11.1.4 Qualitätssicherungsdokumente
Qualitätssicherungsdokumente dienen einerseits dazu, das Managementsystem zu beschreiben und es so für alle im Unternehmen und auch für Kunden darzulegen. Hierzu zählen insbesondere:
• Managementhandbücher,
• Prozessbeschreibungen, Arbeitsanweisungen (SOPs) sowie
• Aufzeichnungen wie Checklisten, Protokolle und Berichte.
Beispiel einer Arbeitsanweisung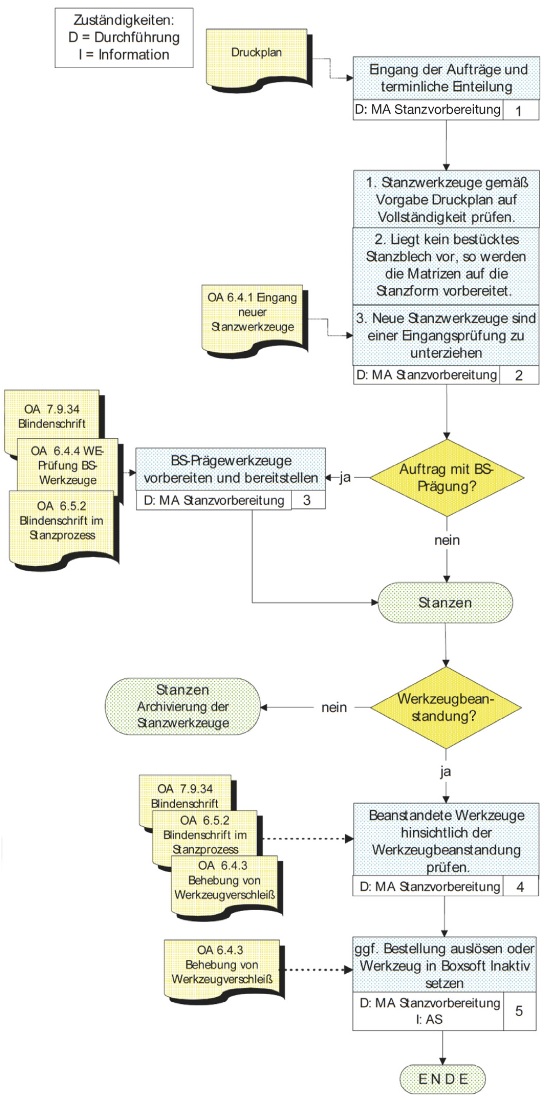
Abb. 11.1.15: Arbeitsanweisung – klare Anweisungen in fünf Schritten (Quelle: Eigene Darstellung)
Erläuterungen zu den Punkten 1 bis 5 der beispielhaften Arbeitsanweisung
Zu Punkt 1: Der Mitarbeiter der Stanzvorbereitung erhält über den werksspezifischen Druckplan die Übersicht der geplanten Aufträge. Im Druckplan sind neben den Aufträgen alle für den Stanzprozess erforderlichen Werkzeuge wie Stanzform-Nr. mit Lagerort, BS-Nr. und der verwendete Bedruckstoff (Format) aufgeführt. Gemäß dieser Auftragsliste werden die Aufträge nacheinander terminlich abgearbeitet.
Zu Punkt 2:
1. Der Stanzformvorbereiter prüft gemäß diesem Druckplan die Vollständigkeit der vorzubereitenden Stanzwerkzeuge ab. Bereits bestehende Stanzformen und Stanzbleche verbleiben im Stanzformregal.
2. Liegt kein bestücktes Stanzblech vor, so entnimmt der Mitarbeiter die Matrizen, die mit der Stanzform-nummer und Kunde gekennzeichnet sind, aus dem Archivschrank und steckt diese auf die Stanzform auf. Anschließend wird die Stanzform im entsprechenden Bereitstellungsfach für den Stanzprozess bereitgestellt.
3. Neu eingegangene Stanzwerkzeuge sind vor ihrem Einsatz gemäß der OA/SOP 6.4.01 Ablauf Eingang neuer Stanzwerkzeuge zu prüfen und zu kennzeichnen.
Zu Punkt 3: Zur Identifikation der richtigen Prägewerkzeuge wurde eine BS-Nummer eingeführt. Diese BS-Nr. wird bereits durch den Werkzeuglieferanten auf jeder BS-Patrize aufgebracht. Anhand der BS-Nummer holt der Mitarbeiter, sofern kein BS-Stehblech vorhanden ist, die erforderlichen Prägewerkzeuge aus dem Archiv-/ Ablagesystem und ordnet diese dem Auftrag zu. Hierbei muss die Übereinstimmung zwischen der auf der Produktionsanweisung aufgeführten BS-Nr. und den BS-Patrizen geprüft und gegeben sein. Die Bereitstellung der BS-Patrizen für den Produktionsauftrag erfolgt werksspezifisch wie folgt:
Werk 1: In einer Vorbereitungstasche, welche mit einem Ausdruck der PA gekennzeichnet und in der entsprechenden Aufbewahrungsbox für den Stanzprozess abgelegt wird.
Werk 2: Hier werden die BS-Patrizen direkt der Auftragstasche beigelegt. Anschließend legt der Mitarbeiter Stanzvorbereitung die Auftragstasche, in Abhängigkeit der Stanzform (groß oder klein), in der entsprechenden Aufbewahrungsbox für den Stanzprozess ab. Bei Wiederholungsaufträgen wird auf vormontierte Stanzbleche zurückgegriffen. Hier erfolgt nur eine Bestandsprüfung des Stanzbleches. Im Stanzwerkzeug sind in der Regel bereits Universalmatrizen mit der maximal möglichen Lochung eingebaut. Neue BS-Prägewerkzeuge müssen vor ihrem Einsatz einer Konformitätsprüfung gemäß der OA/SOP 6.4.4 Wareneingangsprüfung der Blindenschriftwerkzeuge unterzogen werden.
Zu Punkt 4: Beanstandete Werkzeuge, die vom Maschinenführer Stanzen mit den Hinweisetiketten „Werkzeugbeanstandung“ oder „Matrizen erneuern“ gekennzeichnet wurden, sind gemäß der OA 6.4.3 Behebung von Werkzeugverschleiß zu behandeln. Der Mitarbeiter der Stanzvorbereitung wird hierdurch darauf hingewiesen, dass mit den vorliegenden Werkzeugen keine optimalen Ergebnisse mehr erzielt werden. Er bringt die Form vor ihrem weiteren Einsatz auf einen korrekten Stand, siehe OA 6.4.3 Behebung von Werkzeugverschleiß durch Mitarbeiter Stanzvorbereitung.
Zu Punkt 5: Ist eine Neubeschaffung oder eine Reparatur durch den Stanzformlieferanten erforderlich, so löst der Mitarbeiter im Bedarfsfall über Boxsoft eine entsprechende Bestellung aus oder setzt das Stanzwerkzeug auf „Inaktiv“. Hierdurch erhält der Auftragsservice bei Folgeaufträgen einen Hinweis und kann eine Neubestellung vornehmen.
Beispiel einer Checkliste
Eine Checkliste dient dazu, den Mitarbeiter anzuleiten, welche Tätigkeiten in welcher Folge zu tätigen sind. Außerdem dient sie dem Nachweis, wer, was, wann mit welchem Ergebnis tat.

Abb. 11.1.16: beispielhafte Checkliste (Quelle: Eigene Darstellung)

Abb. 11.1.17: FMEA-Formular. FMEA = Fehlermöglichkeits- und Einfluss-Analyse (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.