LF 1: Packmittelfunktionen ermitteln und betriebliche Strukturen vergleichen
- Zum Verfassen von Kommentaren bitte anmelden.
1.1 Grundstruktur eines Packmittel herstellenden Betriebes
Dieses Kapitel stellt die Prozesse in Packmittel herstellenden Betrieben vor. Die Anzahl der Packmittel ist so vielfältig wie die Menge der zu verpackenden Güter selbst. Packmittel aus den unterschiedlichsten Packstoffen werden heute am Markt zum Verpacken verwendet – zum Beispiel Papier, Karton, Pappe, Glas, Kunststoff, Metall, Verbundstoffe. Das ist ein riesiger Markt, der nur richtig strukturiert beherrscht werden kann.
Die Herstellungsbetriebe von Verpackungen sind nach den verwendeten Verpackungsmaterialien gegliedert. Der Packmitteltechnologe sowie auch der Maschinen- und Anlagenführer mit dem Schwerpunkt Papier- und Druckweiterverarbeitung befassen sich „nur“ mit Packmitteln aus den sogenannten Faserpackstoffen Papier, Pappe, Karton und Verbundstoffen. Kunststoffe werden oft in Kombination mit den Faserpackstoffen verwendet. Es gibt darüber hinaus auch andere Verpackungsmaterialien wie Glas, Holz oder Metall. Um diese geht es hier aber nicht.
In der Verpackungsindustrie werden Betriebe bis 9 Mitarbeiter als Kleinstunternehmen geführt, Betriebe zwischen 10 und 49 Mitarbeitern als Kleinunternehmen, Unternehmen zwischen 50 und 249 Mitarbeitern als mittlere Unternehmen und Betriebe ab 250 Mitarbeitern als Großbetriebe. Weitere Kriterien, um herauszufinden, wie klein oder groß ein Unternehmen ist, sind die Umsätze oder die Bilanzsumme (siehe Abb. 1).
KMU-Schwellenwerte der EU seit 01.01.2005
Abb. 1: Schwellenwerte für kleinere und mittlere Betriebsgrößen nach EU seit 01.01.2005 (Quelle: ifm-Bonn.org)
Anzahl der Betriebe zwischen 2005 und 2009
Abb. 2: Betriebszahlen nach Branche geordnet (Quelle: IGM-Studie)
Rund 500 Betriebe in Deutschland sind in der Papier, Pappe, Karton und Kunststoff verarbeitenden Industrie aktiv. Hiervon haben etwa 98 % weniger als 500 Beschäftigte und erzielen 80 % des Gesamtumsatzes der Branche. Das bedeutet: Der Großteil aller Verpackungen wird in kleinen und mittelständischen Unternehmen (KMU) produziert.
Kunden sind Unternehmen der Nahrungs- und Genussmittelindustrie, Getränkehersteller, Pharmaindustrie, Kosmetikindustrie, Konsumgüterindustrie, Chemieindustrie und verarbeitendes Gewerbe.
________________________________________________________________________________
Erik W. 09.12.2019
Frage 1.1a: Wie viele Mitarbeiter hat ein Kleinunternehmen in der Verpackungsindustrie?
Antwort 1.1a
- Zum Verfassen von Kommentaren bitte anmelden.
Antwort 1.1a
Antwort 1.1a: Ein Kleinunternehmen in der Verpackungsindustrie hat 10 bis 49 Mitarbeiter.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.1 Kurze Begriffsklärung rund um die Verpackung
Packmitteltechnologen stellen Packmittel, Packhilfsmittel und teilweise auch die Packstoffe selbst her. Das Packmittel und die Packhilfsmittel werden zusammen als Verpackung bezeichnet. Unter dem Begriff „Verpacken“ beziehungsweise „Abpacken“ wird das Zusammenbringen von dem zu verpackenden Gut mit der Verpackung beschrieben. Logischerweise folgt er der Herstellung des Packmittels. Der Packmitteltechnologe ist für das Verpacken nicht mehr selbst zuständig. Er bestimmt den Verpackungsvorgang aber durch die Art des Packmittels, das er entwickelt hat. Abbildung 3 zeigt, wie all das zusammenhängt.

Abb. 3: Definition der einzelnen Begriffe (Quelle: Lexikon Verpackungstechnik, Bleisch, Goldhan; S. 439 Behrs Verlag Hamburg 2003)
Verpackung: Gesamtheit von Packmittel und Packhilfsmittel, die zum Schutz des Packgutes, des Menschen und der Umwelt, zur Sicherung der Rationalisierung bei der Handhabung in der Produktion, bei der Warenverteilung, bei der Darbietung und beim Verbrauch des Packgutes sowie zur Information über und Werbung für das Packgut dient.
Die von der Verpackung zu erbringende Funktion kann demnach den Bereichen Schutzfunktion, Rationalisierungsfunktion und Kommunikationsfunktion zugeordnet werden.
Packhilfsmittel sind zum Beispiel Heftklammern, Klebestreifen, Umreifungsbänder, Dichtungsringe, Etiketten, Plomben, Trockenmittel, Holzwolle, Luftkissen und Schaumkunststoff.
Das Verpacken: Das Einpacken und Abpacken sind Vorgänge im Verpackungsprozess. In diesem Prozess wird das Packgut mit der Verpackung vereinigt. Dies geschieht durch die Verwendung von Verpa- ckungsmaschinen oder von Hand. Das Verpacken umfasst die je nach dem Verpackungsverfahren erforderlichen Verpackungsvorgänge aller im jeweiligen Verarbeitungsprozess notwendigen Stufen des Verpackungsprozesses – und zwar vom primären Verpacken bis zur Abgabe der geforderten Versand- oder Ladeeinheit. Aus dem Packstoff und dem Packhilfsmittel wird das Packmittel beziehungsweise die Verpackung hergestellt. Das Packgut wird unter Verwendung der Verpackung verpackt. So entsteht die Packung.
Verpackung = Packmittel + Packhilfsmittel Packung = Verpackung und Packgut (verpackte Ware)
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.2 Branchen, in denen Packmitteltechnologen tätig sind
Verpackungen aus den Packstoffen Papier und Kunststoff stellen fast drei Viertel des gesamten Verpackungsmarktes (genaue Prozentzahlen finden Sie in Kapitel 1.2). Der „Papieranteil“ lässt sich in sechs Sparten aufteilen. Wellpappe hat hier den größten Anteil, gefolgt von Karton und Vollpappe. Die flexiblen Packmittel Papierbeutel und -tüten sowie Papiertragetaschen – haben eine um den Faktor zehn geringere Tonnage. Hartpapierwaren, wie zum Beispiel Papierhülsen für Verpackungszwecke und Kantenschutz, sowie Papiersäcke und Etiketten runden das vielfältige Angebot aus Faserpackstoffen ab.

Abb. 4 Verpackungsmarkt in Deutschland (als weitere Sparte sind noch die Etiketten zu nennen)
(Quelle: Eigene Darstellung)
Diese Sparten lassen sich in flexible und biegesteife Packmittel gliedern. Flexible Packmittel sind Briefhüllen, Versandtaschen, Papierbeutel, Papiertragetaschen, Papiersäcke, Verpackungen aus Verbund- stoffen sowie Etiketten. Biegesteife Packmittel sind Faltschachteln, Packmittel aus Wellpappe, Displays, Verpackungen aus Vollpappe sowie Papierhülsen für Verpackungszwecke und Rundgefäße.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.3 Betriebsstrukturen
Sobald mehr als eine Person in einem Betrieb arbeitet, wird der Unternehmer zur Organisation der Arbeit und zur Aufgabenteilung gezwungen.
Packmittel herstellende Betriebe lassen sich wie jeder Industriebetrieb in einen betriebswirtschaftlichen und einen gewerblich-technischen Bereich gliedern. Wer die vielen vernetzten Prozesse in einem Industriebetrieb besser verstehen will, muss sich die Schnittstellen zwischen den einzelnen Bereichen anschauen.
Abb. 5: Der Blick in einen modernen Packmittelbetrieb zur Herstellung von Faltschachteln
(Quelle: Heidelberg)
Je nach Branche (Dienstleistungsgewerbe, Produktionsunternehmen) und Betriebsgröße haben die Betriebe eine unterschiedliche Struktur. Entscheidend dafür ist auch die Zahl der beschäftigten Mitarbeiter. Damit eng verbunden ist die räumliche Betriebsstruktur sowie die Ausstattung der gesamten zur Verfügung stehenden Betriebsmittel. Diese richtet sich nach den zu verarbeitenden Packstoffen und den daraus hergestellten Packmitteln. Handelt es sich um einen Betrieb, der im Kleinseriensegment fertigt? Oder ist es ein Großbetrieb, der auf Millionenstückzahlen spezialisiert ist? Oder ist es eine Mischung aus beiden Extremen? All das erfordert wiederum unterschiedliche Arbeitszeitmodelle. So kann 1-, 2- oder 3-Schichtbetrieb eine passende Organisationsform der Arbeitszeiten sein.
Ein erfolgreiches Unternehmen achtet dabei auf klar definierte Schnittstellen sowie auf einen reibungslosen Informations- und Materialfluss zwischen den Nahtstellen der einzelnen Bereiche.
Die Ausrichtung der Betriebsstruktur muss immer die Qualität der Produkte, die Produktionsgeschwindigkeit und die Kosten im Fokus haben.
Die Organisationsstruktur eines Betriebes wird wesentlich von der Betriebsgröße, dem Kundenstamm und der herzustellenden Produktpalette beeinflusst. Es gibt zwei grundlegende Organisationsstrukturen: die Funktionsorganisation und die Spartenorganisation. Die Funktionsorganisation herrscht bei kleineren und mittleren Unternehmen sowie bei Unternehmen mit einheitlichem Produktionsprogramm vor. Die meisten Packmittelhersteller arbeiten so: Der Geschäftsleitung sind unterschiedliche Abteilungen unterstellt, die für unterschiedliche Aufgaben zuständig sind – vom Wareneingang/Einkauf bis zum Versand.
Abb. 6: Funktions- und Spartenorganisation (Quelle: Eigene Darstellung)
Die Spartenorganisation ist vor allem für größere Unternehmen mit unterschiedlichen Produktgruppen vorteilhaft. Die Spartenleiter sind komplett verantwortlich für ihren Bereich.
Je größer ein Betrieb wird, desto wichtiger ist es, die Aufgaben klar zu verteilen. In schlecht organisierten Betrieben ist das oft nicht so: Die Mitarbeiter wissen dann nicht genau, wofür sie zuständig sind. Die Grenzen zwischen den einzelnen Tätigkeitsfeldern sind unklar. Dadurch treten zum Beispiel vermehrt Fehler auf. Mehrere Arbeiter arbeiten am selben Problem (Doppelarbeit), oder es treten Stillstandszeiten in der Produktion auf.
Abb. 7: Überblick der grundlegenden betrieblichen Funktionen in einem Packmittel erzeugenden Betrieb
(Quelle: Eigene Darstellung)
Die Grundstruktur eines Betriebes lässt sich ganz allgemein nach den betriebswirtschaftlichen Grundfunktionen in drei große Bereiche unterteilen: Die Beschaffung von Ressourcen, die Leistungserstellung der Packmittel und der Absatz der produzierten Packmittel.
Der Einkauf beschafft alle für die Produktion notwendigen Rohstoffe, Hilfsstoffe und Betriebsstoffe. Einkäufer ermitteln zunächst den Bedarf sowie die Bezugsquellen für die Materialien – zum Beispiel die Lieferanten für das Papier, den Klebstoff, die Druckfarben usw. Der Einkauf holt dafür Angebote ein, vergleicht die Preise und bestellt die gewünschte Qualität. Wenn die Ware termingerecht angeliefert wurde, muss eine Wareneingangsprüfung nach bestimmten zuvor festgelegten Kriterien durchgeführt werden. Wenn alles zur Zufriedenheit erledigt ist, kann die Zahlung der Rechnung angewiesen werden.
Rohstoffe sind die Hauptbestandteile des fertigen Packmittels: zum Beispiel Rohpapier, Karton, Wellpappe, Verbundstoffe. |
Hilfsstoffe sind Nebenbestandteile eines Packmittels mit geringe- rem Kostenanteil: zum Beispiel Klebstoffe, Klebestreifen, Heftdraht, Druckfarben und Lacke, Kunststoffverschlüsse, Aufreißbänder. |
Betriebsstoffe gehen nicht in das Produkt ein, sind aber notwendig für den Produktionsprozess: zum Beispiel Strom, Wasser, Schmierstoffe, Reinigungsmittel, Reparaturmaterial. |
Betriebsmittel sind alle Anlagen und Maschinen, die den Produktions- prozess ermöglichen: zum Beispiel Gebäude, Maschinen, Fahrzeuge. |
Ausführende Arbeit leisten alle Arbeiter und Angestellten, die keine Führungsaufgaben haben. |

Abb. 8: Im Einkauf steht die Beschaffung aller für die Aufrechterhaltung der Produktion wichtigen Betriebsstoffe auf dem Programm: Zugekaufte, offsetbedruckte Kartonbögen zur Aufkaschierung auf eine offene Welle. Farben, Reinigungsmittel, Lösungsmittel, Gummitücher als Hilfsstoffe für die Offsetdruckmaschine. Rohpapier für die Erzeugung von Wellpappe oder die Weiterverarbeitung auf Beutel-, Briefhüllen- und Papiersackmaschinen (Quelle: links, Mitte Heidelberger Druckmaschinen AG)
Die Leistungserstellung beinhaltet die Entwicklung neuer Verpackungen. Größere Betriebe erforschen hier auch neue Techniken und Lösungsverfahren. Sie setzen bei der Verpackungsentwicklung auch immer genauere Testverfahren zur Vorhersage der Festigkeitswerte ein. Zur Leistungserstellung gehört auch, Herstellungsprozesse zu planen und vorzubereiten. Was wird auf welcher Maschine, wann und mit wel- chem Mitteleinsatz hergestellt? Wartung und Instandhaltung werden immer wichtiger, um langfristig einen störungsfreien Produktionsprozess zu sichern.
Auf dem Absatzmarkt muss eine Bedarfsanalyse (Marktforschung) zur genauen Abbildung der Kundenwünsche durchgeführt werden. Welcher Verkaufspreis lässt sich auf dem Markt für diese Produktqualität erzielen? Daraus entsteht dann eine interne Absatzplanung. Kunden erwarten aber auch nach der Warenauslieferung eine Betreuung und Beratung durch die Serviceabteilung. Zum Abschluss des Geschäftsprozesses erhält der Kunde eine Rechnung über die erbrachte Leistung (= Fakturierung).
Abb. 9: Leistungserstellung im Packmittel herstellenden Betrieb: CtP-Anlage zur digitalen Druckplatten-Herstellung, Flachbettstanze, Blick in die Klebereiabteilung mit Faltschachtel-klebemaschinen (Quelle: Heidelberger Druckmaschinen AG ) CtP = Computer to Plate oder deutsch: Digitale Druckplatten- belichtung (DDB). So nennt man ein Verfahren in der Druckvorstufe, bei dem die Druckplatten vom PC aus direkt im Plattenbelichter bebildert werden. (Quelle: Heidelberger Druckmaschinen AG)
Ein erfolgreicher Betrieb muss solide finanziert sein. Dies beginnt mit der Anschaffung der gesamten Betriebsausstattung, der für die Organisation benötigten Hard- und Software. Hinzu kommen die Ent- lohnung der Mitarbeiter, die Beschaffung der Verarbeitungsmaterialien sowie der Betriebsstoffe. Weiter müssen Messeauftritte und Werbemaßnahmen in Online- und Printmedien finanziert werden. Ohne solide Finanzen und ein zukunftsorientiertes Management kann kein Unternehmen bestehen.

Abb. 10: Startklar für den Absatzmarkt: verschiedene Produktmuster der Packmittelbranche (Quellen: links BS-Lindau, rechts Heidelberger Druckmaschinen AG)
Die Steuerung und Führung eines Betriebes ist ohne ein verantwortungsbewusstes, innovatives und zielorientiertes Management nicht denkbar. Mitarbeiter müssen auf Basis eines Wertesystems aktiv ge- führt werden (Führungsfunktion). Denn sie sind eine zentrale Voraussetzung für zufriedene Kunden. Dies setzt eine vorbildliche sowie auf Kontinuität ausgerichtete Unternehmensstruktur voraus (Organisati- onsfunktion). Dazu sind heute leistungsfähige innerbetriebliche Kommunikations- und Datenverarbeitungssysteme sowie moderne Produktionsanlagen (Planungsfunktion) notwendig. Management, Mitarbeiterführung, Unternehmensstruktur und moderne Produktionsanlagen entscheiden über den Erfolg eines Unternehmens.
Aufgaben der Geschäftsleitung:
=> Legt kurz-, mittel- und langfristige Unternehmensziele fest,
=> koordiniert Kernprozesse im Betrieb,
=> ergreift existenzsichernde Maßnahmen (zum Beispiel Unternehmensbeteiligungen auf dem Rohstoffsektor, Zukauf von weiteren Werken, Stilllegung von Abteilungen, Outsourcing),
=> klärt Personalfragen der Führungspositionen.
Outsourcing = Abgabe von Unternehmensaufgaben und -strukturen an Dienstleister
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.4 Grundsätzliche Ziele eines Packmittelbetriebes
Ein Unternehmen muss langfristig bestrebt sein, seine Existenz zu sichern. Hauptziel eines Unternehmens ist es, Gewinne zu erzielen und zu maximieren. Der Gewinn ist die Differenz zwischen Einnahmen und Ertrag oder Leistung auf der einen Seite sowie Ausgaben, Aufwand oder Kosten auf der anderen Seite. Wichtig dabei ist auch zu beachten, wie rentabel das Unternehmen arbeitet. Ohne eine positive Bilanz kann ein Unternehmen langfristig am Markt nicht bestehen. Erreicht wird diese in aller Regel durch Produkte, die vom Kunden in einer bestimmten Qualität nachgefragt werden. Ein zufriedener Kunde ist der Schlüssel für langfristigen Unternehmenserfolg.
Natürlich hat jede Unternehmung auch soziale Funktionen. Dazu gehört es, Arbeitsplätze zu schaffen und zu sichern. Wichtig ist auch die ergonomische Gestaltung der Arbeitsplätze. Hier geht es um die Redu- zierung gesundheitsbelastender Einflüsse am Arbeitsplatz – denn nur ein gesunder Arbeiter ist auf Dauer ein zuverlässiger, motivierter und engagierter Mitarbeiter.
Gerade in Packmittelbetrieben ist der verantwortungsbewusste Einsatz und somit die Erhaltung von Ressourcen wichtig. Aktuell stellt die Packmittel erzeugende Industrie den Begriff der Nachhaltigkeit (Sus- tainability) stark in den Vordergrund. Nachhaltigkeit kommt aus der Forstwirtschaft: Es dürfen nicht mehr Bäume gefällt werden, als nachwachsen können. Die Umweltbewegung hat den Begriff in die Politik eingebracht. Die Packmittelindustrie setzt sehr stark auf Wiederverwertung, zum Beispiel von Altpapier und weitere umweltschonende Verfahren. Die Wiederverwertung von Altpapier bei der Produktion neuer Verpackungen stellt hier ein langjährig bewährtes Paradebeispiel dar. Ferner lässt sich dieses Ziel auch als spezielle Marketingstrategie weiterverwenden, indem die Produkte dahingehend untersucht und zertifiziert werden. Dies geschieht zum Beispiel beim Rohstoff Holz durch die FSC- und PEFC-Zertifizierung (Ab- kürzungen stehen für „Forest Stewardship Council“ und „Programme for the Endorsement of Forest Certification“). Der CO₂-Fußabdruck wird hier als Beleg für eine klimaneutrale Verpackung diskutiert. Er wird auch CO₂-Bilanz genannt. Er ist ein Maß für den Gesamtbetrag von Kohlendioxid-Emissionen (ge- messen in CO₂), der durch eine Aktivität verursacht wird.
Ein weiteres Beispiel für den sparsamen Umgang mit Ressourcen ist der extrem reduzierte Wasserverbrauch bei der Papierherstellung durch die Kreislaufführung des Prozesswassers. Die Entwicklung von immer besseren Abwasserklärverfahren hat wesentlich dazu beigetragen. Im Bereich Flexodruck sind heute Druckfarben auf Wasserbasis bereits Standard. (Flexodruck = Rollenrotationsdruckverfahren, bei dem flexible Druckplatten aus Fotopolymer oder Gummi und Druckfarben mit niedriger Viskosität verwendet werden.)
Durch perfekt auf das zu verpackende Gut abgestimmte Verpackungen werden Lebensmittel geschützt und die Haltbarkeit verlängert. Dadurch landet weniger hochwertige Nahrung im Müll. Aber auch kleinere Packungsgrößen – zum Beispiel für Single-Haushalte – tragen zur Einsparung und zum verantwortungsbewussten Umgang mit den Konsumgütern bei. So lassen sich auch ethische Ziele in einem Unternehmen finden.
Speziell entwickelte Gefahrgutverpackungen machen Transporte von gefährlichen Gütern sicherer und tragen so zum Schutz der Umwelt bei. Umweltschutzaspekte lassen sich an allen Stellen der Wertschöpfungskette von Produkten wiederfinden. 71 % des Altpapiers in Deutschland gehen zurück in die Wiederverarbeitung. Der Energieverbrauch wird ständig durch immer moderner arbeitende Produktionssysteme drastisch reduziert.
Alleine durch diese wenigen Beispiele werden die in ihrer Qualität und Quantität steigenden unterschiedlichen Kundenanforderungen an die in Zukunft zu produzierenden Packmittel deutlich.

