Wasserzeichen sind Symbole, Buchstaben, Motive, oder Muster im Papier, die bei durchscheinendem Licht sichtbar werden. Gebräuchlich sind Wasserzeichen vor allem als Sicherheitsmerkmale in Banknoten, zum Schutz gegen Missbrauch, als Herkunfts- und Geschäftszeichen oder Meistermarken, als Kennzeichen von Sorte und Format oder auch zum Schmuck des Papiers.
Echte Wasserzeichen entstehen direkt bei der Papierherstellung während der Blattbildung in der Siebpartie, wo Papierfasern kontinuierlich auf einem Entwässerungssieb ein Faservlies bilden. Dabei wird durch partielle Reduzierung oder Verdickung des noch feuchten Faservlieses ein Bild im Papier erzeugt. Je nach Verfahren können zweistufige Hell-Dunkel-Wasserzeichen oder Mehrstufige-Wasserzeichen mit weichen Übergängen und detailreichen Motiven erzeugt werden. Wasserzeichen die durch Verdickung des Papiers entstanden sind nennt man Schatten-Wasserzeichen, durch Reduzierung der Dicke entstandene Licht-Wasserzeichen.
Bei echten Wasserzeichen unterscheidet man zwischen Anlagerungswasserzeichen und Verdrängungswasserzeichen. Sie entstehen während der Blattbildung in der Siebpartie der Papiermaschine, wo sich aus einer wässrigen Faserstoffsuspension durch Entwässerung ein Faservlies bildet.
Ein Beitrag der ARD über die Wasserzeichenherstellung in einer Papierfabrik
Anla gerungswasserzeichen entstehen in der Siebpartie einer Papiermaschine durch eine kontrolliert gestörte Blattbildung auf dem Entwässerungssieb. Dazu werden Formen auf der Oberseite des Siebes angebracht. Es wird zwischen zwei Arten von Anlagerungswasserzeichen unterschieden. Es gibt das Zweistufige- oder Linien-Wasserzeichen, bei dem es nur einen Hell-Dunkel-Effekt gibt (z.B. die Zahl unter der Renaissancearchitektur im 50 € Schein) und das Mehrstufige-Wasserzeichen, welches sich durch detailreiche Darstellung und weiche Übergänge zwischen den einzelnen Licht-Schatten-Wechseln auszeichnet (Die durchscheinende Renaissancearchitektur).
gerungswasserzeichen entstehen in der Siebpartie einer Papiermaschine durch eine kontrolliert gestörte Blattbildung auf dem Entwässerungssieb. Dazu werden Formen auf der Oberseite des Siebes angebracht. Es wird zwischen zwei Arten von Anlagerungswasserzeichen unterschieden. Es gibt das Zweistufige- oder Linien-Wasserzeichen, bei dem es nur einen Hell-Dunkel-Effekt gibt (z.B. die Zahl unter der Renaissancearchitektur im 50 € Schein) und das Mehrstufige-Wasserzeichen, welches sich durch detailreiche Darstellung und weiche Übergänge zwischen den einzelnen Licht-Schatten-Wechseln auszeichnet (Die durchscheinende Renaissancearchitektur).
Die Herstellung zweistufiger Wasserzeichen ist mit Lang-, Schräg- und Rundsiebanlagen möglich. Sie erfolgt auf dem Entwässerungssieb. Darauf werden Metalldrähte oder Metallformteile, die auch als Elektrotypen bezeichnet werden, gelötet, geklebt, genäht oder geschweißt. Das führt dazu, dass sich Teile des Siebs vollständig verschließen. Alternativ können Hoch- und Tiefprägungen im Sieb angebracht werden, wodurch die Faserdichte im Vlies verringert bzw. erhöht wird. Die Transparenz des Blattes wird dadurch gegenüber der Umgebung erhöht bzw. verringert. Als Material hierfür wird bevorzugt Bronze verwendet, sofern es sich um ein Bronzesieb handelt. Im Fall einer Siebkonstruktion aus Metall-Kunststoff-Kombinationen, bei denen Metall-Schussfäden für die Festigkeit und Kunststoff-Kettfäden für die Elastizität verwebt werden, ist eine Prägung auch möglich.
