LF 4: Baugruppen überwachen und instand halten
- Zum Verfassen von Kommentaren bitte anmelden.
4.1 Bearbeiten mechanischer Bauteile
4.1.1 Technische Zeichnungen lesen
1. Technische Zeichnung als Infoträger
Die technische Zeichnung ist in der durch Arbeitsteilung gekennzeichneten modernen Fertigungswelt das Bindeglied zwischen den einzelnen am Fertigungsprozess beteiligten Abteilungen – und zwar sowohl im eigenen Werk als auch bei der Fremdfertigung im In- und Ausland. Technische Zeichnungen geben allen an der Produktion Beteiligten unmissverständliche Informationen. Dabei müssen die Informationen in technischen Zeichnungen nach internationalen und nationalen Normen so exakt dargestellt werden, dass in den einzelnen Fertigungsstufen keine Missverständnisse und Unklarheiten entstehen können. Die technische Zeichnung enthält alle notwendigen Angaben über Größe, Form und Werkstoff eines Werkstücks.
2. Darstellungsformen
Bauteile werden in technischen Zeichnungen in der Regel in mehreren Ansichten gezeichnet. Dabei ist es erforderlich, das dreidimensionale Körperbild (perspektivische Darstellung) durch zweidimensionale, flächenhafte Ansichten und Schnitte in einer eindeutigen technischen Zeichnung darzustellen.
3. Von der räumlichen Darstellung zur technischen Zeichnung
Festlegen der Werkstücklage für technische Darstellungen (V/S/D)
Flache Werkstücke – zum Beispiel Bleche – werden in der Regel nur in einer Ansicht (meistens Vorderansicht) gezeichnet, da diese die Form und Maße eindeutig erkennen lässt. Um ein räumliches Objekt zeichnerisch in verschiedenen ebenen Ansichten darzustellen, verwendet man die Normalprojektion, auch Dreitafelprojektion genannt.
Zu den drei orthogonalen Projektionsflächen gibt es jeweils zwei Seiten und folglich sechs Ansichten. (Orthogonal = „rechtwinklig“. Kommt vom griechischen orthos = „richtig, recht“ und gonia = „Ecke, Winkel“.) Bei der Anordnung der Ansichten auf dem Papier gibt es zwei Systeme:

Abb. 269: Projektionsmethode 1 und 3 (Quelle: Wikimedia)
• Projektionsmethode 1, auch „europäische Darstellung“ oder „First Angle Projection“ genannt und gekennzeichnet mit FR (für französisch, vgl. auch Abb. 269), und
• Projektionsmethode 3, auch „amerikanische Darstellung“ oder „Third Angle Projection“ genannt (Kz. US). Diese Darstellung herrscht in den USA und auch in Australien vor.
Die in Abb. 269 dargestellte Symbolik ermöglicht anhand eines abgeschnittenen Kegels und dem Trapez als Vorderansicht die Kennzeichnung der gewählten Methode.
Die Entfaltung des Projektionsquaders zeigt die jeweils zugrunde liegende Logik. Hier ist nur Projektionsmethode 1 dargestellt:

Abb. 270: Projektionsquader (Quelle: Eigene Darstellung)
Drei der Projektionen dienen als Hauptansicht für die Dreitafelprojektion. Bei der Wahl der Vorderansicht hat die aussagekräftigste Seite den Vorzug. Bei unübersichtlichen Objekten können zusätzliche Ansichten ergänzt werden. Manchmal wird auch auf eine der drei Ansichten verzichtet – und man erhält eine Zweitafelprojektion.
Man unterscheidet im technischen Zeichnen grundsätzlich zwischen folgenden Ansichten:
1. Vorderansicht (1. Hauptansicht)
2. Seitenansicht von rechts
3. Seitenansicht von links (2. Hauptansicht) 4. Draufsicht (3. Hauptansicht)
5. Rückansicht
6. Untersicht
Im technischen Zeichnen gibt es insgesamt sechs Ansichten. Die beiden Hauptansichten sind die Vorderansicht und die Seitenansicht von links. Die genannten Hauptansichten beziehen sich auf die europäische Darstellungsvariante, wobei das darzustellende Objekt in der Regel in diesen drei Ansichten gezeichnet wird; Nebenansichten kommen nur dann zur Anwendung, wenn die darzustellende Geometrie so komplex ist, dass sie nicht komplett durch die Hauptansichten beschrieben werden kann. In der europäischen Variante der Normalprojektion findet sich die Seitenansicht von links rechts neben der Vorderansicht, in der amerikanischen Darstellung entsprechend auf der linken Seite der Vorderansicht.
• Blatteinteilung
DIN EN ISO 5457 definiert die Zeichenblattgrößen für technische Zeichnungen. Alle nach Norm DIN EN ISO 5457 verwendeten Formate für Zeichnungsvordrucke haben Querformat und das Schriftfeld unten rechts – mit Ausnahme DIN A4 mit Hochformat und Schriftfeld unten.
• Blattgrößen
Das DIN-Formatsystem basiert auf dem metrischen Maßsystem. Die Fläche des Ausgangsformates DIN A0 ist genau 1 m² groß. Die weiteren Formate DIN A1 bis DIN A4 lassen sich durch fortgesetztes Hälften des Ausgangsformates entwickeln, wobei sich die Flächen zweier aufeinanderfolgenden Formate wie 2 : 1 verhalten. Dabei gilt für die Seiten x und y der Formate das Verhältnis x : y = 1 : √2.

Abb. 271: Blattgrößen nach DIN (Quelle: Wikipedia)
• Maßstäbe
Zur Darstellung der Bauteile in technischen Zeichnungen ist ein geeigneter Maßstab zu verwenden. Nach Norm ISO 5455 sind nur folgende Maßstäbe in technischen Zeichnungen zulässig:
° Natürlicher Maßstab 1 : 1
° Verkleinerungsmaßstäbe 1 : 2; 1 : 5; 1 : 10 sowie vielfache davon
° Vergrößerungsmaßstäbe 2 : 1; 5 : 1; 10 : 1 sowie vielfache davon
Der in der Zeichnung angewendete Maßstab ist in das Schriftfeld einzutragen. Sind mehrere unterschiedliche Maßstäbe zum Beispiel für Ansichten oder Schnitte notwendig, so werden die verwendeten Maßstäbe in der Nähe der Positionsnummern oder der Kennbuchstaben der Einzelheit geschrieben.
• Beschriftung
Die Beschriftung in technischen Zeichnungen muss klar und eindeutig und für jeden gut lesbar sein. Dabei sind die Schriftgröße und die Strichstärke beziehungsweise Linienbreite von besonderer Bedeutung. Da heute die meisten Zeichnungen mit Computer-Programmen (CAD = computer-aided design) erstellt werden und dort die gültigen Normschriften zum Einsatz kommen, ist es heute nicht mehr zwingend nötig, die Normschrift zu beherrschen.

Abb. 272: Beispiel einer Explosionszeichnung (Quelle: Wikipedia)
Explosionszeichnungen
Eine Explosionszeichnung ist eine Art der Darstellung bei Zeichnungen und Grafiken, die einen komplexen Gegenstand perspektivisch und in seine Einzelteile zerlegt zeigt. Die dargestellten Einzelteile oder Bauteile sind räumlich voneinander getrennt, d. h. so, als flögen sie nach einer Explosion auseinander. Bei dieser Darstellungsweise wird das Wechselverhältnis des Ganzen zu seinen Teilen sowie deren Lage verdeutlicht. Explosivdarstellungen erlauben es, die Funktion und den Zusammenbau von Baugruppen darzustellen sowie einzelne Bauteile anhand angegebener Teilenummern zu bestimmen, zum Beispiel aus der Gesamtabbildung zum gesuchten Ersatzteil und seiner Lagernummer. Diese Art der Darstellung findet in verschiedenen Bereichen Verwendung: Als Informationsgrafik kommt diese Darstellungsart in Gebrauchsanweisungen und Ersatzteil-Katalogen (auch virtuellen, interaktiven Katalogen) zum Einsatz. Bei Montageanleitungen wird mit Explosionsgrafiken die Montage- und Demontagereihenfolge einzelner Teile erklärt. In technischen Zeichnungen im Maschinenbau werden komplexe Maschinen auf diese Weise übersichtlich dargestellt.
4. Bemaßung von Werkstücken
Durch ihre Bemaßung werden sämtliche Abmessungen von technischen Bauteilen – wie Länge, Breite, Höhe, Radius, Durchmesser oder Gewinde – durch entsprechende Maßangaben auf der Zeichnung eindeutig beschrieben. Die Bemaßung beschreibt die Abmessung eines Einzelteils oder einer Baugruppe. Bemaßungen werden auf einer technischen Zeichnung und in CAD-Programmen (2D, 3D) in Zahlen angegeben.
• Die im Allgemeinen verwendete Maßeinheit (Millimeter – in der Architektur auch Meter) muss nicht angegeben werden. (In der Packmittelindustrie werden Maße üblicherweise in mm angegeben. Deshalb kann man die Einheit in technischen Zeichnungen weglassen.)
• Der eigentliche Zahlenwert wird als Nennmaß bezeichnet.
• Das Nennmaß kann aber mit verschiedenen Zusätzen versehen werden – zum Beispiel Toleranzen und Passungen. Vorgestellte Zeichen weisen darauf hin, dass es sich bei dem Maß um einen Durchmesser (ø), einen Radius (R), eine Kugelform (S), einen Bogen (Bg) oder einen quadratischen Querschnitt (ein vorgesetztes Quadrat in Größe der verwendeten Schrift) handelt.
• Werden dem Nennmaß keine weiteren Zusätze angefügt, so gilt eine Allgemeintoleranz, die im Schriftfeld festgelegt ist.
• Weitere Angaben dienen der Spezifizierung von Maß-,Form-und Lagetoleranzen sowie eventuellen Vorgaben zur Herstellung und Prüfung von Verzahnungen und/oder Vorschriften zur Wärmebehandlung und Oberflächenschutz.
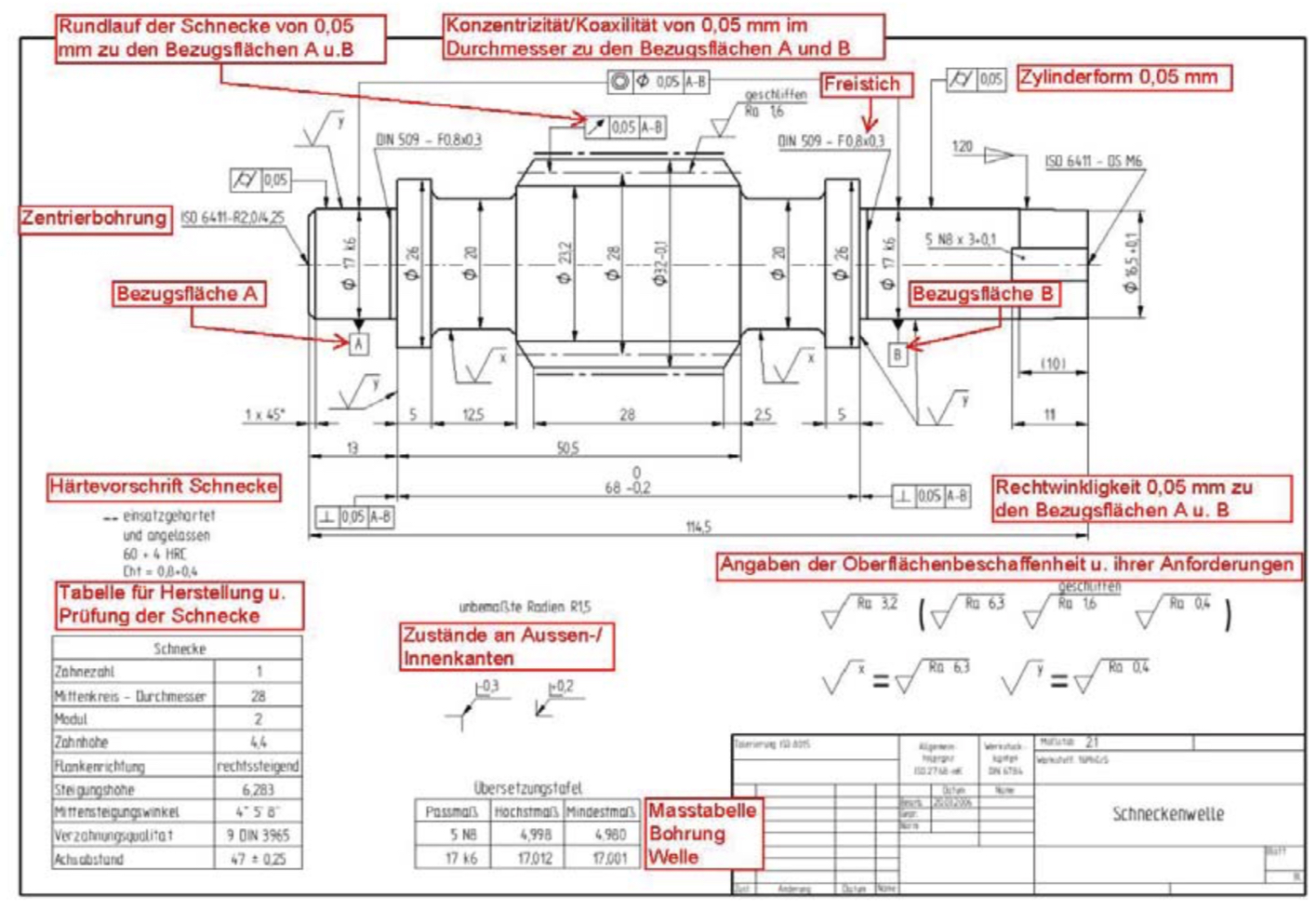
Abb. 273: Beispiel der Fertigungszeichnung einer Schneckenwelle (Quelle: Wikipedia, bearbeitet)
Übungsaufgaben zum Zeichnungslesen:
- Ansichten zuordnen
- Bemaßungsübungen
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.2 Vorbereitende Arbeiten zur Bearbeitung von Bauteilen
• Anreißen
Anreißen ist das Übertragen von Maßen und Formen aus der Fertigungszeichnung auf das zu bearbeitende Werkstück. Zum Anreißen werden Reißnadeln verwendet, deren Beschaffenheit sich nach dem Werkstoff und der Oberflächenbeschaffenheit richtet. Anreißen ist eine manuelle Tätigkeit mit hohen Kosten. In modernen Fertigungswerken ist sie durch den Einsatz von Computerized Numerical Control (CNC)- Bearbeitungsmaschinen heute weitgehend überflüssig.
• Körnen
Körnen dient dazu, einem Bohrer beim Ansetzen auf das Werkstück eine erste Führung zu geben, um eine maßgenaue Bohrung zu erhalten. Dazu wird der Körner durch leichte Hammerschläge in dem zuvor ange- rissenen Mittelpunkt der Bohrung getrieben, sodass dessen gehärtete Spitze in dem Werkstück eine kleine Vertiefung entstehen lässt. Auch das Körnen ist eine manuelle Tätigkeit, die sich weitgehend auf die Einzelteilfertigung oder nachträgliches Einbringen von Bohrungen zum Beispiel in der Montage bezieht.
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.3 Fertigungsverfahren
Als Fertigungsverfahren bezeichnet man alle grundlegenden technologischen Prozesse im Handwerk und in der Industrie, bei denen Produkte unter Einsatz von Werkzeugen und Maschinen hergestellt werden.
Überblick über Fertigungsverfahren (iph-Hannover)
4.1.3.1 Verfahren zum Trennen
Grundbegriffe zum Zerteilen und Spanen
Keil als Werkzeugschneide
Unter Werkzeugschneide versteht man eine geometrisch bestimmte Schneide, die der Trennung eines Werkstoffes dient. Die genaue Form der Schneide eines Schneidwerkzeugs wird als Schneidengeometrie bezeichnet.
Kraft, Kraftwirkungen, Maßeinheiten der Kraft, Kräftezerlegung am Keil, Keilwirkung zur Bearbeitung unterschiedlicher Werkstoffe

Abb. 274: Darstellung von Keilwinkel und Spanwinkel (Quelle: Wikipedia)
Der wichtigste Winkel am Schneidkeil ist der Spanwinkel ?, da er die Spanbildung, die Standzeit und die Schnittkräfte beeinflusst. Grundsätzlich gilt: Je kleiner der Keilwinkel ist, desto größer kann der Spanwinkel sein. Je größer der Keilwinkel gewählt wird, desto kleiner ist der positive Spanwinkel. Allerdings kann dieser bei einer sehr breiten Schneide, die fast senkrecht auf das Werkstück trifft, auch negativ sein.
Die Größen beider Winkel werden abhängig vom Werkstoff gewählt. Für weiche und zähe Werkstoffe wird ein kleinerer Keilwinkel bei grö- ßerem positivem Spanwinkel eingesetzt, da die Schnittkraft abnimmt. Je härter und spröder der Werkstoff ist, desto geringer muss der Spanwinkel ? sein – dementsprechend groß kann der Keilwinkel ausgewählt werden. Dass die Schnittkraft bei kleinem positivem oder negativem Spanwinkel besonders groß ist, hat mit den resultierenden Kräften am Schneidkeil zu tun.
Die auftretende Kraft Fa wird in die Reaktionskräfte Fa1 und Fa2 aufgeteilt. Je kleiner der Keilwinkel ?, desto größer sind die resultierenden Kräfte – und umgekehrt. Das heißt für die Praxis, dass eine kleinere Schneide größere Kräfte auf das zu bearbeitende Bauteil ausüben kann. Für weiche und zähe Werkstoffe wird ein kleinerer Keilwinkel bei größerem positivem Spanwinkel eingesetzt – für härtere und sprödere Werkstoffe ein geringerer Spanwinkel und ein größerer Keilwinkel.