Abb. 11: Anders ausgedrückt sind Produktionsfaktoren alle Mittel und Kräfte, mit denen Sachgüter und Dienstleistungen erstellt werden. Die betriebswirtschaftlichen Produktionsfaktoren lassen sich in Elementarfaktoren, bestehend aus menschlicher Arbeit, Materialien und Energie, sowie den ganzen Betriebsmitteln, wie Maschinen, Transportsysteme, Informations- und Datensysteme, untergliedern
(Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.5 Betriebswirtschaftliche Produktionsfaktoren
Damit ein Packmittelbetrieb eine Leistung (Packmittel) erstellen kann, benötigt er elementare Einsatzmittel. Diese werden im Packmittelbetrieb als Produktionsfaktoren „Boden“, „Arbeit“, „Kapital“ und „Wissen“ bezeichnet. Wer diese Produktionsfaktoren sinnvoll kombiniert, sichert die Leistungserstellung. (vgl. Abb. 11)
Hinzu kommt der dispositive Faktor (leitender Faktor); ihn repräsentiert die Geschäftsleitung. Ihre Aufgabe ist die Planung, Organisation, Entscheidung und Kontrolle. Die Geschäftsführung führt die elementaren Produktionsfaktoren zusammen und stimmt sie sinnvoll aufeinander ab. So müssen Rohstoffe, Hilfsstoffe und Betriebsstoffe rechtzeitig in ausreichender Menge im Produktionsprozess zu Verfügung stehen. Gut qualifizierte Mitarbeiter verrichten an den Betriebsmitteln – gemeint ist damit die gesamte technische Betriebsausstattung – engagiert und motiviert ihre Arbeit. Eng damit verbunden ist die dabei entstehende Produktqualität. Wenn die Qualität der hergestellten Produktpalette stimmt, spiegelt sich dies in der Kundenzufriedenheit und somit im Erfolg des Unternehmens wider.
Die Arbeitsteilung führt also zu einem positiven Ergebnis: Die Geschäftsführung sorgt dafür, dass alle Vorprodukte rechtzeitig zur Verfügung stehen. Mitarbeiter tun engagiert ihren Job an modernen Betriebsmitteln. Ergebnis: Gute Produkte und zufriedene Kunden.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.6 Strukturierung des Packmittelbetriebs in einzelne Abteilungen − Aufbauorganisation
Die bereits vorgestellte Grundstruktur „Beschaffung“, „Leistungserstellung“, „Absatz“ muss in immer feiner strukturierte übersichtliche Teilaufgaben untergliedert werden, je vielschichtiger und komplexer ein Betrieb
wird. Geschäftsprozesse müssen also in Haupt- beziehungsweise Kernprozesse und Teilprozesse beziehungsweise unterstützende Prozesse sowie Management- oder Führungsprozesse zerlegt werden. Nur so ist es möglich, die Arbeitsleistung jedes Mitarbeiters optimal zu nutzen.
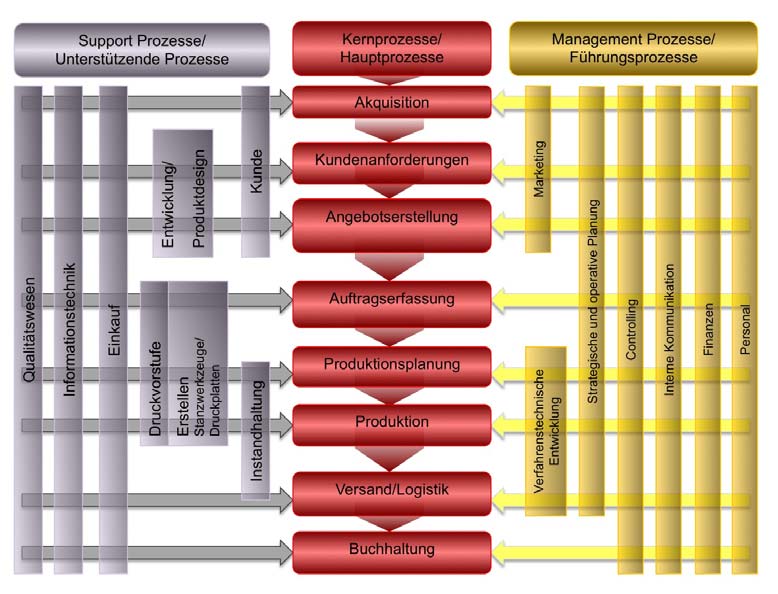 Abbildung 12 zeigt das Prozessmodell eines Packmittelherstellers für den Packstoff Wellpappe und die daraus erzeugten Packmittel aus Wellpappe. (Quelle: Eigene Darstellung)
Abbildung 12 zeigt das Prozessmodell eines Packmittelherstellers für den Packstoff Wellpappe und die daraus erzeugten Packmittel aus Wellpappe. (Quelle: Eigene Darstellung)
Der folgende Film zeigt den Berufsalltag eines Packmitteltechnologen in der Firma G & G Preißer. Der technische Ablauf der Produktion einer Verpackung wird von der Konzeption bis zur Abholung gezeigt.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.6.1 Prozesse im Packmittelbetrieb – Ablauforganisation
In Abbildung 13 ist schematisch ein Prozess dargestellt. Ein Prozess ist eine Handlungsabfolge, bei der die beteiligten Personen mit den zur Verfügung stehenden Mitteln und Tätigkeiten einen Input in einen Output umwandeln. Diese Personen sind für die ausgeführten Tätigkeiten verantwortlich. Ein Prozess wird durch ein Startereignis angestoßen, unter Einbezug von Ressourcen (Produktionsfaktoren: Menschliche Arbeit, Betriebsmittel, Material und Energie) durchgeführt und durch ein Endereignis abgeschlossen. Der Output ist dann mehr wert als der Input. Die für den Prozess benötigte Zeit wird als Prozesszeit tP bezeichnet, die es in aller Regel zu verringern gilt. Ein industrieller Prozess soll also in einer möglichst kurzen Zeit zu einem Ergebnis (Output) führen, das mehr wert ist als die Summe der verwendeten Produktionsfaktoren (Input).

Abb. 13: Schematisierte Darstellung eines Prozesses (Quelle: Eigene Darstellung)
Beispiele dafür, wie in der Packmittelindustrie Mehrwerte erwirtschaftet werden:
=> In einer WPA werden drei einzelne Papierbahnen so verarbeitet, dass daraus ein Packstoff (Wellpappe) entsteht, der bessere Festigkeitseigenschaften hat als die drei einzelnen Papierbahnen.
=> In der Druckvorstufe wird aus einer Cyrel-Platte, durch ein spezielles Verfahren, ein Flexodruckklischee zum Erstellen von Druckbildern erstellt.
=> Einzelne flachliegende Nutzen werden in einer Faltschachtelklebemaschine zu einer Faltschachtel mit Automatikboden zusammengeklebt.
=> ...
Zur Kontrolle der Prozesse ist ein ständiger Soll-Istwert-Vergleich notwendig. Das setzt voraus, dass für jeden Prozess klare Vorgaben (Soll-Werte) definiert sind und während des gesamten Prozessablaufes eine Messung des Ist-Zustandes erfolgt. Dieser Prozess ist Aufgabe des Qualitätsmanagements. Das Qualitätsmanagement kontrolliert also, ob der Ist-Zustand im Prozess den Soll-Vorgaben entspricht.
In der Verpackungsbranche wird oft von „Workflow“ gesprochen. Der englische Begriff mit der Bedeutung „Arbeitsfluss“ wird hier als die gesamte Vernetzung von einzelnen Prozessen vom Kundenauftrag bis zum fertigen Packmittel unter Einbezug des Informations- und Materialflusses verstanden. Oft sind auch noch die Rohstoffhersteller und Abpackbetriebe einzubeziehen.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.6.2 Darstellung von Prozessen
Gerade im Produktionsprozess von Verpackungen, in dem eine feste Reihenfolge in der Produktionsabfolge eingehalten werden muss (Linienproduktion), ist die anschauliche Darstellung unverzichtbar. Die Abstimmung der einzelnen in Reihe geschalteten Maschinengeschwindigkeiten der Weiterverarbeitungsmaschinen ist hier besonders wichtig. Eine leistungsfähige Druckmaschine kann so zum Beispiel mehrere Flachbettstanzen mit bedruckten Materialbogen versorgen. Können die Paletten in der Reihenfolge, wie sie gestanzt wurden, weitertransportiert werden, oder müssen sie zuvor noch umgestapelt und im Halbfertigwarenlager eingelagert werden? Im anschließenden Klebeprozess ist eine Faltschachtelklebemaschine, deren Arbeitsgeschwindigkeit wesentlich höher ist als die der Stanze, ausreichend, um die flachliegenden Nutzen aufzustellen und zu kleben. Für einen effektiven Produktionsablauf ist die Abstimmung der Geschwindigkeiten der beteiligten Maschinen unverzichtbar. Wichtig ist auch die Frage, wie viele Arbeiter notwendig sind, um die gefalteten und geklebten Faltschachteln in Umkartons abzupacken.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.6.3 Prozess-Matrix
Um die Abläufe in einem Packmittelbetrieb besser verstehen zu können, ist es nützlich, die typischen Prozesse des Verpackungs-Workflows mit den standardisierten Geschäftsprozessen eines Unternehmens zu kombinieren. Dadurch wird deutlich, dass bei der Neuentwicklung eines Packmittels (blaue Kurve in Abbildung 14) alle typischen Prozessschritte des Verpackungs-Workflows im Unternehmen durchlaufen werden. Bei einem Wiederholauftrag (grüne Kurve) werden nur die Prozesse „Produktion“ und „Versand“ aktiviert. Handelt es sich um eine geringfügige Auftragsänderung (rote Kurve), sind die Prozesse „Pack- mitteldesign“, „Druckvorstufe“, „Produktion“ und „Versand“ betroffen.

Abb. 14: Prozessmatrix bestehend aus den standardisierten Geschäftsprozessen und den typischen Prozessen des Verpackungs-Workflows (Quelle: Eigene Darstellung)
Als Beispiel kann hier die Änderung des Packmitteldesigns angeführt werden, wenn das gleiche Produkt in einer anderen Sprache auf den Markt kommt. Bei einem Entwicklungsauftrag sind zunächst nur die Packmittelentwicklung und das Packmitteldesign aktiv (orangefarbene Kurve).
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.6.4 Prozesskettendiagramm
Zur übersichtlicheren Darstellung lassen sich Prozessabläufe in Flussdiagrammen darstellen. Dadurch erhalten alle am Prozess beteiligten Mitarbeiter einen guten Überblick. Diese Visualisierung ist sehr gut zur Analyse des gesamten Prozesses geeignet. Engpässe können so frühzeitig erkannt und Verbesserungsmöglichkeiten eingebaut werden. Das Flussdiagramm wird von den leitenden Mitarbeitern der einzelnen Abteilungen in sogenannten Prozessmeetings erarbeitet. Je feiner die einzelnen Prozesse im Diagramm abgebildet werden, desto reibungsloser wird später der Ablauf in der betrieblichen Praxis statt- finden. All diese Fragen, um nur einige exemplarisch zu nennen, werden von den Prozessteams genau untersucht und anschließend zur weiteren Präzisierung des Flussdiagramms eingepflegt. Die hier dargestellten Prozessdiagramme sind nicht auf ein konkretes Unternehmen abgestimmt. Deshalb weisen sie immer eine gewisse Vereinfachung gegenüber der Realität aus.

Abb. 15: allgemeine Darstellung von Prozessen Erklärung der Symbole: (Quelle: Eigene Darstellung)
Rechteck: Ein Prozess besteht aus einer Abfolge von Tätigkeiten.
Pfeile: Die Abfolge wird durch Pfeile in entsprechender Richtung beschrieben. Die Pfeilrichtung kennzeichnet den Informations- und Materialfluss.
Raute: Ergebnisse werden durch Rauten dargestellt. Jedem Ergebnis folgt eine Entscheidung.
Kreis: Verbindungspunkte mit entsprechender Funktion „v“ und/ „ˆ“ oder ...
Farbe: zur besseren Verständlichkeit und übersichtlicheren Darstellung
Die folgende Abbildung zeigt ein ereignisorientiertes Prozesskettendiagramm für ein Standard-Packmittel aus Wellpappe.

Abb. 16: Prozessflussdiagramm oder Prozessdarstellung „von der Kundenanfrage zum fertigen Packmittel“ (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7 Die Kernprozesse eines Packmittel herstellenden Betriebs
Ein Kernprozess trägt direkt zur Wertschöpfung bei. Das Management bildet einzelne nach Aufgaben und Kompetenzbereichen geordnete Abteilungen. Durch einen hohen Spezialisierungsgrad in diesen Teams kann bei gleichzeitiger Erhaltung der Flexibilität wesentlich effizienter gearbeitet werden. Jede Abteilung ist bei einer vorgeschalteten Abteilung interner Kunde. In der Abteilung selbst wird eine Prozessaufgabe wie zum Beispiel die Erstellung eines Angebotes verarbeitet. Die Abteilung tritt anschließend als Lieferant für die nachfolgende Abteilung auf, an die sie das erstellte Angebot weitergibt. So sind die einzelnen Bereiche in sogenannten Prozessketten (Workflow) miteinander verschaltet. Es findet ein Material- und Informationsfluss zwischen den einzelnen Bereichen statt. Bei den Kernprozessen gibt es kundennahe (Kundenanforderungen) und kundenferne Prozesse (Produktion). Ein Hauptprozess ist ein abteilungsübergreifender Prozess. Dieser wird dann in Teilprozesse, also in einen jeweils in sich abgeschlossenen Vorgang, zerlegt.
Spezialisierte Abteilungen erledigen Teilschritte eines Gesamtprozesses: Zum Beispiel die Erstellung eines Angebotes. Wenn sie das an die nachfolgende Abteilung weitergeben, treten sie intern als Lieferanten auf. Die nachfolgende Abteilung hat die Rolle eines „Kunden“.

Abb. 17: innerbetriebliche Geschäftsprozesse, in denen ein Packmitteltechnologe eingesetzt wird
(Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.1 Akquise
Zentraler Bestandteil der Akquisition ist die Gewinnung von Neukunden. Unternehmen sprechen Neukunden bei Messen oder durch ihren Außendienst an. Produktneuheiten helfen dabei, neue Kaufinteressenten zu finden. Neukunden sind Kunden, die das erste Mal mit dem Unternehmen in Kontakt kommen, aber auch Kunden, die schon seit längerer Zeit nicht mehr beim Unternehmen bestellt haben. Die Kundenakquise erfolgt über Produktpräsentationen auf Messen und durch einen agilen Außendienst.

Abb. 18: Die Produktpräsentation auf Messen ist eine beliebte Möglichkeit, um Neukunden auf das Unternehmen aufmerksam zu machen (Quelle: Eigene Darstellung)
Parallel dazu wird eine permanente Bedarfsanalyse des Marktes durchgeführt, um langfristig produkt- und kapazitätsbezogene Mengen zu erzielen. Produktneuheiten helfen dabei, neue Zielgruppen anzu- sprechen. Das Ziel: möglichst viele Kaufinteressenten finden.
Bei Wiederholaufträgen entfällt der umfangreiche Prozess der Verpackungsentwicklung nach konkreten Kundenanforderungen. Der Auftrag kann sofort von der Produktionsplanung abgeholt werden, da alle er- forderlichen Werkzeuge bereits vorhanden sind; lediglich die Materialbestände müssen im Vorfeld abgeklärt werden. Die Kundenakquise steht in direktem Kontakt zum Prozess „Angebotserstellung“.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.2 Kundenanforderungen
Die Kundenanfrage mit den gewünschten Kundenanforderungen wird heute in fast allen Unternehmen im Verkaufsgespräch durch den Außendienst oder Vertriebsinnendienst in einer Checkliste erfasst. Diese ist je nach Unternehmen unterschiedlich detailliert.
Fragen die in einer Checkliste enthalten sein sollten:
- Sind alle Kundendaten erfasst?
- Sind alle Auftragsdaten erfasst?
- Welche Angaben können zum verpackenden Gut gemacht werden?
- Welche Anforderungen werden durch die Produktionsmaschinen vorgegeben?
- Welche logistischen Anforderungen werden von dem Packmittel gefordert?
- Welche Anforderungen hinsichtlich Verkaufs- und Marketingfunktion sind bei der Entwicklung zu beachten?
- Welche Kriterien für den Handel beziehungsweise für den Endverbraucher sind zu beachten?
- Was muss beachtet werden, wenn eine Maschinenlösung zum Aufrichten und Abpacken gefordert ist?
- Welches Druckverfahren soll zum Einsatz kommen? Welche technischen Vorgaben sind damit verbunden?
=> Bei dieser Menge an Anforderungen ist es unmöglich, alle in gleichem Maße zu erfüllen. Deshalb ist es wichtig, dass die Fülle von Anforderungen zusammen mit dem Kunden in einer Prioritätenliste geordnet wird!
Nach der Anfrage wird intern die Zahlungsfähigkeit des anfragenden Unternehmens abgeklärt. Aus den gewonnenen Eindrücken des Kunden wird die Wahrscheinlichkeit einer Bestellung abgeklärt. Anschlie- ßend wird intern abgesteckt, welcher Aufwand dem Angebotserstellungsprozess zugemessen wird. Wenn es sich um individuell bedruckte Packmittel handelt, liegt immer eine kundenbezogene Auftragsfertigung vor. Handelt es sich dabei um eine komplizierte Neuentwicklung einer ganzen Abpacklinie mit großem Entwicklungseinsatz über mehrere Monate oder gar Jahre? Oder ist die Anfrage relativ einfach durch die Abänderung eines Standards oder die Modifizierung einer bereits durchgeführten Lösung zu realisieren? Der Angebotspreis sollte sich weniger an den eigenen Kosten als vielmehr an dem Preis orientieren, den der Kunde zu zahlen bereit ist – beziehungsweise den der Markt akzeptiert.
Bei kundenanonymer Lagerfertigung von Großserienprodukten, wie zum Beispiel Packmittel nach ECMA- oder FEFCO-Code, Briefhüllen der DIN-Formatreihe sowie Standardbeutel werden die Angebotsangaben in einem Verkaufskatalog veröffentlicht. Spiral- oder parallel gewickelte Papierhülsen für Rollenpapiere oder Kunststofffolien werden nach konkreten Kundenanforderungen kalkuliert.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.3 Angebotserstellung und -kalkulation
Ausgehend von den Kundenanforderungen regelt der Prozess „Angebotserstellung/-kalkulation“ die Erstellung der Produktkalkulation und der Angebotserstellung. Ausgelöst wird der Prozess durch die Anfrage des Kunden und den dabei besprochenen Kundenanforderungen. Dieser Prozess lässt sich in folgende Teilprozesse untergliedern: Planung und Konstruktion eines Handmusters am CAD, Einholung von Materialpreisen, Kalkulation der Maschinenlaufzeiten, Fertigungskosten. (CAD = computer-aided design = deutsch: rechnerunterstütztes Konstruieren. Am Computer entwerfen Unternehmen Handmuster (Prototypen) eines Packmittels.) Aus den Informationen der Teilprozesse wird dann der Verkaufspreis kalkuliert. Die Hauptaufgabe dieser Abteilung besteht in einer detaillierten Angebotskalkulation sowie einem konkreten Angebot, in dem die Kundenanforderungen erfasst sind. Das Ziel ist die abschließende Auftragserteilung durch den Kunden.
Einige Firmen treffen besondere Festlegungen für Produkte, die über eine Preisliste verkauft werden. Dies können zum Beispiel Bogenware im Wellpappbereich, Papierhülsen nach Laufmeter, Durchmesser und Wandstärke, Wellpappkisten nach FEFCO-Code oder Faltschachteln nach ECMA-Katalog sein. (FEFCO-ESBO-Code (fibre- board case code), deutsch: Internationaler Code für Versandverpackungen.) Im Bereich der flexiblen Packmittel werden Standardbriefhüllenformate und Versandtaschen sowie Standardbeutel und Papiertragetaschen je nach Anzahl der verwendeten Druckfarben nach Preisliste verkauft. Sonst überwiegt in der Verpackungsbranche die auftragsbezogene Fertigung nach konkreten Kundenanforderungen. Bis auf Massenprodukte wie Wellpappkisten nach FEFCO- Code oder zum Beispiel auch Standard-Briefhüllen arbeitet die Verpackungsbranche vor allem nach individueller Kundenanforderung.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.3.1 Die Angebotskonditionen
Das Angebot (Beispiel siehe Abbildung 19) ist eine schriftliche oder mündliche Erklärung des anbietenden Unternehmens. Es ist zeitlich befristet und sollte aus juristischen Gründen immer schriftlich abgegeben werden. Im Angebot werden die Leistungen des angefragten Produktes sowie die Zahlungs- und die Lieferbedingungen genau beschrieben. Alle Informationen, die während des Angebotserstellungsprozesses entstehen, werden archiviert. So wird eine rationellere Arbeitsweise bei ähnlichen Anfragen ermöglicht. Bei der Angebotsgestaltung ist darauf zu achten, dass die äußere Form des Angebotes eine positive Außenwirkung des Unternehmens erzeugen soll. Ferner muss das Angebot gesetzlichen Normen entsprechen. So müssen zum Beispiel die allgemeinen Geschäftsbedingungen des Unternehmens für den Kunden zugänglich sein. Falls das Angebot nicht zum Geschäftsabschluss führt, müssen die Ursachen für den Auftragsverlust analysiert und die Erkenntnisse in den neuen Angebotserstellungsprozess eingepflegt werden.

Abb. 19: Diese Grafik zeigt, welche Informationen einem Kundenangebot entnommen werden können
(Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.3.2 Kostenmanagement in einem Packmittel erzeugenden Betrieb
Wie kommt nun der Angebotspreis zustande? Hierzu müssen umfangreiche innerbetriebliche Überlegungen angestellt werden. Der Einsatz und die sinnvolle Kombination der betriebswirtschaftlichen Produktionsfaktoren (Rohstoffe, Kapital, Arbeit, Wissen) verursachen Kosten. Ein elementares Betriebsziel ist die ständige Kontrolle der Betriebsabläufe unter wirtschaftlichen Gesichtspunkten. Nur wer die Kosten der betriebswirtschaftlichen Produktionsfaktoren kennt, kann fundiert Angebotspreise kalkulieren.

