und stehendem Siphon (Quelle: Eigene Darstellung)
Durch den Kontakt des Papiers mit der Zylinderoberfläche wird die Wärme ins Rohpapier übertragen und damit die Bahn erwärmt. Der Grad der Erwärmung kann durch den Umschlingungswinkel der Bahn um den Zylinder verändert werden. Mit zunehmender Temperaturerhöhung in der Papierbahn verändert sich auch der Trockengehalt des Papiers. Die Ausgangsfeuchte im Papier von durchschnittlich sieben Prozent sinkt.

Abb. 10.4.1.10: Prinzip – Vorheizer mit Verstellung der Umschlingung (Quelle: Eigene Darstellung)
Das Aufwärmen der Papierbahn dient insbesondere zur:
– weiteren Verkleisterung des Klebstoffes
– Minimierung von Spannungen im Papier zwischen Decken- und Wellenbahn
Üblicherweise wird die Deckenbahn reguliert erwärmt. Es ist aber auch möglich, Deck- und Wellenbahn reguliert zu erwärmen, wenn Feuchtigkeitsunterschiede vorhanden sind. Die erreichte Temperatur auf der Deckenbahn bestimmt dabei den Aufheizungsgrad der Wellenbahn.
Die Vorbereitung der Wellenbahn ist im Gegensatz zur Deckenbahn aufwendiger. Über die Funktion des Aufwärmens der Papierbahn hinaus ist der Vorheizzylinder auch noch angetrieben. Durch den angetrie-benen Vorheizzylinder wird ein Überschuss an Papier der Riffelpartie zugeführt.
Größere Bedeutung als das Aufheizen der Wellenbahn hat die Regulierung der Feuchte. Der Riffelprozess läuft bei einer Feuchte von 7 bis 9 Prozent optimal ab. Da ein Teil der Ausgangsfeuchte des Rohpapiers durch das Vorheizen verdampft, ist eine Nachbefeuchtung notwendig.
Dabei werden die Rohpapiere nach ihren holzhaltigen Anteilen unterschieden:
• Altpapier-Wellenstoff: 6 bis 8 Prozent
• Halbzellstoff-Wellenstoffe: 8 bis 10 Prozent
Das Sprühsystem wird beidseitig angewandt und ist in Zonen (Kammern) aufgeteilt. Entsprechend dem Feuchteprofil der Papierbahn wird die Bahn besprüht. Dies geschieht durch eine Sprühdampfbehandlung. Durch Einbringen von Feuchtigkeit vermindert sich die Steifigkeit des Papiers. Die Dehnbarkeit wird erhöht, und es werden innere Spannungen im Papier abgebaut. Diese Effekte wirken sich beim Umformungsprozess wie auch bei der Verklebung der einzelnen Bahnen positiv aus. Für eine gute Verklebung ist eine Steuerung der Penetration des Klebstoffes in das Papier hinein entscheidend. Mit einer optimalen Feuchte an der Papieroberfläche kann das Eindringen des Klebstoffes gesteuert werden. Es ist wichtig, dass der Klebstoff an der Papieroberfläche verbleibt und nicht in das Papier wegschlägt.

Abb. 10.4.1.11: Feuchtigkeitsverteilung im Papier während der Vorkonditionierung (Quelle: Eigene Darstellung)
Einseitige Maschine – Modul Facer
In der einseitigen Wellpappenmaschine erfolgt einerseits die Umformung von der glatten zur gewellten Bahn (das Riffeln), andererseits wird diese nun gewellte Bahn mit der ersten Deckenbahn verklebt.
Die einseitige Maschine ist als das Kernstück der gesamten Wellpappenanlage anzusehen und umfasst folgende Bereiche:
• Formen der Wellenbahn durch mit Dampf beheizte Riffelwalzen
• Auftrag des Klebstoffes auf die Wellenspitzen
• Ankleben einer Deckenbahn auf die einseitige Wellpappe

Abb. 10.4.1.12: Prinzip – einseitige Maschine mit Anpressband und die Herstellung von zwei Wellentypen (Beispiel B- und E-Welle, Quelle: Fa. BHS)
Wet End – das Riffeln von Papier
Das Ziel beim Riffeln liegt darin, das Papier bei hoher Maschinengeschwindigkeit möglichst schonend und mit geringer Beanspruchung auf Zug, Druck und Biegung umzuformen. Wichtig ist, dass die Formbeständigkeit bis zur Fixierung an die Deckenbahn durch Klebstoff erhalten bleibt.

Abb. 10.4.1.13: Riffelvorgang im Detail – Schema (Quelle: Eigene Darstellung)
Durch den Riffelprozess wird eine vertikale Linienkraft von bis zu 100 kN/m auf das Wellenpapier ausgeübt. Gleichzeitig erfolgt eine Übertragung des Drehmomentes von der unteren angetriebenen Riffelwalze über das Papier auf die obere Riffelwalze, die nicht angetrieben ist. Dadurch kommt es zu einer irreversiblen Änderung des Papiergefüges und der damit verbundenen Ausformung der Welle. Gleichzeitig führt dieser Vorgang zu einer Dickenreduzierung der Papierbahn. Das Riffeln bedeutet eine Verformung des Papiers. Im Papier muss eine ausreichende Elastizität vorhanden sein, um eine zerstörungsfreie Formbarkeit des Papiers zu ermöglichen.
Die Elastizität und Formbarkeit werden durch in der Papierfaser befindliche Bestandteile von Lignin (Holzanteile) und Zellulose (holzfreie Anteile) hervorgerufen. Diese Bestandteile verhalten sich thermoplastisch unterschiedlich. Das thermoplastische Verhalten von Stoffen wird bestimmt durch Wärme und Feuchtigkeit. Bei Lignin ist die thermoplastische Temperatur bei 120° und damit höher als bei Zellulose. Die Feuchtigkeitsaufnahme ist dafür bei Zellulose höher als bei Lignin. Damit erfolgt bei Abkühlung oder Entzug von Feuchtigkeit der Erstarrungspunkt bei Lignin eher als bei Zellulose. Den Erstarrungspunkt unter den Bedingungen von Temperatur unter Einfluss von Feuchtigkeit wird „Glasübergangstemperatur“ genannt. Deshalb sind für die Wellenbildung eine entsprechend hohe Temperatur und ein definierter Feuchtigkeitsgehalt im Papier entscheidend.
Beim Einlaufen des Papiers zwischen die beiden Riffelwalzen hat die Papierbahn (durch den angetriebenen Vorheizer) eine höhere Geschwindigkeit als die Riffelwalzen. Damit entsteht ein Materialüberschuss bei der Wellenbahn im Verhältnis zur Deckenbahn, das entspricht dem sogenannten Einzugsfaktor bei der Riffelung. Unter dem Einzugsfaktor versteht man das Verhältnis der Länge eines Abschnitts der gewellten Bahn zur Länge des Abschnitts nach dem Herausziehen der Wellen, also des Abschnitts im planliegenden Zustand. Er ist wichtig, um den Wellenrohpapierbedarf für die Produktion einer Wellpappe zu berechnen.
Umschlingungswinkel (Theta ?)
Unter dem Umschlingungswinkel versteht man die „Summe aller Winkel“, die sich durch den Kontakt zwischen dem Papier und der Riffelwalze ergeben. Der Umschlingungswinkel ist von der Anzahl der Zähne, die vom Papier berührt werden, und dem Riffelprofil abhängig. Die sich daraus ergebene Riffelgeometrie bestimmt das Wellenprofil.

Abb. 10.4.1.14: Einlauf des Rohpapiers in die Riffelzone (Modell) (Quelle: Eigene Darstellung)
Einzugsfaktor
Durch den Wellungsvorgang erfolgt im Gegensatz zu den flachen Bahnen (Wellen- und Deckenrohpapier) ein Mehrverbrauch an Papier bei der Wellenbahn. Dieser zusätzliche Verbrauch wird durch den Einzugsfaktor ausgedrückt. Er hängt im Wesentlichen vom Wellenprofil ab und wird vorwiegend als materialökonomische Kenngröße verwendet. In der Praxis bestehen Differenzen zwischen den theoretischen und den tatsächlichen Einzugsfaktoren. Diese rühren hauptsächlich aus dem Verhalten des Wellenpapiers bei der plastischen Verformung her.
Die Einflussgrößen dabei sind:
• die geometrischen Verhältnisse zwischen der unteren Riffelwalze und der oberen Anpresswalze,
• die elastischen Dehnungen des Deckenpapiers unter Zugbeanspruchung,
• die partiell entstehende Feuchtigkeitszunahme beim Auftrag des Klebstoffes und
• die Schrumpfungsvorgänge beim Trocknen der Papierbahn innerhalb der Riffelwalzen.
Berechnung des Einzugsfaktors:
Die praktische, einfache Berechnung für die Beurteilung des Mehrverbrauchs bei der Wellenbahn ist:


Abb. 10.4.1.15: schematische Darstellungen von Wellenhöhe und Wellenteilung (Quelle: Eigene Darstellung)
Für eine überschlägige, einfache Berechnung wird die Wellenhöhe durch die Wellenbreite geteilt. Somit ergibt sich ein Faktor, mit dem der Materialeinsatz der Deckenbahn multipliziert wird und sich die größere benötigte Wellenmenge berechnet. Eine umfangreichere und genauere Berechnung werden durch Arbeitsvorbereiter vor Herstellung der Wellpappe errechnet und den Maschinenführern in absoluten Papiermengen vorgegeben.

Abb. 10.4.1.16: Einzugsfaktoren für übliche Wellpappenprofile (Quelle: Eigene Darstellung)

Abb. 10.4.1.17: Übersicht nach Wellenprofilen (Quelle: Eigene Darstellung)
Wie aus der Tabelle zu ersehen ist, muss im Riffelspalt für das jeweilige Riffelprofil eine entsprechend größere Menge an Papier zugeführt werden. Die richtige Geometrie ist entscheidend für die Ausformung der Welle.
Die Beanspruchung des Papiers bei der Riffelung
Beim Umformungsprozess (der Wellenbildung) wird das Papier starken Zug-, Druck-, Biege- und Scherbeanspruchungen ausgesetzt. Diesen kann es nur standhalten, wenn es eine bestimmte Temperatur und Feuchte aufweist. Sonst kann es zu Wellenbrüchen kommen.

Abb. 10.4.1.18: Beanspruchung des Wellenpapiers am Zahnkopf (Quelle: Eigene Darstellung)
Die einzelnen Beanspruchungen führen zu hohen Belastungen im Papier. Nur durch das Einbringen von Temperatur und Feuchte wird die Elastizität des Papiers erhöht und es kann ein zerstörungsfreier Umformungsprozess ablaufen. Der Formungsprozess der Welle hängt weiter von der Geometrie der Riffelwalzen, ihrer Oberflächenbeschaffenheit, der Maschinengeschwindigkeit und natürlich den bereits beschriebenen Eigenschaften im Papier ab. Nachfolgend werden die einzelnen Belastungsarten beschrieben.
Zugbeanspruchung
Beim Einzug der flachen Papierbahn in den Riffelspalt erfährt die Papierbahn aufgrund der Wegdifferenz von Wellenberg zu Wellenberg eine Verringerung der Geschwindigkeit in horizontaler Richtung – die Bahn wird abgebremst. Durch die gleichmäßige Winkelgeschwindigkeit der Riffelwalzen und die höhere Zufuhrgeschwindigkeit der flachen Papierbahn in den Riffelspalt entstehen Reibungskräfte, die die Zugspannung im Einlaufspalt erhöhen. Diese Erscheinung (Relativbewegungen) ist innerhalb des Riffelvorgangesweitestgehend beendet, wenn sich das Papier den Riffelwalzenzähnen vollständig angepasst hat.
Die Biege- und Druckbeanspruchung
Zusätzlich zu den Zugbeanspruchungen treten während des Riffelns Biegespannungen an den Riffelzähnen und Druckbeanspruchungen zwischen den Riffelwalzen auf. Der Grund dafür ist der ausgeübte Anpressdruck der Riffelwalzen auf das Papier. Bei der Umschlingung des Papiers um den Riffelzahn wird die äußere Lage des Papiers gedehnt und die innere Lage gestaucht.
Belastung auf das Papier durch Biegespannung
Das Papier wird in der Außenlage über sieben Prozent gedehnt. Unter Vernachlässigung von Unregelmäßigkeiten in der Faser- und Blattstruktur ist in der Innenlage damit eine Stauchung auch um etwa sieben Prozent zu vermuten. Im Papierquerschnitt betrachtet ergibt sich eine Addition beider Biegespannungen (Dehnung + Stauchung) auf eine 14-prozentige Änderung der Papierdimension. Das Papier kann dieser extremen Belastung nur deshalb standhalten, weil es, aufgrund seines Feuchtegehaltes und der eingebrachten Temperatur, ein viskoelastisches Verhalten ausweist.
Belastung auf das Papier durch Druckspannung
Um ein Zurückziehen des Wellenstoffs aus der Riffelzone zu verhindern, wird ein bestimmter Liniendruck zwischen den Riffelwalzen eingestellt. Dies geschieht unter Beachtung der Papierbahndicke. Damit sollen die Zerstörung des Papiers beim Riffelprozess vermieden und das Auftreten von Wellenfehlern verhindert werden.
Wellpappenfehler
Deformierte – schrägliegende – Welle
Die Qualität der Wellenprägung ist deutlich zu erkennen, wenn man einen scharfen Schnitt durch das Wellpappen-Profil macht. Bei Betrachtung des Querschnitts erkennt man nun die schrägliegende Welle.

Abb. 10.4.1.19: Wellenausbildung – normal und schief (deformiert) (Quelle: Eigene Darstellung)
Die Ursachen können sein:
• Die Riffelwalzen stehen nicht parallel.
• Die Anpresswalze am Klebstoffwerk quetscht die Welle.
• Es liegen falsche Einstellungen beim Transport des Verbundes vor – zum Beispiel zu hohe Druckbelastungen in der Zug- und Heizpartie.
• Das Wellenpapier ist nass.
Beschädigte Wellen
Wellenbruch
Abb. 10.4.1.20: prinzipielle Darstellung von Wellenbrüchen (Quelle: Eigene Darstellung)
Die Ursachen hierfür können sein:
• Papier ist beim Umformen zu trocken oder
• Papier ist zu feucht.
Durchschnittene Riffelung
Die Wellpappe wurde während der Riffelung einseitig durchschnitten. Die Ursachen für diesen Wellpappenfehler können sein:
• fehlende Parallelität der Riffelwalzen oder
• ungleichmäßiges Papierquerprofil (mA, Dicke).
Die Wellpappe wurde während der Riffelung beidseitig durchschnitten. Die Ursachen sind:
• eine falsche Bombage der Riffelwalzen oder
• ungleichmäßiges Riffelprofil.
Bombierte Walzen sind im Walzenumfang in der Mitte dicker als an den Rändern. Damit bleiben die Walzen trotz des Druckes zueinander parallel.
Risse in der geriffelten Bahn
Die Ursachen sind:
• übermäßige Spannungen in der Wellenbahn; starke Abbremsung,
• Riffelprobleme durch falsche Tiefeneinstellung,
• neue Riffelwalzen,
• fehlende Parallelität der beiden Riffelwalzen zueinander oder
• nicht adäquate Papierqualität: zu wenig Zugfestigkeit, ungeeignete Papierstärken (mA zu hoch/ zu niedrig).
Hoch-Tief-Erscheinung
Fehler in der Formbeständigkeit lassen sich an den sogenannten Hoch-Tief-Erscheinungen erkennen. Deutlich werden diese Fehler in der Verminderung des Flach-Stauch-Widerstands der Wellpappe.

Abb. 10.4.1.21: Hoch-Tief-Effekte (Quelle: Eigene Darstellung)
Wet End – Aufbau der Riffelwalzen
Riffelwalzen werden, um eine Durchbiegung der Walzen zu vermeiden beziehungsweise eine exakte Parallelität der Walzen über die gesamte Breite zu garantieren, bombiert (siehe Abb. 10.4.1.23). Die Bombage beträgt je nach Arbeitsbreite zwischen 0,2 und 1,6 Millimeter. Damit ist ein konstanter Liniendruck über die Breite gegeben. Die Walzen sind verchromt, sodass ihre Oberfläche glatt ist. Die Riffelwalzen werden wie die Vorheizer mit Dampf beheizt.

Abb. 10.4.1.22: Riffelwalzenpaar (Quelle: Eigene Darstellung)
Wenn Walzenzylinder in der Mitte dicker sind als an den äußeren Seiten, bezeichnet man das als Bombage. Die schematische Darstellung zeigt überzeichnet, warum dies geschieht. Die Bombage der Walzen sorgt im Arbeitsprozess für einen gleichmäßigen Walzenspalt.
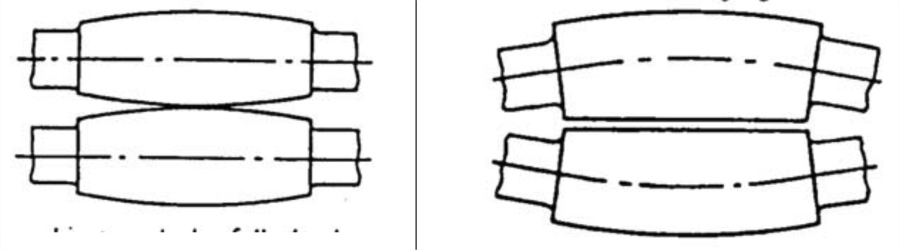
Abb. 10.4.1.23: Bombierte Walzen ohne und mit Belastung im Arbeitsprozess (Quelle: Eigene Darstellung)
Arbeitsweise der Wellpappenanlage: Wet End – Bauarten von Riffelwalzensystemen
Um den Wellenstoff an den Riffelwalzen bis zur Fixierung mit der Deckenbahn zu halten, werden verschiedene Konstruktionen angewendet:
• Wellpappenmaschinen mit Führungsblechen,
• führungslose Wellpappenmaschinen, die mit Unterdruck arbeiten und
• führungslose Wellpappenmaschinen, die mit Überdruck arbeiten.
Der Einsatz der verschiedenen Systeme hängt im starken Maße von den konstruierten Geschwindigkeiten der Anlage ab. Das System der Wellpappenmaschinen mit Führungsblechen ist in älteren und langsameren Wellpappenanlagen im Einsatz. Das Führungsblech ist auf einen Abstand von 0,3 mm eingestellt.
Abb. 10.4.1.24: Riffelwalzen mit Führungsblech (Quelle: Eigene Darstellung)
Schnelle Wellpappenanlagen arbeiten ohne Führungsblech – man spricht in diesem Fall von einem führungsblechlosen Maschinensystem („fingerless single facer“). Solche Maschinen arbeiten mit Druck- und Vakuumtechnik.
Überdruck-Maschinen
Diese arbeiten mit einer im Single Facer integrierten Überdruck-Kammer. Das Anpressen der Wellenbahn an die Riffelwalze erfolgt mithilfe einer Druckdifferenz. Beim Überdrucksystem befindet sich das Papier vom Riffelspalt (obere und untere Riffelwalze) bis zum Anpressspalt (untere Riffelwalze und Anpresswalze) in einer Überdruckkammer. Die Schwierigkeit in diesem System besteht darin, dass das Klebstoffauftragswerk mit in der Überdruckkammer sein muss, was die Dichtheit des Systems erschwert.
Unterdruck-Maschinen
Bei den Unterdruck-Maschinen gibt es zwei konstruktive Lösungen:
• erzeugtes Vakuum aus der Riffelwalze oder
• angelegtes Vakuum in einer Kammer, welches gegen die Riffelwalzen wirkt.
Bei der ersten Konstruktion wird das Vakuum von den Stirnseiten der Riffelwalze über axiale Bohrungen über Nuten an die Oberfläche der Walzen gebracht. In der zweiten Konstruktionsvariante wird durch die Unterdruckzone, die zwischen dem Wellenpapier und der unteren Riffelwalze ausgebildet ist, das gewellte Papier formtreu gegen die Oberfläche der Riffelwalze gepresst. Der Unterdruck wird in beiden Fällen durch ein Sauggebläse erzeugt.
Arbeitsweise der Wellpappenanlage: Wet End – Klebstoffauftrag
Zum Verbinden der geriffelten Papierbahn mit dem Deckenpapier (Fixierung) ist ein Klebevorgang notwendig. Dieser Verfahrensschritt ist ein wichtiger Bestandteil der einseitigen Wellpappenmaschine. Die Riffelung sowie das Verkleben erfolgen unmittelbar nacheinander im gleichen Maschinenbereich an den Riffelwalzen. Technologisch erfolgt die Verklebung der Wellenbahn und der Deckenbahn in einer 180°-Drehung um die untere Riffelwalze. Der Klebstoff wird bei rund 90° aufgetragen. Der gesamte Vorgang dauert wenige Millisekunden.

Abb. 10.4.1.25: schematische Darstellung des Klebevorgangs (einseitige WPA, Quelle: Fa. BHS)

Abb. 10.4.1.26: prinzipielle Darstellung – Auftragen des Klebstoffs (Quelle: Fa. BHS)
Anpressen und Verkleben
Durch das Anpressen der ebenen Deckenbahn mit der benetzten gewölbten Fläche der Wellenbahn wird ein Teil des Klebstoffs aus der Kontaktzone verdrängt, und es bilden sich Dickschicht- und Dünnschichtbereiche.

Abb. 10.4.1.27: Darstellung – Anpresszone (Quelle: Eigene Darstellung)

Abb. 10.4.1.28: Ablauf der Verklebung zwischen Wellen- und Deckenpapier: Hier entstehen zunächst Dünnschicht- (1) und Dickschichtbereiche (2) des Klebstoffs. Ein Teil des Klebstoffs wird beim Anpressen durch das Papier aufgesaugt. Das vierte Teilbild zeigt die Wellpappe nach dem Aushärten. (Quelle: Eigene Darstellung)
Der Klebstoff unterliegt in der Phase der Verbindung der beiden Bahnen zwei entscheidenden Bedingungen:
1. Der Klebstoff muss bis zum Anpressen der Deckenbahn an die mit Klebstoff versehene Wellenbahn eine ausreichende Viskosität behalten. Die Penetration des Klebstoffs soll in beiden Bahnen möglichst gleichmäßig sein. Dabei muss aber berücksichtigt werden, dass die Viskositätdes Klebstoffs beim Aufbringen auf das Wellenpapier sprunghaft ansteigt. Das ist die Folge eines einsetzenden Entwässerungsvorganges beim Klebstoff durch die Saugwirkung des Papiers und die Wärme der Riffelwalze.
2. Weiterhin soll der Klebstoff bis zum Aufbringen der Deckenbahn eine ausreichende Klebekraft haben, um einen festen Verbund zu gewährleisten.
Das Verhalten des Klebstoffs zwischen Auftrag und Verkleben mit der Deckenbahn ist gekennzeichnet durch die Zeit, in der die Stärke (als Hauptbestandteil des Klebers) das in sich gespeicherte Wasser abgibt. Die Steuerung des Kapillardruckes (Saugwirkung des Papiers) erfolgt durch die Papiereigenschaften. Im Klebstoff bestimmen die verwendete Stärke, ihr Aufschlussgrad der Stärke und die beigegebenen Füllstoffe das Klebeverhalten und die offene Zeit des Klebers. Die Verbundfestigkeit wird, neben den Papiereigenschaften und der Klebstoffgüte, von der Größe der Klebefläche und dem ausgeübten Druck auf die Klebestelle bestimmt.

Abb. 10.4.1.29: optimale Verklebung zwischen Wellen- und Deckenpapier (Quelle: Eigene Darstellung)
Klebstoff
Mit zunehmender Leistungssteigerung der Verarbeitungsmaschinen haben sich die Technologie sowie der Einsatz und die Zusammensetzung des Klebemediums geändert. Während früher die Deckenbahn vollflächig mit Klebstoff bestrichen wurde, werden heute nur die Wellenberge mit Klebstoff benetzt. Dieser technologische Wandel bringt hohe ökonomische Einsparungen.
Der Klebstoff wird aus Stärke hergestellt. Dabei werden in Deutschland für Klebstoffe in der Wellpappenindustrie hauptsächlich Mais-, Weizen- und Kartoffelstärke verwendet.
"In Deutschland wird Leim auf Basis von Mais-, Weizen- oder Kartoffelstärke bzw. Kombinationen daraus verwendet. Stärkeleim hat eine geringe Fließfähigkeit (Viskosität), kann aber trotzdem mit modernen Leimwerken gleichmäßig über die ganze Arbeitsbreite der Wellpappenmaschine aufgetragen werden.“ (Quelle: https://www.wellpappe-wissen.de/wissen/wellpappe/bauprinzip/verklebung.html)
Abb. 10.4.1.30: Stärketyp und Stärkekörner (Quelle: Fa. Cargill)
Stärke ist ein makromolekularer Naturstoff, der aus Glukose synthetisiert wird und beim pflanzlichen Stoffwechsel als Energiespeicher dient. Wenn die Stärke aus den Pflanzenteilen als weißes Pulver isoliert ist, wird sie als native Stärke bezeichnet. Native Stärke besteht aus harten – in Wasser unlöslichen – Körnern, deren Größe und Form von der Pflanzenart abhängig ist. In der Wellpappenindustrie wird vorwiegend Maisstärke verwendet.
Stärkeaufbereitung
Die Stärke wird in kaltem Wasser angesetzt, danach wird die Slurry (flüssiges Medium versetzt mit festen Substanzen) erhitzt. Ab einer Temperatur von rund 80°C beginnt das Korn zu quellen und bei weiterer Temperaturzunahme (85 bis 105°C) zu verkleistern. Bei der Verkleisterung kommt es zu einer Volumenvergrößerung des Stärkekorns. Die Verkleisterung kommt nur dann zustande, wenn neben der Temperatur auch die notwendige Wassermenge für die Quellung vorhanden ist. Das hängt mit dem Wasseraufnahmevermögen des Korns zusammen. Aus diesem Grund sollte der Feststoffgehalt nicht über 30 Prozent liegen.

Abb. 10.4.1.31: verschiedene Zustände der Stärke vor und nach der Verkleisterung (Quelle: Eigene Darstellung)
Bei der Verkleisterung ist infolge der starken Quellung ein rascher Anstieg der Viskosität vorhanden. Sie ist so hoch, dass ein Feststoffgehalt von 30 Prozent eine pastöse Konsistenz hervorbringt. Um den Klebstoff pumpfähig zu machen, sind entweder Ansätze mit geringerem Feststoffgehalt vorzunehmen oder eine Nachverdünnung notwendig. Zu niedrige Feststoffgehalte führen zu Trocknungsproblemen und Leistungseinbußen der Anlage.
Verklebung
Unzureichende beziehungsweise schlechte Verklebung
Abb. 10.4.1.32: Beispiel einer schwachen Verklebung – Klebstoffauftrag zu mager (Quelle: Eigene Darstellung)
Bei einer unzureichenden Verklebung ist entweder die Klebstoff-Auftragsmenge zu gering oder der Klebstoff-Film ist ungleichmäßig verteilt. Auch die Eindringtiefe des Klebstoffs in das Papier (Penetration) kann zu gering sein, sodass der Gelierungsprozess nicht stattfindet und die Klebkraft des Klebstoffs sinkt.Typische Merkmale dieser Erscheinung sind weiß aussehende mehrlagige Streifen auf den Wellenkronen.
Wie erkenne ich eine schlechte Verklebung?
• Bahnen lassen sich ohne nennenswerten Kraftaufwand trennen.
• Bei der Trennung der Bahnen entsteht fast kein Faserabriss.
• Es zeigen sich sichtbare „Markierungen“ (Streifen) durch Anpresswalzen.
Durch eine „zerstörende Prüfung“ – das Abschälen einer Deckenbahn von der Wellpappe – kann festgestellt werden, ob der Klebstoffauftrag ausreichend war und somit eine gute Verklebung vorliegt.

Abb. 10.4.1.33: Beispiel einer einwandfreien Verklebung (Quelle: Eigene Darstellung)
Woran erkenne ich eine gute Verklebung?
• An den Verbindungsstellen findet sich reichlich Faserabriss.
• Deutliche Abrissmarkierungen sind zu sehen.
Klebstoffauftrag zu reichlich
Der Klebstoff ist niedrigviskos und kann 75 bis 85 Prozent Wasser enthalten. Bei einem Mehrauftrag an Klebstoff mit dieser hohen Feuchtigkeit nimmt die Feuchte in der Wellpappe sprunghaft zu. Da diese Er-scheinung partiell (Wellenberge und Umgebung) auftritt, führt dies zu höheren Spannungen im Verbund. Das Verziehen der Wellpappe-Bogen ist die Folge.
Wie erkenne ich einen zu reichlichen Klebstoffauftrag?
• Die Klebstoff-Fuge ist unverhältnismäßig breit, es zeigt sich ein waschbrettähnliches Erscheinungsbild.
• Die Wellenkronen weichen auf.
• Der Gelierungsprozess des Klebstoffs ist erschwert.
Arbeitsweise der Wellpappenanlage: Wet End – Brücke
Die Brücke ist das Verbindungsglied zwischen der einseitigen Wellpappenmaschine und der Kaschieranlage. Die Wellpappe kann sich in dieser Zone den klimatischen Umgebungstemperaturen anpassen. Diese klimatische Anpassung ist wichtig, da durch das Aufheizen der Bahnen und die Einbringung hoher Feuchtigkeit Spannungen in der Wellpappe auftreten können. Diese Spannungen führen zu krummen Bogen (Warp). Die Brücke dient weiterhin als Transporteinrichtung, in der das produzierte Material gepuffert wird. Diese Pufferung wird dadurch erreicht, dass die Brücke eine niedrigere Produktionsgeschwindigkeit als die WPA hat. Der Hochtransport der einseitigen Wellpappe zur Brücke muss knickfrei erfolgen. Dort wird die einseitige Wellpappe in gleichmäßigen Schlaufen gelegt.

Abb. 10.4.1.34: schematische Darstellung einer Brücke (Quelle: Eigene Darstellung)
Die Brückenmengenregelung hält die Speichermenge auf der Brücke konstant. Dies geschieht durch Anpassung der Anlagengeschwindigkeit der einseitigen Gruppe(n).
Arbeitsweise der Wellpappenlage: Wet End – Verbinden der einseitigen Wellpappe mit der zweiten Außendeckenbahn
Der zweite Deckbogen wird ebenfalls vorkonditioniert, wie auch vorher die einseitige Wellpappe. Dabei handelt es sich ausschließlich um eine Wärmebehandlung. Diese Maßnahme dient zur Feuchtigkeits- und Temperaturangleichung der zweiten Deckenbahn. Danach erfolgt der gleichmäßige Auftrag des Klebstoffs über die Arbeitsbreite auf die Wellenspitzen der einseitigen Bahn(en). Die Anzahl der Klebstoffauftragswerke richtet sich nach der Anzahl der einseitigen Bahnen. Die Auftragswerke sind dabei übereinander angeordnet. Der Klebstoffauftrag erfolgt über eine Auftragswalze, die den Klebstoff aus einer Wanne schöpft. Eine weitere Walze entfernt dabei den überschüssigen Klebstoff. Es entsteht ein gleichmäßig eingestellter Film. Dieser Anlageteil wird als Kaschiermaschine bezeichnet und dient zur Aufbringung des Klebers und des Anklebens des zweiten Deckbogens.

Abb. 10.4.1.35: Prinzip – Ablauf im Kaschierwerk (Quelle: Eigene Darstellung)
Aufbau der Wellpappenanlage: Dry End, Heiz- und Zugpartie
Das Zusammenführen der Bahnen (einseitige Bahn(en) und Kaschierliner) erfolgt unmittelbar vor dem Einlaufspalt der Heiz- und Zugpartie, sodass die erste Berührung untereinander in einem Punkt erfolgt. Das Verkleben der Bahnen erfolgt im Bereich der Heizplatten durch die zugeführte Wärmeenergie und dem damit verbundenen Entzug der Feuchtigkeit. Der Transport der Wellpappe über die Heizplatten geschieht durch einen Transportgurt, der belastet ist. Das verdampfte Wasser muss vom oberen Gurt aufgenommen und danach abgeführt werden. Es handelt sich hierbei um eine Kontakttrocknung. Diese geschieht bei Geschwindigkeiten bis 300 m/min.
Die Trocknung umfasst im Wesentlichen zwei Aufgaben:
• die Bereitstellung der Wärme, die zum Verkleistern der noch nicht aufgeschlossenen nativen Stärke erforderlich ist, und
• der Trocknung beziehungsweise Entfernung des überschüssigen Wassers.
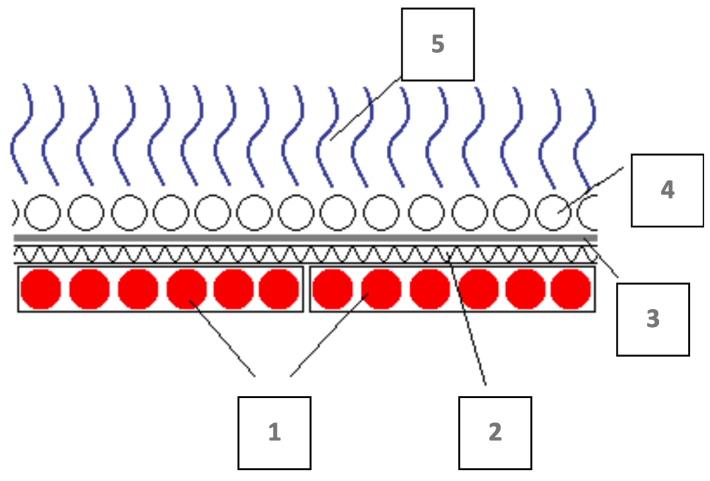
1 Heizplatten 2 Wellpappenbahn 3 Transportgurt (oben) 4 Belastungswalzen 5 verdampfendes Wasser
Abb. 10.4.1.36: Prinzip – Trocknung der Wellpappe (Quelle: Eigene Darstellung)
Die Heizplattenpartie wird in drei Gruppen aufgeteilt:
• Aufheizbereich,
• Verdampfungsbereich und
• Regelbereich für den Endtrockengehalt.
Mit diesem System werden auftretende Verspannungen in der Wellpappe abgebaut. Nach den Heizplatten folgt ein Untergurt und zieht die Wellpappenbahn mithilfe des Obergurtes durch die Maschine.
Planlage eines Bogens
Wenn die Wellpappenbogen nicht planliegen, werden diese kurz „krumme Bogen“ genannt. Diese können zu Problemen in der Verarbeitung führen. Die Wellpappe wölbt sich nach dem Austrocknen. Dies ist auf das unterschiedliche Dehnen und Schrumpfen der Außen- und Innenbahnen zueinander zurückzuführen. Ursachen dafür können sein:
• unterschiedliche Feuchtegehalte der einzelnen Bahnen sowie
• unterschiedliche Faserstoffzusammensetzung und Faserorientierung im Rohpapier.
Es gibt unterschiedliche Abweichungen von der Planlage. Wir kennen den Curl (Quer- und Längswölbung), die S-Wölbung und die Querverspannung (Propeller).
Querwölbung
Die Querwölbung entsteht durch zu hohe Feuchtigkeit in der Deckenbahn oder der einseitigen Wellpappe.
Querwölbung nach unten:
Dazu kommt es, wenn zu viel Feuchtigkeit in der unteren Deckenbahn ist:
• Die untere Deckenbahn ist nass oder kalt.
• Die obere Deckenbahn ist heiß oder trocken.
Querwölbung nach oben:
Dazu kommt es, wenn zu viel Feuchtigkeit in der einseitigen Wellpappe ist.
Längswölbung
Eine Längswölbung nach oben oder unten tritt in Papierlaufrichtung auf. Ursache ist eine zu hohe Spannung bei der Wölbung nach unten in die Deckenbahn. Diese dehnt sich während des Trocknens in der Heizpartie. Diese Deckenbahn zieht sich später wieder auf ihre ursprüngliche kürzere Länge zusammen, und die Wellpappe wölbt sich in die Laufrichtung abwärts. Für Längswölbungen ist auch das Dehnungsverhalten (Elastizität) des Papiers mitverantwortlich.
Längswölbung nach unten:
Dazu kommt es, wenn eine zu hohe Spannung in der unteren Deckenbahn herrscht.
• Die untere Deckenbahn hat sich während der Verklebung in der Heizpartie gedehnt.
• Beim Abkühlen nach dem Trocknungsprozess zieht sie sich zusammen.
Längswölbung nach oben:
Dazu kommt es bei übermäßiger Spannung in der Wellpappen-Rückseite.

Abb. 10.4.1.38: Darstellungen von Längswölbungen (Quelle: Eigene Darstellung)
S-Wölbung
Die S-Wölbung stellt sich quer zur Papierlaufrichtung ein. Die Ursache liegt in einem ungleichmäßigen Feuchtequerprofil in der einen oder anderen Papierbahn. Die trockenere Seite schrumpft.

Abb. 10.4.1.39: Darstellung einer S-Wölbung (Quelle: Eigene Darstellung)
Propeller-Wölbung
Bei der Propeller-Wölbung kommt zur S-Wölbung noch eine Verdrehung des Verbundes hinzu. Die Ursachen liegen im ungleichmäßigen Feuchtequerprofil der einen oder anderen Papierbahn. Diese können vom Rohpapier wie auch der Verklebung der Wellpappe herrühren. In den meisten Fällen liegen beide Faktoren vor. Hauptsächliche Probleme sind aber die zu große Abweichung in der Orientierung der Fasern und das Feuchtequerprofil des Papiers:
• ungleichmäßige Feuchtigkeit in den Papieren
• Quetschung der Pappe, zu hohe Zugspannung in der WPA

Abb. 10.4.1.40: Darstellung einer Propellerwölbung (Quelle: Eigene Darstellung)
Schlechte Planlage von Wellpappe ist in den meisten Fällen auf Feuchtigkeitsunterschiede in den Papieren zurückzuführen. Insbesondere die Deckenpapiere sind dabei die Hauptursache. Das kommt daher, dass für die Deckenpapiere hochwertigere Rohstoffe (mehr Langfaseranteile) eingesetzt werden und dass die Faserorientierung in einem Festigkeitsverhältnis von 1:2 (quer zu längs der Papierbahn) abweichen kann. Sehr entscheidend sind in diesem Zusammenhang auch die Winkel, in denen die Fasern im Papier liegen. Diese sollten nicht über 3° vom rechtem Winkel abweichen. Aber auch die eingestellte Trocknung zwischen einseitiger Wellpappe und zwei Deckbogen (Arbeit der Vorheizer) ist für Spannungen im Verbund von Bedeutung. Es ist zu ermitteln, ob diese Spannungsunterschiede aus dem Rohpapier kommen oder durch den Klebstoffauftrag.
Bedeutung beziehungsweise Einfluss der Planlage
Die Planlage ist entscheidend dafür, damit Wellpappe stabil auf dem Stapel liegt und sich problemlos auf Rollenbahnen transportieren lässt. Vor allem Feuchtigkeitsunterschiede in den Papieren können zu schlechter Planlage führen. Diese sorgt auch in der Weiterverarbeitung für Probleme.
Die Planlage ist auch entscheidend für:
• die Stabilität der Stapel und den problemlosen Transport auf den Rollenbahnen,
• die automatische Beschickung der Verarbeitungsmaschinen und damit die Produktivität der Anlage,
• den Durchlauf in den Verarbeitungsmaschinen und damit die Qualität der Weiterverarbeitung,
• das Entstehen von Passerungenauigkeit beim Drucken, Schlitzen und Stanzen,
• Störungen beim Verschließen,
• die Abnahme des Stauchwiderstandes und damit der Stabilität sowie
• das Ausmaß des Ausschusses.
Arbeitsweise der Wellpappenanlage: Dry End – Kurzquerschneider
Vor der Schneid- und Rillstation ist der Kurzquerschneider in der WPA platziert und kommt zum Einsatz beim Formatwechsel, um eine Lücke für die Aufnahme des neuen Formats zu schaffen. Weiterhin werden im Kurzquerschneider fehlerhafte Bahnabschnitte oder Splicer herausgeschnitten.

Abb. 10.4.1.41: Prinzip des Schneidvorgangs – quer (Quelle: Eigene Darstellung)
Der Schneidevorgang ist wie beim Querschneider. Beim Querschneider wird die für das entsprechende Format hergestellte Abschlagslänge erzeugt.
Arbeitsweise der Wellpappenanlage: Dry End – Schneid- und Rillstation
Die Rill- und Schneidstation ist eine Baugruppe der WPA. Hier beginnt die Verarbeitung der Formate. In ihr wird die Bahn in Längsrichtung entsprechend den vorgegebenen Abmessungen gerillt und geschnitten.

Abb. 10.4.1.42: Prinzip einer Rill- und Schneidstation (Quelle: Eigene Darstellung)
Zuerst wird die Bahn am Rand beschnitten und damit auf die gewünschte Breite gebracht. Das Beschneiden des Randes wird aus zwei Gründen durchgeführt:
– Es geht zum einen darum, Differenzen im Lauf zwischen Liner- und Wellenbahnen am Rand auszugleichen.
– Zum anderen ist der Beschnitt erforderlich, weil an den Rändern der Wellpappe aus klebtechnischen Gründen kein Klebstoffauftrag erfolgt. Deshalb wird die nicht verklebte Wellpappe am Rand abgeschnitten.
Nach dem Beschneiden des Randes wird die Bahn zur Vorbereitung der Biegestellen gerillt.

Abb. 10.4.1.43: Verarbeitung der Wellpappe, Schneiden und Rillen (Quelle: Eigene Darstellung)
Beim Rillen wird durch Verdichten und Verdrängen der Wellpappe eine Rille geformt. Dabei kommt es zur Aufspaltung des Verbundes. Dieses Verfahren wird dort angewandt, wo höhere Festigkeiten verlangt werden und eine höhere Toleranz in der Maßgenauigkeit zulässig ist. Für das Rillen muss der Werkstoff über eine ausreichende Elastizität verfügen. Diese wird hauptsächlich durch eine entsprechende Feuchte im Werkstoff und der Faserrichtung im Papier beeinflusst.

Abb. 10.4.1.44: Typen von Rillenkörpern (Quelle: Eigene Darstellung)
Beim Längsschneiden der fertigen Wellpappe werden zwei Schneideprinzipien angewandt. Dies ist zum einen der klassische Scherenschnitt, indem mit einem Ober- und einem Untermesser („Tellermesser“) die Bahnen getrennt werden. Zum anderen gibt es den Einmesserschnitt („Rasierklingenmesser“): Die Wellpappe liegt hier auf einer großen Fläche auf, und ein Obermesser taucht in den Verbund ein und läuft in eine Nut.
Das angetriebene Messer sorgt für einen sauberen und einwandfreien Schnitt. Die Anordnung gestattet eine schnelle und einfache Einstellung des Formates.

Abb. 10.4.1.45: Prinzip eines „Tellermessers“ und eines „Rasierklingenmessers“ (Quelle: Eigene Darstellung)

Abb. 10.4.1.46: Blick auf einen Einmesserschnitt mit Absaugung (Randbeschnitt) (Quelle: Eigene Darstellung)
Arbeitsweise der Wellpappenanlage: Dry End – Querschneider: Erzeugung der Abschlagslänge
Die in Längsrichtung gerillte und geschnittene Bahn wird auf einem Querschneider auf ein entsprechendes Format geschnitten.

Der nachfolgende Querschneider trennt nun die endlosen Bahnen quer zur Laufrichtung, also parallel zum Wellenverlauf. Er kann aus einer, zwei oder drei übereinanderliegenden Stationen bestehen. Beim Verlassen der Rill- und Schneideinheit werden die Bahnen je nach erforderlicher Schnittlänge auf die verschiedenen Stationshöhen gelenkt.

Abb. 10.4.1.47: Einzugssituation in den Querschneider (Quelle: Eigene Darstellung)
Die verwendeten Querschneider haben zwei synchron zueinander laufende Messer.

Abb. 10.4.1.48: Anordnung der Messer in der Quermesserpartie (Quelle: Eigene Darstellung)
Der Synchronlauf bedeutet, dass zum Zeitpunkt des Schnittes die Geschwindigkeit der Messertrommeln und der Wellpappenbahn exakt gleich ist. Damit wird ein rechtwinkliger und sauberer Schnitt erzielt.

Abb. 10.4.1.49: Verlauf der Messergeschwindigkeit bei einer Umdrehung (Quelle: Eigene Darstellung)
Arbeitsweise der Wellpappenanlage: Dry End – Ablage
Die Ablage ist das letzte Teilstück der WPA. Die Formate, die vom Ausgang des Querschneiders kommen, werden in diesen Bereich weitertransportiert. Dabei werden die Formate auf den jeweiligen Transportsektionen durch Bänder oder Gurte bis zur Ablagestation geführt. Eine Verringerung der Transportgeschwindigkeit in diesem Bereich führt zu einer Schuppung der einzelnen Bögen übereinander. Die Ablage einer WPA hat keine seitliche Ausrichtung, da mehrere Stapel nebeneinander liegen können.

Abb. 10.4.1.50: Prinzipielle Darstellung einer Ablage (Quelle: Eigene Darstellung)

Abb. 10.4.1.51: Blick auf den Transport, den fertigen Zuschnitt und den Stapel (Quelle: Eigene Darstellung)
Die Stapel werden im Allgemeinen durch ein Rollen- beziehungsweise Bandtransportsystem zur Weiterverarbeitung beziehungsweise zu einem Zwischenlager geleitet.
- Zum Verfassen von Kommentaren bitte anmelden.
10.4.1.3 Veredelung von Wellpappe
Kaschieren
Das meistgenutzte Verfahren, um offsetbedruckte Verpackungen herzustellen, ist das Kaschieren (Bekleben) von einseitig beklebter Wellpappe – offener Wellpappe – mit Papier- oder Kartonbogen, die vorher im Offsetverfahren bedruckt werden. Das Ziel ist das Herstellen einer eigenständigen fertigen Lage und eine Eigenschaftsverbesserung zu erreichen.

Abb. 10.4.1.52: prinzipielle Darstellung des Kaschierens von Wellpappe (Quelle: Eigene Darstellung)
Die kaschierten Formate werden anschließend mit den bekannten Verarbeitungsmaschinen aus der Wellpappen- und Faltschachtelindustrie zu hochwertigen Verpackungen und Displays weiterverarbeitet.
Maschinen zur Umsetzung dieses Verfahrens werden als Kaschiermaschinen bezeichnet. In der Praxis unterscheidet man zwischen den Anlagen, die offline oder inline produzieren.
Offline → Format (Wellpappe – ein- oder zweiwellig) + Format (Karton)
→ Rolle (Wellpappe – einwellig) + Format (Karton)
Inline → einseitige Wellpappe + Format (Karton)
Offline: Der Produktionsschritt „Kaschieren“ findet in einer externen Maschine statt, in der die vorab produzierten Materialien zu einem Produkt verbunden werden.
Die bereitgestellten Materialien sind:
– Wellpappe (offen, einwellig, zweiwellig) in einer WPA produziert.
– Kartonformate mit einer Druckmaschine im Offsetdruckverfahren bedruckt.
Inline: Der Produktionsschritt Kaschieren findet in einer Anlage statt, die die Wellpappe (in der Regel offene Welle) selbst herstellt, und direkt in der Anlage wird diese mit den vorab bedruckten Kartonformaten zu einem Produkt verbunden.
Vordrucken
Die vorgedruckten Rollen – Kraft- oder Testliner – werden in die Abrollung für die Außendecke der Wellpappe eingehängt, abgerollt und im Kaschierwerk mit der einseitigen oder zweiseitigen offenen Wellpappe zu einer einwelligen oder zweiwelligen Wellpappe verbunden. Durch dieses Verfahren wird der Waschbretteffekt, wie er beim Flexodirektdruck entsteht, weitestgehend vermieden.