Abb. 275: Schervorgang (Quelle: Eigene Darstellung)
Zerteilen durch Scherschneiden
Schervorgang
Das Schneiden mit Scheren funktioniert durch den Druck der beiden Scherenklingen auf das zu schneidende Material, das sogenannte Scherschneiden. Der Schneidevorgang erfolgt, indem man das Material an der zu durchtrennenden Stelle zwischen die Klingen schiebt und diese dann dicht aneinander vorbeigleiten lässt.
Scherwerkzeuge, Scherenarten
Eine Schere ist ein Werkzeug zum spanlosen Zertrennen oder Einschneiden verschiedener Materialien – dies geschieht mit zwei gegeneinander beweglichen Schneiden, die sich während des Schneidvorgangs aneinander vorbeibewegen.
Spanen von Hand und mit einfachen Maschinen Sägen
Sägen ist ein spanendes Trennverfahren zum Ablängen von Werkstoffen (Stahl, NE-Metalle = Nichteisenmetalle, Kunststoffe, Holz usw.). Die Säge oder ein Sägeblatt besteht aus einer dünnen, am Rand mit meißelartigen Zähnen versehenen linearen Stahlplatte oder einem runden Sägeblatt, das durch eine Kraft bewegt wird. Sägeblätter schneiden nur in eine Richtung. Beim Sägen wird der Werkstoff in der Schnittfuge durch die Zähne in mehreren Schichten zerspant, wobei die Zahnzwischenräume (Zahnlücke) die entstehenden Späne aufnehmen und sie aus der Schnittfuge führen.

Abb. 276: schematische Darstellung einer Säge (Quelle: Eigene Darstellung)
Feilen
Feilen ist ein vornehmlich bei handwerklicher Fertigung verwendetes spanendes Trennverfahren zum Bearbeiten ebener Flächen und unterschiedlichster Werkstückformen. Die Spanabnahme erfolgt bei der Vorwärtsbewegung in Schnittrichtung unter Druck der Feile gegen das Werkstück, wobei die vielen hinter- und nebeneinander liegenden Schneidenzähne von geringer Höhe nur relativ geringe Werkstoffmengen abtragen.
Bohren
Bohren ist ein spanabhebendes Verfahren zur Herstellung und Bearbeitung von zylindrischen Vertiefungen in Werkstücken. Allgemeiner kann man auch sagen: Bohren ist die Erzeugung oder Erweiterung (Aufbohren) einer Bohrung oder eines Tunnels in Festkörpern. Beim Bohren wird ein um seine Längsachse drehendes Bohrwerkzeug (Bohrer, Bohrkopf auf Bohrstange etc.) mit einer geradlinigen Vorschubbewegung in das Werkstück geschoben. Die sich ergebende wendelförmige Wirkbewegung bewirkt eine fortlaufende Spanabnahme durch die Bohrerschneiden.
Die beiden Hauptschneiden (HS, siehe Abbildung 277) an der Bohrspitze verlaufen parallel: Dadurch entsteht eine sogenannte Querschneide (QS). Sie ist üblicherweise um 55° zu den Hauptschneiden versetzt, steht quer zur Bohr- beziehungsweise Vorschubrichtung und hat eine Breite von etwa einem Zehntel des Bohrerdurchmessers. Die Querschneide QS schneidet – entgegen der Bezeichnung – nicht, sondern hat eine schabende Wirkung und erhöht den erforderlichen Arbeitsdruck auf das Bohrwerkzeug (die Vorschubkraft für die Querschneide QS beträgt etwa ein Drittel der gesamten Vorschubkraft). Die Querschneide QS birgt auch die Gefahr des sogenannten „Verlaufens“; das heißt: die seitliche Lageverschiebung beim Anbohren. Um das zu verhindern, muss grundsätzlich vor dem Bohren gekörnt werden. Körnen ist beim Bohren empfehlenswert, um ein Auswandern des Bohrers zu verhindern. Bei größeren Durchmessern sollte vorgebohrt werden.

Abb. 277: Bohrerschneiden (Quelle: Wikipedia)

Abb. 278: Spitzenwinkel und Spanwinkel bei einem Bohrer (Quelle: Wikipedia)
Durch eine besondere Anschlifftechnik, das sogenannte Ausspitzen, kann die Querschneide QS verkleinert werden, um die Vorschubkraft und damit das Bohrmoment zu reduzieren. Der Werkzeugdurchmesser ist an der Spitze am größten (Nenndurchmesser) und nimmt zum Schaft hin etwas ab, um die Reibung des Bohrers im Bohrloch zu vermindern. Diese als Verjüngung bezeichnete Verringerung des Werkzeugdurchmessers liegt etwa im Bereich von 0,02 mm bis 0,08 mm Durchmesser auf 100 mm Länge.
Beim Bohren von größeren Bohrungen und zur Sicherstellung einer lagegenauen Bohrung empfiehlt es sich trotzdem, vorher mit einem Zentrierbohrer oder einem kleineren Bohrer vorzubohren. Der Durchmesser dieses Bohrers sollte mindestens der Größe der Querschneide QS, besser aber etwa einem Drittel des endgültigen Bohrungsdurchmessers entsprechen.
Gewindebohren beziehungsweise Gewindeschneiden, Reparatur von Gewinden
Unter Gewinde versteht man eine profilierte Einkerbung, die fortlaufend wendelartig um eine zylinderförmige Wandung – innen oder außen – in einer Schraubenlinie verläuft. Die „Kerbe“ wird als Gewindegang bezeichnet. Diese Umsetzung des Prinzips der schiefen Ebene erlaubt das Erzeugen großer Längskräfte bei moderaten Umfangskräften. Schrauben erzeugen dadurch ihre Haltekraft beziehungsweise dort, wo Lasten bewegt oder Druck beziehungsweise Zug erzeugt werden, die entsprechenden Kräfte. Eine Schraubenverbindung ist formschlüssig und wieder lösbar.
Bauteile mit Außengewinde (zum Beispiel Schrauben) und Bauteile mit Innengewinde (zum Beispiel Muttern) müssen zueinander passen. Normen stellen sicher, dass trotz getrennter Herstellung immer eine Funktion von Bauteilen mit gleichen Nenndaten gewährleistet ist.
Heute gibt es eine sehr große Anzahl Gewindearten, die für die unterschiedlichsten Anwendungsfälle entwickelt worden sind und in den entsprechenden Normen beschrieben werden. Normen sorgen dafür, dass Schrauben und Muttern zusammenpassen, auch wenn sie von unterschiedlichen Herstellern kommen.

Abb. 279: Darstellung der Steigung und der Gewindetiefe einer Schraube (Quelle: Eigene Darstellung)
Durch Gewindebohren werden Innengewinde in vorgebohrte Löcher geschnitten. Im ersten Arbeitsschritt wird ein Kernloch in das Werkstück gebohrt, anschließend ist die Kernlochbohrung anzusenken, bevor in einem dritten Arbeitsschritt das Innengewinde mit einem Gewindebohrer geschnitten wird. Das Gewindebohren ist sowohl von Hand als auch durch geeignete Bahrmaschinen mit entsprechender Gewindeschneideinrichtung (Links-Rechts-Lauf, Sicherheitskupplung) möglich. Das Senken ist ein Bohrverfahren und dient zum Entgraten. Gesenkte Bohrungen erleichtern auch Gewindeschneiden durch den besseren Anschnitt. Durch Gewindeschneiden werden Außengewinde hergestellt. Das Gewindeprofil wird von formgerechten Werkzeugschneiden in einem Schneideisen oder einer Schneidkluppe aus dem Werkstoff herausgearbeitet.
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.3.2 Bearbeitungsverfahren durch Kaltfügen
Fügeverfahren
Unter Fügen versteht man das dauerhafte Verbinden von mindestens zwei Bauteilen. Dabei kann man grundsätzlich zwei Verbindungsarten unterscheiden:
• lösbar (form- beziehungsweise kraftschlüssig) wie zum Beispiel Verschrauben, Verstiften, Vernieten
• unlösbar (stoffschlüssig) wie zum Beispiel Schweißen, Löten, Kleben
Unterscheidung nach Kraftübertragung
Abb. 280: Übersicht von Verbindungen (Quelle: Eigene Darstellung)
Fügen mit Gewinde (Schrauben, Muttern, Sicherungen von Schraubverbindungen), Beschreibung der Normteile
Die Schraube ist das am häufigsten und vielseitigsten verwendete Konstruktionselement. Zu einer Schraubenverbindung gehören:
• die eigentliche Schraube oder der Schraubenbolzen (bei Bewegungsschrauben auch Spindel genannt)
• die Mutter
• und falls erforderlich Unterlegscheiben und Sicherungen
Fügen mit Stiften und Bolzen
Durch Stifte werden zwei oder mehr Bauteile formschlüssig in radialer Richtung der Stifte miteinander verbunden, indem in eine durch alle Teile gehende Bohrung ein Stift gesteckt wird. Werden die Stifte (zylindrische Stifte mit Übermaß) in die Bohrung gepresst, entsteht ein Kraftschluss, der ihr Herausfallen verhindert. Neben der fixen Verbindung werden Stifte auch verwendet, um eine gelenkige Verbindung zwi- schen zwei Teilen herzustellen. Stifte dienen auch zur Kraftbegrenzung (Scherstift), zur Drehsicherung von Kronenmuttern, axialen Sicherung von dickeren Stiften (Splinte) und zur Übertragung von Querkräften in Schraubenverbindungen durch Spanstifte.
Im Unterschied zum Stift wird ein Bolzen meist leicht demontierbar – das heißt mit Spielpassung eingesetzt. Er wird vorwiegend verwendet, wenn nur Querbelastung (Scherung) besteht. Seine zusätzlichen Formelemente Kopf, Querloch (für Splinte), kurzes Gewinde (für Muttern) oder Quernut (für Achshalter) dienen nur dazu, ein Verlieren durch Formschluss zwischen ihm und den zu verbindenden Teilen zu vermeiden. Bolzen werden häufig für schnell und oft zu lösende Verbindungen ohne axiale Belastung anstelle von Schrauben eingesetzt, zum Beispiel im Transportwesen zur Befestigung von Containern, zum Verschließen der Ladeplanken von Lastwagen oder Ähnlichem. Bolzen-Verbindungen sind prinzipiell drehbar, können somit zum Beispiel Teil eines Drehgelenks sein.
Fügen mit Passfedern und Profilformen
Eine Passfeder wird zur Realisierung einer Welle-Nabe-Verbindung benutzt. Die Verbindung ist formschlüssig und dient zur Übertragung von Drehmomenten (zum Beispiel Antriebswelle – Zahnrad). Die Passfeder ist ein massives, längliches Metallteil mit rechteckigem Querschnitt, wird in eine entsprechend gefräste Passfedernut in der Welle eingelegt und ragt aus dieser heraus. Die zugehörige Nabe ist mit einer durchgehenden und geräumten Nut versehen und wird zur Montage axial über die Passfeder geschoben. Die Passfeder trägt durch Formschluss an ihren Flanken. Sie wirkt dadurch als Mitnehmer und überträgt das Drehmoment der Welle auf das anzutreibende Bauteil (im Falle einer Antriebswelle) oder das Drehmoment des antreibenden Bauteils auf die anzutreibende Welle (im Falle einer Antriebswelle). In axialer Richtung muss das Rad auf der Welle gegen Verschieben gesichert werden. Übliche Formen der axialen Festlegung sind Wellenschulter/Sicherungsring oder Wellenschulter/Nutmutter.

Abb. 281: Fügen mit Passfedern (Quelle: Wikipedia)
Für höher beanspruchte Welle-Nabe-Verbindungen werden Keilwellen-Verbindungen zur Übertragung großer und wechselnder Drehmomente eingesetzt wie zum Beispiel bei Schaltgetriebewellen von Werkzeugmaschinen. Weitere Verwendungen sind Zapfwellen an landwirtschaftlichen Fahrzeugen und Wellen von Elektromotoren und Hydraulikmotoren. Als Keilwellen werden Wellen bezeichnet, bei denen ein Formschluss zur Nabe (Welle-Nabe-Verbindung) durch eine Vielzahl von Mitnehmern hergestellt wird, die ge- rade und parallele Flanken haben.

Abb. 282: Keilwelle (Quelle: Wikipedia)
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.4 Funktionseinheiten von Maschinen
4.1.4.1 Funktionseinheiten zum Stützen, Tragen und Führen
Lagerarten und Schmierung
Lager als Maschinenelement werden zum linearen (geradlinigen) oder radialen (rotierenden) Führen beweglicher Bauteile verwendet. Dabei wird nach dem Wirkprinzip zwischen Gleit- und Wälzlagern unter- schieden.
Gleitlager
Ein Gleitlager besteht aus gegeneinander beweglichen Teilen mit geringem Reibungswiderstand oder mit einem Schmierfilm zwischen den beweglichen Teilen zur Reduzierung des Reibungswiderstandes. Durch den Reibungswiderstand entsteht Wärme, die durch den Schmierfilm abgeleitet werden kann. Gleitlager gibt es als Linearlager und als Radiallager, wobei der Werkstoff des Gleitlagers (Buchse) weicher sein sollte als der der Welle.
Als Gleitlagerwerkstoffe werden verwendet: Bronze-, Messing-, Aluminiumlegierungen, Kunststoffe, Graphit und Keramik.
Wälzlager
Wälzlager sind Lager, bei denen zwei zueinander bewegliche Komponenten, der sogenannte Innenring ➀ sowie der Außenring ➄, durch Wälzkörper ➃ getrennt sind. Die Wälzkörper werden durch einen Käfig ➁ geführt, zur Schmutzabweisung und Schmierstoffdichtung können Dichtscheiben ➂ verwendet werden. Da die Wälzkörper im Innen- und Außenring auf gehärteten Stahlflächen mit optimierter Schmierung abrollen, ist die Rollreibung dieser Lager relativ gering.