Abb. 20: Grundlage für die Kalkulation eines Angebotspreises: beispielhafte Kosten der Produktionsfaktoren (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.3.3 Was sind Kosten?
Unter Kosten versteht man den in Geld bewerteten Aufwand bei der Erzeugung von Gütern und Dienstleistungen innerhalb eines festgelegten Zeitraums. Unter Ausgaben versteht man den Gegenwert für die vom Unternehmen getätigten Einkäufe. Beispiele hierfür sind Bargeldzahlungen von Rohpapieren, Krediterhöhungen bei der Bank für die Anschaffung einer neuen Rotationsstanze oder Forderungsminderungen beim Lieferanten oder für bereits gelieferten Stärkeleim.
Als Packmitteltechnologe gehört man zu den Kostenverursachern (Löhne/Gehälter, Sozialleistungen, Produktion von Ausschuss aufgrund mangelnder Fachkompetenz) im Betrieb. Das ist nicht weiter tragisch – vorausgesetzt, die Arbeitsleistung ist höher zu bewerten als die verursachten Kosten. Gute Arbeitsleistungen erbringt ein Packmitteltechnologe zum Beispiel, wenn er kreativ innovative Packmittel entwickelt, als Maschinenführer geringe Ausschussquoten verursacht oder handwerklich geschickt Stanzformen herstellt. So kann er – obwohl er zunächst Kostenverursacher ist – durch gute Arbeitsleistung auch wesentlich zum Gewinn des Unternehmens beitragen. Als Anerkennung kann es dann zu Urlaubs-, Weihnachtsgeld oder sonstigen Prämienzahlungen kommen.
Das Kostenmanagement ist zweifelsohne das Kerngeschäft der kaufmännischen Abteilungen (Betriebsbuchführung) im Betrieb. Als Packmitteltechnologe ist man jedoch Teil des gesamten Unternehmens und – wie oben kurz beschrieben – einerseits Kostenverursacher (Kostenstelle beziehungsweise Kostenträger) und auf der anderen Seite Kostenoptimierer (Prinzip der Gewinnmaximierung), zum Beispiel bei der Optimierung von Produktionsprozessen von Packmitteln. Ferner muss man Kunden bei der Tätigkeit im Verpackungsentwicklungsprozess auch dahingehend beraten, welche Kosten die Packmittel entlang der gesamten Lieferkette (Supply-Chain) eines zu verpackenden Gutes verursachen werden.
Dies erfolgt in enger Zusammenarbeit mit der Kalkulationsabteilung. Dabei handelt es sich um eine sehr komplexe Aufgabe, die sehr viel Know-how, Erfahrung und Überblick des gesamten Packmittelmarktes erfordert.
- Zum Verfassen von Kommentaren bitte anmelden.
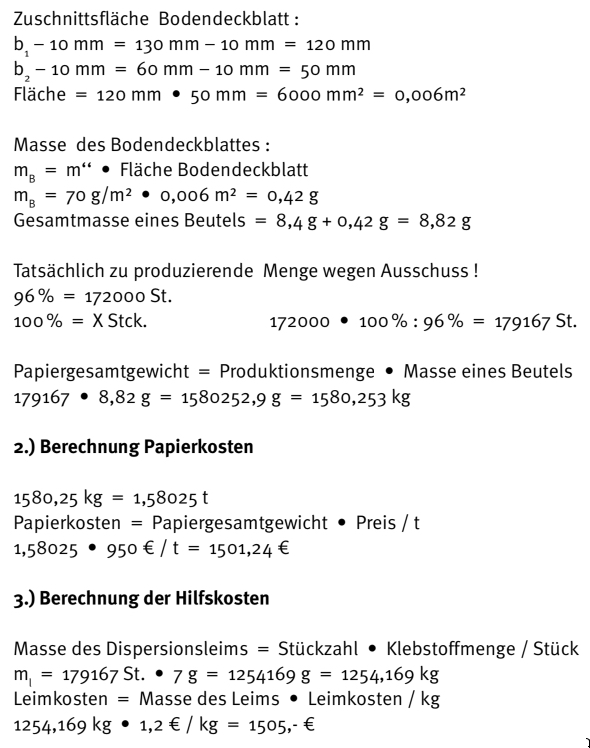
1.1.7.3.5 Vorgehensweise bei der Kostenerfassung
Teil dieser Fragestellung ist, genau berechnen zu können, welche Herstellungskosten bei den beiden Produktionsprozessen (Blockbodenbeutel, Faltschachtel für Müsli) anfallen. Zunächst muss genau ermittelt werden, wie viel Papier beziehungsweise Karton für die Packmittel bei entsprechender Stückzahl benötigt wird. Im zweiten Schritt erfolgt die Mengenbewertung mit dem Preis. Dies ist je nach zu bewertendem Gut in einer typischen Einheit vorzunehmen: So bezieht sich der Preis bei den Rohstoffkosten Papier, Karton, Vollpappe immer auf die Einheit Kilogramm. Bei Wellpappe bezieht er sich eher auf die benötigte Quadratmeteranzahl.
Erfassung der Gemeinkosten
Bei einer Stanzform ist eine umfangreichere Kalkulation notwendig, bei der alle benötigten Materialien und die zur Herstellung erforderliche Arbeitszeit ermittelt werden müssen. Diese werden in einem Betriebsabrechnungsbogen genau den Kostenstellen zugeordnet. Lässt sich die Arbeitszeit für einen Auftrag nicht genau ermitteln, weil zum Beispiel gleichzeitig mehrere Stanzwerkzeuge im Stanzformenbau von vier Arbeitern gleichzeitig gebaut werden, so spricht man von Lohngemeinkosten. Hinzu kommen Betriebsgemeinkosten – dies sind Kostenanteile, die immer anfallen. Solche Kosten sind zum Beispiel Mieten für Gebäude, Stromkosten für Produktionshallen, Reinigungskosten. Häufig wird in der Packmittelbranche auch vom Maschinenstundensatz gesprochen. Hier sind bereits alle anfallenden Kosten, die eine Maschine innerhalb eines Bewertungszeitraumes (meist eine Betriebsstunde) verursacht, berücksichtigt. Dazu gehören die Abschreibungen, die Lohnkosten des Maschinenführers, die Abnutzungspauschale sowie die Kosten für Strom und Wartungs- und Instandhaltungskosten. Der Maschinenstundensatz wird dann mit der errechneten Maschinenlaufzeit multipliziert. Daraus ergeben sich dann die Produktions- oder Fertigungskosten.
Maschinenstundensätze, in die alle Kosten eingerechnet sind, die der Betrieb einer Maschine verursacht, vereinfachen die Kalkulation und Abrechnung von Aufträgen.
Berechnung der Selbstkosten
Die Kosten, die während des gesamten Herstellungsprozesses für den gesamten Produktionsauftrag Faltschachtel für ein Kilo Müsli entstehen, bezeichnet man als Selbstkosten. Hierzu müssen sämtliche am Produktionsprozess zu berücksichtigenden Kostenstellen aufaddiert werden.
Die Selbstkosten sind der gesamte Aufwand, der zur Herstellung des Kundenauftrages erforderlich ist.
Entstehung des Nettopreises
Da alle Unternehmen zur langfristigen Existenzsicherung – wie in Kapitel 1.1.7.3 bereits angesprochen – nach Gewinn (Lohn des Unternehmers und Rücklage, um wirtschaftliche Krisenzeiten möglichst unbeschadet überstehen zu können) streben, wird zu den Selbstkosten noch ein Gewinnzuschlag hinzugerechnet. Dieser beträgt in der Packmittel herstellenden Industrie je nach Sparte zwischen 2 % und 20 % und dient dem Unternehmer als Entschädigung für das Wagnis beziehungsweise Risiko, das er für seine Unternehmung zu tragen hat. Der prozentuale Gewinnaufschlag richtet sich natürlich auch nach den am Markt für das jeweilige Packmittel zu erzielenden Preis. Je härter umkämpft ein Markt ist, desto niedriger ist der Marktpreis – und damit auch der Gewinn. Preise für innovative und qualitativ hochwertige Packmittel sind in aller Regel höher als für Massenprodukte. In diesen Fällen kann der Gewinn auch deutlich höher ausfallen.
Der zu erzielende Marktpreis kann durch Kundenumfragen (Marktforschung) ermittelt werden. Umgekehrt finden bei Massenverpackungen (Millionenstückzahlen für 100-Gramm-Tafel Schokolade) regelrechte Preisschlachten statt, bei denen der Preis für eine Faltschachtel weit unter einem Cent liegt. Hier kann es auch zu Aufträgen kommen, die gar keinen Gewinn mehr abwerfen.
Der Bruttopreis wird vom Kunden bezahlt
Da alle Güter, die zum Verkauf angeboten werden, mit einer Mehrwertsteuer beaufschlagt sind, muss dem Nettopreis noch die Mehrwertsteuer hinzugerechnet werden. Diese beträgt zurzeit im Packmittelbereich 19%. Die Mehrwertsteuer für Bücher und sonstige Drucksachen liegt bei 7 %.

Abb. 23: So setzt sich der Gesamtpreis zusammen (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.3.6 Einfaches Kalkulationsbeispiel für einen Blockbodenbeutel
Mit diesem Beispiel aus der Sparte „Flexible Packmittel“ wird anhand eines Blockbodenbeutels eine einfache Kostenberechnung vorgestellt. Aus welchen einzelnen Bestandteilen setzen sich die Produktionskosten für einen Blockbodenbeutel zusammen? Eine Analyse des Herstellungsprozesses – unter Berücksichtigung aller Kosten verursachenden Faktoren – führt hier zum Ziel. Dies soll mit dem vorliegenden stark vereinfachten Beispiel veranschaulicht werden. Eine Übertragung der grundsätzlichen Vorgehensweise bei der Kalkulation anderer Packmittel ist möglich und erwünscht. Der Zusammenhang zwischen Materialbedarf und Materialkosten, Hilfsstoffmengen und Hilfsstoffkosten sowie Maschinenlaufzeit und Maschinenstundensatz wird hier exemplarisch durchgerechnet. Die Vorgehensweise dient als „Rezept“ für weitere Übungsaufgaben.
Aufgabe:
Die Großmetzgerei „Scharfe Henne“ fragt bei der Flexibelpack GmbH telefonisch ein Angebot über 172.000 Blockbodenbeutel mit Bodendeckblatt an. Die geforderten Maße des Beutels sind 130 + 30 x 260 (b₁ = 130 b₃ = 30 l₁ = 260). Die Standbodenüberlappung (ü2) soll 20mm betragen. Es soll eine mittlere weiße Papierqualität zum Einsatz kommen. Das Druckbild ist ein einfarbiges Rautenmuster. Die Ware soll selbst abgeholt werden. Gewünschter Liefertermin: eine Woche nach Auftragseingang. Das Zahlungsziel beläuft sich auf 30 Tage, 2 % Skonto bei Zahlung innerhalb einer Woche.
Folgende Informationen stehen innerbetrieblich aus den verschiedenen Abteilungen zur Verfügung:
Wareneinkauf – Rohstoff- und Hilfsstoffpreise
– Eine Tonne Papier der Qualität e ́gl 70 g/m2 kostet 950 €.
– Ein Kilo Dispersionsleim kostet 1,2 €.
– Ein Kilo Flexodruckfarbe in weiß/schwarz kostet 3,5 €.
– Ein Kilo blaue Farbe kostet 4,5 €.
Informationen aus der Packmittelentwicklung
– Der Farbauftrag beträgt 4 g/m2.
– Pro Beutel werden für Längsklebung und Bodenklebung 7 g Leim benötigt.
Produktionsplanung und -steuerung, Produktion
– Der Maschinenstundensatz für die Flexodruckmaschine beträgt 280 €/Stunde.
– Durchschnittliche Maschinengeschwindigkeit der Flexodruckmaschine 500 m/min.
– Die Rüstzeit beträgt 15 Minuten.
– Der Maschinenstundensatz für die Blockbodenbeutelmaschine beträgt 110 €/Stunde.
– Die Maschinenleistung beträgt 220 Beutel/min.
– Die Rüstzeit beträgt 45 Minuten.
– Der Produktionsausschuss liegt bei 4 %.
Druckvorstufe
– Das Flexodruckklischee kostet für eine Farbe 250 € zuzüglich 50 € Proofkosten.
Controlling
– Gemeinkostenzuschlag 18 %
Verkauf
– Gewinnaufschlag 4 %

Abb. 25: Blockbodenbeutelhandmuster. Rechts: Zeichnung des flachliegenden Zuschnitts des Blockbodenbeutels mit allen nötigen Abmessungen



Der am Markt zu erzielende Verkaufspreis richtet sich danach, was die Kunden bereit sind, für das jeweilige Produkt zu bezahlen. Je weniger Konkurrenzprodukte auf dem Markt sind, desto höher ist in der Regel der zu erzielende Marktpreis. Natürlich sollte bei der Produktion ein Gewinn für das Unternehmen entstehen, da die Unternehmung nur so langfristig auf dem Markt existieren kann. Der Gewinnaufschlag in der Verpackungsbranche liegt je nach Produkt zwischen 4 und 20 %.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.4 Auftragserfassung
Die Auftragserfassung (meist im Verkaufsinnendienst angesiedelt) wird aktiv, wenn der Kunde das Angebot positiv bewertet. Durch die übereinstimmende Abgabe zweier Willenserklärungen (Antrag und Annahme) kommt es zu einem Vertragsabschluss zwischen den bei-en Parteien. Der Auftrag wird nun mit allen relevanten Daten im BDE- System angelegt (BDE = Betriebsdatenerfassung). Ab diesem Zeitpunkt können alle Abteilungen über innerbetriebliche Kommunikationssysteme darauf zugreifen und den aktuellen Auftragsstand einsehen.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.5 Produktionsplanung und -steuerung PPS
PPS = Produktionsplanungs- und Steuerungssystem. Dieses Computerprogramm unterstützt den Anwender bei der Produktionsplanung sowie -steuerung und übernimmt die damit verbundene Datenverwaltung.
In der Produktionsplanung werden für den zukünftigen Produktionsablauf die Ziele sowie die Aufgaben zum Erreichen dieser Ziele festgelegt. Es findet ein ständiger Soll-Ist-Wertvergleich statt.


Abb. 26: Abstimmung des Produktionsplans am ERP-System (Enterprise-Resource-Planning = Unternehmensressourcenplanung) (Quelle: Heidelberger Druckmaschinen AG)
Die Produktionssteuerung hat dafür zu sorgen, dass diese Pläne trotz der in jedem Betrieb auftretenden Störungen in die Realität umgesetzt werden. Konkret heißt das: Die Abteilung Produktionsplanung und -steuerung erhält den Auftragsdatensatz aus dem betriebsinternen BDE-System. Sie koordiniert die Produktionstermine der eingesetzten Maschinen, die erforderlichen Materialien, legt Fertigungsablaufpläne fest und nimmt die Versandplanung vor. Sie berücksichtigt dabei Liefertermine und die Auslastung der Produktionsmaschinen. Dazu müssen im Vorfeld Rüstzeiten von Maschinen erfasst werden. Aus technisch realisierbaren Produktionsgeschwindigkeiten müssen Maschinenlaufzeiten für jeden Auftrag berechnet werden. Zusätzlich zu den daraus ermittelten Produktionszeiten sollten Pufferzeiten einkalkuliert werden, um Störungen im Produktionsablauf aushalten zu können. Somit werden in diesem Prozess alle Parameter für einen möglichst effizienten Fertigungsprozess festgelegt. Hauptziel ist es, die mengengerechte und termingenaue Lieferung sicherzustellen, um den Kunden zufrieden zu stellen.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.6 Produktion
Der Produktionsprozess beschreibt die internen Produktionsabläufe vom Produktionsbeginn bis zur Fertigstellung. Anstoß für diesen Prozess ist der Auftragsdatensatz aus dem Produktionsplanungssystem sowie der Produktionsplan. Ziel dieses Prozesses sind fertig verpackte und versandfertige Produkte, die kundengerechte Ausführung und Abwicklung in Bezug auf innerbetriebliche Qualitätskriterien, Liefertermin, Stückzahl und Gesamtproduktivität. Die meisten Prüfungen in der Produktion finden heute in der „Werkerselbstprüfung“ statt. Bei der Werkerselbstprüfung werden Mitarbeiter befähigt, die Qualität ihrer Arbeit selbst zu überprüfen und gegebenenfalls notwendige Maßnahmen einzuleiten. Zusätzlich geforderte Prüfungen werden in den Prüflaboren der Fachabteilungen (zum Beispiel Wareneingangsprüfung, Druckbildkontrolle, Kontrolle der Nutzen beim Stanzen) durchgeführt. Gegebenenfalls wird ein Prüfprotokoll für den Kunden erstellt. Eine Rückverfolgbarkeit des Auftrags sollte lückenlos möglich sein – dies kann zum Beispiel über Palettenzettel mit Auftragsnummer gewährleistet werden. Beurteilungskriterien für einen effektiven und wirtschaftlichen Produktionsprozess sind unter anderem folgende Prozesskennzahlen: Der Nutzungsgrad der Maschinen, der Produktionsabfall (Ausschuss), die effektive Leistung (Stk./h) sowie die Reklamationsquote.

Abb. 27: Kaschiermaschine zum Aufkaschieren von offsetbedruckten Bogen auf Wellpappe (Quelle: bobstgroup.com)
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.7 Logistik
Unter Logistik versteht man die wirtschaftliche Planung, Steuerung und Durchführung aller Waren- und Materialbewegungen innerhalb und außerhalb des Unternehmens. Die Logistikkette beschreibt den Materialfluss von der Rohstoffbeschaffung in der Papierfabrik (Zulieferer) über den Produktionsprozess der Packmittel im Unternehmen bis zur Auslieferung der produzierten Ware beim Kunden. Parallel dazu muss auch die Entsorgung der anfallenden Produktionsabfälle – wie zum Beispiel Ausschuss, Randbeschnitt und Stanzabfälle – geregelt werden. Logistik im Industriebetrieb wird unterteilt in Beschaffungs-, Produktions- und Absatz- beziehungsweise Lagerlogistik. Die Logistikabteilung erstellt die Lieferpapiere und regelt den Versand der Fertigware. Sie ist ist zuständig für den Materialfluss – von der Rohstoffbeschaffung bis zur Lieferung des fertigen Produktes an den Kunden. Optional kann, wenn eine hauseigene Spedition vorhanden ist, die Tourenplanung durchgeführt und optimiert werden. Ausgelöst wird dieser Prozess, wenn aus der Produktion die Meldung der Versandbereitschaft eintrifft. Die Abteilung erfüllt ihren Prozessauftrag, indem sie den Lieferschein sowie die Ladeliste erstellt und die termingerechte Zustellung zum Kunden organisiert.

Abb. 28: Die gestapelten, vorgefertigten Wellpappbogen werden in einem Beladeroboter für den Kunden, der diese auf einer Abpackmaschine aufstellt, versandfertig gemacht (Quelle: Minda.de)
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.8 Unterstützende Prozesse
Unterstützende Prozesse/Teilprozesse leisten keinen direkten Wertschöpfungsbeitrag, sind aber nötig, damit die Kernprozesse/Hauptprozesse zielgerichtet ablaufen können. Beispiele für unterstützende Prozesse sind die Packmittelentwicklung, der Druckvorstufenprozess, das Qualitätswesen sowie die Informations- und Kommunikationstechnik. Aber auch der Wareneinkauf und die Wartung- und Instandhaltung der Betriebsmittel gehören zu den unterstützenden Prozessen. Im weiteren Verlauf sollen einige Support-Prozesse exemplarisch etwas genauer betrachtet werden.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.8.1 Druckvorstufe
Die Darstellung zeigt, welche Inputs notwendig sind, um den Druckprozess in Gang setzen zu können.

Abb. 29: Hier sind die unterstützenden Prozesse, Design und Druckvorstufe für den Kernprozess „Produktion“, Teilprozess „Drucken“, dargestellt. Der Informationsfluss zwischen den einzelnen Teilprozessen findet über das ERP-System beziehungsweise Telefon statt. Auch der Materialfluss wird über das ERP-System gesteuert. Die realen Materialbewegungen werden zwischen Roh- und Hilfsstofflager durch Transportsysteme realisiert. (Quelle: Eigene Darstellung)
Die Aufbereitung der Druckdaten wird in der Abteilung „Druckvorstufe“ in sinnvolle Teilschritte zerlegt. Die Verteilung der Arbeitsaufgaben sowie die Verantwortung für den Prozess „Druckvorstufe“ übernimmt der Leiter „Druckvorstufe“. Input für diesen Prozess sind die Information aus der Designabteilung und die Rohlinge der Druckplatten. Ziel dieses Prozesses sind einsatzfähige Druckplatten für die jeweilige Druckabteilung.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.8.2 Qualitätswesen
Das Qualitätsmanagement ist heute in jedem Unternehmen verankert. Jeder Prozess sollte sich dem Blick aus der Qualitätsperspektive unterziehen. Denn Qualität ist die bestmögliche Erfüllung der gestellten Kundenanforderungen. Über die Erfüllung der Anforderungen entscheidet einzig und allein der Kunde. Unternehmen tragen dem Trend zu immer höheren Kundenerwartungen durch ständige Qualitätsver- besserung Rechnung.
Der Unternehmenserfolg eines Packmittel erzeugenden Betriebes wird von der Qualität des Packmittels, dem Preis und der termingerechten Lieferung bestimmt.
Qualitäts-Definition nach DIN 55350 Qualität ist „die Beschaffenheit einer Einheit bezüglich ihrer Eignung, festgelegte und vorausgesetzte Erfordernisse zu erfüllen“. |
Folgende Ziele des Qualitätsmanagements lassen sich daraus ableiten:
Zielgerichtete, geplante und gesteuerte Prozesse sind notwendig (Qualitätsplanung). Alle im Unternehmen beteiligten Personen müssen in diesen Qualitätsverbesserungsprozess einbezogen werden (Quali- tätsverbesserung). Hier geht es um die persönliche Einstellung jedes Mitarbeiters (Qualitätslenkung). Insbesondere soll durch das Qualitätsmanagement die Produktqualität durch regelmäßige Prüfverfahren gesichert werden (Qualitätsprüfung). Warum all das so wichtig ist: Damit das Unternehmen konkurrenzfähig bleibt, müssen die Produkte fehlerfrei und rechtzeitig am Markt sein; nur beste Qualität bindet Kunden langfristig an das Unternehmen. Der gesamte Qualitätssicherungsprozess ist fortlaufend zu protokollieren, um bei eventuell auftretenden Reklamationen Fehler zurückverfolgen zu können. Dazu ist ein QM-Handbuch notwendig, in dem alle Maßnahmen des Qualitätsmanagements klar definiert sind (Qualitätsmanagementdarlegung). Auch das Qualitätsmanagement (= QM) selbst muss in regelmäßigen Abständen überprüft werden (Qualitätsaudit. Audit kommt vom lateinischen audire (hören) und bedeutet Anhörung.). Das bedeutet, dass alle am Produktionsprozess beteiligten Stationen vom Kundenauftrag bis zur fertigen Verpackung beteiligt werden müssen.