Abb. 10.4.1.53: Verkleben der einseitigen Wellpappe mit vorbedruckter Bahn (Außendecke) (Quelle: Eigene Darstellung)
Das Druckbild wird mit einer speziellen Flexodruckmaschine von Rolle zu Rolle auf das Papier gedruckt. Der Druckprozess läuft im Vergleich zum Wellpappendirektdruck bei viel höheren Geschwindigkeiten ab. Weiterhin besteht die Möglichkeit, eine optimierte Druckqualität umzusetzen – das heißt: Man kann eine höhere Anzahl von Rasterpunkten auf das Papier drucken.
Vorgedruckte Bahnen mit einer einseitigen Wellpappenbahn zu verkleben, geht schneller als Wellpappendirektdruck.
Effektiv ist das Vordrucken einerseits bei großen Auflagen in der Verpackungsfertigung und anderseits bei einem regelmäßig sich wiederholenden einfachen Druckmotiv – dem sogenannten Streudruck.
- Zum Verfassen von Kommentaren bitte anmelden.
10.4.1.4 Weiterverarbeitung
Die Verarbeitung von Materialien zu einer biegesteifen Verpackung umfassen allgemein gesehen folgende Prozesse:
– Drucken
– Veredeln
– Trennen
– Vorbereiten
– Umlegen/Falten
– Verschließen
– Auswerfen und Ablegen
- Zum Verfassen von Kommentaren bitte anmelden.
10.4.1.5 Wellpappenspezifische Weiterverarbeitung
Bei der Verarbeitung von Wellpappe zu einer Verpackung oder einem Verpackungszubehör folgen in der Regel mehrere Verfahrensschritte beziehungsweise Teilprozesse hintereinander. Dabei durchläuft das Verpackungsmaterial Wellpappe als Formatware eine Maschine beziehungsweise Anlage oder mehrere hintereinander folgende Anlagen mit dem Ausstoß der fertigen Verpackung.
Für die Verarbeitung von Wellpappe finden daraus ableitend folgende Prozesse statt:
– Einlegen/Einziehen
– Drucken
– Schneiden
– Rillen
– Schlitzen
– Stanzen
– Falten
– Verschließen
– Zählen/Stapeln
– Bündeln/Ausstoßen
– Ablegen
Anhand der durchgeführten Prozesse erhält man als Endprodukt die Verpackung. Man unterscheidet grundsätzlich zwischen folgenden Verpackungsarten:
– Verpackungen mit werkzeugloser Verarbeitung – plano
– Verpackungen mit werkzeugloser Verarbeitung – geschlossen
– Inlineverpackungen
– Gestanzte Verpackungen – plano
– Gestanzte Verpackungen – verschlossen
Grundvoraussetzung für eine einwandfreie Verarbeitung der Wellpappe zu einer Verpackung, welche die Qualitätsanforderungen seitens der Kunden erfüllt, ist eine fehlerfreie Wellpappe. Eine sehr gute Wellpappenqualität heißt:
– sehr gute Planlage
– hohe Maßhaltigkeit
– sauberer Kantenschnitt
– gute Verklebung
– gleichmäßiges Kaliber
– exakte Wellenform
– saubere Oberfläche
– sehr gute Rillqualität (Ausführung und Abmessungen – WPA-Rillung)

Abb. 10.4.1.54: gute Wellpappenqualität (Quelle: Eigene Darstellung)
Die Wellpappe kommt dabei als Formatware ungerillt oder schon gegen die Welle gerillt (WPA-Rillung) in die Verarbeitung. Bevor die Verarbeitungsprozesse umgesetzt werden, sollen die Wellpappenformate von der WPA kommend mindestens vier bis acht Stunden in einem Zwischenlager verweilen. Dies ist entscheidend für den vollständigen Trocknungsprozess des Klebstoffes. Anschließend werden die Formate auftragsbezogen der jeweiligen Verarbeitungsmaschine zugeführt.

Abb. 10.4.1.55: Formatware im Zwischenlager vor der Verarbeitung (Quelle: Fa. Minda)
- Zum Verfassen von Kommentaren bitte anmelden.
10.4.1.6 Inline-Maschine
Viele Transport- und Umverpackungen (Faltkisten) werden auf einer typischen Verarbeitungsmaschine für Wellpappe, dem sogenannten Inliner, gefertigt. Die meisten Verpackungsformen für den Inliner findet man im FEFCO-Katalog unter der Rubrik „02 Faltschachtel/Faltkisten“.
FEFCO: Féderation Européenne des Fabricants du Carton ondulé (Föderation der europäischen Wellpappenverbände). Entsprechend den Anforderungen von Industrieunternehmen, Logistikern und Handel an Transport, Schutz und Präsentation des zu verpackenden Füllgutes haben sich mit der Zeit verschiedene Typen und Formen von Wellpappenverpackungen herauskristallisiert:
02 Faltkisten
03 Deckelschachteln
04 Falthüllen und Trays
05 Schiebeschachteln
06 Formfeste Schachteln
07 Fertig geklebte Schachteln
08 Inneneinrichtungen
(Quelle: https://www.wellpappe-wissen.de/wissen/wellpappen-verpackung/typen-und-formen/kodifizierung.html)
Die Faltschachteln (Faltkisten) bestehen in der Regel aus einem Stück mit einer durch Laschenklebung, Drahtheftung bzw. Klebestreifen verbundenen Fabrikkante sowie Deckel- und Bodenklappen. Sie werden flach zusammengefaltet versandt, sind gebrauchsfertig und werden anhand der Klappen verschlossen. Es folgen einige typische Verpackungen (Auswahl) für Inliner.

Abb. 10.4.1.56: Fertigung ohne Rotationsbaustein (Quelle: https://www.wellpappe-wissen.de/)

Abb. 10.4.1.57: Fertigung mit Rotationsbaustein (Quelle: https://www.wellpappe-wissen.de/)
Diese Inline-Maschine ist eine sehr kompakte Anlage und entstand durch die Aneinanderreihung (inline) der folgenden Einzelmaschinen:
– Einzugstation
– Druckwerke
– Rill- und Schlitzmaschine
– rotierende Stanze
– Faltstation mit Verschluss-Einheit
– Zähl- und Stapelstation
– Auswerf- und Ablegestation
Alle Prozesse der Verarbeitung folgen nacheinander in einer Linie. Die zugeschnittenen Wellpappenformate werden in einem Arbeitsgang bedruckt, gerillt, auf das gewünschte Schachtelformat geschlitzt und gestanzt.

Abb. 10.4.1.58: Wellpappenformat vorbereitet – gedruckt, gerillt, geschlitzt und gestanzt
(Quelle: Adler-Umzüge UG)
Die vorbereiteten Wellpappenformate werden direkt weitertransportiert, gefaltet und verschlossen. Die fertigen Faltkisten werden gezählt und zu einem Paket aufgestapelt. Bei Bedarf wird das Paket gebündelt und abschließend manuell oder automatisch abgelegt.

Abb. 10.4.1.59: Produktionsablauf. Die Richtung geht von rechts nach links – vom Einziehen bis zum Stapeln des fertigen Produktes. (Quelle: Eigene Darstellung)
In einer Inline-Maschine können je nach Ausstattung die Verschlussarten Gluen, Tapen und Heften umgesetzt werden.
→ Slottern: Die Rill- und Schlitzstation wird auch Slotter genannt. Der Zuschnitt wird nach dem Bedrucken beim Durchlauf der genannten Station gerillt und geschlitzt.
→ Gluen: Die Laschenklebung, auch „Gluen“ genannt, ist die am häufigsten eingesetzte Verschlussart. Der flüssige Klebstoff wird mit einem Leimrad oder mit Düsen aufgetragen. Der Zuschnitt benötigt eine Klebelasche.
→ Tapen: Die Band- oder Streifenklebung, auch „Tapen“ genannt, ist die zweithäufigste Verschlussart und kommt zum Einsatz:
– bei einfachen Transport- und Umverpackungen.
– bei Verpackungen ohne Verschlusslasche (Größe und Form des Packgutes).
→ Heften: Der Zuschnitt wird aus der Faltstation in die Verschlussstation geführt und mit Klammern aus Draht verschlossen. Ein Heftkopf formt die Heftklammer und treibt diese durch alle zu verbindenden Wellpappenlagen und biegt sie rückseitig um. Es entsteht eine punktuelle, stabile Verbindung. Der Zuschnitt benötigt eine Heftlasche.

Abb. 10.4.1.60: Aufbaukonzept– Inliner mit Rotationsstanze und Verschlussarten „Gluen“, „Tapen“ und „Heften“ (Quelle: Fa. Martin)
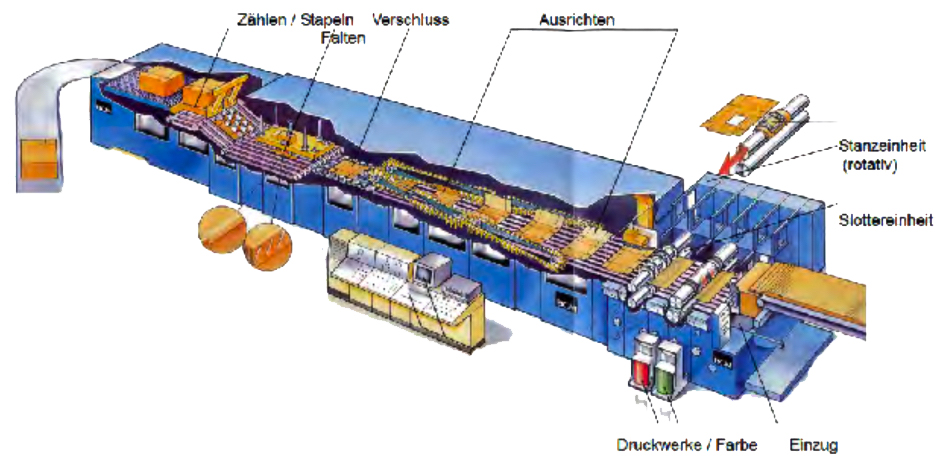
Abb. 10.4.1.61: Aufbau und Funktion – Inliner (Quelle: Fa. BGM)
Die gesamte Maschine kann zentral vom Steuerpult bedient werden. Bei modernen Anlagen sind auch Rüstvorgänge für wiederkehrende Aufträge vollautomatisch einstellbar. Durch moderne Elektronik kann heute sehr schnell, innerhalb von wenigen Minuten, ein Auftragswechsel auf der Inline-Maschine durchgeführt werden. Die Schlitzwerke mit den Schlitzmessern, die Rillkörper und auch die Faltstation werden gleichzeitig auf das neue Format umgestellt.
Ablauf
a) Einzug der Bogenformate
Der Einschubbereich kann manuell mit den Formaten aufgefüllt werden. In der Regel erfüllt heute ein Prefeeder diese Aufgabe automatisch. Er vereinzelt die Formate vom Stapel und führt sie taktweise in geringer Anzahl dem Einschub zu. Durch die Schaffung eines kontinuierlichen Schuppenstroms wird eine optimierte Bogenzufuhr angepasst an die Formatgröße und Wellpappenqualität gewährleistet. Die eingelegten Formate werden einzeln mit Riemen und Saugunterstützung von unten in die Maschine eingeführt. Dabei dürfen die Formate nicht schief und unregelmäßig eingezogen werden.

Abb. 10.4.1.62: prinzipielle Darstellung eines Feed-Belt (Einschubsystem) (Quelle: Fa. Martin)
b) Drucken
Der erste rotierende Arbeitsschritt ist das Bedrucken der Formate im Flexodruck (siehe LF 9). Für jede Farbe sind einzelne Druckwerke notwendig. Es werden meist wasserlösliche Druckfarben mit geringer Viskosität verwendet. Die Konstruktion der Druckwerke ist einfach und relativ kostengünstig. Bei modernen Systemen wird die Farbe mit einem Rakel auf der Rasterwalze egalisiert und dosiert, das heißt, der Farbüberschuss auf der Rasterwalze wird abgestreift. Das bedeutet eine gute Dosierung der Farbe und gewährleistet eine konstante und gleichmäßige Übertragung der Farbmenge. Bei dem sogenannten Kammerrakel wird die Farbe nicht mehr aus einer Farbwanne geschöpft, sondern direkt in das an der Rasterwalze sitzende Rakelsystem gepumpt.

Abb. 10.4.1.63: prinzipielle Darstellung einer Farbübertragung mit Rasterwalze und Kammerrakel (Quelle: Eigene Darstellung)

Abb. 10.4.1.64: prinzipielle Darstellung einer Druckmaschine mit Kammerrakel (zwei Farben, Quelle: Fa. Martin)
Die nicht verbrauchte Farbe läuft zurück und bleibt somit im Kreislauf erhalten.
c) Slottern – Rillen / Schlitzen / Schneiden
Im Slotter werden die Bogen rotativ nur längs gerillt und geschlitzt. Die Rill- und Schlitzkörper rillen parallel zur Welle, sie schlitzen die Boden- und Deckelklappen und schneiden die sogenannte Fabrikkante. Unter Fabrikkante versteht man die bei einer Faltschachtel (zum Beispiel Wellpappenfaltkarton) produktionstechnisch bedingte Kante, die bereits in der Fertigung verbunden werden muss (Quelle: https://www.horn-verpackung.de/verpackungsglossar-F/fabrikkante). Dazu wird der Wellpappenzuschnitt mit einer entsprechenden Verschlusslasche versehen, um anschließend mittels Klebstoff oder Heftklammern verbunden zu werden. Beim Verschließen mit Klebestreifen entfällt die Lasche. (Quelle: Eigene Darstellung)

1 Wellenpaar mit Vorriller und Laschen- / Kantenquetschung
2 Wellenpaar mit Rillkörper
3 Wellenpaar mit Schlitzkörper, einen kombinierten Schlitz- und Knipskörper und Randkreismesser

Abb. 10.4.1.65: Aufbau und Ablauf – Slotterteil (Quelle: Eigene Darstellung)
d) Stanzen
Über die Rotationsstanze können bei Bedarf mit Teilwerkzeugen Ausstanzungen wie einfache Konturen (Klappenabschrägungen, Schlitze) oder Handgrifflöcher sowie Zusatzriller gefertigt werden.

Abb. 10.4.1.66: rotatives Stanzwerkzeug (Quelle: Eigene Darstellung)
Beim rotativen Stanzen gibt es in der Regel weder ein eigenes Ausbrechwerkzeug noch eine Ausbrecheinheit in der Maschine. Die Entfernung des Abfalls übernimmt die Gummierung der Stanzform. Sie dient auch zur Fixierung, zum Abstreifen und zum Weitertransport des Wellpappenformats beim Stanzvorgang.
Die Rotationsstanze gehört heute bei vielen Inline-Maschinen zur Grundausstattung. Sie sorgt für Ausstanzungen wie einfache Konturen (Klappenabschrägungen, Schlitze) oder Handgrifflöcher sowie Zusatzriller. Es werden auch mit Komplettwerkzeugen vollwertige Verpackungen rotativ gestanzt und somit inline gefertigt.
e) Falten
Das vorbereitete Wellpappenformat wird durch den Vorwärtstransport ungefaltet in die Falt- und Klebestation übernommen. In vielen Inlinern werden die Faltkisten in der Regel mit der Verschlussart „Gluen“ gefertigt. Je nach Einstellung der Faltstation (Führung und Faltriemen) befindet sich die Klebelasche beim Falten auftragsbezogen auf der Innen- oder Außenseite der Faltschachtel. Werden die Faltkisten getaped oder geheftet, müssen die Inliner mit entsprechenden Aggregaten, wie einem Tapingkopf oder einem Heftkopf ausgestattet sein.
Der Bogen durchläuft folgende Bereiche:
– Vorwärtstransport
– Kleben (Gluen)
– Falten
– Verschließen/Ausrichten
– Transport und Zählung
– Stapeln, Ausrichten und Bündeln
– Auswurf

Abb. 10.4.1.67: Prinzip – Endprozesse der Inline-Produktion (Quelle: Eigene Darstellung)
Die Transportbänder arbeiten unterstützend mit Vakuum und gewährleisten somit einen gleichmäßigen und ausgerichteten Transport. Speziell ausgestattete Faltriemen legen die große und kleine Seitenklappe kraftvoll und gleichzeitig schonend um.

Abb. 10.4.1.68: Prinzip – Faltstation (Quelle: Fa. Martin)
Die Faltstation ist je nach Hersteller und Umsetzung der Falt- und Verschlussprozesse in der Lage, die Faltschachteln während des Transports nur nach oben (Abb. 10.4.1.69) oder nur nach unten (Abb. 10.4.1.70) zu falten. Beide Prinzipien haben sich bewährt.

Abb. 10.4.1.69: Blick auf Faltvorgang (Obenfalter) und Ausrichten (Quelle: Fa. Bahmüller)
Nach dem Falten erfolgt in vielen Anlagen beim Gluen beziehungsweise vor dem Tapen und Heften der wichtige Teilprozess des Ausrichtens (Abb. 10.4.1.69). Beim Gluen liegt hier der Vorteil, denn die Faltkisten lassen sich auch nach dem Aufbringen des Klebstoffes und dem Zusammenlegen der Klappen immer noch korrigieren.

Abb. 10.4.1.70: Blick auf Faltvorgang (Untenfalter, Quelle: Fa. Martin)
f) Kleben (Gluen)
Verbinden von festen Werkstoffen mit Klebstoff, sodass eine nicht lösbare Verbindung entsteht. Das Kleben der Faltzuschnitte aus Wellpappe wird einheitlich als „Gluen“ bezeichnet.

Abb. 10.4.1.71: Prinzip – Wirkung bei der Verklebung (Quelle: Eigene Darstellung)
Klebstoffe entfalten ihre Haftwirkung durch Adhäsion und Kohäsion. Adhäsion ist die Haftwirkung an der Grenzfläche zwischen zwei artfremden Werkstoffen. Sie entsteht durch zwischenmolekulare Kräfte oder echte chemische Bindung (Bindekräfte an der Grenzfläche zwischen Fügeteilen und Klebstoff.)
Kohäsion ist die Summe aller zwischenmolekularen Kräfte in artgleichen Substanzen, die beim Zusammenhalt im Innern eines Körpers wirksam sind, beziehungsweise die innere Festigkeit des Klebefilms durch molekulare Bindungskräfte.
Der Klebevorgang lässt sich formal in drei Phasen untergliedern:
1. Benetzen – Auftragen des Klebstoffes nach der Auftragsgeometrie
2. Anziehen – Beginn des Klebevorganges beim Klebstoff
3. Abbinden – Bei Klebstoffen bezeichnet dies den Übergang vom flüssigen oder pastenförmigen in den festen Zustand.
Diese Verfestigung vollzieht sich entweder physikalisch (zum Beispiel durch Abkühlen, Lösungs- und Dispersionsmittelverdunstung) oder chemisch (zum Beispiel Vernetzen) und führt zur maximalen Klebefestigkeit, die sich somit einstellt.
Für die Umsetzung des Verschlussprozesses „Gluen“ muss die Verpackung mit einer Klebelasche ausgestattet sein, welche den Klebstoff aufnehmen und nach dem Falten die Verbindung zur gegenüberliegenden Klappe eingehen kann.

Abb. 10.4.1.72: Prinzip – Gluen von Wellpappe und „Klebenaht“ innen in der Verpackung (Quelle: Eigene Darstellung)
Bei modernen Maschinen erfolgt der Klebstoffauftrag berührungslos. Die Düsen spritzen sehr fein verteilt – je nach Geometrie – den Klebstoff auf die Wellpappe. Auf der vorgesehenen Klebestelle wird der Klebstoff zur Herstellung einer Verschlussnaht streifenförmig oder punktuell aufgetragen.
Beim streifenförmigen Klebstoffauftrag kann der Klebstoff auch auf der Gegenklappe aufgetragen werden. Über das Auftragssystem werden der Beginn des Klebstoffauftrags, die Klebespurlänge und, wenn technisch möglich, auch die Anzahl der Streifen eingegeben.

Abb. 10.4.1.73: Auftragsformen – Auftrag von Klebstoff (Quelle: Eigene Darstellung)
Verschlussart Kleben bedeutet und kann interpretiert werden:
• verschließen mit Streifen beziehungsweise Band → Tapen
• verschließen mit Klebstoff → Gluen
Überwachungssysteme für den Klebstoffauftrag registrieren Fehlstellen oder Auftragsaussetzer und machen dies bemerkbar beziehungsweise schleusen die fehlerhaften Verpackungen gleich aus.
Einflussfaktoren für eine sichere und stabile Klebequalität sind:
• Auftragsmenge
• Auftragsbeginn und -länge
• Trocknungszeit
• Einkleben von Abfall
• Klebstoffsorte
Weitere Verschlussarten im Inliner sind das Tapen (mit Klebeband) und das Heften (mit Drahtklammern). Beide Verfahren erfordern die technischen Voraussetzungen in der Maschine. Einerseits erhöht dies die Flexibilität des Verschließens. So sind zum Beispiel die Kombinationen Glue-Tapen und Glue-Heften umsetzbar. Anderseits sind beide Verfahren nicht so schnell wie das Gluen und erfordern kostenaufwendigere Verschlusshilfsmittel (Tapingstreifen und Heftdraht). Außerdem ist beim Tapen und beim Heften der Verschluss nach der Umsetzung fixiert. Die Seitenklappen können nicht mehr aus- beziehungsweise nachgerichtet werden.
Das Tapen wird mit dem Aufbringen eines Taping-Streifens umgesetzt. Der Klebestreifen aus Kraftpapier ist auf der Rückseite mit einer wärmeaktivierbaren Klebeschicht (Erweichungstemperatur: über 80°C) beschichtet. Für eine höhere Festigkeit sorgt eine Fadenverstärkung gekreuzt in Diagonalrichtung. Diese Verstärkung in Diagonalrichtung ist vor allem dadurch begründet, dass die Belastung an der Verschlusskante quer zur Streifenlaufrichtung erfolgt und hier eine Verstärkung gegen Ein- und Weiterreißen notwendig ist. Beim Verschließen mit Klebestreifen, dem Tapen, wird keine Verschlusslasche benötigt – das heißt: An dieser Stelle erfolgt keine Verdickung der Faltschachtel.
Prozessablauf:
• Einstellen der Startlänge und Streifenlänge (bei Auftragseinstellung)
• Abrollen von der Taping-Rolle
• Schneiden der Streifenlänge/Schneiden quer
• Aktivieren der Klebesubstanz des Streifens mit Wärme (Heißluft)
• Auftragen und Anpressen des Streifens auf Verschlussklappen

Abb. 10.4.1.74: Prinzip – Tapen von Wellpappe und „Klebenaht“ außen an der Verpackung (Quelle: Eigene Darstellung)
Für die Umsetzung des Heftens muss die Verpackung mit einer Verschlusslasche von rund 35 bis 40 Millimeter ausgestattet sein. Der Abstand von Klammer zu Klammer beträgt in der Regel zwischen 30 und 40 Millimeter.
Durch das Heften werden die Wellpappenklappen unlösbar und relativ stabil miteinander verbunden. Allerdings geschieht dies genau betrachtet nur punktuell – und zwar an der Stelle, wo die Heftklammer eingebracht wird. Als Heftmaterial wird in der Wellpappenverarbeitung veredelter Draht eingesetzt. Der Draht wird durch das Heftgut – das heißt: alle Papierbahnen der Wellpappe – durchgedrückt und auf der Rückseite flach auf das Material aufgepresst oder in der Regel bei Wellpappe in das Material um- beziehungsweise eingerollt.

Abb. 10.4.1.75: prinzipielle Darstellung des Heftens von Wellpappe und „Heftnaht“ außen an der Verpackung (Quelle: Eigene Darstellung)
Der Vorteil der Heftung besteht darin, dass die Klammer durch alle Papierbahnen greift und somit alle verbindet. Beim Gluen und Tapen werden nur die Deckenbahnen verbunden. Allerdings ist die Gefahr gegeben, dass die Packgüter beim Befüllen beziehungsweise Bestücken beschädigt werden können.
Verglichen mit dem Prozess des Tapens und erst recht im Vergleich zum Gluen ist die Produktionsgeschwindigkeit der Heftanlagen am niedrigsten. Die Produktionsgeschwindigkeit hängt von der Verpackungsgröße sowie -form und dem Maschinentyp ab.
Vor Auftragsbearbeitung werden an der Maschine folgende Daten eingegeben beziehungsweise eingestellt:
• Klappenhöhe – das heißt: Beginn des Heftens mit der ersten Klam-mer ist fixiert.
• Klammeranzahl – das heißt: Damit wird der Abstand von Klammer zu Klammer festgelegt.
Im Prozess formt der Heftkopf aus dem von einem Bund abgerollten Draht eine Klammer in U-Form.
Die Klammerteile werden als Rücken und Schenkel bezeichnet. Die Klammerschenkel werden parallel durch alle Papierlagen getrieben und stoßen auf den im Heftaggregat integrierten Tiegel. Die Schenkel erfahren eine links- beziehungsweise rechtsseitige Richtungsänderung und werden zurück in die Wellpappe (Heftlasche) gedrückt.

Abb. 10.4.1.76: prinzipielle Darstellung – Heftklammer vor dem Heften und im Material (Quelle: Eigene Darstellung)
Die normalen Rückenlängen in der Verpackungsindustrie sind 14 oder 17 mm. Die Schenkellängen ergeben sich aus der Heftgutdicke plus der halben Rückenlänge minus etwa 1 mm, sodass sich die Drahtschnittlänge für eine Klammer circa berechnen lässt:
L = 2 • (lR+ s0)
L = Drahtlänge pro Klammer
lR = Länge des Klammerrückens (Rückenlänge)
s0 = Dicke des Heftgutes vor Heftung (Heftgutdicke)
Beispiel:
• Heftgut – BC-Wellpappe → Dicke = 7 mm
• Klammerrücken → Länge = 17 mm

Abb. 10.4.1.77: Prozess des Heftens in der Praxis (Quelle: Fa. Bahmüller)
g) Zählen und Stapeln
Die Faltschachtel ist jetzt gefaltet sowie verschlossen und wird durch Riemen in die nächste Einheit, die Zähl- und Stapelstation, weitergeleitet. Die Stapelbildung erfolgt nach und nach von unten (Abb. 10.4.1.78). Jede gefaltete Faltschachtel durchläuft eine Lichtschranke. Diese sendet Signale zu einem Summenzähler. Wenn eine vorgegebene Zahl erreicht ist, geht der Stapel zur Bündeleinheit oder direkt zum Maschinenaustritt. Alles läuft automatisch ab.

Abb. 10.4.1.78: prinzipielle Darstellung einer Zähl- und Stapelstation von unten (Quelle: Eigene Darstellung)
Speziell bei den Inline-Maschinen, die als Unterfalter arbeiten, erfolgt die Stapelbildung nach und nach von oben (Abb. 10.4.1.79). Das Prinzip unterscheidet sich aber nicht grundlegend, denn auch hier wird beim Erreichen der vorgegebenen Anzahl im Stapel ein Trenner eingeführt – allerdings geschieht dies unter der zuletzt gefalteten Faltkiste. Das darunter befindliche Paket wird durch eine Pressrollstrecke zur Bündeleinheit befördert.

Abb. 10.4.1.79: Prinzip – Zähl- und Stapelstation mit Paketbildung von oben; Fa. Bobst
h) Abnehmen und Ablegen
Das fertige Paket – ungebündelt oder gebündelt – wird manuell oder in der Regel vollautomatisch abgenommen und abgelegt. Robotereinrichtungen greifen die Pakete schonend und legen diese gut ausgerichtet auf den Stapel ab (Abb. 10.4.1.80). Bei Bedarf werden auch Zwischenlagen eingelegt.

Abb. 10.4.1.80: Blick auf vollautomatische Ablage – gebündelte Pakete
(Quelle: https://i1.kknews.cc/SIG=km3ia5/ctp-vzntr/96n00954r74n4168nsrpn4076qqs518o.jpg)
{kind=link}
- Zum Verfassen von Kommentaren bitte anmelden.
10.4.1.7 Qualität – Inline-Fertigung einer Verpackung aus Wellpappe
Im Inliner laufen alle Teilprozesse hintereinander ab. Der Mitarbeiter muss kontinuierlich die Qualität entsprechend der Vorgabe an der gefertigten Verpackung direkt prüfen. Es folgen wichtige ausgewählte Qualitätskriterien zu den einzelnen Teilprozessen.
Qualität – Drucken
1. Art des Druckes
Vergleich des eingerichteten Zuschnitts mit der Druckvorlage unter gleichen Beleuchtungsverhältnissen.
• Druckbild – das heißt: die Vollständigkeit – überprüfen: Es dürfen keine Bildteile, Zeichen oder Buchstaben fehlen.
• Druckstand – das heißt: überprüfen, ob Druckelement auf Kopf steht, ob Druckbild sich außerhalb oder auf Rillung befindet. Es dürfen in der Regel der Tapingstreifen und das später eingesetzte Verpackungsband keine Teile vom Druckbild verdecken.
• Farbe/Farbton: Farbe ist eben nicht, was diese als Farb-Pigment darstellt, sondern wie diese auf das menschliche Auge wirkt beziehungsweise von ihm wahrgenommen wird.
2. Druckausführung
Kontrolle der eigentlichen Druckqualität im Detail mit folgenden Schwerpunkten:
• Quetschränder
• Schärfe des Druckumrisses
• Ausfüllende Fläche/kein Waschbrett
• Sauberkeit (kein Verschmieren der Farbe)
• Passergenauigkeit (Bezeichnung für das standgerechte Drucken mehrerer Druckformen aufeinander, vor allem bei mehrfarbigen Druckarbeiten.)
Die Qualitätskontrolle des Drucks beantwortet zum Beispiel folgende grundlegenden Fragen:
a) Ist auch wirklich alles abgedruckt, was in der Vorlage steht?
b) Ist alles richtig herum gedruckt?
c) Stimmt die Farbe auf dem Produkt dem Augenschein nach mit der Druckvorlage überein?
d) Hat der Druck Quetschränder verursacht?

Abb. 10.4.1.81: Beispiel für keine ausfüllende Farbfläche (Quelle: Eigene Darstellung)

Abb. 10.4.1.82: Beispiel für Verschmieren der Farbe (Quelle: Eigene Darstellung)

Abb. 10.4.1.83: Passerkreuz (Quelle: Eigene Darstellung)
Qualität – Rillen, Schneiden und Stanzen
Rillung nach folgenden Schwerpunkten überprüfen:
• gleichmäßige Prägeform der Rillung, sodass ein problemloses und sauberes Umbiegen der Seitenklappen der Faltschachtel aus Wellpappe möglich ist. Die Rillung knickt an der Stelle, die dafür vorgesehen ist (Konstruktion, Maßgenauigkeit, Automatenverpackung).
• Rillung mittig zu Lage der Schlitze
• Rückstellkräfte, Spannungen im Material zu spüren
• kein Platzen der Innen- und/oder Außenseite beim Umbiegen der Rillung oder in der unmittelbaren Nähe derselben.

Abb. 10.4.1.84: Beispiel für aufgeplatzten Außenriller (Quelle: Eigene Darstellung)
Schnitt- und Stanzqualität nachfolgenden Schwerpunkten überprüfen:
• Beschaffenheit von Schnittkanten – das heißt: saubere und rückstandslose Trennung von Abfallteilen sowie saubere und durchgehende Schnittkanten
• Beschaffenheit der Schlitze – das heißt: saubere und nach Vorgabe ausgeführte Schlitze. Es werden die Schlitztiefe, die Position zum Riller, zur Perforation sowie zum Druckbild geprüft. Der Schlitz muss komplett frei von Abfall sein und saubere Schlitzkanten aufweisen.
Eine wichtige Überprüfung ist die Maßhaltigkeit speziell beim Stanzen, da alle Linien im Stanzwerkzeug enthalten sind. Auch ein Aufplatzen der Innendecke soll beim Stanzen vermieden werden.

Abb. 10.4.1.85: Beispiel für aufgeplatzte Innendecke (Quelle: Eigene Darstellung)
Qualitätskriterien – Falten und Gluen
a) Haltbarkeit der Verklebung mit Klebstoff
Grundsätzlich ist die Verklebung ausreichend, wenn die innige Verbindung der zu verklebenden Innen- und Außendecke stattgefunden hat, also fest genug eingeschätzt wird. Die spezifische Prüfung ist das Aufreißen der Verklebung. Werden die verbundenen Papiere beziehungsweise Papierlagen dabei zerstört beziehungsweise gespalten, so ist die Verklebung als sehr gut zu bewerten.
b) Sauberkeit der Verklebung
Bei zu viel Klebstoff besteht die Gefahr, dass Klebstoffüber die Klebelasche hervorquillt und im Stapel oder auch innerhalb der Verpackung eine Verbindung mit benachbarten Papieren eingeht. Auch ein Einkleben von Abfall (Klebelasche beziehungsweise Rotationsstanze) muss vermieden werden.
c) Klebegenauigkeit
Die Anlage ist so einzurichten, dass die Verklebung an den vorgesehenen Stellen und in der vorgeschriebenen Weise erfolgt. Die Klebegenauigkeit beeinflusst nicht nur die Optik einer Verpackung, sondern in den meisten Fällen auch deren Brauchbarkeit.
– Winkelgenauigkeit der Verklebung: Sind die gemeinsamen Schnittkanten der Boden- beziehungsweise Deck-Klappen bündig?
– Spaltbreite an der Verklebekante: Kann die innere Boden- und Deck-Klappe beim Ausrichten problemlos eingefaltet werden?
Beim Tapen sind zu überprüfen:
– Länge des Taping-Streifens: Dieser muss der „gedachten Schlitztiefe“ angepasst werden und darf nicht zu kurz und nicht zu lang sein (Toleranzbereich).
– Position des Taping-Streifens: Dieser muss mittig platziert sein.
Beim Heften sind zu überprüfen:
– Verformung der Klammern: Diese müssen nach innen eingerollt sein.
– Positionierung der Klammern: Stimmen die Position der ersten Klammer, der Klammerabstand und die Klammeranzahl?
Qualitätskriterien – Stapel, Paketbildung und Bündeln
Beim fertigen Paket müssen Ausrichtung sowie Stückzahl der Verpackungen stimmen. Das Bündelband soll nicht zu straff sein, sodass in der unteren und oberen Verpackung das Band beim Bündeln nicht eindrückt beziehungsweise einschneidet.
- Zum Verfassen von Kommentaren bitte anmelden.
10.4.1.8 Fertigung eines Packmittels aus Wellpappe – in Sondergröße und in Kleinserie
Verpackungen in Kleinserie oder in Sondergrößen werden aus wirtschaftlichen Aspekten und aus Gründen der Form und Größe einer Verpackung nicht über einen Inliner gefertigt. Hier kommen weitere bewährte Anlagen der Wellpappenverarbeitung zum Einsatz.
Für das Vorbereiten (Rillen, Schlitzen, Stanzen) der Formate können dies Anlagen wie ein Slotter, eine Rollenstanze oder ein Boxmaker sein. Muss die Verpackung verschlossen werden, so geht es in der Regel weiter über halbautomatische Verschlussanlagen. Diese arbeiten mit den bekannten Glue-, Taping- und Hefteinrichtungen, welche auch im Inliner angewendet werden. Eine spezielle Anlage ist eine Doppelkopfheftmaschine.
Große Verpackungen meist für den Transportbereich, die über das Format speziell der Breite der Verarbeitungsmaschinen hinausgehen, werden als sogenannte „Zweiteiler“ gefertigt. Zwei Hälften werden manuell zusammengelegt und in die Maschine eingeführt. In einem Prozessgang werden beide Heftprozesse gemeinsam ausgeführt.

Abb. 10.4.1.86: prinzipielle Darstellung des Doppelheftens (Quelle: Fa. Bahmüller)
In der Regel erfordern die genannten Anlagen mehr Personal für die Fertigung einer Verpackung. In vielen Fällen werden die Formate manuell beziehungsweise halbautomatisch zugeführt und die fertigen Verpackungen ebenfalls manuell beziehungsweise halbautomatisch entnommen und abgelegt.
- Zum Verfassen von Kommentaren bitte anmelden.
10.4.2 Weiterverarbeitungsmaschinen für Packmittel aus Karton und Wellpappe

Stanzmaschinen
Handstanztiegel
Zur Herstellung von Stanzzuschnitten (fassonierte Zuschnitte) für Kleinauflagen werden Stanztiegel eingesetzt. Dabei muss jeder Bogen von Hand in die Maschine eingelegt und nach der Bearbeitung auch wieder manuell entnommen werden. Das Ausbrechen des Abfalls und das Trennen der Nutzen erfolgt grundsätzlich von Hand.

Abb. 10.4.2.1: schematische Darstellung eines Schwingstanztiegels (Quelle: Eigene Darstellung)
Aufbau:
1. Grundgestell:
• besteht aus Schweißkonstruktion (selten noch Gusskörper) mit einer schräg liegenden Aufspannfläche für den Bandstahlschnitt.
• besitzt Führungen für die Tiegelschaukel.
2. Tiegelschaukel (Tiegelschwinge):
• aus einer Schweißkonstruktion bestehender Körper mit plan gearbeiteter Aufspannfläche für die Stanzplatte.
• führt die eigentliche Arbeitsbewegung aus.
• sichert über ihre Führungen im Grundgestell ein genau paralleles Anpressen der Stanzplatte an die Aufspannfläche der Stanzform im Grundgestell.
3. Zugstangen:
• Je nach Modell können in den Zugstangen neben den exzentrischen Einstellbuchsen auch Einrichtungen zur Justierung der Parallelität der Tiegelschwinge eingebaut sein.
4. Einstellbuchsen:
• Sie sind unabhängig voneinander einstellbar, sodass entsprechend der Messeranordnung in der Stanzform auch unterschiedliche Drücke links und rechts realisiert werden können.
5. Antriebszahnräder:
• Zahnraduntersetzungen verwenden Pfeilzahnräder und vermindern dadurch ruckartige und geräuschvolle Bewegungen.
Arbeitsweise: Die zu verarbeiteten Materialstapel liegen neben der Maschine.
Arbeitsweise:
Die zu verarbeiteten Materialstapel liegen neben der Maschine. Die Bedienperson entnimmt jeweils einen Bogen vom Stapel und legt diesen auf die Oberfläche der Gegenstanzplatte. Für eine genaue Anlage dienen Anlegemarken. Durch Tasterbetätigung auf dem Frontschutzbügel oder einem hängenden Bedientableau wird die Tiegelschaukel durch die beiden Zugstangen gegen den auf der Aufspannfläche des Grundgestells befestigten Bandstahlschnitt gezogen und dadurch bearbeitet.
Bei großen Zuschnitten wird entweder mit zwei Personen eingelegt oder es wird im Einzelhub gefertigt. Bei normalgroßen Stanzformaten wird im Dauergang mit einer von der Bedienperson gewählten Verzögerung gefahren.

Abb. 10.4.2.2: Produktion bei der Bunkus GmbH. (Quelle: Klaus Markward)
Die Einzelnutzen dürfen nicht ganz getrennt werden, weil sie sonst beim Entnehmen und Ablegen des Bogens abfallen könnten. Deshalb müssen die Schneidlinien im Werkzeug durch Haltepunkte unterbrochen werden. Das Ausbrechen der Zuschnitte, das Entfernen des Stanzrandes und der Abfallstücke muss in einem separaten Arbeitsgang unabhängig von der Maschine in Handarbeit erfolgen.
Schutzeinrichtungen:
Stand der Technik sind heute Laserscanner an der Maschine, die beide Seiten und den Bereich zwischen Oberkante Stanzplatte am Grundgestell sowie der Vorderkante der Tiegelschwinge überwachen. Außerdem kommen Schutzbügel, Plexiglasabdeckungen, Begrenzungstische beziehungsweise Trittmatten zum Einsatz.

Abb. 10.4.2.3: Handstanztiegel mit Trittschutzmatten (Quelle: Eigene Darstellung)

Abb. 10.4.2.4: Handstanztiegel mit Laser-Sicherheitssystem (Quelle: Eigene Darstellung)
Vorteile dieses Systems:
- Stark verkürzte Reaktionszeiten
- sofortiges sicheres Abschalten
- optimale Zugänglichkeit des Tiegels
- komplett freie Arbeitsebene
- Gitter entfallen
- ungehindertes freies Einlegen des Bogens
- geringerer Platzbedarf
- Trittschutzmatten und Bügel entfallen
Flachbettstanze
Diese Maschinen werden auch als Vertikalstanzautomaten beziehungsweise Autoplatinen bezeichnet. Sie werden für größere Auflagen eingesetzt.
Es wird grundsätzlich immer nur ein Bogen, der automatisch einem Stapel entnommen, durch die Maschine gezogen und auf einen Stapel abgelegt wird, bearbeitet. Die Bogen mit mehreren Nutzen können gleichzeitig gestanzt, gerillt, perforiert oder geprägt werden. Von der Planlage der Bogen hängt maßgeblich die Leistung, die Passergenauigkeit von Druck und Stanzung sowie der störungsfreie Lauf der Maschinen ab.
Flachbettstanzen werden zur Verarbeitung von Karton, Voll- und Wellpappe eingesetzt. Sie werden von unterschiedlichsten Herstellern (z.B. Bobst, Heidelberg) gebaut. Die Bogenformate liegen von 580 mm x 450 mm bei Karton bis zu 2100 mm x 1300 mm bei Wellpappe. Die zu verarbeitenden Materialien können eine flächenbezogene Masse von 80 – 3000 g/m² haben und eine Dicke von 0,1 – 10 mm aufweisen. Die Verarbeitungsgeschwindigkeiten liegen zwischen 3000 – 10000 Bogen/Stunde. Die Stanzkraft einer Maschine kann je nach Größe bis 500 t reichen.
Hier eine Aufstellung gängiger Maschinendaten:
Abb. 10.4.2.5: Aufstellung gängiger Maschinendaten (Quelle: Bobst Group SA)
Vorteile dieses Systems:
Flachbettstanzen eignen sich bestens für die Produktion von:
• hohen Auflagen
• Schleppnutzen
• komplizierten Zuschnitten, die sauber vom Abfall getrennt, exakt gefertigt und gezählt werden.
Die Produktivität einer Flachbettstanze hängt wesentlich von folgenden Faktoren ab:
• Maschinenzustand und technische Ausrüstung
• Ausbildung der Maschinenbesatzung
• Qualität und Planlage der eingesetzten Formate
• Organisation des gesamten Umfeldes (Werkzeuge, Farben, Klischees)
• Wartung und Instandhaltung

Abb. 10.4.2.6: Zuordnung der einzelnen Maschinenabschnitte (Quelle: Bobst Group SA)
Arbeitsweise:
Eine Flachbettstanze besitzt einen Antriebsstrang mit Antriebsmotor, Schwungrad und Wellen sowie Kupplung, Bremse und Sicherheitsschnecke und einen Transportstrang mit Kette und Greiferwagen (Balken) mit Sicherheitsverriegelung. Der unterste Bogen eines Stapels wird durch eine Einlassschranke (Einstellung auf Materialstärke) mittels einer Ansaugplatte den Greiferstangen zugeführt.
Die Greiferstangen sind mit mechanischen Greifern ausgerüstet, die sich öffnen, den Bogen erfassen und festklemmen. Die Greiferstangen werden von zwei parallel laufenden Ketten durch die Maschine geführt. Der Bogen wird so von Station zu Station durch die gesamte Maschine bis zur Greiferrandabtrennung geführt.

Abb. 10.4.2.7: Zu sehen sind hier Greifer. Diese greifen den Bogen und transportieren ihn durch die Maschine. (Quelle: Bobst Group SA)

Abb. 10.4.2.8: Greiferstange mit den Greifern (Quelle: Bobst Group SA)
Arbeitsgänge:
• Beschicken und Anlegen
• Stanzen (Fassonieren)
• Ausbrechen
• Greiferrandabtrennung
• Ablage
• Nutzen trennen (maschinell oder manuell)
Die Maschinenstationen haben folgende Aufgaben zu erfüllen:
Beschicker: Insbesondere bei großen Formaten beziehungsweise schwerer Wellpappe wurde das Einlegen von Hand automatisiert. Der Stapel läuft auf der Rollenbahn in die Anlage mit Hebebühne. Ein Schieber bewegt ein Paket Wellpappe zum Einschub auf einen Tisch der Stanzmaschine. Dort erfolgt durch Riemen und einen beweglichen Anschlag die Schuppung der Bogen; diese werden durch Förder-bänder in den Einschub der Stanzmaschine gebracht.

Abb. 10.4.2.9: automatische Stapelzuführung in das Anlagesystem (Bogenzuführung)
(Quelle: Bobst Group SA)
Registersystem (Power Register): Dieses System ermöglicht eine Stanzung, die genau dem Druckbild entsprechend durchgeführt wird. Die Ausrichtung erfolgt anhand der Bogenvorder- beziehungsweise Seitenkante oder durch eine Kontrollkamera, die die Position der Druck- und Stanzmarken liest. Bogen, die außerhalb der Toleranz liegen, werden über eine Ausschleusestation ausgeschieden.

Abb. 10.4.2.10: Power-Register II
(Quelle: Bobst Group SA)

Abb. 10.4.2.11: Registerkontrolle durch Kamera (Quelle: Bobst.com)
Die Vorteile der Kontrolle durch eine Kamera bei der Produktion, bereitgestellt von Keyence.
Einschub: Er besteht aus einem vorderen Anschlag mit Einlassschranke, den Seitenanschlägen (Geraderichter gegebenenfalls mit Gebläse für sicheres Zuführen von dünnem Material), der hinteren Bogenabstützung und gegebenenfalls hinteren Geraderichtern für eine perfekte Bogenausrichtung. Der Einschub erfolgt mit Saugplatte und teilweise mit Teleskopsaugnäpfen.

Abb. 10.4.2.12: Einschub (Quelle: bobst.com)

Abb. 10.4.2.13: Seitenanschläge mit Geraderichter (Quelle: bobst.com)

Abb. 10.4.2.14: hintere Bogenabstützung (Quelle: bobst.com)

Abb. 10.4.2.15: Saugplatte (Quelle: bobst.com)

Abb. 10.4.2.16: Stanztiegel (Quelle: bobst.com)
Die Stanzbewegung wird senkrecht (vertikal) ausgeführt. Die Stanzform wird mit den Messern und biegevorbereitenden Linien nach unten hängend in einen Schließrahmen montiert.

Abb. 10.4.2.17: linkes Bild – die Montage der Stanzform im Schließrahmen ist korrekt ausgeführt. Rechtes Bild – die Befestigungsschrauben sind zu stark angezogen, somit hat sich der Schließrahmen verzogen. (Quelle: Bobst Group SA)

Abb. 10.4.2.18: Im oberen Schaubild sind in der Stanzform keine Druckausgleichslinien eingesetzt, der Stanztiegel wird ungleich belastet. Um dieses zu verhindern, werden Stanzlinien eingebaut (untere Abbildung). (Quelle: Bobst Group SA)
Hierbei unterscheidet man folgende Vertikalstanzsysteme:
1. Bewegter Untertisch
Abb. 10.4.2.19: bewegter Untertisch (Quelle: Bobst Group SA)
Ein beweglicher Stahltisch (Tiegel) wird durch vier Pleuelstangen und vier Kniehebelgelenke nach oben, d.h. gegen die Stanzform, gedrückt. Beim Absenken des Tiegels muss die Gummierung den Bogen aus der Stanzform drücken.
2. Bewegter Obertisch (System Heidelberg):
Abb. 10.4.2.20: bewegter Obertisch (Quelle: Eigene Darstellung)
Der Obertisch wird von einem Exzenterwellenantrieb gegen die schwere ruhende Masse des Untertisches bewegt. Damit bewegt sich der zu verarbeitende Bogen immer horizontal auf einer Ebene durch die Maschine.
3. Ausbrechstation:
Abb. 10.4.2.21: Ausbrechstation (Quelle: Bobst Group SA)
In dieser Station werden die Abfälle am Bogenrand (links, rechts, hinten) und innerhalb der Nutzen ausgestoßen. Es bleibt nur der für den Weitertransport notwendige Greiferrand mit den anhängenden Nutzen verbunden.
Das Ausbrechwerkzeug für Wellpappbogen besteht aus zwei Teilen: Das untere (auch „mittlere“ genannt) Ausbrechbrett ist eine 12 mm dicke Sperrholzplatte, auf der alle im Zuschnitt auszustoßenden Teile sichtbar sind. Das obere Ausbrechwerkzeug besteht aus einer 15 mm dicken Sperrholzplatte, auf der die Konturen der Verpackung aufgebracht sind. An den Stellen, wo Abfall durch das untere Werkzeug ausgestoßen werden soll, befinden sich Ausbrechstifte, Ausbrechstreifen aus Metall oder Holzteile. Schaumgummiblöcke oder -streifen dienen als Niederhalter und verhindern, dass sich die gestanzten Zuschnitte im oberen Ausbrechwerkzeug festklemmen.
Die beiden Werkzeuge liegen bei der Produktion übereinander. Der Wellpappbogen wird mit der Greiferschiene zwischen die beiden Werkzeuge eingeführt. Der Hub des Stanztiegels wird über Hebel in die Ausbrechstation übertragen und damit der Abfall von oben nach unten durch das untere Ausbrech-werkzeug ausgestoßen.
Abtrennen des Greiferrandes: Die Greiferschiene fährt nach dem Ausbrechvorgang in die Abtrenn-vorrichtung des Greiferrandes. Der Greiferrand ist noch über kleine Materialbrücken mit dem Bogen verbunden.

Abb. 10.4.2.22: In diesem Segment wird der gestanzte und ausgebrochene Bogen vom Greiferrand abgetrennt und je nach Einstellung als gezähltes Paket abgelegt. (Quelle: Bobst Group SA)
Je nach Maschinenhersteller und -typ kann das Abquetschen der Haltepunkte auch durch die Bewegung des Greiferbretts gegen eine Stahlkante erfolgen. Zum Abschlagen des Greiferrandes ist ein auftragsbezogenes oberes und unteres Abschlagbrett einzusetzen. Die Bretter bestehen aus 15 Millimeter dickem Sperrholz oder Multiplexplatten. Die Distanz zur Stanzkontur ist je nach Material unterschiedlich. Im Allgemeinen gilt: Je steifer das Material, desto größer ist die Distanz.
Der gestanzte Bogen fällt auf die Zähleinrichtung und läuft als Paket in die Nutzentrennstation. Der Greiferrandstreifen verbleibt in der Greiferschiene und wird nach dem Öffnen der Greiferfedern seitlich aus der Maschine ausgestoßen.
Ablage: Die Maschine verfügt über eine Ganzbogenablage für ausgebrochene oder nicht ausgebrochene Bogen. Hier kann die Anzahl der übereinander gelegten Zuschnitte bestimmt werden. Die Anzahl wird vom einrichtenden Personal in Abhängigkeit von der Materialstärke oder nach Kundenwunsch eingestellt. Danach kann alternativ die Nutzentrennung in der Maschine erfolgen.
Nutzentrennstation: Diese Station ermöglicht das Trennen der Nutzen in Längs- und Querrichtung. Das kann durch auftragsbezogene oder individuell verstellbare Werkzeuge erfolgen.