Abb. 283: Blick in ein Wälzlager (Quelle: Wikipedia)
Wälzlager werden bevorzugt in Anwendungsgebieten verwendet, wo Lagerungen bei kleinen Drehzahlen und hohen Lasten reibungsarm arbeiten sollen und wo sich Drehzahlen häufig ändern. Ein weiteres Kriterium kann der geringe Schmierungsbedarf von Wälzlagern sein.
Schmierungssysteme für Maschinen
Schmierung ist die Verringerung von Reibung und Verschleiß zwischen zwei Maschinenelementen, die sich relativ zueinander bewegen. Dies geschieht durch den Einsatz eines geeigneten Schmierstoffes und Schmierverfahrens, um den jeweiligen Schmierstoff in der richtigen Menge und dem richtigen Druck zur richtigen Zeit an eine Stelle der Reibung zu fördern und ihn gegebenenfalls wieder abzuleiten.
Folgende Schmierverfahren werden unterschieden:
Verbrauchsschmierung bezeichnet das ausschließliche Zuführen von Schmierstoff zur Schmierstelle. Die Zuführung kann manuell (zum Beispiel mit Fettpresse) oder automatisch (Pumpen; Dauer-Schmierstoff- geber [Perma]) erfolgen. Nach dem Gebrauch wird der Schmierstoff, sofern er noch vorhanden ist, ausgetauscht oder er wird mit frischem aufgefüllt. Dieses Schmierverfahren ist immer mit entsprechenden Verunreinigungen im Umfeld verbunden und sollte nur dort angewandt werden, wo keine Umweltgefahren entstehen können!
Umlaufschmierung bezeichnet einen Schmierstoffkreislauf. Er besteht aus dem Reservoir (zum Beispiel Ölwanne oder Öltank), der Zuführung zur Reibstelle durch Pumpe oder durch die Schwerkraft und der Rückführung. Es kann auch noch eine Schmierstoffaufbereitung (zum Beispiel Ölfilter) und/oder Ölkühler zwischengeschaltet sein. Umlaufschmierungen benötigen durch die Wiederverwendung weniger Schmierstoff. Durch das geschlossene System gelangt kein (beziehungsweise nur sehr wenig) Schmierstoff in die Umwelt. Bei der Umlaufschmierung wird das Öl nicht nur als Schmiermittel, sondern auch als Kühlmittel verwendet.
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.4.2 Elemente und Gruppen zur Energieübertragung
Wellen
Wellen dienen der Übertragung von Drehmomenten; sie werden auf Verdrehung (Torsion) beziehungsweise auf Verdrehung und Biegung beansprucht.
Kupplungen
Eine Kupplung ist ein Maschinenelement zur starren, elastischen, beweglichen oder lösbaren Verbindung von zwei Wellen. Eine nicht starre Kupplung kann neben einer formschlüssigen auch eine kraftschlüssige Verbindung sein. Durch die Verbindung wird es möglich, zwischen beiden Wellen Rotation und damit Drehmoment und letztlich mechanische Arbeit zu übertragen. Auswahlkriterien für eine Kupplung können sein:
• zu übertragendes Drehmoment (maximales Drehmoment? Drehmomtenverlauf konstant, schwellend, wechselnd?)
• Ausgleich von Wellenversatz (axial, radial, winklig)
• Ausgleich von Wärmedehnungen
• Starre oder elastische Wellen- oder Bauteilverbindungen
• Bedingungen für Montage, Inspektion und Wartung
• winkelgetreue Übertragung (Schlupf durch Torsion)
• bei Schaltkupplungen Schaltverhalten (im Betrieb unter Last oder nur im Stillstand) und Schalthäufigkeit
• Drehmomentbegrenzung (Unterbrechung bei Überlast)
• Schwingungs-und Drehstoßdämpfung
Prinzipieller Aufbau einer Kupplung
Eine mechanisch betätigte Kupplung besteht im Wesentlichen aus den folgenden Einzelteilen:
1 = Kupplungshälften / Kupplungsscheiben
2 = Vielkeilwelle
3 = Kupplungsbelag
4 = Feder, bewirkt im eingekuppelten Zustand die reibschlüssige Verbindung beider Kupplungshälften
5 = Kupplungshebel, trennt beide Kupplungshälften und bewirkt die Unterbrechung des Kraftflusses
6 = Drehrichtung, hier in beiden Richtungen möglich

Abb. 284: Aufbau einer Kupplung (Quelle: Wikipedia)
Beispiel: Elektromagnetkupplung

Abb. 285: Elektromagnetkupplung (Quelle: Wikimedia)
Beispiel: Lamellenkupplung

Abb. 286: Lamellenkupplung (Quelle: Wikimedia)
Getriebe, Getriebearten
Getriebe dienen zur Übertragung und Umformung (Übersetzung) von Bewegungen, Energie und/oder Kräften (Drehzahlen, Drehrichtungen, Drehmomenten und Kräften). Diese Funktionen erfüllen die meisten Getriebe mit mechanischen Bauteilen. Sie können aber auch durch hydraulische, pneumatische oder elektromagnetische Wirkprinzipien erfüllt werden.
Die wichtigsten im Maschinenbau verwendeten Getriebearten sind:
1. Zugmittelgetriebe
Ein Zugmitteltrieb – auch Umschlingungsgetriebe genannt – ist ein Getriebe, bei dem ein Drehmoment zwischen zwei Wellen mithilfe eines beide Wellenenden umschlingenden Zugmittels übertragen wird. Beispiele: Ketten-, Zahnriemen- und Keilriementriebe
Vorteile: sehr große Wellenabstände und auch Umlenkungen möglich, sehr große Auswahl an genormten Elementen ermöglicht kostengünstige, schnelle sowie bei richtiger Auslegung und Wartung sehr langlebige Konstruktionen.
Nachteile: Zugmittel neigen zu Schwingungen, deshalb sind besonders bei hohen Drehzahlen Spannvorrichtungen nötig. Schaltgetriebe sind relativ kompliziert zu realisieren (zum Beispiel Kettenschaltung am Fahrrad).

Abb. 287: Zugmitteltrieb (Quelle: Wikipedia)
2. Zahnradgetriebe
Zwei oder mehr miteinander gepaarte Zahnräder bilden ein Zahnradgetriebe. Es wird vorwiegend zur Übertragung zwischen zwei Drehungen oder einer Drehung und einer linearen Bewegung (Paarung eines Zahnrades mit einer Zahnstange) gebraucht. Zahnradgetriebe bilden unter den Getrieben die größte Gruppe. Sie sind formschlüssig und somit schlupffrei.

Abb. 288: Schnitt durch ein dreistufiges Stirnradgetriebe (schrägverzahnt) (Quelle: Wikipedia)
Die Räder eines Zahnradgetriebes sind auf Wellen oder Achsen gelagert, deren Abstand so ausgelegt ist, dass die Zähne ineinandergreifen und somit die Drehbewegung des einen Zahnrades auf das andere übertragen wird. Dabei kehrt sich die Drehrichtung um. Falls das nicht erwünscht ist, wird ein drittes Zahnrad beliebiger Größe dazwischen angeordnet.
Sind die Räder unterschiedlich groß, so kann die Drehzahl erhöht oder verringert werden, wobei das Drehmoment vermindert oder erhöht wird. Auf diese Weise dienen Zahnräder der Übersetzung von Kräften und Geschwindigkeiten. Es sind viele Varianten von Zahnradgetrieben entstanden. Diese werden ständig weiterentwickelt.
Beispiele: Stirnrad-, Kegelrad-, Schneckenrad-, Planetenradgetriebe usw.
Vorteile: extrem hohe Drehzahl- und Drehmomentübertragung durch mehrstufigen Aufbau möglich. Schaltgetriebe. Sehr robust und wartungsarm oder wartungsfrei. Eine Wartung ist sehr aufwendig.
Nachteile: aufwendige mechanische Fertigung = hohe Kosten.

Abb. 289: schräg- u. geradverzahnte Stirnräder (Quelle: Eigene Darstellung)
Aufbau Planetenradgetriebe
Die innere Achse (grün) überträgt die Eingangsbewegung auf die beiden frei beweglichen Planetenräder (blau), diese treiben den äußeren Ring (rot) an. Die Achsen der Planetenräder (blassgelb) werden von ei- nem nicht eingezeichneten Träger (Steg) gehalten.

Abb. 290: Aufbau eines Planetenradgetriebes (Quelle: Wikipedia)

Abb. 291: Beispiel Kegelradgetriebe (Quelle: Wikimedia)

Abb. 292: Beispiel Schneckenradsatz (Quelle: Wikipedia)
Verschleißursachen und Verschleißminderung
Verschleiß bezeichnet den fortschreitenden Materialverlust auf der Oberfläche eines festen Körpers (Grundkörper). Verschleiß wird hervorgerufen durch mechanische Ursachen. Es geht dabei um den Masse- verlust (Oberflächenabtrag) einer Stoffoberfläche durch schleifende, rollende, schlagende, kratzende, chemische und thermische Beanspruchung – diese wird verursacht durch Kontakt- und Relativbewegung ei- nes festen, flüssigen oder gasförmigen Gegenkörpers. Im allgemeinen Sprachgebrauch wird Verschleiß auch mit anderen Arten der Abnutzung gleichgesetzt. Diese meist unerwünschte Veränderung der Oberfläche tritt zum Beispiel an Lagern, Kupplungen, Getrieben, Düsen und Bremsen auf sowie als Werkzeugschneidenverschleiß. Verschleiß ist einer der Hauptgründe für Bauteilschädigung und den damit verbundenen Ausfall von Maschinen und Geräten. Die Verringerung von Verschleiß ist darum eine wesentliche Möglichkeit, die Lebensdauer von Maschinen und Geräten zu erhöhen und damit Kosten und Rohstoffe einzusparen. Andererseits wird versucht, den nicht zu vermeidenden Verschleiß auf einfach auszutauschende Bauteile einzugrenzen, die man unter dem Begriff Verschleißteil zusammenfasst. Verschleiß ist eine der häufigsten Ursachen für den Ausfall von Maschinen. Deshalb sollte alles dafür getan werden, damit er so gering wie möglich gehalten wird.
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.5 Instandhaltung (Wartung, Instandsetzung)
Unter Instandhaltung versteht man alle Maßnahmen zur Bewahrung, Feststellung, Wiederherstellung und Verbesserung des funktionsfähigen Zustandes einer Maschine oder Anlage. Die Instandhaltung umfasst die Wartung, die Inspektion, die Instandsetzung und die Verbesserung. Instandhaltung wird auch mit „IH“ abgekürzt.

Abb. 293: Begriffserläuterungen zu Wartung, Inspektion, Instandsetzung und Verbesserung (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.5.1 Wartung und Inspektion
Periodische Wartung und Inspektion nach Plan durch Maschinenpersonal und/oder Instandhalter oder Dienstleister. Aufstellung eines Wartungskonzepts für jede Kostenstelle. Inspektionen zur Feststellung und Beurteilung des Ist-Zustandes mit Ursachenbestimmung und Ableiten von Konsequenzen.

Abb. 294: beispielhafter Wartungsplan (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.5.2 Instandsetzung (schadensbedingt, vorbeugend, zustandsbedingt)
 Abb. 295: Vor- und Nachteile unterschiedlicher IH-Strategien (Quelle: Eigene Darstellung)
Abb. 295: Vor- und Nachteile unterschiedlicher IH-Strategien (Quelle: Eigene Darstellung)
Da in der Praxis keine der IH-Strategien für alle Bereiche einer Fertigung optimal ist, kommt es darauf an, einen optimalen Mix aller Strategien für das Unternehmen zu finden!

Abb. 296: Suche nach dem optimalen Mix aller IH-Strategien (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.5.3 Grundbegriffe
Bedeutung des Prüfens in der Fertigung
Beim Prüfen soll festgestellt werden, inwieweit ein Prüfobjekt eine Forderung (Spezifikation) erfüllt. Eine Spezifikation ist eine formalisierte Beschreibung eines Produktes, eines Systems oder einer Dienstleistung. Eine Spezifikation definiert und quantifiziert Merkmale eines Produktes oder einer Dienstleistung (Toleranzwerte). Diese Werte entscheiden darüber, ob ein Auftraggeber das Produkt oder die Dienstleistung abnimmt oder nicht. Wenn die Merkmale der Spezifikation erreicht wurden, kann der Auftragnehmer vom abnehmenden Auftraggeber die Bezahlung fordern. Die Spezifikation enthält in der Regel für jede spezi- fizierte Eigenschaft eine präzise Referenz zu der anzuwendenden Prüfmethode für das jeweilige Merkmal.
Prüfverfahren: Messen und Lehren
Man spricht von objektiven Prüfverfahren, wenn Prüfmittel zur Ermittlung der Messwerte verwendet werden. Dabei sind die Prüfverfahren in die Arten „Messen“ und „Lehren“ unterteilt.
Beim Messen wird eine physikalische Größe mit einem Messgerät erfasst; so wird ein Messwert ermittelt. Der Messwert setzt sich zusammen aus dem Zahlenwert und der Einheit für die physikalische Größe.
Beim Lehren wird festgestellt, ob das zu prüfende Objekt innerhalb vorgegebener Grenzen liegt oder nicht. Das Prüfergebnis ist kein Zahlenwert, sondern eine Gut- /Schlecht-Aussage. Oft lässt sich beim Lehren erkennen, in welche Richtung die Grenze überschritten wurde.
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.5.4 Prüfen von Längen
Einheitensystem
In Deutschland wird im Allgemeinen das Internationale Einheitensystem (SI) verwendet. Das Einheitensystem ist eine Zusammenstellung von Maßeinheiten, bei dem jeder Größenart genau eine Einheit zugeordnet wird.

Abb. 297: physikalische Größen (Quelle: Eigene Darstellung)
Der Wert einer physikalischen Größe (Größenwert) wird als Produkt aus einem Zahlenwert (der Maßzahl) und einer Maßeinheit angegeben. Beispiel: Länge = 4 m.
Höchstmaß, Mindestmaß, Toleranz
Bei der Fertigung von Werkstücken kommt es darauf an, mit wirtschaftlichem Aufwand die geforderten Funktionen und geometrischen Merkmale an Genauigkeit und Austauschbarkeit zu erreichen. Dazu werden in technischen Zeichnungen die Maß-, Form- und Lagetoleranzen als Abweichung vom Nennmaß spezifiziert.
Das Nennmaß ist das ideale Sollmaß eines Elementes und die Größenangabe, auf die sich die Angaben zur Tolerierung beziehen.
Ausgehend vom Nennmaß weicht das Höchstmaß als größtes zugelassenes Maß um den Betrag des oberen Abmaßes nach oben ab. Das Mindestmaß als kleinstes zugelassenes Maß weicht um den Betrag des unteren Abmaßes nach unten ab. Die Differenz zwischen dem Höchstmaß und dem Mindestmaß stellt die Maßtoleranz dar.
Messtechnik
Die Messtechnik befasst sich mit Geräten und Methoden zur Bestimmung (Messung) physikalischer Größen wie beispielsweise Länge, Masse, Kraft, Druck, elektrischer Strom, Temperatur oder Zeit. Wichtige Teilgebiete der Messtechnik sind die Entwicklung von Messsystemen und Messmethoden sowie die Erfassung, Modellierung und Reduktion (Korrektur) von Messabweichungen und unerwünschten Einflüssen. Dazu gehört auch die Justierung und Kalibrierung von Messgeräten sowie die korrekte Reduktion der Messungen auf einheitliche Bedingungen. Messgeräte dienen zur Bestimmung physikalischer Größen. Meistens zeigen sie die zu messende Größe durch eine Skalen- oder Ziffernanzeige quantitativ an. Der Messwert wird als Produkt von Zahlenwert und Einheit angegeben. Die Messgeräte werden in der Regel bei einer Bezugstemperatur von 20° C geeicht beziehungsweise kalibriert. Man sollte darauf achten, dass Messgeräte und Prüflinge die gleiche Temperatur von möglichst 20° C haben, damit Messwerte nicht durch Temperatureinflüsse beeinflusst werden!
Messen mit Strichmaßstäben
Die Maße werden durch den Abstand der Teilstriche verkörpert. Ihre Teilung beträgt 0,5 beziehungsweise 1 mm, sodass die Ablesegenauigkeit auf rund 1 mm begrenzt ist. Man sollte den Messwert immer genau senkrecht zur Maßstaboberfläche ablesen, um Ablesefehler zu vermeiden.
Messen mit Messschiebern
Auf einer Stange mit in der Regel zwei Messschenkeln lässt sich ein Schieber bewegen, der ebenfalls Messschenkel trägt. Für die Außen- oder die Innenmessung wird je eins der Messschenkelpaare an einen Körper von außen beziehungsweise an die Wände eines Hohlraums von innen angelegt. Am Schieber befindet sich meistens noch eine Messstange, die zum Beispiel zur Tiefenmessung von nicht durchgehenden Bohrungen verwendet wird.