In reinen Kunststoffsieben können keine Wasserzeichen eingeprägt werden. Deshalb werden diese Siebe zusammen mit Wasserzeicheneinsätzen aus perforiertem Hartmetall wie Metallplättchen oder perforierten Kunststoffplättchen verwendet.
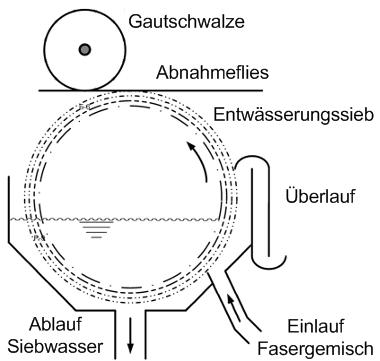
Rundsiebzylinder mit 4-lagigem Entwässerungssieb
Mehrstufige Wasserzeichen sind nur in Rundsiebmaschinen möglich, da hier das Entwässerungssieb aus mehreren, meistens aus vier übereinander liegenden Bronzesieben aufgebaut ist. Das unterste Sieb ist grobmaschig und dient als Stützgewebe. Darüber liegt ein feineres Sieb, dass in den Wasserzeichenbereichen ausgeschnitten ist. Das ist wichtig, um den Fasern Spielraum zu verschaffen. In die beiden noch feineren Siebe darüber wird mit Hilfe eines Metallstempels ein Relief in gewünschter Form eingeprägt. Auf den erhöhten Stellen legen sich nun weniger Fasern ab und es entstehen dünne, durchscheinende Stellen im Papier. Auf den vertieften Stellen sammelt sich eine größere Anzahl an Fasern und es entstehen dunkle Stellen im Papier. So können weiche Übergänge und detailreiche Motive erstellt werden.
Die Herstellung der einzelnen Siebe kann wie folgt beschrieben werden. Zuerst wird ein Motiv in eine Wachsplatte geschnitten. Dann wird ein Abguss erstellt und von diesem durch Galvanisierung ein Negativ- und ein Positivrelief aus Bronze angefertigt. Zwischen diese Reliefs wird ein feines Kupfersieb gelegt und die Formen eingepresst. Das Sieb kann anschließend in einen Schöpfrahmen befestigt werden.
Bei den verschiedenen Sieben können einzelne Fasern unter die Drähte gelangen und abreißen, wodurch ein leicht unscharfes Bild entstehen kann. Dieses Herstellungsverfahren ist sehr teuer und wird vor allem bei Geldscheinen und Wertpapieren verwendet.
Verdrängungswasserzeichen werden durch einen Egoutteur erzeugt. Der Egoutteur ist eine mit einem Bronzesieb bespannte Walze, die oberhalb des Siebes einer Langsiebpapiermaschine angebracht wird und die zusätzliche Entwässerung zur Bahnoberseite hin dient. Er befindet sich kurz vor dem Ende der Siebpartie meist zwischen dem zweiten und dritten Sauger. Dort ist die Papierbahn auf der Unterseite bereits weitgehend entwässert, während sie auf der Oberseite noch nass ist. Nun taucht der mit Bahngeschwindigkeit abrollende Zylinder mit seinem Sieb in die noch feuchte Papieroberfläche ein. Durch den Einlaufdruck dringt Stoffwasser durch das Sieb in das Innere des Egoutteurs ein. Die Strömung wird dadurch so orientiert, dass in der Suspension frei schwimmende Fasern das Gewebe erreichen und dort entflockt werden. Anschließend können die Fein und Füllstoffe noch leicht verfließen und so eine sehr feine, gleichmäßige Oberfläche bilden. Um echte Schatten-Wasserzeichen zu erzeugen werden nun bei der Herstellung des Egoutteursiebs Stellen erhitzt und eingedrückt. In diesen Aussparungen sammeln sich Papierfasern und eine partielle Verdickung findet statt. Helle Wasserzeichen entstehen durch erhabene Stellen auf der Siebwalze. Dazu werden rostfreie Drähte, genannt Elektrodrähte, auf die Oberseite des Drahtgitters gelötet. Diese verdrängen die feuchten Papierfasern und führen so eine geringere Faserkonzentration bei. Die Stärke des Wasserzeichens kann gesteuert werden, indem der Druck des Egoutteurs auf das Papiervlies erhöht wird oder indem der Egoutteur mit einer größeren Geschwindigkeit als das Papierflies angetrieben wird.