Abb. 30: Der Qualitätskreis nach DIN 55350 lässt sich auf den gesamten Produktlebenszyklus eines Packmittels übertragen (Quelle: Eigene Darstellung)
Ein Qualitätsmanagementsystem erfordert, dass es vom Kunden anerkannt wird. Der Kunde muss sich auf die Kompetenz des eingeführten Qualitätsmanagementsystems verlassen können. Dafür sorgen sogenannte Zertifizierungsgesellschaften, die von verschiedenen Institutionen (Anerkennung und Kontrolle von Zertifizierungsgesellschaften durch EQS = European Committee for Quality System Assessment) da- für autorisiert sind, eine Zertifizierung nach DIN ISO 9000 durchführen zu können.
ISO 9000 steht für eine Normenreihe, die von der International Organization for Standardization (ISO) herausgegeben wird. In Deutschland erfolgt die Herausgabe der Norm durch das Deutsche Institut für Normung (DIN) in Berlin.
Die Zertifizierung zeigt auf, dass ein angemessenes Vertrauen in die Normkonformität besteht. Die Bestätigung durch einen unparteiischen Dritten (akkreditierte Stelle) gewährleistet, dass die Zertifizierung nach einer vorgegebenen Norm erfolgt ist. Das Ergebnis einer Zertifizierung ist ein Zertifikat.
In den beiden folgenden Abschnitten werden exemplarisch Inhalte dargestellt, die im QM-Handbuch eines Unternehmens genau beschrieben sein müssen.
Prüfplan für einen Blockbodenbeutel
Im folgenden Abschnitt wird der Prüfplan eines Blockbodenbeutels, der vor der Produktionsfreigabe vom Maschinenführer zu unterzeichnen ist, kurz dargestellt. Welche Qualitätsmerkmale sind für einen qua- litativ hochwertigen Blockbodenbeutel beurteilungsrelevant?
Das Prüfintervall, bei dem eine Stichprobe gezogen werden soll, muss festgelegt sein. Es wird mit Datum und Uhrzeit in einem entsprechenden Formular protokolliert – zum Beispiel alle 2000 Stück. Der verwendete Rohstoff muss mit Lieferantenbezeichnung und Chargennummer festgehalten werden. Nur so lässt sich bei später auftretenden Mängeln eine Rückverfolgbarkeit gewährleisten. Dies ist wichtig, wenn es um die Frage geht, wer für den entstandenen Schaden aufkommen muss.
Als Erstes sind Beutelabmessungen zu prüfen. Die Druckqualität muss gemäß Druckvorlage kontrolliert werden. Die Längsnahtklebung und die Bodenklebung werden von Hand auf Festigkeit überprüft. Dies erfordert die nötige Erfahrung der ausführenden Prüfperson. Insgesamt hat der Maschinenführer eine Qualitätsbeurteilung abzugeben, die vom Schichtführer zu kontrollieren ist. Besondere Vorkommnisse sind in den Prüfplan einzutragen.
Qualitätskontrolle von Packstoffen im Materialprüflabor
Zur standardisierten Materialprüfung wurden im Laufe der Jahre für nahezu alle Papiere und den daraus gefertigten Verpackungen auf wissenschaftlicher Basis Prüfsysteme entwickelt, wie sie kaum ein anderes Verpackungsmaterial in dieser Vielfalt aufzuweisen hat.
Aus diesen Prüfsystemen beziehungsweise Prüfverfahren wurden und werden Normen erarbeitet. In Deutschland heißen sie DIN-Normen (DIN = Deutsches Institut für Normung), für Europa gelten EN-Normen (EN = European Norm), international sind sie in den ISO-Normen festgelegt (ISO = International Organization for Standardization). Normen, die einander angepasst wurden, werden teilweise mit kombinierten Bezeichnungen geführt, z. B. DIN EN ISO 536, in der die Ermittlung der flächenbezogenen Masse genau beschrieben ist. DIN, EN, ISO – das sind deutsche, europaweit und international gültige Normen. Sie garantieren, dass entsprechend gekennzeichnete Produkte bestimmte Mindestanforderungen einhalten.
Der Verband der Wellpappenindustrie e.V. hat vor Jahren schon einen in Sorten eingeteilten Standard entwickelt. Auf diesem Standard aufbauend ist die Norm DIN 55468 erarbeitet worden. Die dort genormten Sorten fordern bestimmte Werte – unabhängig von den eingesetzten Rohstoffen und Flächengewichten.

Abb. 31: Wellpappenverpackungen, die diesen Vorschriften entsprechen, können mit dem VDW-Prüf- und Überwachungszeichen bedruckt werden. Neben der Kennzeichnung der Wellpappenverpackungen mit dem VDW-Zeichen ist die Kennzeichnung auch mit dem RAL- Zeichen möglich, soweit die Wellpappensorte den Vorgaben der RAL-Gütevorschrift GZ 492 entspricht und geprüft ist (Quelle: wellpappe-wissen.de, ral-wellpappe.de)
Die genauen Anforderungen an die einzelnen Wellpappsorten sind in der DIN 55468 festgelegt. Die Inhalte und die genauen Prüfverfahren sind auch Teil der Ausbildung zum Packmitteltechnologen und werden zu einem späteren Zeitpunkt genau behandelt.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.8.3 Verpackungsentwicklung
Der Verpackungsentwicklungsprozess nimmt unter den Support-Prozessen eine Sonderstellung ein. Von einer innovativen Entwicklungsabteilung gehen viele positive Impulse für den gesamten Unternehmens- erfolg aus. Eine durchdachte und bis ins Detail fehlerfreie Entwicklung unter vorausschauendem Einbezug der später noch folgenden Prozesse erspart viel zeitintensive Nacharbeit in der Wertschöpfungskette. Unter Aspekten des Qualitätsmanagements ist ein Fehler, der zu Beginn gemacht wird, ein besonders schwerer, da er sich durch die gesamte Prozesskette durchzieht.
Der Verpackungsentwicklungsprozess wird durch den Kunden angestoßen, der auf der Suche nach Erledigung einer konkreten Verpackungsaufgabe ist. In einem ersten Gespräch erörtern ausgebildete Ansprechpartner im Verkauf gemeinsam mit dem Interessenten die Anforderungen an die Verpackung. Diese Verpackungseigenschaften werden in der Regel in einer Checkliste erfasst. Ideal ist als Grundlage einer solchen Besprechung ein Produktmuster oder vielleicht sogar ein 3D-Datensatz des zu verpackenden Gutes. In der Entwicklung von Verpackungen aller Art stehen heute Hochleistungsrechner mit moderner CAD-Software zur Verfügung. Diese sind zum reibungslosen Informationsaustausch über das ERP-System vernetzt. Zur richtigen Materialauswahl werden die entsprechenden Materialtests aus dem Prüflabor herangezogen. Inzwischen arbeiten erfahrene, kreative Verpackungsentwickler an der optimalen Lösung der Verpackungsaufgabe. Mit den ersten 3D-Entwürfen wird der Kunde kontaktiert.

Abb. 32: Intelligente 2D- und 3D-CAD-Software ist der Schlüssel zur erfolgreichen Entwicklung von komplexen Verpackungssystemen. Mit der 3D-Darstellung ist eine komplette Visualisierung der virtuellen Verpackung möglich (Quelle: erpa.de)
Parallel wird in der Kalkulation der voraussichtliche Preis der Verpackung unter Einbezug der Informationen aus der Entwicklungsabteilung erarbeitet. Der Kunde kann so lange in Ruhe die Ideen prüfen und gegebenenfalls seine weiteren Vorstellungen direkt in den Entwicklungsprozess einfließen lassen. Wenn der Kunde mit dem Entwurf zufrieden ist, wird aus dem CAD-Datensatz am Schneidplotter/Cutter ein erstes Handmuster erstellt. Ist der Kunde vor Produktionsbeginn auch noch an einem mit allen Designdaten gestalteten Farbmuster interessiert, oder handelt es sich um eine Kleinserie bis rund 200 Stück, so kann vor dem Cut-Prozess das Material auf einem Digitaldrucker mit der eigentlich erst später zu realisierenden Designvorlage bedruckt werden.

Abb. 33: Mit einem Flachbettdigitaldrucker kann sowohl Rollenmaterial als auch Bogenware (Papier, Karton, Wellpappe, Verbundmaterial) direkt bedruckt werden (Quelle: erpa.de)
Ist der Interessent mit dem Handmuster und dem kalkulierten Angebot zufrieden, so kommt es zur Auftragserteilung durch den Kunden. Der Entwicklungsprozess ist vorerst abgeschlossen, die Abteilung wird aber während des weiteren Produktionsprozesses immer wieder mit Aufgaben (zum Beispiel Datenaufbereitung für die Druckvorstufe und den Stanzformenbau) konfrontiert werden. Je nach dem geforderten Liefertermin beginnt nun die Auftragsvorbereitung mit der Koordination aller für die Produktion wichtigen Vorgänge.
- Zum Verfassen von Kommentaren bitte anmelden.
1.2 Funktionen von Packmitteln
Verpackungen haben viele Funktionen über den Schutz des Verpackungsgutes hinaus. Sie informieren beispielsweise über Produkte und deren Haltbarkeit. Sie können durch eine gute Aufmachung Kaufent- scheidungen beeinflussen. Und sie können helfen, Ressourcen zu schonen.
In Deutschland wurden im Jahr 2011 rund 20 Millionen Tonnen Packmittel im Wert von etwa 32,1 Milliarden Euro hergestellt. Die Verpackungsproduktion hat damit einen Anteil von rund 1,5 % am Brutto- inlandsprodukt, dem Wert aller Waren und Dienstleistungen unserer Volkswirtschaft.
Verpackungen aus Papier, Karton und Pappe hatten 2011 mit 47,6 % den größten Anteil an der mengenmäßigen Verpackungsproduktion – gefolgt von Verpackungen aus Kunststoff (21,7 %), Glas (21,9 %) und Metall und Aluminium (8,8 %).

Abb. 34: Verpackungsmaterialien und ihre Produktionsmengenanteile in der Verpackungsindustrie
Die Verpackung wird nicht um ihrer selbst willen hergestellt. Sie soll vielmehr andere Waren vor Beschädigung, Verderb und Verlust schützen sowie verkaufs-, lager- und versandfähig machen. Die Verpackung ist unverzichtbare Voraussetzung für einen funktionierenden Warenaustausch.
Aufgaben der Verpackung sind die Schutz-, Distributions-, Informations- und Werbefunktion. Hinzu kommen Anforderungen an die Funktionsfähigkeit, Wirtschaftlichkeit, Umweltverträglichkeit der Verpackung sowie ihrer Übereinstimmung mit den geltenden Verpackungsvorschriften.
- Zum Verfassen von Kommentaren bitte anmelden.
1.2.1 Schutzfunktion
Der Schutz der Waren gegen Beschädigung und Verderb ist zentrale Aufgabe der Verpackung. Die Verpackung muss sicherstellen, dass ein Erzeugnis auf dem Weg zwischen Herstellung und Verbrauch keine Qualitätsminderung erfährt. Sie schützt Waren vor Transportschäden und vor klimatischen, biologischen sowie chemischen Einflüssen. Sie schützt umgekehrt aber auch den Menschen und die Umwelt, wenn es zum Beispiel um den Transport gefährlicher Güter geht.
Was passiert, wenn Verpackungen fehlen oder unzureichend sind, zeigt sich in Entwicklungsländern: Dort verderben lebenswichtige Nahrungsmittel oder gehen ganz verloren, nur weil sie nicht geeignet verpackt sind. Erst durch angemessene Verpackungen wird die Versorgung einer wachsenden Weltbevölkerung mit Nahrungsmitteln möglich und können Ressourcen geschont werden.
- Zum Verfassen von Kommentaren bitte anmelden.
1.2.2 Distributionsfunktion
Die Distribution (= Verteilung) vieler Güter wird durch die Verpackung überhaupt erst möglich. Lebensmittel, Verbrauchs- und Gebrauchsgüter sind bei uns an allen Orten zu jeder Zeit verfügbar – unabhängig davon, wann und wo sie hergestellt worden sind. Man braucht eine gut entwickelte Verpackungstechnik, um Waren wirtschaftlich und umweltverträglich zu lagern und zu transportieren.
- Zum Verfassen von Kommentaren bitte anmelden.
1.2.3 Informations- und Werbefunktion
Die Verpackung ist Träger wichtiger Informationen über das Füllgut. Sie informiert zum Beispiel über Qualitäts-, Gewichts- und Mengenangaben und Haltbarkeitsdauer. Sie gibt Gebrauchs- und Verbrauchs- hinweise usw.
Die Verpackung als Werbeträger ermöglicht dem Hersteller, sein Produkt durch die Verpackungsgestaltung von vergleichbaren Erzeugnissen abzuheben. Die Verpackung steht heute im Mittelpunkt der Kom- munikation mit dem Verbraucher und entscheidet damit vielfach über den Markterfolg. Dies gilt nicht nur für die traditionelle Verkaufsverpackung, sondern mehr und mehr auch für Transportverpackungen, die als „Shelf Ready Packaging“ Transport- und Werbefunktionen vereinen (Shelf ready = fertig fürs Verkaufsregal).
- Zum Verfassen von Kommentaren bitte anmelden.
1.2.4 Wirtschaftlichkeit der Verpackung
Das optimale Preis-Leistungs-Verhältnis einer Verpackung hängt von folgenden Faktoren ab:
– Effizienz von Packstoff und Packmittel
– Kosten des Abpackprozesses
– Distributionsaufwand
– Werbewirksamkeit
– Entsorgungsaufwand
In Deutschland entfallen durchschnittlich nur zwei Prozent des Warenwerts auf die Verpackung.
- Zum Verfassen von Kommentaren bitte anmelden.
1.2.5 Umweltverträglichkeit der Verpackung
Ökologie und Nachhaltigkeit sind heute Standardansprüche an die Verpackung. Diese soll ressourcenschonend und wiederverwertbar sein und für eine umweltverträgliche Warendistribution sorgen.
Hersteller von Verpackungen müssen Ökologie und Funktion in Einklang bringen. Dabei geht es zum Beispiel darum, wie mit einem ressourcenschonenden Materialeinsatz eine stabile Verpackung entstehen kann. Dadurch wird die Verpackungsplanung und -gestaltung immer komplexer.
- Zum Verfassen von Kommentaren bitte anmelden.
1.2.6 Verpackungsvorschriften - 1.2.6.1 Verpackungsgesetz
Hier erfahren Sie mehr über die umfassenden Regeln, die der Staat in Sachen „Verpackung“ setzt. Dies reicht von der „Produktverantwortung“ in der Kreislaufwirtschaft (Recycling) bis zu lebensmittelrechtlichen Vorschriften.
Bereits 1991 hat der Staat der Verpackungswirtschaft die „neue Produktverantwortung“ in der Kreislaufwirtschaft auferlegt. Dies geschah über die Verpackungsverordnung. Diese verpflichtete die Wirtschaft, Verpackungen nach Gebrauch zurückzunehmen und stofflich wiederzuverwerten. Bis zu diesem Zeitpunkt waren ausschließlich die Gemeinden für die Abfallentsorgung zuständig gewesen.
Die Verpackungsverordnung schreibt folgende Mindest-Recyclingquoten vor:
- 60 Gewichtsprozent für Glas
- 60 Gewichtsprozent für Papier und Karton
- 50 Gewichtsprozent für Metalle
- 22,5 Gewichtsprozent für Kunststoffe
- 15 Gewichtsprozent für Holz
__________________________________________________________________________________
Max M. 28.11.19
Seit 01.01.2019 gilt nicht mehr die Verpackungsverordnung, sondern das juristisch höherrangige Verpackungsgesetz
Siehe Link: https://verpackungsgesetz-info.de/
- Zum Verfassen von Kommentaren bitte anmelden.
1.2.6.2 Lebensmittelrechtliche Regelungen
Verpackungen aus Papier, Karton und Pappe werden zu rund 50 Prozent für Produkte der Ernährungsindustrie eingesetzt. Die Sicherheit der Lebensmittel und damit der Verbraucher nimmt dabei einen zentralen Stellenwert für die Verpackungshersteller ein. Lebensmittelproduzenten und Verpackungshersteller sind gleichermaßen verantwortlich dafür, dass rechtliche Regelwerke zur Lebensmittelsicherheit eingehalten werden. Die Verpackungsmittel herstellenden Unternehmen müssen sich im Lebensmittelsektor mit einem komplizierten staatlichen Regelwerk auseinandersetzen.
Rechtliche Grundlage (Rahmenverordnung) für den Einsatz von Verpackungen mit Lebensmittelkontakt ist die europäische Verordnung 1935/2004/EG vom 24. Oktober 2004 über Materialien und Gegenstände, die dazu bestimmt sind, mit Lebensmitteln in Berührung zu kommen. Diese gilt nach Art. 1 Abs. 2 für Materialien und Gegenstände, die als Fertigerzeugnis
a) dazu bestimmt sind, mit Lebensmitteln in Berührung zu kommen oder
b) bereits mit Lebensmitteln in Berührung sind und dazu bestimmt sind oder
c) vernünftigerweise vorhersehen lassen, dass sie bei normaler oder vorhersehbarer Verwendung mit Lebensmitteln in Berührung kommen oder ihre Bestandteile an Lebensmittel abgeben.
Nach Art. 3 Abs. 1 sind „Materialien und Gegenstände (...) nach guter Herstellungspraxis so herzustellen, dass sie unter den normalen oder vorhersehbaren Verwendungsbedingungen keine Bestandteile auf Le- bensmittel in Mengen abgeben, die geeignet sind,
a) die menschliche Gesundheit zu gefährden oder
b) eine unvertretbare Veränderung der Zusammensetzung des Lebensmittels herbeizuführen
c) oder eine Beeinträchtigung der organoleptischen Eigenschaften der Lebensmittel herbeizuführen“.
Nach Art 16 Abs. 1 sind sogenannte Konformitätserklärungen nur für solche Lebensmittelbedarfsgegenstände abzugeben, für die es spezifische Detailregelungen gibt. Diese gibt es bislang weder für Papier / Karton / Pappe noch für Druckfarben, Lacke oder Klebstoffe.
Ein weiteres europäisches Regelwerk ist die Verordnung 2023/2006/ EG vom 22. Dezember 2006 über gute Herstellungspraxis für Materialien und Gegenstände, die dazu bestimmt sind, mit Lebensmitteln in Berührung zu kommen (GMP-Verordnung).
Mit dieser Verordnung werden für die in Anhang 1 der Rahmenverordnung 1935/2004/EG aufgeführten Materialien, für die es (noch) keine spezifischen Richtlinien gibt, Regeln für die gute Herstellungspraxis festgelegt.
Danach ist zur Produktion von Lebensmittelbedarfsgegenständen nach den Prinzipien der „Guten Herstellungspraxis“ ein angemessenes Qualitätssicherungs- und -kontrollsystem zu implementieren und zu dokumentieren („Konformitätsarbeit“). Diese Dokumentation ist auf Verlangen den Behörden vorzulegen.
- Zum Verfassen von Kommentaren bitte anmelden.
1.2.6.3 BfR-Empfehlung XXXVI – Papiere, Kartons und Pappen für den Lebensmittelkontakt
Sogenannte Einzelmaßnahmen gemäß Art. 5 der Rahmenverordnung 1935/2004/EG gibt es für Papier, Karton und Pappe nicht. Dass Verpackungen aus Papier, Karton und Pappe den Vorgaben des Art. 3 der Verordnung entsprechen, kann in Deutschland mit der Einhaltung der Empfehlung XXXVI des Bundesinstituts für Risikobewertung (BfR), die Anforderungen an die fertigen Produkte und die eingesetzten Stoffe be- schreibt, belegt werden. Die BfR-Empfehlung XXXVI regelt unter anderem den Einsatz von Altpapier für Verpackungen aus Papier, Karton und Pappe mit Lebensmittelkontakt.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3 Arten von Packmitteln - 1.3.1 Verkaufs-, Um- und Transportverpackungen
Die Wahl der geeigneten Verpackung ist eine Aufgabe für Spezialisten, denn unterschiedliche Güter erfordern ebenso unterschiedliche Verpackungen. Die Wahl der Packstoffe und der Packmittelgestaltung müssen sich danach richten,
• ob es sich bei dem zu verpackenden Gut um einen pulverisierten, festen, flüssigen, fettigen oder gasförmigen Stoff handelt,
• ob die Verpackung sauerstoff-, feuchtigkeits- oder aromadicht sein muss und
• ob sie vor extremen Temperaturen, vor Stoß, vor Verderb und vor Substanzveränderungen schützen soll.
Das erfordert Packstoffe mit den unterschiedlichsten Eigenschaften: Papier, Karton und Pappe, Kunststoff, Metall, Glas, Holz und Verbund- packstoffe (zum Beispiel Papier kombiniert mit Kunststoff- oder Metall- folien). Bei der Wahl der geeigneten Packstoffe und Packmittel spielen nicht nur technische, sondern auch wirtschaftliche Überlegungen eine wichtige Rolle, denn die Verpackungskosten hängen zum wesentlichen Teil von den Rohstoffpreisen ab.
Projekte in einem Packmittel erzeugenden Betrieb können sehr verschiedenartig sein. Sie reichen von Kartonverpackungen für Flüssigkeiten, Etiketten, Säcken, Beuteln und Tüten, Transportverpackungen aus Wellpappe, Schachteln für z.B. den Pizza-Bringdienst, Blister-Verpackungen für die Verkaufspräsentation bis Thekendisplays für z.B. Bücher - es gibt eine schier unglaubliche Vielfalt an Verpackungen. Unter Blistern (= Blase, Bläschen) versteht die Verpackungsindustrie eine Produktverpackung, bei der Kunden den verpackten Gegenstand sehen können.
Je nach Art und Einsatzzweck des Packmittels wird gemäß deutscher Verpackungsverordnung unterschieden zwischen:
• Transportverpackungen: zum Beispiel Fässer, Kanister, Kisten, Säcke, Paletten, Kartonagen, geschäumte Schalen, Schrumpffolien und ähnliche Umhüllungen, die vor allem dem Warentransport dienen.
• Verkaufsverpackungen: Verpackungen aller Art, die als Verkaufseinheit angeboten werden.
• Umverpackungen: zum Beispiel Blister, Folien, Kartonagen oder ähnliche Umhüllungen, die als zusätzliche Verpackungen um Verkaufsverpackungen verwendet werden.
• Serviceverpackungen: Verkaufsverpackungen des Handels, der Gastronomie und anderer Dienstleister, die die Übergabe von Waren an die Endverbraucher ermöglichen – dazu gehören zum Beispiel Bäckertüten, Pizzaschachteln aus der Pizzeria, Tortenschachteln aus der Konditorei, Pappschalen und -becher.
• Verpackungen für schadstoffhaltige Güter haben eine Sonderstellung. Denn für sie gelten spezielle gesetzliche Regeln.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3.2 Verpackungen aus Papier, Karton und Pappe
Papier-, Karton- und Pappeverpackungen sind für eine moderne und arbeitsteilig organisierte Volkswirtschaft unverzichtbar und mengenmäßig die führende Packmittelgruppe. Dazu zählen:
• Wellpappe-Verpackungen
• Faltschachteln
• Kartonverpackungen für Flüssigkeiten (Getränkekartons)
• Vollpappe-Kartonagen
• Flexible Verpackungen
• Papiersäcke
• Hartpapierwaren und Rundgefäße
• Etiketten und Selbstklebeetiketten