Abb. 298: Außen-, Innen- und Tiefenmessung sind mit dieser Schieblehre möglich. (Quelle: Wikipedia, bearbeitet)
Ablesen des Messschiebers:
Um eine Ablesegenauigkeit von einem Zehntelmillimeter zu erreichen, ist der Schieber mit einer Teilung, dem sogenannten Nonius, versehen. Beim Zehntel-Nonius sind L = 9 mm in 10 Teile geteilt. Der Strichabstand ist somit a' = 0,9 mm, während die Teilung auf der Messschiene a = 1 mm beträgt. Es besteht also eine Teilungsdifferenz vom 1 mm – 0,9 mm = 0,1 mm.

Abb. 299: Darstellung des Nonius (Quelle: Eigene Darstellung)
Beim Ablesen des Messschiebers kommt es nun darauf an, jenen Teilstrich des Nonius zu bestimmen, der mit einem Teilstrich der Millimeterskala zusammenfällt.

Abb. 300: So liest man Zehntelmillimeter ab. (Quelle: Eigene Darstellung)
Beim Messen liest man die ganzen Millimeter links vom Nullstrich A des Nonius ab (= 4,7 cm = 47 mm). Die Zehntelmillimeter werden rechts vom Nullstrich des Nonius an dem Noniusteilstrich abgelesen, der mit einem Strich des Strichmaßstabes auf der Messschiene übereinstimmt B = 4. Damit ergibt sich in diesem Beispiel ein Wert von 47,4 mm. Bei digitalen Messgeräten lässt sich der Messwert direkt auf dem Display ablesen.
Messen mit Messschrauben
Eine Messschraube ist ein Längenmessgerät. Sie besteht aus einer festen und einer mit einem Feingewinde verstellbaren Messfläche, die meist durch einen Bügel (Bügelmessschraube) miteinander verbunden sind. Das zu messende Teil wird zwischen beide Messflächen gebracht und das Gewinde wird mittels einer Einstellschraube (meist gerändelt) so weit zugedreht, bis beide Messflächen das Teil berühren. Dabei verhindert eine Rutschkupplung ein Einklemmen des zu messenden Teils und bewirkt eine gleiche Kraft auf die Messspindel bei allen Messungen.

Abb. 301: Messschraube (Quelle: MW-Import)
Messen mit Messuhren und Feinzeigern
Eine Messuhr ist ein mechanisches Messgerät zum Messen von Längen oder Längendifferenzen. Sie wird zum Beispiel für Vergleichs-, Ebenheits-, Lage- oder Rundlaufmessungen eingesetzt. Messuhren werden entweder mit einer analogen oder mit einer digitalen Anzeige hergestellt.
Bei Messuhren mit Rundskala und analoger Anzeige wird die Längsbewegung des Messtasters mittels Zahnstange und Zahnrad auf den Zeiger übertragen. Dadurch kann sich der Zeiger der Messuhr mehrmals im Kreis drehen. Die Anzahl der Umdrehungen wird mit einem weiteren Zeiger angezeigt, so wie der Stundenzeiger einer Uhr die Anzahl der Umdrehungen des Minutenzeigers anzeigt. Die Zahnstangenübersetzung hat den Vorteil, dass die Messuhr einen relativ großen Messbereich hat. Nachteilig an dem Messwertübertragungsverfahren ist jedoch, dass eine massive Messteilgrößenüberschreitung – das heißt: Das zu ermittelnde Maß am Messobjekt überschreitet beträchtlich den Wegbereich der Zahnstange – bei starrer Arretierung der Messuhr zu Getriebeschäden oder Beschädigungen der Zahnstange führt. Somit kann ein wiederholtes Überschreiten des Messweges der Zahnstange zu Ungenauigkeiten oder dem sogenannten „Schleppzeiger“ führen, der sich in einem extrem verzögerten Zeigerrücklauf äußert. Das bedeutet, dass keine Messungen mehr durchgeführt werden können, die auf Wertdifferenzen zurückgreifen – also Rundlauf- und Ebenheitsmessungen.
Weiterhin zeichnet sich eine Messuhr dadurch aus, dass sie sowohl im Druck- als auch im Zugbetrieb eingesetzt werden kann und die Rückführung der Messstange über eine Feder erfolgt. Somit ist die anliegende Messkraft nahezu konstant.
Messuhren erreichen eine Genauigkeit von rund 1/100 mm (10 μm) bei einem typischen Messbereich von 5 bis 60 mm (μm = 0,001 mm = 1 Mikron. Aussprache „mü“).
Bei Messuhren mit der Genauigkeit von 1/1000 mm (1 μm) spricht man von einem Feinzeiger, diese haben konstruktionsbedingt einen geringeren Messbereich.
Abb. 302: Messuhren (Quelle: Wikipedia)
Messuhren haben – wie auch Messschrauben und Messtaster – gehärtete Flächen oder Kugeln, mit denen sie den zu messenden Gegenstand berühren.
Messen mit Endmaßen
Endmaße sind kleine Blöcke zum Prüfen und Kalibrieren von Messgeräten und Prüfmitteln. Sie dienen aber auch zum direkten Messen. Sie bestehen aus Stahl, Hartmetall oder Keramik und verkörpern eine bestimmte Länge mit einer hohen Genauigkeit (Maßverkörperung). Endmaße gibt es in verschiedenen Formen – beispielsweise als Parallel-, Winkel-, Kugel- oder Zylinderendmaße.
Endmaße sind nach DIN EN ISO 3650 genormt und werden in vier Toleranzklassen hergestellt, die folgenden Anwendungsgruppen zugeordnet werden können:
 Abb. 303: Endmaße nach DIN EN ISO 3650 (Quelle: Eigene Darstellung)
Abb. 303: Endmaße nach DIN EN ISO 3650 (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.5.5 Prüfen von Winkeln
Bei der Winkelmessung wird mithilfe technischer Einrichtungen herausgefunden, in welchem Winkel zwei Geraden zueinander stehen. Oft werden Winkel wie bei einem konventionellem Winkelmesser manuell abgelesen. Je größer der Radius der Skala ist, umso genauer kann der Winkel abgelesen werden. Ein Winkel (gelegentlich auch Winkelmaß genannt) ist eine Formlehre, die bei der Holz-, Stein- und Metallbearbeitung sowie im Bauhandwerk verwendet wird. Der Winkel besteht aus zwei Schenkeln, die in einem rechten Winkel zueinander angeordnet sind.

Abb. 304: Messwinkel (Quelle: Wikipedia)
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.5.6 Lehren
Eine Lehre ist in der Technik ein Gerät, das für vorher festgelegte Maße und Formen ein Bezugsnormal darstellt. Die Lehre verkörpert dabei die physischen Maße und Formen (Maßverkörperung). Lehren kom- men in der Messtechnik, Produktion und Montage zum Einsatz. In der Messtechnik sowie im Maschinen- und Anlagenbau sind sie meist aus gehärtetem Lehrenstahl, während die Messflächen oft aus Hartmetall und in der Regel feingeschliffen oder geläppt sind. Läppen ist Fertigungsverfahren zur Glättung von Oberflächen. Die Toleranzen hängen von den zu Grunde liegenden Normen ab oder werden, soweit es keine entsprechende Norm gibt oder sich nicht anwenden lässt, nach konstruktiven Gesichtspunkten festgelegt.
Lehren wurden geschaffen, um das einfache Überprüfen von Vorgabemaßen (Toleranzen) zu ermöglichen. Dabei wird mit der Lehre überprüft, ob das Ist-Maß eines Werkstücks innerhalb der Toleranz des Soll-Maßes liegt. Ihre Anwendung birgt im Gegensatz zu Messverfahren kaum Fehlerquellen und liefert eine eindeutige Aussage, wenn das Werkstück auf der Gut-Seite passt oder auf der Ausschuss-Seite (rot) nicht passt. Mit Lehren kann nicht, wie oft vermutet, gemessen werden – denn das Prüfen mit einer Lehre ergibt keinen Zahlenwert. Es kann nur den Soll-Zustand (Lehre) mit dem Ist-Zustand des Prüflings verglichen werden.

Abb. 305: eine Lehre (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.2 Zufuhr- und Ablagesysteme
Zufuhr- und Ablagesysteme zählen zum Bereich der Fördertechnik und dienen mit ihren Aufnahme-, Transport- und Lagerfunktionen dem Materialfluss innerhalb des Fertigungsprozesses. Sie sind in der Packmittelindustrie unentbehrlich. Art und Eigenschaften des Fördergutes haben wesentliche Bedeutung für die Auslegung und konstruktive Ausführung der Zufuhr- und Ablagesysteme:
• stetiger Fördergutstrom (Fördergeschwindigkeit und Beschleunigung)
• unstetiger Fördergutstrom (aussetzend, intermittierender Fördervorgang, ungleichmäßiger Takt)
Bei der Auswahl des jeweils günstigsten Fördermittels für eine gestellte Förderaufgabe sind neben rein technischen Gesichtspunkten auch wirtschaftliche Überlegungen und Fragen des Umweltschutzes (Lärm, Verschmutzung) wichtig.
Zufuhrsysteme dienen der Zuführung von Roh- oder Halbfertigmaterialen zur weiteren Verarbeitung in Fertigungsanlagen.
Stetigförderer
Stetigförderer sind mechanische, pneumatische und hydraulische Fördereinrichtungen, bei denen das Fördergut auf festgelegtem Förderweg von Aufgabe- zu Abgabestelle stetig, mit wechselnder Geschwin- digkeit oder im Takt bewegt wird.
In der Verpackungsindustrie kommen hauptsächlich folgende Arten von Stetigförderern zum Einsatz:
• Gurt- oder Bandförderer
• Ketten- oder Riemenförderer
• Rollen- oder Kugelbahnen
• pneumatische Stetigförderer mit Druckluft oder Vakuum
Gurt- oder Bandförderer
Von Gurtförderern spricht man, wenn die Gurte, die als Trag- und Zugorgan dienen, in verschiedenen Formen (dem Fördergut angepasst) gemuldet oder mit Aufkantungen versehen sind.
Bandförderer haben ein ebenes Band, auf dem das Fördergut aufgrund der Schwerkraft und der Reibung gefördert wird. Sie werden vorwiegend für waagerechte oder leicht geneigte, geradlinige Förderung eingesetzt. Sonderbauten können auch für steile und/oder Kurvenförderung konstruiert werden. Der Antrieb erfolgt in der Regel durch einen Elektromotor, der eine Umlenkrolle antreibt. Je nach Komplexität der Anlage kommen weitere Elemente wie Spannstationen, Bandführungen, Abweiser, Schleusen, Stau- und Abrufvorrichtungen hinzu. Gurt- oder Bandförderer werden in der Regel ortsfest in Produktionsanlagen eingebaut. Höhenverstellbare und/oder ortsveränderliche Förderer sind aufgrund des einfachen Konstruktionsprinzips relativ kostengünstig zu realisieren.

Abb. 306: Gurtförderer (Quelle: TGW-Group)
Bei dieser Art von Förderer sind zwei oder mehr umlaufende Ketten- oder (Zahn-)Riemen über eine Antriebswelle miteinander verbunden. Eingesetzt werden diese Förderer, um standardisierte Transporteinheiten wie Paletten oder Gitterboxen über große Entfernungen zu transportieren.
Werden Zahnriemen eingesetzt, so kann durch Ausgestaltung der Zahnriemenaußenseite entsprechend dem Fördergut ein kostengünstiger, robuster und wartungsarmer Förderer gebaut werden.

Abb. 307: Kettenförderer (Quelle: TGW-Group).
Der Einsatz von Zahnriemen als Bandförderer ist gekennzeichnet durch einen formschlüssigen Zahneingriff in der Antriebsstation. Es liegen stets synchrone Bandgeschwindigkeiten vor. Endlos verschweißte Zahnriemen werden bevorzugt in der Fördertechnik für beliebig große Achsabstände verwendet. Beschichtete – mit beliebigen Nocken oder Bürsten bestückte – Zahnriemen nehmen spezielle Transportaufgaben wahr. Auch gelochte Zahnriemen in Verbindung mit Vakuumkanälen werden in Zuführungen und Transportsystemen verwendet.
Abb. 308: Förderer mit Zahnriemen. Förderer mit Zahnriemen sind kostengünstig und wartungsarm. (Quelle: Eigene Darstellung)
Rollen- oder Kugelbahnen
Hier wird das Fördergut auf einer meist in kurzem Abstand montierten Anzahl von Rollen oder Kugeln transportiert. Die Förderung erfolgt bei schwach geneigten Bahnen durch Schwerkraft, während bei waagerechten oder leicht ansteigenden Bahnen die Rollen oder Kugeln durch Ketten, Zahn- oder Keilriemen angetrieben werden. Rollen oder Kugelbahnen können mit Kurven, Weichen oder aufklappbaren Durchgangsstücken ausgerüstet sein. Rollen- oder Kugelbahnen können durch eine große Anzahl von Modulen nach dem Baukastenprinzip schnell und kostengünstig den örtlichen Gegebenheiten angepasst werden.