Abb.: 10.4.2.23: Nutzentrennstation mit Nutzentrennwerkzeug (Quelle: Bobst Group SA)
Der Stapel kommt aus der Ablage, wird bis in die Mitte der Station geführt. Mittels Stempel wird der vordere und hintere Nutzen gehalten, der vordere und hintere Tisch knickt nach unten und trennt somit den vorderen von den weiteren Schleppnutzen. Der abgetrennte Nutzen wird zum Drehtisch transportiert und um 90 Grad gedreht. Es folgt eine weitere Nutzentrennstation, die die einzelnen Nutzen, die vor dem Drehen neben einander und jetzt hintereinander liegen, trennen kann.


Abb. 10.4.2.24: Arbeitsweise einer Nutzentrennstation ohne Nutzentrennwerkzeit (Quelle: Fa. Cartoflex GmbH)
Auflistung der Werkzeuge
Abb. 10.4.2.25: Stanzwerke in der Übersicht (Quelle: Bobst Group SA)
Sicherheits- und Schutzvorrichtungen:
1. Fotoelektrische Zellen am Ausgang vom Stanztiegel und der Abfallausbrechstation überwachen den Weitertransport der Bogen.
2. Elektromechanische Auslösevorrichtungen stoppen die Maschine bei:
• Fehlanlagen
• Ablösen des Bogens aus den Greifern (im Stanztiegel oder der Ausbrechstation)
• Verstopfungen des Durchganges der Greiferstangen
• Überlastungen
3. Lichtsignale informieren den Maschinenführer über die Ursache des Stillstandes.
4. Die Maschinen arbeiten nur bei geschlossenen Schutzgittern.
5. Der Kettenantrieb ist durch eine Kugelrutschkupplung gesichert – das heißt: Bei Verstopfungen wird das Kettensystem des Bogentransports ausgelöst, und die Maschine wird gestoppt.
Für jede Maschine und von jedem Hersteller gibt es individuelle Wartungspläne, die unbedingt eingehalten werden sollten. Denn nur eine sehr gut gepflegte Maschine kann den hohen qualitativen Ansprüchen genügen. Pflege, Schmierung, Öl- und Filterwechsel usw. – dieser allgemeine Wartungsservice umfasst alle regelmäßig vorzunehmenden Servicearbeiten, welche die einwandfreie Funktion der Maschine garantieren. Praktische Anleitungen ermöglichen es, die Servicearbeiten selbst vorzunehmen. Diese Wartungsarbeiten werden in der Regel dokumentiert.
Hier nun Auszug aus einem Wartungsplan (der Firma Cartoflex GmbH, Lüneburg)

Abb. 10.4.2.26: Auszüge aus einem Wartungsplan (Quelle: Fa. Cartoflex GmbH)

Abb. 10.4.2.27: Inline-Fertigung „Masterline“: alle Maschinenstationen von der Beschickung bis zur Palettierung im Überblick (Quelle: Bobst Group SA)
Die Inline-Fertigung mit der „MASTERLINE“ ermöglicht das Drucken und Stanzen in einem
Arbeitsdurchgang mit einer Leistung von bis zu 7500 Bogen/h. Eine komplette Verarbeitungslinie „MASTERLINE" besteht in der Regel aus folgenden Komponenten:
• Automatischer Beschicker,
• Druckmaschine mit bis zu 8 Farben,
• Stanzautomat Autoplatine® (Die präzise und stabile Stanzkraftübertragung benötigt weniger Zurichtung und schont die Werkzeuge.),
• Nutzentrenner mit automatischer Lagenbildung,
• Palettierer.
Hier die Erklärungen der einzelnen Baugruppen (vgl. dazu Abb. 10.4.2.27):
Vollautomatischer Beschicker (LOADER)
Er zentriert den Stapel bereits beim Einlauf. Der eingefahrene Stapel wird bis auf den letzten Bogen in Pakete mit einer Höhe von wahlweise 40 – 250 mm separiert. Das letzte Paket einer Palette wird auf einen Zwischentisch deponiert. Hierdurch kann eine kontinuierliche Bogenzuführung bei maximaler Geschwindigkeit ohne Unterbrechung beim Stapelwechsel erzielt werden.
Druckmaschine (Masterflex) bis zu acht Farben
Diese Druckmaschine arbeitet im Flexodruck-Verfahren. Mehr darüber im Kapitel „9.2 Industrielle Druckverfahren“.
Stanzautomat – Autoplatine „Mastercut“
Mehr über diesen Stanzautomaten auf den Seiten der Bobst Group: https://www.bobst.com/dede/produkte/stanzen/flachbettstanzen/uebersicht/machine/mastercut-21/#.XPTkaC1XaL5
Nutzentrenner (BREAKER) und automatische Lagenbildung
Der Breaker kann Nutzen mit einem Minimalmaß von 200 x 200 mm mit geringstem Druck trennen und hinterlässt keine Markierungen auf den obersten Bogen. Hinter dem Nutzentrenner besteht die Möglichkeit für eine halb- oder vollautomatische Lagenbildung.
Lagenverdoppler
Die aus der Ablage und dem Nutzentrenner kommenden Stapel können hier bis zu einer Höhe von 600 Millimeter übereinandergelegt werden.
Palettierer (PALLETIZER)
Durch die Ausrichtung von allen vier Seiten sorgt der Palettierer für eine perfekte Stapelqualität. Die automatische Zuführung von Schutzbogen sichert die Stabilität des Stapels während des Transports. Durch die vollständige Automatisierung der Produktionsanlage wird ein maximaler Produktionsausstoß an bedruckten Zuschnitten bei optimaler Qualität erreicht. Es gibt eine Reihe von Eigenschaften und Stanzmaschinenerweiterungen, die die Rüstzeiten verringern.
Centerline
Die Ausrüstung mit „Centerline“ garantiert eine schnelle und genaue Werkzeugpositionierung. Durch die Verwendung eines feststehenden Referenzpunktes, auf den sich alle beweglichen Elemente der Maschine beziehen, können die Werkzeuge außerhalb der Maschine vorgerüstet werden. Referenzpunkte sind die Maschinenachse und die erste Stanzlinie.
Die Werkzeuge sind mit Zentrier- und Centerlinekerben ausgerüstet und ermöglichen so das Zentrieren der Werkzeuge im Schließrahmen beziehungsweise in der Maschine.
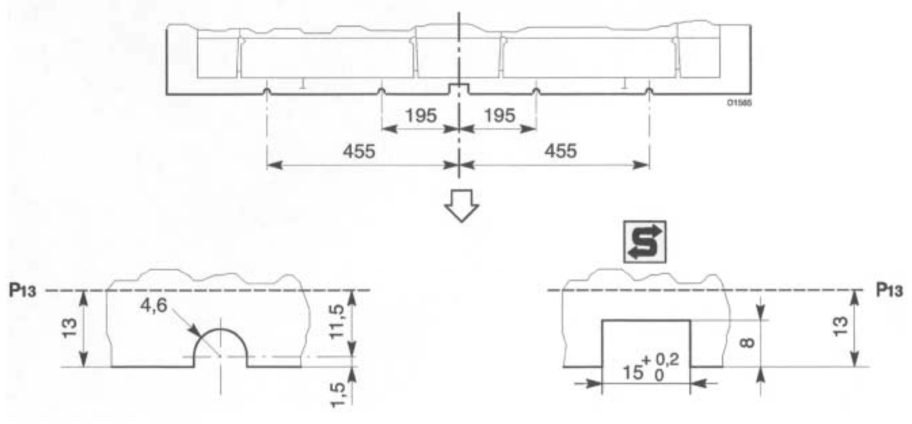
Abb. 10.4.2.28: Schaubild „Zentrier- und Centerlinekerben“ (Quelle: Bobst ABC, Bobst Group SA)
Der Schließrahmen ist mit einem vordefinierten Lochschema versehen, hier werden die Werkzeuge mit dem Schließrahmen verbunden.

Abb. 10.4.2.29: Schaubild „Position der Befestigungslöcher im Schließrahmen“ (Quelle: Bobst ABC, Bobst Group SA)
Schwenkbarer Einrichtetisch
Mit dem schwenkbaren Einrichtetisch vor dem Stanztiegel, Ausbrechstation und der Nutzentrennung kann während der Produktion der Folgeauftrag vorbereitet werden.

Abb. 10.4.2.30: Abbildungen eines schwenkbaren Einrichtetisches (Quelle: Bobst Group SA)
Ausbildung der Riller
Für das zu stanzende Material müssen die richtigen Rilllinien ausgewählt werden. Dabei müssen die Rilllinienhöhe und -breite entsprechend der Materialstärke berücksichtigt werden. Folgende Probleme können hier beispielsweise auftreten:
• Rillwiderstand ist zu hoch: Das kann zu großen Problemen bei der Weiterverarbeitung an der Faltschachtelklebemaschine beziehungsweise an den Verpackungsautomaten führen.
• Aufbrechen der Rillung: Dies ist ein wesentlicher Fehler. Insbesondere auf der Außenseite wird er zu einer Kundenreklamation führen.
• Rillkanal ist zu breit oder zu tief.
• Die Rillung wird unsauber ausgeführt.
Schnittqualität
Eine gute Schnittqualität kann vom Bediener durch Zurichten beeinflusst werden. Die Schnittqualität wird auch maßgeblich vom zu stanzenden Material und der Beschaffenheit der Stanzmesser beeinflusst. Die Schnittqualität sinkt mit dem Verschleiß der Messer und muss deshalb ständig überprüft werden.
Haltepunkte
Die Anzahl der Haltepunkte kann durch das Prinzip des bewegten Obertisches reduziert werden. Die Anzahl ergibt sich aus der Materialstärke, Kartonfaserrichtung und der Materialbeschaffenheit.
Funktionsprüfung
Die Funktionskontrolle ist immer zu Beginn eines Auftrages durchzuführen – diese hat stichprobenartig oder nach den Vorgaben der Qualitätssicherung zu erfolgen.
Gleichmäßigkeit der Nutzen
Die Gleichmäßigkeit der Prägungen und Rillungen auf allen Nutzen ist durch eine sehr geringe Toleranz im Herstellungsverfahren der Ober- und Untertische in der Stanzstation jederzeit gewährleistet.
Prüfkatalog für Verpackungen aus Wellpappe
Prüfmerkmale und Fehlerbewertung für Packmittel aus Wellpappe
(Quelle: Verband der Wellpappen-Industrie e.V., VDW, Auszüge
https://www.wellpappen-industrie.de/data/04_Verband/05_Publikationen/04_Broschueren/VDW_Pruefkatalog_2014.pdf)
Der Prüfkatalog unterscheidet nach folgenden Fehlerarten:
Kritische Fehler (KF): Fehler, bei deren Vorhandensein/Auftreten kritische Folgen wirksam werden können, z. B. sie
• gefährden Menschenleben oder Gesundheit,
• oder verstoßen gegen gesetzliche Bestimmungen,
• oder führen zur Zerstörung oder Veränderung des Füllgutes,
• oder beeinträchtigen erheblich die Zuverlässigkeit der Lagerung
• oder beeinträchtigen erheblich die Effizienz von Produktionswerkzeugen, Abfüll- und Konfektionierungseinrichtungen.
Hauptfehler (HF): Fehler, bei deren Vorhandensein/Auftreten Beeinträchtigungen wirksam werden können, z. B. sie
• führen zur Funktionsuntüchtigkeit und somit zum Ausfall des Packmittels/der Packung,
• oder haben Reklamationen seitens des Abnehmers zur Folge,
• oder rufen Leistungsminderung in der Produktion hervor
• oder beeinträchtigen die Effizienz von Produktionswerkzeugen, Abfüll- und Konfektionierungseinrichtungen.
Nebenfehler (NF): Fehler, bei deren Vorhandensein/Auftreten keine wesentlichen Folgen wirksam werden, z. B. sie
• stellen eine allgemeine Qualitätsminderung dar.
Den Fehlerarten werden Fehlerklassen zugeordnet, die wie folgt definiert sind:
• Fehlerklasse 1: Packmittel unbrauchbar
• Fehlerklasse 2A: Brauchbarkeit des Packmittels stark beeinträchtigt
• Fehlerklasse 2B: Brauchbarkeit des Packmittels bedingt beeinträchtigt
• Fehlerklasse 3: Brauchbarkeit des Packmittels wenig beeinträchtigt(...)


- Zum Verfassen von Kommentaren bitte anmelden.
10.5 Herstellung von flexiblen Packmitteln
10.5.1. Beutelmaschinen für Papierbeutel

Abb. 10.5.1: schier unerschöpfliche Designvielfalt – Beutel mit und ohne Flach- beziehungsweise Kordelgriff sowie mit und ohne Sichtfenster. (Quelle: Eigene Darstellung)
Maschinentypen in Anwendung
Zur Herstellung von Beuteln aus Papier werden dem Beuteltyp entsprechende spezifische Maschinen eingesetzt.
1. Flach- und Seitenfaltenbeutelmaschine >> Flach- und Seitenfaltenbeutel
2. Blockbodenbeutelmaschine >> Blockbodenbeutel, Papiertragetaschen mit Griff
3. Kreuzbodenbeutelmaschine >> Kreuzbodenbeutel
4. Spitztütenmaschine >> Spitztüten
Heutzutage dominieren Maschinen für Flach- und Seitenfaltenbeutel, gefolgt von Blockbodenbeutel- und Tragetaschenmaschinen. Spitztütenmaschinen führen ein Nischendasein.

Abb. 10.5.2: Flach- und Seitenfaltenbeutelmaschine MATADOR NG (Quelle: Garant Maschinenhandel GmbH)

Abb. 10.5.3: Blockbodenbeutelmaschine TRIUMPH 2-T8 (Quelle: Garant Maschinenhandel GmbH)

Abb. 10.5.4: Kreuzbodenbeutelmaschine (Quelle: Garant Maschinenhandel GmbH)

Abb. 10.5.5: Spitztütenmaschine (Quelle: Garant Maschinenhandel GmbH)
Da jede Beutelmaschine nur einen gewissen Formatbereich abdeckt, werden zur Herstellung eines Beuteltyps unterschiedlich große Maschinen benötigt. Die heutzutage am meisten eingesetzten Maschinen sind hauptsächlich Typen zur Herstellung von Flach- und Seitenfaltenbeuteln. Diesen folgen mit Abstand Blockbodenbeutel- und Tragetaschenmaschinen. Ende der 90er-Jahre beziehungsweise Anfang 2000 wurde viele Überarbeitungen und Neuentwicklungen im Beutelmaschinenbereich getätigt. Viele mechanische Komponenten wurden durch DC-Servomotoren abgelöst. Als Servomotor werden spezielle Elektromotoren bezeichnet, die die Kontrolle der Winkelposition ihrer Motorwelle sowie der Drehgeschwindigkeit und Beschleunigung erlauben. (Mehr Informationen: https://de.wikipedia.org/wiki/Servomotor) Touchscreens mit produktorientierten Benutzeroberflächen ersetzten konventionelle Bedienpulte. Jobspeicher in der Maschinensteuerung helfen dem Anlagenführer, Rüstzeiten zu minimieren.
Diese Evolution im Beutelmaschinenbereich hat allerdings nicht alle Anlagenzweige erreicht. Kreuzbodenbeutel- und Spitztütenmaschinen sind überwiegend Altbestände und werden zur Herstellung von Retro- und Nischenprodukten eingesetzt. In den 80er-Jahren sind viele Kreuzbodenbeutel- und Spitztütenmaschinen verschrottet worden, da ihre Erzeugnisse im Massenmarkt von Falten- und Blockbodenbeutel abgelöst worden waren. Genutzt wird die Spitztüte heute noch beispielsweise als Packmittel für Pommes Frites; gebräuchlich ist sie auch noch für das Verpacken von Obst und Gemüse auf dem Wochenmarkt oder zum Verpacken von Süßigkeiten auf dem Weihnachtsmarkt oder der Kirmes.
Grundsätzlich arbeiten alle Beutelmaschinen nach dem gleichen Muster: Es beginnt mit der Abwicklung der Außenbahn. Dann folgen das Hintergestell, die Schlauchbildung, die Hauptmaschine und die Ablage. Auch wenn für jeden Beutel ein anderer Maschinentyp benötigt wird, weisen diese doch eine Vielzahl von ähnlichen beziehungsweise gleichen Grundkomponenten auf.
Dazu zählen:
1. Abwicklung mit Bremssystem für die Materialrolle,
2. Bahnführungsteile wie Leitwalzen etc.,
3. Hintergestell zur Aufnahme von verfahrensnotwendigen Stationen wie Vorzug, Perforation, Klebstoffauftrag auf die Längsnaht, Einschnitteinrichtung, Lochung, Daumenloch etc.,
4. Schlauchbildung,
5. Hauptvorzug für den Papierschlauch,
6. Schlauchtrennung und Transport der Schlauchabschitte,
7. Bodenfalz/Bodenmacherzylinder,
8. Bodenklebung,
9. Bodenschließung sowie
10. Ablagetisch mit Zähleinrichtung.
Aufbau Beutelmaschine von der Rolle arbeitend
| 1 | Abwicklung Außenbahn | 4 | Hauptmaschine |
| 2 | Hintergestell | 5 | Ablagetisch |
| 3 | Schlauchbildung |
Abb. 10.5.6: Diese Abbildung zeigt von rechts nach links grundsätzlich die Produktionsschritte einer Beutelmaschine von der Abwicklung der Außenbahn bis zur Ablage des fertigen Beutels. (Quelle: Eigene Darstellung)
Als weitere Gemeinsamkeit kann man die Verarbeitung von Rollenmaterial ansehen. Mehr als 95 Prozent der Beutelmaschinen arbeiten von der Rolle und trennen den Papierschlauch über Perforation oder Rotationsmesser in Einzelabschnitte. In einigen Teilbereichen wie bei Warenversandbeuteln und Papier-tragetaschen gibt es allerdings Maschinenkonstruktionen, die vom Blatt arbeiten und mit Stapelanlegern ausgerüstet sind.
Flach- und Seitenfaltenbeutelmaschinen
 Abb. 10.5.7: Auswahl verschiedener Flach- und Seitenfaltenbeutel mit und ohne Fenster und mit verschiedenen Perforierungen (Quelle: Garant Maschinenhandel GmbH)
Abb. 10.5.7: Auswahl verschiedener Flach- und Seitenfaltenbeutel mit und ohne Fenster und mit verschiedenen Perforierungen (Quelle: Garant Maschinenhandel GmbH)
Flach- und Seitenfaltenbeutel wurden in der Vergangenheit auf verschiedenen Maschinentypen produziert, die sich sehr ähnelten, jedoch unterschiedliche Trennsysteme für den Papierschlauch einsetzten. Dazu zählten Schlägerprinzip, Rotacut [Bisley & French], Teilperforation + rotierendes Messer im Transport und Vollperforation im Hintergestell. In breiter Anwendung ist heute nur noch die Vollperforation im Hintergestell – die Anlagen werden auch als Perforier-und Abreißmaschine bezeichnet. Durch eine vom Endkunden geforderte höhere Komplexität der Packmittel sind viele Maschinen mit Sondereinrichtungen und Zusatzaggregaten ausgestattet.
Maschinelle Fertigung von Flach- und Seitenfaltenbeuteln

Abb. 10.5.8: Flach- und Seitenfaltenbeutelmaschine MATADOR NG mit Bahntrenneinrichtung, Sichtstreifen, Inlinedruckwerk, Heißnadelperforation und Etikettierer (Quelle: Garant Maschinenhandel GmbH)
Abwicklung für die Materialrollen
Da bei der Beutelherstellung überwiegend Rohmaterialien im Endlos-Verfahren verarbeitet werden, benötigt man eine Abwicklung zur Aufnahme der Rollen. Weitere Aufgaben der Abwicklung sind das seitliche Positionieren der Rolle und der Aufbau einer für den Prozess benötigten Bahnspannung, um ein Verlaufen der Bahn zu verhindern (schwimmende Bahn). Diese Eigenschaften werden durch den Einsatz von Seitenregisterverstellung und Bahnspannungsregelung gewährleistet.
| 1 | Schwenkarme (Antriebs- und Bedienungsseite) |
| 2 | Wickelwelle |
| 3 | Materialrolle |
| 4 | Pneumatische Füllpistole |
| 5 | Schiebelager |
Abb. 10.5.9: Komponenten der Materialabwicklung (Quelle: Eigene Darstellung)
Funktionsweise der Bahnspannungsregelung
Um die Materialbahn auf einer annähernd konstanten Spannung zu halten, ist es erforderlich, die Materialrolle während des Abrollens abzubremsen. Das Abbremsen wird durch ein Bremselement zum Beispiel eine Scheibenbremse, eine Magnetpulverbremse oder einen Bremsmotor erreicht. Da der Durchmesser der Materialrolle und damit auch der Angriffspunkt der Bahnzugkraft laufend abnimmt, muss auch das Bremsmoment entsprechend verringert werden. Diese Forderung erfüllt eine Bahnspannungseinrichtung. Die Aufgabe der Einrichtung besteht darin, Bahnspannungsänderungen auszugleichen, die sich durch die Durchmesseränderung der Materialrolle ergeben. Der Ultraschallsensor misst den Abstand zur Materialrolle, aus dem der Durchmesser der Materialrolle berechnet wird.
Am Touch-Panel wird der Sollwert für die Bahnspannung eingegeben. Aus diesem Wert resultiert der erforderliche pneumatische Luftdruck, der durch einen elektropneumatischen Regler auf die Pneumatik-Zylinder (4; SK01) der Pendelwalze (3; SK01) wirkt. Die Pendelwalze (3; SK01) befindet sich in senkrechter Stellung, wenn die Bahnspannung und das Bremsmoment im Gleichgewicht stehen.
Beim Anfahren oder Anhalten der Maschine kann es zu Bahnspannungsschwankungen in der Materialbahn kommen. Bei diesen Schwankungen bewegt sich die Pendelwalze (3; SK01) nach links oder rechts. Bewegt sich die Pendelwalze (3; SK01) sehr weit nach links oder rechts, so ändert sich das Bremsmoment des Bremselementes, um die Pendelwalze (3; SK01) wieder in die Senkrechte Stellung zu bringen.

| 1 | Materialbahn | 2 | Umlenkwalzen |
| 4 | Pneumatikzylinder | 5 | Bremsmotor |
| 3 | Pendelwalze |
Abb. 10.5.10: schematische Darstellung der Bahnspannungsregelung mit Pendelwalze in der Abwicklung
(Quelle: Eigene Darstellung)
Maschinen die Rolle/Rolle arbeiten – zum Beispiel Druckmaschinen und Rollenschneider – benötigen zusätzlich noch einen Aufwickler, der aus der veredelten Materialbahn wieder eine Rolle bildet. Für eine störungsfreie Weiterverarbeitung sollten Rollen immer kantengerade und klanghart gewickelt sein.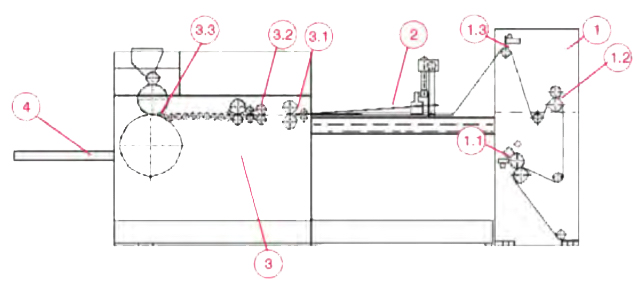
| 1 | Hintergestell | 2 | Schlauchbildung | 3 | Hauptmaschine |
| 1.1 | Vorzug Hintergestell | 3.1 | Hauptvorzug | ||
| 1.2 | Perforierstation | 3.2 | Festhalte- & Abreißstation | ||
| 1.3 | Längsklebung | 3.3 | Bodenklebestation & Falzzylinder | ||
| 4 | Ablagetisch & Zählung |
Abb. 10.5.11: Funktionsblöcke der Hauptmaschine (Quelle: Eigene Darstellung)
Vorzüge
Die Vorzüge im Hintergestell (siehe Position 1.1 im vorangegangenen Schema) und der Hauptmaschine (siehe Position 3.1 im vorangegangenen Schema) sorgen für den Materialtransport/-vorzug in Bahn- beziehungsweise in Schlauchform und bauen die für die im Materialkontakt stehenden Bearbeitungsstationen wie Perforation, Klebstoffauftrag auf die Längsnaht, Schlauchbildung etc. notwendige Bahnspannung auf. Die Bahnspannung kann vom Anlagenführer beeinflusst werden, um unterschiedlichen Materialien gerecht zu werden. Früher ging das mechanisch über Handräder und Drehzahlüberlagerungsgetriebe. Durch den Einsatz von Servomotoren geschieht dies heute auf elektronischem Wege.

Abb. 10.5.12: Vorzug im Hintergestell (Quelle: Eigene Darstellung)

Abb. 10.5.13: Vorzug in der Hauptmaschine (Quelle: Eigene Darstellung)
Perforierstation
Die für die Beutelherstellung benötigte Perforation wird im Hintergestell eingebracht. Die Station besteht in der Regel aus einer gummierten Gegenwalze, die von der Materialbahn umschlungen wird und dem Perforationsbalken, der die Perforiermesser trägt. Der Perforationsbalken kann je nach Ausführung mit ein bis vier Nutzen bestückt werden und wird in der Regel mit einem Servomotor angetrieben. Bei älteren Maschinen muss hier je nach Beutellänge noch eine Umfangsänderung durch den Einsatz unterschiedlicher Zwischenstücke vorgenommen werden. Je nach Ausführung der Perforation lassen sich unterschiedliche Klappenlängen und Klappenformen erzielen. Ohne ausreichende Perforation ist ein sauberes Trennen der Schlauchabschnitte nicht möglich.

Abb. 10.5.14: Perforationsbalken (Quelle: Eigene Darstellung)

Abb. 10.5.15: Perforationsschienen (Quelle: Eigene Darstellung)

Abb. 10.5.16: schematische Darstellung, wie ein Schlauch gefaltet wird, aus dem am Ende durch Perforation Schlauchstücke für die Weiterverarbeitung zu Beuteln entstehen (Quelle: Eigene Darstellung)
Schlauchbildung

Abb. 10.5.17: Schlauchbildung in Richtung Hintergestell (Quelle: Eigene Darstellung)

Abb. 10.5.18: Seitenansicht Schlauchbildung (Quelle: Eigene Darstellung)
In der Schlauchbildung wird die Papierbahn zu einem geklebten Papierschlauch geformt. Der Querschnitt des Papierschlauchs beziehungsweise des Beutels wird durch die Ausführung und Breite des Formatblechs bestimmt. Für Flachbeutel wird nur ein Blech benötigt. Bei Seitenfaltenbeuteln benötigt man ein Formatblech, das aus dem Ober- und Unterblech besteht. Zwischen diesen beiden Blechen werden mit den Seitenfalten-schienen/-rollen die Falten eingelegt. Um die Papierbahn bei der Schlauchbildung sicher führen zu können, kommen noch weitere Elemente wie Führungsstäbe, Anlaufrollen und Schrägrollen zum Einsatz. Formatbleche sind in der Regel Festformate – das heißt: Sie sind in der Schlauchbreite nicht variabel. Die Seitenfaltenbreite kann jedoch durch die Eintauchtiefe der Seitenfaltenschienen -rollen im Formatblech variiert werden. Je nach Maschinenausstattung kann die Schlauchbildung auch zweibahnig erfolgen.

Abb. 10.5.19: Vakuumblech (Quelle: Eigene Darstellung)
Eine weitere Möglichkeit zur Schlauchbildung sind Vakuumbleche. Hier sind die Formatbleche in allen Fällen Festformate – das heißt: Die Seitenfalten sind auch fix. Die Formatbleche sind als Hohlkammerprofil ausgeführt und an bestimmten Stellen mit Vakuumbohrungen versehen, durch die die Papierbahn angesaugt und geführt wird. Bei dieser Art der Schlauchbildung ist die mechanische Belastung der Papierbahn durch Bahnführungsteile sehr reduziert.
Klebstoffauftrag auf die Längsnaht beziehungsweise Längsklebung
Im Schema der Abbildung 10.5.11 ist dies unter Position 1.3 dargestellt.

Abb. 10.5.20: (1) Klebstoffauftragskopf, (2) Vorratsbehälter mit pneumatischer Leimpumpe (Quelle: Eigene Darstellung)

Abb. 10.5.21: Bahnrisssensor (Quelle: Eigene Darstellung)
In der Längsklebung wird eine Klebstoffspur auf eine Materialkante aufgetragen die für den seitlichen Verschluss der zum Schlauch geformten Papierbahn benötigt wird. Die Standardanwendung ist eine Klebstoffdüse, die von einer pneumatisch angetriebenen Düse für Kaltleim gespeist wird. Die Klebstoffauftragsmenge kann stufenlos geregelt werden und wird proportional der Bahngeschwindigkeit angepasst. Bei der Längsklebung von Sichtstreifenbeuteln kommt meistens Hotmelt (Schmelzklebstoff) zum Einsatz.
Festhalte- und Abreißstation (3.2)
(Quelle: Eigene Darstellung)
Die Festhalte- und Abreißstation sorgt für die Trennung der vorperforierten Materialbahn in Einzelabschnitte. In der Regel besteht diese Station aus oberen und unteren Festhaltewalzen, oberen und untere Vorholerwalzen/-rollen sowie oberen und unteren Abreißwalzen. Die Festhaltewalzen laufen immer etwas langsamer als die Bahngeschwindigkeit, um keine Schläge, die beim Abreißen entstehen, in die Bahn zu übertragen. Die Abreißwalzen laufen immer schneller als die Festhaltewalzen, da zum „Abreißen“ des Schlauches immer eine Geschwindigkeitsdifferenz benötigt wird. Der Kontakt zum Schlauch wird über Leisten, die in die Walzen eingefräst beziehungsweise eingeschraubt sind, hergestellt. Die Prozesslänge erstreckt sich nur über einige Grad des Walzenumfangs, da sich sonst – bedingt durch den Geschwindigkeitsunterschied von Bahn zu Festhaltewalzen – ein zu großer Materialstau bilden würde, der von der Vorholerstation nicht mehr ausgeglichen werden kann.

| 1 | obere Festhaltewalze | 1a | untere Festhaltewalze |
| 2 | obere Abreißwalze | 2a | untere Abreißwalze |
Abb. 10.5.23: schematische Darstellung der Vorzug- & Abreißstation (Quelle: Eigene Darstellung)
Bändertransport/Klebstoffauftrag auf den Boden und Bodenklebung/Bodenfalzung
Nach der Trennung des Schlauches in Einzelabschnitte übernimmt ein Zwischentransport mit Bändern oder Rollen die Überleitung des Schlauches zum Falzzylinder. Hier erfolgen die für den Keilboden notwendige Bodenfalzung und der Bodenklebstoffauftrag. Ein Andrückblech sorgt für die Umlegung der Bodenklappe, bevor Transportrollen und Rundriemen für ein sicheres Abstellen des Produktes auf dem Ablagetisch sorgen.
Ablage mit Zählvorrichtung
Beim Abstellen der Beutel auf dem Ablagetisch werden nach einer vorwählbaren Menge Zählmarken gesetzt. Dieses ermöglicht eine gleichbleibende Paketbildung und Befüllung der Umverpackung.

| 1 | Falzzylinder |
| 2 | Falzmesser |
| 3 | Leimschiene |
| 4 | Zange |
| 5 | Andrückblech |
| 6 | Transportrollen |
Abb. 10.5.24: Falzzylinder mit Ablagetisch eine Faltenbeutelmaschine – die Nummerierung zeigt, wo sich was befindet (Quelle: Eigene Darstellung)
Inlinedruckwerke
Flexodruck-Inlinedruckwerke stehen in Line mit der Beutelmaschine. Sie folgen in der Line der Abrollung nach und ermöglichen das Bedrucken der Papierbahn.

Abb. 10.5.25: Inline-Druckwerk LINAFLEX NL (Quelle: Garant Maschinenhandel GmbH)

Abb. 10.5.26: Sichtstreifeneinrichtung: Der durchsichtige Sichtstreifen ist links im Vordergrund auf der Bahn gut zu erkennen. (Quelle: Eigene Darstellung)
Hier wird ein Teil der Papierbahn durch ein transparentes Material (in der Regel OPP) ersetzt. Durch den Sichtstreifen hat man einen Blick auf das Füllgut. OPP steht für „Orientierte Polypropylen-Folie“. Dabei wird eine Folie aus Polypropylen in Längs- oder Querrichtung oder in beide Richtungen (Biaxial) gereckt. Dadurch lässt sich die Stärke und das Gewicht pro Quadratmeter der Folie definieren. Ebenso können durch das Recken der Folie die mechanischen Eigenschaften verbessert, die Transparenz erhöht, die Kältebeständigkeit verbessert und die Gasdurchlässigkeit vermindert werden. (Quelle: www.schweizer-verpackung.ch/html/opp-folie.html)

Abb. 10.5.27: Fensterstanze im betrieblichen Umfeld (Quelle: Eigene Darstellung)
Mit Fensterstanzen kann partiell ein Teil der Papierbahn ausgestanzt werden. Fensterstanzen werden oft mit Zettelgebern oder ähnlichen Aggregaten kombiniert, die ein transparentes Material auf die Bahn applizieren können. Der Zweck ist wie bei der Sichtstreifeneinrichtung eine optische Präsentation des Füllgutes. Der Zettelgeber ist nicht erforderlich, wenn man einen Beutel ohne Fenster produzieren möchte, oder das Loch im Beutel (zum Beispiel bei einem Kerzenbeutel) nicht verschlossen werden soll.
Klappenapparat
Abb. 10.5.28: Beutel mit Klappe. Oben zu sehen sind die Wicket-Lochungen. (Quelle: Eigene Darstellung)
Zur Fertigung von Klappen bezüglich Länge und Lage werden Klappenapparate benötigt. Diese sind in die Maschinen integriert oder nachgeschaltet. Typische Anwendungen sind Geschenkbeutel mit Verschlussstreifen oder Industrieverpackungen wie Brotbeutel mit Thürlings-/Wicketlochung, die maschinell abgefüllt werden.
Thürlings-/Wicketlochungen werden benötigt, um die Beutel maschinell abzufüllen. In die Löcher werden dazu Stahl-Bügel eingeführt und dann aufgehängt. Beutel werden von Herstellern lose oder zu Paketen zusammengefasst geliefert. Dabei werden die Beutel durch Transportdorne, die Löcher an einem Ende (oder Rand) der Beutel durchsetzen und die Beutel als Paket zusammenhalten, geliefert. Diese Löcher mit verschiedenen Durchmessers werden auch „Thürlingslöcher“ genannt. Der Benutzer der Beutel muss den Transportdorn aus dem Beutel-Paket herausziehen und das Paket auf einen Dorn an einer Verpackungsmaschine (Thürlingsmaschine oder andere) aufsetzen.
Lochstanzen
Mit Lochstanzen werden sogenannte Wicket- oder Thürlingslöcher in den Beutel gestanzt. Mit Hilfe dieser Löcher können die Beutelpakete in Auffüllmaschinen aufgenommen werden.
Heißnadelperforation
Die Heißnadelperforation ermöglicht die Einbringung von kleinen Löchern in einen thermoplastischen Werkstoff (zum Beispiel OPP) und wird für die Belüftung des Füllgutes benötigt. Die typische Anwendung ist zum Beispiel die Heißabfüllung von Brot, da es dort zur Bildung von Kondenswasser durch ein „Schwitzen“ des heißen Brotes kommen würde.
Viele thermoplastische Folien wie zum Beispiel PP müssen heiß perforiert werden, um die Reißfestigkeit zu erhalten. Eine elektrisch erhitzte und bahnsynchron angetriebene Nadelwalze in Verbindung mit einer hitzefesten Gegenwalze garantieren absolut runde Löcher mit sauber verschweißten Rändern. (Quelle: https://www.afs.biz/?pid=41&site_usesDetail_cid=12&site_usesDetail_nid=13)
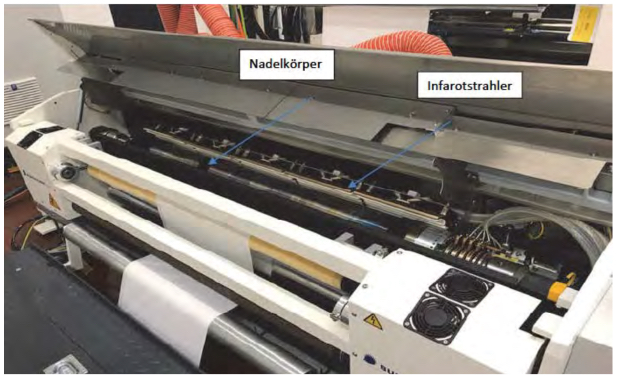
Abb. 10.5.29: Perforieren einer Folie durch Heißnadelperforation (Quelle: Eigene Darstellung)
Verschlussstreifenspender / Etikettierer / Zettelgeber / Netzaggregat
Diese Einrichtungen sind Zusatzaggregate, die unterschiedliche Materialien auf die laufende Materialbahn applizieren können. Das können selbstklebende Etiketten oder Verschlussstreifen sein. Zettelgeber beziehungsweise Netzaggregat kommen meistens in Verbindung mit einer Fensterstanze zum Einsatz. Das in den Beutel gestanzte Fenster wird mit einem durchsichtigen Material hinterlegt, um Sicht auf das Füllgut zu ermöglichen.
Ablagesammler
Abb. 10.5.30: Ablagetisch eine MATADOR NG (Quelle: Garant Maschinenhandel GmbH)
Den Ablagesammler kann man praktisch als Teilautomation, für die Paketbildung und die Paketabnahme bezeichnen. Die Beutelpakete werden nach dem Erreichen der vorgegebenen Stückzahl von der vertikalen in die horizontale Lage gebracht und weiter transportiert, je nach Anforderung kann eine Fädelung beziehungsweise Bündelung nachgeschaltet werden.
Blockbodenbeutel- und Tragebeutelmaschinen
Blockbodenbeutelmaschinen sind seit Anfang der 1950er-Jahre auf dem Markt – und die auf ihnen produzierten Erzeugnisse finden in zahlreichen Verpackungslösungen ihre Anwendung. Blockbodenbeutel werden oft für die industrielle Abfüllung von Zucker, Mehl, Hülsenfrüchte, Kaffee, Tee, Grillkohle, Tiernahrung, Tierhygieneprodukte und Bauprodukte eingesetzt. Durch den sich beim Auffalten entstehenden Boden hat der Blockbodenbeutel sehr gute Standeigenschaften. Er eignet sich hervorragend zum Abfüllen von Schüttgütern.
Der Begriff „Schüttgut“ bezeichnet ein körniges oder auch stückiges Gemenge, das in einer schüttfähigen Form vorliegt. Bestimmt werden die Eigenschaften von Schüttgut durch die Korngröße und die Kornverteilung sowie die Schüttdichte, den Schüttwinkel, die Feuchtigkeit und die Temperatur.
| Rechenbeispiel: Berechnung der Beutelgröße für 1 Kilogramm Mehl 1.000 (Liter) / 610 (min. Fülldichte) = 1,36 l 1,36 l sind 1.360 cm³ / Beutelbreite (10,5 cm) = 129/6,5 cm (Bodenbreite) = 19,926 Schütthöhe bei dem Beutelformat 10,5 cm x 6,5 cm | |||
| Beispielhafte Schüttdichten einiger gängiger Füllgüter (in t/m³) | |||
| Füllgut | Zustand | Min. Fülldichte | Max. Fülldichte |
| Beton | Stein | 2,08 | 2,40 |
| Getreide, Mehl | Mehl | 0,61 | 0,64 |
| Kaffee | geröstet | 0,35 | 0,41 |
| Kochsalz | 0,67 | 0,80 | |
| Sand | DIN, nass | 2,10 | 2,10 |
| Zement | DIN, gerüttelt | 1,90 | 1,90 |
(Quelle: http://www.bv-net.de/deutsch/080_service/08600_schuettguttabelle.htm)

Abb. 10.5.31: Blockbodenbeutel für Lebens- und Genussmittel (Quelle: Garant Maschinenhandel GmbH)

Abb. 10.5.32: Blockbodenbeutel für zum Beispiel Tiernahrung, Kohlen, Gemüse
(Quelle: Garant Maschinenhandel GmbH)
Bedingt durch diese Eigenschaft und dem zusätzlichen ökologischen Aspekt der besseren Umweltverträglichkeit wird der Blockbodenbeutel mit eingeklebten Griffen auch gerne als Alternative zur Polytragetasche eingesetzt.

Abb. 10.5.33: fast unbegrenzte Designvielfalt: Blockbodenbeutel mit Kordel- und Flachgriffen
(Quelle: Garant Maschinenhandel GmbH)
Im englischsprachigen Raum wird der Blockbodenbeutel als SOS-Bag bezeichnet (SOS = in diesem Fall die Abkürzung für „Self Opening System“). Bei den heute erhältlichen Maschinen unterscheidet man zwischen einformatigen und den variablen Maschinen. Erstere werden überwiegend zur Produktion von sehr einfachen Blockbodenbeuteln eingesetzt – dazu zählen Fast Food-Verpackungen. In Europa sind überwiegend formatvariable Maschinen anzutreffen. In dem Segment gibt es dann Klein-, Mittel- und Großformat-Maschinen. Kleine Beutelformate reichen von Beutelbreiten zwischen rund 50 und 230 Millimetern – das entspricht Volumina von 0.15 Litern bis zu 5 Litern. Als mittlere Formate gelten Breiten bis zu 320 Millimetern und Volumina bis zu 10 Litern. Großformate reichen bis zu Breiten von 540 Millimetern und Volumina bis zu 60 Litern.

Abb. 10.5.34: Blockbodenbeutelmaschine TRIUMPH 2 B (Quelle: Garant Maschinenhandel GmbH)

Abb. 10.5.35: Blockbodenbeutelmaschine TRIUMPH 3 MR (Quelle: Garant Maschinenhandel GmbH)
Um den Marktanforderungen gerecht zu werden, können Blockbodenbeutelmaschinen mit einer Vielzahl an Zusatzeinrichtungen kombiniert werden. Ein Großteil wie Fensterstanze, Ablagesammler, Zettelgeber, Netzaggregat, Lochstanze, Sichtstreifeneinrichtung sind identisch oder sehr verwandt mit den in Faltenbeutelmaschinen verwendeten Aggregaten. Weitere Zusatzeinrichtungen wie Tragegriffaggregate, Fütterungseinrichtung, Bodendeckblattaggregat und Rollen-Splicer finden fast nur in Blockbodenbeutelmaschinen Anwendung.
In modernen Wellpappenanlagen erfolgt das Wechseln der Papierrolle automatisch mittels einer Splice-Einrichtung, auch Splicer genannt. Der Name ist von dem Englischen „to splice“ abgeleitet und bedeutet „verbinden“ oder „spleißen“. Das ist ein seemännischer Ausdruck für das Verbinden von Tauen oder zum Einflechten einer Öse. Die neue Bahn wird an die alte fast abgelaufene mit Doppelklebeband befestigt. Heute sind Splicer auf dem Markt, die einen fliegenden Rollenwechsel bei Maschinenlaufgeschwindigkeiten von bis zu 400 m/min ermöglichen. (Quelle: https://www.wellpappe-wissen.de/wissen/wellpappe/wellpappenanlage/splicer.html)
Aufbau einer Blockbodenbeutelmaschine
Wie bei den Faltenbeutelmaschinen erfolgt der Einzug des Rohmaterials endlos von der Rolle. Deswegen sind die Stationen Abrollung, Längsklebung und Schlauchbildung sehr ähnlich, sie sind allerdings den höheren Materialstärken angepasst. Viele Anwendungen sind auch mehrlagig ausgeführt – das bedeutet, dass man mit zwei oder drei Bahnen arbeitet und auch die dementsprechende Zahl an Abrollungen benötigt wird. Produktspezifische Stationen wie Einschnitte für rechteckige Bodenklappen, Querklebung, Längsklebungen, Perforation, Daumenloch etc. sind im Hintergestell beziehungsweise Tragegriffaggregat angeordnet. Der Vorteil einer rechtwinkligen Bodenklappe ist, dass die zu bedru-ckende Fläche im Boden größer wird, dies wird zum Beispiel für einen EAN-Code genutzt. Außerdem wird die zu verklebende Fläche vergrößert. Dadurch erreicht man eine höhere Tragbarkeit im Boden.
Die Längsklebung wird heute nur noch mit Düsen ausgeführt. Daumenlocheinrichtungen kommen nur noch sehr selten zum Einsatz, da überwiegend maschinell abgefüllt wird.
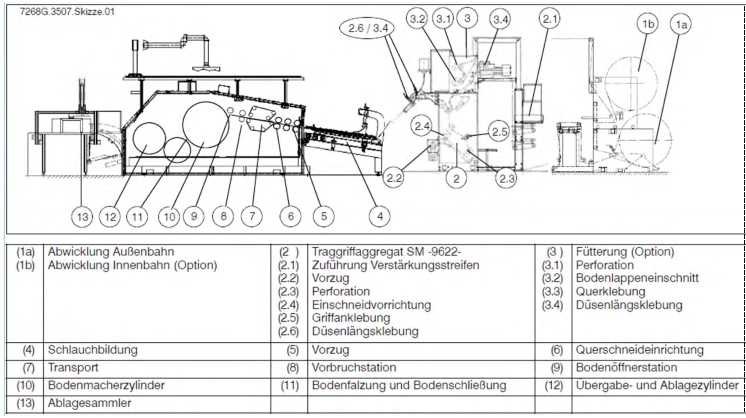
Abb. 10.5.36: schematische Darstellung einer Blockbodenbeutelmaschine (Quelle: Eigene Darstellung)
Die Schlauchbildung kann als Festformat oder mit variabler Breite ausgeführt werden. Das Formatblech besteht aus zwei horizontal konisch zulaufenden Blechen. Zwischen den Blechen stehen die Seitenfaltenrollen, mit denen die Faltentiefe bestimmt wird. Die Materialbahn wird mithilfe von Anlaufrollen und Führungsstäben in dem Formatblech zu einem exakten Seitenfaltenschlauch geformt. In den letzten Jahren kommen immer öfter variable Formatbleche zum Einsatz. Hier ist das Formatblech in Längsrichtung geteilt und getrennt aufgehängt. Durch seitliche Verschiebung der Formatblechhälften lässt sich die Schlauchbreite variieren. Das Ganze erfolgt meistens motorisch und ist in die Maschinensteuerung eingebunden.

Abb. 10.5.37: variable Schlauchbildung (Quelle: Eigene Darstellung)
Der Seitenfaltenschlauch wird über den Hauptvorzug transportiert und der rotierenden Querschneideinrichtung zugeführt. Beides ist in der Regel per Servomotor angetrieben. Änderungen an Abschnittlänge, Bahnspannung, Messergeschwindigkeit werden über das Bedienpanel vorgenommen. Je nach Materialpaarung kommen Glatt- oder Zackenschnitt zum Einsatz. Ob Glatt- oder Zackenschnitt eingesetzt wird, entscheidet der jeweilige Kunde. Wenn der Abnehmer verblockungsfähiges Material einsetzt, wird der Zackenschnitt bevorzugt.
In der Hauptmaschine findet man zwei Prozessgeschwindigkeiten:
VP = Geschwindigkeit Papier = Bahngeschwindigkeit und VT = Geschwindigkeit Takt = Maschinengeschwindigkeit.
Während des Querschneidens hat der Schlauchabschnitt noch Bahngeschwindigkeit und wird über die ersten Transportrollen, die synchron laufen, festgehalten. Die ersten Transportrollen transportieren auch den Abschnitt zum zweiten Transportrollenpaar, das mit Taktgeschwindigkeit läuft. Durch mechanische Kurven werden die zweiten Transportrollen abgesenkt und die ersten Transportrollen angehoben. Dadurch wird der Schlauchabschnitt auf Taktgeschwindigkeit beschleunigt und zur Vorbruchstation transportiert. Hier wird eine Querrillung zur besseren Bodenformung eingebracht; dann wird der Abschnitt zur nächsten Bearbeitungsstation transportiert.

Abb. 10.5.38: sieben Schrittevom Bodenmacherzylinder bis zur Ablage des fertigen Beutels (Quelle: Eigene Darstellung)
Bodendeckblattaggregat
Abb. 10.5.39: Bodendeckblattaggregat (Quelle: Eigene Darstellung)
Zur Verstärkung des Bodens kann auf dem Beutelboden noch ein Deckblatt aufgeklebt werden. Dazu wird oberhalb des Ablagezylinders eine Bodendeckblatteinrichtung angebracht. Hier wird mit einem Schneid- und Saugzylinder ein Blatt von einer Endlosbahn abgeschnitten, mit Klebstoff beaufschlagt und auf den Beutelboden aufgebracht.
Fütterungseinrichtung
Für die Herstellung von Beuteln, die aus mehreren Materiallagen bestehen, werden so genannte Fütterungseinrichtungen benötigt. Hauptkomponente dieser Einrichtungen ist die Querklebung – diese trägt quer zur Laufrichtung Klebstoff auf die Materialbahn auf und ermöglicht somit eine Verbindung der einzelnen Materialbahnen am Beutelrand und Beutelboden. Der Klebstoffauftrag erfolgt im Flexodruckverfahren, deswegen sind die Klebstoffauftragswerke einem Flexodruckwerk sehr ähnlich.

