Wichtige Papiereigenschaften für das Falzen
Viele Produktionsstörungen und Qualitätsdefizite, die beim Falzen auftreten, sind papierbedingt. Diese Probleme können durch richtige Papierwahl vermieden werden.
- Zum Verfassen von Kommentaren bitte anmelden.
Wichtige Papier-Eigenschaften für das Falzen
Beim Falzen ist das richtige Papier wichtig, damit es keine Fehler und Störungen bei der Produktion gibt.
Wichtige Faktoren für die Papier-Eigenschaften:
- Papier-Volumen
- Laufrichtung
- Rückstellkräfte
- Falzfestigkeit
- Lagern von Planobogen
- Elektrostatische Aufladung
- Scheuerfestigkeit
Papiervolumen
Während das Flächengewicht (besser: flächenbezogene Masse) in Gramm je Quadratmeter angegeben wird, ist das Papiervolumen eine Verhältniszahl, die aussagt, wie dick ein Bogen im Verhältnis zu seinem Flächengewicht ist.
Einfaches Volumen bedeutet z. B., dass ein 80 g/m2 schweres Papier annähernd 0,080 mm, also 80 Tausendstel mm, dick ist. Bei eineinhalbfachem Volumen wäre ein Papier mit gleichem Flächengewicht um die Hälfte dicker (0,120 mm). Bei halbem Volumen wäre es um die Hälfte dünner (0,040 mm).
Je dicker ein Papier ist, desto geringer ist die Zahl der möglichen Falzbrüche. Für einfaches Volumen gelten folgende Richtwerte:
Einbruch bis 250 g/m2 Dreibruch bis 130 g/m2
Zweibruch bis 150 g/m2
Dreibruch bis 130 g/m2
Vierbruch bis 100 g/m2
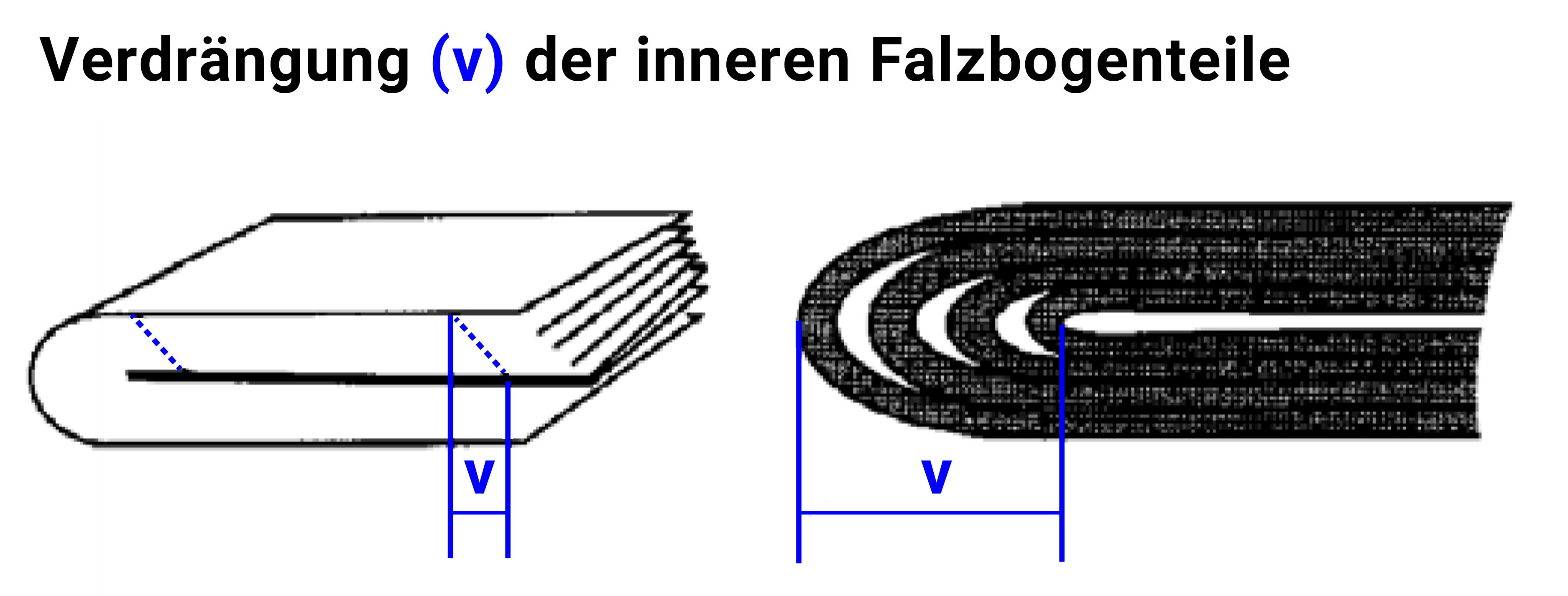
Rillen und Perforieren erleichtern die Falzbruchbildung. Kunstdruckpapiere sollten ab 120 g/m2 als Zweibruch gefalzt werden. Bei voluminösem Papier ist auf Registerdifferenzen durch die Verdrängung der inneren Bogenteile zu achten.