Abb. 309: Rollenbahn (Quelle: TGW-Group)
Beim Betrieb einer Rollenbahn ergeben sich besondere Gefahrenstellen. Sie müssen bei freier Zugänglichkeit aus dem Arbeits- und Verkehrsbereich besonders gesichert werden. Alle Gefahrenstellen müssen gegen möglichen Eingriff gesichert werden – insbesondere Auflaufstellen zwischen Antriebselement (Kette oder Riemen) und Tragrollen.
Rollen- oder Kugelbahnen sind bei richtiger konstruktiver Auslegung und Anpassung auf die Anforderungen des Transportgutes sehr robust und langlebig. Sie verursachen zudem einen nur geringen Wartungs- aufwand. Da hier sehr viele Gleichteile wie Rollen, Kugeln, Antriebe und Antriebselemente verwendet werden, die in großen Stückzahlen hergestellt werden, wird beispielsweise bei einer notwendigen Instandset- zung oft die komplette Bandrolle ausgetauscht, da eine Reparatur oft unwirtschaftlich ist.
Pneumatische Stetigförderer mit Druckluft oder Vakuum
Das Vakuumband ist eine Sonderform des Bandförderers. Dabei ist das Förderband gelocht, sodass der Unterdruck in einem gleichzeitig als Bandauflage dienenden Vakuumkanal das Fördergut auf dem Band fixiert. Bei vielen Transportvorgängen in Maschinen zur Herstellung von flexiblen Verpackungen ist aufgrund von beengten Platzverhältnissen und der Beschaffenheit der Materialien ein Transportsystem wie oben beschrieben nicht einsetzbar. In diesen Fällen sind Transporte mittels Luftpolster/Blasluft oder durch Vakuum oft die alleinigen Möglichkeiten.
Luftkissentische ermöglichen einen fast reibungsfreien Transport durch die Bildung eines dünnen Luftkissens unter dem ebenen Transportgut. Damit sich das Luftkissen auch wirklich nur an den vom Transportgut benötigten Stellen ausbildet, sind in der Tischoberfläche federbelastete Kugelrückschlagventile eingebaut: Sie geben den Luftstrom frei, wenn das Gewicht des Transportgutes die eine mit einer Feder abgestützte Kugel nach unten drückt. Damit eine horizontale Vorwärtsbewegung des Transportgutes stattfinden kann, muss der Lufttisch eine entsprechend große Neigung besitzen. Die einzelnen Kugelrückschlagventile müssen unterhalb des Tisches durch Schläuche mit einem Lufterzeuger verbunden werden. Die verwendete Blasluft wird in den meisten Fällen durch Ringverdichter (Druck 300 – 500 mbar) direkt am Tisch erzeugt. Druckluft wird aus Kostengründen in den meisten Fällen nicht eingesetzt.
Insbesondere beim Vereinzeln von Stapeln (zum Beispiel für Druckmaschinen und Konfektionsmaschinen) kommt in den sogenannten Anlegern oft eine Kombination von Blasluft und Vakuum zum Einsatz. Ein Vakuum-Saugkopf hebt unterstützt von Blasluft und Abstreifern einen Bogen vom Stapel. Dabei muss die Saugkraft aber so eingestellt werden können, dass immer nur ein Bogen sicher angesaugt wird. Getaktete Blasluft wird nun zwischen die Bogen geblasen und bringt den gesamten obersten Bogen zum Schweben. Dieser Bogen wird durch eine horizontale Bewegung in den Materialfluss durch die Maschine eingeschleust. Wichtig: Für ein einwandfreies und störungsfreies Arbeiten des Anlegers müssen die Parameter „Saug- und Druckluft“ sowie die darauf abgestimmten mechanischen Bewegungsabläufe optimal eingestellt sein. Diese Grundeinstellungen werden in der Regel beim Rüsten eingestellt und getestet. Verschmutzungen durch Materialabrieb (Papierstaub), Änderungen der Materialoberflächen (Rutschwerte, elektrostatische Aufladungen) oder auch Schwankungen im Druck der Vakuum- und Luftversorgung können zu Änderungen der optimalen Parameter führen, sodass es zu Leistungseinbußen oder Störungen kommen kann.
Anleger haben aufgrund des Konstruktionsprinzips einen hohen Wartungs- und Inspektionsbedarf: Sie arbeiten nur bei sauberen und unbeschädigten Druck- und Vakuumdüsen einwandfrei. Auch die Mechanik wird bei Taktzahlen bis zu zu 400 Takten/Minute stark beansprucht, sodass die Vorschriften für Schmier- und Wartungsintervalle der Hersteller strikt einzuhalten sind.
Ablagesysteme
Ablagesysteme nennt man technische Einrichtungen zum Prüfen, Aussortieren, Sammeln, Stapeln und Verpacken von Halbfertig- oder Fertigprodukten von Konfektionsmaschinen. Dabei werden als Grundeinheiten für den Transport der Produkte wieder alle Arten der schon beschriebenen Stetigförderer eingesetzt. Je nach Aufgabenstellung können diese um zusätzliche Module erweitert werden. Diese können zum Beispiel über Kameras oder Sensoren Ausschuss ausschleusen oder Stapel bilden, die dann in den Umverpackungen zum Endkunden oder zur Weiterverarbeitung gelangen. Die Anforderungen an die Ausgestaltung und Leistungsfähigkeit der einzelnen Prozessschritte hängt im Wesentlichen mit den Produktionsgeschwindigkeiten zusammen.
Bei geringen Taktgeschwindigkeiten und geringen Stückgewichten sind durchaus auch rein manuelle Tätigkeiten an den Ablagesystemen wirtschaftlich. Jedoch ist bei immer größeren Taktgeschwindgkeiten oft nur noch ein vollautomatischer Ablauf möglich.
Vollautomatische Ablagesysteme werden häufig aus standardisierten Baukastensystemen dem jeweiligen Anwendungsfall entsprechend konfiguriert. Grundbestandteile eines solchen Systems sind Flächenportale, auch als Flächen-Portalroboter bezeichnet. Sie basieren auf einem in XY-Achse (Abbildung 310) verfahrbaren Linearachsensystem.

Abb. 310: Linearachssystem in XY-Achse (Quelle: Eigene Darstellung)
Eine zusätzliche Linienachse in Z-Richtung führt zu einem System mit dreidimensionalem Arbeitsraum, der durch weitere Drehachsen zu noch mehr Freiheitsgraden führt. Die Schnittstelle zwischen Roboter und Werkstück stellt der Greifer dar, da je nach Werkstück Geometrie, Gewicht und Oberflächenbeschaffenheit speziell angepasst werden müssen. In der Verpackungsindustrie werden häufig pneumatische Greifersysteme eingesetzt. Diese haben sich bei ebenflächigen, glatten und weitgehend luftundurchlässigen Werkstücken bewährt.
Abbildung 311: Greifersystem mit dreidimensionalem Arbeitsraum (Quelle: Eigene Darstellung)
Für solche Ablagesysteme werden oft Baukastenteile verwendet. Der Aufwand für die Wartung und Instandhaltung ist deshalb zumeist sehr gering. Im Schadensfall wird meist einfach eine Baugruppe ausgetauscht. Denn die Reparatur einzelner Teile wäre teuer. Die Wartung und Inspektion der Sicherheitseinrichtungen von automatischen Ablagesystemen erfordert dagegen besondere Aufmerksamkeit. Diese Einrichtungen müssen jederzeit einwandfrei und manipulationssicher funktionieren, um den gewünschten Bewegungsablauf kollisionsfrei zu gewährleisten und den unbefugten Zutritt von Personen in den Gefährdungsbereich zu verhindern. Gefordert ist hier eine Gefährdungsbeurteilung des Anlagenbetreibers. Das ist eine detaillierte Analyse aller möglichen Gefährdungen für Personen und Umwelt. In der Folge sind geeignete technische, organisatorische und persönliche Maßnahmen zu treffen, um Gefährdungen zu reduzieren oder zu beseitigen.

Abb. 312: Greifersystem im Produktionsumfeld (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.3 Fließbilder
Fließbilder verfahrenstechnischer Anlagen nach DIN 28004 sind vereinfachte, zeichnerische Darstellungen von Aufbau und Funktion mithilfe von Bild- und Schriftzeichen. Sie erleichtern dem Betreiber solcher Anlagen das Verständnis des Verfahrensablaufes und der Zusammenhänge beim Beeinflussen von Prozessschritten oder bei der Beseitigung von Störungen. Nach DIN 28004 werden drei Arten von Fließbildern unterschieden:
• Grundfließbild (auch Blockfließbild)
• Verfahrensfließbild (auch Prozessfließbild)
• Rohrleitungs- und Instrumentenfließbild (R & I-Fließbild).
4.3.1 Grundfließbild
Im Grundfließbild werden Verfahrensschritte, Anlagen oder Anlagenteile durch Rechtecke dargestellt, die durch Linien verbunden werden. Grundfließbilder stellen einen Überblick über das Verfahren und die Grundzusammenhänge dar. Sie können die Verfahrensabschnitte oder die Anlagenkomponenten veranschaulichen. In den Grundfließbildern werden oft auch wichtige Zusatzinformationen eingefügt. Dies könnten zum Beispiel Volumenströme, Drücke oder Temperaturen sein.
- Zum Verfassen von Kommentaren bitte anmelden.
4.3.2 Verfahrensfließbilder
Verfahrensfließbilder enthalten Details zu Maschinen und Geräten, zu Rohrleitungen und Armaturen sowie Angaben zu den Stoffströmen und Prozessparametern. Neben den Vorschriften DIN 2402, DIN 2403 und DIN 2406 für die Darstellung und Kennzeichnung von Rohrleitungen sind für die Verfahrensfließbilder wichtig:
• DIN 19227 grafische Symbole und Kennbuchstaben für die Prozessleittechnik
• DIN 28004 Fließbilder verfahrenstechnischer Anlagen.
Die hier genannten Vorschriften enthalten eine große Anzahl an Symbolen und Festlegungen, die nicht alle für die Papierindustrie benötigt werden. Deshalb werden im Folgenden nur ausgewählte Inhalte zusammen-gestellt. Werden darüber hinaus hier nicht genannte oder für die Papierindustrie besondere Symbole verwendet, so werden diese an der entsprechenden Stelle erläutert.
Symbole für Rohrleitungen

Abb. 313: Symbole für Rohrleitungen (Quelle: Eigene Darstellung)
Kennzeichnung von Rohrleitungen nach dem Durchflussstoff

Abb. 314: Farben zeigen, was durch Rohrleitungen fließt. Die DIN 2403 enthält Festlegungen für weitere Durchflussstoffe, jedoch werden in der Praxis diese Festlegungen nicht immer durchgesetzt. (Quelle: Eigene Darstellung)
Symbole für Armaturen

Abb. 315: Schieber, Kugelventil und so weiter? Wer die Symbole kennt, weiß Bescheid. (Quelle: Eigene Darstellung)
Stellantriebe für Armaturen:

Abb. 316: Ist die Armatur von Hand, motorisch, hydraulisch zu bedienen? Symbole informieren darüber. (Quelle: Eigene Darstellung)
Grafische Symbole und Kennbuchstaben für die Prozessleittechnik nach DIN 19227:

Abb. 317: Symbole für die Prozessleittechnik (Quelle: Eigene Darstellung)
Aus den Angaben im Messstellenkreis soll hervorgehen:
• die Messgröße
• die Art der Messwertverarbeitung und
• Ortsangaben.
Im oberen Teil des Messstellenkreises sind die für die Messgrößen und die Messwertverarbeitung festgelegten Kennbuchstaben zu verwenden. Im unteren Teil des Messstellenkreises sind frei wählbare Bezeichnungen für die Messstelle einzusetzen – zum Beispiel eine Messstellennummer.
Kennbuchstaben für verfahrenstechnische Fließbilder
Die Kennbuchstaben in verfahrenstechnischen Fließbildern sind Abkürzungen für englische Begriffe.


Abb. 318: Kennbuchstaben und ihre Bedeutung (Quelle: Eigene Darstellung)

Abb. 319: Symbole und Kennbuchstaben in der Anwendung (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.3.3 R & I-Fließbilder
Im Rohrleitungs- und Instrumentenfließbild werden technische Einzelheiten zur Durchführung des Prozesses und der apparative Aufbau der Anlage dargestellt. Da diese Fließbilder häufig sehr umfangreich sind, kann die Teilung in verschiedene Darstellungsebenen sinnvoll sein, die das R & I-Fließbild immer nur für einen vorher im Verfahrensfließbild ausgewählten Bereich anzeigen.

Abb. 320: R & I-Fließbilder sind oft so umfangreich, dass nur Auszüge gezeigt werden. (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.4 Pneumatische Schaltungen
4.4.1 Überblick
Druckluft als Energieform lässt sich über Jahrtausende zurückverfolgen. Natürliche Luftströmungen als Antrieb für Segelschiffe und Windmühlen sind jedem bekannt. Das Wort Pneumatik leitet sich aus dem griechischen Wort Pneuma ab, das soviel wie Atem oder Hauch bedeutet. Die Pneumatik, die wir heute unter diesem Wort verstehen, kam mit der Automatisierung in den 50er-Jahren aus den USA. Die Pneumatik spielt in der automatisierten Arbeitswelt eine große Rolle und gewinnt noch an Bedeutung. Viele Fertigungsprozesse wären ohne Pneumatik nicht denkbar. In den folgenden Branchen gehört die Pneumatik als fester Bestandteil zu fast jeder Fertigungsanlage. Branchen, in denen dieses Verfahren verwendet wird:
• Automobilindustrie
• Chemie, Petrochemie und Pharmaindustrie
• Druck- und Papierindustrie• Maschinenbau
• Nahrungsmittelindustrie
• Trink- und Abwassertechnik
• Verpackungsindustrie
Die Pneumatik kommt dabei für die Ausführung der folgenden Funktionen zum Einsatz:
• Erfassen von Zuständen durch Eingabeelemente
• Informationsverarbeitung mit Verarbeitungselementen
• Schalten von Arbeitselementen durch Stellelemente
• Verrichten von Arbeit mit Arbeitselementen
Der technologische Fortschritt bei Material, Konstruktions- und Produktionsverfahren hat die Qualität und Vielfalt der pneumatischen Bauelemente zusätzlich verbessert und somit zu einem verbreiteten Einsatz in der Automatisierungstechnik beigetragen.
Vorteile der Pneumatik
Luft ist praktisch überall in unbegrenzter Menge verfügbar. Sie kann sehr einfach in Rohrleitungen über weite Strecken transportiert werden. Druckluft kann in einem Druckbehälter gespeichert und von dort entnommen werden. Der Druckbehälter kann zusätzlich noch transportabel sein. Druckluft ist nahezu unempfindlich gegen Temperaturschwankungen. Dies garantiert einen zuverlässigen Betrieb selbst unter extremen Bedingungen. Druckluft bietet kein Risiko in Bezug auf Feuer- oder Explosionsgefahr. Nicht geölte entweichende Druckluft verursacht keine Verschmutzung von Werkstücken und keine Umweltbelastung. Die Arbeitselemente sind einfach in ihrem Aufbau und daher preiswert. Druckluft ist ein schnelles Arbeitsmedium. Es können hohe Kolbengeschwindigkeiten und kurze Schaltzeiten erzielt werden. Pneumatische Werkzeuge und Arbeitselemente können bis zum Stillstand belastet werden und sind überlastsicher.
Nachteile der Pneumatik
Druckluft muss aufbereitet werden, da Pneumatikkomponenten sonst durch Schmutzpartikel und Kondenswasser verstärkt verschleißen könnten. Mit Druckluft kann man keine gleichmäßigen und kon-stanten Kolbengeschwindigkeiten erzielen. Druckluft ist nur bis zu einem bestimmten Kraftbedarf wirtschaftlich. Bei dem normalerweise verwendeten Betriebsdruck von 600 bis 700 kPa (6 bis 7 bar) und in Abhängigkeit von Hub und Geschwindigkeit liegt diese Grenze zwischen 40.000 und 50.000 N. Das Entweichen der Luft ist mit hoher Geräuschentwicklung verbunden. Dieses Problem kann aber weitgehend durch schallabsorbierende Materialien und Schalldämpfer gelöst werden.
Erklärung: kPa = Kilopascal = 1000 Pascal. Ein Druck von 100 kPa entspricht dabei 1 bar. Diese Einheit ist jedem bekannt, der schon einmal den Reifendruck kontrolliert hat. Etwas über 2 bar sind hier die Regel. Der normale Betriebsdruck von Pneumatik-Komponenten ist deutlich höher.
- Zum Verfassen von Kommentaren bitte anmelden.
4.4.2 Physikalische Grundlagen
Luft ist ein Gasgemisch und hat die folgende Zusammensetzung:
• rund 78 Vol. % Stickstoff
• rund 21 Vol. % Sauerstoff
Zusätzlich sind Spuren von Kohlendioxid, Argon, Wasserstoff, Neon, Helium, Krypton und Xenon enthalten.
Druck
1 Pa entspricht dem Druck, den eine senkrecht wirkende Kraft von 1 N (Newton) auf eine Fläche von 1 m² ausübt.

Kraft F in N, Fläche A in m², Druck p in Pa
Der Druck, der direkt auf der Erdoberfläche herrscht, wird als atmosphärischer Druck (pamb) bezeichnet. Dieser Druck wird auch Bezugs-druck genannt. Der Bereich oberhalb dieses Drucks heißt Überdruck-bereich (pe > 0), der Bereich unterhalb heißt Unterdruckbereich (pe < 0). Die atmosphärische Druckdifferenz pe berechnet sich nach der Formel:
pe = pabs - pamb
Dies wird durch das folgende Diagramm verdeutlicht:

Abb. 321: Luftdruck (Quelle: Eigene Darstellung)
Der atmosphärische Druck ist nicht konstant. Sein Wert ändert sich mit der geografischen Lage und dem Wetter. Der absolute Druck pabs ist der auf Druck Null – Vakuum – bezogene Wert. Er ist gleich der Summe des atmosphärischen Drucks und des Über- beziehungsweise Unterdrucks. In der Praxis werden hauptsäch-lich Druckmessgeräte verwendet, die nur den Überdruck pe anzeigen. Der absolute Druckwert pabs ist ungefähr 100 kPa (1 bar) höher.
Normzustand
In der Pneumatik ist es üblich, sämtliche Angaben über Luftmengen auf den sogenannten Normzustand zu beziehen. Der Normzustand nach DIN 1343 ist ein durch Normtemperatur und Normdruck festgelegter Zustand eines festen, flüssigen oder gasförmigen Stoffes:
Normtemperatur Tn = 273,15 K, tn = 0 °C
Normdruck pn = 101.325 Pa = 1,01325 bar
- Zum Verfassen von Kommentaren bitte anmelden.
4.4.3 Druckluft – Erzeugung, Aufbereitung und Verteilung
1. Drucklufterzeugung
Zur Erzeugung der Druckluft werden Verdichter eingesetzt. Die Auswahl eines Verdichters hängt vom Arbeitsdruck und von der benötigten Luftmenge ab. Man teilt Verdichter in die folgenden Bauarten ein:
• Hubkolbenverdichter
• Drehkolbenverdichter
• Strömungsverdichter
Hubkolbenverdichter
Ein Hubkolben verdichtet die über das Einlassventil angesaugte Luft. Über das Auslassventil wird die komprimierte Luft weitergegeben.