Abb. 35: Umsatzentwicklung von Verpackungen aus Papier, Karton, Pappe und Folien 2004–2012 – Jahresumsatz in Mrd. Euro (Quelle: Statistisches Bundesamt)
Mehr zu Behältern und Etiketten findest du hier:
"Grundlagen der Verpackungstechnologien. Verpackungstechnologie Einführung. Ausgabe Behälter und Etikett.", bereitgestellt von Keyence.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3.2.1 Wellpappe-Verpackungen
Wellpappe-Verpackungen sind die größte Gruppe unter allen Papier-, Karton- und Pappeverpackungen und die führenden Transportverpackungen. Mehr als zwei Drittel aller in Deutschland hergestellten Waren werden in Wellpappe zu Abnehmern im In- und Ausland transportiert. 2011 wurden in Deutschland rund 5 Millionen Tonnen Wellpappe und Wellpappe-Verpackungen mit einem Produktionswert von rund 4,9 Mrd. Euro hergestellt.
Transportverpackungen aus Wellpappe sind enorm leistungsfähig. Sie gewährleisten den notwendigen Produktschutz, um Waren sicher zu befördern. Wellpappe-Verpackungen sind sehr vielseitig. Damit lassen sich unterschiedlichste Waren zu zweckmäßigen Versandeinheiten zusammenfassen. Die hohe Stabilität der Wellpappe bei niedrigem Gewicht erlaubt eine rationelle Lagerhaltung und einen effizienten Transport.
Die Aufgabe der Transportverpackung endet jedoch längst nicht mehr an der Rampe des Supermarktes oder Discounters. Wellpappe-Verpackungen können hochwertig bedruckt und optimal für die Warenpräsentation gestaltet werden. Transportverpackungen aus Wellpappe nehmen als „Shelf Ready Packaging“ (siehe Kapitel 1.2.3) zunehmend Display-, Werbe- und Verkaufsfunktionen wahr.
Wellpappe besteht durchschnittlich zu etwa 80 % aus Recyclingmaterialien und zu nur 20 % aus Frischfasern, die aus Bruch- und Durchforstungsholz aus nachhaltiger Forstwirtschaft gewonnen werden. Nahezu 100 % aller gebrauchten Wellpappe-Verpackungen werden wieder dem Recycling zugeführt.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3.2.2 Faltschachteln
Im Jahr 2011 haben die rund 240 Unternehmen der deutschen Faltschachtelindustrie 860.000 Tonnen Faltschachteln mit einem Produktionswert von rund 1,9 Milliarden Euro hergestellt. Sie dienten vorrangig als Verkaufsverpackungen für Konsumgüter. Faltschachteln werden zu 58 % in der Lebensmittel-Industrie (Food-Industrie) hergestellt. 42 % gehen in die Non-Food-Industrie.
Da vorrangig Verkaufsverpackungen für Konsumgüter hergestellt werden, ist die Branchenentwicklung unmittelbar vom Kaufverhalten der Konsumenten abhängig. Die wirtschaftliche Entwicklung der Faltschachtelindustrie verläuft entsprechend parallel zur Einzelhandelsentwicklung in Deutschland.
Aus funktioneller Seite spielt bei Faltschachteln die Informationsvermittlung für den Kunden eine kaufentscheidende Rolle. Mehrfachfunktionalität, Stapelbarkeit, Schutz und Sicherheit für das Produkt, zielgruppengerechte Verpackungsgrößen und Umweltverträglichkeit sind einige weitere Beispiele aus dem Anforderungskatalog.
Durch entsprechenden Materialeinsatz sowie abgestimmte Verarbeitung und Veredelung transportiert die Verkaufsverpackung aus Karton auch eine emotionale Botschaft. Eine riesige Formenvielfalt unterstützt dabei die Produktidentität und eignet sich zum Beispiel auch für saisonale Sonderverpackungsformen. Sie unterstützt das Branding eines Produkts, vermittelt Lifestyle-Identifikation und bietet so Kaufanreize. Branding kommt in seiner ursprünglichen Bedeutung vom „Brandzeichen“, mit dem Tierhalter ihre Tiere kennzeichneten. Branding beschreibt heute alle Aktivitäten zum Aufbau einer Marke, mit der eigenes Angebot aus der Masse gleichartiger Angebote hervorgehoben werden soll. Verpackungen sind ein wichtiges Medium für das Branding.
Die Signalwirkungen einer Marke am „Point-of-Purchase“ sind für den Erfolg eines Produktes von großer Bedeutung. Studien zeigen, dass in Faltschachteln abgepackte Produkte schneller und kaufstimu- lierender erkannt werden als in Verpackungen aus anderen Materialien. Dies ist besonders wichtig, weil bis zu 70 % der Einkäufe erfolgen, ohne dass dies vorher geplant war. Der Konsument hat sich vor dem Regal im Angesicht der Produktverpackung zum Kauf entschieden.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3.2.3 Kartonverpackungen für Flüssigkeiten (Getränkekartons)
2011 wurden rund 500.000 Tonnen Kartonverpackungen für Flüssigkeiten (Getränkekartons) mit einem Produktionswert von ca. 1 Milliarde Euro hergestellt. Die wichtigsten Märkte für Getränkekartons sind Frischmilch sowie Fruchtgetränke, Eistee und Mineralwasser ohne Kohlensäure. Beim Getränkekarton werden unterschiedliche Materialien zu einem Verbund kombiniert: Der Karton sorgt für Stabilität, der Kunst- stoff „Polyethylen“ (PE) macht die Packung dicht, und Aluminium verhindert, dass Licht und Sauerstoff das Füllgut beeinträchtigen. Etwa 20 % eines Getränkekartons bestehen aus PE. Das PE wird aufgeschmolzen – und ein dünner Film wird von beiden Seiten auf die Kartonbahn aufgetragen; man sagt „extrudiert“. Dadurch bleibt die Packung dicht.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3.2.4 Vollpappe-Kartonagen
2011 wurden rund 540.000 Tonnen Vollpappe-Kartonagen mit einem Produktionswert von ca. 540 Millionen Euro hergestellt. 80 % davon setzte die Ernährungsindustrie ein.
Vollpappe ist der Oberbegriff für alle massiven Pappen (im Gegensatz zu Wellpappe), die einlagig, mehrlagig (gegautscht) oder mehrschichtig (geklebt) hergestellt werden. Die Bezeichnung „Vollpappe“ charakterisiert eine der Haupteigenschaften dieses Packstoffes, nämlich die Dichte und die homogene Struktur, treffend. Altpapier ist der wichtigste Rohstoff für die Herstellung von Vollpappe. Viele Vollpappe-Sorten bestehen bis zu 100 % aus Altpapier, ähnlich wie bei Wellpappe.
Das Spektrum von Verpackungen aus Vollpappe ist sehr vielfältig und umfasst
- • Schachteln und Schachtelzuschnitte für leistungsstarke Verpackungssysteme,
- • robuste Lager- und Transportverpackungen,
- • logistikgerechte und werbewirksame Versand- und Verkaufsverpackungen,
- • handelsgerechte Umverpackungen,
- • attraktive Geschenkverpackungen,
- • verkaufsfördernde Displayverpackungen,
- • Steigen, Körbe, Schachteln für Obst und Gemüse ,Fleisch-undWurstwaren, Fisch und andere Lebensmittel.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3.2.5 Etiketten
2011 wurden rund 175.000 Tonnen Etiketten mit einem Produktionswert von rund 1,4 Mrd. Euro hergestellt, davon rund 108.000 Tonnen Selbstklebeetiketten im Produktionswert von rund 955 Millionen Euro.
Die ersten auf Rollen gewickelten selbstklebenden Etiketten kamen 1935 in den USA auf den Markt. Sie waren aus Papier. Seit den 50er-Jahren gibt es sie auch in Deutschland. Selbstklebeetiketten haben in- zwischen viele Funktionen. Sie dienen heute unter anderem:
• der Versiegelung von Verpackungen,
• der Identifikation (RFID), (RFID = „radio-frequency identification“. Übersetzt bedeutet das so viel wie „Identifizierung mit Hilfe elektromagnetischer Wellen“. Mehr dazu im Kapital 4.5.)
• der Anzeige einer intakten Kühlkette (TTI) (TTI = Time Temperature Indicator System. Diese Etiketten verändern unter Einfluss von Wärme ihre Farbe. Sie zeigen damit zum Beispiel an, ob
ein Produkt immer lückenlos gekühlt und zum Beispiel nie angetaut war. Fachleute nennen das eine lückenlose Kühlkette.) und
• der Unterstützung des Marketingauftrittes eines Produktes.
Damit heben sie die eigene Ware von der des Wettbewerbs ab, erzeugen Sympathie und wirken verkaufsfördernd. Etiketten sind damit nicht mehr nur ein Mittel zur Produktkennzeichnung, sie dienen in vielen Fällen auch der Produktausstattung.
Selbstklebende Etiketten werden heute in großer Vielfalt und in einer breiten Materialpalette angeboten. Dies beeinflusst ganz entscheidend die Wirtschaftlichkeit ihrer Verwendung. Voll- und halbautomatische Etikettierer werden in Bereichen eingesetzt, an die vor einigen Jahren niemand dachte. Diese Geräte arbeiten entweder als selbstständige Etikettierstationen, oder sie werden in die Verpackungsphase integriert. Verpackungs- und Etikettiermaschinenhersteller arbeiten auf diesem Gebiet eng zusammen.
Der Etikettendruck wird oft auch als „Schmalbahndruck“ bezeichnet. Dies liegt daran, dass Etiketten in aller Regel mit einen Bahnbreite von 500 Millimeter oder weniger durch die Druckmaschine laufen. Andere Druckbereiche (Akzidenzdruck) haben zumeist deutlich mehr Arbeitsbreite.
Akzidenz kommt aus dem lateinischen accidentia – das Zufällige, das Veränderliche, das Hinzukommende. Akzidenzdruck bedeutet: Gelegenheitsdrucksachen wie beispielsweise Prospekte, Broschüren oder Speisekarten.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3.2.6 Flexible Verpackungen
Flexible Verpackungen sind Packmittel, die erst im befüllten Zustand ihre raumfüllende, kompakte Form erhalten. Zum Endkunden kommen flexible Verpackungen entweder schon befüllt als industrielle Vorverpa- ckungen – zum Beispiel für Mehl, Zucker, Kaffee, Chips oder Tiefkühlkost. Oder sie werden unbefüllt als Serviceverpackungen angeboten – die Befüllung erfolgt dann erst an der Ladentheke – zum Beispiel als Brötchentüte oder als Tragetasche im Supermarkt.
In Deutschland werden rund 2,2 Mio. Tonnen flexible Verpackungen im Jahr in Verkehr gebracht.
Rund 80 % der flexiblen industriellen Vorverpackungen werden im Nahrungs- und Genussmittelsektor eingesetzt. Weitere 10 % werden im medizinisch/pharmazeutischen Bereich und 5 % im industriellen Sektor verwendet. Lebensmitteleinzelhandel, Bäckereien und Metzgereien, Textilhandel und viele andere Handelsbereiche verwenden flexible Serviceverpackungen aus Papier und Kunststoff.
Flexible Verpackungen bestehen aus Papier, Folien oder Materialkombinationen. Durch die Vielzahl der Materialien und ihrer möglichen Kombinationen können sie die Forderungen des Marktes nach verbesserten Barriere-Eigenschaften, einfacher Handhabung, Wiederverschließbarkeit, Individualisierung und kleineren Verpackungseinheiten optimal erfüllen. Sie sind leicht und sie kosten in der Herstellung und vom Material her vergleichsweise wenig. Und sie sind geeignet für eine weite Anwendungspalette. All das macht sie zu erfolgreichen und wachstumsstarken Verpackungen. Sie bieten ein hervorragendes Produkt-Verpackungs-Verhältnis: So verpackt zum Beispiel nur ein Kilogramm Polyethylenfolie über 300 Kilogramm Pommes frites. Flexible Verpackungen kosten auch wenig Rohstoffe und Energie. Sie sind leicht zu transportieren und wiederverwertbar. All das macht sie auch zu einer nachhaltigen Verpackungslösung.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3.2.7 Papiersäcke
2011 wurden in Deutschland rund 800 Millionen Papiersäcke mit einem Produktionswert von rund 218 Millionen Euro hergestellt.
Papiersäcke sind eine universell einsetzbare, einfach zu handhabende, preiswerte und ökologische Verpackung für kleinteilige Güter beziehungsweise Massenschüttgüter wie Zement, Kalk, Düngemittel, chemische Grundstoffe, Farben und Kunststoffgranulat sowie Nahrungs- und Futtermittel. Papiersäcke eignen sich gut, um körnige, granulierte, pulverförmige oder in Brocken anfallende Güter zu verpacken. Die Papiersackindustrie bietet für diese Anwendungsgebiete jeweils maßgeschneiderte Lösungen an. Der moderne Papiersack ist häufig eine kundenspezifische Hightech-Verpackung. Die wichtigsten Kunden der Papiersackindustrie sind die Zement- und Baustoffindustrie, die chemische Industrie, die Düngemittelindustrie und die Nahrungsmittelindustrie.
Der Papiersack ist ein hauptsächlich aus einer oder mehreren flachgelegten Papierschlauchlagen befestigtes und mindestens an einem Ende geschlossenes Behältnis. Ein wesentliches Merkmal des Papiersacks ist die Möglichkeit der Zusammenstellung der Sackwandung beziehungsweise des Schlauches aus mehreren Lagen Kraftsackpapier, das mit anderen flexiblen Materialen wie zum Beispiel Kunststoff kombiniert werden kann. Normalerweise bewegt sich die Anzahl der Lagen zwischen zwei und sechs. Jede der einzelnen Lagen nimmt einen Teil der Beanspruchung auf, die der Papiersack während des Gebrauchs erfährt. Papiersäcke werden heute mit hoch spezialisierten Produktionsmaschinen hergestellt.
Papiersäcke werden zu 100 % aus nachwachsenden Rohstoffen hergestellt und nach dem Gebrauch in Deutschland flächendeckend gesammelt und zu einem hochwertigen Sekundärrohstoff aufbereitet, der teilweise wieder zu Papiersäcken verarbeitet werden kann.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3.2.8 Hartpapierwaren und Rundgefäße
2011 wurden rund 130.000 Tonnen Hartpapierwaren und Rundgefäße mit einem Produktionswert von ca. 163 Mio. Euro hergestellt.
Die Branche „Hartpapierwaren und Rundgefäße“ umfasst die Produktgruppen:
• Wickelkerne (keine Verpackungen), Hülsen und Rohre
• Kombidosen und Kombitrommeln
• Becher und Schalen
Rund 50 Hersteller in Deutschland produzieren jährlich insgesamt etwa 350.000 Tonnen Hartpapierwaren im Produktionswert von € 450 Mio. (ohne Hartpapierbecher und -schalen). Über 55 % dieser Produktion entfallen dabei auf Wickelkerne, Hülsen und Rohre – der Rest auf auf Dosen, Trommeln, Becher und Schalen.
Wickelkerne/Hülsen und Rohre
Wickelkerne beziehungsweise Hülsen und Rohre bestehen zu über 90 % aus recyceltem Altpapier. Die Bandbreite der Einsatzmöglichkeiten reicht von Wickelkernen der kleinen Textilrolle über Wickelkerne für Papier-, Folien- und Teppichrollen bis hin zu Schalungsrohren in der Bauindustrie und – mengenmäßig ein geringer Teil – zu Versandhülsen. Letztere sind als Verpackungen einzuordnen, während industriell eingesetzte Wickelkerne, auf die flächige Materialien aufgewickelt werden, als Bestandteil einer Maschine (Achse) gelten.
Die Wickelkernindustrie liefert ihre Produkte hauptsächlich an folgende Industriezweige:
• an die Papierindustrie für Verpackungs-, Druck-, Dekor- und Hygienepapiere sowie für technische Papiere,
• an die Folienindustrie für Lebensmittel-, Verpackungs-, Stretch- und Baufolien sowie für technische und medizinische Folien bis hin zu hochsensiblen Film- und Fotomaterialien,
• an die Textilindustrie für Fäden, Garne, Stoffe und für großflächige Gewebe, wie Teppiche, Böden oder andere Bodenbelege.
Wickelkerne/Hülsen und Rohre fließen seit Jahren in den Stoffkreislauf zurück.
Kombidosen und Kombitrommeln
Insgesamt werden in Deutschland Kombidosen und -trommeln im Wert von rund 150 Millionen € im Jahr hergestellt. Kombidosen/-trommeln werden als wirtschaftliche Verpackung eingesetzt in:
• der Lebensmittel- und Nährmittelindustrie für Kaffee- und Instantprodukte, Snacks, Milchpulver, Fette und Öle,
• der Pharmazie,
• der Wasch- und Reinigungsmittelindustrie,
• der Tabak- und Zigarettenindustrie,
• der Mineralölindustrie,
• technischen Bereichen (zum Beispiel als Verpackung von Dichtungen).
Heute ist die Kombidose eine maßgeschneiderte zeitgemäße Verpackungslösung, die wegen ihrer ausgezeichneten Dekoration auch unter Marketingaspekten gefragt ist. Die verschiedenen Kombinationsmöglichkeiten an Materialien und Verschlüssen haben der Kombidose ihren Namen gegeben. Der Verpackungskörper ist rund oder unrund, bevorzugt aber modulgerecht und besteht aus verschiedenen Schichten. Die Hauptschicht, also der eigentliche Verpackungskörper, wird zu über 80 % aus Recyclingpapier gefertigt. Darauf wird während des Wickelprozesses eine Barrierefolie kaschiert, die dem jeweiligen Füllgut angepasst ist und aus Papier, Aluminium oder Kunststoff besteht. Als äußerste Schicht wird das Etikett aufkaschiert.
Becher und Schalen
Der Absatz von Hartpapierbechern und -schalen wird oft unterschätzt. Allein der tägliche Konsum von Coffee-to-go-Bechern verschiedener Größen ist außerordentlich hoch. Dazu kommen die Pappbecher und Pappschalen, in denen Suppen, Snacks, Salate und vieles andere verkauft werden. Auch Fast-Food-Restaurants brauchen sehr große Mengen an Papierbechern (Heißgetränke, Kaltgetränke, Salatschalen).
Becher und Schalen für den industriellen Gebrauch werden teilweise mit einer Aluminiumschicht kaschiert, um den Barriere-Effekt zu gewährleisten, sodass leicht verderbliche Erzeugnisse länger haltbar sind.
- Zum Verfassen von Kommentaren bitte anmelden.
1.4 Ein Packmittel entsteht – von der Kundenanfrage zum fertigen Packmittel
Dieser Abschnitt informiert darüber, wie die theoretischen Grundlagen aus Kapitel 1.1 in die Praxis umgesetzt werden. Da der Packmitteltechnologe in einem sehr breit gefächerten Berufsbild zu Hause ist, werden zum Einstieg verschiedene Praxisbeispiele aus verschiedenen Sparten vorgestellt. Trotz der enormen Vielfalt an Packmitteln, die ein Packmitteltechnologe produzieren kann, zeigen sich gerade an den ausgewählten Praxisbeispielen die vielen gemeinsamen Lerninhalte im Herstellungsprozess der Packmittel. Alle dafür relevanten Lerninhalte werden in der beruflichen Grund- und Fachstufe vermittelt.
Gerade zu Beginn der beruflichen Ausbildung ist es wichtig, dass sich Auszubildende auch über Abläufe in den Betrieben ihrer Mitschüler und Mitschülerinnen informieren. Dadurch wächst einerseits das Verständnis für die vielfältigen Problemstellungen im Berufsfeld des Packmitteltechnologen. Andererseits werden dadurch auch die vielen Einsatzmöglichkeiten im weiteren Berufsleben des Packmitteltechnologen bewusster.
Herausforderung Packmittelvielfalt – beispielhaft wird dies im Folgenden an diesen drei Praxisbeispielen aufgezeigt:
- Tiefkühlverpackung für Fischstäbchen – zu Gast bei Faltschachtel-Allgäu AG
- Versandtasche mit Polsterfunktion für DVDs – ein Blick hinter die Kulissen der Flexibelpack GmbH
- Eine Weinkiste aus Wellpappe ermöglicht den Großauftrag beim Lebensmitteldiscounter – Wellpappe Allgäu löst Logistikprobleme eines Winzers