- Zum Verfassen von Kommentaren bitte anmelden.
Papier-Volumen
Das Papier-Volumen zeigt, wie dick 1 Bogen im Verhältnis zu seinem Flächengewicht ist. Deshalb ist das Papier-Volumen eine Verhältnis-Zahl.
Hinweis:
Das Flächengewicht ist keine Verhältnis-Zahl. Man berechnet das Flächengewicht in Gramm pro Quadratmeter.
Formel für das Papier-Volumen:

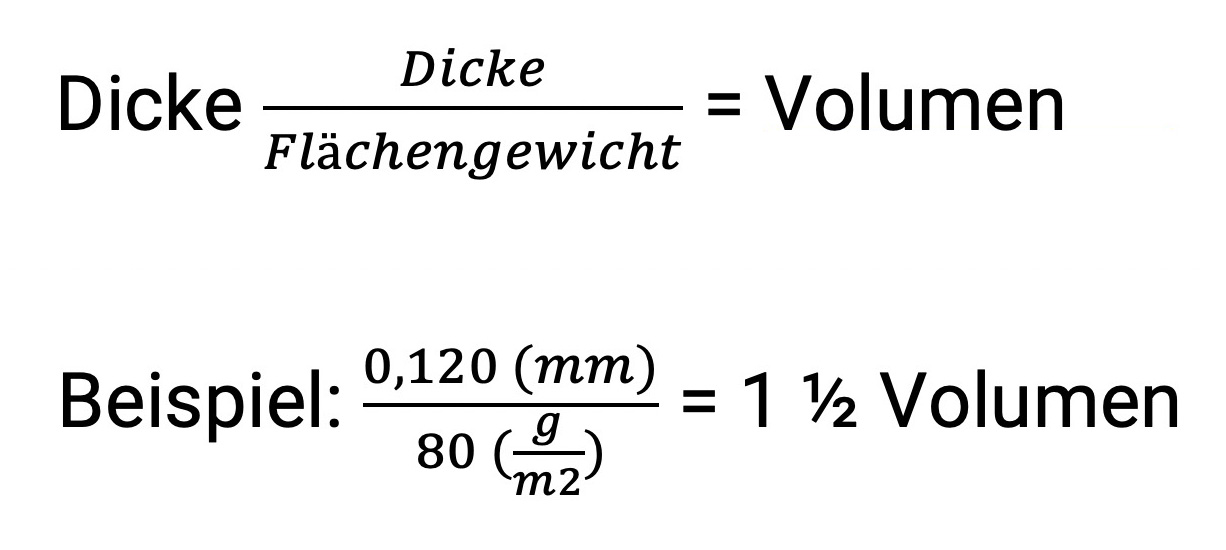
Beispiel:
Das Papier-Gewicht beträgt 80 g/m2.
Wenn das Volumen 1 ist, beträgt die Papier-Dicke 0,080 mm.
Wenn das Volumen 1 ½ ist, dann ist das Papier um die Hälfte dicker (0,120 mm).