Abb. 322: Einstufiger Hubkolbenverdichter – Schnittbild (Quelle: Eigene Darstellung)
Hubkolbenverdichter werden häufig eingesetzt, da sie für große Druckbereiche erhältlich sind. Zur Erzeugung höherer Drücke werden mehrstufige Verdichter verwendet. Die Luft wird dabei zwischen den einzelnen Verdichterstufen abgekühlt. Die optimalen Druckbereiche für Hubkolbenverdichter liegen bei:
• bis 600 kPa (6 bar) einstufig
• bis 1500 kPa (15 bar) zweistufig
Druckluftspeicher
Die erzeugte Druckluft wird einem Druckluftspeicher zugeführt. Der Druckluftspeicher gleicht Druckschwankungen bei der Entnahme der Druckluft vom System aus. Sinkt der Druck im Druckluftspeicher unter einen bestimmten Wert ab, so füllt ihn der Verdichter so lange auf, bis der eingestellte obere Druckwert wieder erreicht wird. Dies hat den Vorteil, dass der Verdichter nicht im Dauerbetrieb arbeiten muss. Durch die relativ große Oberfläche des Speichers wird die Druckluft im Druckluftspeicher abgekühlt. Dabei wird Kondenswasser ausgeschieden, das über einen Ablasshahn regelmäßig abgelassen werden muss.
Lufttrockner
Zu große Feuchtigkeitsmengen in der Druckluft setzen die Lebensdauer pneumatischer Systeme herab. Daher ist es notwendig, Lufttrockner zwischenzuschalten, um den Feuchtigkeitsgehalt der Luft zu senken. Zum Trocknen der Luft stehen folgende Verfahren zur Verfügung:
• Kältetrocknung
• Adsorptionstrocknung
• Absorptionstrocknung
2. Druckluftaufbereitung
Die einzelnen Funktionen der Druckluftaufbereitung Filtern, Regeln und Ölen können mit Einzelelementen erfüllt werden. Diese Funktionen sind oft in einer Baueinheit, der Wartungseinheit, zusammengefasst worden. Wartungseinheiten sind jeder pneumatischen Anlage vorgeschaltet.Die richtige Kombination sowie die korrekte Größe und Bauart werden von der Anwendung und den Ansprüchen des Systems bestimmt. Um die Luftqualität für jede Aufgabe zu garantieren, werden Wartungseinheiten in jedem Steuerungssystem installiert.

Abb. 323: Wartungseinheit mit Wasserabscheider, Druckluftfilter, Druckregelventil, Druckmessgerät und Druckluftöler – Symbole, links: ausführliche Darstellung; rechts: vereinfachte Darstellung (Quelle: FESTO Didactic)
Druckluftfilter
Damit die Luft frei von Flüssigkeiten und Schmutzteilchen ist, wird sie im Druckluftfilter gereinigt. Das ist wichtig, damit Druckluftanlagen einwandfrei funktionieren. Je nach Einsatz kann Luft auch mit Öl angerei-chert werden. Der Druckluftfilter hat die Aufgabe, Verunreinigungen sowie Kondensat aus der durchströmenden Druckluft zu entfernen. Die Druckluft strömt durch Leitschlitze in die Filterschale. Hier werden Flüssigkeitsteilchen und Schmutzpartikel durch Zentrifugalkraft vom Luftstrom getrennt. Die herausgelösten Schmutzpartikel setzen sich im unteren Teil der Filterschale ab. Das gesammelte Kondensat muss vor Überschreiten der Maximalgrenze abgelassen werden, da es sonst dem Luftstrom wieder zugeführt wird.
Druckregelventil
Das Druckregelventil hat die Aufgabe, den Arbeitsdruck der Anlage (Sekundärdruck) konstant zu halten, ohne Rücksicht auf Schwankungen des Leitungsdrucks (Primärdruck) und des Luftverbrauchs.
Druckluftöler
Der Druckluftöler hat die Aufgabe, die Luft mit einer dosierten Ölmenge anzureichern, wenn dies für den Betrieb der pneumatischen Anlage notwendig ist. Der Einsatz eines Druckluftölers ist in modernen Anlagen nicht mehr generell notwendig. Er ist nur bei Bedarf gezielt – vor allem im Leistungsteil einer Anlage – einzusetzen. Die Druckluft im Steuerteil sollte nicht geölt werden.
Druckmessgeräte

Abb. 324: Rohrfeder-Manometer – Schnittbild und Symbol (Quelle: Eigene Darstellung)
Ein Rohrfeder-Manometer besteht im Wesentlichen aus einer C-förmig gebogenen Metallröhre, die einseitig geschlossen und am anderen Ende starr mit dem Anschlussflansch verbunden ist. Innerhalb der Röhre bildet sich der zu messende Druck, außerhalb dient der Umgebungsdruck als Referenz. Ist der zu messende Druck kleiner als der aktuelle Atmosphärendruck, so erhöht sich die Krümmung der Metallröhre. Ist der zu messende Druck höher als der Atmosphärendruck, so streckt sich die Metallröhre. Am geschlossenen Ende der Feder ist ein Messwerk angebracht – deren Auslenkung kann auf einer Skala angezeigt werden. Die Skalenanzeige ist linear und für Über- sowie Unterdruck (negative Werte) möglich.
3. Druckluftverteilung
Es sind einige Punkte zu beachten, um eine zuverlässige und störungsfreie Druckluftverteilung zu gewährleisten:
• Dimensionierung des Rohrsystems
• verwendetes Rohmaterial
• Durchflusswiderstand
• Rohranordnung und
• Wartung

Abb. 325: Verbundnetz zur Druckluftverteilung (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.4.4 Lineare Antriebe
1. Einfachwirkende Zylinder
Einfachwirkende Zylinder werden nur von einer Seite mit Druckluft beaufschlagt. Diese Zylinder können nur nach einer Richtung Arbeit leisten. Die Einfahrbewegung der Kolbenstange erfolgt durch eine eingebaute Feder oder durch äußere Krafteinwirkung. Die Federkraft der eingebauten Feder ist so bemessen, dass sie den Kolben ohne Last mit genügend großer Geschwindigkeit in seine Ausgangsstellung zurückbringt.

1: Abschlussdeckel, 2: Druckluftanschluss, 3: Magnetring, 4: Zylinderrohr, 5: Entlüftungsbohrung, 6: Kolbenstange, 7: Führungsbuchse, 8: Lagerdeckel, 9: Rückstellfeder, 10: Kolben, 11: Kolbendichtung
Abb. 326: Einfachwirkender Zylinder – Schnittbild und Symbol (Quelle: Eigene Darstellung)
Bei einfachwirkenden Zylindern mit eingebauter Feder ist der Hub durch die Baulänge der Feder begrenzt. Daher werden einfachwirkende Zylinder bis ca. 100 mm Hublänge gebaut. Der einfachwirkende Zylinder hat eine einfache Kolbendichtung an der druckbeaufschlagten Seite. Die Abdichtung erfolgt durch flexibles Material (Perbunan), das dichtend in einem Metall- oder Kunststoffkolben eingebettet ist. Perbunan ist eine Markenbezeichnung für einen bestimmten Synthesekautschuk. Bei Bewegung gleiten die Dichtkanten auf der Zylinderlauffläche. Aufgrund der Bauart kann der einfachwirkende Zylinder verschiedene Bewegungsfunktionen ausführen, die man mit Zubringen bezeichnet – zum Beispiel:
• Weitergeben
• Abzweigen
• Zusammenführen, Zuteilen
• Spannen
• Ausgeben

Abb. 327: Schaltplan – Ansteuerung eines einfachwirkenden Zylinders mit einem 3/2-Wege ventil, Sperr-Ruhestellung (Quelle: Eigene Darstellung)
2. Doppeltwirkender Zylinder
Doppeltwirkende Zylinder werden von beiden Seiten mit Druckluft beaufschlagt. Diese Zylinder können in beide Richtungen arbeiten. Die auf die Kolbenstange übertragene Kraft ist für den Vorhub etwas größer als für den Rückhub, da die beaufschlagte Fläche auf der Kolbenseite größer ist als die auf der Kolbenstangenseite.

Abb. 328: Doppelt wirkender Zylinder mit Endlagendämpfung – Schnittbild und Symbol (Quelle: Eigene Darstellung)
Wenn ein Zylinder große Massen bewegt, so verwendet man eine Dämpfung in der Endlage, um hartes Aufschlagen und Beschädigungen des Zylinders zu vermeiden. Vor Erreichen der Endlage unterbricht ein Dämpfungskolben den direkten Abflussweg der Luft ins Freie. Dafür bleibt ein sehr kleiner, oft einstellbarer Abflussquerschnitt frei. Während des letzten Teils des Hubweges wird die Fahrgeschwindigkeit zunehmend reduziert. Es ist darauf zu achten, dass die Einstellschrauben nie ganz zugedreht sind, da dann die Kolbenstange die jeweilige Endlage nicht erreichen kann. Bei sehr großen Kräften und hoher Beschleunigung müssen besondere Vorkehrungen getroffen werden. Es werden externe Stoßdämpfer angebracht, um die Verzögerungswirkung zu verstärken. Zusätzlich zu den Standardversionen von Zylindern wird eine Vielzahl von Varianten angeboten:
• Zylinder mit durchgehender Kolbenstange
• Tandemzylinder und
• Mehrstellungszylinder
3. Zylinderaufbau
Der Zylinder besteht aus Zylinderrohr, Abschluss- und Lagerdeckel, Kolben, Kolbenstange, Führungsbuchse, Schmutzabstreifer, Verbindungsteilen und Dichtungen. Das Zylinderrohr wird aus nahtlos gezogenem Stahlrohr hergestellt. Damit die Lebensdauer der Dichtelemente erhöht wird, sind die Laufflächen des Zylinders feinst bearbeitet. Zunehmend wird das Zylinderrohr auch aus Aluminiumprofilrohr hergestellt. Für den Abschluss- und Lagerdeckel wird Gussmaterial verwendet (Aluminium- oder Temperguss). Die Befestigung der beiden Deckel mit dem Zylinderrohr kann mit Zugstangen, Gewinden oder Flanschen er-folgen. Die Kolbenstange wird vorzugsweise aus Vergütungsstahl hergestellt. Die Gewinde sind zur Verminderung der Bruchgefahr gerollt. Durch den Magnetring auf dem Kolben ist eine berührungslose Abfrage der Kolbenposition möglich. Zur Abdichtung der Kolbenstange ist im Lagerdeckel ein Nutring ein-gebaut. Die Führung der Kolbenstange erfolgt durch die Führungsbuchse, die aus Sinterbronze oder kunststoffbeschichteten Metallbuchsen sein kann. Vor dieser Lagerbuchse befindet sich ein Abstreifring. Er verhindert, dass Staub- und Schmutzteile in den Zylinderraum kommen. Ein Faltenbalg ist daher nicht nötig. Werkstoffe für die Kolbendichtung sind Perbunan, Viton oder Teflon. Viton ist ein Markenname für Fluorelastomere. Viton wird in der Technik als Dichtungsmaterial mit hoher thermischer und chemischer Beständigkeit eingesetzt. O-Ringe werden zur statischen Abdichtung eingesetzt.

Abb. 329: Schaltplan – Ansteuerung eines doppeltwirkenden Zylinders mit einem 5/2-Wegeventil (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.4.5 Ventile
Ventile haben die Aufgabe, den Druck oder den Durchfluss von Druckmedien zu steuern. Je nach Bauart lassen sie sich in folgende Ka-tegorien einteilen:
• Wegeventile
• Sperrventile
• Stromventile
• Druckventile
• Absperrventile
Die Anschlüsse der Wegeventile sind nach DIN ISO 5599-3 nummeriert.

Abb. 330: Übersicht Anschlüsse der Wegeventile (Quelle: Eigene Darstellung)
1. Wegeventile
Das Wegeventil steuert den Durchgang von Luftsignalen oder Luftströmen. Es sperrt, öffnet oder verändert die Durchlassrichtung des Druckmediums.
Das Ventil wird beschrieben durch:
Anzahl der Anschlüsse (Wege): 2-Wege, 3-Wege, 5-Wege, etc.
Anzahl der Schaltstellungen: 2 Stellungen, 3 Stellungen, etc.
Ventilbetätigungsart: muskelkraftbetätigt, mechanisch betätigt, druckluftbetätigt, elektrisch betätigt
Rückstellungsarten: rückgestellt, druckrückgestellt
Als Eingabeelement kann das Wegeventil zum Beispiel durch einen Rollenhebel betätigt werden, um eine Kolbenstangenposition abzufragen. Das Konstruktionsprinzip eines Wegeventils ist ein wichtiger Faktor für die Lebensdauer, Schaltzeit, Betätigungsart, Anschlussmethoden und Größe. Nach der Konstruktionsart unterscheidet man:
• Sitzventile
° Kugelsitzventile
° Tellersitzventile
• Schieberventile
° Längsschieberventile (Kolbenventile)
° Längs-Flachschieberventile
° Plattenschieberventile
Sitzventile
Bei Sitzventilen werden die Wege mittels Kugel, Teller, Platte oder Kegel geöffnet oder geschlossen. Die Ventilsitze sind in der Regel mit Gummidichtungen abgedichtet. Sitzventile haben kaum Verschleißteile und deshalb eine lange Lebensdauer. Sie sind schmutzunempfindlich und widerstandsfähig. Die benötigte Betätigungskraft ist jedoch relativ hoch, da die Kraft der eingebauten Rückstellfeder und der Luftdruck überwunden werden müssen.
Schieberventile
Bei Schieberventilen werden die einzelnen Anschlüsse durch Längsschieber, Längs-Flachschieber oder Plattenschieber verbunden oder geschlossen.
Mechanisch betätigtes 3/2-Wegeventil
Mit dem 3/2-Wegeventil können Signale gesetzt und rückgesetzt werden. Das 3/2-Wegeventil hat drei Anschlüsse und zwei Schaltstellungen.

Abb. 331: 3/2-Wege-Stößelventil, Sperr-Ruhestellung, Tellersitz – Schnittbilder und Symbole; links: unbetätigt; rechts: betätigt (Quelle: Eigene Darstellung)
Das Ventil ist nach dem Tellersitzprinzip aufgebaut. Die Dichtung ist einfach und wirksam. Die Ansprechzeit ist kurz, und über einen kleinen Bewegungsweg wird ein großer Querschnitt zum Durchströmen der Luft frei. Wie die Kugelsitzventile sind auch diese Ventile schmutzunempfindlich und haben daher eine lange Lebensdauer. Die 3/2-Wegeventile werden für Steuerungen mit einfachwirkenden Zylindern oder zum Ansteuern von Stellelementen verwendet.
Vorgesteuertes 3/2-Wege-Rollenhebelventil
Wird der Rollenhebel betätigt, so öffnet das Vorsteuerventil. Die Ventilumsteuerung erfolgt in zwei Phasen: Zunächst wird der Anschluss 2 nach 3 gesperrt, dann der Anschluss 1 nach 2 geöffnet. Die Rückstellung erfolgt durch Loslassen des Rollenhebels.