Abb. 10.5.40: Fütterungseinrichtung (Quelle: Eigene Darstellung)

Abb. 10.5.41: Darstellung eines Griffaggregates (Quelle: Eigene Darstellung)
Die nachfolgende Darstellung (Abb. 10.5.42) zeigt schematisch die Bildung eines Kordelgriffaggregates. Griffaggregate gibt es in den Ausführungen „Flachgriff“ oder „Kordelgriff“. Beim Flachgriff handelt es sich um einen mehrfach gefalteten und flach gelegten Papierschlauch. Der Kordelgriff besteht aus einer gedrehten Papierkordel mit drei bis fünf Millimetern Durchmesser und zwei Trägerstreifen, welche die Kordelschlaufe fixieren. Griffaggregate lassen sich in zwei Funktionsblöcke aufteilen, die Griffbildung und die Griffaufbringung. Bei Blockbodenbeuteln mit Griff muss in der Querschneideeinrichtung ein ausgespartes Messer eingesetzt werden, da man sonst die Griffe abtrennen würde. Um jedoch im weiteren Verfahrensablauf eine einwandfreie Trennung der Schlauchabschnitte zu ermöglichen wird beziehungsweise werden die Materialbahn beziehungsweise Bahnen vor Aufbringung der Griffe an vier Punkten vorperforiert. Deswegen ist an der Oberkante des fertigen Beutels oft ein leichter Versatz im Schnittbereich zu erkennen.

| 1 | Beutelmaterial | 2 | Kordelspule |
| 3 | Schlaufenbildung & Trennung der Trägerbahn | 4 | Griffbandzuführung |
| 5/6 | Perforation / Bodeneinschnitt | 7 | Einzelgriffzuführung |
| 8 | Schlauchbildung | 9 | Schlauchabschnitt |
| 10 | Vorbruch | 11 | Bodenöffnung |
| 12 | Bodenklebung | 13 | Bodenschließung |
| 14 | Ablage |
Abb. 10.5.42: die einzelnen Verarbeitungsstufen auf dem Weg zum fertigen Beutel (Quelle: Eigene Darstellung)

Abb. 10.5.43: Kordelgriffaggregat (Quelle: Eigene Darstellung)

Abb. 10.5.44: Abwicklung obere und untere Trägerbahn (Quelle: Eigene Darstellung)

Abb. 10.5.45a: Griffschlaufenbildung (Quelle: Eigene Darstellung)

Abb. 10.5.45b: Griffschlaufenbildung (Quelle: Eigene Darstellung)

Abb. 10.5.45c: Griffschlaufenbildung – Streifenzuführung zur Griffaufbringung (Quelle: Eigene Darstellung)

Abb. 10.5.46: Griffaufbringung mit Hotmeltklebung: Das zugeführte Band wird getrennt, die Griffe werden vereinzelt, der Papierbahn zugeführt und mit Hotmelt auf die Papierbahn geklebt. (Quelle: Eigene Darstellung)
Flachgriffaggregat Abb. 10.5.47: Abwicklung des Griffstreifens (Quelle: Eigene Darstellung)
Abb. 10.5.47: Abwicklung des Griffstreifens (Quelle: Eigene Darstellung)

Abb. 10.5.48: Ablauf Vorrillungen, Klebstoffauftrag, Faltungen (Quelle: Eigene Darstellung)

Abb. 10.5.49: Faltungen Bedienseite, Antriebsseite (Quelle: Eigene Darstellung)

Abb. 10.5.50: Lage von Abschnittmessern, Vorzügen und Streifentransport (Quelle: Eigene Darstellung)
Zur Herstellung der eigentlichen Papiergriffe muss der zuvor gefertigte Schlauch geschnitten und vereinzelt werden.

Abb. 10.5.51: Streifenzuführung zur Griffbildung (Quelle: Eigene Darstellung)
Dieses erfolgt durch zwei Abschnittmesser und dem Griffstreifentransport. Zur Faltung des eigentlichen Griffes muss der Griff quer zur Laufrichtung auf den Henkelbildungszylinder übergeben werden. Von diesem wird er Mittels Vakuum und Greifer festgehalten.

(Quelle: Eigene Darstellung)
Zur einfacheren Faltung des Griffes werden zwei 45 Grad-Falzungen eingebracht. Und mithilfe der Griffbildungsbleche (siehe folgendes Bild) werden der rechte und linke Schenkel des Griffes nach hinten umgeklappt.

(Quelle: Eigene Darstellung)
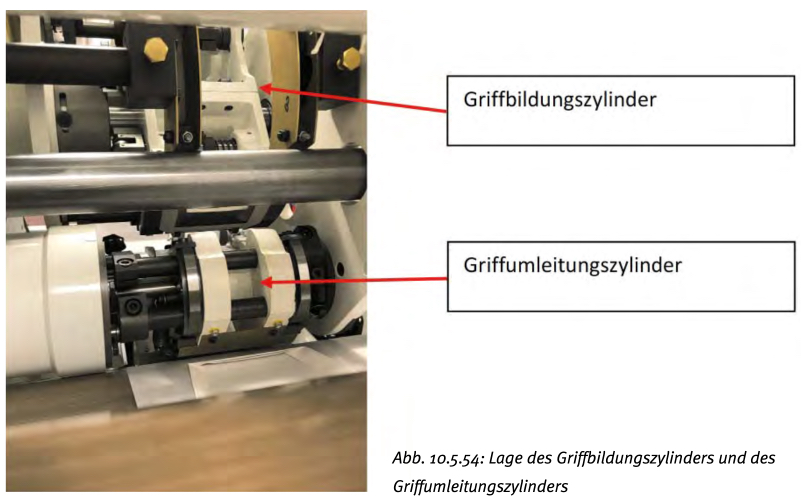
(Quelle: Eigene Darstellung)
Danach erfolgt die Übergabe des Griffes an den Griffumleitzylinder.

(Quelle: Eigene Darstellung)
Zur Erreichung einer höheren Tragkraft kann der Griff noch mit einem Verstärkungsblatt ausgestattet werden.

Abb. 10.5.56: Abwicklung mit Verstärkungsstreifen (Quelle: Eigene Darstellung)

Abb. 10.5.57: Bahnzuführung Verstärkungsstreifen mit 90 Grad-Wendestange und Bahnkantenregelung (Quelle: Eigene Darstellung)

Abb. 10.5.58: Verstärkungszettelaggregat (Quelle: Eigene Darstellung)

10.5.59: Leimkastenaufnahmen und weitere Maschinendetails (Quelle: Eigene Darstellung)

10.5.60: Fertiger (auseinandergenommener) Beutel mit Flachgriffen (Quelle: Eigene Darstellung)
Wie in vielen anderen Bereichen des Lebens hat auch in der Beutelproduktion die Elektrotechnik um sich gegriffen. Letzter Stand der Technik sind Produktionsmaschinen mit Jobspeicher und servomotorischen Einzel sowie Verstellantrieben. Im Gegensatz zu früheren Zeiten konnten die Rüstzeiten auf ein Viertel des ursprünglichen Zeitbedarfs reduziert werden.
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.2 Produktionsmaschinen- und Anlagen für Industriesäcke

Abb. 10.5.2.1: Industriesäcke in verschiedenen Designs (Quelle: Eigene Darstellung)
Industriesäcke (siehe Band 1, Seite 168) werden heute im Füllgewichtsbereich von etwa fünf bis 50 Kilogramm beziehungsweise mit Füllvolumina von rund zwei bis 170 Litern produziert. Die Abgrenzung zum Beutel fällt zunehmend schwerer, da es einerseits immer kleinere Sackformate gibt, andererseits aber auch Gebinde auf Beutelmaschinen produziert werden, deren Füllvolumina im Bereich von Säcken liegen. Flexible Behälter für Füllgewichte, die über 50 Kilogramm (in der Praxis meist 200 bis 1000 Kilogramm) hinausgehen, werden als FIBC bezeichnet. FIBC steht für Flexible Intermediate Bulk Container, umgangssprachlich werden diese auch „Big Bag“ oder „Container Bag“ genannt. Sie werden hier nicht weiter betrachtet.
Säcke bieten den Vorteil eines universell einsetzbaren, einfach zu handhabenden, kostengünstigen und ökologischen Verpackungsmittels für die Verpackung von Schüttgütern. Ihre Hauptverwendungen liegen in den drei Produktsegmenten:
• Baustoffe (Zement, Kalk, Gips) und Mineralien
• Nahrungs- und Tierfuttermittel
• chemische Produkte
Hinzu kommen Sonder-Einsatzfälle wie Müllsäcke, Polstersäcke, Sandsäcke oder Säcke für die Umverpackung.
Im Verhältnis zum Füllvolumen benötigen Säcke nur eine sehr geringe Menge an Verpackungsmaterial. 50 Kilogramm Zement können mit 130 g Papier oder 90 g Polypropylen (PP) sicher transportiert werden, was einem Tara von 0,26 % beziehungsweise 0,18 % entspricht. In der Regel werden sie daher als Einwegverpackung verwendet. Gefüllte Säcke sind durch eine Person ohne Hilfsmittel handhabbar und daher nicht auf hoch entwickelte Transport- und Logistik-Infrastruktur wie Straßen, Schienennetz, Lagerhäuser, Silofahrzeuge, Hebezeuge, Gabelstapler, Paletten usw. angewiesen. Sie kommen dort zum Einsatz, wo Transport- und Umschlagsysteme auf der Basis von Großgebinden (wie zum Beispiel Big-Bags, Octabins oder Silo-Transportfahrzeugen) nicht vorhanden, nicht einsetzbar oder nicht wirtschaftlich sind:
• bei fehlender Verkehrs- und Logistik-Infrastruktur (zum Beispiel in sogenannten Entwicklungsländern),
• bei Unzugänglichkeit des Einsatzorts (beengte Altstadt, Bergbau, Bohrinseln) sowie
• im Falle des Bedarfs von Kleinmengen.
Octabins sind große achteckige Behältnisse für den Transport von Schüttgütern wie Granulat und Ähnliches.
Industriesäcke können als vorgefertigte Säcke bei einem Sackhersteller produziert, zum Verwender transportiert und dort befüllt oder Inline in einem Arbeitsgang aus Flach- oder Schlauchfolie hergestellt, befüllt und verschlossen werden. Dieser Prozess ist als FFS (Form, Fill, Seal) bekannt.

Abb. 10.5.2.2: Form-, Füll- und Verschließanlage (FFS, Quelle: Windmöller & Hölscher)
Als Fügeverfahren für Industriesäcke kommen Näh-, Kleb-, Schweiß- und Heißluft-Siegelprozesse zur Anwendung. Die Auswahl richtet sich primär nach dem Sackwerkstoff und dem Sacktyp, kann aber auch durch wirtschaftliche Überlegungen mitbestimmt werden. Auswahlkriterien für den Sackwerkstoff sind lokale Verfügbarkeit, die Anforderungen hinsichtlich des Produktschutzes, die Optik (das Aussehen) sowie die Kosten.
Papiersackherstellung
Papiersäcke sind weltweit verbreitet und nehmen mit einer Produktionsmenge von jährlich rund 25 Milliarden Stück weltweit den zweiten Platz hinter Bändchengewebesäcken (mehr als 40 Milliarden Stück pro Jahr) ein. Ihre Konstruktion (Format, Sackwandaufbau, Ausstattung) ist äußerst flexibel auf die spezielle Abfüll- und Logistiksituation anpassbar. Leistungsfähige Sackpapiere bieten hohe mechanische Festigkeit, hohe Abfüll-Leistungen durch gute Entlüftbarkeit sowie Rutschfestigkeit und Bedruckbarkeit. Darüber hinaus sind sie temperaturstabil, atmungsaktiv und hygienisch. Spezielle Ausrüstungen, wie zum Beispiel PE-Beschichtungen oder Folienzwischenlagen, erhöhen den Schutz des Produktes vor Umwelteinflüssen oder zielen auf eine attraktive Anmutung.
Papiersäcke werden aus nachwachsenden Rohstoffen hergestellt. Das gilt sowohl für die Sackpapiere als auch für die meisten Klebstoffe. Papiersäcke lassen sich daher nach ihrer Verwendung problemlos recyceln, kompostieren oder verbrennen und verhalten sich neutral in der CO2-Bilanz.
Es gibt eine ganze Reihe von Bauformen für Papiersäcke. Die größte Bedeutung am Markt haben geklebte Kreuzbodensäcke, gefolgt von genähten und geklebten Seitenfaltensäcken. Während Kreuzboden- und Nähsäcke sowohl in der Form von Ventil- als auch oben offenen Säcken auftreten, gibt es geklebte Seitenfaltensäcke (Pinch- und Rollbodensäcke) nur als oben offene Säcke.

Abb. 10.5.2.3: geklebte Seitenfaltensäcke (Pinchsäcke). Rollbodensäcke sehen im fertigen Zustand kaum anders aus. Die Kopfnaht wird nach der Befüllung jedoch fast immer genäht, bei Pinchsäcken geschieht dies nur manchmal. (Quelle: Eigene Darstellung)
Die Auswahl eines konkreten Sackkonzeptes richtet sich nach dem Füllprodukt und der vorhandenen Abfülltechnik, nach logistischen und Marketinggesichtspunkten, aber auch nach Kriterien der Sackproduktion – dazu zählen die Investitionshöhe für die erforderlichen Maschinen, die Stückkosten oder die Losgrößenflexibilität. Die Produktionsweise für geklebte Säcke ist stärker mechanisiert beziehungsweise automatisiert als für Nähsäcke. Sie benötigt daher weniger Personal, ist deutlich produktiver, aber auch kapitalintensiver.
Nähsäcke haben gerade wegen ihrer Personalintensität stark an Bedeutung verloren, halten sich aber noch immer in gewissen Märkten, in denen Personalkosten geringere Bedeutung haben oder Kleinstserien nachgefragt werden. Ein weiterer Nachteil besteht in ihrer geringeren Materialeffizienz, da die Sackwand durch die Nähnaht perforiert und damit geschwächt wird.

Abb. 10.5.2.4: genähte Säcke. Heute wird diese Produktionsmethode in Europa kaum noch eingesetzt. (Quelle: Eigene Darstellung)
Ihre Vorteile liegen in den geringen Investitionskosten für die Produktionsmaschinen, in der äußerst flexiblen Produktionsweise und in der einfachen Wiederverwendbarkeit der Säcke, da sich das Nähgarn rückstandslos und beschädigungsfrei entfernen lässt. Aufgrund der geringen Bedeutung in Europa wird an dieser Stelle auf eine detaillierte Darstellung des Fertigungsprozesses verzichtet. Im Prinzip reichen eine einfache Geradschnitt-Schlauchmaschine und ein oder mehrere Nähtische beziehungsweise Nähautomaten.
Die Herstellung von Papiersäcken erfolgt immer zweistufig: Im ersten Schritt verarbeitet die Schlauchmaschine die Papierbahnen zu Schlauchabschnitten, die im zweiten Schritt mit einer Nähmaschine, einem Pinch-, Rollboden- oder Ventilbodenleger zu Säcken konfektioniert werden. Wurden Papiersäcke zu Beginn früher noch per Hand gefertigt, so verläuft die Produktion inzwischen vollautomatisch. Dies gelang durch die Verknüpfung der Schlauchmaschine mit dem Bodenleger. Bis dahin musste die Übergabe der noch offenen Säcke an den Bodenleger per Hand erfolgen. Papiersäcke werden bereits bedruckt, bevor sie den ersten Arbeitsgang (Durchlauf der Schlauchmaschine) erreicht haben: Der Druck erfolgt entweder direkt, nachdem das Papier die Rolle verlassen hat, im sogenannten Flexo-Vorsatz-Druckwerk oder indirekt auf einer separaten Rolle/Rolle-Druckmaschine. Moderne Universal-Schlauch-maschinen können diverse Arten von Schläuchen herstellen, die sich in der Art des Zuschnitts unterscheiden:
– Geradschnitt-Schläuche
– Staffelschnitt-Schläuche
(Quelle: Gemeinschaft Papiersackindustrie e. V.)
Geklebte Kreuzboden- und Kreuzboden-Ventilsäcke
Diese Bauform macht den Hauptanteil der weltweit produzierten Papiersäcke aus. Die oben offene Version wird als Kreuzbodensack bezeichnet, die geschlossene als Kreuzboden-Ventilsack. Zu ihrer Herstellung sind eine Schlauchmaschine und ein Bodenleger erforderlich. Ventilbodenleger sind Maschinen, die sowohl Ventil- als auch oben offene Säcke produzieren können. Bei Kreuzbodenlegern wurden die Bodenklebstoffauftrags- sowie die Ventil- und Bodendeckblatt-Stationen auf einer Maschinenseite weggelassen, sodass sie nur oben offene Säcke produzieren können.

Abb. 10.5.2.5: Universal-Schlauchmaschine AM 8115 von Windmöller & Hölscher (Quelle: Windmöller & Hölscher)
Schlauchmaschinen
Schlauchmaschinen sind Falt-, Trenn- und Klebemaschinen, die aus rollenförmig aufgewickelten Papierbahnen in einem kontinuierlichen Arbeitsprozess ein- oder mehrlagige Schlauchabschnitte fertigen. Die Abschnitte werden je nach Lagenzahl, Papierstärke und Schlauchkonstruktion zu Paketen von etwa 20 – 100 Schläuchen gesammelt und in regelmäßigen Intervallen aus der Maschine geführt. Schlauchmaschinen werden entsprechend der Trenntechnologie für die Schlauchbahn eingeteilt in:
• Geradschnitt-Schlauchmaschinen
• Staffelschlauchmaschinen
• Staffel- und Geradschnitt-Schlauchmaschinen (Universalmaschinen genannt)

Abb. 10.5.2.6: Schlauchenden Staffelsack (links) und Geradschnittsack (rechts) (Quelle: Eigene Darstellung)
Als heutige Hochleistungs-Sackpapiere noch nicht zur Verfügung standen, wurde der Staffelschlauch beziehungsweise der Staffelsack entwickelt, um die Stabilität des Bodens und die Materialeffizienz zu verbessern. Als Säcke noch aus vier oder mehr Lagen bestanden, war letzteres ein ausschlaggebendes Argument. Dagegen steht der erhöhte Produktionsaufwand: Je nach Sortimentsstruktur musste eine Sackfabrik Dutzende bis Hunderte Sätze Staffelformate beschaffen und bevorraten, da jedes Schlauchformat einen eigenen Satz an Messer- und Querklebeplatten erfordert. Außerdem ist spezifisches Know-how zur Erarbeitung und Gestaltung der Staffelkonturen nötig, und auch bei der Produktion muss auf die Anforderungen der Staffelung Rücksicht genommen werden. Mit der Einführung von Hochleistungs-Sackpapieren und der daraus resultierenden Reduzierung der Lagenzahl hat das Argument der Materialersparnis durch Staffelung an Bedeutung verloren. Geradschnittsäcke lassen sich problemloser, schneller und mit weniger Prozessaufwand produzieren. Geradschnittsäcke benötigen aber zur Bodenverstärkung ein Bodendeckblatt; die dafür erforderlichen Aggregate sind zumindest in Europa heute Standard.
Schlauchmaschinen bestehen in der Regel aus folgenden Funktionsbaugruppen:
| 1 | Abwicklung mit Abwickelständern | 5 | Bahnbearbeitungsstation mit (in Laufrichtung): • Entlüftungsperforation (Nadelwalzen) • Bahnvorzügen • Abrissperforation • Querklebung • Registerwalzen • Längsklebung (optional: Daumenausschnittstation) |
| 2 | Bahnzuggeregelter Umfangsantrieb für das kontrollierte Abwickeln dünner Folien | 6 | Schlauchbildung |
| 3 | Umlenkwalzenständer | 7 | Schneid- und / oder Abreißwerk |
| 4 | Bahnlaufregeleinrichtung | 8 | Paketablage mit Ablagetisch |
Abb. 10.5.2.7: technologisches Schema einer W&H Schlauchmaschine. (Quelle: Eigene Darstellung)
* Druckwerke sind nicht in allen Linien integriert.
In vielen Fällen erfolgt die Schlauchproduktion bereits mit vorbedruckten Bahnen. Druckwerke werden hier je nach Bedarf inline betrieben. Alternativ dazu gibt es separate Druckmaschinen, die Rolle auf Rolle arbeiten. Die Rollen werden in diesem Fall an die Schlauchproduktion geliefert. Druckwerke kommen beispielsweise in der Zementsackproduktion zum Einsatz, wo hohe Auflagen in einfachem Druck hergestellt werden. Vorgedruckte Rollen werden in der Regel dort verwendet, wo höhere Druckqualitäten gefordert sind.
Im Folgenden werden die in der vorangegangenen Abb. 10.5.2.7 aufgeführten Baugruppen kurz dargestellt:
1. Die Aufgabe der Abwicklung besteht in der Bereitstellung der Bahnen aus dem „Arbeitsspeicher Rolle“ für die Verarbeitung. Sie besteht aus hintereinander angeordneten, seitlich um jeweils 30 mm versetzten Abwickelstellen mit je einer zusätzlichen ausschwenkbaren Wickelposition für schnelleren Rollenwechsel. Der Versatz dient dazu, die Längsnähte der einzelnen Lagen im Schlauch um diesen Betrag zu staffeln, um jede Lage mit sich selbst verkleben zu können. Jede Abwickelstelle ist mit einer Bahnbremse im Fuß des Gestells ausgerüstet, die bei einem Bahnriss oder Not-Halt die Bahnspannung innerhalb der Maschine aufrechterhält.
2. Der Umfangsantrieb (umgangssprachlich: 4-Quadranten-Antrieb) ist in der Lage, die Materialrolle mithilfe zweier angetriebener Laufräder zu beschleunigen oder abzubremsen, wahlweise in beiden Drehrichtungen. Sein Ansteuersignal bezieht er von einer Pendelwalze, die auf der Materialbahn aufliegt. Dadurch ist es möglich, die Bahnspannung zwischen dieser Abwickelstelle und dem Bahnbearbeitungsteil sehr feinfühlig zu regeln. Benötigt wird diese Funktion bei der Verarbeitung dünner und dehnbarer Materialien, wie zum Beispiel PE-HD-Sperrschicht-Folien. PE-HD ist die Abkürzung für High Density Polyethylen, also Polyethylen hoher Dichte.
3. Im Umlenkwalzenständer werden die einzelnen Lagen in ihre jeweilige Bearbeitungsebene gelenkt. Er besteht aus einem Leitwalzensatz, der in einem einfachen Gestell am Boden montiert ist.
4. Die Bahnlaufregelung gleicht seitlichen Verlauf der einzelnen Papier- oder Folienbahnen aus, der durch unregelmäßige Spannungsverteilungen im Material verursacht wird. Auf diese Weise sorgt sie für eine konstante seitliche Positionierung der Lagen relativ zu den Bahnbearbeitungswerkzeugen und damit für eine spezifikationsgerechte Schlauchgeometrie. Jede Lage verfügt bzw. besteht aus
– über ein Steuerwalzenpaar, das wie ein Fahrradlenker in der Bahnlaufebene schwenkbar ist,
– einem am Gestell angebrachten, nach Bahnbreite einstellbaren Bahnkantensensor,
– einem Auswertegerät,
– einem Stellantrieb für das Steuerwalzenpaar.
Vor dem Einlauf in die Einheit sind vertikal schwenkbare, gebogene Bügelstangen (Bananenform) angebracht, um eventuelle Falten im Material zu beseitigen.

Abb. 10.5.2.8: Bahnlaufregelung einer Vierlagen-Schlauchmaschine mit vorgeschalteten Bügelstangen (Quelle: Eigene Darstellung)
5. In der Bahnbearbeitungsstation sind alle Arbeitsschritte zusammengefasst, die an der flachen Bahn stattfinden:
Am Einlauf der Bahnbearbeitung sind häufig die Stationen für die (optionale) Flächennadelung untergebracht. Die Flächennadelung wird nicht bei allen Säcken durchgeführt. Das ist von den Kundenwünschen und der Sackbauart abhängig. Oben offene Säcke oder Ventilsäcke aus hochporösem Papier werden in der Regel nicht genadelt. Die Stationen für die Flächennadelung bestehen jeweils aus einer Nuten- oder Bürstenwalze, über die die Bahn läuft, sowie einer nicht angetriebenen Nadelwalze. Die Flächennadelung dient dazu, die Bahn mit Entlüftungslöchern zu versehen. Je nach gewünschter Luft-Durchsatzrate kann die Besatzdichte der Walzen variieren; üblich sind 12,5 x 12,5 mm oder 25 x 25 mm Nadelabstand. Bei Verwendung kegeliger Nadeln besteht die Möglichkeit, die Entlüftungsleistung durch die Wahl der Einstechtiefe zu verändern, da dies die Lochgröße bestimmt. Zur schnellen Veränderung des Nadelbildes ohne zeitaufwendigen Tausch der Nadelwalzen sind manche Maschinen mit drehbaren Halterungen („Revolver“) ausgestattet, die jeweils bis zu vier verschiedene Nadelwalzen aufnehmen können. Moderne Schlauchmaschinen verfügen darüber hinaus über eine „Skip-Perforation“-Funktion, bei der die Nadelwalzen taktweise (das heißt: einmal pro Abschnitt) von der Bahn abgehoben werden. Die Abhebung ist so synchronisiert, dass die Bahn im Bereich des Querklebeauftrags nicht perforiert wird. Das unterbindet einen eventuell störenden Durchschlag des Klebstoffs durch die Löcher nach innen oder außen.
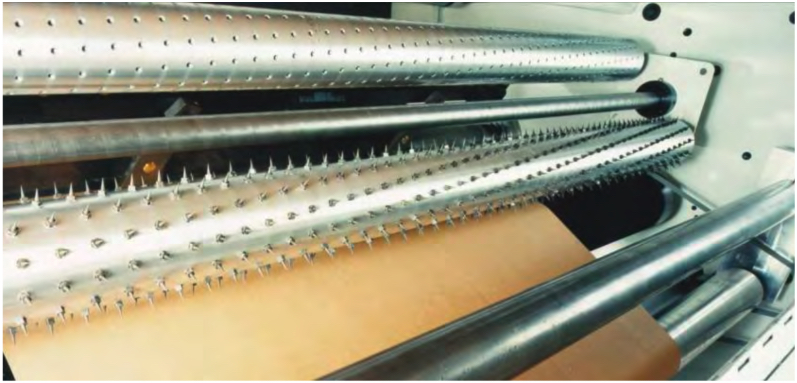
Abb. 10.5.2.9: Flächennadlung mit zwei Nadelwalzen in Vierfach-Revolverhalterung. Die spiralige Nadelanordnung sorgt für einen unterbrechungsfreien Eingriff und damit für einen gleichmäßigen Lauf. Die gesamte Einheit ist innerhalb der Maschine seitlich verstellbar, um die Position des Nadelbilds einzustellen. (Quelle: Eigene Darstellung)
Unmittelbar nach der Flächennadelung folgen die Bahnvorzüge. Sie ziehen die Bahnen von der Rolle bis in den Bahnbearbeitungsteil und sorgen gemeinsam mit dem Hauptvorzug der Maschine im Schneid- / Abreißwerk dafür, die Bahnspannung im Bahnbearbeitungsteil aufrechtzuerhalten. Aufgebaut sind sie als förderwirksames, angetriebenes Walzensystem pro Lage – entweder als Friktionsvorzug oder als drehmomentgeregelter Walzenspalt-Vorzug mit Bahnzugsensor und Direktantrieb.

Abb. 10.5.2.10: Friktionsvorzug. Die Position der einstellbaren Pendelwalze bestimmt das Maß der Umschlingung der angetriebenen Vorzugwalze und damit den Betrag der Friktion (Reibung) zwischen Bahn und Walze. Je höher die Friktion, desto höher ist der Fördereffekt des Systems. (Quelle: Eigene Darstellung)
In der darauffolgenden Perforationsstation wird jede Bahn mit einer quer verlaufenden Abrissperforation versehen, die entweder einer geraden oder konturierten (gestaffelten) Schnittlinie folgt. Pro Lage besteht die Station aus einer angetriebenen Werkzeugwelle (Formatwelle) und einer nicht angetriebenen Gegenwalze (geriffelte Stahl- beziehungsweise Bürstenwalze). Die Formatwelle nimmt die vorkonfigurierte austauschbare Messerplatte (Formatplatte) auf – diese besteht aus einem Aluminium-Trägerprofil mit darauf montierten Messersegmenten. Die damit erzeugte Schnittkontur richtet sich nach dem Schlauchformat und dem gewünschten Staffelverlauf. Die Messer bestehen aus gezahnten Klingen, deren Zähne durch das Material in die Nuten der Riffelwalzen oder in die Bürstenwalze stechen. Zur Synchronisation der Messergeschwindigkeit mit der Bahngeschwindigkeit bei unterschiedlichen Schlauchlängen werden entweder Kurbelschleifengetriebe verwendet, die die Messer für die Zeit des Einstichs auf Bahngeschwindigkeit bringen, oder Durchmesser-variable Perforationseinheiten, bei denen Umlauf- und Bahngeschwindigkeit stets gleich sind.

Abb.10.5.2.11: Abrissperforation. Umlaufende Messerplatte oberhalb, geriffelte Gegenwalze (Nutenwalze) unterhalb der Bahn (Quelle: Eigene Darstellung)
Nach der Perforation gelangen die Bahnen zur Querklebung. Da mit einer Klebung zwei Bahnen miteinander verbunden werden, reicht es aus, die Querklebestation einer vierlagigen Schlauchmaschine nur mit drei Querklebeeinheiten auszustatten. Jede Einheit bringt vor und hinter der Perforationslinie quer zur Bahn jeweils eine Klebepunktlinie auf, um die Bahnen im Kopf- und Fußbereich des Schlauches zu verkleben. Die Verklebung dient dazu, die Schlauchenden im Bodenleger mithilfe von Gummisaugern aufziehen zu können. Sie dient auch dazu, das Eindringen von Füllgut zwischen die Lagen während des Abfüllprozesses zu verhindern. Schlussendlich geht es bei oben offenen Säcken auch darum, dass sich der Sack leicht öffnen lässt.
Jede Einheit besteht aus einer angetriebenen Werkzeugwelle (Formatwelle) mit dem darauf aufgespannten Querklebewerkzeug sowie einem Klebstoffauftragswerk, das durch die angetriebenen Klebe- und Dosierwalzen sowie das Klebstoffbecken oder die Spritzwanne gebildet wird. Bei einfachen Maschinen erfolgt die Versorgung des Querklebewerkzeugs über die Dosierwalze aus dem Becken; modernere Maschinen verfügen über ein wannenloses Klebstoffauftragswerk, bei dem sich der Klebstoff im Walzenspalt befindet; die Wanne dient hier nur der Spritzeraufnahme sowie zu Waschzwecken. Von der Auftragswalzenoberfläche nimmt das Querklebewerkzeug den Klebstoff ab und überträgt ihn auf die Bahn.

Abb.10.5.2.12: Querklebestation – umlaufender Werkzeugträger mit aufmontiertem Querklebewerkzeug (Querklebeplatte in Tupferversion). Die aufgesteckten Gummitupfer (schwarz) erzeugen die Klebekontur. (Quelle: Eigene Darstellung)
Das Werkzeug selbst besteht analog zum Perforationswerkzeug aus einer vorkonfigurierten austauschbaren Querklebeplatte (Formatplatte), die aus einem Aluminium-Trägerprofil mit darauf montierten Übertragungselementen aufgebaut ist. Anstelle von Formatplatten mit fest montierten Klebeelementen werden heute häufig solche verwendet, die mit einer Matrix aus Trägerbolzen für die Aufnahme von Gummitupfern bestückt sind, da sie eine schnelle Veränderung der Klebekontur erlauben.

Abb. 10.5.2.13: Auftragssystem mit Klebstoffwanne (links), wannenloses Auftragssystem (rechts) (Quelle: Eigene Darstellung)
Im Gegensatz zur Perforation besteht in der Querklebung nicht die Notwendigkeit einer exakten Synchronisation von Bahn- und Werkzeuggeschwindigkeit, da die Querklebetupfer die Bahn nur berühren. Geschwindigkeitsdifferenzen führen nur zu einer Verbreiterung des Querklebepunktes und können in gewissem Umfang toleriert werden.
In neuerer Zeit sind die vorbeschriebenen Versionen des „analogen“ Klebstoffübertrags durch rechnergesteuerte Düsensysteme ersetzt worden. Diese ersparen die Beschaffung, Anfertigung und Lagerung der Querklebe-Formatteile, verkürzen die Formatumstellung und erzeugen einen wesentlich präziseren Klebstoffauftrag – sowohl hinsichtlich der Menge als auch der Platzierung.

Abb. 10.5.2.14: Düsenbalken mit Steuerventilen einer digitalen Querklebung
(Quelle: Windmöller & Hölscher)

Abb. 10.5.2.15: Klebstoffauftragsbild (Demo-Version) einer digitalen Querklebung (Quelle: Eigene Darstellung)
Vor dem Einlauf in die Längsklebung sind die Registerwalzen angeordnet. Es handelt sich dabei um pendelnd aufgehängte Leitwalzen, deren Stellung sich über eine Verstellspindel justieren lässt. Ihr Zweck besteht darin, die Länge des Bahnwegs zwischen den Orten des Quer- und des Längsklebeauftrags so zu verändern, dass auch bei Dehnungen oder Längungen einzelner Bahnen die Perforationslinien im fertigen Schlauch deckungsgleich übereinander liegen. Nach dem Passieren der Registerwalzen werden die Lagen aufeinander gelegt, sodass die Querklebepunkte in Kontakt mit der benachbarten Bahn kommen und die Verklebung beginnt. Die Längsklebung überträgt durchlaufende oder im Bereich des Schlauchendes unterbrochene Klebstoffspuren von rund sechs Millimetern Breite, jeweils in geringem Abstand zur Längskante der Bahn. Da die Lagen bereits in der Abwicklung um 30 Millimeter seitlich versetzt wurden, beträgt auch der Abstand der Klebstoffspuren voneinander 30 Millimeter. Die Station besteht aus einem Klebstoffauftragswerk und einer seitlichen Verschiebeeinrichtung zur Anpassung des Klebstoffauftrags an unterschiedliche Schlauchformate. Das Klebstoffauftragswerk verfügt über eine Klebstoffwanne, eine angetriebene Schöpf- und Auftragswalze, eine Dosierwalze und die angetriebene Klebstoffscheibenwelle, auf die ein Satz Klebstoffauftragsscheiben als austauschbares Formatteil aufgesteckt werden kann. Die Anzahl der Klebstoffauftragsscheiben im Satz richtet sich nach der Lagenzahl. Anstelle des Klebstoffauftragswerks kann heute auch ein Auftragsdüsenblock Verwendung finden.

Abb. 10.5.2.16: Registerwalze (oben) und Längsklebung, hier ausgestattet mit vier Klebstoffscheiben mit Lücke zur Unterbrechung des Auftrags im Bereich des Schlauch-Endes (Quelle: Eigene Darstellung)
Sollen mit der Schlauchmaschine auch Schläuche für oben offene Säcke gefertigt werden, so ist sie meist mit einer Daumenausschnittvorrichtung ausgestattet. Diese stanzt einen halbmondförmigen Ausschnitt von ca. 30 mm Durchmesser in die vordere Schlauchwand. Der einseitige Ausschnitt erleichtert die manuelle Öffnung des Sack-Endes für die Befüllung. Die Station besteht aus einem umlaufenden Stanzwerkzeug und dem ebenfalls umlaufenden Gegenstück. Zur Synchronisation von Bahn- und Messergeschwindigkeit bei unterschiedlichen Schlauchlängen kommen entweder Kurbelschleifengetriebe oder durchmesser-veränderliche Stationen zur Anwendung. Statt des Daumenlochwerkzeugs kann auch ein Nadelwerkzeug in die Station eingesetzt werden, mit dem die gesamte Schlauchwand auf einer definierten Fläche (meist unterhalb des Ventils) von innen nach außen durchstoßen werden kann, um die Entlüftungsleistung des Sackes zu erhöhen.

Abb. 10.5.2.17: Flachschlauchbildung, Blick gegen die Laufrichtung. Im Hintergrund sind die Einlaufwalzen zu erkennen. (Quelle: Eigene Darstellung)
6. In der Schlauchbildung erfolgt die Längsfaltung der Flachbahn und die Verklebung zum Schlauch, indem die seitlichen Überstände der Bahn um zwei in Längsrichtung angeordnete Bleche geschlagen werden und die Längsklebung in Kontakt mit der gegenüberliegenden Schlauchseite kommt. Die Schlauchbildung ist ein passives (antriebsloses) System und besteht aus vertikalen Schlauchbildungsholmen mit daran befestigten Einlaufwalzen und inneren Schlauchbildungsblechen sowie Führungsrollen und Stäben, die außen auf den Schlauch aufgelegt werden können. Seitenfalten-Schlauchbildungen sind auf jeder Seite mit zwei übereinander liegenden inneren sowie einem äußeren Blech ausgestattet.
7. Das Schneid- und/oder Abreißwerk trennt die Schlauchbahn in Abschnitte von definierter Länge. Die Trennung erfolgt entweder durch Abriss entlang einer Perforationslinie oder durch einen Schnitt. Die Einheit besteht aus folgenden Unterbaugruppen:
• Der Hauptvorzug ist ein permanent wirkender, förderwirksamer Walzenspalt, der die Schlauchbahn durch die Maschine zieht. Er ist als doppeltes, angetriebenes Walzen- oder einfaches Bänderpaar aufgebaut.
• Der Abreißvorgang ergibt sich aus dem Zusammenwirken von Festhalte- und Abreißwalzen beziehungsweise Bändervorzug und Bänderabreißer. Die Festhaltewalze (nur bei Walzensystemen) ist ein zeitweise wirkender, förderwirksamer Walzenspalt, aufgebaut als einfaches, angetriebenes Walzenpaar. Seine Umfangsgeschwindigkeit ist geringfügig kleiner als die des Hauptvorzugs, um ein Durchrutschen des Schlauchs im Hauptvorzug während des Abrisses zu verhindern. Die Abreißwalze ist analog zur Festhaltewalze beziehungsweise dem Bändervorzug aufgebaut, läuft jedoch mit einer etwa 20 Prozent höheren Geschwindigkeit. Der Abriss erfolgt dadurch, dass die abgehobenen Festhalte- und Abreißwalzen gleichzeitig kurz an die Bahn angedrückt werden. Dabei übt die höhere Geschwindigkeit der Abreißwalze Zugkräfte auf die Schlauchbahn aus, die die Trennung bewirken. Die Andrück-Bewegung der Festhalte- und Abreißwalzen wird durch je eine Exzenterscheibe gesteuert.
• Zwischen Festhalte- und Abreißwalze ist üblicherweise eine Abreißhilfe eingebaut. Sie besteht aus quer eingebauten Laufkörpern, die die Bahn zwischen Festhalte- und Abreißwalze geringfügig umlenken und lokal die Zugspannung erhöhen. Alternativ kann hier auch ein Schneidsystem für den Geradschnitt eingebaut sein, das aus einem oben liegenden Messer-Rotor und einem unten liegenden Gegenkörper besteht.
• Auswerferbänder, die aus angetriebenen Bänderpaaren bestehen und mit Abreißergeschwindigkeit betrieben werden, dienen zum Herausführen der vereinzelten Schlauchabschnitte auf das Schuppen-Transportband der Paketablage.

Abb. 10.5.2.18: Walzenabreißwerk (Papierlaufrichtung von rechts nach links) (Quelle: Eigene Darstellung)

Abb. 10.5.2.19: Bänderabreißwerk (Papierlaufrichtung von rechts nach links) (Quelle: Eigene Darstellung)
8. In der Paketablage findet die Bildung von Schlauchpaketen zur Übergabe in den nachfolgenden Prozess statt. Auf dem langsam laufenden Schuppentransportband werden die Schläuche mit einem Versatz von einigen Zentimetern abgelegt und bis in die Paketsammelbox transportiert, wo sie sich vor einer schwenkbaren Anschlagklappe zum Paket aufstauen. Nach Erreichen einer voreingestellten Schlauchanzahl wird der Kopf des Schuppenstroms auf dem Schuppenband kurzzeitig angehalten, sodass sich die ankommenden Schläuche etwas zusammenschieben. Während dieser Zeit kann die Paket-Anschlagklappe geöffnet, das Paket abtransportiert und die Klappe für den nächsten Sammelzyklus wieder geschlossen werden.
Bodenleger
Bodenleger sind Falt- und Klebemaschinen, die aus paketweise angelieferten Schlauchabschnitten verwendungsfähige oben offene Säcke oder Ventilsäcke aus Papier herstellen. Die fertigen Säcke werden zu Paketen von zehn bis 25 Sack gesammelt und in regelmäßigen Intervallen aus der Maschine geführt.

Abb. 10.5.2.20: Ventilbodenleger AD 8330 (Quelle: Windmöller & Hölscher)
Bodenleger werden entsprechend ihrem vorgesehenen Verwendungsschwerpunkt mit unterschiedlichen Formatbereichen gebaut. Wesentlichen Einfluss hierauf nimmt die Stationslänge (auch: Taktlänge); sie wird durch den Umfang der Werkzeuge (zum Beispiel Rillkörper, Klebstoffklischeezylinder, Zangenzylinder) definiert.
Da der Werkzeugumfang (= Stationslänge) immer einer Sackbreite plus einer Lückenbreite entspricht, ist damit auch die maximale Sackbreite festgelegt. Eine minimale Lückenbreite von etwa zwei bis drei Zentimetern ist erforderlich, um die Säcke mithilfe elektrooptischer Sensoren voneinander unterscheiden zu können.
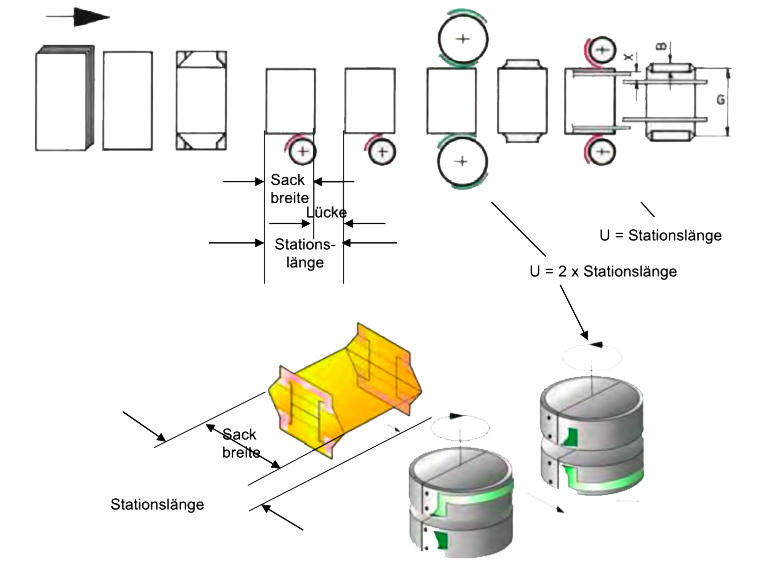
Abb. 10.5.2.21: Abbildung von in der Sackproduktion wichtigen Maßen. Die Größe „G“ (in der Abb. oben rechts) bezeichnet den „Bodenmittenabstand“. Er ist durch Verschieben der Antriebsseite des Bodenlegers gegenüber der feststehenden Bedienungsseite in einem gewissen Bereich veränderbar (siehe auch Abschnitt 3 „Transportsystem“). (Quelle: Eigene Darstellung)
Die Stationslänge (auch Takt beziehungsweise Taktlänge) ist eine konstruktiv festgelegte Größe. Sie bildet sich aus der Summe von Sackbreite und Lücke. Wenn eine kleinere Sackbreite gefahren wird, ist die Lücke größer und umgekehrt. Die maximale Sackbreite ergibt sich also aus der Stationslänge minus Mindestlücke. „Großformatige“ Bodenleger verfügen daher über eine größere Taktlänge als kleinformatigere. Da die Taktlänge nur die maximale Sackbreite begrenzt, ist damit allein keine Aussage über das Sackvolumen möglich, weil es darüber hinaus von Sacklänge und Bodenbreite abhängt. Ein spezifisches Sackvolumen (zum Beispiel 35 Liter) lässt sich durch eine Vielzahl von Kombinationen dieser drei Parameter darstellen. Sie werden so ausgewählt, dass das konkrete Sackformatweitere Anforderungen erfüllt, insbesondere das Palettenmaß einhält. Die Stationslänge beeinflusst aber auch die Leistung des Bodenlegers. Wenn man unterstellt, dass die Transportgeschwindigkeit durch maschinenbauliche Faktoren begrenzt wird, ergibt sich aus einer größeren Taktlänge eine geringere maximal mögliche Geschwindigkeit in Stück pro Minute als bei Wahl einer kleineren Taktlänge.
Beispiel
Maximale Transportgeschwindigkeit 220 m/min:
Bei Taktlänge 754 mm: 220 m/min : 0,754 m = 291 Stück/min
Bei Taktlänge 635 mm: 220 m/min : 0,635 m = 346 Stück/min
In beiden Fällen läuft der Transport des Bodenlegers gleich schnell, es kommen aber unterschiedliche Produktionsmengen pro Zeiteinheit heraus.
Die Wahl der Taktlänge ist also eine der wichtigsten Entscheidungen bei der Ausrichtung der Konstruktion eines Bodenlegers auf ein bestimmtes Marktsegment. Wichtig für den Kunden sind der Formatbereich, der sich nach seinem Sortenprogramm richtet, und natürlich die Leistung in Stück.
Transportgeschwindigkeit und Taktlänge sind zwar die dafür maßgeblichen Faktoren, interessieren ihn aber erst in zweiter Linie.
Die folgende Grafik veranschaulicht die Bearbeitungsabfolge auf einem Ventilbodenleger:

Abb. 10.5.2.22: Bearbeitungsabfolge auf einem W&H Ventilbodenleger (Quelle: Eigene Darstellung)
Erläuterung zu Abb. 10.5.2.21:
1. Vereinzelung der Schläuche aus dem Schlauchpaket
2. Rechtwinklige, lage- und phasenrichtige Ausrichtung der Einzelschläuche
3. Prägung von Bodenmitten- und Dreieckstaschenfalz, optional Einschnitt der Bodenklappen und Kissennadelung
4. zweiphasige Bodenöffnung durch umlaufende Sauger und mechanische Spreizelemente
5. Aufkleben eines einfachen oder doppelten Zettels (als Teil des Ventils) auf eine Dreieckstasche im Scharnierapparat; für einfachere Ventile kann dieser Schritt/diese Station weggelassen werden.
6. Aufkleben eines einfachen oder doppelten Zettels (als weiterer Teil des Ventils) auf das Scharnier im Ventilapparat. Aufbau und technologischer Ablauf im Scharnier- und Ventilapparat ähnlich dem der Schlauchmaschine.
7. Klebstoffauftrag auf die geöffneten Bodenklappen durch ein dem Hochdruckprozess vergleichbares Verfahren oder mithilfe einer Düsenmatrix
8. Falten der Bodenklappen nacheinander um jeweils 180° zum geschlossenen Boden durch Vorbeilaufan entsprechend gestalteten Stäben und Blechen
9. Aufkleben jeweils eines Verstärkungszettels (Bodendeckblatt) auf die geschlossenen Böden durch die Bodendeckblattapparate (Option); Aufbau und technologischer Ablauf in den Apparaten sind vergleichbar mit einem Scharnier- und Ventilapparat.
10. Wenden der Sackböden um 90° (Flachlegung) mit anschließendem Pressen zum Zweck des Ausbildens einer möglichst dichten Verklebung. Das Pressen überwindet die Rückstellkräfte des Papiers so lange, bis der Klebstoff eine ausreichende Klebwirkung ausgebildet hat.
11. Zählen und Paketieren der fertigen SäckeIm Folgenden werden die Baugruppen zu den bereits erläuterten Verfahrensschritten kurz dargestellt:
1. Rotationsanleger
Abb. 10.5.2.23: Rotationsanleger (links) – Blick durch den Paketaufnahmeschacht auf den Rotor (rechts) (Quelle: Eigene Darstellung)
Im Rotationsanleger werden die Schläuche aus dem Schlauchpaket vereinzelt und nacheinander an den Schlauchausrichter übergeben. Da jeweils der unterste Schlauch aus dem Paket abgezogen wird, können immer wieder neue Pakete nachgelegt und damit ein kontinuierlicher Betrieb des Bodenlegers sichergestellt werden. Der Anleger besteht aus dem Gestell, dem darin liegenden Rotor mit Planetenradantrieb, acht Saugtrommeln und der Saugluftsteuerung sowie dem Bänderzylinder. Das notwendige Vakuum wird durch eine separate Pumpe aufgebracht. Durch die Rotation des Rotors und die gleichzeitige gegenläufige Rotation der Saugtrommeln auf dem Rotor ergibt sich eine Bewegung, die die einzelnen Sauger auf einer Zykloidenkurve führt.

Abb. 10.5.2.23a: Zykloide Kurven. Die Zykloide ist eine Kurve, die von einem festen Punkt auf einem Kreis gezeichnet wird, der auf einer Geraden abrollt. Quelle und mehr: https://www.mathi.uni-heidelberg.de/~thaeter/anasem08/02Spezielle%20Kurven_01_11_2008.pdf
In den Umkehrpunkten der Zykloide steht der Sauger für einen sehr kurzen Moment still, sodass der unterste Schlauch des Pakets angesaugt und nach kurzem Weitertransport wieder freigegeben werden kann. Der Bänderzylinder führt die Schläuche dann aus dem Anleger und wirft sie auf den Schlauchausrichter.