Wenn das Volumen ½ ist, dann ist das Papier um die Hälfte dünner (0,040 mm).
Volumen | Papier-Dicke | Papier-Gewicht |
1 Volumen | 0,080 mm | 80 g/m2 |
1 ½ Volumen | 0,120 mm | 80 g/m2 |
½ Volumen | 0,0040 mm | 80 g/m2 |
Je dicker ein Papier ist, desto weniger Falzbrüche sind möglich.
Für einfaches Volumen gilt:
Papier-Dicke | Falzbrüche | Volumen |
bis 250 g/m2 | Einbruch | 1 Volumen |
bis 150 g/m2 | Zweibruch | 1 Volumen |
bis 130 g/m2 | Dreibruch | 1 Volumen |
bis 100 g/m2 | Vierbruch | 1 Volumen |
Falzbrüche kann man leichter herstellen mit Rillen und Perforieren.
Kunstdruck-Papiere werden ab 120 g/m2 als Zweibruch gefalzt.
Bei Papier mit einem großen Volumen werden die inneren Teile des Bogens oft verdrängt. Es entstehen Register-Differenzen, das heißt: Schöndruck und Widerdruck stimmen nicht überein.
Laufrichtung
Sie liegt am günstigsten parallel zum letzten Bruch und muss deshalb auf die Falzfolge abgestimmt werden. Breitbahn bedeutet, dass die Laufrichtung der Papierfasern parallel zur kürzeren Seite des Bogens liegt und die Fasern gegen die breite Seite des Bogens zeigen. Schmalbahn heißt, dass die Laufrichtung der Papierfasern parallel zur längeren Seite des Bogens liegt und die Fasern gegen die schmale Seite des Bogens zeigen.
Da für den Druckbogen Schmalbahn gefordert wird, ist es oft sinnvoll, mehrere Falzbogen auf einem Druckbogen zu drucken und vor dem Falzen zu trennen oder im Doppelstrom zu verarbeiten. Damit wird die richtige Laufrichtung für Druck und Weiterverarbeitung erreicht. Die Laufrichtung kann bei Papier am bequemsten mittels Nagel- oder Reißprobe überprüft werden. Bei Karton bietet sich die Biegeprobe an.
- Zum Verfassen von Kommentaren bitte anmelden.
Laufrichtung
Falzen gelingt in Laufrichtung am besten. Deshalb muss man bei der Falz-Folge die Laufrichtung beachten. Man unterscheidet Breitbahn und Schmalbahn.
Breitbahn
Die Laufrichtung der Papierfasern liegt parallel zur kurzen Seite des Bogens. Die Papierfasern zeigen zur breiten Seite des Bogens.
Schmalbahn
Die Laufrichtung der Papierfasern liegt parallel zur langen Seite des Bogens. Die Papierfasern zeigen zur schmalen Seite des Bogens.
Für den Druckbogen wird Schmalbahn gefordert. Deshalb ist es sinnvoll, wenn man mehrere Falzbogen auf 1 Druckbogen druckt. Vor dem Falzen werden die Bogen getrennt oder im Doppelstrom verarbeitet. (Doppelstrom bedeutet: 2 Falzbogen werden in einem Falzbogen gefalzt).
Laufrichtung bestimmen:
- bei Papier mit der Nagelprobe oder Reißprobe,
- bei Karton mit der Biegeprobe.



Rückstellkräfte
Nach dem Falzen öffnen sich die Bogen je nach Papierqualität mehr oder weniger. Ursache dafür sind die Rückstellkräfte. Sie wirken sich bei Parallelfalzungen weniger aus als bei Kreuz- oder Gemischtfalzungen. Falzbrüche gegen die Laufrichtung führen zu geringeren Rückstellkräften, da die Fasern beim Falzen gebrochen werden. Papiere mit hohem Füllstoffgehalt unterliegen ebenfalls einer größeren Zerstörung im Bruch, da der Faseranteil relativ geringer ist als bei Papieren mit weniger Füllstoffanteilen. Auch hier sind kleinere Rückstellkräfte die Folge. Je mehr Brüche übereinander liegen, desto größer werden die Spannungen im Falzbogen und damit die Falzprobleme. Größere Rückfederungswinkel erfordern höheren Pressdruck der Falzwalzen.