Abb. 36: „Supply-Chain-Management“ – betriebsübergreifende Geschäftsprozesse (Supply-chain = Lieferkette) (Quelle: Eigene Darstellung)
Packmittel begleiten ein zu verpackendes Gut während der gesamten Transportkette. In die Packmittelentwicklung fließen gerade aus diesem Bereich viele Informationen ein. Diese beeinflussen das spätere Erscheinungsbild des Packmittels wesentlich. Deshalb sollten im Entwicklungsprozess auch betriebsübergreifende Prozesse bei Zulieferbetrieben sowie auch bei den „verpackungssuchenden Kunden“ berücksichtigt werden. Dieser Blick über den Tellerrand des eigenen Betriebes hinaus in die Unternehmen der gesamten Wertschöpfungskette eines Produktes wird als Supply-Chain-Management bezeichnet. Supply-Chain-Management beschreibt alle Geschäftsbeziehungen – von den Lieferanten der Lieferanten bis zu den Kunden der Kunden.
- Zum Verfassen von Kommentaren bitte anmelden.
1.4.1 Praxisbeispiel 1: Tiefkühlverpackung für Fischstäbchen
Herr Überall ist im Außendienst für den Verpackungskonzern Faltschachtel-Allgäu AG tätig. Der Konzern gehört zu den großen Packmittelherstellern der Lebensmittelbranche. Nach mehreren Telefonaten hatte Herr Überall (Überall, Kaufmann, Market, Prodbeck = fiktive Namen) für Montag, 9 Uhr, endlich einen persönlichen Gesprächstermin bei der Haarburger Fischfabrik (HF) vereinbart. Die HF ist Marktführer für tiefgekühlte Meeresfrüchte. Herr Überall weiß aus Insiderkreisen, dass die HF für ihre Fischstäbchenproduktion eine neue Verpackungslinie plant.
Gut vorbereitet und gut gelaunt erscheint Herr Überall pünktlich zum Meeting bei der HF in Haarburg. Der Fischstäbchen-Produzent ist durch Herrn Kaufmann, Leiter Einkauf, Herrn Market, Leiter der Marketingab- teilung, und Herrn Prodbeck aus der Produktion vertreten. Nach kurzem Small Talk beginnt Herr Überall mit einer kurzen Unternehmenspräsentation der Faltschachtel-Allgäu AG. Geschickt leitet er zu seinem Packmittelportfolio für Tiefkühlprodukte über.
Als Branchenspezialist weiß Herr Überall, worüber er spricht. Von der bis zu acht Farben offsetbedruckten Faltschachtel bis zur kompletten Abpackmaschine für Fischstäbchen ist alles aus einer Hand möglich. Die Herren von der Haarburger Fischfabrik haben sich dazu durchgerungen, einen neuen Generalanbieter für die Verpackung ihrer Fischstäbchen zu suchen. Seit längerem haben sie mit ihren Faltschachteln auf dem Markt Probleme: Die seitliche Klebelasche platzt beim Öffnen öfter auf – und die Kunden sind deshalb unzufrieden. Weiter traten in unterschiedlichen Chargen erhebliche Farbunterschiede an den Packungen auf. Herr Überall zeigt den Interessenten einige Produktbeispiele bereits produzierter ähnlicher Produkte.
Je mehr Informationen man im Vorfeld über die Bedürfnisse eines Kunden hat, umso gezielter kann man sein Angebot darauf abstimmen. |
Die Herren aus der Fischfabrik sind auf der Suche nach einer Tiefkühlverpackung für 10er-Fischstäbchen, 5-farbig bedruckt plus Lack. Die Lagerzeit soll maximal zwei Jahre bei –18 °C betragen. Die Faltschachteln sollen flachliegend, geklebt beim Kunden angeliefert, maschinell aufgestellt und auf einer Endload-Maschine befüllt werden. Bei Endload wird das Produkt seitlich in die Schachtel ge- schoben, bei Topload wird die Schachtel von oben befüllt. Als Auflage sind 2 Millionen Stück geplant. Herr Überall nimmt die Kundenanforderungen in eine vorbereitete Kundencheckliste auf, die er in seinem Notebook hinterlegt hat.
Kundenbedürfnisse werden über eine Checkliste abgefragt und notiert. Dies ist die Basis für ein detailliertes Kundenangebot. |
Er sendet diese Informationen an die Verkaufsabteilung bei Faltschachtel-Allgäu AG, damit dort ein detailliertes Kundenangebot erstellt werden kann. Dort werden die Daten intern an die Kalkulation und die Entwicklungsabteilung weitergeleitet.

Abb. 37: Kartonverpackungen zeichnen sich durch viele positive Eigenschaften für Tiefkühlprodukte aus (Quelle: iglo; Eigene Darstellung)
Nachdem intern alle Arbeiten zur Erstellung des Kundenangebots abgeschlossen sind, wird Herr Überall eingeladen, dem potenziellen Neukunden das Ganze persönlich vorzustellen. Der HF-Chefeinkäufer, Herr Kaufmann, ist begeistert von der schnellen und reibungslosen Umsetzung seiner Vorstellungen. Das Material, ein auf der Rückseite PE-beschichteter GC, fällt ihm sofort positiv auf. (Die Abkürzung GC steht für „Gestrichener Chromokarton“. PE ist ein Kunststoff.) Eine hoch weiße Außenseite, die fühlbare Biegesteifigkeit und die leichtgängige Aufreißperforation – das ist genau das Material, das ihm vorschwebte. Und der Angebotspreis stimmt auch. Gemeinsam mit Herrn Überall schaut sich Herr Kaufmann noch ein animiertes Video der Abpackmaschine an. Der Handel ist perfekt – und Herr Überall tritt die Heimreise an. Allerdings ist hier hinzuzufügen, dass solche Kundenbesuche nicht immer so erfolgreich verlaufen.
Aus dem Auto informiert Herr Überall den Verkaufsinnendienst. Dieser legt sofort einen neuen Auftrag an. Die Auftragsvorbereitung kontaktiert den Einkauf. Im Einkauf wird abgeklärt, ob der GC 260 g/m² im 6er-Format (102 x 142 cm) noch auf Lager ist oder ob dieser beim Lieferanten bestellt werden muss. Eine Materialbestellung für diesen Auftrag wird veranlasst. Weitere Abklärungen:
• Sind Maschinenkapazitäten frei?
• Sind alle erforderlichen Druckfarben und Lacke noch am Lager? Oder müssen sie beim Lieferanten geordert werden?
Bestellt wird außerdem eine Endload-Abpackmaschine beim Hersteller Comic. Weiter gibt die Auftragsvorbereitung in der Druckvorstufe die benötigten Stanzwerkzeuge im Stanzformenbau sowie die benötigten Druckplatten in Auftrag.
Hierzu werden die CAD-Zeichnungen aus der Entwicklungsabteilung per Betriebsdatenerfassungs-System direkt an den Stanzformenbau übermittelt. Dort wird nach Zeichnung ein 20-nutziges Flachbettstanzwerkzeug gebaut. Parallel zu diesem Geschäftsprozess kontaktiert die Druckvorstufe die Designagentur der HF. Nachdem die CAD-Zeichnungen der Faltschachtel aus der Entwicklungsabteilung über Internet direkt dort eingetroffen sind, kann die Agentur das Drucklayout auf die Faltschachtelgröße anpassen.

Abb. 38: Standbogen der Offsetdruckform für diesen Auftrag (Quelle: iglo)
Die Druckvorstufe erhält dann von der Agentur eine PDF-X3-Datei zur Erstellung der Offsetdruckplatten. PDF-X3 ist ein speziell für Druckzwecke entwickeltes PDF-Format. Faltschachtel-Allgäu verfügt hier über eine moderne CtP-Anlage (CtP = Computer to Plate = Belichtungsverfahren für Druckplatten.). Abschließend bestellt die Auftragsvorbereitung noch die Umkartons inklusive Etiketten, in denen später die fertig produzierten, flachliegenden Faltschachteln zum Kunden HF gehen.
Jetzt wird die Produktionsplanung aktiv. Sie hat den vereinbarten Liefertermin beim Kunden immer fest im Visier. Sie muss den Produktionsablauf so planen, dass auch bei Störungen noch genügend Zeit vorhanden ist, das vereinbarte Lieferdatum einzuhalten. Liefer- und Termintreue sind ein entscheidendes Qualitätskriterium in einer Kundenbeziehung.
Die Produktion muss aus fertigungstechnischen Gründen immer in einer fest vorgegebenen Reihenfolge die einzelnen Produktionsstationen durchlaufen. Dazu muss der in Rollenware angelieferte Karton zuerst in einem Breitschlitzdüsenextruder mit einer PE-Schicht von 12 bis 14 g/m² beschichtet werden. Dies entspricht einer Schichtdicke von ca. 16 μm.
Anschließend wird der beschichtete Karton auf einem Querschneider auf das Bogenformat der Offsetdruckmaschine zugeschnitten. Im Anschluss an diesen Oberflächenveredelungsprozess kommt der Karton an die Druckmaschine. Die Druckmaschine wurde bereits mit den in der Druckvorstufe hergestellten Druckplatten gerüstet. In die Farbwerke wurden zuvor die von der Druckvorstufe ermittelten Druckfarben eingefüllt. Nach einer kurzen Andruckphase muss der Maschinenführer die Freigabe für den kompletten Auftrag bekommen. Dies geschieht entweder durch den Abgleich mit einem farbverbindlichen Druckproof, den der Kunde bereits abgezeichnet hat. Ein Proof (oder Prüfdruck) bezeichnet im Druckwesen simuliert das spätere Druckergebnis. Am Bildschirm lässt sich dieses nicht einschätzen. Oder der Kunde – in diesem Fall Herr Kaufmann von der HF – kommt zur Auftragsfreigabe direkt an die Maschine. Nun kann der Druckjob in der von der Produktionsplanung vorgeplanten Maschinenlaufzeit durchgeführt werden. Der Drucker kontrolliert permanent das Druckergebnis und stellt bei Bedarf die Maschine entsprechend nach.

Abb. 39: Extruder mit Breitschlitzdüse zur Kartonbeschichtung mit einer dünnen PE-Schicht
(Quelle: Eigene Darstellung)
Abb. 40: Einzelnutzenzeichnung einer Fischstäbchenfaltschachtel (L x B x H: 200 x 105 x 33)
(Quelle: Eigene Darstellung)

Abb. 41: Dem geschulten Auge eines Druckers entgeht nichts (Quelle: Heidelberger Druckmaschinen AG)

Abb. 42: Offsetdruckmaschine 5-Farben+Lack (Quelle: Heidelberger Druckmaschinen AG)
Eine gute Produktionsplanung vermeidet lange Standzeiten zwischen den einzelnen Produktionsstationen. Da moderne Druckmaschinen heute bis zu 18000 Bg/h (Bögen pro Stunde) drucken und die Flachbettstanzen über 6000 Bg/h nicht hinauskommen, müssen mehrere Stanzmaschinen vorhanden sein, um einen Produktionsstau zu verhindern beziehungsweise einen reibungslosen Produktionsfluss zu gewährleisten.
An der Flachbettstanze rüstet der Maschinenführer, ein Packmitteltechnologe, den Auftrag ein. „Rüsten“ nennt man in der Produktion das Einrichten einer Maschine beziehungsweise Fertigungsanlage für einen bestimmten Arbeitsvorgang. Hierzu muss er die Stanzform sowie die Ausbrecher- und Nutzentrennwerkzeuge in die Maschine einbauen. Voraussetzung hierfür ist, dass die Stanzwerkzeuge rechtzeitig aus dem Stanzformenbau an der Maschine sind. Wenn die Maschine richtig eingestellt ist und die einzelnen Nutzen sauber getrennt werden, kann der Produktionsauftrag für den Kunden HF nach der vorgegebenen Maschinenlaufzeit mit 5000 Bg/h gefahren werden.

Abb. 43: Moderne Produktionsanlagen sind die Basis für die reibungslose Auftragsbearbeitung (Quelle: Bobstgroup.com).
Der Maschinenführer kontrolliert während der Produktion fortlaufend stichprobenartig das Stanzergebnis. Die gezogenen Produktionsproben werden archiviert.

Abb. 44: Die maßhaltige Einstellung des Bogeneinzugs will gelernt sein. Das ist eine Tätigkeit, die der Packmitteltechnologe beim Flachbettstanzen durchführen muss
(Quelle: Heidelberger Druckmaschinen AG).
Abb. 45: Eine Feinjustage der Faltschachtelklebemaschine ist nur von geschultem Personal in brauchbarer Rüstzeit durchzuführen (Quelle: Heidelberger Druckmaschinen AG).
Von der Stanzerei gelangen die Paletten auf innerbetrieblichen Transportsystemen zur Kleberei. Dort werden die Nutzen auf der Faltschachtelklebemaschine (FKM) an der Längsnaht geklebt. Die Faltschachtelklebemaschine muss vom Maschinenführer und einem weiteren Facharbeiter auf die auftragsbezogenen Faltschachtelmaße eingestellt werden.
Wenn die Maschine gerüstet ist, kann mit der Produktion begonnen werden. Die Maschine läuft bei diesem Auftrag mit einer Produktionsgeschwindigkeit von rund 400 m/Min. Auch bei diesem Produktionsschritt findet nach einem genormten Stichprobensystem laufend eine Qualitätskontrolle statt. Die laufende Produktion wird nach einem genormten Stichprobensystem kontrolliert. Auch die Endkontrolle findet stich- probenartig statt. Moderne Faltschachtelklebemaschinen erreichen Stückzahlen von 200.000 Stk./h. Da diese Stückzahlen von Hand kaum mehr bewältigt werden können, sind diese Maschinen am Ende mit einem automatischen Kartoniersystem ausgestattet. So können die geklebten Faltschachteln zu je 300 Stück in einen Umkarton abgepackt werden.

Abb. 46: eine automatische Einstellung des neuen Formats ist mit der Baureihe Diana X 115 von Heidelberg kein Problem (Quelle: Heidelberger Druckmaschinen AG)
Um bei der Qualität auf Nummer sicher gehen zu können, durchlaufen alle produzierten Faltschachteln noch eine Endkontrolle. Stichprobenartig werden hier die Verklebung und die Faltbarkeit der Riller geprüft.

Abb. 47: Ein zertifiziertes Qualitätsmanagement-System erfordert eine ständige Kontrolle und Überwachung des Produktionsprozesses. So können eventuelle Fehler schnell erkannt und behoben werden (Quelle: Heidelberger Druckmaschinen AG)

Abb. 48: Stretchfolienpacker, nachdem die Faltschachteln an der FKM direkt in die Umkartons eingelaufen sind (Quelle: Heidelberger Druckmaschinen AG)
Die fertigen Paletten mit den aufgestapelten Umkartons werden direkt in die Versandabteilung transportiert. Je nach Zeitplan werden diese dann noch eingelagert oder schon versandfertig gemacht. Dazu werden die Paletten mit Stretch-Folie umwickelt, etikettiert und mit Lieferschein versehen. Da generell eine auftragsbezogene Produktion stattfindet, gibt es keine Vorratsware. Die Auftragsvorbereitung erhält über das BDE-System eine aktuelle Fertigmeldung des Auftragsstands. So kann die Spedition bereits mit der Auslieferung beginnen.
Die Buchhaltung wird durch die Auftragsvorbereitung über den momentanen Auftragsstand informiert. So kann parallel zur Warenauslieferung die Rechnung mit dem vereinbarten Zahlungsziel erstellt werden. An einem Auftrag in der Verpackungsmittelindustrie arbeiten viele Abteilungen mit. Koordination untereinander
ist eine Voraussetzung dafür, dass alles termingerecht und in bester Qualität erstellt wird.
Fragen zum Praxisbeispiel 1:
- Erstellen Sie eine Mind-Map (Gedanken- beziehungsweise Gedächtnislandkarte) mit allen beteiligten Instanzen dieses Verpackungsauftrags!
- Welche Aufgaben haben die einzelnen Abteilungen zu erfüllen?
- Stellen Sie die besonderen Anforderungen, die Herr Überall in diesem Außendiensteinsatz erfüllen sollte, zusammen!
- Welche Anforderungen sollte die neue Tiefkühlverpackung von Faltschachtel-Allgäu erfüllen?
- Mit welchen Stichpunkten ist ein „Prozess“ allgemein zu definieren?
- Nennen Sie die fünf Kernprozesse sowie fünf unterstützende Prozesse aus diesem Produktionsauftrag!
- Erstellen Sie ein Flussdiagramm für den gesamten Produktionsvorgang! Achten Sie dabei auch auf die Informations- und Materialflüsse!
- Welches Gesamtgewicht hat die Kartonlieferung für diesen Auftrag bei einem Produktionsausschuss von 5 %?
- Welche Produktionszeit benötigt der Auftrag auf der Offsetdruckmaschine, der Flachbettstanze und auf der FKM?
- Wie viele Umkartons werden für den Abpackprozess benötigt?
- Zum Verfassen von Kommentaren bitte anmelden.
1.4.2 Praxisbeispiel 2: Versandtasche mit Polsterfunktion
Im Verkauf der Flexibelpack GmbH klingelt das Telefon – ein Kundengespräch. Frau Sache (alles fiktive Namen) nimmt den Anruf freundlich entgegen. Herr Toner, Einkaufsleiter der Büroartikelversand AG, ist auf der Suche nach speziellen Versandtaschen: Er will zerbrechliche Güter wie CDs, DVDs, aber auch LCD-Bilderrahmen versenden. Frau Sache berät Herrn Toner, indem sie sich gemeinsam das Produktportfolio der Flexibelpack auf ihrer Internetseite ansehen. Herr Toner bekommt so recht schnell eine gute Vorstellung von der speziellen Polsterfunktion, den Formaten, den Verschlussmöglichkeiten, Stückzahlen und individuellen Bedruckungsmöglichkeiten. Herr Toner ist begeistert von den informativen Webseiten des Unternehmens.
Eine gute Erstberatung verstärkt das Kundeninteresse und steht am Anfang eines jeden Neuauftrags. |
Die Angebotsabteilung, vertreten durch Frau Sache, vereinbart mit Herrn Toner, dass er noch heute ein schriftliches Angebot über 25.000 Stück im Format 170 x 225 + 50 mm per Fax und per E-Mail erhält. So- fort wird im Betriebsdatenerfassungssystem – ein genau auf die Bedürfnisse der Flexibelpack GmbH abgestimmtes SAP-Betriebssystem – ein Kundenangebot erstellt. Um den Kundenangebotspreis genau zu ermitteln, muss zuerst eine interne Kalkulation durchgeführt werden. Hierzu müssen die Kosten für alle anfallenden Tätigkeiten bis zum fertigen Endprodukt, die Kosten für die benötigten Materialien sowie der zu erzielende Gewinn berücksichtigt werden.
Für den Kunden sind die folgenden Details aus dem Angebot ersichtlich: Die genaue Artikelbezeichnung, das Material, der Preis pro Einheit, die Lieferzeit sowie die allgemeinen Geschäftsbedingungen der Flexibelpack GmbH. Ein Angebotspreis muss alle unternehmensintern anfallenden Kosten für die Herstellung eines Produktes sowie die Gewinnmarge des Unternehmens beinhalten.

Abb. 49: Kundenangebot der Flexibelpack GmbH für Herrn Toner von der Büroartikelversand AG
(Quelle: Eigene Darstellung)
Parallel gehen per Post einige Produktmuster direkt zum Kunden. Der Außendienst erhält ebenfalls eine Kopie des Angebots, falls auf diesem Informationsweg weitere Rückfragen an das Unternehmen herangetragen werden.

Abb. 50: Produktmuster von verschiedenen Versandtaschen mit Polsterfunktion
(Quelle: Eigene Darstellung)
Wenig später erhält Herr Toner das Angebot per E-Mail. Es macht für Herrn Toner einen vielversprechenden Eindruck. Das liegt an dem versprochenen kurzfristigen Liefertermin und dem gleichzeitig moderaten Preis. Das Tempo der Angebotserstellung und der Bemusterung beeindruckt den Kunden. Herr Toner möchte mit seiner Entscheidung, den Auftrag zu erteilen, aber noch abwarten, bis er die Handmuster gesehen hat. Bereits am nächsten Tag hat er fünf verschiedene Versandtaschenmuster per Postexpress auf dem Schreibtisch. Beeindruckt von der Papierqualität, der speziellen Polsterfunktion, den verschiedenen Verschlusstechniken und der 4-farbigen Druckqualität greift er sofort zum Telefonhörer.
Spontan erteilt Herr Toner mündlich den Auftrag. Frau Sache bittet ihn jedoch noch um eine kurze schriftliche Erklärung per E-Mail und erhält diese. Aufträge sollte man nur schriftlich annehmen. Anschließend erstellt sie im BDE-System einen Produktionsauftrag. Auftragsnummer und Kundennummer werden automatisch vom Programm erstellt. Eine Auftragsmappe wird angelegt. Der Kundenauftrag ist nun in der Auftragsvorbereitung registriert.
Nach Kundenwünschen erstellt die Designabteilung mit einem Grafikprogramm ein Druckmotiv. Von diesem Motiv wird mit einem Proofdrucker ein farbverbindlicher Ausdruck (Proof) erstellt. Eventuelle Unstimmigkeiten können so vor dem Druck vom Kunden korrigiert und in der Designabteilung abgeändert werden. Erst nach der Druckfreigabe durch den Kunden und der Klärung des endgültigen Produktionstermins geht eine Auftragsbestätigung an den Kunden.