Abb. 10.5.2.24: Bewegungsablauf Rotationsanleger. Rot: Zykloide. Ausschnittvergrößerung rechts: Bänderzylinder (Quelle: Eigene Darstellung)
2. Schlauchausrichter Abb. 10.5.2.25: Schlauchausrichter (links) und Funktionsschema (rechts) (Quelle: Eigene Darstellung)
Abb. 10.5.2.25: Schlauchausrichter (links) und Funktionsschema (rechts) (Quelle: Eigene Darstellung)
Diese Station hat die Aufgabe, die Schläuche rechtwinklig zur Maschinenlängsachse sowie lagerichtig zur maschinenfesten Referenzlinie und synchron zu den Bearbeitungsstationen auszurichten. Damit werden die Voraussetzungen für eine rechtwinklige Geometrie des Sackes, für korrekte Bodenbreite und die richtige Position der Nadelungen, Rillungen, Einschnitte, Klebungen und der Zettel geschaffen.
Der Ausrichter besteht aus einem Ausrichtetisch mit mehreren darauf laufenden, parallel angeordneten Zahnriemen mit vertikalen Anschlägen, die etwa im Abstand einer Stationslänge angebracht sind. Zwischen den Zahnriemen verläuft ein Transportbändersystem, das in Laufrichtung leicht schräg angeordnet ist und aus mehreren, parallel angeordneten Ober- und Unterbändern (Habasitbändern) besteht. Ein weiteres vertikal angeordnetes Ausrichteband bildet die Begrenzung zur Bedienungsseite.
Die Habasit Holding AG mit Sitz in Reinach ist ein international tätiger Schweizer Hersteller von Antriebsriemen und Transportbändern. Diese bestehen im vorliegenden Fall aus Gummi mit hoher Haftreibung. Mehr: www.habasit.com
Der Ausrichter fördert die Schläuche mittels der schräg angeordneten Habasitband-Paare mit einer etwas höheren Geschwindigkeit als die Ausrichtezahnriemen. Dadurch werden die Schläuche gleichzeitig gegen die Zahnriemenanschläge und in Richtung Bedienseite gegen das vertikale Ausrichteband geschoben.
3. Transportsystem
Das Transportsystem (kurz: der Transport) erstreckt sich vom Auslauf des Schlauchausrichters bis zur Ausschussweiche und transportiert die Schlauchabschnitte beziehungsweise Säcke durch die Maschine.

Abb. 10.5.2.26: Transportschema (Draufsicht). Rot dargestellt sind die Transportriemen. Die in Laufrichtung linke Maschinenseite ist zur Veränderung der Sacklänge komplett verschiebbar angeordnet. Der Versprung des Transportes am Ende der Maschine ermöglicht das Umlegen der Böden. (Quelle: Eigene Darstellung)

Abb. 10.5.2.27: oberes Transportsystem mit einzeln auswechselbaren, federnd gelagerten Transportrollen, die den Transportriemen führen. (Quelle: Eigene Darstellung)
Die Säcke werden zwischen Transportriemenpaaren auf Antriebs- und Bedienseite eingespannt und befördert. Während der untere Transport fest eingebaut ist, liegt der obere federnd gelagert auf den Säcken auf. Durchmessereinstellbare Riemenscheiben (sogenannte Spreizscheiben) treiben die Riemen an und können zur Synchronisation aller vier Riemen entsprechend eingestellt werden.
4. Nadel-, Rill- und Einschneidstation
Vor der Bodenbildung werden die Falzkanten der Dreiecks taschen und der Bodenmitte durch Prägewerkzeuge vorgebrochen (gerillt), um die eigentliche Falt-Operation zu erleichtern. Optional können Entlüftungslöcher im Bereich unterhalb des späteren Ventils eingestochen und die Schlauchenden zur Vergrößerung der Klebflächen im Boden eingeschnitten werden. Zu diesem Zweck ist die Station je nach Bodenlegertyp mit separaten oder kombinierten Werkzeugen für die Bearbeitungen ausgerüstet. Die Werkzeuge bestehen aus Walzenkörper-Paaren, auf denen die Rill-, Nadel- und Messersegmente und ihre Gegenstücke angebracht sind. Statt harter Gegenstücke finden heute zunehmend auch Elastomer-bezogene (weiche) Gegenwalzen Verwendung.

Abb. 10.5.2.28: Nadel-, Rill-und Einschneidstation (Quelle: Eigene Darstellung)
5. Bodenöffnungsstation
Mit dem Öffnen der Schlauchenden beginnt die Bodenbildung. Während des Durchlaufs der Bodenöffnungsstation ziehen umlaufende, parallel geführte Saugerleisten mit daran befestigten Gummisaugern in einem ersten Schritt die Schlauchwände einige Zentimeter nach oben und unten auf. Dadurch ermöglichen sie den umlaufenden Sicheln, in das Schlauchende einzutreten, es komplett aufzuziehen und die sich bildenden Dreieckstaschen symmetrisch auszurichten. Vertikal angeordnete Tischbleche halten den Schlauchkörper während der Auffaltung nieder und stützen den geöffneten Boden im weiteren Verlauf der Bearbeitung. Sobald die beiden Hälften des Bodenquadrats auf die Tischbleche gefaltet wurden, treten die Sicheln wieder aus den Dreieckstaschen heraus, die unmittelbar darauf mithilfe einer Walze an den Boden angepresst werden.

Abb. 10.5.2.29: Bodenöffnungsstation. Links zu sehen ist das Saugergehäuse mit den dahinter liegenden Saugleisten. Rechts arbeiten die in schräger Ebene rotierenden Sicheln. Im Hintergrund befinden sich die Tischbleche und die Anpresswalzen. (Quelle: Eigene Darstellung)
6. Prüfsystem für den geöffneten Boden
Unmittelbar im Anschluss an die Bodenöffnung erfolgt eine optoelektronische Prüfung des Bodens auf korrekte Geometrie.
Der Begriff Optoelektronik (manchmal auch Optronik oder Optotronik genannt) entstand aus der Kombination von Optik und Halbleiterelektronik; er umfasst im weitesten Sinne alle Produkte und Verfahren, die die Umwandlung von elektronisch erzeugten Daten und Energien in Lichtemission ermöglichen und umgekehrt.
Fehlerhaft geöffnete Böden werden erkannt und am Ende der Maschine über die Ausschussweiche (siehe Punkt 13 dieser Aufstellung) aus der Produktion entfernt. Die für diese Säcke vorgesehenen Ventil- und Bodendeckblätter werden ausgeworfen, der Klebstoffauftrag wird ausgeblendet. Das Prüfsystem besteht aus zwei Reflexionslichtschranken pro Maschinenseite, einem Drehimpulsgeber für die Erzeugung der Streckensignale und der Auswerte- und Anzeige-Software im Steuerrechner der Maschine.

Abb. 10.5.2.30: Nach Bodenbreite verstellbare Lichtschranken des Prüfsystems. Auf dem Bild ist deutlich auch der eingeschnittene Boden zu erkennen. (Quelle: Eigene Darstellung)
7. Ventilapparat
Der Ventilapparat hat die Aufgabe, dem Bodenleger eine schmale Papierbahn zuzuführen, daraus einzelne Abschnitte (Zettel) abzuschneiden, mit Klebstoff zu versehen und auf eine Dreieckstasche des Sackes aufzulegen. Optional kann der Zettel vor dem Auflegen noch längs und / oder quer gefaltet, mit Einschnitten oder einem Daumenausschlag versehen werden.
Der aufgelegte Ventilzettel dient nach dem Zulegen des Bodens als Verstärkung im Bereich und bildet zusammen mit der darunter liegenden Dreieckstasche oder direkt einen Einfüllkanal, der sich durch das Produkt selbst verschließt. Optional kann der Ventilapparat für die Verarbeitung einer zweiten Bahn ausgestattet werden, wodurch zweilagige Ventile, zum Beispiel aus einer Papier-/PE-Folienkombination, auch aus Bahnen unterschiedlicher Breite, herstellbar werden (PE = Polyethylen).
Darüber hinaus ist es möglich, Bodenleger mit einem zweiten Ventilapparat auszurüsten. In solch einem Fall wird der in Laufrichtung erste Apparat als Scharnierapparat bezeichnet, da seine ursprüngliche Aufgabe darin bestand, einen hälftig gefalteten Zettel (Analogie zu einem Türscharnier) aufzulegen, auf den das eigentliche Ventil aufgeklebt wurde. Die Verwendung von zwei Apparaten macht es möglich, Ventilkonstruktionen zu fertigen, die aus bis zu vier Zetteln bestehen, oder solche, die Zettel unterschiedlicher Längen aufweisen.

Abb. 10.5.2.31: Ventilapparat (Draufsicht) (Quelle: Eigene Darstellung)
1. Schrägstangen zur Umlenkung der Bahn
2. Klebstoffauftragswerk für wahlweise Längs- oder Querklebung
3. Daumenlochstanzer beziehungsweise Fransenwerkzeug
4. Schlauchbildung
5. Vorzug
6. Perforationsmesser
7. Abreißzylinder
8. Falzmesserzylinder
9. Zangenzylinder
10. Auswerferbänder für Ausschuss-Zettel
11. Klebstoffauftragswerk
12. Klischeezylinder
Die Ventilbahn wird mithilfe des Vorzugs (Position 5 in Abb. 10.5.2.31) gefördert und zwischen einem feststehenden und einem rotierenden Messer (Position 6 in Abb. 10.5.2.31) bis auf einige schmale Stege quer geschnitten. Die Stege entstehen dadurch, dass das feststehende Messer einige schmale Ausnehmungen aufweist. Sie sorgen dafür, dass die Bahn bis zum Abreißer (Position 7 in Abb. 10.5.2.31) weiterbefördert werden kann. Dieser besteht aus einem Zylinder mit einem quer zur Bahn angeordneten Elastomer-Abreißbalken, der pro Umdrehung einmal auf dem benachbarten Falzmesserzylinder (Position 8 in Abb. 10.5.2.31) aufsetzt. Da die Umfangsgeschwindigkeit des Abreißer-/Falzmesserzylindersystems höher ist als die der ankommenden Bahn, werden Zugkräfte wirksam, die die Bahn entlang der Stege trennen. Der vereinzelte Zettel wird mithilfe eines Bänderpaars in den Spalt zwischen Zangen- (Position 9 in Abb. 10.5.2.31) und Falzmesserzylinder transportiert, dort mithilfe des Falzmessers in die Nut des Zangenzylinders gedrückt und schließlich durch Schließen der Zange eingespannt. Die Ausrück- und Schließbewegungen von Falzmesser und Zange werden durch Auflauf je einer Kurvenrolle auf eine Steuerkurve ausgelöst.

Abb. 10.5.2.32: Zangenzylinder kurz vor dem Schließen der Zange. Das Stahl-Lineal veranschaulicht die Funktion des Falzmessers. Der in Laufrichtung vorstehende Teil des Zettels faltet sich durch das Schließen der Zange zurück und bildet den Umschlag. (Quelle: Eigene Darstellung)
Der jetzt auf dem Zangenzylinder aufliegende Zettelpassiert den Klischeezylinder, der die erforderliche Klebstoffkontur aufdruckt und trifft schließlich auf die Dreieckstasche des ankommenden Sacks. In diesem Moment öffnet sich die Zange, sodass der Zettel am Sack anhaften und als Teil von ihm weiterbefördert werden kann. Soll der Zettel – zum Beispiel im Fall eines ausbleibenden oder fehlerhaften Sacks – jedoch in die Ausschleusung gelangen, werden die Steuerkurven so verstellt, dass die Zange den Zettel nicht mehr greifen kann und der Zettelin das Bänderpaar einläuft.
8. Bodenbreitenrillung
Um die Bodenklappen exakt entlang der vorgesehenen Linien umfalten zu können, werden diese vorgerillt, indem die Bodenklappen den Spalt zwischen den Rillwerkzeugen passieren. Als Rillwerkzeuge finden angetriebene Rillscheiben mit spitzzulaufendem Rand Verwendung, die mit einer Nutscheibe kämmen (siehe Abb. 10.5.2.33, rechtes Bild).

Abb. 10.5.2.33: Bodenbreitenrillung – der Schaumstoffring auf der Rillscheibe fixiert die Bodenklappe durch Anpressen an die Nutscheibe in ihrer Lage und verhindert damit ein Einspringen der Klappe während des Rillvorgangs. Die Maßnahme verbessert die Parallelität der Böden. (Quelle: Eigene Darstellung)
9. Klebstoffauftrag auf den Boden
Der Auftrag des Klebstoffes auf die Bodenklappen erfolgt mithilfe von Klebstoffklischees (zum Teil auch mithilfe gefräster Kunststoffelemente). Die Klischees bestehen aus einem Trägerband, auf die entsprechend der Klebekontur des jeweiligen Sackformats ausgeschnittene Gummistücke aufgeklebt wurden.

Abb. 10.5.2.34: Prinzip des Bodenklebstoffauftrags mithilfe von Gummiklischees (Quelle: Eigene Darstellung)
Klischees stellen also auswechselbare Formatteile dar, die auf Klischeezylinder in der Maschine aufgespannt werden. Die Klischeezylinder selbst sind zweigeteilt, um den unteren und oberen Aufspannkörper entsprechend der Bodenbreite vertikal gegeneinander einstellen zu können. Häufig sind die Aufspannkörper zweinutzig ausgeführt, um ihre Drehzahl zu halbieren und damit der Spritzneigung entgegenzuwirken. Während des Klebstoffauftrags werden die Bodenklappen durch kleine Gegenwalzen abgestützt.
Die Klebstoffübertragung erfolgt aus einer Klebstoffkammer mittels Auftrags- und Dosierwalzen. Es existieren eine Reihe verschiedener Klebstoffwerkskonzeptionen und auch solche ohne Kammer, bei denen der Klebstoff im Umlauf an das obere Ende der Klebstoffwalzen herangepumpt wird und die Walzenoberfläche während des Ablaufens benetzt.
Eine neue Technologie ergänzt den Klebstoffauftrag per Klischee: die Düsenmatrix. Durch die Wahl des Zeitpunkts und der Dauer der Ventilöffnung lässt sich die Position und Länge eines Klebstoffstreifens genau bestimmen. Bei dieser Methode handelt es sich um einen direkten Klebstoffauftrag mithilfe von Düsen. Hierbei läuft der Sack an einem quer zur Laufrichtung angebrachten Düsenblock vorbei, dessen Austrittsöffnungen einzeln oder in Gruppen über Ventile gesteuert werden können. Durch die Wahl des Zeitpunkts und der Dauer der Ventilöffnung lässt sich die Position und Länge eines Klebstoffstreifens genau bestimmen. Nach diesem Prinzip wird das gesamte Klebstoffmuster durch eine Vielzahl paralleler Streifen aufgebaut.

Abb. 10.5.2.35: digitaler Klebstoffauftrag auf eine Ventilbahn mithilfe einer Düsenmatrix (Quelle: Eigene Darstellung)
Die Vorteile des Düsenauftrags (der aufgrund der rechnergestützten Erzeugung des Klebstoffbilds auch unter dem Begriff Digital Pasting (DP) bekannt ist) liegen
• in der Umstellzeitverkürzung durch Wegfall des Formatteilwechsels,
• im Wegfall der Formatteillogistik (Beschaffung, Montage, Reinigung, Aufbewahrung) sowie
• in der Verbesserung der Sackqualität und Verkürzung der Trockenzeit durch die kontrollierte, konstante Klebstoffübertragungsmenge.
10. Bodenzulegung
Unmittelbar an den Klebstoffauftrag schließt sich die Bodenzulegung an. Hier werden die Bodenklappen um 180 Grad umgelegt und die Böden damit geschlossen. Die Bodenzulegung besteht pro Bodenseite aus einem Formatblech und zwei spiralförmig gebogenen Zulegeblechen. Während das Formatblech die Bodenbreite definiert und den inneren Bodenbereich stützt, gleiten die Bodenklappen unter die Zulegebleche und werden dadurch umgelegt. Anstelle eines Formatblechs kann die Zulegung auch mit verstellbaren inneren Stützschienen ausgestattet sein. Format- und Zulegebleche sind für Formatwechsel- und Reinigungsarbeiten auf einem leicht auswechselbaren und schwenkbaren Träger montiert.

Abb. 10.5.2.36: einfache Bodenzulegung in Festformat-Ausführung (Bodenbreite nur durch Austausch des Formatblechs veränderbar). Im Interesse einer guten Bodendichtigkeit sind die Formatbleche um das Maß a geringfügig schmaler geschnitten als die Bodenbreite, sodass der Klebstoffauftrag bis in die Bodenfalzkante hinein erfolgen kann. (Quelle: Eigene Darstellung)
11. Bodendeckblattapparate
Die fertigen Böden können durch das Aufkleben von Bodendeckblättern verstärkt werden. Dazu verfügen Bodenleger üblicherweise auf jeder Maschinenseite über einen Bodendeckblattapparat, dessen Aufbau weitgehend mit dem Ventilapparat identisch ist. Unterschiede sind lediglich im Schneidsystem festzustellen, da auf die größere Zettellänge Rücksicht zu nehmen ist. Häufig verfügen die Bodendeckblattapparate über integrierte Flexo-Druckwerke, die zwischen Abwicklung und Apparat angeordnet sind. Die Breite der Bodendeckblätter wird in der Praxis meist etwas kleiner als die Bodenbreite gewählt. Zur Verstärkung der Bodenkanten kann sie aber auch über die Bodenbreite hinausgehen. In diesem Fall werden die Überstände auf die Rückseite des Bodens gefaltet und dort angeklebt. Die Bodenkantenverstärkung wird meist auf der Ventilseite durchgeführt. Eine vor allem bei Säcken für Tiernahrung anzutreffende Ausstattungsvariante ist die Traggriffeinrichtung, mit der zwei parallele Schlitze in ein Deckblatt aus Papier-/Gewebe-Verbundmaterial eingebracht werden können. Der Bereich zwischen den Schlitzen wird nicht geklebt und dient dadurch als Griff.

Abb. 10.5.2.37: Traggriff-Sack (Quelle: Eigene Darstellung)
12. Bodenwendeeinrichtung
Vor dem Einlauf in die Pressablage ist es erforderlich, die Böden um 90° in die horizontale Ebene zu klappen. Dies geschieht dadurch, dass die Böden in der Bodenwendestation an spiralig gebogenen Blechen oder entsprechenden Stäben entlanggleiten, bis sie flachliegen.

Abb. 10.5.2.38: Bodenwendeeinrichtung (Quelle: Eigene Darstellung)
Die Wendebleche beziehungsweise Wendstäbe sind üblicherweise zu einer komplett herausnehmbaren Einheit zusammengefasst, die von einer Maschinenseite auf die andere getauscht werden kann. Dadurch ist es sehr einfach möglich, die Böden wahlweise nach unten oder nach oben zu wenden. Die Wenderichtung wird durch den Verwender festgelegt und richtet sich nach Drehrichtung des Rotopackers (Füllmaschine), Ausführung des Palettierers und Marketing-Gesichtspunkten (Erscheinung des Aufdrucks im Sackstapel). Für spezielle Anwendungen (zum Beispiel, wenn die Säcke für das spätere Aufwickeln zu einer Sackrolle vorgesehen sind) können die Böden auch unsymmetrisch gewendet werden – ein Boden nach oben, einer nach unten.

Abb. 10.5.2.39: Wendereihenfolgen. Für die unsymmetrische Reihenfolge sind in der Regel zusätzliche Wendebleche erforderlich. (Quelle: Eigene Darstellung)
13. Überführungsstation und Ausschussweiche
Um die Rückstellkräfte des Papiers im Bereich der Bodenmittenfalz zu überwinden und Störungen durch Zurückspringen der gewendeten Böden zu vermeiden, werden die Böden unmittelbar vor der Übergabe in die Pressablage vorgepresst. Dazu durchlaufen sie ein kurzes Pressbandpaar, an dessen Ende sich zwei schräg gestellte Pneumatikzylinder unterhalb der Laufebene der Säcke befinden. Durch Ausfahren der Kolbenstangen können einzelne oder mehrere Säcke in ein oberhalb angebrachtes Transportband-Paar umgelenkt werden, um sie unterbrechungslos aus der Produktion ausschleusen zu können. Dies geschieht entweder automatisch bei fehlerhaften Säcken oder manuell, wenn Säcke zu Prüfzwecken entnommen werden sollen.

Abb. 10.5.2.40: Transportbänder und Sammeltisch der Ausschussweiche (Quelle: Eigene Darstellung)
14. Pressablage
Für die Verklebung der Papiersäcke finden wasserbasierte Klebstoffsysteme Verwendung. Überwiegend handelt es sich dabei um ganz oder teilweise in Wasser aufgelöste Pflanzenstärke, gefolgt von Kunststoff-Dispersionsklebstoffen. Den Klebstoffen ist gemein, dass ihre Anfangs-Haftkräfte (englisch: Tack) gering ausgebildet sind. Sie benötigen daher eine gewisse Zeit, in der das Trägermedium Wasser in das Papier wegschlagen und der Klebefilm Kohäsionskräfte ausbilden kann. Durch Druck wird dieser Prozess beschleunigt. Der Pressablage kommt daher die Aufgabe zu, die Böden so lange im Durchlauf zwischen Bändern zu pressen, bis eine ausreichend feste Klebeverbindung erreicht wurde. Dies ist der Fall, wenn beim Aufziehen einer frischen Bodenklebung direkt nach Verlassen der Ablage ein Papier-Faserriss festgestellt werden kann.
Im Interesse einer langen Verweilzeit durchlaufen die Säcke die Pressbänder in geschuppter Form mit einem Schuppenabstand von rund 10 Zentimetern. Aus dem gleichen Grund versucht man, die Pressbänder auch möglichst lang zu machen. Um sie dennoch auf kurzem Bauraum unterzubringen, werden die Pressbänder über mehrere Ebenen geführt oder mehrfach umgelenkt. Üblich ist daher eine Gestellkonstruktion, die neben den Pressbändern entweder Umschuppstationen, Trommeln oder Walzenstühle aufweist, um einen Bänderverlauf in Z-, S- oder Doppel-S-Form zu realisieren. Damit können Pressbandlängen um 20 Meter auf einer Baulänge von rund 12 Metern und Presszeiten von etwa 40 Sekunden bei einer Bodenlegerleistung von 360 Sack/min erreicht werden.

Abb. 10.5.2.41: Pressablage in drei Ebenen mit zwei Umlenktrommeln, Zähl- und Schuppentrennstation sowie Paketierung auf der Bühne (Quelle: Eigene Darstellung)
Nach der Pressung erfolgt eine optoelektronische Zählung der Säcke, gefolgt von regelmäßiger Trennung der Schuppe, sobald eine voreingestellte Sackzahl im Paket erreicht wurde. Die eigentliche Trennung der Schuppe kommt dadurch zustande, dass die in die Paketierstation einlaufenden Säcke kurzzeitig beschleunigt werden, während die restliche Schuppe ihre Geschwindigkeit beibehält. Die Paketierstation besteht aus einem Tisch mit einer schwenkbaren Paket-Anschlagklappe und auf der Tischfläche laufenden Transportbändern, die das fertig gebildete Paket nach dem Öffnen der Klappe herausfahren.

Abb. 10.5.2.42: 2-Trommel-Pressablage in kompakter Bauweise mit Durchgang zur Antriebsseite, angeordnet vor den Trommeln (Quelle: Windmöller & Hölscher)
Materialflussautomationen
Die einzelnen Fertigungsstufen der Papiersackproduktion sind in der Regel über zwischengeschaltete Intralogistik-Elemente zu durchgehenden Produktionslinien verknüpft. Dadurch erfolgen die Funktionen des Palettierens, Lagerns, Transportierens und Einlegens der Schläuche in den Bodenleger sowie des Transportierens und Palettierens der fertigen Säcke heute überwiegend automatisch. Bei „Intralogistik“ handelt es sich um Planung, Einrichtung, Durchführung und Kontrolle innerbetrieblicher Materialflüsse in Fertigungs- und Handelsunternehmen sowie in öffentlichen Einrichtungen mittels fördertechnischer Systeme und unterstützender Informationssysteme. (Quelle: Gabler-Wirtschaftslexikon) Eingesetzt werden dazu Materialfluss-Automationen (kurz: „Automationen“) – das heißt: Systeme, die Transport-, Speicher- und Handhabungsfunktionen ausführen und sowohl die Schlauchmaschine mit dem Bodenleger als auch den Bodenleger mit dem Palettierer (oder Sackwickler) verbinden.
Neben den rein fördertechnischen Aufgaben (zum Beispiel Transport in der horizontalen und vertikalen Ebene, Richtungsänderung, Sammlung beziehungsweise Verteilung) erfüllen sie noch folgende Funktionen, die für die Papiersackproduktion typisch sind: […]

Abb. 10.5.2.43: Transportband, Drehstation, Eckrollenbahn, Wendestation in Querrichtung, Sammelband (von rechts, im Uhrzeigersinn) (Quelle: Eigene Darstellung)
Durch Dreh- und Wendestationen lässt sich genau vorgeben, in welcher Orientierung die Schlauchpakete in den Aufnahmeschacht des Bodenlegers eingelegt werden. Dies ist wichtig aus Gründen der Ventilpositionierung im Sack. Pressbänder sowie Pressplatten unterstützen den Abbindeprozess der Längs- und Querklebung. Speicherbänder dienen der Vorhaltung eines Schlauch- beziehungsweise Sackvorrats, der die Entkoppelung der angeschlossenen Maschinen erlaubt, zum Beispiel während der Rollenwechsel der Schlauchmaschine oder des Sackwicklers.

Abb. 10.5.2.44: Schematische Darstellung eines Ventilsacks: Das Ventil kann wahlweise in eine der vier gelb markierten Positionen eingelegt werden. Der fertige Boden wird je nach Kundenwunsch auf dem Bodenleger nach vorn (auf den Druck) oder hinten (auf die Längsnaht) gewendet. (Quelle: Eigene Darstellung)
Der Einsatz von Materialflussautomationen dient der Rationalisierung der Produktion durch Personalersparnis und Reduktion des in Zwischenprodukten gebundenen Kapitals. Die Versorgung der Bodenleger mit frischen und undeformierten Schläuchen sowie das Vermeiden von Einlegefehlern steigert ihre Leistung und senkt den Ausschuss. Körperlich schwere und eintönige Arbeit fällt weg (Humanisierung des Arbeitsplatzes), und Zwischenlagerflächen können anderweitig genutzt werden.
Die einzelnen Elemente einer Materialflussautomation lassen sich wie Bausteine universell kombinieren, um die gewünschte Funktionalität in nahezu jeder Aufstellsituation von Schlauchmaschine, Bodenleger und Palettierer zu realisieren. Materialflussautomationen werden überwiegend mit einer festgelegten Zuordnung der Produktionsmaschinen geplant, in der der Materialfluss nach dem Prinzip „First in/First out“ („FIFO“) erfolgt. First In – First Out (englisch für „der Reihe nach“), häufig abgekürzt mit FIFO. In der Warenwirtschaft bedeutet das FIFO-Prinzip, dass bei Bedarf für die Produktion immer die Teile entnommen werden, die sich am längsten im Lager befinden.
Räumlich oder zeitlich flexible Automationen, die ein wahlfreies Verbinden der Maschinen oder ein beliebiges Abrufen der Aufträge erlauben, sind nur mit erhöhtem Aufwand zu realisieren und in der Praxis seltener anzutreffen. Für die Beurteilung der Leistungsfähigkeit einer Automation sind zwei Kenngrößen wichtig: Die Paketfrequenz und die Speicherkapazität, denn sie geben einen Anhalt für den max. möglichen Materialdurchsatz und das Ausmaß an Flexibilität (Entkopplung) der angeschlossenen Maschinen. Die Paketfrequenz gibt an, wie viele Pakete von Säcken pro Minute produziert werden können. Zu typischen Produktivitätsziffern schreibt der Maschinenhersteller Windmöller & Hölscher:
„Wurde bis in die 1980er-Jahre noch von Hand palettiert, lässt sich die inzwischen stark gestiegene Produktivität moderner Papiersack-, Falt- und Klebemaschinen (im Fachjargon „Bodenleger“ genannt) nur noch mit immer schnelleren Palettierern effizient nutzen. Gleichzeitig werden aus Qualitätsgründen flache Pakete – in der heutigen Praxis mit nur 10 bis 12 Säcken pro Paket – gefordert. Beides zusammen trieb die Paketfrequenz der Palettierer von anfangs 10 bis 12 Paketen/min auf inzwischen 33 Pakete/min hinauf.“ (Quelle: https://www.wuh-lengerich.de/de/nc/units/presse/details/news/wh-liefert-300-palettierroboter-arcomat-an-die-papiersackindustrie/)
Materialdurchsatz und Speicherkapazität hängen allerdings auch von der Anzahl der Schläuche pro Paket, die Speicherkapazität darüber hinaus vom Schlauchformat ab. Die Paketfrequenz resultiert sowohl aus der mechanischen Geschwindigkeit der einzelnen Transport- und Handhabungsvorgänge als auch aus technologischen Faktoren. Dies sind insbesondere der Reibungsbeiwert beziehungsweise die Steifigkeit des Sackpapiers in Verbindung mit der Formatgröße der transportierten Schläuche/Säcke.
Info „Reibungsbeiwert“: Sinngleich wird auch Reibungskoeffizient verwendet. Der Reibungskoeffizient, auch Reibungszahl genannt (Formel zeichen μ oder f), ist ein dimensionsloses Maß für die Reibungskraft im Verhältnis zur Anpresskraft zwischen zwei Körpern. (Quelle: https://de.wikipedia.org/wiki/Reibungskoeffizient)
Die Reibung von Papier- und Papierverbunden (Reibver-halten) ist wichtig für die Weiterverarbeitung in automatischen Anlagen. Der Reibungskoeffizient kann in der Anordnung „Papier gegen Papier“ oder in der Anordnung „Papier gegen sonstigen Werkstoff“ gemessen werden. Mehr zur Messung des Reibungsverhaltens zum Beispiel hier: https://www.zwickroell.com/de-de/papier-pappe/papier/messung-des-reibverhaltens-tappi-t-549
Für Sackpapiere sollte der Beiwert beziehungsweise Koeffizient zwischen 0,4 und 0,6 liegen. Geprüft wird nach DIN 53119-1:1997-07. Titel (deutsch): Prüfung von Papier – Bestimmung des Reibverhaltens – Teil 1 beziehungsweise DIN/ISO 15359. Zur Papiersteifigkeit gibt es bisher keine gültigen Testverfahren.
Die Pakete werden überwiegend frei auf Bändern aufliegend transportiert und können durch zu große Änderungen der Geschwindigkeit oder der Richtung „verzogen“ werden – das heißt: Die Lage der einzelnen Schläuche beziehungsweise Säcke im Paket verschiebt sich zueinander. Aus diesem Grund werden in der Praxis Transportgeschwindigkeiten von 0,7 m/s kaum überschritten. Leistungserhöhungen lassen sich durch den Einsatz von Förderelementen erreichen, die mit sanft anlaufender beziehungsweise abbremsender Antriebstechnik (servo- oder frequenzgeregelte AC-Antriebe) ausgerüstet sind. (AC = Abkürzung für alternating current = deutsch: Wechselstrom. Ein AC-Antrieb ist also ein mit Wechselstrom betriebener Elektromotor.)
Von größerer Bedeutung für die Paketfrequenz sind allerdings die Zeiten, die für einzelne Handhabungen erforderlich sind, zum Beispiel das Drehen oder Wenden eines Paketes. Hohe Leistung ist hier regelmäßig nur durch erhöhten maschinenbaulichen und elektrotechnischen Aufwand zu erzielen. Insgesamt ist die Verbindung Schlauchmaschine – Bodenleger hinsichtlich der Paketfrequenz unkritischer als die Verbindung Bodenleger – Palettierer / Sackwickler, da Schlauchpakete etwa drei bis zehn Mal so viel Schläuche wie Sackpakete Säcke enthalten. Heute werden Paketfrequenzen von 14/min am Ausgang der Schlauchmaschine, 8/min am Eingang und 36/min am Ausgang des Bodenlegers erreicht.

Abb. 10.5.2.45: Rollenbahnkombination (Quelle: W+H)

Abb. 10.5.2.46: Transportband (Quelle: mk Technology Group)

Abb. 10.5.2.47: Röllchenbahn (Quelle: mk Technology Group)
Transportelemente umfassen Transportbänder, Rollen- und Röllchenbahnen und dienen der geradlinigen, durchlaufenden oder unterbrochenen (getakteten) Förderung von Paketen in der Horizontalen oder unter leichter Neigung (Überwinden geringer Höhenunterschiede) über kleine bis größere Entfernungen zur Verbindung einzelner Automationselemente. Transportbänder, Rollen- und Röllchenbahnen verbinden die einzelnen Maschinen der Produktionslinie.
Transportbänder werden darüber hinaus als Geschwindigkeitsausgleich zwischen Elementen mit unterschiedlicher Fördergeschwindigkeit sowie als Prüf- und Inspektionsplatz, aber auch als Warteplatz (Paketpuffer) eingesetzt.
Rollenbahnen sind eine Aneinanderreihung von Transportwalzen und finden dort Anwendung, wo sehr kurze Transportentfernungen zu überwinden sind (Längenausgleich) – innerhalb automatischer Prüfplätze, um Pakete in Querrichtung auf die Transportstrecke aufzuschieben sowie als Warteplatz (Paketzwischenspeicher). Für einfache Transportaufgaben, zum Beispiel die Ausgabe von Paketen auf einen Prüf- oder Abnahmetisch, werden antriebslose Röllchenbahnen verwendet; sie überwinden kurze Entfernungen durch Schwerkraftförderung (Neigung). Sie bestehen aus einer Anzahl Achsen, auf denen abwechselnd Laufscheiben und Distanzhülsen aufgefädelt wurden.

Abb. 10.5.2.48: elektronisch angetriebene Kurvenbahn (Quelle: W+H)

Abb. 10.5.2.49: Wendestation in Längsrichtung. Einsatz für Schlauchpakete. (Quelle: Eigene Darstellung)
Richtungsänderer in der Transportebene umfassen Eckförderer und Kurvenbänder. Eckförderer (auch: Eckrollenbahnen) ändern die Transportrichtung um 90° bei gleichzeitiger Änderung der Paketorientierung von Längs- in Querförderung (beziehungsweise umgekehrt). Eckrollenbahnen können mit geringen Modifikationen auch zum Verteilen von Paketen in oder zum Sammeln aus zwei Richtungen eingesetzt werden. Durch Kombination mehrerer Eckrollenbahnen mit einfachen oder rollenbesetzten Tischen lassen sich darüber hinaus automatisierte oder teilautomatisierte Arbeitsplätze für eine Sichtinspektion der Pakete aufbauen. Für die Änderung der Transportrichtung um 90° oder 180° unter Beibehaltung der Paketorientierung (nur Längsförderung!) finden Kurvenbänder Verwendung.
Eckrollenbahnen bestehen im Wesentlichen aus einer elektrisch angetriebenen Rollenbahn zum An- und einem quer dazu arbeitenden Schieber zum Abtransport der Pakete. Je nach Einsatzfall werden Bauformen unterschieden, bei denen die Pakete in Längs- oder Querorientierung einlaufen. Da Staffelschläuche nicht über das Ende geschoben werden können, werden hierfür Eckrollenbahnen verwendet, bei denen die Pakete über einen versenkbaren Riemenquertrieb ein- und über die Rollenbahn auslaufen.
Dreh- und Wendestationen werden dazu verwendet, Pakete um ihre Hochachse oder um ihre Längs- beziehungsweise Querachse zu rotieren, um das Einfüllventil in der gewünschten Ecke des Sackes platzieren zu können, Säcke mit der gewünschten Lage in die Sackrolle oder den Sackstapel zu bringen oder Sackpakete einer Prüfperson in einer für die Prüfung günstigen Lage bereitzustellen. Drehstationen bestehen im Wesentlichen aus einem drehbaren Tisch mit einem darauf angeordneten Transportband. Durch wahlweises Drehen um + 90° beziehungsweise - 90° kann neben der Umlenkung auch eine Umkehrung der Paketorientierung (Kopf beziehungsweise Fuß voraus) erreicht werden, wie sie ansonsten mit der 180°-Drehung bezweckt wird. Drehstationen sind nur für Paketlängstransport geeignet.
Wendestationen verfügen über ein Transportbandpaar, zwischen dem ein Paket durch Pressen in seiner Lage gehalten und mit ihm gewendet werden kann. Pakete können je nach Bauart in Längs- oder Querrichtung einlaufen – das heißt: Das Bänderpaar ist entweder um die Längs- oder die Querachse drehbar angeordnet.
Vertikalförderer umfassen Hubtische und Höhenförderer; sie dienen dazu, Sack- oder Schlauchpakete in vertikaler Richtung zu transportieren, um Höhenunterschiede auf kleinstem Raum zu überwinden. Hubtische bestehen aus einem Transportband, das meist nur ein Paket aufnehmen und zwischen zwei Säulen vertikal bewegt werden kann. Ihre Förderleistung wird neben der Länge des Hubwegs und der Hubgeschwindigkeit durch die Tatsache begrenzt, dass sie eine auf- und abgehende Bewegung ausführen, die jeweils eine Leerfahrt enthält. Hubtische können deswegen nur dort eingesetzt werden, wo die Paketfrequenz unkritisch ist – das heißt: vorwiegend bei der Verbindung von Schlauchmaschine und Bodenleger.

Abb. 10.5.2.50: Höhenförderer (Quelle: Eigene Darstellung)
Höhenförderer stellen dagegen ein System umlaufender Etagenböden dar, mit denen eine kontinuierliche Förderung in einer Richtung, ähnlich einem Paternoster, erreicht wird. Die Etagenböden bestehen aus gelenkig verbundenen Profilstäben, die eine in einer Richtung tragfähige Fläche bilden. Zur anderen Richtung hin lässt sich die Fläche wie eine Jalousie aufwickeln. Diese halbstarren Etagenböden sind in einem Gestell von einer Doppel-L-Form zwischen je zwei Ketten (Zahnriemen) aufgehängt, sodass die Schenkel des L den Ein- und Auslauf, der Schaft den Hubweg darstellen.
Im Einlauf des Höhenförderers wickeln sich die Etagenböden im Einlauf zunächst in die starre Stellung ab und übernehmen dabei – ähnlich wie ein horizontal laufendes Transportband – ein Paket. Beim Passieren der Antriebsketten-Umlenkung erfolgt der Übergang in die Hubbewegung, an deren Ende eine zweite Umlenkung in den horizontalen Auslauf erfolgt. Am Ende des Auslaufes knicken die Etagenböden ab, sodass sie wie ein Transportband ablaufen, dabei das Paket an das nachfolgende Element übergeben und entlang des Kettenverlaufs zum Einlaufpunkt zurückkehren.
Pressbänder und -platten dienen dem Pressen von Schlauch- und Sackpaketen, um die Fügestellen während der Abbindephase der wasserbasierten Klebstoffe zusammenzuhalten und somit Geometrie- oder Dichtigkeitsfehler zu vermeiden. Das Pressen von Sackpaketen hat heute wegen der Fortschritte bei den Pressablagen der Bodenleger an Bedeutung verloren.
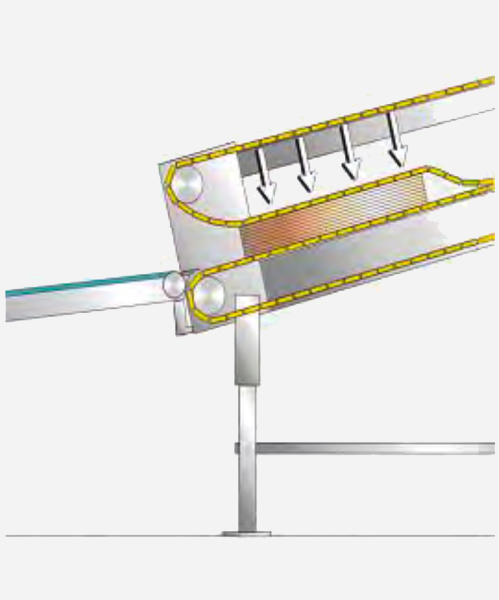
Abb. 10.5.2.51: Lattenpressband (Einlauf) (Quelle: Eigene Darstellung)
Pressbänder mit rund 7,5 bis 12 Metern Länge kombinieren Press- und Förderfunktionen, da die Pakete während des Durchlaufes gepresst werden. Zur Verlängerung der Verweilzeit wird das Band mit der relativ geringen Geschwindigkeit von 0,25 m/s bewegt und rückt jeweils nur für ein Paket vor. Pressbänder bestehen aus einem Bänderpaar, dessen Ober- und Unterband zur Verstärkung des Presseffekts ähnlich einer Jalousie aus schweren Holzlatten gefertigt sind. Da die Pakete fest zwischen Ober- und Unterband eingespannt sind, lassen sich Pressbänder auch unter relativ starker Neigung betreiben, um Höhenunterschiede zu überwinden.
Aus Kostengründen werden heute vermehrt Pressplatten anstelle von Pressbändern eingesetzt. Sie bestehen aus einer schweren Schichtstoffplatte, die pneumatisch auf ein Einzelpaket (selten) oder eine Paketgruppe (häufig) gepresst wird, die sich auf einem darunter liegenden Transport- oder Speicherband befindet. Da die Pressung nicht im Durchlauf erfolgt, sondern nur während der Wartezeit des Pakets beziehungsweise der Gruppe, ist die Verweilzeit und damit die Effektivität jedoch geringer als bei einem Lattenpressband.
Speicherstrecken haben die Aufgabe, Schlauch- oder Sackpakete kurzfristig zu speichern, um ihnen Zeit zum Abbinden der Verklebungen zu geben sowie einen Puffervorrat für unterschiedliche Betriebszustände der angeschlossenen Produktionsmaschinen vorzuhalten. Der Materialpuffer erlaubt den Weiterbetrieb einer Maschine auch dann, wenn die andere die Produktion unterbricht, zum Beispiel zum Rollenwechsel oder zur Beseitigung von Stauchern, und beugt so unnötigen Produktionsverlusten vor.

Abb. 10.5.2.52: Sammelband mit Paketgruppe (Quelle: Eigene Darstellung)
Speicherstrecken bestehen im Wesentlichen aus einer Folge fünf Meter langer Transportbänder, die jeweils eine Gruppe von Sackpaketen aufnehmen und transportieren. Das Ansammeln und Auflösen einer Gruppe erfolgt über das vor- beziehungsweise nachgeschaltete Sammel- und Abrufband, das Bestandteil der Speicherstrecke ist.
Paketgruppen durchlaufen die Speicherbänder grundsätzlich so weit, bis sie zum Abrufband beziehungsweise zu einer bereits wartenden Gruppe gelangen. Sammel- und Abrufbänder laufen dagegen immer nur für die Übergabe eines Einzelpaketes an, bis das Band voll beziehungsweise leer ist. In diesem Fall erfolgt die Übergabe/Übernahme einer gesamten Paketgruppe. Die Gruppenbildung dient dazu, Lücken im Paketstrom zu vermeiden, die sich ergeben könnten, weil Zuführung und Abruf der Pakete nicht synchron erfolgen. Lücken würden die Versorgung des Bodenlegers unterbrechen und zu unerwünschten Wartezeiten führen.
Aus Gründen der Platzersparnis sind die Speicherstrecken üblicherweise oberhalb der Maschinen auf Stützen oder von der Decke abgehängt untergebracht. Schwenk- und Verschiebeeinrichtungen erlauben, Speicherstrecken in mehreren Ebenen über- oder nebeneinander zu betreiben.
Die Kapazität einer Speicherstrecke bemisst sich nach der Speicherbandanzahl sowie dem Format (Anzahl der Pakete pro Band) und der Pakethöhe (Anzahl der Schläuche/Säcke pro Paket) des Produkts. Üblicherweise werden Speicherstrecken für etwa 20 Minuten Bodenleger-Betriebszeit ausgelegt.

Abb. 10.5.2.53: Zubringer (Quelle: Eigene Darstellung)
Der Zubringer ist eine Einrichtung zur Beladung beziehungsweise Beschickung des Rotationsanlegers im Bodenleger mit Schlauchpaketen. Er übernimmt die Einzelpakete am Ende der Speicherstrecke und lädt sie automatisch in den Aufnahmeschacht des Anlegers. Zubringer werden darüber hinaus auch zur Beschickung des Anlegers von Sackwicklern mit Sackpaketen eingesetzt.
Sie sind üblicherweise auf dem Gestell des Rotationsanlegers angeordnet, bleiben aber funktionell Bestandteil der Automation. Je nach Einsatzfall werden Bauformen für die Beschickung mit Paketen in „entgegen“ oder „quer zur Laufrichtung der Verarbeitungsmaschine“ unterschieden.
Zubringer verfügen über einen schwenkbaren Stabrost zur Übernahme eines Paketes aus der Speicherstrecke. Nach der Übernahme senkt der Rost sich ab und übergibt das Paket auf eine gegenüberliegende ebenfalls schwenkbare Gabel, die es in den Aufnahmeschacht des Anlegers einlegt.
Schlauchmaschine, Bodenleger, Palettierer und die verbindenden Automationsstrecken können durch ein vollautomatisches Prozess-Management-System auf der Basis eines Daten-Servers vernetzt werden, um den Produktionsfluss zu optimieren. Das System macht das Produktionsgeschehen der Papiersacklinie transparent, indem es laufend alle Produktions- und Zustandsdaten der angeschlossenen Maschinen verarbeitet und in übersichtlicher Form darstellt. Es zeigt bevorstehende Ereignisse wie Rollen- und Auftragswechsel an, liefert Prognosen, zum Beispiel über Restlaufzeiten, Speicherbelegung oder die Entwicklung der Ausschussmengen, und leitet daraus Handlungsempfehlungen ab: So zeigt es beispielsweise an, dass die Bodenlegergeschwindigkeit erhöht werden sollte. Unter Einhaltung einer gewünschten Mindest-Abbindezeit passt es automatisch die Transportgeschwindigkeiten an die der Produktionsmaschinen an.

Abb. 10.5.2.54: Bedienoberfläche des Prozess-Management-Systems EASY-FLOW (W&H)
Eine flexible Automation bietet den Vorteil, dass sie einen weitgehend unabhängigen Betrieb der angeschlossenen Produktionsmaschinen ermöglicht. Erreicht wird dies durch drastische Erhöhung der Schlauchspeicherkapazität um den Faktor 10 bis 20 gegenüber einer Speicherband-Lösung. Sie erlaubt nicht nur, die Produktion mehrerer Stunden oder gar Schichten aufzunehmen, sondern auch den Zugriff auf die gespeicherten Jobs in beliebiger Reihenfolge. Eine flexible Automation unterscheidet sich von einer traditionellen also nicht in Gänze, sondern nur im Bereich der Zwischenspeicherung. Zwei unterschiedliche Systeme konnten sich am Markt etablieren:
• Flexible Automation mit mobilen Speicherelementen: Dieses System basiert darauf, Pakete in mobilen, mit Etagenböden ausgerüsteten Stapelkästen (Kassetten) zu sammeln und mit ihrer Hilfe zu transportieren beziehungsweise zu lagern: Dabei erfolgt das Beschicken und Entnehmen automatisiert, der Transport der Kassetten je nach Hersteller manuell oder ebenfalls automatisiert. Bei der manuellen Version sind die Kassetten in einem hallenseitig installierten Hängebahnsystem verfahrbar aufgehängt und werden mit Muskelkraft bewegt. Bei der automatisierten Version transportiert ein Schienenfahrzeug die Kassetten zwischen der stationären Beladevorrichtung, den Kassetten-Stellplätzen und der ebenfalls stationären Entladevorrichtung.
• Flexible Automation mit stationären Speicherelementen: Das System basiert auf der Idee eines Speicherturms – das heißt: ein fest im Produktionsraum installierter Stapel von bis zu 12 großflächigen (rund 2,5 Meter x 5 Meter) Speicherebenen, die über vorgeschaltete Be- und Entlade-Vorrichtungen sowie integrierte Transportbänder in jeder Ebenen beschickt und entleert werden können.
Der positive Effekt einer flexiblen Automation liegt darin, dass sie es unabhängig von der jeweiligen Situation an der Schlauchmaschine möglich macht, den Bodenleger immer mit der technologisch maximal erreichbaren Leistung zu betreiben. Um diesen Vorteil tatsächlich realisieren zu können, ist jedoch unter Umständen ein höherer Aufwand in der Auftragsplanung erforderlich.