- Zum Verfassen von Kommentaren bitte anmelden.
Rückstellkräfte
Am gefalzten Bogen wirken Rückstellkräfte.
Das heißt: Nach dem Falzen öffnen sich die Bogen je nach Papier-Qualität und Falz-Art.
Bei starken Rückstellkräften öffnet sich der gefalzte Bogen viel.
Bei schwachen Rückstellkräften öffnet sich der gefalzte Bogen wenig.
starke Rückstellkräfte | schwache Rückstellkräfte |
Kreuz-Falzung Gemisch-Falzung | Parallel-Falzung |
Papier mit wenig Füllstoff | Papier mit viel Füllstoff |
| Falzbruch gegen Laufrichtung. |
Je mehr Brüche übereinander liegen, desto größer werden die Spannungen im Falzbogen. Das Falzen wird schwieriger.
Wenn der Rückfederungswinkel sehr groß ist, muss auch der Pressdruck der Falz-Walzen sehr groß sein.

Falzfestigkeit
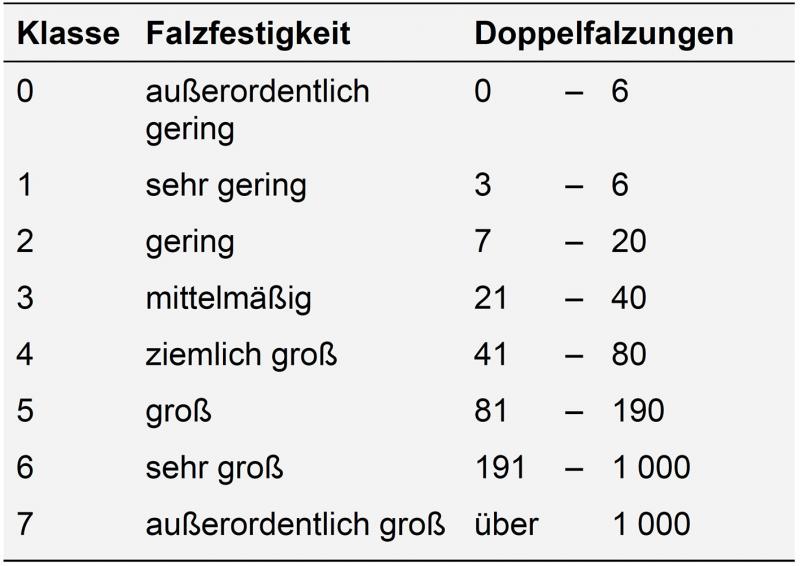
Sie ist vom verwendeten Fasermaterial, dem Füllstoffgehalt, der Leimung, vom Flächengewicht und Papiervolumen abhängig. Als Messwert wird die Falzzahl herangezogen. Ein Falzapparat falzt den zu prüfenden Papierstreifen fortwährend um einen festgelegten Winkel nach beiden Seiten und registriert die Zahl der Doppelfalzungen, bis er bricht. Es werden acht Falzklassen unterschieden. Je geringer die Falzzahl ist, desto weniger Pressdruck dürfen die Falzwalzen haben.
- Zum Verfassen von Kommentaren bitte anmelden.
Falzfestigkeit
Die Falzfestigkeit ist abhängig von:
- Fasermaterial
- Füllstoff-Gehalt
- Leimung
- Flächengewicht
- Papier-Volumen
Man misst die Festigkeit mit der Falz-Zahl.
Falz-Zahl berechnen:
Ein Falz-Apparat falzt einen Papier-Streifen immer wieder in einem bestimmten Winkel nach beiden Seiten. Der Apparat zählt die Doppel-Falzungen bis der Papier-Streifen bricht. Diese Zahl ist die Falz-Zahl. Die Falz-Zahlen werden in 8 Falz-Klassen eingeteilt. Je kleiner die Falz-Zahl ist, desto kleiner muss der Pressdruck an den Falz-Walzen sein.