Abb. 332: 3/2-Wege-Rollenhebelventil, vorgesteuert, Sperr-Ruhestellung – Schnittbilder und Symbole; links: unbetätigt; rechts: betätigt (Quelle: Eigene Darstellung)
Funktionsweise der Vorsteuerstufe bei manuell und mechanisch betätigten Wegeventilen
Bei vorgesteuerten Wegeventilen wird der Ventilkolben indirekt betätigt. Vorgesteuerte Ventile benötigen nur geringe Betätigungskräfte. Ein Kanal mit kleinem Durchmesser verbindet den Druckluftanschluss 1 mit dem Vorsteuerventil. Öffnet das Vorsteuerventil, so strömt die anstehende Druckluft zur Membran und bewegt den Ventilteller des Hauptventils nach unten. Wird das Vorsteuerventil gesperrt, erfolgt die Entlüftung an der Führungsbuchse des Stößels entlang. Bei federrückgestellten Wegeventilen wird der Ventilteller des Hauptventils durch die Rückstellfeder in seine Ausgangslage gebracht.

Abb. 333: Vorsteuereinheit – Schnittbilder; links unbetätigt; rechts betätigt (Quelle: Eigene Darstellung)
3/2-Wege-Pneumatikventil
Das druckluftbetätigte 3/2-Wege-Pneumatikventil wird über ein pneumatisches Signal am Eingang 12 betätigt.
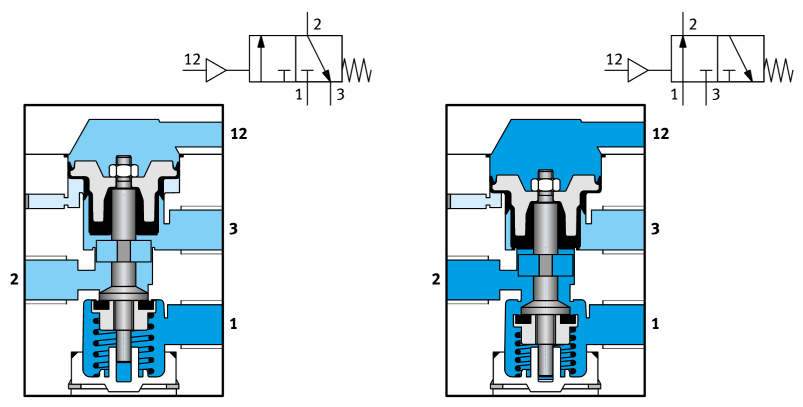
Abb. 334: 3/2-Wege-Pneumatikventil, Sperr-Ruhestellung, druckluftbetätigt, mit Rückstellfeder – Schnittbilder und Symbole; links: unbetätigt; rechts: betätigt (Quelle: Eigene Darstellung)
Durch die Beaufschlagung des Steuerkolbens mit Druckluft bei Anschluss 12 wird der Ventilstößel gegen die Rückstellfeder umgesteuert. Die Anschlüsse 1 und 2 werden miteinander verbunden. Nach Entlüftung des Steueranschlusses 12 wird der Steuerkolben durch die eingebaute Feder in die Ausgangslage zurückgestellt. Der Teller schließt 1 nach 2 ab. Die Abluft der Arbeitsleitung 2 kann über 3 entlüften. Das 3/2-Wege-Pneumatikventil mit Rückstellfeder kann in Sperr-Ruhestellung und Durchfluss-Ruhestellung verwendet werden.
5/2-Wegeventile
Das 5/2-Wegeventil hat fünf Arbeitsanschlüsse und zwei Schaltstellungen. Es wird hauptsächlich als Stellelement für die Ansteuerung von doppeltwirkenden Zylindern eingesetzt. Ein Beispiel für ein 5/2-Wegeventil ist das Längsschieberventil. Als Steuerelement besitzt es einen Steuerkolben, der die entsprechenden Anschlüsse durch Längsbewegungen miteinander verbindet beziehungsweise trennt. Im Gegensatz zum Kugel- oder Tellersitzprinzip ist die Betätigungskraft dabei gering, weil weder anstehender Luftdruck noch Federdruck zu überwinden ist. Bei den Längsschieberventilen sind sämtliche Betätigungsarten – manuell, mechanisch, elektrisch oder pneumatisch – möglich. Auch zur Rückstellung des Ventils in seine Ausgangslage können diese Betätigungsarten angewandt werden.

Abb. 335: 5/2-Wege-Pneumatikimpulsventil, Längsschieberprinzip – Schnittbild und Symbol (Quelle: Eigene Darstellung)
2. Sperrventile
Das Sperrventil erlaubt den Durchfluss des Luftstroms in nur einer Richtung. Anwendung findet dieses Prinzip in Rückschlagventilen, Wechselventilen, Zweidruckventilen und Schnellentlüftungsventilen.
Rückschlagventile
Rückschlagventile können den Durchfluss in einer Richtung vollständig sperren, in entgegengesetzter Richtung strömt die Luft mit möglichst geringem Druckverlust durch. Die Absperrung der einen Richtung kann durch Kegel, Kugel, Platte oder Membran erfolgen.

Abb. 336: Rückschlagventil – Schnittbild und Symbol (Quelle: Eigene Darstellung)
Zweidruckventil: logische UND-Funktion
Das Zweidruckventil hat zwei Eingänge, 1 und 1(3), und einen Ausgang 2. Der Durchfluss ist nur dann gegeben, wenn beide Eingangssignale vorliegen. Ein Eingangssignal bei 1 oder 1(3) sperrt den Durchfluss aufgrund der Differenzkräfte am Kolbenschieber. Bei zeitlichen Unterschieden der Eingangssignale und bei gleichem Eingangsdruck gelangt das zuletzt angekommene Signal zum Ausgang. Bei Druckunterschieden der Eingangssignale schließt der größere Druck das Ventil, und der kleinere Luftdruck gelangt zum Ausgang 2. Das Zweidruckventil wird hauptsächlich bei Verriegelungssteuerungen, Kontrollfunktionen beziehungsweise logischen UND-Verknüpfungen verwendet.

Abb. 337: Zweidruckventil: UND-Funktion – Schnittbilder und Symbol (Quelle: Eigene Darstellung)
Wechselventil: logische ODER-Funktion
Dieses Sperrventil besitzt zwei Eingänge, 1 und 1(3), und einen Ausgang 2. Wird der Eingang 1 mit Druckluft beaufschlagt, so dichtet der Kolben den Eingang 1(3) ab, die Luft strömt von 1 nach 2. Gelangt die Luft von 1(3) nach 2, so wird der Eingang 1 abgesperrt. Bei Rückströmung der Luft, wenn das nachgeschaltete Ventil entlüftet wird, bleibt der Kolben durch die Druckverhältnisse in der vorher eingenommenen Lage. Dieses Ventil wird auch als ODER-Glied bezeichnet. Soll ein Zylinder oder ein Stellelement von zwei oder mehreren Stellen betätigt werden, so müssen immer ein oder mehrere Wechselventile eingesetzt werden.

Abb. 338: Wechselventil: ODER-Funktion – Schnittbilder und Symbol (Quelle: Eigene Darstellung)
Schnellentlüftungsventil
Schnellentlüftungsventile dienen zur Erhöhung der Kolbengeschwindigkeiten bei Zylindern. Lange Rücklaufzeiten, vor allem bei einfachwirkenden Zylindern, werden dadurch verkürzt. Die Kolbenstange kann mit fast voller Geschwindigkeit einfahren, weil der Durchflusswiderstand der Abluft während der Einfahrbewegung über das Schnellentlüftungsventil reduziert wird. Die Luft wird über eine relativ große Auslassöffnung abgeführt. Das Ventil besitzt einen absperrbaren Druckanschluss 1, eine absperrbare Entlüftung 3 und einen Ausgang 2.

Abb. 339: Schnellentlüftungsventil – Schnittbilder und Symbol; links: Durchfl uss von 1 nach 2; rechts: Durchfl uss von 2 nach 3 (Quelle: Eigene Darstellung)
3. Stromventile
Das Stromventil beeinflusst den Volumenstrom und steuert somit die Luftdurchflussmenge. Konstruktionseigenschaften von Stromventilen:
• Drosselventil – Die Länge der Drossel ist größer als ihr Durchmesser.
• Blendenventil – Die Länge der Drossel ist kleiner als ihr Durchmesser.
Im Idealfall ist es möglich, die Drossel oder die Blende stufenlos von „voll geöffnet“ bis „ganz geschlossen“ einzustellen.
Drossel-Rückschlagventile
Beim Drossel-Rückschlagventil wirkt die Drosselung der Luft nur in eine Richtung. Das Rückschlagventil schließt den Durchfluss der Luft in eine Richtung ab, und die Luft kann nur über den eingestellten Quer-schnitt strömen. In Gegenrichtung hat die Luft freien Durchgang über das geöffnete Rückschlagventil. Diese Ventile kommen zur Geschwindigkeitsregulierung von Pneumatikzylindern zum Einsatz. Sie sollten möglichst direkt an den Zylinder gebaut werden.

Abb. 340: Drossel-Rückschlagventil – Schnittbilder und Symbol; links: Durchfluss von 1 nach 2, gedrosselt; rechts: Durchfluss von 2 nach 1, ungedrosselt (Quelle: Eigene Darstellung)
4. Druckventile
Druckventile teilen sich in drei Hauptgruppen:
• Druckbegrenzungsventile
• Druckregelventile
• Druckschaltventile
Druckbegrenzungsventile
Die Druckbegrenzungsventile werden dem Verdichter nachgeschaltet, um sicherzustellen, dass der Druck im Druckluftspeicher aus Sicherheitsgründen begrenzt und der Versorgungsdruck korrekt eingestellt ist. Ist der maximale Druckwert am Ventileingang erreicht, wird der Ausgang des Ventils geöffnet, und die Luft bläst ins Freie. Das Ventil bleibt so lange offen, bis es durch die eingebaute Feder nach Erreichen des eingestellten Druckes in Abhängigkeit der Federkennlinie geschlossen wird.

Abb. 341: Druckbegrenzungsventil – Schnittbild und Symbol (Quelle: Eigene Darstellung)
Das Druckregelventil hält den Arbeitsdruck unabhängig von Druckschwankungen im Netz weitgehend konstant. Der Eingangsdruck (Primärdruck) am Druckregelventil muss immer höher als der Ausgangsdruck (Sekundärdruck) sein. Die Druckregulierung selbst erfolgt über eine Membran. Der Ausgangsdruck wirkt auf die eine Seite der Membran, die Kraft einer Druckfeder auf die andere Seite. Die Federkraft ist über eine Stellschraube einstellbar. Erhöht sich der Druck auf der Sekundärseite – zum Beispiel bei Lastwechsel am Zylinder –, so wird die Membran gegen die Druckfeder gedrückt, und die Auslass-Querschnittsfläche am Tellerventilsitz wird verkleinert oder geschlossen. Steigt der Druck auf der Sekundärseite weiter an, öffnet sich der Ventilsitz der Membran und die Druckluft kann durch die Entlastungsöffnungen im Gehäuse an die Atmosphäre entweichen. Fällt der Druck auf der Sekundärseite, öffnet die Federkraft der Druckfeder das Tellerventil. Das Regulieren des Luftdruckes auf den voreingestellten Betriebsdruck bedeutet daher ein ständiges Öffnen und Schließen des Tellerventilsitzes, ausgelöst durch das durchströmende Luftvolumen.

Abb. 342: Druckregelventil mit Entlastungsöffnung – Schnittbilder und Symbol; links: Durchfluss von 1 nach 2, Entlüftungsanschlüsse 3 gesperrt; rechts: erhöhter Druck auf der Sekundärseite, Druckluftanschluss 1 gesperrt, Entlüftung von 2 nach 3 (Quelle: Eigene Darstellung)
Technischer Leitfaden Durchflusssensoren, bereitgestellt von Keyence.
- Zum Verfassen von Kommentaren bitte anmelden.
4.4.6 Schaltpäne
Struktur
Die Struktur des Schaltplans sollte der Steuerkette entsprechen, wobei der Signalfluss von unten nach oben dargestellt wird. Die Schaltzeichen der Bauelemente werden so angeordnet, dass ein übersichtlicher Schaltplan entsteht, bei dem sich möglichst wenige Leitungen kreuzen. Aus einem pneumatischen Schaltplan kann deshalb nicht die tatsächliche räumliche Anordnung der Bauelemente abgelesen werden. Im pneumatischen Schaltplan werden die Bauelemente durch Schaltzeichen dargestellt, die nach DIN/ISO 1219-1 genormt sind.

Abb. 343: Steuerkette einer pneumatischen Steuerung (Quelle: Eigene Darstellung)
Kennzeichnungsschlüssel für Bauteile
Jedes Bauteil (bis auf Verbindungsleitungen beziehungsweise -schläuche) wird gekennzeichnet. Der Kennzeichnungsschlüssel enthält:
• die Anlagen-Nummer (Ziffer, kann weggelassen werden, wenn der gesamte Schaltkreis aus einer Anlage besteht)
• die Schaltkreis-Nummer (Ziffer, zwingend erforderlich)
• die Bauteil-Kennzeichnung (Buchstabe, zwingend erforderlich)
• die Bauteil-Nummer (Ziffer, zwingend erforderlich)
Der Kennzeichnungsschlüssel sollte mit einem Rahmen versehen sein.

Abb. 344: Bauteil-Kennzeichnung und Kennzeichnungsschlüssel in pneumatischen Schaltplänen (Quelle: Eigene Darstellung)

Abb. 345: Symbole aus Schaltplänen (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.4.7 Anwendungsbeispiele
Geschwindigkeitserhöhung durch Schnellentlüftungsventile
Durch Schnellentlüftungsventile werden Zylinderkammern direkt am Zylinder über einen großen Querschnitt entlüftet. Der Zylinder erreicht dadurch schneller seine Endlage. Die Geschwindigkeitserhöhung kann im Vor- und Rückhub genutzt werden.
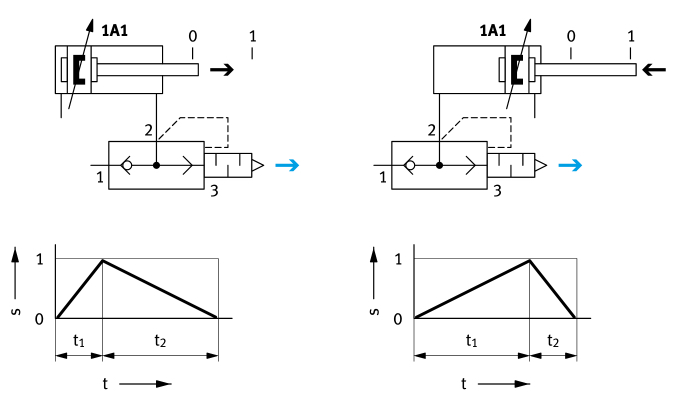
Abb. 346: Geschwindigkeitserhöhung, links: im Vorhub; rechts: im Rückhub (Quelle: Eigene Darstellung)
Geschwindigkeitserhöhung im Vorhub bringt eine schnelle Reaktion und kurzzeitig höhere Kräfte (Schlagzylinder). Schnellentlüftungsventile im Rückhub bringen kürzere Taktzeiten.
Ansteuerung eines doppeltwirkenden Zylinders über ein ODER-Ventil
Zur wahlweisen Ansteuerung von zwei voneinander unabhängigen Stellen aus wird dem Arbeitsventil ein ODER-Ventil vorgeschaltet. Damit kann zum Beispiel eine pneumatische Türsteuerung von außen oder innen über die Taster 1S1 oder 1S2 betätigt werden.

Abb. 347: pneumatischer Schaltplan mit ODER-Ventil (Quelle: Eigene Darstellung)
Ansteuerung eines doppeltwirkenden Zylinders über ein UND-Ventil
Das UND-Ventil (Zweidruckventil) wird eingesetzt, wenn an die Ausführung eines Schrittes mindestens zwei Bedingungen geknüpft sind. Im Beispiel soll die Kolbenstange eines Zylinders durch Betätigung des Tasters 1S1 nur dann ausfahren, wenn er zuvor seine Endlage im Rückhub erreicht hat. Diese Position wird durch den Grenztaster 1B1 erfasst. Der Rückhub wird durch Betätigen des Tasters 1S2 ausgelöst.