Abb. 10.5.2.55: Speicherturm mit 12 Ebenen (Quelle: Eigene Darstellung)
Leersackpalettierer
Seit etwa 1985 werden Palettierroboter für das Stapeln fertiger Säcke auf Paletten eingesetzt. Ermöglicht wurden sie durch das Aufkommen der Servo-Antriebstechnik und leistungsfähiger Industriecomputer für die Bahnwegsberechnung. Ging es ursprünglich nur darum, das Personal am Ausgang des Bodenlegers einzusparen und anstrengende sich wiederholende (repetitive) Arbeit abzuschaffen, so sind Palettierer heute deswegen zum unverzichtbaren Bestandteil von Papiersacklinien geworden, weil das stark gestiegene Leistungspotenzial moderner Bodenleger mit mehr als 30 Paketen in der Minute jede manuelle Palettierung völlig überfordern würde. Auch die gestiegenen Qualitätsansprüche der Abfüller haben zu einer weitgehenden Durchdringung der Papiersackindustrie mit Palettierern beigetragen. Neben kantengeraden Palettenstapeln ist dies insbesondere die Forderung nach plan liegenden Paketen, die sich nur mit wenigen Säcken pro Paket erfüllen lässt und deswegen zu einem Anstieg der Paketfrequenz geführt hat. Aus diesem Grund finden die vergleichsweise langsamen KnickarmRoboter auch nur selten Verwendung. Portalroboter haben sich hier aufgrund ihrer Leistungsreserven durchgesetzt. Sie verfügen über zwei lineare Verfahrachsen (Brücke und Laufkatze) für die X- und Y-Richtung sowie eine Drehachse, die sich simultan bewegen lassen, um den Paketgreifer auf direktem Weg und unter beliebigem Drehwinkel an jeden Punkt einer definierten Palettierfläche zu führen.
Der Roboter ist mit dem Bodenleger über eine Förderstrecke verbunden, die auch einige Pakete kurzzeitig zwischenspeichern kann. Kurz vor der Aufnahme des Pakets durch den Greifer wird es exakt positioniert und ausgerichtet, dann angehoben, vom Greifer erfasst, an die gewünschte Position transportiert, dabei gegebenenfalls gedreht und dort aus geringer Höhe auf eine Palettierfläche abgeworfen. Die Palettierfläche ist ein teilbarer Tisch, der jeweils eine komplette Lage aufnimmt, dann auseinanderfährt und sie auf der darunterliegenden Palette beziehungsweise auf dem schon gebildeten Stapel ablegt. Der Palettierer verfügt über ein Leerpalettenmagazin, aus dem automatisch Leerpaletten abgezogen und auf eine vertikal verfahrbare Rollenbahn aufgelegt werden. Ein Hubsystem bringt diese zusammen mit der Leerpalette unter den Tisch und senkt den Stapel im Verlauf des Palettierzyklus kontinuierlich ab. In der Zeit, die für das Bilden einer Lage benötigt wird, presst das Hubsystem den Stapel von unten gegen den Palettiertisch, um den Stapel vorzuentlüften. Nach Erreichen der gewünschten Stapelhöhe senkt das System bis auf die Einlaufhöhe ab, sodass die volle Palette ab- und eine neue Leerpalette zulaufen können. Während des Palettenwechsels werden Pakete auf dem Palettiertisch sowie in der Zuführstrecke zwischengespeichert, sodass der Bodenleger davon nicht berührt wird. Die fertigen Paletten werden in der Regel mithilfe eines Gabelstaplers zur weiteren Lagerung beziehungsweise Bearbeitung abtransportiert. Dies geschieht jedoch auch über Rollenbahnsysteme.
Der Palettierer ist mit einer grafischen Benutzeroberfläche ausgestattet, die eine einfache Programmierung der einzelnen Lagenmuster und der Abfolge der Lagenmuster im Stapel erlaubt.

Abb. 10.5.2.56: ARCOMAT 3 – Portalroboter für Papiersäcke (Quelle: Windmöller & Hölscher)
| → Exkurs: Formeln für die Berechnung des Nutzvolumens (Vn in dm³; a, b, c und e in dm) | |||
| Form | Benennung | Formel | Bemerkungen |
| Offene Säcke | |||
| A1 | Kreuzbodensack | Vn = b² (0,24a + 0,17c – 0,1b) | Beträgt der Abstand der Klebe- oder Schweißnaht auf der Verschlussseite mehr oder weniger als 15 mm, so ist dies im Betrag von a (in dm) zu berücksichtigen. |
| A2 | Faltensack | Vn = (b + e)² (0,3079a – 0,1723e – 0,1508b – 0,1593) | |
| A3 | Blockbodensack | Da bei einem offenen Blockbodensack die ausgezogene Faltentiefe (Faltenbreite) der Bodenbreite entspricht, treffen auf diesen Sack die Formeln des Kreuzbodensacks A1 zu, wenn man für c die Blockbodenbreite, für b die gesamte Schlauchbreite ein-chließlich der doppelten Faltentiefe und für a die um die Verschlussbreite (zum Beispiel 0,5 dm) verminderte Fertigungslänge des Sacks einsetzt. | |
| A4 | Flachsack | Vn = b² (0,3079a – 0,1508b – 0,1593) | |
| Geschlossene Säcke | |||
| B1 | Ventilbodensack | Vn = b² (0,2452a + 0,3273c – 0,1121b) | |
| B2 | Ventilfaltensack | Vn = (b + e)² (0,2355a – 0,036e – 0,088b) | |
| B3 | Ventilflachsack | Vn = b² (0,2355a – 0,088 b) | |
| Erläuterungen: Vn = Nutzvolumen, a = Sacklänge, b = Sackbreite, c = Sackbodenbreite, e = Faltenbreite. Bei geschlossenen Säcken: c = Mittelwert der Sackbodenbreite auf der Boden- und auf der Verschluss- beziehungsweise Ventilseite. dm = Dezimeter = 0,1 Meter (Quelle: Verpackungs-Rundschau 35 (1984) Nr. 4, Tech.-wiss. Beilage, Seite 17 bis 26) | |||
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.3 Maschinen für Kunststoffsäcke
Geschweißte und geklebte Foliensäcke
Etwa ab Mitte der 1950er-Jahre wurden PE-Folien auch zu Industriesäcken verarbeitet. Da sowohl Polymertechnologie als auch Extrusions-Verfahrenstechnik noch in den Kinderschuhen steckten, Säcke aber vergleichsweise hohen Belastungen ausgesetzt sind, kamen hierfür relativ dicke Folien im Bereich von 200-300 μm zur Anwendung, für die man den Begriff „Schwergutfolien“ prägte (μm = Mikrometer = 10⁻⁶Meter). Bei den ersten Säcken handelte es sich um oben offene, aus Schlauchmaterial gefertigte Flachsäcke, deren Bodennaht thermisch geschweißt wurde. Demzufolge bestanden die ersten Foliensackmaschinen aus einer Abwicklung für die Schlauchbahn, einem Querschneider, einer Bodennaht-Schweißstation und einer einfachen Ablage zur manuellen Abnahme der Sackpakete.
Später ergänzte man diese Maschinen um eine Seitenfaltenbildung, bei der die Schlauchfolie vertikal so durch ein Gestell geführt wurde, dass man ein Innenwerkzeug in den Schlauch einsetzen und zusammen mit außen angebrachten Formblechen die Seitenfalten einlegen konnte. Oben offene Flach- und Seitenfaltensäcke mit Bodennaht fanden für eine Vielzahl von Produkten Verwendung. Dazu zählten Salz, chemische Produkte, Düngemittel, Gartenprodukte oder Viehfutter. Der Verschluss erfolgte meist durch Abnähen.
Zu Beginn der 1960er-Jahre entwickelte der Maschinenhersteller Windmöller & Hölscher zusammen mit dem Bayer-Konzern ein Verfahren zur dauerhaften Verklebung von Kunststoff-Folien. Es basierte auf einem reaktiv abbindenden Zwei-Komponenten-Klebstoff, der zuvor bereits in der Schuhindustrie erfolgreich eingesetzt worden war. Er bestand aus Polyurethan-Festharz in Flockenform, das mit einem handelsüblichen Lösemittel verflüssigt und durch Zugabe von Isocyanat vernetzt wurde.
Polyurethanharze bilden eine Brücke zwischen der Kategorie der Duroplaste und der Elastomere, denn sie lassen sich durch die Wahl der Ausgangsstoffe stark in ihren Eigenschaften variieren, von zäh und hartelastisch bis gummielastisch. Ohne Zusatz von Farbpigmenten erscheinen Polyurethane honigfarben und transluzent. Sie weisen gute Beständigkeit gegen viele Lösungsmittel, Salzlösungen, schwache Säuren sowie Laugen auf und haften gut auf den meisten Untergründen. (Quelle: http://www.metalltechnik-lexikon.de/polyurethanharze-pur/)
In einer Synthese aus diesem Klebstoffsystem und der Technologie der Papiersack-Bodenleger entstand in der Folge der Ventilbodenleger AD Plastic für Kreuzboden-Ventilsäcke aus PE-Folien. Die Maschine zielte insbesondere auf Produktsegmente der chemischen Industrie, wie Kunststoffgranulate, Düngemittel und chemische Grundstoffe. Die Nachfrage speiste sich zum einen aus dem Wunsch der chemischen Industrie, eigene Rohstoffe für die Sackherstellung einzusetzen, und andererseits aus dem höheren Produktschutz, den Folie gegenüber Papier bot.

Abb. 10.5.3.1: Ventilbodenleger AD Plastic (W&H)
In zwei wichtigen Details beschritt die AD Plastic Neuland: Zum einen musste das Problem überwunden werden, dass Folien unpolare Oberflächen aufweisen, die eine Benetzung und damit eine erfolgreiche Verklebung verhindern. Ein geeignetes Verfahren für eine Veränderung der Oberflächen-Beschaffenheit ist die Corona-Vorbehandlung, bei der die Folie eine elektrische Hochspannungs-Entladung durchläuft. Aus diesem Grund wurde die AD Plastic mit Corona-Vorbehandlungsanlagen für alle Folienbahnen ausgerüstet.
Die Corona-Vorbehandlung wird eingesetzt, um die Haftung von Lacken und Farben auf Polyolefinen, wie Polypropylen und Polyethylen, zu gewährleisten beziehungsweise überhaupt erst zu ermöglichen. Bei der Coronavorbehandlung wird die zu behandelnde Oberfläche für eine kurze Zeit einer elektrischen Koronaentladung ausgesetzt. An der Oberfläche entstehen polare Moleküle, an die sich beispielsweise Druckerfarbe, Lacke oder Klebstoffe anbinden können.
Zum anderen musste die Klebstoffauftragstechnik an das oben beschriebene Klebstoffsystem angepasst werden. Anstatt wie im Papierbodenleger ein Bodenklebstoffmuster auf den geöffneten Sack zu drucken, erfolgte bei der AD Plastic der Auftrag bereits vor der Bodenöffnung, und zwar streifenförmig parallel zur Bodenkante des Schlauches auf seiner Ober- und Unterseite.

Abb. 10.5.3.2: Prinzip der Schlauchbeleimung. Die endgültige Verklebung des Bodens erfolgt erst mit dem Auflegen des Bodendeckblattes. (Quelle: Eigene Darstellung)
Darauf folgte – ebenfalls noch vor der Öffnung – die Trocknung des Klebstoffs durch Warmluft, um das Lösemittel auszutreiben. In gleicher Weise wurden Ventil- und Bodendeckblattzettel beklebt und getrocknet, bevor sie auf den Sack gelangten. Durch das Auflegen der Ventil- und Deckblatt-Zettel kamen ihre Klebstoff-Schichten in Kontakt mit dem Klebstoff des Schlauches. Starkes Anpressen sorgte für eine Anfangshaftung, die durch etwa zwei- bis dreitägiges Aushärten permanent wurde.
Produzierten die ersten AD Plastic noch vom Rotationsanleger, so setzte sich bald das Inline-Konzept durch, bei dem sie eine Schlauchfolienabwicklung, einen rotativ arbeitenden Querschneider und eine Schlauchdrehstation erhielten. Durch zusätzliche Erweiterung um eine Schlauchbildung sowie gegebenenfalls eine zweite Abwicklung konnten damit auch Flachfolien und Verbunde verarbeitet sowie komplex aufgebaute zweilagige Spezialsäcke produziert werden. Die Einführung eines beheizten Messers im Querschneider erlaubte später sogar die Verarbeitung von beschichtetem beziehungsweise kaschiertem Bändchengewebe.
Das Bändchengewebe wird aus Polypropylen (PP) oder HDPE (englisch: High Density Polyethylen) hergestellt. Alternativ wird es deshalb auch als PP-Gewebe oder HDPE-Gewebe bezeichnet. Es zeichnet sich durch sehr hohe Reißfestigkeit aus. Daher kommt es zum Beispiel auch bei Big Packs, die tonnenschwere Lasten transportieren können, zum Einsatz. Polypropylen als Grundstoff für die Fasern ist bei Raumtemperatur gegen Fette und fast alle organischen Lösungsmittel beständig, abgesehen von starken Oxidationsmitteln. Nichtoxidierende Säuren und Laugen können in Behältern aus PP gelagert werden.

Abb. 10.5.3.3: Ventilsack für Zement aus Bändchengewebe (Mehr zum Thema Bändchen- und Gewebeherstellung siehe Abschnitt „Bändchengewebe") (Quelle: Eigene Darstellung)
FFS – Form/Fill/Seal
In den 1970er-Jahren trat ein neues Konzept der Sackverpackung auf den Markt: FFS (Form/Fill/Seal). Es repräsentiert die Verbindung von Sack- und Abfüllmaschine und überwindet so die traditionelle Zweiteilung von Sackherstellung und Befüllung. FFS steht für englisch: Form/Fill/Seal. Deutsch: Herstellen/Füllen/Verschließen. FFS bedeutet, dass alle diese Aufgaben von einer Maschine erledigt werden.
Eine FFS-Maschine wird unter einem Produktsilo aufgestellt und über eine Waage und ein Fallrohr daran angeschlossen. Sie besteht aus einem Sackherstellteil, der einen oben offenen Seitenfalten-Foliensack mit Bodennaht aus einer entsprechend vorkonfektionierten Rolle fertigt, und einem Füllteil, der den Sack an einen Füllstutzen anhängt, befüllt, vom Stutzen abnimmt, oben verschließt und aus der Maschine befördert. Boden- und Kopfnaht werden durch thermisches Schweißen gefügt und ergeben sofort belastbare Verbindungen – Grundvoraussetzung für die Einsetzbarkeit des Verfahrens. Unter Schweißen versteht man gemäß EN 14610 und DIN 1910-100 „das unlösbare Verbinden von Bauteilen unter Anwendung von Wärme und/oder Druck, mit oder ohne Schweißzusatzwerkstoffen“. (Quelle: https://de.wikipedia.org/wiki/Schwei%C3%9Fen)

Abb. 10.5.3.4: Prinzipdarstellung einer FFS-Absackmaschine für frei fließende Schüttgüter (Quelle: Eigene Darstellung)
FFS konnte zunächst nur für das Absacken frei fließender Produkte eingesetzt werden, die weder mit Luft fluidisiert sind noch schweißhemmende Stäube entwickeln. (Info „Fluidisierung“: Eine Vielzahl von Schüttgütern kann durch Fluidisierung – Durchströmung mit Luft – in einen flüssigkeitsähnlichen Zustand versetzt werden.) Hauptanwendungen sind bis heute Kunststoffgranulate, Düngemittel, Salz- und Salztabletten, Filtersande. Erst seit dem Aufkommen mikrogenadelter Folien lassen sich auch stärker lufthaltige Produkte, wie zum Beispiel Suspensions-PVC, absacken. Eine Suspension ist ein heterogenes (nicht mischbares) Stoffgemisch aus einer Flüssigkeit und einem darin fein verteilten Feststoff. Suspensions-PVC – auch S-PVC – wird in einem Wasserbad hergestellt. Vinylchlorid wird durch sehr intensives Rühren in Wasser verteilt, und als Initiator im Monomer werden lösliche organische Peroxide wie Azobis (isobutyronitril) verwendet. Man spricht hier von einer Suspensionspolymerisation. Staubabsaugungen und eine verbesserte Abdichtung zwischen Sack und Füllstutzen verhindern heute eine Kontamination der Schweißzone, die ansonsten je nach Produkt zum Versagen der Schweißnaht führen könnte.
FFS konnte sich aufgrund seiner günstigen Kostenstruktur sowie des Vorteils einer allseits geschlossenen Verpackung rasch durchsetzen und ersetzte die bisher bei Massenschüttgütern eingesetzten Folien-Ventilsäcke. Diese wurden mehr und mehr auf Spezialsack- und Kleinmengen-Anwendungen zurückgedrängt, die technologisch oder ökonomisch nicht für FFS erreichbar waren. Der Druck auf den vorgefertigten Sack hält jedoch an, da FFS durch technische Weiterentwicklung von Maschine und Packmittel immer mehr Nischen erobert und schon heute ein außerordentlich vielfältiges Einsatzspektrum aufweist. Dazu zählt selbst das Baustoffsegment, in dem stark lufthaltige, staubende und schweißhemmende Produkte erfolgreich abgesackt werden.
FFS-Absackmaschinen arbeiten heute fast ausschließlich im Kontext kompletter Absacklinien, bei denen die FFS-Maschine über Transportbänder an einen Lagenpalettierer angeschlossen ist, der die gefüllten Säcke automatisch auf Paletten (oder auch palettenlos) stapelt. Die Vollpaletten laufen anschließend über Rollenbahnen in eine Wickelstretch- oder Stretchhauben-Maschine, mitderen Hilfe sie durch Überziehen einer Folienhaube beziehungsweise Umwickeln mit Stretchfolie für den Versand gesichert werden.

Abb. 10.5.3.5: Stretchhauben-Maschine „ARGON“ (Quelle: W+H)
Das System FFS stützt sich neben der eigentlichen Absacklinie beim Abfüller auf den Maschinenpark des Folienherstellers, und dort zusätzlich zur Blasfolienanlage auf eine Folien-Konfektionieranlage oder eine Folien-Schlauchmaschine, meist mit integriertem Druckwerk. In dieser Anlage erfolgt der Druck der Schlauchbahn, das Einlegen der Seitenfalten mithilfe eines Innenwerkzeugs sowie gegebenenfalls das Anbringen einer Entlüftungs-Perforation beziehungsweise das Prägen einer Anti-Rutsch-Ausrüstung mit anschließender Aufwicklung zu versandfertigen Rollen. Diese Anlage kann inline mit der Extrusion oder offline betrieben werden. Bei der Extrusion werden Kunststoffe kontinuierlich aufgeschmolzen und durch eine formgebende Düse ausgetragen. Anschließend wird der Kunststoff abgekühlt, sodass Halbzeuge wie Profile, Platten oder Folien entstehen. Maschinen, die das leisten, nennt man Extruder.
| 1 | Folienschlauch-Abwicklung |
| 2 | Flexo-Vorsatzdruckwerk mit Warmluft-Trocknung |
| 3 | Seitenfalten-Einrichtung |
| 4 | Vorzugstation und Aufwicklung |
Abb. 10.5.3.6: Schlauchfolien-Konfektionieranlage CONVERPRINT (W&H)
Alternativ dazu werden vermehrt Schlauchmaschinen eingesetzt, um Flachfolie zum Seitenfaltenschlauch zu verarbeiten und dabei Nadelungen, Schlitzungen und Prägungen anzubringen. Der Schlauchbildungs-prozess kommt immer dann ins Spiel, wenn es um Schlauchversionen geht, die nur aus Flachmaterial herstellbar sind. Dazu zählen Folien, die im feinen Raster bedruckt wurden, ebenso wie Kaschierverbunde – beides Prozesse, die Flachmaterial voraussetzen. Gleiches gilt für die Herstellung von zweilagigen Schläuchen oder solchen mit doppelter beziehungsweise dreifacher Längsnaht zur Erzeugung von Entlüftungskanälen.

Abb. 10.5.3.7: Extruder (Schnittbild, Quelle: W&H)
Das Fügen der Längsnaht erfolgt mithilfe eines Längsnahtextruders, der eine oder mehrere Spuren Polymerschmelze aufträgt und damit eine hochbelastbare Verbindung herstellt. Auch auf dieser Maschine wird das Endprodukt aufgewickelt und als Rollenware zum FFS-Absackbetrieb transportiert.

Abb. 10.5.3.8: Verwendung als Längsnahtextruder (Quelle: W&H)

Abb. 10.5.3.9: Schlauchmaschine POLYTEX für Folien, Verbunde und Gewebe (Quelle: W&H)
Bändchengewebesäcke
Industrielle Gewebe auf der Basis von PE-HD oder PP-Bändchen werden seit mehr als fünfzig Jahren zu Säcken in vielfältigen Formen verarbeitet. Ihr hervorstechendes Merkmal ist die außerordentlich hohe mechanische Belastbarkeit; diese verdanken sie dem Prozess des Verstreckens der Bändchen: Dabei werden die fadenförmigen Polymer-Moleküle in Längsrichtung der Bändchen orientiert. Bändchengewebesäcke finden vorzugsweise dort Verwendung, wo Säcke hohen Belastungen durch Transport, Umschlag und Klima ausgesetzt sind. Dazu zählen Länder in Asien, Afrika, Zentral- und Südamerika, in denen es an Verkehrs- und Logistik-Infrastruktur mangelt, Sackpapier nicht zur Verfügung steht und das Lohnkostenniveau die vergleichsweise arbeitsintensive Herstellung erlaubt.
Die Bändchen, die im fertigen Zustand eine Breite von etwa 2,5 bis 4 mm aufweisen, entstehen durch Extrusion einer Flachfolie, die im Wasserbad abgekühlt und zunächst in Folienstreifen von etwa sieben bis zehn Millimeter Breite geschnitten wird. Im weiteren Verlauf passiert die Streifenschar einen Heißluftofen: Darin werden die Bändchen im warm-plastischen Zustand in Längsrichtung etwa um den Faktor 1:4,5 bis 1:6 verstreckt, anschließend abgekühlt und zum Schluss auf Spulen aufgewickelt. Im nächsten Produktionsschritt verweben Rundwebmaschinen die auf den Spulen aufgewickelten Kett- und Schussbändchen zu (schlauch-förmigem) Rundgewebe.

Abb. 10.5.3.10: Sechs-Schützen-Rundwebmaschine advanTex 850 (Quelle: BSW)
Aus diesem Material lassen sich bereits einfachste Gewebesäcke herstellen, indem Schlauchabschnitte mithilfe eines Glühdrahtes oder heißen Messers (um das Ausfransen der Bändchen an der Schnittkante zu verhindern) abgetrennt und am Boden abgenäht werden. Durch die offene Struktur der Gewebeoberfläche bleibt der Sack luftdurchlässig und nur begrenzt wasserabweisend. Pulverförmige Produkte sind nicht völlig gegen Ausrieseln geschützt. Für einen erhöhten Produktschutz werden daher häufig leichte PE-Bodennaht-Foliensäcke (englisch „Liner“) auf manuellem Wege in diese Säcke eingezogen.
Statt der arbeitsaufwendigen Liner setzt sich zunehmend die Beschichtung des Gewebes mit einer PE- beziehungsweise PP-Schmelze durch. Dafür verwendet man Extruder mit Breitschlitzdüsen, die einen dünnen Schmelzevorhang auf die Gewebebahn auflegen, während diese über eine unterhalb der Düse angeordnete Kühlwalze läuft. Für Rundgewebe wurde das Verfahren entwickelt, es auf doppelt breiten Beschichtungsmaschinen in einem Arbeitsgang auf Vorder- und Rück-seite zu beschichten. Eine Alternative dazu ist die Beschichtung von Flachmaterial und dessen anschließende Verarbeitung zum Schlauch. Dieser Prozess erlaubt auch die Herstellung von Säcken aus Materialverbunden, bei denen das Gewebe zuvor mit Folie, Papier, Vlies oder Aluminiumfolie kaschiert wurde. Durch Kaschierung mit vorbedruckter Folie lässt sich eine hochwertige Optik des Sackes erzielen, die ansonsten aufgrund der unebenen Oberfläche des Gewebes nicht darstellbar wäre.
Beschichtetes und kaschiertes Gewebe ist aufgrund seiner geschlossenen Oberfläche maschinengängig – das heißt: Es kann mit rotierenden Messern geschnitten, elektrostatisch vorbehandelt und mit herkömmlichen Verfahren geklebt werden. Eine Schweißung ist zwar technisch möglich, führt aber zu einem Festigkeitsverlust in der Naht, da die Erwärmung des Materials über den Erweichungspunkt die Orientierung der Polymer-Moleküle wieder aufhebt. Aus diesem Grund beschränkt sich die Herstellung von Gewebesäcken auf genähte, geklebte und heißgesiegelte (siehe nächster Abschnitt) Bauformen, wobei das gesamte Spektrum oben offener und geschlossener (Ventil-)Säcke mit und ohne Seitenfalten am Markt auftritt. Bei Ventilsäcken, die für lufthaltige Produkte vorgesehen sind, macht die geschlossene Oberfläche des Materials jedoch das Anbringen einer Entlüftungsnadelung nötig.
Nach einem Verfahrensvorschlag der Firma Starlinger aus Wien entwickelte W&H ab etwa 1993 den Bodenleger AD Convertex für Kreuzbodenventilsäcke aus beschichtetem Polypropylen-Gewebe, mit dem ein neuartiger, klebstoffloser Fügeprozess auf den Markt kam. Der Prozess nutzt die Beschichtung selbst als Siegelmaterial, das an den Fügestellen durch Heißluft von rund 650°C auf Erweichungstemperatur und durch sofortiges Anpressen die Verbindung mit dem Fügeteil herstellt. Wichtig bei diesem Verfahren ist die Einhaltung eines „Schweißfensters“ – das heißt: ein Temperaturbereich, der die Erweichungstemperatur (Glasübergangstemperatur) des PP-Grundgewebes (rund 170°C) von der der Beschichtung (rund 140°C) trennt, um thermische Beschädigung des Grundgewebes auszuschließen. Realisiert wird die niedrigere Glasübergangstemperatur der Beschichtung durch gezielte Auswahl des Materials beziehungsweise durch Abmischung mit niedrig schmelzenden Polymerwerkstoffen.
Die Vicat-Erweichungstemperatur von Kunststoffen ist eine nach DIN EN ISO 306 standardisierte Methode. Es geht um die sogenannte Vicat-Erweichungstemperatur (Vicatsofteningtemperature, VST). Das ist der Zeitpunkt, wann eine Nadel mit definiertem Durchmesser bei einer bestimmten Heizleistung und einem definierten Druck um einen Millimeter in einen Kunststoff eindringt. Die Temperatur muss um einen bestimmten Betrag (15 K) unter der Vicat-Temperatur liegen, damit die praktische Dauereinsatzgrenze nicht überschritten wird. Typische Vicat-Erweichungstemperaturen (VST) sind:
ABS 108°C
PP 146°C
PC 154°C
Mehr: https://de.wikipedia.org/wiki/Wärmeformbeständigkeit

Abb. 10.5.3.11: Ventilbodenleger AD CONVERTEX fürPP-Bändchengewebesäcke (Quelle: W&H)

| 1. Abwicklung und Bahnlaufregelung | 9. Schlauchöffnungsstation |
| 2. Mikroperforation | 10. Übergang zum Ventilapparat |
| 3. Vorzug | 11. Ventilapparat |
| 4. Speicherschwinge | 12. Bodenbildung |
| 5. Intermittierender Vorzug | 13. Bodendeckblattapparate |
| 6. Querschneider | 14. Paketbildungsstation |
| 7. Umlenkstation | 15. Paketabtransport |
| 8. Sacktransport |
Abb. 10.5.3.12: Prinzipdarstellung eines Ventilbodenlegers für Gewebesäcke (Quelle: Eigene Darstellung)
In jüngster Zeit ist auch die Übertragung des Heißluft-Fügeverfahrens auf co-extrudierte Folien mit einem hinsichtlich des thermischen Verhaltens vergleichbaren Schichtaufbau gelungen. Damit können jetzt auf der gleichen Maschine auch Foliensäcke produziert werden. Info „co-extrudiert“: Die Folie besteht aus mehreren Schichten, deren spezifische Eigenschaften beliebig kombiniert werden können. Damit lassen sich Stärke, Verschweißbarkeit, Steifigkeit, Schutzschichten oder optische Eigenschaften variieren. Besteht eine Coex-Folie aus wenigstens zwei verschiedenen Materialien, wird sie auch Verbundfolie genannt.
Der Bodenleger AD Convertex verarbeitet Flachschlauchmaterial von der Rolle, das mithilfe eines Querschneiders in Abschnitte geteilt wird. Durch eine 90°-Umlenkung gelangen die Abschnitte von der Längs- in die Quer-Orientierung, in der sie die anschließenden Falt- und Siegelprozesse durchlaufen, mit denen die Schlauchenden geöffnet, die Ventile eingelegt, die Böden geschlossen und die Deckblätter aufgelegt werden. Eine modifizierte Version der Maschine verarbeitet Seitenfalten-Schlauchmaterial zu Falzbodensäcken (Pinch-Säcken). Dies erfolgt durch Umlegen und Siegeln der Bodenklappe, die sich aus dem entsprechend gestalteten Schnittverlauf der Schlauchenden ergibt. Da eine derartige Kontur nicht im Geradschnittverfahren, sondern nur durch Abriss entlang einer vorher perforierten Trennlinie zu erzeugen ist, verfügt die Maschine anstelle eines Querschneiders über eine Abreißeinrichtung.
Die Abreißperforation selbst wird auf der oben beschriebenen Schlauchmaschine POLYTEX entweder mithilfe einer Laserperforation oder einer Rotationsstanze in die Flachbahn eingebracht.
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.4 Herstellung von Briefumschlägen
10.5.4.1 Grundlegende maschinelle Herstellungsverfahren
• Fertigung vom Zuschnitt oder Rechteckbogen
• Fertigung von der Rolle
Mit der im Jahr 1913 patentierten Erfindung des Rotationsprinzips begann ein neues Zeitalter der Herstellung von Kuverts. Zunächst wurden weiterhin Zuschnitte verarbeitet. Diese wurden aber kontinuierlich von einem Stapel (jeweils der unterste Zuschnitt) in die Rotationsmaschine eingezogen. Vor Einführung des Rotationsprinzips waren die Zuschnitte noch einzeln in halbautomatische Faltmaschinen eingelegt sowie mit Klebstoff beaufschlagt und gefaltet worden.

Abb. 10.5.4.1: Historische Briefumschlagmaschine (Quelle: W+D)
Alle Arbeitsschritte (wie Klebstoffauftrag und Faltung) wurden kontinuierlich hintereinander ausgeführt – bis hin zum fertigen Kuvert. Im späteren Verlauf der Entwicklung weiterer Maschinen – getrieben von immer stärkerer Nachfrage nach Kuverts – wurde die Produktionsgeschwindigkeit der Maschinen immer schneller. Die damalige Technik, einzelne Zuschnitte kontinuierlich einzuziehen, limitierte die Maschinengeschwindigkeit, sodass daraus resultierend die erste Rollenmaschine konzipiert wurde. Hierbei werden die Kuverts – ebenfalls im rotativen Verfahren – aus einer Papierbahn geschnitten und gefertigt. Hiermit lassen sich bis heute sehr hohe Produktionsgeschwindigkeiten erzielen. Je nach Anforderungen an das Endprodukt (Schnittform, Auflagenhöhe, Material etc.) werden beide Produktionsprinzipien noch heute an den modernsten – mittlerweile durch Servotechnologie betriebenen – Kuvertmaschinen angewendet.
Diese werden im Folgenden im Detail beschrieben.
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.4.2 Maschinentypen
Briefumschlagmaschine vom Zuschnitt oder Rechteckbogen arbeitend
Ein am Markt verwendetes Maschinenkonzept ist die Blattmaschine mit Endablage: W+D 320 BE.

Abb. 10.5.4.2: Blattmaschine W+D 320 BE (Quelle: W+D)
Die Maschine produziert vom Zuschnitt oder Rechteckbogen. Die Abfolge der Produktionsschritte ist aus den abgebildeten Schemata ersichtlich. Die Funktion der jeweiligen Stationen ist vergleichbar. Die erforderlichen Zuschnitte (Stanzlinge) werden entweder in einem separaten Arbeitsgang, dem Stanzen, hergestellt. Oder die Stanzkonturen werden innerhalb der Briefumschlag-Blattmaschine mit einem sogenannten „Komplettschnitt“ aus einem Rechteckbogen geschnitten.
Bis heute gibt es moderne Briefumschlagmaschinen, die einerseits vom Blatt und andererseits von der Rolle arbeiten.

| 1 | Blatteinzug | 11 | Bodenklappenfaltstation |
| 2 | Flexo-Innendruckwerk | 12 | Falteinrichtung für außenliegende Seitenklappen |
| 3 | Flexo-Außendruckwerke | 13 | Heißleim-Haftklebestation |
| 4 | Quer- und Längsvorbruchstation | 14 | Staffelstation |
| 5 | Schneidstation für Fensterausschnitt und Komplettschnitt | 15 | Verschlussklappengummierstation |
| 6 | Fenstermaterialeinklebestation | 16 | Trockenstrecke |
| 7 | Düsenbeleimung und Falteinrichtung für Seitenklappen bei Versandtaschen | 17 | Regulierstation |
| 8 | Seitenklappenfaltstation | 18 | Verschlussklappenfaltstation |
| 9 | Düsenbeleimung für Seitenklappen bei Bookletformaten | 19 | Ablage |
| 10 | Gummierstation für Versandtaschenbodenklappen und Briefumschlagseitenklappen | Blau eingefärbter Text: optionale Maschinenmodule |
Abb. 10.5.4.3: Schema W+D 320 BE mit Legende (Quelle: Eigene Darstellung)
Versandtaschen haben lediglich EINE Seitennaht, bei der die beiden Seitenklappen aufeinander geklebt werden. Der Düsenkopf mit frequenzgesteuertem Ventil ist seitlich (quer zur Maschinenrichtung) positionierbar. Der Klebstoffauftrag erfolgt kontaktlos (non-impact). Die Klebstoffmenge und Klebstoffstreifenlänge sind elektronisch steuerbar. Die Taktung der Klebstoffdüse für den intermittierenden Klebstoffauftrag erfolgt entsprechend der Formatabschnittlänge. Die Einstellung der Menge, Taktung und Streifenlänge muss präzise sein; sonst ist mit Produktionsstörungen zu rechnen, oder die Produkte sind fehlerhaft. Beides kann in späteren Produktionsprozessen, zum Bespiel der Kuvertierung, zu Störungen führen. Dieser Exkurs gilt ebenso für die im kommenden Kapitel vorgestellten, von der Rolle arbeitenden Briefumschlagmaschinen.
Eine weiterer Maschinentyp ist die Blattmaschine mit Mittenablage: W+D 326 BC beziehungsweise W+D 627 C. Grundsätzlich arbeitet sie ähnlich wie der zuvor vorgestellte Maschinentyp. Insbesondere die Ablage der fertigen Produkte ist unterschiedlich.

Abb. 10.5.4.4: Beispiel für eine Briefumschlagmaschine mit Mittenablage: der Maschinen-typ W+D 326 BC
(Quelle: W+D)
Abb. 10.5.4.5: Maschinentyp W+D 627 C (Quelle: W+D)
Briefumschlagmaschine von der Rolle arbeitend
Ein am Markt oft verwendetes Modell ist die Rollenmaschine mit End ablage – W+D 202 RE.

Abb. 10.5.4.6: Maschinentyp W+D 202 RE (Quelle: W+D)
Diese Maschine produziert von der Rolle. Die Abfolge der Produktionsschritte ist aus dem abgebildeten Schema ersichtlich.

| 1 | Rollenwechsler W+D 191 N | 12 | Seitenklappengummierstation |
| 2 | Materialbahnspeicher | 13 | Bodenklappenfaltstation |
| 3 | Bahnlaufregelgerät | 14 | Faltstation für außenliegende Seitenklappen |
| 4 | Flexodruckmaschine W+D 201 | 15 | Staffelstation |
| 5 | Quervorbruchstation | 16 | Verschlussklappengummierstation |
| 6 | Längsvorbruchstation | 17 | Heißleim-Haftklebestation |
| 7 | Formschneidstation (Rotationsschnitt) | 18 | Infrarot-Schlussklappentrocknung |
| 8 | Fensterausschneidstation | 19 | Regulierstation |
| 9 | Fenstermaterialeinklebestation | 20 | Verschlussklappenfaltstation |
| 10 | Faltstation für innenliegende Seitenklappen | 21 | Ablage mit Zählwerk |
| 11 | Trennschneidstation | Blau eingefärbter Text: optionale Maschinenmodule |
Abb. 10.5.4.7: Schema der W+D 202 RE mit Legende (Quelle: W+D)
Die Rollenmaschinen sind mit bis zu fünf Inline-Flexodruckwerken an integrierten Zentralzylinder- oder Mehrzylinder-Druckmaschinen ausgestattet. Die Blattmaschinen wiederum sind mit maximal zwei Flexo-Außendruckwerken und einem Flexo-Innendruckwerk versehen. Durch die hohe Maschinengeschwindigkeit (bis zu 480 m/min) werden an die Farben sehr hohe Ansprüche gestellt, was die Verdruckbarkeit und das Trocknen der Flexofarben betrifft.
Neben der W+D 202 RE gibt es eine weitere Rollenmaschine – die W+D 102 RE.

Abb. 10.5.4.8: Rollenmaschine W+D 102 RE (Quelle: W+D)
Eine weitere Maschinenvariante ist die Rollenmaschine mit Mittenablage – W+D 627 RC. Auch sie arbeitet von der Rolle, lediglich die Anordnung einiger Fertigungssektionen unterscheidet beide Anlagen voreinander. Insbesondere die Ablage der fertigen Produkte ist unterschiedlich.

Abb. 10.5.4.9: Rollenmaschine W+D 627 RC (Quelle: W+D)
Briefumschlagmaschine von der Rolle und/oder vom Zuschnitt oder Rechteckbogen arbeitend
Hierbei wird ein Maschinenkonzept im Markt verwendet – die Kombinationsmaschine mit Mittenablage –Typ W+D 627 KC

| 1 | Rollenwechsler W+D 191 | 16 | 2. Fenstermaterialeinklebestation |
| 2 | Bahnlaufregelgerät | 17 | Seitenklappenfaltstation |
| 3 | Flexodruckmaschine W+D 201 | 18 | Seitenklappengummierstation Düse: Basis (RC/KC) – optional (BC) Walze: Basis (BC) – optional (KC/RC) |
| 4 | Blatteinzug (RC – optional) | 19 | Bodenklappenfaltstation |
| 5 | Formschneidstation an der Bahn (KC/RC) | 20 | Staffelstation |
| 6 | Trennschneidstation (KC/RC) | ||
| 7 | Flexo-Innendruckwerk (BC/KC) | 22 | Verschlussklappengummierstation |
| 8 | Flexo-Außendruckwerke (BC/KC) | 23 | Fenstermaterialrollenwechsler W+D 190 |
| 9 | Längsvorbruchstation an der Bahn (KC/RC) | 24 | Warmluft-Schlussklappentrocknung |
| 25 | Produktentnahmevorrichtung | ||
| 26 | Regulierstation | ||
| 12 | 2. Schneidstation für Formschnitt | 27 | Heißleim-Haftklebestation |
| 13 | Vorbruchstation am Blatt längs/quer (BC/KC) | 28 | Verschlussklappenfaltstation |
| 14 | Fensterausschneidstation | 29 | Ablage mit Zählwerk |
| 15 | Fenstermaterialeinklebestation | ||
| Blau eingefärbter Text: optionale Maschinenmodule Anmerkung zur nicht fortlaufenden Nummerierung: Positionen 10, 11 und 21 sind in dieser Maschinenvariante nicht vorhanden bzw. nicht sichtbar. | |||
Abb. 10.5.4.10: Schema Kombinationsmaschine mit Mittenablage –Typ W+D 627 KC (Quelle: Eigene Darstellung)
Diese Maschine kann sowohl vom Zuschnitt als auch von der Rolle arbeiten. Die Abfolge der Produktionsschritte ist aus den abgebildeten Schemata ersichtlich.

Abb. 10.5.4.11: Kombinationsmaschine mit Mittenablage –Typ W+D 627 KC (Quelle: W+D)
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.4.3 Stationen und Module der Briefumschlagmaschine
Die Funktion der jeweiligen Stationen ist vergleichbar. Nachfolgend werden diese beschrieben.
Blattverarbeitung
Blatteinzug
An allen vom Blatt oder Zuschnitt arbeitenden Maschinen werden am Einzug die Papierbogen aus einem auf dem Stapeltisch positionierten Bogenstapel in die Maschine eingezogen. Der Stapeltisch ist neigungsverstellbar und kann so den Eigenschaften des Papiers angepasst werden. Der Papierstapel wird durch formatabhängig positionierbare Stapelholme auf dem Stapeltisch in Position gehalten. Der unterste Zuschnitt/Bogen wird von Saugern nach unten vom Stapel separiert und anschließend von einer gesteuerten Vakuumwalze aus dem Stapel in die Maschinen eingezogen. Der Stapel kann dabei mit Blasluft minimal angehoben werden – Bläser bringen die Blasluft dabei seitlich in den Stapel, sodass das störungsfreie Ausziehen des Bogens gewährleistet ist. Die Sauger/Bläser sind einstellbar (Position der Sauger/Bläser; der Zeitpunkt der Luftbeaufschlagung und deren Intensität). Die Einzugswelle verfügt über ein gesteuertes Vakuum – das heißt, dass der Saugzeitpunkt (Einsetzen und Beenden der Saugwirkung in Position zum Papier) innerhalb eines Verstellbereichs einstellbar ist. Sowohl die Einstellung des Saugzeitpunkts als auch die spezifische Einstellung der Sauger und Bläser sind papierabhängig.

Abb. 10.5.4.12: Blatteinzug (Quelle: Eigene Darstellung)

Abb. 10.5.4.13: schematische Darstellung des Blatteinzuges (Quelle: Eigene Darstellung)
Blattdruckwerke
Die vom Blatt arbeitenden Briefumschlagmaschinen sind mit einem Innendruckwerk und maximal zwei Außendruckwerken ausrüstbar. Ein Druckwerk besteht auch hier aus Rakelkammer, manuell zustellbarer Rasterwalze, feststehendem voreingestelltem Klischeezylinder, sowie einem Gegendruckzylinder. Das Innendruckwerk verfügt über einen s-paraten Gegendruckzylinder – die beiden Außendruckwerke über einen gemeinsamen Gegendruckzylinder. Die Druckan- und -abstellung erfolgt halbautomatisch.

Abb. 10.5.4.14: Blattdruckwerk in der Produktion (Quelle: Eigene Darstellung)

Abb. 10.5.4.15: schematische Darstellung eines Blattdruckwerkes (Quelle: Eigene Darstellung)
Längs-/Quervorbruch
Unter dem Begriff „Vorbruch“ versteht man das Rillen des Papiers mit rechteckig und rechtwinklig angeordneten Linien, die dem „Formatspiegel“ (Höhe x Breite) entsprechen. Die Aufgabe des Vorbruchs ist es, das Papier für nachfolgende Faltvorgänge der Seiten-, Boden- und Schlussklappen an der entsprechenden Stelle derart zu verändern, dass ein kantenscharfer Falz gewährleistet ist. Das Rillen erfolgt bei Blattmaschinen innerhalb einer Station durch zwei unterschiedliche Werkzeuge. Der Längsvorbruch für Seitenklappen erfolgt mittels rotierender Rillmesser gegen eine Gummiwelle, der Quervorbruch für Boden- und Schlussklappe mittels zweier achsparalleler Rillmesser innerhalb der Vorbruchwalze gegen gummibeschichtete „Polsterwalze“. Die Einstellungen sind entsprechend dem zu verarbeitenden Papier vorzunehmen. Eine zu starke Rillung führt zu Beschädigungen des Papiers und kann im Verlauf der Produktion zum Reißen des Materials im Falz führen. Hingegen verursacht eine zu geringe Rillung Faltungenauigkeiten – zum Beispiel Doppelfalz oder Formatgrößentoleranzen.
Bei Rollenmaschinen sind die Quervorbruchwalzen „formatabhängig“ – das heißt, sie müssen bei Änderung des Produktformats gewechselt werden.
Hier gibt es mehr Informationen zum Falzen in der Praxis, bereitgestellt von Heidelberg.

Abb. 10.5.4.16: Vorbruchstation in der Produktion (Quelle: Eigene Darstellung)

Abb. 10.5.4.17: schematische Darstellung des Längs- und Quervorbruchs (Quelle: Eigene Darstellung)
Schneidestation für Fenster- beziehungsweise Komplettschnitt
In Blattmaschinen erfolgt der Konturenschnitt, sofern er nicht von einem vorgestanzten Zuschnitt produziert wird, gemeinsam mit dem Fensterschnitt in derselben Station. Bei modernen Blattmaschinen ist der Komplettschnitt mit Folienmessern heute vielfach Standard. Ein Rotationsschnitt mit einem Folienmesser, das auf einer sogenannten Magnetwalze fixiert ist, schneidet hierbei gegen eine Keramikleiste durch das Papier. Das Folienblech wird hierbei durch in die Walze eingearbeitete Magnete sicher gehalten. Ältere Maschinen ohne diese Magnetwalze sind lediglich in der Lage, den Fensterschnitt mit Massivmessern auszuführen. Der Schneidabfall wird per Vakuum durch einen unterhalb der Schneidstation installierten Trichter aus der Maschine abtransportiert. Auch hier ist unbedingt auf eine exakte Zustellung des Messers (auf 1/100 Millimeter genau) zu achten, da ansonsten mit erhöhtem Messerverschleiß oder -zerstörung beziehungsweise mit unvollständigem Fenster-/Konturenschnitt zu rechnen ist. Die Folge sind Produktionsstörungen oder mangelhafte Produkte.

Abb. 10.5.4.18: Schneidstation für Fenster- und Komplettschnitt in der Produktion (Quelle: Eigene Darstellung)

Abb. 10.5.4.19: schematische Darstellung einer Schneidstation für Fenster- und Komplettschnitt (Quelle: Eigene Darstellung)
Fenstermaterialeinklebestation
Das Fenstermaterial wird entweder von einer in der Maschine integrierten Fensterfolienabrollung – der separaten Abrollung W+D 120 – oder vom Rollenwechsler W+D 190 in die Einklebestation transportiert. Eine Seitenkantensteuerung vor der Station sorgt hierbei für das positionsgenaue Einführen der Materialbahn in die Station. Der Weitertransport der Materialbahn erfolgt über Vakuumzylinder in der Fensterstation. Der Trennschnitt für den entsprechenden Fenstermaterialabschnitt erfolgt durch ein Trennmesser nach Klebstoffauftrag auf die Bahn an der Vakuumtransportwalze, die den Fenstermaterialabschnitt auf das Kuvert auflegt. Die Abschnittlänge wird elektronisch über einen Servomotor gesteuert oder durch entsprechende Kombination von sogenannten Wechselrädern erzielt.
Das eigentliche Klebstoffauftragswerk ist ein sogenanntes Rakelauftragswerk. Es besteht aus einem offenen Rakelkasten, einer Auftragswalze und der Gummierwalze mit Mehrfachgummierer. Der Gummierer ist je nach Fenstergröße ein sogenannter Taktgummierer, der auf eine Aufnahmewelle geklemmt wird. Der Gummierer ist formatabhängig, und der Klebstoffauftrag erfolgt taktgenau auf die Folie. Die Klebstoffzufuhr erfolgt durch eine Pumpe und wird über eine Niveauregelung innerhalb des Rakelkastens gesteuert. Wichtig ist die Einstellung des positionsgenauen Transports des Materialabschnitts auf den Kuvertzuschnitt; exakt eingestellt werden muss auch das Trennmesser, beispielsweise bei Polystyrol auf den Anschnitt des Materials und keinesfalls auf Durchschnitt. Bei fehlerhafter Einstellung kann das Messer mit der Vakuumwalze in Kontakt kommen – dadurch können sowohl das Messer als auch die Vakuumwalze beschädigt werden.

Abb. 10.5.4.20: Fenstermaterialeinklebestation in der Produktion (Quelle: Eigene Darstellung)

Abb. 10.5.4.21: schematische Darstellung einer Fenstermaterialeinklebestation (Quelle: Eigene Darstellung)
Faltstation für innenliegende Seitenklappen
Der Kuvertzuschnitt wird per Vakuum auf einem Band angesaugt, positionsgenau fixiert und transportiert. Die Faltung der Seitenklappen erfolgt durch sogenannte Falzmesser, die seitlich auf Formatbreite einstellbar sind. Dabei werden die Seitenklappen des durchlaufenden Zuschnitts durch Führungen angehoben und exakt mit dem Seitenvorbruch an dem Falzmesser im weiteren Verlauf nach innen umgelegt. Es ist hierbei eine exakte Einstellung des Falzes zum Längsvorbruch notwendig, da ansonsten ein „Doppelfalz“ entsteht, durch den das Produkt für die weitere Verwendung unbrauchbar wird.

Abb. 10.5.4.22: Seitenklappenfaltstation (Quelle: Eigene Darstellung)

Abb. 10.5.4.23: schematische Darstellung einer Seitenklappenfaltstation (Quelle: Eigene Darstellung)
Walzen-Gummierstation für Briefumschlagseitenklappen (Diagonal- und Commercial-Schnittform) – alternativ
Die Seitenklappen der klassischen Kuvertschnittformen – dazu zählen das US-Format Commercial, aber auch der sogenannte Spitzschluss (Diagonalschnitt) – werden entsprechend mit den nach Format ausgelegten Gummierern im Walzengummierwerk mit Klebstoff beaufschlagt. Bei diesen Formaten ist die Verklebung der Seitenklappen parallel zur Maschinenlaufrichtung mittels Klebstoffdüsen nicht möglich. Diese erfolgt in einem Walzengummierwerk: Dieses besteht aus Klebstoffwanne, Tauch- und Dosierwalze und einer Welle mit Gummierer (Gummi oder Kunststoff). Die Klebstoffzufuhr mit Niveauregulierung ist über Flasche oder Pumpe zur Klebstoffwanne möglich. Der Gummierer wird auf der Welle mittels Klemmung seitlich und in Umfangsrichtung positionierbar. Die exakte Positionierung und korrekte Klebstoffmenge sind wichtig für die Produktqualität und den sicheren Produktionslauf. Durch mehr oder weniger Pressung zwischen Dosier- und Tauchwalze wird die Klebstoffmenge justiert. Wichtig ist auch der korrekte Kontakt zwischen der Auftragswalze (in diesem Fall die Dosierwalze) und dem Gummierer sowie zwischen Gummierer und Papier.