Abb. 51: Handskizze einer Versandtasche im Format B5 (Quelle: Eigene Darstellung)
Erst jetzt legt Frau Sache im SAP-Betriebssystem einen genauen Produktionsauftrag an. Dieser beinhaltet die Artikelnummer und die Menge sowie eine Stückliste mit der genauen Produktionsmenge inklusive Materialbedarf zuzüglich Ausschuss. Gleichzeitig wird ein Arbeitsplan erstellt. In diesem werden die Maschinenbelegung, die Maschinenlaufzeiten, der Fertigungsbeginn und das Fertigungsende festgelegt.
Da der Kunde mit dem Druckbild zufrieden ist, kann der Auftrag direkt in die Druckvorstufe weitergeleitet werden. Dort wird vom Motiv ein Film erstellt. Dieser Film wird als seitenrichtiges Negativ erstellt. Dazu wird der Film auf eine Cyrel-Druckplatte gelegt und im Belichter belichtet. Im Anschluss daran wird die Platte ausgewaschen und nachbelichtet. Cyrel® FAST ist eine spezielle thermische Technologie für die Entwicklung von Druckplatten. Dabei werden herkömmliche Lösemittel und Auswaschflüssigkeiten eingespart. Neben der Umweltfreundlichkeit dieses Verfahren soll nach Hersteller- angaben die Plattenverarbeitungszeit um bis zu 75 % reduziert werden.
In der Produktionsplanung/Auftragsvorbereitung wird der Auftrag nun wirtschaftlich sinnvoll an den Maschinen eingeplant. Dies wird von den momentan anstehenden Aufträgen und den geplanten Maschi- nenlaufzeiten bestimmt. Durch geschickte Kombination der Auftragsreihenfolge lassen sich auch die Aufwände für das Rüsten und damit Rüstzeiten deutlich reduzieren. Das steigert die Produktivität. Einige Tage vor dem Produktionstermin kommt der Auftrag beziehungsweise die Auftragsmappe an die Maschine. Darin enthalten ist auch ein Formular für den Produktionsbericht, in dem alle wichtigen Punkte während der Produktion dokumentiert werden.
In der Produktion bestellt der Maschinenführer rechtzeitig im Wareneingang die Materialien für den Auftrag – Mantelpapier für die Versandtasche, Polyethylenfolie, Farbe, Leim, Verschlüsse, Kartons mit Etiketten für den Abpackprozess sowie die benötigten Europaletten.
Der Wareneingang unterzieht alle diese Materialien einer Wareneingangsprüfung. Diese beinhaltet den Soll-Ist-Vergleich des Lieferscheins, verschiedene stichprobenartige Materialprüfverfahren je nach Spezifikation (zum Beispiel flächenbezogene Masse, Dickenmessung, Feuchtgehalt, Saugfähigkeit), die Einbuchung in das SAP-System sowie die Einlagerung ins Rohstofflager. Eine genaue Wareneingangs- kontrolle ist sehr wichtig. Fehler in den Vorprodukten beeinträchtigen später sonst die Produktion.
Aus der Druckvorstufe wird die auf den Druckzylinder aufgeklebte Druckplatte angefordert. Für jeden Produktionstag gibt es einen genauen Maschinenlaufplan, aus dem die Auftragsreihenfolge ersichtlich ist.
Die Produktion kann beginnen. Der Maschinenführer rüstet die Maschine nach den Erfordernissen des Auftrags um. In unserem Fall muss nur das Druckklischee gewechselt werden.
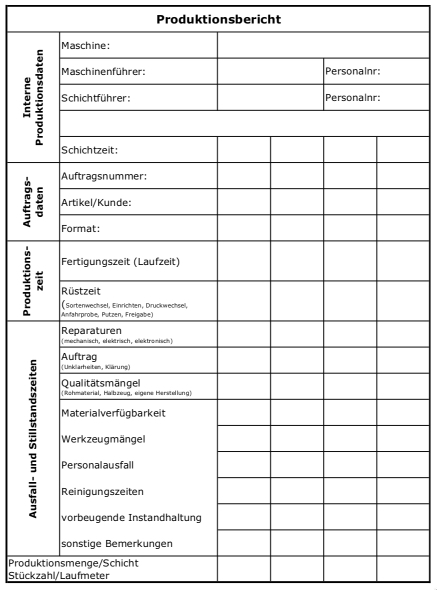
Abb. 52: Produktionsbericht zur Dokumentation aller wichtigen Vorfälle während der Produktion. So lassen sich eventuell entstandene Fehler genau zurückverfolgen. Die Fehlerbehebung wird dadurch erleichtert. (Quelle: Eigene Darstellung)


Abb. 54: moderne Sleevetechnologie (Quelle: WuH-Lengerich.de)
Da sich der Kunde für einen einfarbigen schwarzen Druck entschieden hat, muss die Farbe nicht gewechselt werden. Die richtigen Papierrollen müssen in die Maschine eingespannt werden. Das Format ist gegebenenfalls anzupassen. Für den speziellen Verschluss der Versandtasche muss ein Aufreißfaden eingezogen werden. An der Maschinenablage müssen die richtigen Abpackkartons mit den passenden Etiketten sowie ausreichend Paletten bereitgestellt werden. Parallel dazu müssen alle Tätigkeiten auf den entsprechenden Formularen protokolliert beziehungsweise in das BDE-System eingegeben werden. Während der Produktion zieht der Maschinenführer Stichproben zur Überwachung der Produktionsqualität (Format, Druckbild, Aufreißfaden).
Produktionsfehler können so sofort festgestellt werden. Und bei Bedarf kann eingegriffen werden. Da es sich beim Auftrag für Herrn Toner um einen Erstauftrag handelt, muss dieser zusätzlich vom Schichtfüh- rer oder Bereichsleiter abgezeichnet werden.
Der aktuelle Stand des Auftrags kann jederzeit in SAP abgerufen werden. Dazu wird im Produktionsprozess jede fertige Palette mit einem Palettenlaufzettel versehen und im BDE-System eingetragen: So ist der Vertrieb jederzeit über die aktuelle Produktionsmenge informiert. Über die Betriebsdatenerfassung und das SAP-System kennen alle Beteiligten im Unternehmen jederzeit den Stand der Auftragserfüllung. Der Palettenlaufzettel wird für die Einlagerung im Hochregallager benötigt.
Innerbetriebliche Logistik – der Weg von der Maschine ins Hochregallager
Die Paletten laufen über ein Rollband zu einem Sammelpunkt. Dort werden sie vom Staplerfahrer abgeholt. Dieser lagert die Palette an einem vom BDE-System vorgesehenen Platz im Hochregallager ein. Wenn die geforderte Stückzahl erreicht ist, wird der Auftrag im BDE-System komplett fertig gemeldet.

Abb. 55: Briefhüllen- und Versandtaschenmaschine der Baureihe W+D 349 (Quelle: Winkler-Dünnebier)
Was, wo, wie? Innerbetriebliche Kommunikation als Schlüssel zum Erfolg
Rechtzeitig vor dem geplanten Liefertermin bestellt Frau Sache, mit dem dafür vorgesehenen Formular, im Hochregallager die fünf Europaletten mit je 250 Kartons, einem Kartoninhalt zu je 100 Stück Polster- versandtaschen. Die Fertigware kann nur mit dieser Bestellanforderung vom Hochregalwarenlager an das Versandbüro ausgelagert werden.

Abb. 56: Blick in ein Hochregallager. Alle Stellplätze sind nummeriert. Blick in das Papierlager. Die Rollen sind teilweise mit PE-beschichtetem Papier zum Schutz gegen Feuchtigkeit eingeschlagen. (Quelle: Eigene Darstellung)
Das Versandbüro plant die Auslieferung des Auftrags zum von Frau Sache vereinbarten Termin. Der Lieferschein wird erstellt. Die Kommissionierung der bestellten Liefermenge wird veranlasst. Staplerfahrer Klaus verlädt die Paletten auf dem LKW der Versandabteilung oder einer beauftragten Spedition.

Abb. 57: Eine eigene Fuhrparkflotte erfüllt Marketingaufgaben. (Quelle: Eigene Darstellung)
In der Buchhaltung wird im SAP-System des Unternehmens nach der Warenausgangsbuchung automatisch die Rechnung für den Postversand generiert. Die Buchhaltung verfolgt den Zahlungseingang durch den Kunden innerhalb des vereinbarten Zahlungszieles. Gerät der Kunde in Zahlungsverzug, erhält er automatisch eine Mahnung (Mahnverfahren: 7-tägig). Falls der Kunde permanent nicht bezahlt, wird nach der vierten Mahnstufe ein Inkasso-Unternehmen beauftragt.
Einige Wochen nach Abschluss dieses Geschäftsprozesses wird Herr Toner von der Kundenbetreuung telefonisch kontaktiert. Herr Toner zeigt sich im Telefonat begeistert von der absolut reibungslos abgelaufenen ersten Geschäftsbeziehung. Weitere Aufträge sind schon in seiner Planung. Gute und schnelle Bedienung von Kundenanliegen macht Wiederholungsaufträge wahrscheinlicher.
Fragen zum Praxisbeispiel 2: Versandtasche mit Polsterfunktion
- Erstellen Sie eine Mind-Map über die am Geschäftsprozess beteiligten Abteilungen!
- Welche Aufgaben/Tätigkeiten lassen sich den einzelnen Abteilungen zuordnen? Tragen Sie auch diese in die Mind-Map ein!
- Präsentieren Sie die erstellte Mind-Map vor der Klasse!
- Durch welche Kommunikationsmittel wird in diesem Packmittelbetrieb der Informationsfluss gewährleistet?
- Erstellen Sie für dieses Beispiel ein Prozessflussdiagramm nach den Vorgaben aus Kap. 1.1!
- Welche wichtigen Inhaltspunkte sollte ein Kundenangebot enthalten?
- Erstellen Sie eine Technische Zeichnung der Versandtasche im Maßstab 1:2 (siehe Abb.)
- Warum ist die Wareneingangsprüfung wichtig für ein Unternehmen?
- Welche Tätigkeiten werden in der Wareneingangsprüfung durchgeführt?
- Erstellen Sie eine Materialliste der notwendigen Fertigungsmaterialien!
- Welche Maßnahmen dienen vor, während und nach dem Produktionsprozess zur Qualitätssicherung?
- Formulieren Sie stichpunktartig fünf Geschäftsprozesse beziehungsweise Teilprozesse!
- Erstellen Sie für die Flexibelpack GmbH ein Kundenangebot für eine Versandtasche im Format B4. Gehen Sie davon aus, dass bei der Produktion endlos von der Rolle gearbeitet wird. Der Beschnitt für die Seitenkantenkontur kann vernachlässigt werden!
Kalkulieren Sie dazu die Materialkosten, die Hilfsstoffkosten, die Maschinenkosten sowie die Gesamtkosten für diesen Auftrag!
Folgende Angaben sind bekannt:
• Format: B4 (250 x 353 mm)
• Stückzahl: 250.000
• Papierqualität: Kraftpapier gelbbraun mgl. 80g / m2
• Papierpreis: 1050€ / t
• Blanko ohne Druckbild, ohne Sichtfenster
• Leimauftrag pro Tasche: 3,5 g
• Leimpreis: 1,8€ / kg
• Haftklebestreifen für Verschlusstasche: 5ct / m
• Maschinenstundensatz: 250€ / h
• Maschinengeschwindigkeit: 300 Stück / min
• Gewinnaufschlag: 8%
- Zum Verfassen von Kommentaren bitte anmelden.
1.4.3 Praxisbeispiel 3: 6er-Weinkiste für Weinkönigin
Herr Produce, Produktmanager eines großen deutschen Lebensmitteldiscounters, ist zur Weinverkostung an das bayerische Bodenseeufer gereist. Für Mitte Oktober plant er eine Angebotsaktion mit deutschen Spitzenweinen.
In einer Weinwirtschaft trifft Herr Produce Mitte Juli auf den Traditionswinzer Gustav Weins. Die Weine sind sehr gut. Gustav Weins weiß zu diesem Zeitpunkt noch nicht, wer sein Gegenüber ist. Bei einer gemütlichen Brotzeit, der auch die regionale Weinkönigin beiwohnt, und Fachgesprächen rund um den Weinanbau kommt Herr Produce auf den Punkt. Als Produktmanager der Firma Songl ist er auf der Suche nach neuen Weinen für das Sortiment des Lebensmitteldiscounters.
Herrn Weins schießen alle Vorurteile über Lebensmitteldiscounter durch den Kopf: Große Mengen, enormer Preiskampf. Und er hat keine Schachteln und keinen LKW. Große Handelsketten fordern professionelle und gut aufgemachte Verpackungen für alle Produkte, die sie ins Angebot nehmen. Doch der Produktmanager, Herr Produce, macht einen sympathischen Eindruck. Vorsichtig fragt dieser nach, ob eine Produktionsmenge von 200.000 Flaschen à 0,75 Liter dieses Topweines zu realisieren sei. Von der Menge her sei dies machbar, antwortet Gustav Weins. Da er aber nur über eine einfache Abfüllanlage verfüge, werde es Wochen dauern, bis ein solch großes Kontingent abgefüllt sei. Er habe außerdem keine ordentlichen Weinkartons. Doch Winzer Weins will das Angebot dennoch nicht einfach ziehen lassen, weil ihm der Produktmanager des Discounters einen fairen Ankaufpreis angeboten hat. Als alter Fuchs kennt Herr Produce die Bedenken von kleinen Winzerbetrieben. Er habe Lohnabfüller, die Abfüllung und Logistik für Winzer Weins übernähmen. Zur Präsentation des Weins in den Verkaufsräumen des Discounters brauche der Winzer aber eine indviduelle Verpackung für jeweils 6 Weinflaschen.
Eine eigene professionelle Verpackung – davon hat der kleine Winzer immer schon geträumt. Der Produktmanager des Discounters kennt einen kompetenten Verpackungshersteller in seiner Region – die Wellpappe Allgäu. Die Produktfotos auf der Internetseite dieses Packmittelherstellers gefallen Winzer Weins. Gedanklich sieht er schon die Flaschen mit seinem Etikett in einer stabilen und sauber bedruckten Wellpappkiste.

Abb. 58: Der Wein muss gut sein. Aber auch richtige Verpackung trägt wesentlich zum Verkaufserfolg bei.
(Quelle: https://www.mdf-verpackungen.de/kartons-und-kartonagen/weinkartons/1370/6er-ptz-weinverpackung-system-pronto)
Winzertochter Anna Weins, die auch regionale Weinkönigin ist, nimmt gleich am nächsten Morgen telefonisch Kontakt mit Wellpappe Allgäu auf. Herr Hunter vom Vertrieb ist bereits von Herrn Produce vorinformiert worden. Anna Weins ist begeistert darüber, dass alles so schnell geht und dass keine Ortstermine erforderlich sind.
Telefonisch geht Herr Hunter, der im Vertriebsinnendienst tätig ist, mit Anna Weins die Checkliste für Neukunden durch. Systematisch fragt er alle Kundenanforderungen ab. Danach legt er die Winzerei Weins als Neukunden im SAP-System der Wellpappe Allgäu an. Solche Systeme nennt man übrigens auch ERP-Systeme. ERP steht für „Enterprise Resource Planning“. Ein ERP-System ist eine komplexe Anwendungssoftware zur Unterstützung der Ressourcenplanung eines gesamten Unternehmens.
Zuvor hat er der Entwicklungsabteilung bereits den Auftrag erteilt, eine Fefco 0201 für sechs Weinflaschen mit den A x B x H-Maßen 150 x 225 x 335 mm am CAD zu zeichnen und davon eine 3-D-Simulation beziehungsweise eine Animation von verschiedenen Seiten zu erstellen. Fefco bezeichnet die Bauart eines Kartons. Der Fefco 0201 ist der gängigste aller Kartonagenbauweisen. Er hat aneinander stoßende Bodenklappen und Deckelklappen. Um ihn zu verschließen wird z.B. Klebeband oder Umreifungsband benötigt.

Abb. 59: Entwicklung neuer Verpackungen durch CAD (von engl. computer-aided design) = rechnerunterstütztes Konstruieren = Konstruieren eines Produkts per EDV (Quelle: Eigene Darstellung)
Die Flaschen sollen beim Lohnabfüller befüllt werden. Anschließend sollen sie automatisch im Weinkarton positioniert und auf einer Europalette abgesetzt sowie mit Kantenschutz versehen umreift werden. Auf diese Weise soll eine Transportverpackung nach Logistikstandards des Lebensmitteldiscounters entstehen; diese soll gleichzeitig Präsentationsfunktionen am Point of Sale, also den Verkaufsräumen des Discounters, erfüllen. Die flachliegenden Wellpappzuschnitte sollen in einer automatischen Aufrichtmaschine aufgestellt und anschließend mit den Flaschen bestückt werden.
Da Frau Weins sehr kreativ ist, möchte sie die Grundzüge des Verpackungsdesigns selbst entwerfen. Ihr Entwurf wird von der Druckvorstufe bei Wellpappe Allgäu mit einer speziellen Software in einer psd-Datei umgesetzt sowie nach drucktechnischen Kriterien für das Flexodruck-verfahren (7 Farben + Lack) aufbereitet. Von der Kalkulation, die eng mit der Entwicklungsabteilung zusammenarbeitet, erhält Herr Hunter vom Vertrieb die Daten, die er für die Erstellung des Kundenangebots benötigt.
PSD steht für Photoshop Document. Es handelt sich dabei um ein Dateiformat von Adobe Photoshop, einem professionellen Bild- und Foto- bearbeitungsprogramm. |
Nachdem der Vertrieb alle nötigen Daten aus der Entwicklungsabteilung erhalten hat, erstellt er zügig ein Kundenangebot inklusive einer vollständigen Fotosimulation der Weinkiste. Da eine Weinkiste für einen Packmittelhersteller Standard ist, hat Anna Weins nach wenigen Stunden per E-Mail eine vollständige Foto-Simulation der Weinkiste auf ihrem Laptop. Winzertochter Anna Weins ist begeistert über die umfassende und schnelle Rückmeldung und bestätigt das Angebot per Fax.
Anfang Oktober beginnt bei Wellpappe Allgäu die Auftragsvorbereitung sowie die Produktionsplanung, das sogenannte Routing des Auftrags. Da es sich bei dem Auftrag um ein größeres Auftragsvolumen von 30.000 Weinkisten handelt, lohnt sich hier das sogenannte Preprint-Verfahren. Das heißt: Das Deckenpapier wird auf einer Flexodruckmaschine bereits vor der Wellpappeerzeugung mit dem Design bedruckt.

Abb. 60: Anwendungsbeispiel für das Abfüllen von Wein in Flaschen mit Transportverpackung und Ladeeinheit (Quelle: Eigene Darstellung)

Abb. 61: 3-D-Animation der 6er-Weinkiste Fefco 0201 mit und ohne Stegsatz (Quelle: Erpa.de)

Abb. 62: Flexodruckmaschine zur Bedruckung der Papierrollen im Preprint-Verfahren (Quelle: Bobstgroup.com)
Zusätzlich verfügt Wellpappe Allgäu an einem anderen Produktionsstandort über eine eigene Papiermaschine.
Die Papierherstellung vom Rohstoff (Altpapier, Einjahrespflanzen, Holz, Lumpen, synthetische Fasern) bis zum speziellen Verpackungspapier ist für alle Packmittel, die aus Faserpackstoffen hergestellt werden, ein eigener, sehr umfangreicher Produktionsprozess.

Abb. 63: Für den Wellenstoff wird ausschließlich Altpapier eingesetzt. Das Altpapier wird nach Sortenliste genau sortiert. Ein fertig aufgerollter Tambour am Ende der Papiermaschine (Quelle: Eigene Darstellung)
Im Anschluss daran erfolgen die Papierweiterverarbeitungsverfahren. Das Papier für die Außen- und Innenlage wird teilweise von anderen Papierherstellern zugekauft.
Der Materialeinkauf richtet sich nicht nach den anstehenden Aufträgen, sondern es wird immer ein bestimmtes Papiersortiment, zur Kombination von bis zu 500 Wellpappesorten, auf Lager (FiFo) vorgehalten. Die einzelnen Lagen werden speziell nach Kundenanforderungen kombiniert. Die technischen Daten (Festigkeitswerte, Verhalten gegenüber Wasser usw.) der einzelnen Papierlagen sind einem firmeneigenen Sortenverzeichnis zu entnehmen.
Die Rohpapiere sind alle aus nachhaltiger Forstwirtschaft, um den hohen Standards der FSC-Zertifizierung gerecht zu werden. Diese Zertifizierung hat nach FSC-Richtlinien alle fünf Jahre zu erfolgen. Durchgeführt wird diese Zertifizierung durch die Landesgewerbeanstalt, die wiederum Lizenznehmer von FSC Deutschland ist. FSC steht für Forest Stewardship Council (Forest = Wald, Stewardship = Verantwortung). FSC ist eine internationale Organisation, die ein System zur Zertifizierung nachhaltiger Forstwirtschaft betreibt.
Das Papier befindet sich bereits in ausreichender Menge im Rohstofflager. Packmittel herstellende Unternehmen halten immer ein bestimmtes Papiersortiment vor, um für unterschiedliche Kundenaufträge gewappnet zu sein. Eine Wareneingangsprüfung gehört nach DIN ISO 9001:2008 ebenso zum hohen Qualitätsstandard wie die stichprobenartige Prüfung bei allen weiteren Fertigungsschritten nach einem genau festgelegten Prüfplan. Diese Prüfanweisungen, die genauen Prozessbeschreibungen sowie die Ablauforganigramme der Haupt-, Teil- und Managementprozesse sind in einem für jeden Mitarbeiter zugänglichen QM-Handbuch hinterlegt. Die Rezertifizierung durch eine Zertifizierungsgesellschaft hat alle drei Jahre neu zu erfolgen.
EN ISO 9001 legt die Mindestanforderungen an ein Qualitätsmanagementsystem (QM-System) einer Organisation fest. Die acht Grundsätze des Qualitätsmanagements sind:
• Kundenorientierung
• Verantwortlichkeit der Führung
• Einbeziehung der beteiligten Personen
• Prozessorientierter Ansatz
• Systemorientierter Managementansatz
• Kontinuierliche Verbesserung
• Sachbezogener Entscheidungsfindungsansatz
• Lieferantenbeziehungen zum gegenseitigen Nutzen

Abb. 64: Layout eines Wellpappenwerkes. Blau dargestellt sind die innerbetrieblichen Transportsysteme, bestehend aus palettenlosen Rollstraßen und Transferwagen (Quelle: minda.de).
Als erster Produktionsschritt muss aufgrund des angewendeten Preprintverfahrens die Außendecke im Flexodruckverfahren (Druckgeschwindigkeit 300 m/min) bedruckt werden. Die Abmessungen der Schachtel ergeben einen offenen Zuschnitt, der eine zweinutzige Bedruckung in der Breite (Papierbahnbreite 1,6 m) erlaubt. So werden inklusive Ausschuss rund 16.000 Laufmeter benötigt. Der Maschinenlaufplan ist von der Produktionsplanungssoftware Kiwiplan™ bereits so optimiert, dass an der Maschine nur die für den Produktionsauftrag geforderten Rohpapiere eingehängt werden müssen.