Wasserzeichen der Gohrsmühle auf einem Din A4 Papier
- Wasserzeichen kann nicht aus dem Papier entfernt werden
- Kopierschutz / Fälschungsschutz
- Herstellung mehrstufiger Wasserzeichen auf dem Rundsieb ist möglich
6.2 Nachteile:
- Relativ unscharfe Ränder
- Hohe Investitionskosten für die Druckvorbereitung
- Aufwendige Umrüstung bei Auftragswechseln
- Wegen der hohen Kosten nur bei großen Auflagen rentabel
- Nur bei Papieren mit einem Flächengewicht zwischen 80 und 120 g/m² möglich
- Nur anwendbar bei geringen Maschinengeschwindigkeiten
- Sicherheitsdruck wie Banknoten, Briefmarken und Wertpapiere
- Herkunfts-, Geschäftszeichen oder Meistermarken
- Kennzeichen von Sorte und Format Schmuck des Papiers
- Briefpapier, Urkunden, Eintrittskarten, Briefbögen, Zeugnisse, Zertifikate, Visitenkarten, Amtliche Vordrucke, Ausweise, Briefbogen, Geschäftsvordrucke, Gutachten, Vertrags-Vordrucke
Da beim Herstellungsprozess die Lage der Papierfasern "natürlich" beeinflusst wird, ergeben sich bei hellen Wasserzeichen richtige Verdünnungen im Papier und bei dunklen Wasserzeichen Verdickungen. Dadurch ist es unmöglich durch Aufschwemmung mit Wasser oder Chemikalieneinsatz ein solches Wasserzeichen zu entfernen. Bei Mehrstufigen Wasserzeichen, die auf einem Rundsieb hergestellt werden, ist die Detailgenauigkeit für andere Herstellungsverfahren unerreichbar.
Wasserzeichen
STIASSNY PAPIER Großhandlung GmbH, Österreich
Hahnemühle FineArt GmbH, Dassel
Eifeltor Muehle, Rheinbach
DWDDRUCK WERNER DERRANT, Kaiserslautern
Banknoten- und Sicherheitspapiere
Papierfabrik Louisenthal GmbH, Louisenthal
Egoutteurhersteller:
BELLMER KUFFERATH Machinery, Düren
Voith Paper Holding, Heidenheim
Rundsiebhersteller:
Maschinenfabrik Raschau GmbH, Raschau
Walzenhersteller:
A. + E. UNGRICHT GMBH + CO KG, Mönchengladbach
SWG, Frankenberg
SAUERESSIG GmbH + Co. KG, Vreden
UniMaTec Prägesysteme GmbH, Düren
Sügravo Oberflächenveredlungs GmbH, Lörrach
Wetzel Holding AG, Müchenstein in der Schweizl
CST Colour Scanner Technoloy GmbH, Krefeld
Andritz Küsters GmbH, Graz in Österreich
Abend Maschinenbau e.K., Mannheim
Blickle Sondermaschinen GmbH & Co. KG, Gammertingen
Derichs Maschinen- undApparatebau GmbH, Krefeld
11.2 Rohstofflieferanten
Rohstofflieferanten sind prinzipiell alle Standardanbieter von Papierfaser- und Füllstoffen
Fachliteratur
Handbuch der Wasserzeichenkunde von Karl Theodor Weiss
Allgemeine Berufskunde der Drucktechnik von Armin Leutert und Georges Züricher
Internet
1. Wasserzeichen auf Wikipedia
2. Verfahren zur Herstellung mit Wasserzeichen auf Patente-de
3. Rundsieb- und Langsiebverfahren von Hahnemühle FineArt
4. Wasserzeichenbeschreibung auf PrintPerfection
5. Beschreibung der Siebpartie auf Paperway
6. Beschreibung von Wasserzeichen auf Papierunion
7. Egoutteurbeschreibung von Voith Paper