Abb. 10.5.4.26: Boden- und Seitenklappengummierstation (Quelle: Eigene Darstellung)

Abb. 10.5.4.27: schematische Darstellung einer Boden- und Seitenklappengummierstation (Quelle: Eigene Darstellung)
Bodenklappenfaltstation
Direkt im Anschluss an das Klebstoffauftragswerk folgt die Bodenklappenfaltstation: Hier wird Bodenklappe umgelegt und mit den Seitenklappen (sofern innenliegend) verklebt. Das Kuvert beziehungs-weise die Versandtasche wird mittels Vakuumzylinder direkt vor dem Quervorbruch am Formatspiegel gefasst und mit der offenen Bodenklappe in eine einstellbare Falttasche geschoben. Die kontinuierliche rotative Bewegung des Vakuumzylinders bewegt das Kuvert an der Falttasche vorbei. Dabei wird die Bodenklappe wieder in entgegengesetzter Richtung aus der Falttasche herausgezogen und somit am Quervorbruch umgelegt. Bei der Rollenmaschine W+D 202 kommt hierbei ein zweiter Vakuumzylinder zum Einsatz, der das gefaltete Kuvert übernimmt. Bei der Fertigung von Versandtaschen kommt eine sogenannte Hebelwelle zum Einsatz, die das Aufrichten und anschließende Umlegen der kurzen Bodenklappe unterstützt. Es ist hier auf exakte Einstellung der Falttasche (Endanschlag für die Bodenklappe) und die korrekte Einstellung der Saugzeitpunkte der Vakuumwalzen zueinander zu achten, da es ansonsten zu Doppelfalz kommt.

Abb. 10.5.4.28: Bodenklappenfaltstation (Quelle: Eigene Darstellung)

Abb. 10.5.4.29: schematische Darstellung einer Bodenklappenfaltstation (Quelle: Eigene Darstellung)
Falteinrichtung für außenliegende Seitenklappen
Für Kuverts mit außenliegenden Seitenklappen ist optional eine zusätzliche Station mit der Maschine lieferbar. Hierbei werden die Seitenklappen nicht vor dem Bodenfalz, sondern erst anschließend umgelegt, wobei der Klebstoffauftrag ebenfalls mit Düsen erfolgt. Die Faltung erfolgt ebenfalls mit seitlich einstellbaren Faltmessern, wobei auch hier eine exakte Einstellung zum Längsvorbruch erforderlich ist. Derartige Kuverts sind in erster Linie bei sogenannten Kuvertierhüllen zu finden – das sind Kuverts, die in Kuvertiermaschinen automatisch mit dem zu versendenden Inhalt befüllt werden, da diese dort störungsfreier laufen.

Abb. 10.5.4.30: Falteinrichtung für außenliegende Seitenklappen (Quelle: Eigene Darstellung)

Abb. 10.5.4.31: schematische Darstellung einer Falteinrichtung für außenliegende Seitenklappen (Quelle: Eigene Darstellung)
Staffelstation
In der Staffelstation werden die gefalteten Kuverts beziehungsweise Versandtaschen übereinandergeschoben – „gestaffelt“; dabei wird der Teil der Schlussklappe, der mit Klebstoff versehen werden soll, nicht überdeckt. Die Einstellung der Staffelbreite erfolgt über sogenannte Staffelräder und die Einstellung der Rotationsgeschwindigkeit der Staffelrollen. Dies kann je nach Maschinentyp elektronisch durch Servoantriebe oder aber mechanisch durch Wechselräder erfolgen. Die Staffelung bei der sogenannten Latexgummierung ist weiter auseinander gezogen, da bei dieser Art der Gummierung ein zweiter Klebstoffstreifen auf dem oberen Ende der Bodenklappe erfolgt. Der Anpressdruck der Staffelrollen muss beidseitig gleichmäßig sein, da die Kuverts ansonsten schief in die Staffelstation und die nachfolgende Verschlussklappengummierstation einläuft.

Abb. 10.5.4.32: Bild 24a Staffelung + Schlussklappenbeleimung (Quelle: Eigene Darstellung)

Abb. 10.5.4.33: schematische Darstellung einer Staffelstation (Quelle: Eigene Darstellung)
Verschlussklappengummierstation
Diese Station besteht aus Klebstoffwanne, Tauch- und Dosierwalze sowie Gummierwalze und Klebstoffzuführung durch Pumpe oder Flasche, einer Gummierwalze (Gummi oder Kunststoff); sie kann für wiederbefeuchtbare Gummierung als vollflächige Walze oder aber als sogenannte Taktwalze (versehen mit querstreifigen Segmenten) ausgelegt werden. Für die Latexgummierung (zwei Klebeflächen, die bei gegenseitigem Kontakt miteinander verhaften, wobei eine auf der Schlussklappe und die andere auf der Bodenklappe aufgetragen wird) wird grundsätzlich ein Segmentgummierer verwendet, dessen Breite formatabhängig ist und der entsprechend dem jeweiligen Kuvertformat ausgelegt wird. Einstellbar ist die Klebstoffauftragsmenge; die Höhe des Gummierstreifens wird durch die Staffelbreite (siehe Abschnitt „Staffelstation“) vorgegeben. Die Qualität des Klebstoffauftrags ist entscheidend für die finale Produktqualität und die Verschließfunktion. Eine mangelhafte Schlussklappengummierung macht das Produkt unter Umständen unbrauchbar.

Abb. 10.5.4.34: schematische Darstellung einer Verschlussklappengummierstation (Quelle: Eigene Darstellung)
Trockenstrecke für Schlussklappengummierung
Diese Station ist notwendig, um sowohl die wiederbefeuchtbare als auch die Latexgummierung nach dem Klebstoffauftrag zu trocknen. Sie kann mit Warmluftdüsen oder aber auch mit Infrarotstrahlern erfolgen. Hierbei werden die Kuverts nach dem Klebstoffauftrag in der Gummierstation und vor dem Einlauf in die Trockenstrecke zwei bis drei Millimeter in der Staffelung auseinandergezogen und dann weiterhin gestaffelt mittels Gurt- oder Transportband durch die Trockenstrecke geführt. Dem Klebstoff wird durch die Trocknung das Wasser durch Verdunstung entzogen. Ein Teil der Feuchtigkeit im Klebstoff schlägt auch in das Papier weg. Der Wärmeeintrag durch die Trocknung ist in dieser Station einstellbar. Diese sollte auf den Klebstoffauftrag und die Produktionsgeschwindigkeit, insbesondere der Durchlaufgeschwindigkeit durch die Trockenstrecke, abgestimmt werden. Eine zu geringe Trocknungswirkung kann zum nachfolgenden Verblocken innerhalb der Verpackung führen. Hingegen führt eine zu starke (zu heiße) Einstellung unter Umständen zu einer welligen Schlussklappe oder zu Rollneigung. Im Extremfall kann es zur Entzündung des Papiers innerhalb der Trockenstrecke kommen.

Abb. 10.5.4.35: Trockenstrecke einer Blattmaschine (Quelle: Eigene Darstellung)

Abb. 10.5.4.36: schematische Darstellung einer Trockenstrecke (Quelle: Eigene Darstellung)
Regulierstation
Nach der Trockenstrecke werden die Kuverts in der Regulierstation separiert. Dies geschieht durch Erfassen des jeweils vordersten Kuverts durch ein Regulierrad sowie eine Vakuumwalze, durch die das Kuvert beschleunigt und aus der Staffelung gezogen wird. Dabei müssen die einzelnen Kuverts für den weiteren Verarbeitungsprozess positionsgenau ausgerichtet werden. Dies geschieht durch zwei mit dem Regulierrad laufende Scheiben. Diese Scheiben laufen geringfügig langsamer, als das Regulierrad selber. Dabei werden die Kuverts mit dem Bodenfalz vorweg auf eine mitlaufende Scheibe transportiert und an sogenannten Reguliernocken der mitlaufenden Scheiben ausgerichtet, um anschließend durch den nächsten Transportzylinder übernommen zu werden.

Abb. 10.5.4.37: Regulierstation (Quelle: Eigene Darstellung)

Abb. 10.5.4.38: schematische Darstellung einer Regulierstation (Quelle: Eigene Darstellung)
Schmelzklebstoffauftrag-Haftklebestation (alternativ zur Verschlussklappengummierung)
In dieser Station erfolgt die Schlussklappengummierung mit einem Schmelzklebstoff (Hotmelt) und dem Auflegen eines Abdeckstreifens (silikonisiertes Papier). Die Klebstoffauftragsstation besteht aus einer Schlitzdüse für Hotmelt, einem beheizten Tank und Schläuchen zur Düse (rund 150-170°C) sowie der Material-Abrollung, der Zuführung, dem Schneidzylinder und der Auftragswelle für den Abdeckstreifen. Der Schmelzklebstoff wird über eine Schlitzdüse getaktet auf das silikonisierte Papier aufgetragen. Der Klebstoff bindet durch Abkühlen aus, behält aber seine Klebeigenschaften und wird nach dem Abziehen des Silikonstreifens beim Zusammendrücken von Schluss- und Bodenklappe aktiv. An der Schlitzdüse einstellbar sind die Klebstoffauftragsmenge, die Breite (durch Einsetzen einer sogenannten Maske) sowie die Länge des Klebstoffstreifens. Das silikonisierte Abdeckmaterial muss von der Breite her auf das Format und die Klebstoffstreifenbreite abgestimmt sein; die Länge des Abschnitts kann entsprechend der Länge des Klebstoffstreifens innerhalb des vorgegebenen Verstellbereichs eingestellt werden. Der Silikonpapierabschnitt sollte umlaufend mindestens drei Millimeter größer sein als der Klebstoffauftrag. Der abgeschnittene und mit Klebstoff beaufschlagte Silikonpapierabschnitt wird mittels Vakuumwalze taktgenau an der gewünschten Position auf das Kuvert aufgelegt.

Abb. 10.5.4.39: Heißleim-Haftklebestation (Quelle: Eigene Darstellung)

Abb. 10.5.4.40: schematische Darstellung einer Heißleim-Haftklebestation (Quelle: Eigene Darstellung)
Verschlussklappenfaltstation
Kernstück der Station sind zwei vakuumbeaufschlagte Transportzylinder, deren Funktion vergleichbar mit den Bodenklappenfaltzylindern ist. Das Kuvert wird an der Schlussklappe kurz hinter dem Schlussklappen-Quervorbruch durch Saugbohrungen in dem Zylinder gefasst und bis auf die Schlussklappe in eine Falttasche geschoben. Bei der Übernahme des Kuverts im Bereich des Formatspiegels durch den folgenden Vakuumzylinder erfolgt anschließend die Faltung. Auf exakte Einstellung der Saugzeitpunkte und des Endanschlags der Falttasche ist zu achten, da ansonsten Doppelfalz entsteht.

Abb. 10.5.4.41: Verschlussklappengummierstation (Quelle: Eigene Darstellung)
Abb. 10.5.4.42: schematische Darstellung einer Verschlussklappengummierstation (Quelle: Eigene Darstellung)
Ablage
Die Kuverts werden einzeln in sogenannte Staffelscheiben übergeben und von dort auf den Ablagetisch auf ein langsam mitlaufendes Transportband auf den Schlussfalz abgestellt. Hierbei ist elektronische Zählung möglich – nach vorgewählter Stückzahl wird entsprechend ein Kuvert im Staffelrad durch eine Vorrichtung um rund drei bis fünf Millimeter seitlich verschoben. Die angewählte Anzahl Kuverts kann nun manuell aufgenommen, einmal um 180° herumgedreht und in Faltschachteln verpackt werden. Es besteht die Möglichkeit der Einbindung automatischer Verpackungs- und Palettieranlagen.

Abb. 10.5.4.43: Ablagestation. Die Ablagestation kann mit einer elektronischen Zählung versehen werden. (Quelle: Eigene Darstellung)
Rollenverarbeitung
Rollenwechsler W+D 191
Bei von der Rolle arbeitenden Maschinen wird das Papier von einer Rolle als Papierbahn in die Maschine transportiert: Der Rollenwechsler W+D 191 verfügt über zwei Abrollungen mit „Splice-Vorrichtung“ zum Wechseln der abgelaufenen Rolle gegen die volle Rolle. Die Papierrollen befinden sich dabei auf fliegend gelagerte Spannwellen und werden jeweils durch einen außen laufenden Gurt mit Friktion angetrieben. (Friktion = Reibung: Das ist die Kraft, die zwischen zwei sich berührenden Körpern wirkt, wenn sie sich gegeneinander bewegen.) Die Papierrollen werden durch einen hydraulischen Hebearm vom Rollendurchmesser abhängig nachgeführt. Der Rollenwechsel muss vorbereitet sein, indem der Bahnanfang der neuen Rolle mit einem beidseitig klebenden dünnen Spliceband versehen wird. Dieser Papierbahnanfang wird durch Vakuum in einer für den Wechsel konzipierten Vorrichtung fixiert. Eine Sensorik erfasst den minimal zulässigen Rollendurchmesser der im Produktionsprozess befindlichen Rolle und löst dann den Wechselvorgang aus. Zunächst läuft dabei der Materialbahnspeicher oberhalb der beiden Abrollungen voll, und die verbrauchte Restrolle bleibt stehen. Unmittelbar nach dem Anhalten der Rolle erfolgt das Ankleben der neuen Papierbahn an die alte Bahn und dann die automatische Trennung durch einen Schnitt. Die Produktionsmaschine arbeitet während des Wechselvorgangs und dem anschließenden Wiederanlauf bei voller Produktionsgeschwindigkeit aus dem Materialbahnspeicher. Darüber hinaus ist der Bahnspeicher verantwortlich für konstante Bahnspannung zwischen Rollenwechsler und Briefumschlagmaschine. Optional ist ein Papierbahnbrecher am Ausgang des Bahnspeichers zur Verminderung der Rollneigung des Papiers gegen Rollenende installierbar.

Abb. 10.5.4.44: Rollenwechsler W+D 191 (Quelle: W+D)
Flexodruckmaschine W+D 201
Die Flexodruckmaschine gibt es in zwei baulich unterschiedlichen Ausführungen, als CI mit zentralem Gegendruckzylinder oder als Stacktype mit einzelnen Gegendruckzylindern. CI ist die Abkürzung für central impression drum = Gegendruckzylinder. Bei CI-Maschinen (Zentralzylinder-Flexodruckmaschinen) sind die Druckwerke um einen zentralen Gegendruckzylinder mit einem großen Durchmesser angeordnet. Bei Mehrzylinder-Flexodruckmaschinen in Kompaktbauweise (Fachbegriff: Stacktype) sind Druckwerke übereinander angeordnet.
Beide Ausführungen können mit bis zu vier Außen- und einem Innendruckwerk ausgerüstet werden. Es besteht die Möglichkeit der Kombination von zwei Flexodruckmaschinen W+D 201 in Reihe hintereinander. Die Flexodruckmaschine verfügt über Rakeldruckwerke, jeweils mit Rakelkammer, Rasterwalze, Klischeezylinder und Gegendruckzylinder (Einzel- oder Zentralzylinder). Für die Klischeezylinder wird Sleeve-Technologie eingesetzt, und die Rasterwalze ist durch eine trennbare Antriebskupplung schnell wechselbar. (Erklärung Sleeve: Die Druckform besteht nicht mehr aus einem kompletten Zylinder, sondern vielmehr aus einer hülsenähnlichen Druck- und Prägeform: Dem Sleeve. Das erleichtert das Umrüsten der Maschine. Quelle: http://saueressig.com/werkzeuge/portfolio-werkzeuge/verarbeiten/sleeve-technologie/)
Die Zustellung von Rasterwalze und Klischeezylinder ist motorisch (Genauigkeit 1/100 Millimeter) über sogenannte Schrittmotoren. Die W+D 201 verfügt über eine programmierte Vorwahl der For-matdurchmesser. Dadurch wird eine automatische Grundeinstellung der Druckzylinder zueinander ermöglicht. Gemeinsam mit der Sleeve-Technologie werden dadurch extrem kurze Rüstzeiten erreicht. Die sogenannte Druck-an- und -ab-Stellung der Druckzylinder ist ebenfalls automatisiert und erfolgt ab einer vorwählbaren Produktionsgeschwindigkeit. Darüber hinaus gewährleistet die geschwindigkeitsdynamische Druckbeistellung mit frei wählbaren Voreinstellungen bei Veränderung der Produktionsgeschwindigkeit für gleichbleibende Druckverhältnisse. Optional ist eine IR-Warmlufttrocknung (IR = Infrarot) für Außendruck und Innendruck separat erhältlich. Eine Zugwalze eingangs der Druckmaschine sorgt gemeinsam mit der Zugwalze des nachfolgenden Aggregats für eine konstante Bahnspannung, eine Bahnkantensteuerung gewährleistet die gleichbleibende seitliche Ausrichtung der Papierbahn. (Siehe auch weiterführende Informationen zum Thema Flexodruck: „DFTA-Technik des Flexodrucks“: https://www.dfta.de/wissen/druckverfahren/flexodruck/.)

Abb. 10.5.4.45: Flexodruckmaschine W+D 201 (Quelle: W+D)
Längs-/Quervorbruch
Wie bei Blattfertigung
Formschneidestation
In dieser Station an Rollenmaschinen erfolgt der rotative Konturenschnitt zur Ausbildung der Seiten-, Boden- und Schlussklappe. Dieser Schnitt ist formatabhängig und erfordert das passende Formatwerkzeug mit dem jeweils passenden Formatdurchmesser. Gebräuchlich ist hier die Verwendung von Massiv- oder Folienmessern, die durch die Papierbahn gegen eine Keramikleiste schneiden. Hierbei ist unbedingt auf eine exakte Zustellung des Messers (auf 1/100 Millimeter genau) zu achten, da ansonsten mit erhöhtem Messerverschleiß oder Messerzerstörung beziehungsweise unvollständigem Konturenschnitt zu rechnen ist. Die Folge sind Produktionsstörungen oder mangelhafte Produkte. Ein Vakuumtransport durch einen unterhalb der Station installierten Trichter ermöglicht den Abtransport des Schnittabfalls aus der Maschine heraus.

Abb. 10.5.4.46: Formschneidestation (Quelle: Eigene Darstellung)
Fensterausschneidestation
Bei Rollenmaschinen erfolgt der Fensterschnitt in einer separaten Station. Das Schneidwerkzeug ist formatabhängig und muss entsprechend dem erforderlichen Formatdurchmesser ausgelegt sein. Je nach Ausrüstung der Maschine ist der Gebrauch von Folien- oder Massivmessern möglich. Für die Verwendung von Folienmessern sind Magnetzylinder zwingend notwendig. Auch hier ist unbedingt auf eine exakte Zustellung des Messers (auf 1/100 Millimeter genau) zu achten, da ansonsten mit erhöhtem Messerverschleiß oder -zerstörung beziehungsweise unvollständigem Fensterschnitt zu rechnen ist. Auch hier drohen sonst Produktionsstörungen durch defekte Messer und Produktmängel.
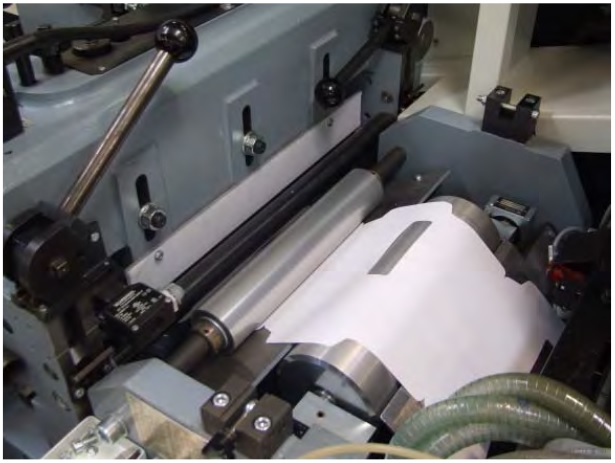
Abb. 10.5.4.47: Fensterschneidstation (Quelle: Eigene Darstellung)
Fenstermaterialeinklebestation
Wie bei Blattfertigung
Faltstation für innenliegende Seitenklappen
Wie bei Blattfertigung
Trennschneidestation
In dieser Station wird die Papierbahn nun quer zur Laufrichtung mittels Rotativmessern geschnitten, ab hier wird nun der einzelne Zuschnitt zum Briefumschlag weiterverarbeitet.
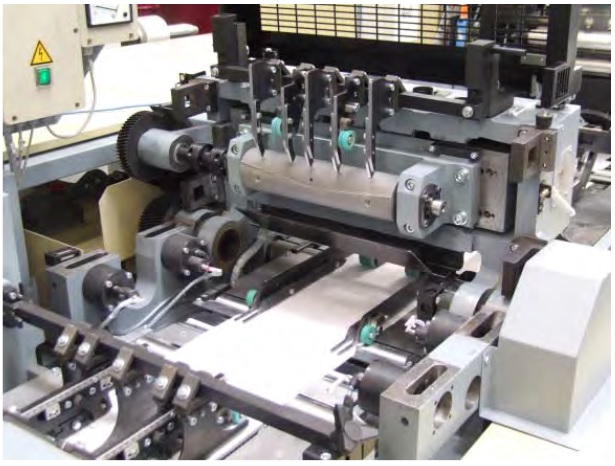
Abb. 10.5.4.48: Trennschneidestation (Quelle: Eigene Darstellung)
Düsenauftrag für Seitenklappen bei Bookletformaten
Wie bei Blattfertigung
Bodenklappenfaltstation
Wie bei Blattfertigung
Falteinrichtung für außenliegende Seitenklappen
Wie bei Blattfertigung
Schmelzklebstoffauftrag-Haftklebestation (alternativ)
Wie bei Blattfertigung
Staffelstation
Wie bei Blattfertigung
Verschlussklappengummierstation
Wie bei Blattfertigung
Trockenstrecke für Schlussklappengummierung
Wie bei Blattfertigung

Abb. 10.5.4.49: Schlussklappentrockenstraße Infrarot (Quelle: Eigene Darstellung)
Regulierstation
Wie bei Blattfertigung
Verschlussklappenfaltstation
Wie bei Blattfertigung
Ablage
Wie bei Blattfertigung
Schneiden und Klebstoffauftrag
Schneidwerkzeuge
Massivmesser
Die rotierenden Massivmesser aus der Reihe SolidCut eignen sich zur Produktion von großen Losgrößen. Dafür sprechen die langen Standzeiten der aus HSS-Werkzeugstahl gefertigten Messer. Sie lassen sich in vielfältigen Bereichen einsetzen, beispielsweise zur Produktion von Briefumschlägen und Versandtaschen. MasterCut-Messer erreichen die hohen Standzeiten, die mindestens denen des SolidCut-Messers entsprechen. Sie sind ideal für große und kleine Produktionsmengen. Im Gegensatz zu den bewährten SolidCut-Messern, die nach Erreichen des Nenn-Durchmessers unbrauchbar werden, lassen sich MasterCut-Messer vielfach neuwertig aufarbeiten. Die Messer können vier bis fünf Mal nachgeschliffen werden, wobei sich dabei die Schneidenhöhe jeweils um 0,2 Millimeter verringert.

Abb. 10.5.4.50: Massivmesser, Formatsatz (Quelle: Eigene Darstellung)

Abb. 10.5.4.51: Nachschleifen eines Massivmessers (Quelle: Eigene Darstellung)
Folienmesser
Die Magnetwalzen bilden die solide Grundlage für den erfolgreichen Einsatz von EasyCut-Folienmessern. Geschnitten wird mit einem Folienmesser im berührungslosen Schnitt zu einer Keramik-Gegenschneidleiste.
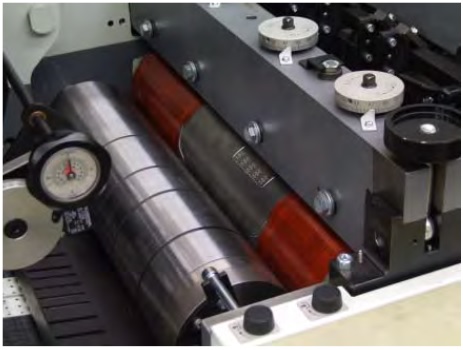
Abb. 10.5.4.52: Schneidstation, geschlossen (Quelle: Eigene Darstellung)

Abb. 10.5.4.53: Schneidstation, offen (Quelle: Eigene Darstellung)
Die Befestigung der Folienmesser kann wahlweise per Pinleiste oder Klemmleiste erfolgen. Die patentierte Vakuum-Ventiltechnik sorgt für den sicheren Transport des Zuschnitts. Die vielseitigen Folienmesser erfüllen jede Schneidaufgabe bei Form-, Fenster- und Trennschnitt ebenso wie den Format-Komplettschnitt für die Verarbeitung von Rechteckbögen. Die Folienmessertechnologie ermöglicht einen schnellen Werkzeugwechsel – Folienmesser sind darüber hinaus auch lasergehärtet erhältlich, um höhere Standzeiten zu gewährleisten. Das Komplettschneidsystem mit EasyCut-Folienmesser eignet sich ideal für kleine Losgrößen und ist bei gleichzeitig hoher Flexibilität sehr wirtschaftlich. Maschinen, die vom Blatt arbeiten, profitieren besonders von dieser Technik und verfahrensbedingt durch die hohe Qualität der Zuschnitte. Gegenüber der konventionellen Flachbett-Stanztechnik ergeben sich mithilfe der Komplettschnitt-Technik neue Möglichkeiten hinsichtlich komplexerer Zuschnittformen – zum Beispiel Konturschnitt, Fensterausschnitt und Aufreißperforation in einem Arbeitsgang. EasyCut-Komplettschnitttechnik beschränkt sich nicht nur auf Komplettschneidstationen, sondern kann auch in vielen Fensterschneidstationen, die mit EasyCut-Magnetsystemen ausgerüstet sind, angewendet werden.

Abb. 10.5.4.54: Folienmesser (Quelle: Eigene Darstellung)
Klebstoffauftragswerkzeuge und Module
Gummierer
Gummierer werden in allen Stationen der Maschine eingesetzt, in der Teile des Kuverts mit Klebstoff versehen werden müssen und wo dies nicht durch Düsen möglich ist. So erfolgt der Klebstoffauftrag des Befensterungsmaterials generell durch Gummierer.

Abb. 10.5.4.55: Fenstergummierer (Quelle: Eigene Darstellung)
Diese sind derart ausgelegt, dass die klebstoffübertragende Fläche erhaben ist. Als Material wird meistens ein weicher Gummi verwendet, der sich sowohl für die Herstellung (erfolgt durch Fräsen und Schleifen) als auch für den Klebstoffauftrag eignet. Es werden heutzutage auch Kunststoffe (Polymere) eingesetzt, bei denen die klebstoffübertragende Fläche vergleichbar zu einer Flexodruckplatte hergestellt wird.
Erklärung Gummierung: Das Wort hat seinen Ursprung von „Gummi arabicum“, dem Pflanzensaft von verschiedenen, in Afrika verbreiteten Bäumen. Eine ehemals weit verbreitete Verwendung von „Gummi arabicum“ ist die Gummierung von Papier. Dadurch werden Etiketten, Briefmarken, Briefumschläge, Zigarettenpapier, Verpackungen oder Klebebänder beim Anfeuchten verschließbar beziehungsweise „klebbar“ gemacht.
Seiten- und Bodenklappengummierer sind meistens Gummi- oder Kunststoffstreifen, die auf Segmente in der entsprechenden Station aufgeklebt werden. Darüber hinaus werden auch fertige Segmente vom Hersteller eingesetzt.

Abb. 10.5.4.56: Bodenklappengummierer (Quelle: Eigene Darstellung)
Diese Art der Seitenklappengummierer wird lediglich bei Schnittformen (Commercial oder Diagonalschnitt) verwendet, bei denen die Klebstoffstreifen der zu beklebenden Seitenklappen nicht exakt zur Maschinenrichtung verlaufen – das heißt: Sie stehen in einem Winkel dazu.

Abb. 10.5.4.57: Seitenklappen-Segmentgummierer (Quelle: Eigene Darstellung)
Bei den Schlussklappengummierern handelt es sich um vollflächig gummibeschichtete Walzen, deren Breite der formatbedingten Gummierbreite entspricht.

Abb. 10.5.4.58: Schlussklappengummierer (Quelle: Eigene Darstellung)

Abb. 10.5.4.59: Taktgummierer (Quelle: Eigene Darstellung)
Darüber hinaus werden für Latexklebstoffe sogenannte Taktgummierer verwendet, bei der die Oberfläche der klebstoffübertragenden Flächen erhaben ist.

Abb. 10.5.4.60: Taktgummierung (Quelle: Eigene Darstellung)
Klebstoffauftrag mit Düsen
In den Kuvertmaschinen werden zwei verschiedene Arten von Klebstoffauftragsdüsen eingesetzt. Für den Klebstoffauftrag von Schnittformen, deren Klebstoffstreifen auf den Seitenklappen exakt in Maschinenlaufrichtung verlaufen, werden sogenannte Punktdüsen eingesetzt. Es handelt sich hierbei um frequenzgesteuerte Düsen, deren Düsendurchmesser rund 3/10 Millimeter beträgt; der Klebstoff tritt intermittierend aus der Düse aus. Die sogenannte Taktung sowie die Menge sind hierbei steuerbar. Ebenso ist der Abstand der Düse zum Papier innerhalb eines Verstellbereichs möglich.

Abb. 10.5.4.61: Kontaktdüse (Quelle: Eigene Darstellung)

Abb. 10.5.4.62: Non-Impact-Klebstoffdüse (Quelle: Eigene Darstellung)
Für die Schlussklappengummierung mit Schmelzklebstoff werden Schlitzdüsen verwendet. Deren Düsenköpfe haben eine schlitzförmige Austrittsöffnung und werden temperiert. Die formatabhängige Breite des Klebstoffstreifens wird durch eine austauschbare Maske bestimmt. Die Taktung des intermittierenden Klebstoffauftrags wird elektronisch gesteuert.

Abb. 10.5.4.63: Heißklebstoff-Schlitzdüse (Quelle: Eigene Darstellung)
Grundlagen Klebstoffe
Natürliche Klebstoffe
– Dextrin und Stärke
– Gallerte
– Naturlatex
Synthetische Klebstoffe
– Dispersion – Bestandteile:
– Polymere (zum Beispiel Polyvinylacetat; Vinylacetat; Acrylate)
– Additive (zum Beispiel Weichmacher, Entschäumer, Benetzungsmittel, Konservierungsmittel)
– Hotmelt (Schmelzklebstoffe) – Bestandteile:
– EVA-Klebstoff - Polymer; Harz und Wachs
– Haftschmelzklebstoff - Polymer; Harz und Öl
Klebstoffe beziehungsweise Klebstoffe zur Briefumschlagherstellung
Je nach verwendetem Material für Kuverts und ihre Bestandteile kommen unterschiedliche Klebstoffe zum Einsatz. Hier finden Sie eine Übersicht der Arten, Inhaltsstoffe und Eigenschaften. Darüber hinaus informiert diese Tabelle, mit welchen Verfahren die Klebstoffe aufgetragen werden.
| Klebstoffart | Auftragsart | Bestandteil | Viskosität [mPa*s bei 23°C] | Feststoffgehalt [%] | Material | |
| Seiten-/ Bodenklappe | Synthetisch/ Dispersion | Segment | Homopolymer | 2.000 | 40 | Papier |
| Seitenklappe | Düse | 1.000 | 50 | |||
| Fenster | Synthetisch/ Dispersion | Fenster-gummierer | Copolymer | 1.350 | 55 | Polystyrol beziehungsweise PET |
| 2.400 | 55 | Polystyrol beziehungsweise OPP | ||||
| Schlussklappe wieder-befeuchtbar | Synthetisch/ Dispersion | Walzen-gummierer/ Taktgummierer | Kunstharz-Dextrin-Mischleim | 2.500 | 65 | Papier |
| Homopolymer | 2.500 | 50 | ||||
| Schlussklappe Haftklebung | Synthetisch/ Dispersion | Walzen-gummierer | Acrylatdispersion | 4.500 | 65 | |
| Synthetisch/ Hotmelt | Schlitzdüse | Blockcopolymer (Hotmelt) | 9500 bei 170°C | 100 | ||
| Schlussklappe Latex | natürlich | Taktgummierer | Naturlatex | 2.000 | 60 |
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.5 Etikettenherstellung
Erst in den 30er-Jahren wurden Selbstklebeetiketten erfunden. Der Amerikaner Ray Stanton Avery (1907-1997) präsentierte 1935 unter dem Namen „Kum-Kleen“ einen neuartigen Preisaufkleber. Dieser war auf der Rückseite mit Kautschukklebstoff bestrichen und konnte, dies war die Revolution, aufgeklebt und später wieder abgezogen werden. Zuvor waren Etiketten aufgeklebt worden, indem man die jeweilige Oberfläche mit nassem Klebstoff bestrich.
In Deutschland zeichnete für die Entwicklung und Verbreitung der ersten Haftetiketten die Feinpapiergroßhandlung Wilhelm Jäckstädt verantwortlich. Ende der 40er-Jahre brachte sie eine selbstklebende Postkarte auf den Markt. Damit hatte der Siegeszug der Selbstklebeetiketten begonnen. Vor allem in den 60er-Jahren steigerte sich die Nachfrage aufgrund der vielfältigen industriellen Anwendung gewaltig.
Durch den Etiketten-Boom und die Gründung eines Verbandes im Jahr 1958 wurde der Fortschritt im Bereich der Selbstklebeetiketten stark beschleunigt. Neuentwicklungen in der Drucktechnik, bei den Klebstoffen oder auf dem Sektor der Etikettierung brachten die selbstklebenden Produkte ebenso voran wie neue Kunststoffmaterialien oder die Möglichkeit zum Bedrucken der Etiketten mit variablen Daten. Heutzutage sind Etiketten in vielen Branchen etabliert, sie können in Gestaltung und Form dem jeweiligen Einsatzzweck problemlos angepasst werden.
Einsatzzweck
Etiketten haben heute nicht mehr nur dekorativen Charakter, sondern werden in fünf zu unterscheidenden Funktionen eingesetzt, von denen die Mehrzahl gleichzeitig Anwendung finden:
Etiketten sind
1. Indikatoren: Sie geben Produktdetails und produktrelevante Informationen an – zum Beispiel das Mindesthaltbarkeitsdatum. Indikator kommt vom lateinischen „indicare“ = anzeigen.
2. Verpackungsbestandteil: Etiketten haften immer auf einer Produktverpackung und nehmen hier mehr und mehr Aufgaben wahr, die zur Verpackung selbst gehören – zum Beispiel als Wiederverschließetikett oder Siegeletikett, das das erste Öffnen anzeigt.
3. Marketing Umsetzung: Hier werden zum Beispiel der Markenname oder eine Produktpräsentation realisiert.
4. Kommunikator: Etiketten teilen Informationen zum Produkt mit – über Barcodes, RFID-Anwendungen sowie QR-Codes. RFID: Abkürzung für Radio Frequency Identification; neben Magnetkarte und Barcode zählt RFID zu den weit verbreiteten Identifikationstechniken. Das Gesamtsystem besteht aus Transponder, der drahtlosen Schnittstelle, einer Basisstation zur Identifikation und einer IT-Anbindung. Ziel von RFID-Systemen ist die Identifikation beliebiger Objekte in logistischen Prozessketten sowie die Verknüpfung von Informationen mit diesen Objekten zur Beschleunigung und zur Verbesserung der Logistikprozesse. Die automatische Identifikation wird zukünftig ein „Internet of Things“ (Internet der Dinge) ermöglichen. (Quelle: https://wirtschaftslexikon.gabler.de/definition/rfid-51808)
QR steht für „Quick Response“ (engl.: schnelle Antwort). QR-Codes sind 2D-Codes, die von Handys, Smartphones und Tablets eingescannt und ausgelesen und in denen Webadressen, Telefonnummern, SMS und freier Text untergebracht werden können. (Quelle: https://wirtschaftslexikon.gabler.de/definition/qr-code-53515)
5. Produktionsfaktor: Die Herstellung eines Produktes schließt die Etikettierung mit ein: Diese hat einen großen Anteil daran, wie effizient der Produktionsprozess abläuft. So werden über Hochleistungsklebstoffe sehr hohe Verarbeitungsgeschwindigkeiten realisiert – zum Beispiel 200 Packungen pro Minute.
Herstellung von Haftklebeetiketten
Der Etikettendruck läuft seit jeher mit schmalen Druckbreiten (ab 250 Millimeter Bahnbreite bis 500 Millimeter im Standard) überwiegend im Endlosbetrieb (Rolle zu Rolle) ab. Daher nennt man den Etikettendruck auch „Schmalbahndruck“, denn andere Druckerzeugnisse entstehen oftmals in Bahnbreiten von einem Meter bis hin zu mehreren Metern. Bei der Herstellung von Haftetiketten werden alle Druckverfahren eingesetzt.
Etiketten werden aus dem sogenannten Laminat hergestellt. Laminat ist der Verbund aus einem Obermaterial (meist Papier oder Folie), einem darunter liegenden Klebstoff und schließlich dem Trägerband (Liner), auf dem dann auch das fertige Etikett liegt. Das Trägerband dient somit dem Transport. Laminat (von Lateinisch lamina, Schicht) bezeichnet einen Werkstoff oder ein Produkt, das aus zwei oder mehreren flächig miteinander verklebten Schichten besteht. Diese Schichten können aus gleichen oder unterschiedlichen Materialien bestehen. Die Herstellung eines Laminats bezeichnet man als laminieren.

Abb.: 10.5.5.1: Aufbau eines Etiketts (Quelle: Eigene Darstellung)
Das Silikon- oder Trägerband dient beim Stanzen der Haftetiketten und auch danach als „Unterlage“. Vor der Verwendung der Haftetiketten schützt es als „Schutzpapier“ den Klebstoff. Es ist mit Silikon (Silikonisierung) beschichtet. Das Silikonpapier (auch Liner) soll den Klebstoff bis zur Verarbeitung des Etiketts schützen – es muss sich unmittelbar vor dem Aufkleben von diesem abziehen lassen. Für dieses Material sind noch weitere Bezeichnungen gebräuchlich, die sich auf die Funktion beziehen: Trägerpapier, Trennpapier, Schutzpapier, Unterlage, Untermaterial, Ablösepapier, Rückseite oder Abdeckpapier. Mitunter findet man auf dem Silikonpapier schwarze Streifen oder rechteckige Markierungen: Dies sind Steuermarken zur Justierung der Etikettenspendemaschine. Unter anderem kann auch Pergaminpapier als Trägerband Verwendung finden.
Pergaminpapier sollte nicht mit Pergamentpapier verwechselt werden, auch wenn es ähnlich aussieht. Starke Mahlung und hohe Kalandrierung sorgen dafür, dass die Papieroberfläche sehr glatt und wenig saugfähig ist. Pergaminpapier wird vorwiegend bei der Rollenwicklung als Unterlagepapier für Haftetiketten eingesetzt. Info zur Kalandrierung: Das Papier durchläuft in der Herstellung eine Serie von Walzen und wird dadurch sehr glatt.
Bei Bogenware wird zur Erzielung einer besseren Planlage auch Kraftpapier eingesetzt. Kraftpapier ist einseitig gestrichenes Spezialpapier. Es ist dimensionsstabiler und lichtundurchlässiger (opaker) als Pergaminpapier. Es hat auch eine höhere flächenbezogene Masse. Das Wort „opak“ kommt vom lateinischen opacitas = „Trübung“, „Beschattung“. Die Opazität bezeichnet allgemein das Gegenteil von Transparenz, also mangelnde Durchsichtigkeit beziehungsweise mangelnde Durchlässigkeit.
Die Herstellung der Haftverbunde erfolgt in Beschichtungsmaschinen. Diese haben meist eine Arbeitsbreite von einem Meter bis zu zweieinhalb Metern. Auf das Silikon-Rohpapier wird der Silikonlack aufgetragen und getrocknet. Der Klebstoff wird mit Spezial-Auftragswerken in dünner Schicht entweder auf das Silikonpapier (Transferverfahren) oder auf das Etikettenmaterial (Direktverfahren) aufgebracht.
Klebstoffe in der Etikettenherstellung
Haftklebstoffe auf Lösemittelbasis: Die Rohstoffe (Kombination von verschiedenen Kautschuk- und Harzsorten, Weichmachern und Stabilisatoren) werden in einem organischen Lösemittel gelöst und als Klebstofflösung aufgetragen. Es ist theoretisch möglich, für nahezu jeden Bedarf einen entsprechenden Haftklebstoff auf Lösemittelbasis zu entwickeln.
Organische Lösemittel sind flüchtige Verbindungen, die andere Stoffe (zum Beispiel Farben, Kleber) lösen oder verdünnen, ohne sie chemisch zu verändern. Meist handelt es sich dabei um Stoffgemische und nicht um Einzelsubstanzen. Die Gemische setzen sich in der Regel aus den Substanzklassen der Aldehyde, Ketone, aliphatische und aromatische Kohlenwasserstoffe, Alkohole und Ester zusammen.
Haftklebstoffe auf Dispersionsbasis: Bei diesem System werden Polymere und Harze im Wasser so fein verteilt (dispergiert), dass sie sich nicht mehr mischen. Zur Stabilisation dieses Zustandes werden als Hilfsmittel Emulgatoren eingesetzt. Sie haben die Aufgabe, die feinen Tröpfchen „auf Distanz“ zu halten. Sie sind die Ursache dafür, dass Dispersions-Klebstoffe in beschichtetem Zustand immer eine Feuchtigkeitsempfindlichkeit besitzen.
Schmelzhaftklebstoffe: Dies ist ein Haftklebstoff, der vor der Beschichtung auf rund 180°C erwärmt wird. Dadurch wird er flüssig und kann mit Walzen oder Düsen aufgetragen werden. Auf Raumtemperatur abgekühlt wird die aufgetragene Masse fest und entfaltet ihre Klebwirkung.
Bei Etiketten-Klebern unterscheidet man zwei Hauptgruppen:
● Acryl-Kleber
Acryl ist eine Sammelbezeichnung für Substanzen, die sich chemisch durch die Acrylgruppe (CH2=CH–COR) auszeichnen (wie zum Beispiel die Acrylsäure oder Acrylsäureester) und für Polymere dieser Stoffe. Der Begriff wurde vom lateinischen acer „scharf“ oder griechischen ákros „höchst; Spitzen-“ wegen des scharfen Geruchs der Acrylsäure abgeleitet. Acryl wird unter anderem in Form von Acrylfugenmasse verwendet, die zum Füllen und Abdichten von Dehnungsfugen oder Spannungsrissen dient (Fugendichtung).
● Kautschuk-Kleber
Wortherkunft für Kautschuk: indianisch: cao (für Baum) und ochu (für Träne); zusammen „Träne des Baumes“. Naturkautschuk wird meist in Südostasien aus Latex gewonnen, dem Milchsaft des ursprünglich aus Brasilien stammenden Kautschukbaums. 60 Prozent des weltweiten Kautschuk-Bedarfs werden heute jedoch durch petrochemisch hergestellten Synthesekautschuk gedeckt.
Um diese Klebstoffe bei Etiketten sofort zu erkennen, kann man einen kleinen Test durchführen: Man nehme ein Etikett, löse es vom Trägerband ab und falte es so, dass man zwei Klebehälften zusammenfügen kann. Anschließend zieht man die klebende Stelle wieder auseinander. Dabei kann man gegebenenfalls beobachten, dass sich feine Fäden – ähnlich wie Kaugummi – ziehen. Je mehr diese Fäden zu sehen sind, desto höher ist der Kautschukanteil im Kleber. Zeigen sich gar keine Fäden, handelt es sich um einen reinen Acrylkleber.

Abb. 10.5.5.2: links ein Etikett mit Acryl-Kleber, rechts Kautschuk-Kleber. Anwendungen für Acryl- oder Kautschuk-Kleber (Quelle: Bluhm Systeme GmbH)
Beide Klebstoffgruppen haben ihre typischen Einsatzbereiche. Acryl- Kleber eignet sich für Etiketten auf glatten Oberflächen. Durch seine „harte“ Struktur hat er sehr gute Klebeeigenschaften auf glatten Oberflächen. Bei einer rauen Oberfläche tritt die Situation auf, verbindet sich der „harte“ Kleber nur mit der Oberfläche der Struktur und dringt nicht in das Material ein. Daraus resultiert eine schlechtere Klebeeigenschaft auf diesen rauen Produktoberflächen.

Abb. 10.5.5.3: unterschiedliches Verhalten von Etikettenklebstoffen – oberes Schema: Acryl, unteres Schema: Kautschuk (Quelle: Eigene Darstellung)
Durch seine zähfließende Struktur ergibt sich eine sehr gute Verbindung mit rauen Oberflächen, da der Kautschuk sehr gut in die rauen Vertiefungen eindringt. Bei der glatten Oberfläche hingegen tritt ein deutlicher Nachteil zutage: Bei einem solchen Etikett spricht man vom sogenannten Ausbluten des Klebers. Das heißt: Der Klebstoff quillt an der Seite des Etiketts heraus und hinterlässt kleine Klebstoffpartikel, die sich in einer Sendeanlage aufbauen und zur Blockade des Systems führen können.
Hohe Umgebungstemperaturen und zu warme Lagerung des Etikettenmaterials begünstigen diese Vorgänge.
Quelle: Moritz Kühnel, http://www.bluhmsysteme.com/blog/etiketten-selbstklebeetiketten-kleber/ (redaktionell bearbeitet)
Grundsätzliche Schritte der Herstellung von Etiketten
Das grundsätzliche Herstellungsverfahren des Etiketts besteht aus folgenden Schritten:
1. Herstellen des Laminats: Papier oder Folie wird mit einem Klebstoff versehen und mit dem Trägerband zusammengeführt. Es entsteht eine Materialrolle.
2. Die Materialrolle wird auf ein passendes Format geschnitten (kleinere Rollen mit 250 bis 500 Millimeter Bahnbreite) und der Durchmessergröße der Druckmaschine angepasst (bis zu ca. 4.000 Meter Länge).
3. Die Laminatrolle wird in einer Druckmaschine zum Etikett verarbeitet (Abrollung – Bedruckung – Veredelung – Stanzung – Aufwicklung).
4. Kleinrollenwicklung
Für diese vier Arbeitsschritte werden spezifische Maschinen verwendet.
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.5.1 Maschinen
Druckmaschinen: Gemäß dem Produktionsablauf steht am Beginn die Etikettendruckmaschine. Die wesentlichen Druckverfahren sind der Flexodruck, der Digitaldruck, der Siebdruck und der Offsetdruck.
Mit Digitaldruck bezeichnet man allgemein Druckverfahren, bei denen die Informationen direkt vom Computer aufs Papier gebracht werden, ohne dass eine Druckvorlage erzeugt wird. Dabei wird die Technologie des Farbdruckers mit der Mechanik einer Druckmaschine verbunden.
Flexodruck: Als Hochdruckverfahren verwendet der Flexodruck fotopolymere Auswaschdruckplatten (Hochdruckplatten) oder Nachformungen davon (sogenannte Gummidruckplatten) als Druckformen. Der Flexodruck gilt als sehr schnelles, unkompliziertes Druckverfahren.
Siebdruck: Beim Siebdruck besteht die Druckform aus einem Siebgewebe mit Druckschablone. Die Druckfarbe wird durch die Druckform hindurch auf das zu bedruckende Material übertragen.
Offsetdruck: Als Flachdruck-Verfahren basiert der Offsetdruck auf dem unterschiedlichen Benetzungsverhalten von druckenden und nicht druckenden Bereichen der Druckform. Beim Drucken nehmen die oleophilen („ölfreundlichen”) Bildstellen die ölartige Druckfarbe an, die bildfreien hydrophilen Stellen stoßen sie ab. Der Offsetdruck arbeitet indirekt: Die Druckform überträgt das Druckbild auf einen Gummizylinder, der seinerseits das Papier beziehungsweise anderes Material bedruckt. (Quelle für alle Druckverfahren: https://www.printproduction.de/wieesgeht/drucklexikon-digitaldruck-offesetdruck-aachen)
Grundsätzlich werden Druckmaschinen mit einer Arbeitsbreite bis 500 Millimeter vorwiegend im Endlosdruck (Rolle zu Rolle) eingesetzt. Hierbei gibt es unterschiedliche Druckverfahren, die dann auch unterschiedliche Druckmaschinen bedingen. Das Bild zeigt eine typische Flexodruckmaschine (Rotativ, Reihenbauweise) für die Etikettenherstellung.