Abb. 65: Prozessdarstellung einer WPA (= Wellpappenanlage) (Quelle: BHS)
Alle anderen Einstellungen können durch die Auftragsabfolgeoptimierung aus dem vorherigen Auftrag übernommen werden. Anschließend kann die B-Welle für die Wellpappweinkiste auf der WPA mit 300 m/min gefahren werden. Die einzelnen Lagen bestehen aus folgenden Flächengewichten (180 g/m² KWGD / 127 g/m² HPF / 140 g/m² TW)
Die dabei entstehenden Wellpappbögen werden auf zwei Paletten abgestapelt. Die Wellpappherstellung auf der WPA wird nun im ERP-System mit einer Fertigmeldung versehen. Auf einem innerbetrieblichen Transportsystem werden diese direkt an die Inline-Maschine transportiert.

Abb. 66: Modernste innerbetriebliche Transportsysteme kommen ohne Paletten aus, dadurch werden höchste Hygienevorschriften erfüllt (Quelle: minda.de).
Die Maschine muss von den Facharbeitern mit dem richtigen Rotationsstanzwerkzeug gerüstet werden. Die Slotter, die Riller und die direkt im Anschluss zu durchlaufende Faltschachtelklebemaschine müssen eingestellt werden. Nun kann der dritte Produktionsschritt beginnen.

Abb. 67: Inlinemaschine (Modell FFG 618 3D) zum Bedrucken, Schlitzen und Rillen der Wellpappbögen (Quelle: bobstgroup.com)
Direkt aus dem Inliner werden die an der sogenannten Fabrikkante geklebten Zuschnitte zu 20-er-Bündeln umreift und auf einem Palettierroboter auf einer Europalette palettiert.

Abb. 68: FFG-Palettierstation (Quelle: bobstgroup.com)
Da sich dieser Produktionsschritt aus mehreren Teilprozessen zusammensetzt, wird die Fertigmeldung erst mit der fertig gepackten Palette im ERP-System eingetragen. Ein Lieferschein und die Rechnungspapiere für den Auftrag werden erstellt.
Von der Palettiermaschine fahren die Europaletten wieder auf dem innerbetrieblichen Transportsystem direkt in die Versandabteilung. Aufgrund des vorterminierten Versandplans steht der LKW aus dem eigenen Fuhrpark schon zur Verladung der Paletten bereit. In weniger als einer halben Stunde ist der Verladevorgang abgeschlossen, und die Fracht kann ihren Weg zum Lohnabfüllbetrieb aufnehmen.
Termingerecht kommen die Weinkisten im flachliegenden Zustand beim Lohnabfüller an. An dieser Stelle endet der Auftrag für Wellpappe Allgäu. Nur zwei Wochen nach Auftragseingang sind die Wellpappkisten beim Kunden angekommen. Dort werden die Wellpappkisten zunächst in einem maschinellen Kartonierer aufgestellt und anschließend mit je sechs Weinflaschen Topload befüllt. Auf der gleichen Abpackmaschine werden die beiden Deckellaschen mit Leim vollautomatisch verklebt. Bei Topload werden Kartons die Schachtel von oben befüllt. Bei Endload wird das Produkt seitlich in die Schachtel geschoben. Siehe auch Kapital 1.4.1.
Wenn die Weinkisten im flachliegenden Zustand beim Lohnabfüller eingetroffen sind, endet der Auftrag der Wellpappe Allgäu.

Abb. 69: Gezeigt wird ein Kartonaufrichter der Modellreihe Variocart. (Quelle: Eigene Darstellung)

Abb. 70: Deckelklappenverklebungsanlage der Serie Varicol (Quelle: krones.com)
Anschließend werden die befüllten Weinkisten ebenfalls vollautomatisch mit einem Palettierroboter auf Europaletten gestapelt. Abschließend werden die Paletten noch mit Kantenschutz versehen sowie mit Kunststoffumreifungsbändern gesichert. In einem Stretchfolienpacker erhalten die Paletten noch einen Schutz gegen Nässe.
Am nächsten Tag werden die Weinpaletten wieder per LKW auf die süddeutschen Auslieferungslager des Lebensmitteldiscounters verteilt. Dies geschieht wie vereinbart termingetreu Mitte Oktober. Von dort gelangen sie in die Verkaufsläden des Lebensmitteldiscounters.
Einen Tag später sieht der Endkunde, Herr Gubi, den Wein von Winzer Weins zum ersten Mal in seinem Lebensmitteldiscounter. Gubi sieht das Ergebnis eines vor zwei Monaten im Weinrädle eingefädelten Geschäftes zwischen Herrn Produce und Herrn Gustav Weins.
Bequem kann Herr Gubi in einem sehr attraktiv bedruckten Weinkarton gleich sechs Flaschen auf einmal in den Einkaufswagen stellen. Da er von der Qualität des Weines mit dem tollen Etikett und der kreativ gestalteten Kiste überzeugt ist, nimmt er gleich noch fünf weitere Weinkisten mit. Den Wein will er in seinem kleinen Kiosk verkaufen.
Fragen zum Praxisbeispiel 3: 6er-Weinkiste für Weinkönigin
- Erstellen Sie einen kompletten Ablaufplan der Lieferkette (Supply- Chain) des Weines von Herrn Weins! Welche Geschäftspartner sind daran beteiligt? Welche Aufgaben nehmen diese Geschäftspartner dabei wahr?
- Erklären Sie den Begriff „Supply-Chain-Management“!
- Welche Kundenanforderungen werden zwischen Herrn Hunter und Frau Anna Weins vereinbart?
- Erstellen Sie ein Kundenangebot für Herrn Weins!
- Welche Tätigkeiten müssen vor Erstellung des Kundenangebotes abgeklärt werden?
- Welche Teilprozesse hat die Verpackungsentwicklung zu erledigen?
- Welche Vorgänge muss die Produktionsplanung bei diesem Auftrag koordinieren?
- Welche Teilprozesse laufen im Kernprozess „Produktion“ ab?
- Welche Aufgaben sind im Versand abzuarbeiten?
- Erstellen Sie einen vollständigen Prozessablaufplan aller innerbetrieblichen Geschäftsprozesse! Benennen Sie dabei die Hautprozesse sowie alle nötigen unterstützenden Prozesse!
- Welche unterstützenden Prozesse sind im Text nicht aufgeführt, müssen aber notwendigerweise trotzdem durchgeführt werden?
- Erstellen Sie eine technische Zeichnung für eine Fefco 0201 aus B-Welle mit den Abmessungen A x B x H 150 x 225 x 335 mm!
- Welches Volumen hat dabei eine Weinkiste?
- Wie viele Weinkisten lassen sich auf einer Palette stapeln, wenn die Höhe 1 m nicht überschreiten darf?
- Berechnen Sie die benötigten Laufmeter und das Papiergewicht!
- Welche Materialkosten fallen an, wenn die Tonne Papier 820 € kostet?
- Der Maschinenstundensatz der Inline-Maschine beträgt bei einer Maschinenleistung von 7000 Bg/h 190 €/h. Welche Produktionskosten verursacht dieser Prozess im gesamten Auftrag?

Abb. 71: Mit einem Palettenoptimierungsprogramm lassen sich die Paletten mit der maximalen Anzahl von Wellpappweinkisten beladen (Quelle erpa.de)
- Zum Verfassen von Kommentaren bitte anmelden.
1.5 Arbeitssicherheit, Gesundheitsschutz
In der Bundesrepublik Deutschland ist jeder Arbeitnehmer – also auch jeder Auszubildende – bei der Berufsgenossenschaft gegen Arbeitsunfälle versichert. Die Beiträge für diese Pflichtversicherung, die ein Teil der Sozialversicherung ist, zahlt der Betrieb. Die Berufsgenossenschaften sind aber nicht nur für die Entschädigung der Folgen von Arbeitsunfällen, sondern auch für die Überwachung der Unfallverhütungsvorschriften und für die Beratung der Unternehmen in allen Fragen der Arbeitssicherheit zuständig.
Insgesamt gibt es über neun verschiedene Berufsgenossenschaften; die Packmittelindustrie gehört zur Berufsgenossenschaft Energie, Textil, Elektro, Medienerzeugnisse. In der Druck- und in der papierverarbeitenden Industrie ereignen sich jährlich über 12.000 Arbeitsunfälle, hierunter sind leider auch viele schwere Unfälle. Diese können zu Behinderungen führen, die das ganze weitere Leben bestimmen. Häufig sind nur Kleinigkeiten die Ursachen. Die folgenden Abschnitte enthalten die wichtigsten Regeln für das sichere und unfallfreie Arbeiten im Betrieb. Mit ausführlicheren Fragen wendet man sich an seinen Vorgesetzten, denn dieser ist auch dafür verantwortlich, dass die Unfallverhütungsvorschriften eingehalten werden.
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.1 Arbeiten an Maschinen
An neuen Maschinen sind alle erreichbaren Gefahrenstellen, an denen man sich verletzen kann, mit Schutzeinrichtungen gesichert; öffnet man diese Schutzeinrichtungen, kommen die Maschinen zum Still- stand.
Wer die Maschinen der papierverarbeitenden Industrie kennt, weiß aber, dass es unmöglich ist, alle gefährlichen Ecken und Winkel so zu sichern, dass überhaupt keine Verletzungsgefahr mehr besteht. Das gilt insbesondere auch für solche Maschinen, die bereits einige Produktionsjahre hinter sich haben. Gerade bei diesen Maschinen treten jedoch Störungen (Fachsprache: „Stopper“) besonders häufig auf – und zwar meistens dann, wenn es eilt. Dann brechen Hektik und Nervosität aus. Gerade in diesen Momenten ist jedoch Besonnenheit nötig. Auf keinen Fall darf man an der laufenden Maschine entstören. Die Praxis bestätigt diese Forderung, denn Entstören bei laufender Maschine gehört zu den häufigsten Unfallursachen. Das Argument „Ich passe schon auf“ ist einfach falsch, denn irgendwann ist die Maschine immer ein klein wenig schneller als der Mensch. Daher gelten folgende Grundsätze:
• Entstören immer nur bei still stehender Maschine.
• Schutzeinrichtungen nie funktionsunfähig machen.
• Nach Reparatur- oder Wartungsarbeiten müssen die Schutzeinrichtungen wieder vollständig angebracht werden.
• Sicherheitstechnische Mängel an Maschinen sind unverzüglich dem Vorgesetzten zu melden.
• Maschine nie eigenmächtig in Betrieb setzen.
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.10 Mehr Informationen über die Sicherheit im Arbeitsumfeld
Weitere Informationen enthält die Broschüre „Der sichere Start ins Berufsleben“ (PDF), die gedruckt bei der Berufsgenossenschaft Energie, Textil, Elektro, Medienerzeugnisse, Rheinstraße 6–8, 65185 Wiesbaden, Tel. 0611 / 131-0, bezogen werden kann.
Die deutsche gesetzliche Unfallversicherung (DGUV), die Unfallkassen und Berufsgenossenschaften bieten außerdem ein Videoportal an, auf dem über 450 Filme zu verschiedensten gesundheitlichen Themen zu finden sind: https://www.arbeitsschutzfilm.de/
Außerdem bietet die Seite E-Learning-Einheiten. Diese dauern circa 20 Minuten und schließen mit Testaufgaben ab.
Folgende Themen sind hier relevant:
• Arbeitsmedizin und Erste Hilfe
• Elektrischer Strom und elektrostatische Aufladung
• Flurförderzeuge
• Gefahrstoffe und Staub: hier u.a. Sicheres Arbeiten im Bogenoffsetdruck
• Lärm
• Persönliche Schutzausrüstung
• Transport von Stoffen mit gefährlichen Eigenschaften
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.2 Kleidung, Schuhe
Zu jeder Sportart, zu jedem Hobby und auch zur beruflichen Tätigkeit gehört die richtige Arbeitskleidung. Falsche Arbeitskleidung führt zu Unfallgefahren – zum Beispiel können weite Ärmel an einem bewegten Maschinenteil hängen bleiben.
Zu den am meisten gefährdeten Körperteilen gehören die Füße. Durch ungünstiges Schuhwerk steigt die Gefahr umzuknicken, abzurutschen oder zu stolpern. Deshalb werden an die Schuhe, die von Mit- arbeitern in Produktionsbetrieben getragen werden, einige wichtige Anforderungen gestellt:
Der Schuh soll fest und über den Zehen geschlossen sein; er soll dem Fuß einen guten Halt geben. An vielen Arbeitsplätzen, überall dort, wo die Füße besonders gefährdet sind, stellt der Betrieb Schutzschuhe zur Verfügung. Diese Schuhe, die heute bequem und leicht sind, müssen von den Mitarbeitern auch getragen werden. Sie können zweifellos nicht alle Unfälle verhindern, aber die Folgen häufig erheblich vermindern.
• Festes Schuhwerk tragen!
• Sandalen ohne Fersenriemen sind ungeeignet!
• Geeignete enganliegende Arbeitskleidung tragen!
• Keine Ringe, Halsketten oder Armreifen!
• Lange Haare nicht offen tragen!
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.3 Ordnung
Unordnung und Unfallgefahr stehen in direktem Zusammenhang. Beispiele hierfür gibt es genügend: „Über Palette gestolpert und hingefallen“, „Auf Papierresten ausgerutscht“ usw. ...
Es ist bestimmt falsch anzunehmen, dass Unordnung eine Arbeitserleichterung darstellt. Das Gegenteil ist der Fall. Gerade bei Zeitdruck und Platzmangel ist deshalb peinliche Ordnung noch wichtiger. Auch sollte man sich darüber im Klaren sein, dass es den wenigsten Vorgesetzten gleichgültig ist, wie der Arbeitsplatz aussieht. Hier einige wichtige Grundsätze:
• Abfälle gehören sofort in den Abfallbehälter!
• Leere Paletten müssen immer auf dem richtigen Platz abgestellt werden!
• Verunreinigungen auf dem Fußboden sind sofort zu beseitigen!
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.4 Transportieren
Bei der Packmittelherstellung ist die Materialmenge, die tagtäglich durch den Betrieb läuft, oft erheblich. Das Material muss häufig mehrmals in Maschinen eingelegt, abgelegt und dazwischen transportiert werden. Dies alles funktioniert aber nur reibungslos, wenn einige Regeln beim Umgang mit Material eingehalten werden:
• Verkehrswege müssen unbedingt freigehalten werden – insbesondere keine Paletten oder Hubwagen dort abstellen!
• Lasten dürfen nicht vor Notausgängen und Feuerlöschern abgestellt werden!
• Transportgeräte darf man nur benutzen, wenn man dazu befugt ist!
• Bei Arbeiten mit Verletzungsgefahr sind Handschuhe zu tragen!
• In der Produktion sollen Schutzschuhe getragen werden, die Verletzungsrisiken an den Füßen vermeiden.
• Nie mit Handhubwagen „Rollerfahren“! Der Wagen lässt sich ab einer gewissen Geschwindigkeit nicht mehr beherrschen.
• In großen Betrieben gibt es getrennte Verkehrswege für Fußgänger und für Gabelstapler. Jeder muss den für ihn vorgeschriebenen Weg benutzen!
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.5 Lärm
Unter Lärm versteht man die störende Wirkung von Schallwellen, also etwas Unangenehmes. Nicht alles was laut ist, empfinden wir aber in gleicher Weise als unangenehm – denken wir zum Beispiel an laute Musik. Unabhängig von einer angenehm oder unangenehm empfundenen Wahrnehmung gefährdet Schall ab einer gewissen Lautstärke das menschliche Gehör und kann zu Störungen in unserem Körper führen.
Um uns davor zu schützen, gibt es mehrere Möglichkeiten. Zuerst muss selbstverständlich versucht werden, Maschinen herzustellen, die leise arbeiten. Dies stößt jedoch an Grenzen – insbesondere bei Maschinen mit hohen Laufgeschwindigkeiten. In diesen Fällen hilft man sich, indem man um das lärmerzeugende Maschinenteil eine Kapsel baut. Beispiele: Falzmaschinen, Wellpappemaschinen.
In einigen Fällen ist die Kapselung lauter Maschinenteile technisch noch nicht möglich. Wenn an solchen Arbeitsplätzen eine Lautstärke von 85 (dB) herrscht, muss im eigenen Interesse Gehörschutz getragen werden. Diese Bereiche sind durch ein Hinweisschild gekennzeichnet.
Die schädigende Wirkung von Lärm auf den Menschen ist zweifach. Schon ab 60 (dB) kommt es zu „vegetativen Reaktionen“, die unbewusst in unserem Körper ablaufen und zusätzliche körperliche Belas- tungen bedeuten. Ab 85 (dB) kann es zu Schädigungen der Zellen im Innenohr und damit zu Schwerhörigkeit kommen. Wer sich nicht gegen Maschinenlärm schützt, kann schwerhörig werden.
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.6 Elektrizität
Ohne Strom könnte der Mensch nicht leben, weil unsere Bewegungen, auch die Bewegungen des Herzmuskels, elektrisch gesteuert werden. Diese Steuerung erfolgt selbstständig und unabhängig von unserem Gehirn. Was passiert nun, wenn der menschliche Organismus in einen Stromkreis gerät, wenn der Körper von Strom durchflossen wird? Dieser Strom überlagert die schwachen Impulse des menschlichen Steuerzentrums und bewirkt eine Verkrampfung der Muskeln, die wir alle aus eigener, unangenehmer Erfahrung kennen. Die Verkrampfung löst sich, wenn der Stromkreis unterbrochen wird.
Wann wird es nun aber gefährlich? Im industriellen Bereich können an Maschinen oder auch Handgeräten Ströme einer solchen Stärke auftreten, dass die Verkrampfung des Herzmuskels zu stark wird und es zum Herzstillstand oder zum Herzkammerflimmern kommt. Das ist ein Zustand, bei dem die Herzkammern nur noch ohne Pumpwirkung vibrieren. Das Herz pumpt nun kein Blut mehr in den Körper und das Gehirn; wenn die Gehirnzellen länger als drei Minuten ohne Sauerstoffversorgung bleiben, sterben sie ab. Der Tod des Menschen ist die Folge.
Da der elektrische Strom mit den menschlichen Sinnen nicht wahrnehmbar ist, müssen besonders weitgehende Schutzmaßnahmen getroffen werden. Die wichtigste Maßnahme ist der Schutz gegen direktes Berühren – das heißt: vor direktem Kontakt mit einem stromführenden Teil. Wenn irgendein Fehler an einem elektrischen Gerät auffällt – zum Beispiel, wenn die Sicherung an der Maschine häufig herausspringt, muss das Gerät sofort außer Betrieb gesetzt werden. Außerdem muss der Fehler umgehend gemeldet werden. Netzstecker ziehen beziehungsweise Hauptschalter ausschalten! Andere Mitarbeiter sind davon entsprechend zu unterrichten.
• Schäden an Stromkreisläufen und stromführenden Teilen sofort melden!
• Gerät oder Maschine vom Netz nehmen!
• Beschädigungen an elektrischen Geräten darf nur der Fachmann reparieren!
Probleme mit dem Strom? Maschine sofort abschalten! Meldung an Vorgesetzte und Kollegen! Lebensgefahr!
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.7 Rauchen
In den meisten Betrieben unserer Industrie herrscht Rauchverbot. Die genaue Abgrenzung, wo geraucht werden darf und wo nicht, wird individuell vom Betrieb geregelt.
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.8 Alkohol
Alkohol stellt ein wachsendes Problem dar. Alkohol führt bekanntlich zur Abhängigkeit. Die Alkoholkrankheit gehört zu den großen Problemen unserer Zeit; körperliche, psychische und soziale Störungen sind die Folge. Schon bei geringem Alkoholgenuss tritt ein deutlicher Leistungsabfall ein. Selbstkritik lässt nach, man überschätzt das eigene Leistungsvermögen, während man zugleich die Gefahren der Umgebung unterschätzt. Es kommt zu erhöhter Selbstgefährdung und Gefährdung von Arbeitskollegen. Nach Schätzungen werden 10 bis 20 % der Arbeitsunfälle auf Alkoholeinwirkung zurückgeführt.
In vielen Betrieben ist es deshalb untersagt, während der Arbeitszeit alkoholische Getränke zu trinken. Erkennt ein Vorgesetzter, dass ein Mitarbeiter zu viel Alkohol getrunken hat, so ist er verpflichtet, ihn vom Arbeitsplatz zu entfernen. Kommt es zum Unfall – das gilt auch für den Heimweg –, ist der Versicherungsschutz nicht mehr gegeben, wenn Alkohol die wesentliche Ursache des Unfalls ist.
Kein Alkohol im Betrieb!
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.9 Sicherheitskennzeichen
Genau wie im Straßenverkehr gibt es auch zur Regelung verschiedener Arbeitsabläufe eine feststehende Sicherheitskennzeichnung. Diese Schilder verzichten bewusst auf schriftliche Hinweise wie „Rauchen ver- boten“, damit ihr Signal in kurzer Zeit von jedem aufgefasst werden kann.
- Zum Verfassen von Kommentaren bitte anmelden.