Lagerfehler
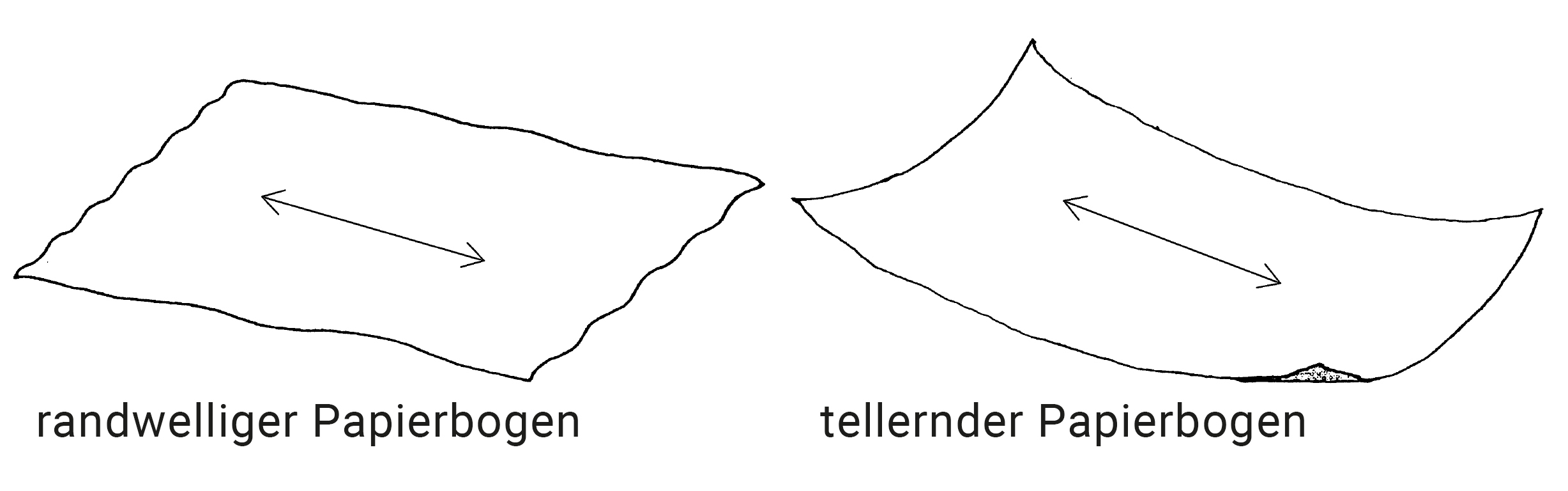
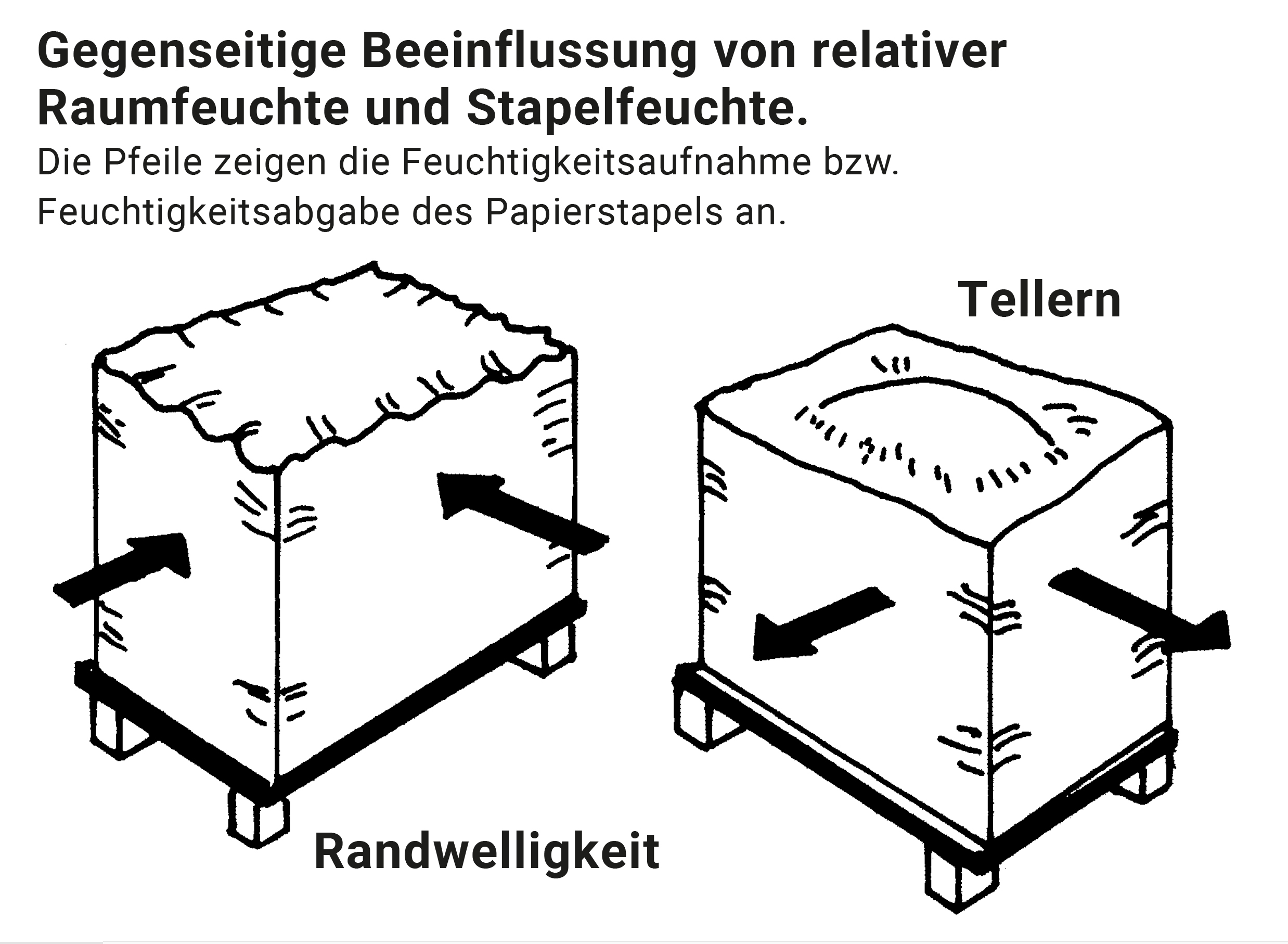
Lagern von Planobogen in zu trockener oder zu feuchter Umgebung führt zu Lagerfehlern, die das Falzen erheblich erschweren. In feuchter Umgebung nehmen die Bogen in den Randbereichen Feuchtigkeit auf und werden randwellig. In trockener Umgebung geben die Bogen in den Randbezirken Feuchtigkeit ab und tellern. In beiden Fällen ist mangelhafte Planlage der Bogen die Folge, wodurch es zu Einlaufproblemen und zu Faltenbildung kommen kann. Lagerfehler können durch Konditionieren des Papiers (Abstimmen auf die Luftfeuchtigkeit im Produktionsraum) vermieden werden. Die relative Luftfeuchtigkeit wird mit dem Hygrometer gemessen.
- Zum Verfassen von Kommentaren bitte anmelden.
Fehler beim Lagern von Planobogen
Wenn Planobogen falsch gelagert werden, gibt es Probleme beim Falzen.
Der Lager-Raum ist zu feucht:
- Die Bogen nehmen die Feuchtigkeit am Rand auf.
- Es entstehen Wellen (= Rand-Welligkeit).
- Die Bogen liegen nicht mehr plan.
Der Lager-Raum ist zu trocken:
- Die Bogen geben am Rand Feuchtigkeit ab.
- Das Papier schrumpft am Rand und wölbt sich (= tellern).
- Die Bogen liegen nicht mehr plan.
Wenn die Bogen nicht plan liegen, entstehen Falten. Die Bogen laufen nicht richtig durch die Falzmaschine.
Für die richtige Lagerung müssen Raum-Temperatur und Luftfeuchtigkeit im Lager-Raum in einem Gleichgewicht sein.