1. Abrollung
2. Druckwerk
3. Aushärtung (UV-Lampe)
4. Stanzeinheit (Im Bild nicht zu sehen ist der Zylinder mit dem Stanzblech.)
5. Matrix-Gitteraufwicklung
6. Aufrollung
Abb. 10.5.5.4: schematische Darstellung einer Flexodruckmaschine (Rotativ, Reihenbauweise) für die Etikettenherstellung (Quelle: Eigene Darstellung)
In der Etikettenherstellung gebräuchliche Druckverfahren
Dargestellt werden hier die im Etikettendruck üblichen Druckverfahren: Hochdruck/Flexodruck, das meistgenutzte Verfahren, der Digitaldruck, der Siebdruck und der Offsetdruck. Ausführlichere Angaben zum Druck allgemein und zu weiteren Druckverfahren finden Sie im Kapitel „9.2 Industrielle Druckverfahren“ dieses Wikis.
Hochdruckverfahren/Flexodruck: Die Druckplatte besteht hier aus einem hochstehenden und einem tiefstehenden Bereich. Der hochstehende Bereich nimmt dabei die Farbe innerhalb der Druckmaschine an und überträgt diesen Farbauftrag auf den Bedruckstoff, das spätere Etikett.
Nach dem Druckwerk schließt sich jeweils eine Farbhärtungsanlage an – im Etikettendruck ist dies in aller Regel eine UV-Lampe: In der Druckfarbe sind sogenannte Photoinitiatoren enthalten (als Inhaltsstoff zur Druckfarbe). Diese sorgen dafür, dass die Druckfarbe unter Licht sofort aushärtet. Früher wurde eine Trocknung auch mithilfe von Warmluft erzielt – dieses Verfahren wird heute nur noch selten angewendet.
Photoinitiatoren sind chemische Verbindungen, die nach Absorption von (UV-) Licht in einer Photolysereaktion zerfallen und so reaktive Spezies bilden, die eine Reaktion starten (initiieren) können (meist eine Polymerisation). Photoinitiatoren sind Bestandteile von strahlungshärtenden Lack- und Harz-Formulierungen, die in Sekundenbruchteilen durch Bestrahlung mit UV-Licht ausgehärtet werden können. Einsatzgebiete sind beispielsweise die Möbel- und Parkettlackierung sowie Druckfarben.
In der Etikettenherstellung wird eine spezielle Variante des Hochdruckverfahrens angewendet: der Flexodruck. Beim Flexodruckwerk ragt eine Tauchwalze in den Farbkasten und nimmt die Farbe auf, gibt sie an die Rasterwalze ab – diese besitzt Näpfchen: Das sind winzige Vertiefungen, in denen sich die Druckfarbe sammelt – je tiefer diese Näpfchen sind, desto mehr Farbe wird übertragen. Die Rasterwalze gibt dann ihrerseits die Farbe an den Druckzylinder ab. Zwischen dem Druckzylinder und einem Gegendruckzylinder läuft dann die Material-bahn hindurch, die so bedruckt wird.

Abb.: 10.5.5.5: Druckwerk beim Flexodruck (Quelle: Eigene Darstellung)
Die Rasterweite gibt an, wie viele Rasterzellen sich auf einer Strecke von einem Zentimeter befinden. Je mehr Rasterzellen pro Zentimeter, desto feiner ist die Rasterung. Beim für den Etikettendruck vielfach verwendeten Flexodruck sind 48er-beziehungsweise 60er-Raster erreichbar. Beim 60er-Raster (60L/cm) sind auf einem Zentimeter 60 Rasterpunkte angeordnet. Demzufolge befinden sich dann auf 1 cm² 60 x 60 = 3600 Rasterpunkte. Zum Vergleich: Im Zeitungsdruck sind grobe Rasterweiten (28er- bis 40er-Raster) üblich. (Quelle: https://www.henkel-verlag.de/techniklexikon/etikettenlexikon/)
Flexodruck findet mit Direktdruckmaschinen statt: Hier wird die Farbe von der Druckplatte (Klischee) unmittelbar auf den Druckstoff abgegeben. Der Vorteil des Flexodrucks ist ein schneller Farbwechsel. Dazu wird der gesamte Farbkasten mit Tauchwalze aus der Maschine genommen und in einer externen Reinigungsmaschine gereinigt. Ein sauberes Farbbecken mit Tauchwalze wird wieder in das Druckwerk eingebaut und mit Farbe befüllt. Somit kann in wenigen Minuten ein Farbwechsel stattfinden. Etiketten sind in den meisten Fällen mit Sonderfarben ausgestattet – deshalb ist der Flexodruck im Etikettenbereich auch das meistverwendete Druckverfahren. Nachteile: Bei Rasterverläufen im Flexodruck entsteht meist eine Abrisskante. Der Druckzuwachs ist wesentlich höher als beim Offsetdruck (Flachdruck).

Abb. 10.5.5.6 zeigt eine Flexodruckplatte: Die zu druckenden Elemente stehen erhaben; zu sehen ist ein Text, der bereits Spuren der schwarzen Druckerfarbe trägt. (Quelle: Eigene Darstellung)

Abb. 10.5.5.7: Punktraster aus dem Flexodruck – vergrößerte Darstellung von 100 Prozent (links) zu 0 Prozent (rechts). (Quelle: Heidelberger Druck)
Digitaldruck: Digitaldruckmaschinen arbeiten grundsätzlich genauso wie bekannte Desktop-Drucker, allerdings im industriellen Umfeld um einiges größer und komplexer. Vorteil: Dieses Verfahren kommt ohne Druckplatten aus; daher entfallen die Kosten dafür. Zudem lässt sich die Druckmaschine schnell umrüsten. Nachteil: Die Farbe ist nicht scheuerfest. Deshalb müssen die Etiketten immer lackiert werden. Mehr dazu und eine schematische Darstellung des Druckverfahrens im Unterkapital „9.2.5 Digitaldruckverfahren“ dieses Wikis.
Siebdruck: Das Druckwerk in der Maschine besteht aus einem Zylinder (Hohlzylinder, Rohr), dessen Wandung ein Edelstahlgewebe ist. Der Zylinder dreht rotativ. Dort, wo Farbe durch das Gewebe (Netz oder Sieb) dringen kann, wird Farbe übertragen.

Abb. 10.5.5.8: Siebdruckzylinder (Quelle: Kocher + Beck GmbH + Co.)
Somit entsteht das Druckbild. Im Inneren des Hochzylinders wird Farbe ausgebracht (durch eine Pumpe) und über ein Rakel (Messer, das die Farbe durch die Öffnungen drückt), das berührend an dem Sieb vorbeigeführt wird, nach außen gegeben. Hier trifft die Farbe auf den Bedruckstoff. Dieses Verfahren findet in der Etikettenindustrie ganz überwiegend Anwendung. Der Siebdruck wird im Etikettendruck eingesetzt, wenn die Farbe einen haptischen Eindruck hinterlassen soll. Auch bei transparenten Folien findet der Siebdruck teilweise Anwendung, weil die Farbe eine besonders hohe Deckkraft hat. Als haptische Wahrnehmung (griech.: haptós „fühlbar“, haptikós „zum Berühren geeignet“) bezeichnet man das tastende „Begreifen“.
Der Nachteil sind die hohen Kosten für ein Sieb. Mehr zum Siebdruck im Unterkapitel „9.2.4 Durchdruckverfahren“ dieses Wikis.
Flachdruckverfahren/Offsetdruck
Die Druckplatte ist hierbei im Ganzen eben und ohne Erhebungen. Es handelt sich zudem um ein indirektes Druckverfahren, weil die Farbe erst auf ein Gummituch gelangt und von dort auf den Bedruckstoff. Dieses „Absetzen“ der Farbe heißt auf Englisch „offset“ – daher der Name „Offsetdruck“.
Zur Herstellung der Etiketten ist die Druckmaschine im Offsetdruck grundsätzlich so aufgebaut wie beim Flexodruck (daher kann man beide Druckmaschinen gut miteinander kombinieren), nur das Druckwerk und die Druckplatte sind andersartig.Vorteil im Offset sind Rasterverläufe im Druckbild. Mit einem Rasterverlauf ist ein regelmäßiges Punktmuster gemeint, das zum Beispiel mit 80 Prozent Farbdeckung beginnt (100 Prozent wäre ein Vollton) und mit 0 Prozent endet.
Nachteil: Der Farbwechsel dauert wesentlich länger als im Flexodruck (Hochdruck). Im Offset-Farbwerk sind mehrere Walzen, die gereinigt werden müssen. Reinigungsvorgänge müssen je nach Farbton mehrmals wiederholt werden.
Im Gegensatz dazu ist der Offsetdruck ein Flachdruckverfahren: Der zu druckende Punkt steht nicht erhaben, sondern in der Ebene. Die fertige Druckplatte hat fettanziehende Bereiche (Druckbereiche), an denen die Druckfarbe haftet und auf das Papier übertragen werden kann - in den übrigen Bereichen lagert sich im Druckprozess eine wasserhaltige Flüssigkeit ab, sodass dort die Farbe nicht abgelegt werden kann. Die Druckpunkte können sehr eng beieinander stehen – die mögliche Druckauflösung ist somit höher als beim Flexodruck. Sehr deutlich zu sehen ist, dass der Offsetdruck ein Flachdruckverfahren ist. Hier ein Rasterverlauf für den Bildhintergrund, dieser Verlauf ist so fein, dass er im Flexodruckverfahren von der Druckauflösung her nicht darstellbar wäre.
Mehr über Flexodruck zum Beispiel hier: „Einführung in die Rastertechnologie“: https://www.heidelberg.com/global/media/global_media/products___prinect_topics/pdf_1/screening_tech.pdf

Abb.: 10.5.5.9: Offsetdruckplatte (Quelle: Eigene Darstellung)
Tiefdruck: Dieser wird in der Etikettenherstellung nur noch sehr selten eingesetzt. Mehr dazu im Unterkapitel „9.2.2 Tiefdruckverfahren“ dieses Handbuches.
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.5.2 Hubweise
Unter „Hubweise“ ist zu verstehen, dass entweder der Bedruckstoff ein Bogen ist oder dass eine Endlosfertigung (Rolle zu Rolle) taktweise gestoppt wird, sodass ein Stillstandsmoment entsteht, in dem der Druck erfolgt. In jedem Fall wird mit einem stehenden Material gearbeitet, und die Druckeinheit oder Stanzeinheit ist in Bewegung, nähert sich dem Bedruckstoff und berührt diesen.

Abb.: 10.5.5.10: Prinzip Stanzen-Hubweise (Quelle: Baust Stanztechnologie GmbH)
Diese Form der Bearbeitung gibt es auch im Etikettendruck; sie ist hier jedoch eine große Ausnahme. Eine moderne Anwendung ist der Digitaldruck, der nahezu immer „Hubweise“ arbeitet – im Regelfall wird die Rollenbahn in der Druckmaschine angehalten, es folgt der Druck (oberflächliche Bearbeitung des Bedruckstoffes), und dann wird die Rollenbahn weitergezogen. Damit es dennoch einen kontinuierlichen Materialfl uss gibt, wird die Rollenbahn durch einen Puffer gezogen. Im Zick-Zack-Verlauf bewegt sich die Rollenbahn über Umlenkwalzen, die sich nach oben und unten bewegen können. Oben stehend ist die Distanz zwischen den Rollen maximal, und es befindet sich sehr viel Druckmaterial in der Maschine. Im Druckprozess steht die Materialbahn in der Maschine, und die Umlenkrollen bewegen sich voneinander weg (Abstand wird höher). Damit baut sich die Distanz auf. Ist der Druckprozess abgeschlossen, bewegen sich die Rollen aufeinander zu und die Distanz wird abgebaut. So können sich in der Maschine Materialpuffer von Lauflängen bis zu 30 Metern bilden.
Ebenfalls Hubweise kann der Stanzprozess anlaufen, was früher Normalität war, heute aber zunehmend durch das rotative Stanzen abgelöst wird. Bei der Hubarbeitsweise wird ein Stanzblech in der Maschine auf die Materialbahn abgesenkt und führt dann zur Stanzung der Materialbahn; hierbei wird das Material bis in den Klebstoff hinein durchtrennt – das Trägerband darf nicht angestanzt werden, da dies zu einem verschlechterten Ablöseverhalten des Etikettes führt (hierbei würde dann Klebstoff in die Stanzlinie gedrückt und es gäbe eine feste Verbindung zwischen Etikett und Trägerband).
Der Kontakt zwischen Maschine und Materialbahn ist dabei immer die gesamte Fläche des Hubwerkzeuges, also beispielsweise der Stanze. Wenn dabei das Hubwerkzeug nicht exakt gerade ausgerichtet ist, dann ist das Druck- oder Stanzergebnis nicht optimal. Steht also beispielsweise das Stanzwerkzeug beim Kontakt mit der Materialbahn an der rechten oberen Ecke zu hoch, dann steht automatisch die linke untere Ecke zu tief: Oben rechts wird dann zu wenig oder gar nicht in die Materialbahn gestanzt und unten links gleichzeitig viel zu tief. Daher ist auf eine parallele Ausrichtung des gesamten Werkzeuges zu achten.
Neben dem Bedrucken und dem Stanzen ist sonst kein weiterer Arbeitsschritt vorhanden, der Hubweise bearbeitet würde. Info „Hubweise“: Die Endlosfertigung wird hier taktweise gestoppt. Wenn die Materialbahn steht, erfolgt der Druck oder der Stanzvorgang. Beim Stanzen war Hubweise früher Standard. Heute dominiert jedoch das rotative Stanzen. Siehe Unterkapitel „10.6.3 Rotativ“.
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.5.3 Rotativ
Rotativ, also „drehend“, ist der Endlosbetrieb, in dem von der Rolle abwickelnd auf die Rolle aufwickelnd gearbeitet wird – dies ist die Standardarbeitsweise im Etikettendruck. Schon das Grundmaterial, das Papier oder die Folie, wird so hergestellt.
Im Etikettendruck erfolgt der Durchlauf des Bedruckstoffes (Laminat auf Papier oder Folienbasis) von der Rolle kommend durch die Anlage wieder auf die Rolle am Ende des Produktionsgangs. Alles, was innerhalb des Produktionsgangs in der Anlage erfolgt, nennt man „inline“; alles, was danach in der Weiterverarbeitung auf einer anderen Anlage erfolgt, nennt man „offline“. Damit in der Produktionsanlage rotativ gearbeitet werden kann, müssen alle Prozessschritte ebenfalls rotativ erfolgen: So drehen sich die Verreibewalzen, Druckzylinder und Gegendruckzylinder innerhalb des Druckwerkes. Das Stanzblech am Ende wird auf einem rotativen Magnetzylinder fixiert und haftet dort durch Magnetismus. Auch das Stanzblech selbst ist magnetisch.

Abb.: 10.5.5.11: schematische Darstellung des Stanzens im rotativen Verfahren (Quelle: Baust Stanztechnologie GmbH)
Der Kontakt zwischen Materialbahn und rotativem Element (also zum Beispiel dem Druckzylinder oder dem Magnetzylinder) ist dabei immer nur minimal und erstreckt sich auf einen Zentimeter oder weniger – dies ist die Kontaktfläche, innerhalb derer die eigentliche Bearbeitung der Materialbahn stattfindet, wenn rotativ gearbeitet wird. Vom Prinzip her ist dies mit dem Kontakt eines Autoreifens mit der Fahrbahn vergleichbar: Auch hier hat immer nur ein kleiner Teil des Reifens Kontakt zur Straße.
Wenn der Druckzylinder oder der Stanzzylinder, der das Stanzblech trägt, verkantet, weil er beispielsweise an der linken Seite zu hoch und auf der rechten Seite zu tief steht, dann ist das erzielte Ergebnis nicht optimal – auf der linken Seite würde dann ein zu blasser oder gar kein Eindruck erfolgen, weil zu wenig oder gar keine Farbe übertragen würde. Auf der rechten Seite wäre der Farbauftrag zu intensiv.
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.5.4 Werkzeuge
Werkzeuge in der Etikettenherstellung sind im Wesentlichen die verwendeten Druckplatten und Stanzwerke. Die für den Druck verwendeten Werkzeuge sind in den Abschnitten zu den Druckverfahren bereits beschrieben. Darüber hinaus wesentlich sind die Stanzwerkzeuge.
Stanzwerkzeug
Das Etikett wird zunächst auf einer Materialbahn gedruckt, und die Etiketten lassen sich nach dem Drucken nicht voneinander trennen. Um dies zu erreichen, wird mit dem Stanzwerkzeug das Material (Papier oder Folie) durchtrennt, und zwar so, dass zwar das Material von oben gestanzt wird, aber nur bis in den Klebstoff hinein und nicht bis zum Trägerband.
Das Etikett wird dabei freigestellt und der umgebende Rand, also der Zwischenraum zwischen zwei Etiketten, getrennt.
In der Etikettenherstellung wird mit vier unterschiedlichen Stanzwerkzeugen gearbeitet: der Flachstanze, der Laserstanze, der Vollkörperstanze und dem Stanzblech. Letzteres ist das am meisten eingesetzte Werkzeug.
Flachstanze (Hubweise): Diese war einer der ersten Arten des Stanzens von Etiketten. Ihr Einsatzgebiet findet sie meistens beim Siebdruck.

Abb. 10.5.5.12: Stanzwerkzeug Flachstanze (Quelle: Kiermeier Stanzformen e. K.)

Abb. 10.5.5.13: Laserstanze (Quelle: Eigene Darstellung)
Laserstanze (Hubweise): Mittels Laser wird die Kontur des Etiketts eingebrannt. Die Laserstanze hat noch sehr geringe Geschwindigkeiten, kann aber sehr schnell auf eine andere Etiketten-Größe umgestellt werden. Diese Art der Stanze wird noch nicht häufig in der Praxis eingesetzt, da der Energieverbrauch höhere Kosten verursacht als konventionelles Stanzen. Ein weiterer Nachteil des Verfahres ist auch der gelbliche Rand, der durch das Wegbrennen entsteht. Diese Art des Stanzens steckt noch in der Entwicklung.
Vollkörperstanze (Rotativ): Diese Art wird eingesetzt, wenn sehr hohe Auflagen gestanzt werden oder das Material sehr dick ist.

Abb. 10.5.5.14: Vollkörperstanze (Rotativ, Quelle: Baust Stanztechnologie GmbH)
Stanzblech (Rotativ): Ist die am meisten eingesetzte Verfahrensweise. Das Bild zeigt ein rotatives Stanzwerkzeug: Stanzblech genannt. Das Stanzblech wird auf einen mit Magneten versehenen Zylinder gespannt und dann auf die Stärke des Materials eingestellt.

Abb. 10.5.5.15: Stanzblech Rotativ (Quelle: Electro Optic GmbH)
Nach dem Stanzen (unabhängig davon, welche der vier Arten): Das Material des Zwischenraumes, entweder Matrix oder Gitter genannt, wird dann innerhalb der Maschine von der Materialbahn getrennt – und es verbleibt eine Materialbahn (Träger – Liner), auf der die freistehenden Etiketten lagern. Später kann jedes Etikett abgenommen werden. Der Spendeprozess kann manuell oder maschinell erfolgen.

Abb. 10.5.5.16: Matrix/Gitter (Quelle: Eigene Darstellung)
Videos
- Flachbettstanze im Detail, bereitgestellt von Heidelberg.
- Flachbettstanze Ausbrechstation im Detail, bereitgestellt von Heidelberg.
- Flachbettstanze Nutzentrennstation im Detail, bereitgestellt von Heidelberg.
- Flachbettstanze Dymatrix 106, bereitgestellt von Heidelberg.
- Kompletter Stanzvorgang mit der Flachbettstanze Dymatrix 106, bereitgestellt von Heidelberg.
- Konturenstanze BSM 450S Plus, bereitgestellt von Bochsler Grafische Maschinen.
- Registerstanzen I, bereitgestellt von Durrer Spezialmaschinen AG.
- Registerstanzen II, bereitgestellt von Durrer Spezialmaschinen AG.
- Offline-Perforationsstanzanlage für Agenda und Agendenproduktion, bereitgestellt von Bochsler Grafische Maschinen.
- Zum Verfassen von Kommentaren bitte anmelden.
10.6 Warmumformmaschinen für Skin- und Blisterverpackungen sowie Einlagen und andere Verpackungen aus Kunststoffen
10.6.1 Skinverpackungen
Die Skinverpackung (auch Skinpackung, Skin = Haut) besteht aus einem porösen Skinkarton mit Werbedruck, dem Packgut auf dem Skinkarton und der durchsichtigen Skinfolie über beiden. Die Skinfolie wird mit der Infrarotheizung der Maschine aufgeheizt und durch Ansaugen mit Vakuum hauteng (Skin = Haut) auf dem Packgut und auf dem Skinkarton fixiert. Die Fixierung erfolgt durch das Aktivieren der Klebeschicht und durch das Vakuum. Die Klebeschicht kann auf der Skinfolie, auf dem Skinkarton oder auf beiden der Packstoffe aufgebracht sein.

Abb. 10.6.1: schematischer Ablauf des Skinverpackens (Quelle: Eigene Darstellung)

Abb. 10.6.2: Skinverpackungen mit Details (Quelle: Eigene Darstellung)
Eigenschaften der Skinverpackung
• Die Skinverpackung gehört zu den kostengünstigsten Verpackungen, weil dafür kein Werkzeug erforderlich ist.
• Packstoffe: Folien auf PE-Basis und Karton. PE = Polyethylen. PE ist der meistverwendete Kunststoff und wird häufig für Verpackungen eingesetzt. Alle Polyethylen-Typen zeichnen sich durch hohe chemische Beständigkeit, gute elektrische Isolationsfähigkeit und ein gutes Gleitverhalten aus.
• Skinpackmaschinen sind einfach und preisgünstig, daher ist Skinverpacken auch für sehr kleine Stückzahlen geeignet.
• Sowohl Kleinartikel als auch schwere Packgüter bis zu rund 25 kg werden skinverpackt. Je schwerer das Packgut, desto dicker die Skinfolie und der Skinkarton.
• Beim Verpacken kommt das Packgut in Kontakt mit der noch heißen Folie. Es muss also eine gewisse Wärmeeinwirkung aushalten können.
• Beim Ansaugen der Skinfolie mit Vakuum wird das Packgut einer Druckbelastung bis zu 1 kg/cm2 (100.000 Pa) ausgesetzt. Der Endwert des Vakuums ist in Skinpackmaschinen einstellbar.
Skinfolien
LDPE-Folien (LDPE = Low Density Polyetylene):
• PE-Folie ohne Haftvermittler
• PE-Folie mit Haftvermittler
• PE-Folie mit integriertem VCI-Korrosionsschutz. VCI = Volatile Corrosion Inhibitor = flüchtiger Korro-sions-Verhinderer. Ein VCI-Korrosionsschutz verhindert die Einwirkung von Sauerstoff und / oder Wasser auf Metall. Der VCI-Korrosionsschutz wird in das Papier oder die Trägerfolie eingebracht, aus dem er dann nach dem Auspacken allmählich ohne Rückstände wieder ausgast.
Ionomerharzfolien (zum Beispiel Surlyn 1601 von der Firma Du Pont):
Ionomere sind thermoplastische Kunststoffe. Sie kamen erstmals 1964 auf den Markt. Sie sind zäh und abriebfest, weisen eine hohe Transparenz und gute Spannungsrissbeständigkeit auf. Sie widerstehen Säuren, Laugen, Fetten, Ölen und Lösemitteln.
• Surlyn-Folie ohne Haftvermittler
• Surlyn-Folie mit Haftvermittler
• Surlyn-NWL-Folie (NWL = Non Wet Look)
PVC-Folien:
• Hart-PVC-Folien sind immer ohne Haftvermittler.
Dicken von Skinfolien: 0,080 Millimeter bis 0,500 Millimeter; meist 0,1 bis 0,15 Millimeter
Skinkarton (Trägerkarton)
Grundsätzlich kann der Skinkarton (auch „Trägerkarton“) aus Vollkarton oder Wellpappe hergestellt werden. Skinkarton hat wegen der notwendigen Luftdurchlässigkeit keinen Strich. Für schwere Skinverpackungen müssen sowohl die Skinfolie als auch der Skinkarton eine Haftschicht haben. Für leichte Packgüter reicht eine Haftschicht – auf der Folie oder auf dem Karton.
Die am meisten eingesetzten Skin-Rohkarton-Qualitäten sind UD2 mit rund 95 Prozent Marktanteil. Defi nition der Karton-Qualitätsstufe UD2: Die Vorderseite ist leicht holzhaltig weiß gedeckt, und die Einlage und die Rückseite sind grau. Weitere 5 Prozent stellen Kartons der Qualitätsstufe UT2. Definition der Karton-Qualitätsstufe UT2: Die Vorderseite ist leicht holzhaltig weiß gedeckt, und die Einlage ist grau, und die Rückseite ist hell. UT2 bietet die bessere Optik wegen der hellen Rückseite – das ist wichtig bei aufgedruckter Kleinschrift.
Skin-Rohkartonqualitäten:
a) Duplex-Qualität mit den Bezeichnungen: (UD1), UD2 und UD3
b) Triplex-Qualität mit der Bezeichnung UT2
- Zum Verfassen von Kommentaren bitte anmelden.
10.6.2 Systemaufbau einer Skinpackmaschine
In handbeschickten Skinpackmaschinen werden Skinfolie, Skinkarton und das Packgut von Hand in die Maschinen eingelegt, die Verpackung und das Aufhängeloch werden auf einer separaten Stanze ausgestanzt. In automatischen Maschinen wird lediglich das Packgut eingelegt; die restlichen Abläufe inklusive des Beschnittes und des Stanzens des Aufhängelochs erfolgen automatisch in der Maschine.

Abb. 10.6.3: Skin-Blisterpacksystem aus Einzel modulen für die Konfi guration einer bedarfsgerechten Maschinenlinie. Blister: Der Begriff kommt aus dem Englischen: Blase, Bläschen. (Quelle: Eigene Darstellung)

Abb. 10.6.4: Skinverpacken in der Produktion (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.6.3 Blisterverpackungen
In einer Blisterpackung (Blister = Blase) wird das Packgut unter einer aus Kunststoff geformten Blisterhaube eingeschlossen. Die Rückseite der Verpackung ist entweder aus Karton oder Kunststoff. Blisterpackungen für Tabletten werden vorwiegend mit einer Aluminiumfolie versiegelt. Kennzeichnend für eine Blisterverpackung ist, dass das verpackte Teil zwar durch die Blisterhaube fixiert, aber in der Verpackung lose ist.
Je nach Kombination der Packstoffe der Blisterverpackung unterscheidet man:
| Blisterverpackung | Blisterhaube | Blisterkarte | Verbindung |
| Standard- Blisterpackung | Kunststoff | Karton | Heißsiegeln |
| Vollkunststoff- Blisterpackung | Kunststoff | Kunststoff | Schweißen |
| Biblister- oder Doppelblisterpackung aus Kunststoff | Zwei Blisterhauben | - | Schweißen |
| Schiebeblister- packung | Kunststoff | Karton | - |
| Doppelkarten- Blisterpackung | Kunststoff | Zwei Karten: Karton auf der Rückseite + zweiter Karton mit Ausschnitt auf der Vorderseite, durch welche die Blisterhaube hindurchragt. | Heißsiegeln – Verbindung nur zwischen den zwei Karten |
| Vollkarton-Blisterpackung | Karton | Karton |
Unter „Heißsiegeln“ versteht man das Verbinden von zwei gleichen oder (in der Regel) unterschiedlichen Packstoffen mittels einer Heißsiegelschicht. Die Heißsiegelschicht wird unter Druck durch Wärme aktiviert. Dabei werden die Träger der Heißsiegelschicht nicht plastisch. Meist ist die Heißsiegelschicht nur auf einem Packstoffteil vorhanden – auf der Folie oder auf dem Karton.
Unter „Schweißen“ versteht man die Verbindung zweier Kunststoffteile durch Aufheizen unter Druck der beiden an der Schweißstelle bis zur Schmelztemperatur. Der für das Schweißen thermoplastischer Kunststoffe erforderliche Anpressdruck und die Schweißtemperatur kompensieren sich in einem bestimmten Bereich. Das heißt: Bei hohen Temperaturen verschweißt das Material bereits unter geringem Andruck, während bei niedrigen Temperaturen höhere Drücke erforderlich sind. Thermoplaste (von altgriechisch: thermós = warm, heiß und plássein = bilden, formen) sind Kunststoffe, die sich in einem bestimmten Temperaturbereich (thermoplastisch) verformen lassen. Dieser Vorgang ist wiederholbar.
Heißsiegeln und Schweißen sind Verfahren, bei denen durch Wärme und Druck eine nicht lösbare Verbindung hergestellt wird. Nach der DIN 16 960 werden die Schweißverfahren in drei Hauptgruppen eingeteilt:
1. Zufuhr von Wärme: Heizelementeschweißen, Heißsiegeln, Wärme von außen, Heizkeilschweißen, Wärme von innen, Trennnahtschweißen, Warmgas beziehungsweise Heißluftschweißen, Extrusionsschweißen
2. Erwärmung durch mechanische Bewegung: Ultraschall-, Vibrations-, Rotationsschweißen
3. Hochfrequenzschweißen: Kapazitatives Schweißen, Induktionsschweißen

Abb. 10.6.5: Schweißnaht einer Kunststoffblisterpackung, Makroaufnahme (Quelle: Eigene Darstellung)
Außer dem Schiebeblister, bei welchem die Blisterhaube an zwei Seiten je einen Umbug angeformt hat, um ein zerstörungsfreies Öffnen / Schließen der Verpackung zu ermöglichen, können die anderen Blisterverpackungen nicht zerstörungsfrei geöffnet werden. Als „Umbugen“ bezeichnet man das Umlegen der Blisterhaube um die Blisterkarte.

Abb. 10.6.6: Blisterpackung mit Blisterhaube aus Kunststoff, Blisterkarte aus Karton (Quelle: Eigene Darstellung)

Abb. 10.6.7: Schiebeblister mit Blisterhaube aus Kunststoff, Blisterkarte aus Karton (Quelle: Eigene Darstellung)

Abb. 10.6.8: Blisterpackung mit gerundeten Ecken, mit Blisterhaube aus Kunststoff und Blisterkarte aus Karton (Quelle: Eigene Darstellung)
Verfahrensablauf Blisterverpacken
Wärme wird über die Blisterkarte von der Rückseite der Verpackung eingebracht.
• Die Heißsiegelschicht wird unter Druck durch Wärme aktiviert. Die Aktivierungstemperatur der Heißsiegelschicht beträgt je nach verwendetem Siegellack zwischen 60 und 140 °C. Die dauerbeheizte Siegelplatte erreicht Temperaturen bis zu 240 °C.
• Der Anpressdruck im Bereich der Heißsiegel- beziehungsweise Schweißfläche beträgt zwischen 1 bis 2 N/mm2 (1 bis 2 kg/cm2).
• Die Siegelzeit beziehungsweise Schweißzeit beträgt je nach Packstoff zwischen anderthalb und drei Sekunden.
• Der Karton verdichtet sich an den Siegelflächen, was der Wärmeleitung zugute kommt. Der Abdruck durch Verdünnung im Bereich der Siegelfläche ist auf der Seite der Blisterhaube erkennbar. Beim Verschweißen von Kunststoffen liegt die Temperatur um rund 20°C höher.

Abb. 10.6.9 Heißsiegeln oder Verschweißen. Wärmezufuhr durch die Rückseite (schematisch). Pertinax ist ein Faserverbundwerkstoff aus Papier und einem Phenol-Formaldehyd-Kunstharz. (Quelle: Eigene Darstellung)
Abbildung 10.6.10 zeigt eine Blisterverpackung mit Karton-Rückseite als Ergebnis des Heißsiegelns. (Quelle: Eigene Darstellung)

Abb. 10.6.10: schematische Darstellung einer Blisterverpackung aus Kunststoff und Karton. Eine Blisterverpackung aus Kunststoff und Karton wird auch „Inselblister“ genannt. (Quelle: Eigene Darstellung)
Kunststoff-Vollblisterpackung als Ergebnis des Verschweißens – siehe Abbildung 10.6.11.
Blisterfolien: 0,15 - 0,6 Millimeter
Deckelfolien: 0,03 - 0,3 Millimeter
Abb. 10.6.11: schematische Darstellung eines Vollkunststoffblisters
Blisterkarten aus Karton
Die häufigste Variante der Blisterverpackung ist die Kombination einer Blisterhaube aus Kunststoff und einer Blisterkarte aus Karton. Die Blisterkarten aus Karton werden aus Rohkarton hergestellt, der nach Bedarf veredelt wird.
Veredelungen/Beschichtungen der Vorderseite (Seite zum Blister)
• Strich als Basis (eine mit Walzen und Rakeln aufgetragene Dispersion mit weißen Pigmenten, meist auf der Basis von Kreide)
• Farbdruck
• Zusatzbeschichtungen wie zum Beispiel eine fettdichte Beschichtung, eine wasserdampfdichte Beschichtung, eine aromadichte Beschichtung oder eine Neutralisierungsbeschichtung für Packgut aus Weich-PVC
• Siegellackbeschichtung
Veredelung/Beschichtung der Rückseite:
• Bedruckung
• Lackierung mit hitzebeständigem Lack zur Vermeidung der Kartonvergilbung bei erhöhten Siegeltemperaturen (meist bei Verarbeitung stärkerer Kartons)
Je nach Gewicht des Packgutes wird eine passende Kartonstärke gewählt. Die übliche flächenbezogene Masse liegt zwischen 300 und 700 g/m². Die flächenbezogene Masse ist kein direktes Maß für die Kartondicke oder Steifigkeit. Diese wird wesentlich von der Faserqualität beeinflusst.
Siegellackbeschichtung auf der Blisterkarte
Die Siegellackbeschichtung wird in der Regel auf dem Karton aufgebracht. Es gibt wasser- und lösungsmittelhaltige Siegellacke. Aus umwelttechnischen Gründen werden überwiegend Dispersionen (wasserhaltige Lacke) verwendet.
Lösungsmittellacke bieten in Grenzfällen für schwer siegelbare Folien (wie zum Beispiel für APET oder PAN) meist die sicherere Alternative. APET oder auch A-PET ist die Abkürzung für Amorphes Polyethylenterephthalat. Es wird vor allem für transparente, tiefgezogene Schalen, Behälter oder Flaschen als Verpackung für Lebensmittel, Kosmetika oder chemisch-technische Produkte eingesetzt. (Quelle: www.bleher.com/de/pet-folie) PAN steht für Polyacrylnitril. Das ist eine makromolekulare, nicht thermoplastische Verbindung, die besondere Bedeutung für die Herstellung von Chemiefaserstoffen hat. (Quelle: Lexikon der Chemie, https://www.spektrum.de/lexikon/chemie/polyacrylnitril/7259)
Die Siegellackbeschichtung des Kartons muss immer auf die Blisterfolie abgestimmt sein, um eine gute Haftung zu gewährleisten. Die Auftragsmenge beträgt rund 2,5 bis 3 Gramm Trockenmenge pro Qua-dratmeter.
Hinweis: Ob ein Siegellack eine ausreichende Haftung garantiert, kann nicht sofort bei der Herstellung der Verpackung beurteilt werden! Insbesondere bei Blisterhauben aus teilkristallinen Folien ist eine Wartezeit von rund zwei Wochen empfehlenswert, um herauszufinden, ob der Siegellack seiner angedachten Funktion auch gerecht wird. In der Praxis werden Muster hergestellt – und diese werden nach der Wartezeit bewertet. Dies dient der Beobachtung des Folienschrumpfs, ob dieser die Siegellackfläche zusammenschiebt und somit eine Orangenhaut an den Haftungsrändern ausbildet.
Blisterhauben
Blisterhauben werden im Thermoformverfahren aus transparenten Kunststofffolien hergestellt. Die üblichen Foliendicken liegen je nach Gewicht und Größe des zu verpackenden Teiles bei 0,25 bis 0,5 Millimetern.
Für Blisterpackungen mit der Materialkombination Kunststoff + Karton, werden folgende Blisterfolien verwendet:
• PETG/APET/PETG, als coextrudierte 3-Schicht-Folie
• APET, eher selten wegen der schwierigen Heißsiegelbarkeit
• PETG, für das Hochpreissegment, sehr gute Optik und einfache Verarbeitung. PETG ist ein mit Glycol modifiziertes PET, welches sich durch seine wässrigen Eigenschaften (Viskosität) auszeichnet. Ange-wendet wird es beispielsweise im Spritzguss.
• PVC, früher marktbeherrschend, zur Zeit kaum noch anzutreffen. PVC ist die Abkürzung von Polyvinylchlorid – ein wichtiger Thermoplast, der geschmack- und geruchlos sowie schwer entflammbar ist, eine geringe Wasseraufnahme und gute elektrische Eigenschaften zeigt. (Quelle: Lexikon der Chemie, https://www.spektrum.de/lexikon/chemie/polyvinylchlorid/7380)
• PAN („Barex“), für barrieredichte Blisterhauben für das Verpacken von geruchsintensiven Packgütern, wie zum Beispiel WC-Steinen. PAN ist die Abkürzung für Polyacrylnitril. Es besteht, wie der Name schon sagt, aus Acrylnitril. Quelle: http://kirste.userpage.fu-berlin.de/chemistry/kunststoffe/acryl.htm)
Wichtig bei Blisterhauben sind:
• eine möglichst gleichmäßige Siegelranddicke – nur diese garantiert eine gleichmäßige Haftung der Siegelflächen.
• eine gute Ausformschärfe, um Rückstellungen beim Siegeln zu vermeiden.
• die richtige Größenauswahl einer Blisterhaube – diese muss so gewählt werden, dass das Packgut nicht zwischen Haube und Karte eingequetscht wird.
• die richtige Breite der Siegelnaht – diese wird üblicherweise größer als 3,5 Millimeter gewählt. Bei schweren Verpackungen kann dieses Maß auch deutlich überschritten werden.
• ausreichend breite Siegelflächen, denn bei zu viel Spiel in der Siegelaufnahme oder einer grenzwertigen Haftung der Heißsiegelung kann die Verpackung zu leicht geöffnet werden.
Beispiel für die Wahl der Verpackungsmaterialien für leichte Blisterverpackungen: Folie 0,25 Millimeter + Karton 350 g/m², Siegellack auf dem Karton. Generell gelten Blisterverpackungen aus Kunststoff als „leicht“ und nachhaltig gegenüber der Umwelt.
Siegelelektrode
Siegelelektroden für Blisterkarten aus Karton sind aus Messing oder Aluminium und meist vollflächig eben sowie dauerbeheizt. In Fällen, in welchen die Blisterkarte oder das zu verpackende Gut möglichst wenig mit Wärme belastet werden darf, werden die Siegelektroden im Bereich des zu verpackenden Guts ausgespart, sodass beim Heißsiegeln nur im Bereich der Siegelfläche beheizt wird. Der Nachteil von vollflächigen Siegelelektroden ist eine vollflächige Wärmebelastung der Verpackungsrückseite, was bei Blisterkarten aus Karton akzeptiert wird, aber bei Blisterkarten aus Kunststoff nicht möglich ist.
Eine Teflonbeschichtung der Siegelelektrode ist bei Karten mit lackierter Rückseite oder Blisterkarten aus Kunststoff erforderlich. Teflon ist der Hersteller- Markenname für Polytetrafluorethylen., PTFE. Dieses Material ist chemisch sehr beständig, Selbst aggressive Säuren wie Königswasser können PTFE nicht angreifen. Es hat eine sehr glatte Oberfläche. Die bekannteste Anwendung ist der Einsatz als Antihaft-Beschichtung in Pfannen und Töpfen.
Vollkunststoff-Blisterverpackung
Besonderheiten der Vollkunststoff-Blisterverpackung – das heißt: Materialkombination Kunststoff-Kunststoff – im Vergleich zur Materialkombination Kunststoff-Karton:
• Das Verfahren bleibt gleich, aber anstelle des Siegelns über den auf den Karton aufgetragenen Siegellack erfolgt die Verbindung bei der Vollkunststoffverpackung durch Verschweißen.
• Die Schweißtemperaturen liegen geringfügig höher als die Siegeltemperaturen.
• Anstelle eines Ausgleichsgummis werden steife wärmeisolierende Streifen verwendet.
• Die Schweißelektroden haben im Vergleich zu den Siegelelektroden eine geriffelte Schweißfläche und sind im Bereich der nichtverschweißten Fläche der Blisterverpackung ausgespart, sodass die Blisterkarte aus Kunststoff nur im Schweißbereich aufgeheizt wird.
- Zum Verfassen von Kommentaren bitte anmelden.
10.6.4 Thermoformmaschinen für Blisterverpackungen
In Vollautomaten werden die Blisterhauben aus Kunststofffolie geformt, vereinzelt, in Siegelpaletten eingelegt. Dann wird das Packgut von Hand oder automatisch zugeführt, die Karten (aus Karton oder Kunststoff) werden automatisch aufgelegt, taktweise in die Siegelstation transportiert, versiegelt beziehungsweise verschweißt und austransportiert. In Verbindung mit einem automatischen Kartonpacker können die Verpackungen in Kartonschachteln gelegt und gestapelt werden. Rechteckige Blisterhauben erlauben die abfallfreie Herstellung von Blisterverpackungen. In den Vollautomaten bleiben die geformten Blisterhauben in der Regel im Folienband liegen, bis die Blister befüllt sind. Die fertig versiegelte beziehungsweise verschweißte Verpackung wird vom Folienband ausgetrennt. Dadurch können Blisterverpackungen mit in den Blister
| Werkstoff | Temperaturbereich in °C |
| HDPE | 114 – 145 |
| Hart-PVC | 180 – 210 |
| Weich-PVC | 180, abhängig vom Weichmacher |
| Zellglas lackiert | 115 – 135 |
hauben eingelegter Karte hergestellt werden, wobei die Blisterhaube gerundete Ecken hat und größer ist als die Einlegekarte.
Alternativ können auf speziellen Vollautomaten sowohl die Blisterfolie als auch die Deckelfolie von Folienrollen verarbeitet werden. In diesem Fall wird beim Ausstanzen der fertigen Verpackung die Deckelfolie mit ausgestanzt. Vollkunststoffblister haben immer gerundete Ecken – was mit Abfall beim Ausstanzen verbunden ist.
Handbeschickte Maschinen für die Herstellung von Blisterverpackungen sind Heißsiegelpressen, in welchen die vorgefertigten Blisterhauben und das Packgut von Hand eingelegt werden; anschließend werden die Blisterhauben mit den Blisterkarten versiegelt beziehungsweise verschweißt.

Abb. 10.6.12: handbeschickte Heißsiegelpresse (Doppelkartenblister) (Quelle: Eigene Darstellung)

Abb. 10.6.13: automatische Blistermaschine (Quelle: Ilig)
1 Folienrolle
2 Steuerung (Teil der Thermoformeinheit)
3 Kontaktheizung für die Folie (Teil der Thermoformeinheit)
4 Formstation für die Blisterhauben (Teil der Thermoformeinheit)
5 Trenn- und Übergabestation für Übergabe der Blisterhauben in die Paletten
6 Füllstrecke mit Palettentransport für das Einlegen der zu verpackenden Teile
7 Kartonaufleger für das Auflegen der Blisterkarten
8 Siegelstation für das Verschließen der Verpackungen
9 Packungsausheber

Abb. 10.6.14: Blisterpacklinie (Quelle: Ilig)
1 Folienrolle
2 Kontaktheizung
3 Thermoformeinheit
4 Karteineinleger (für das Einlegen in die Verpackung von Einlegekarten, Beschreibungen, usw.)
5 Handlingroboter für das Einlegen des Packgutes
6 Füllstrecke mit Palettentransport für das Einlegen der zu verpackenden Teile
7 Kartonaufleger für das Auflegen der Blisterkarten
8 Siegelstation für das Verschließen der Verpackungen
9 Deckelfolienabwickler als Alternative zu 7 wenn anstelle von Blisterkarten Deckelfolie verwendet wird
10 Stanze
11 Austransport
- Zum Verfassen von Kommentaren bitte anmelden.
10.6.5 Verpackungseinlagen und Klappverpackungen
Die Verpackungseinlage dient der geordneten Platzierung des Packgutes innerhalb eines Packstücks. Verpackungseinlagen sind meist aus Kunststoff. Eine Verpackungseinlage hat nicht selten auch einen dekorativen Aspekt. Dies ist ein Grund, warum außer den „normalen“ Kunststoff-Vollfolien auch Schaumfolien und dekorative Folien – wie zum Beispiel metallisierte Folien und Flockfolien – eingesetzt werden. Die Formgebung der Kunststofffolien für eine Verpackungseinlage erfolgt im Thermoformverfahren.

Abb. 10.6.15: Verpackungseinlage aus metallisierter Folie (Quelle: Eigene Darstellung)

Abb. 10.6.16: Verpackungseinlage aus Flockfolie (Quelle: Eigene Darstellung)
Klappverpackungen
Die Klappverpackung, auch Klappblister, wird meist aus klarsichtiger Kunststofffolie hergestellt. Sie besteht aus zwei Hälften, die mit einem Scharnier verbunden sind und sich beim Schließen der Verpackung verbinden lassen. Die ganze Verpackung inklusive des Scharniers wird in einem Arbeitsschritt aus einem Folienzuschnitt thermogeformt. Im Gegensatz zu einer Skin- oder Blisterverpackung kann eine Klappverpackung nach dem Öffnen wieder verschlossen werden.
Die verwendeten Kunststofffolien sind die typischen Blisterfolien. Dazu zählen PET, PVC, aber auch PP, wobei jeder beliebige Thermoplast verwendet werden kann. PP steht für Polypropylen. Mit rund 20 Prozent Anteil an der Gesamtproduktion ist PP der zweitwichtigste Kunststoff. Obwohl Polypropylen dem PE chemisch relativ ähnlich ist, ist es deutlich härter, fester und thermisch höher belastbar. (Quelle: https://www.kunststoffe.de/themen/basics/standardthermoplaste/polypropylen-pp/artikel/polypropylen-pp-644901)
PET steht für Polyethylenterephthalat. Dies ist mit etwa 6 Prozent Anteil an der Gesamt-menge der produzierten Kunststoffe einer der bedeutendsten Thermoplaste. (Quelle: https://www.kunststoffe.de/themen/basics/technische-kunststoffe/polyethylenterephthalat-pet/artikel/polyethylenterephthalat-pet-652002)
Typisch für die Klappverpackung ist ein gut funktionierendes Scharnier. Die meisten Scharniere sind thermogeformt. Die Biegefähigkeit des Scharniers wird durch Ausdünnung der Folie mit Negativformung erzeugt.

Abb. 10.6.17: Klappverpackung mit Scharnier und Hinterschnitte (Quelle: Ilig)
- Zum Verfassen von Kommentaren bitte anmelden.
10.6.6 Thermoformmaschinen für Verpackungseinlagen und Klappverpackungen
Einlagen, Klappverpackungen sowie auch Blister werden auf Thermoformmaschinen aus thermoplastischer Folie gefertigt. Außer der erforderlichen Formfläche, unterscheidet man bei den Maschinen:
• zwischen Druckluft- und Vakuumform-Maschinen und
• in Bezug auf das Ausstanzen, zwischen Ausstanzen des geformten Teiles in der Formstation und Ausstanzen in einer separaten Stanzstation.
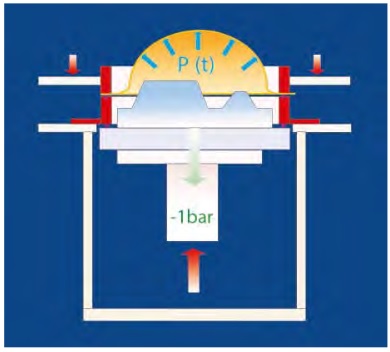
Abb. 10.6.18: Luftströme Vakuum RV 53 – die RV-Technik erlaubt eine gleichmäßige Wanddickenverteilung durch Vorblasen. Die Ausformung der Formteile erfolgt durch Vakuum. (Quelle: Eigene Darstellung)

Abb, 10.6.19: Luftströme Vakuum und Druckluft RV 53d und RV 74d – die Ausformung der Formteile erfolgt bei der RV 53d- und RV 74d-Baureihe durch Vakuum mit 3 bar Druckluftunterstützung. (Quelle: Eigene Darstellung)
Unterschied Druckluft- zu Vakuumformung
Das Ausformen eines thermogeformten Teiles mit Druckluft, meist mit zwei bis rund vier Bar, erlaubt das Umformen der thermoplastischen Folie bei einer um rund 20° C niedrigerer Temperatur. Beispiel: PET Druckluftformung bei 100-120° C, Vakuumformung bei 120-140° C. Druckluftformung hat den Vorteil der geringeren Kühlzeit. Weil die Kühlzeit die Taktzeit bestimmt, hat eine Druckluftformmaschine immer einen höheren Ausstoß als eine Vakuumformmaschine gleicher Größe.

Abb. 10.6.20: Kaffeekapsel-Werkzeug RDM 75K – ein Beispiel für Druckluft-Fertigung am Beispiel eines Werkzeuges für die Herstellung von Kaffeekapseln auf einer ILLIG-Thermoformlinie RDM 75K. Im Werkzeug sind die ausgeformten Kaffeekapseln zu sehen. (Quelle: Eigene Darstellung)
Unterschied Stanzen in oder außerhalb der Formstation
Wenn ein Teil in der Formstation geformt und noch vor dem Entformen im gleichen Werkzeug gestanzt wird, ist zwar das Form-Stanz-Werkzeug komplexer, aber die Toleranzen in Bezug auf den Stanzrand sind optimal. Sobald das Formteil entformt und in der Folienbahn hängend in eine Folgestation zum Ausstanzen transportiert wird, wirken sich die temperaturabhängigen Längenänderungen, längs und quer zur Folienbahn, negativ auf die Reproduzierbarkeit des Stanzergebnisses aus.
Stationen: Folienrollenabwicklung --> Folieneinlauf --> Infrarotheizung --> Formstation mit Vakuumformung --> Stanzstation mit Band-stahlschnitt --> Stapelstation --> Austransportband --> Aufwickeleinrichtung für das Stanzgitter

Abb. 10.6.21: Thermoformmaschine mit Vakuumformung (Quelle: Ilig)
Stationen: Folienrollenabwicklung --> Folieneinlauf --> Infrarotheizung --> Formstation mit Druckluftformung --> Stanzstation mit Bandstahl-schnitt --> (Lochstanze -->) Stapelstation --> Austransportband --> Aufwickeleinrichtung für Stanzgitter

Abb. 10.6.22: Thermoformmaschine mit Druckluftformung (Quelle: Ilig)

Abb. 10.6.23: schematische Darstellung des Thermoformens (Quelle: Ilig)
- Zum Verfassen von Kommentaren bitte anmelden.