Zum Messen der relativen Luftfeuchtigkeit benutzt man ein Hygrometer.
Elektrostatische Aufladung
Besonders in trockener, warmer Luft treten elektrostatische Aufladungen auf, weil das Papier die an den Berührungsflächen entstehende Ladung nicht rasch genug abzuleiten vermag. Die Bogen haften dann an den Maschinenteilen, wodurch es zu teilweise erheblichen Störungen kommt. Besonders satinierte Papiere sind anfällig für elektrostatische Aufladung.
Zusammen mit den elektrostatisch bedingten Einlaufschwierigkeiten tritt oft auch eine erhöhte Neigung zum Stauben auf. Mittels Entladungsgeräten (Ionisatoren) oder Antistatikspray kann Abhilfe geschaffen werden. Eine Erhöhung der Luftfeuchtigkeit in unmittelbarer Umgebung der
Falzmaschine hilft ebenfalls manchmal. Bei einer relativen Luftfeuchtigkeit von 50 bis 55 % und einer Raumtemperatur von 20 bis 23 °C kommt es seltener zu elektrostatischen Aufladungen.
- Zum Verfassen von Kommentaren bitte anmelden.
Elektrostatische Aufladung
Wenn sich Papier elektrostatisch auflädt, gibt es Probleme beim Falzen.
Wie entsteht elektrostatische Aufladung?
- In trockener, warmer Luft lädt sich Papier an den Berührungsflächen elektrostatisch auf, kann aber die Ladung nicht schnell genug ableiten.
- Dann haften die Bogen an den Maschinenteilen.
Satinierte Papiere laden sich besonders leicht elektrostatisch auf.
Außerdem gibt es in trockener, warmer Luft besonders viel Papier-Staub.
Was kann man gegen die elektrostatische Aufladung tun?
- Ionisatoren verwenden
- Antistatik-Spray verwenden
- Luftfeuchtigkeit erhöhen
- relative Luft-Feuchtigkeit von 50 bis 55 % einstellen
- Raumtemperatur von 20 bis 23 °C einstellen.
Scheuerneigung
Vor allem maschinenglatte und mattgestrichene Papiere haben eine nicht immer ausreichende Scheuerfestigkeit. Dies kann zu Glanzstellen und zum Abschmieren von Druckfarbe führen. Manchmal hilft hier nur eine Schutzlackierung. Zur Prüfung der Scheuerfestigkeit gibt es verschiedene Geräte, bei denen der Druckbogen unter einer gewissen Belastung gegen unbedrucktes Papier gescheuert wird.
Beschädigung des Druckbildes und Abrieb auf dem weißen Papier werden anschließend beurteilt. Ein einfaches, aber wirkungsvolles Gerät ist z. B. der Scheuerschlitten. Ein Metallblock (500 g) drückt das bedruckte Papier auf das unbedruckte. Ein eingebauter Zähler registriert die Anzahl der Scheuerbewegungen. Für falztechnische Belange reicht allerdings oft eine einfache Probe mit dem Daumennagel aus.
- Zum Verfassen von Kommentaren bitte anmelden.
Scheuerfestigkeit
Vor allem maschinenglatte und matt gestrichene Papiere sind nicht scheuerfest. Beim Reiben (= Scheuern) des Druckbogens auf unbedrucktem Papier entstehen Glanzstellen. Die Druckfarbe schmiert ab. Mit einer Lackierung kann man die Papiere schützen.
Scheuerfestigkeit prüfen
Der Druckbogen wird auf unbedrucktes Papier gedrückt und fest hin und her gescheuert. Danach beurteilt man: Ist das Druckbild beschädigt? Gibt es Abrieb auf dem unbedruckten Papier?
Zum Prüfen verwendet man zum Beispiel einen Scheuerschlitten: Ein Metallblock (500 g) drückt den Druckbogen auf das unbedruckte Papier. Ein eingebauter Zähler zählt die Scheuer-Bewegungen.
Beim Falzen genügt es meistens, wenn man die Scheuerfestigkeit mit dem Daumennagel prüft.