Abb. 348: Pneumatischer Schaltplan mit UND-Ventil (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.5 Steuerungselemente Sensoren, Aktoren
Sensoren sind technische Bauteile, die chemische oder physikalische Eigenschaften erfassen und messen können. Der Name leitet sich von dem lateinischen sentire ab, was so viel bedeutet wie „fühlen“ und „empfinden“. Unterschiedlichste Sensoren können auch die unterschiedlichsten Eigenschaften messen; unter anderem Feuchtigkeit, Temperatur, Druck, Helligkeit und Beschleunigung. Sensoren sind in der Natur weit verbreitet. Täglich messen Lebewesen eine Vielzahl an Eigenschaften mit ihren Sensoren. Diese biologischen Sensoren werden Rezeptoren genannt. So viel zu den Sensoren allgemein. Hier geht es um jene Sensoren, die in der Packmittelindustrie wichtig sind.
Lichtschranken
Eine Lichtschranke ist ein elektronisch-optisches System, das einen Lichtstrahl aussendet. Wird dieser durch ein Objekt unterbrochen, erkennt sie es und gibt diesen Vorgang, in Form eines elektrischen Signals, weiter. Auf diese Weise kann es ohne Berührung Objekte erfassen. Man unterscheidet zwischen drei Grundsystemen von Lichtschranken:
1. Einweg-Lichtschranke
2. Reflexions-Lichtschranke
3. Reflexions-Lichttaster
1. Einweg-Lichtschranke
Die Einweg-Lichtschranke besteht aus zwei Komponenten, dem Lichtsender und dem Lichtempfänger. Diese befinden sich in getrennten Gehäusen. Das Licht wird nur vom Sender zum Empfänger ausgesendet. Hierbei legt das Licht den Weg vom Sender zum Empfänger nur einmal zurück – deshalb der Name „Einweg-Lichtschranke“. Unterbricht ein Objekt den Lichtstrahl, so wird es erfasst. Einweg-Lichtschranken haben hohe Reichweiten, sind aber aufwendig in der Installation.
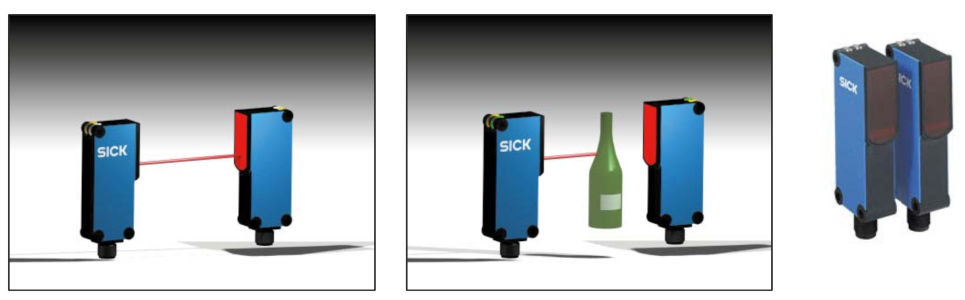
Abb. 349: Einweg-Lichtschranke (Quelle: SICK Vertriebs-GmbH)
Vorteile:
• Die Lichtschranke besitzt im Vergleich zu den anderen Typen eine fast doppelt so hohe Reichweite, da der Lichtstrahl den Weg nur einmal zurücklegen muss.
• Die Schaltgeschwindigkeit dieser Lichtschranke ist sehr hoch.
Nachteile:
• Es werden zwei Komponenten benötigt.
• Jeder der Komponenten muss separat angeschlossen werden.
• Die Installation ist aufwendig, da schon kleinste Änderungen der Ausrichtung zu Fehlfunktionen führen können.
2. Reflexions-Lichtschranke
Bei dieser Variante sind Lichtsender und Lichtempfänger in einem Gehäuse verbaut. Der Lichtstrahl wird von einem Reflektor zurück zum Empfänger geschickt. Durch diese Reflexion muss der Lichtstrahl den Weg zweimal zurücklegen (Sender – Reflektor – Empfänger). Ein Objekt, das den Lichtstrahl unterbricht, wird erfasst. Zweiweg-Lichtschranken sind zwar weniger aufwendig einzubauen als Einweg-Lichtschran-ken. Sie haben aber Probleme, kleine Objekte zu erkennen.

Abb. 350: Zweiweg-Lichtschranke (Quelle: SICK Vertriebs-GmbH)
Vorteil:
• Sender und Empfänger befinden sich in einem Bauteil. Die Installation ist deshalb einfach.
Nachteile:
• Die Reichweite liegt unter der einer Einweg-Lichtschranke.
• Kleine Objekte können aufgrund des Abstandes der Lichtstrahlen voneinander nur schwer oder gar nicht erfasst werden.
3. Reflexions-Lichttaster
Lichtsender und Lichtempfänger befinden sich in einem Bauteil. Der ausgesendete Lichtstrahl wird nicht von Objekten unterbrochen, sondern von diesen zurückreflektiert. Objekte, die den Lichtstrahl reflektieren, werden erfasst. Hierbei reflektieren helle Objekte Licht besser als dunkle Objekte. Helle Objekte können deswegen aus einer größeren Entfernung erfasst werden als dunkle Objekte.

Abb. 351: Reflexions-Lichttaster (Quelle: SICK Vertriebs-GmbH)
Vorteile:
• Sender und Empfänger befinden sich in einem Gehäuse.
• Es wird kein Reflektor benötigt. Das ist ein großer Vorteil, wenn keine Befestigungsmöglichkeit für einen Reflektor vorhanden ist.
Nachteile:
• Bei stark spiegelnden Oberflächen kann es zu Problemen kommen.
• Einsatz nur bei Entfernungen bis zu maximal zwei Meter möglich.
• Dunkle Objekte können aus großer Entfernung nicht erkannt werden.
Druckmarkentaster
Der Druckmarkentaster weist einen wesentlichen Unterschied zu den Lichtschranken auf. Er kann nicht nur erkennen, ob ein Signal ankommt oder nicht, sondern erfasst auch Helligkeits- und Farbunterschiede. Der Lichtsensor erzeugt auf der Oberfläche des zu überprüfenden Objekts einen Lichtpunkt. Auf dieser
Oberfläche sind Marken oder Buchstaben gedruckt, die in einem bestimmten Kontrastverhältnis zum Hintergrund stehen. Marken werden genutzt, da es eine einfache Möglichkeit ist, die Objekte an der gewünschten Stelle zu markieren. Die hellere Fläche reflektiert mehr Licht zurück als die dunklen – meist schwarzen – Marken. Die Marken werden erfasst, und der Sensor gibt das Signal elektronisch weiter.

Abb. 352: Die kleinen schwarzen Rechtecke auf dem Nutzen (linkes Bild) sind Druckmarken. Sie steuern das Folienschneiden und den Verpackungsprozess. Oberes Bild: der unbefüllte Beutel und das Produkt. Die Druckmarken verschwinden in der Schweißnaht bzw. im Beschnitt (Quelle: Schmitz-Mertens & Co.KG, https://www.schmitz-mertens.de/).
Näherungsschalter
Näherungsschalter erkennen die genaue Position von Objekten. Dabei benötigen sie keinerlei mechanische Signale. Sie erfassen Objekte berührungslos. Ein Anwendungsgebiet sind automatisierte Produktionsstraßen – wie zum Beispiel auch bei der Herstellung von Autos. Hier erkennen Näherungsschalter die Werkstücke und Materialen und deren genaue Position. Ohne die Näherungsschalter wäre die Anlage blind und könnte nicht automatisiert, ohne menschliche Hilfe, arbeiten. Gegenüber mechanischen Befehlsgebern haben Näherungsschalter gleich mehrere Vorteile. Die Montage ist einfach, sie sind leicht zu warten und es ist keine Schaltkraft nötig. Man unterscheidet drei unterschiedliche Arten von Näherungsschaltern:
1. der induktive Näherungsschalter
2. der kapazitive Näherungsschalter
3. der magnetische Näherungsschalter
1. Der induktive Näherungsschalter
Dieser Schalter erzeugt ein hochfrequentes elektromagnetisches Feld. Mit diesem kann er elektrisch leitende Gegenstände berührungslos erfassen. Die Information „Gegenstand erfasst“ oder „Gegenstand nicht erfasst“ wird am Ausgang mit einem binären Signal (null oder eins) an den Computer weitergegeben. Sobald ein elektrisch leitender Gegenstand in das elektromagnetische Feld eindringt, wird das Feld schwächer. Der elektrische Schaltausgang wird betätigt – und so wird der Computer benachrichtigt. Anwendungsgebiete sind unter anderem: die Fabrikautomation, die Automobilindustrie, die Lager- und Fördertechnik und die Druck- und Papierindustrie.

Abb. 353: Wirkungsweise eine induktiven Näherungsschalters (Quelle: Eigene Darstellung)
2. Der kapazitive Näherungsschalter
Eine Messelektrode misst die Kapazität in der Zone, die der Schalter überprüfen soll. Das Gemessene wird mit einer Referenzelektrode oder der Umgebung verglichen. Kommt ein Medium (Metall, Wasser, Glas, Kunststoff usw.) in die Zone, so entsteht eine Differenz der zwei Messgrößen, da das Medium die Kapazität beeinflusst. So kann der Schalter Medien erkennen. Ein mögliches Einsatzgebiet ist zum Beispiel die Füllstandmessung.

Abb. 354: Füllstandmessung (Quelle: Eigene Darstellung)
3. Der magnetische Näherungsschalter
Magnetische Näherungsschalter besitzen einen Glaskolben, in dem ferromagnetische Kontaktzungen eingeschmolzen sind. Die Kontaktzungen bestehen aus einer Eisen-Nickel-Legierung (Fe-Ni-Legierung, Fe = Eisen, Ni = Nickel). Kommt ein Permanentmagnet oder ein Elektromagnet in die Nähe des Schalters, so findet eine Magnetisierung der Kontaktzungen (Reedkontakt) statt. Sie ziehen sich gegenseitig an und stellen so einen Kontakt her. Auf diese Weise werden Objekte, die mit einem Magnet versehen sind, erfasst.

Abb. 355: magnetischer Näherungsschalter (Quelle: Eigene Darstellung)
RFID
RFID ist eine Abkürzung für den englischen Begriff „radio-frequency identification“. Übersetzt bedeutet das so viel wie „Identifizierung mithilfe elektromagnetischen Wellen“. Das RFID-System besteht aus einem Chip, der mit einem Code versehen ist, und einem Lesegerät, das den Code auslesen kann. Mithilfe dieses Chips, auch Transponder genannt, können Gegenstände und Lebewesen automatisch identifiziert und lokalisiert werden. Man unterscheidet hierbei zwischen aktiven und passiven Transpondern. Aktive Transponder besitzen eine eigenständige Stromversorgung. Passive Transponder werden extern mit Strom versorgt. Heutzutage sind die kleinsten Transponder bereits nur noch so groß wie ein Reiskorn. Zur Auslesung erzeugen die Lesegeräte elektromagnetische Wechselfelder oder Radiowellen mit geringer Reichweite. Über diese werden sowohl Daten übertragen als auch die passiven Transponder mit Strom versorgt. Das RFID-System vereint gleich mehrere Vorteile in sich. Dank ihrer kleinen Größe können die Chips leicht implantiert werden. Ebenso können sie aufgrund ihrer geringen Größe leicht in Produkte eingearbeitet werden und unauffällig ausgelesen werden, zum Beispiel in neuen Pässen und Kaufhausartikeln.

Abb. 356: Transponder und ihre Wirkweise (Quelle: Quelle: SICK Vertriebs-GmbH)
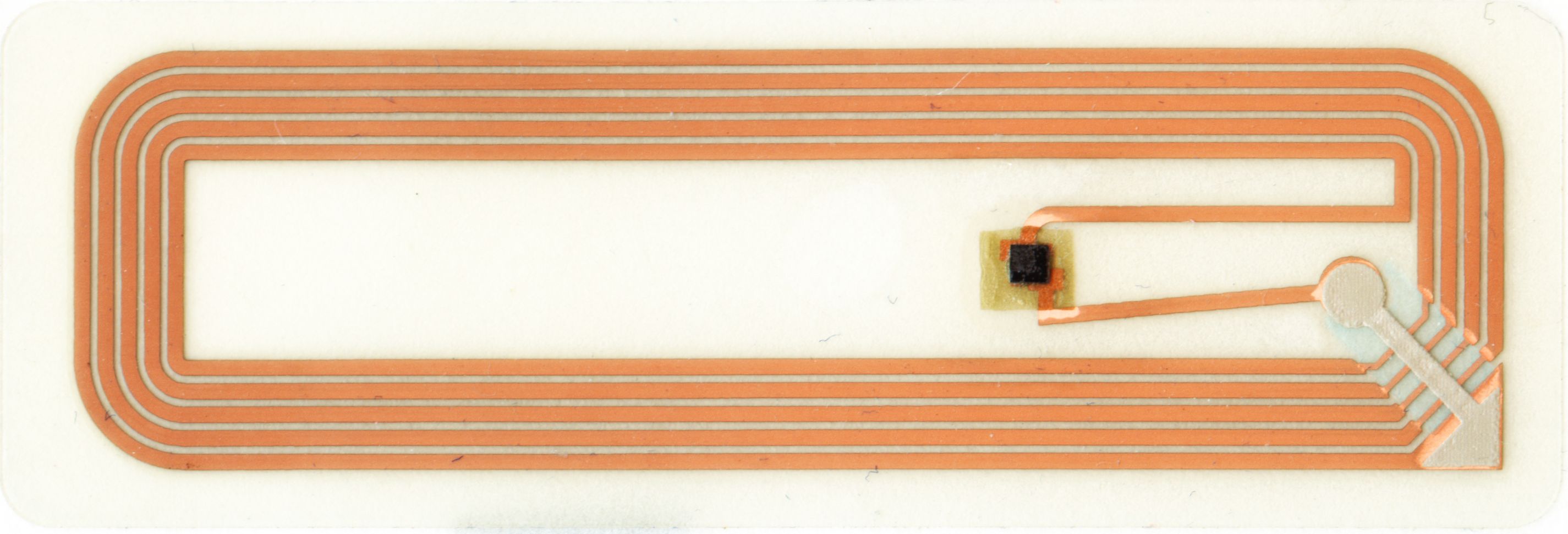
RFID-Transponder (Quelle: Wikipedia)
Aktoren
Aktoren sind technische Bauteile, die von Steuerungsmodulen empfangene Daten umwandeln. Da der englische Begriff für Aktoren „actuator“ ist, werden sie auch gerne als Aktuatoren benannt. Die Um-wandlung kann in mechanischer Bewegung oder auch in andere physikalische Größen erfolgen. In der Technik der Steuer- und Regelung bilden Aktoren das Gegenstück zu den Sensoren. Sie greifen durch un-terschiedliche Aktionen aktiv in das Geschehen einer Anlage ein. Die Steuerung eines Aktors findet in einem geschlossenen Kreislauf statt. Dieser kann wie folgt aussehen: Ein Sensor empfängt ein Signal. Das Signal wird verarbeitet und an die Steuerung gesendet. Diese gibt dann dem Aktor die erforderlichen Signale und dieser führt den erwünschten Vorgang aus.
Es gibt:
1. Mechanische Aktoren
2. Optische Aktoren
3. Akustische Aktoren
4. Thermische Aktoren
5. Chemische Aktoren
1. Mechanische Aktoren
Ein mechanischer Aktor kann zum Beispiel ein Elektromotor sein. Ein mögliches Einsatzgebiet für diesen ist zum Beispiel eine Rolltreppe. Diese, als komplette Anlage betrachtet, erhält von einer Lichtschranke das Signal, dass sich Leute auf ihr befinden. Ein Steuerungsmodul wertet dieses aus und sendet es weiter an den Motor.

Abb. 357: Motor als Aktor (Quelle: Eigene Darstellung)
Ein weiterer mechanischer Aktor ist ein elektromagnetisches Ventil, das zur Steuerung mechatronischer Systeme verwendet wird. Dieses empfängt von einem Sender, der auch ein Sensor sein kann, das Signal zu schalten. So kann zum Beispiel das Aus- und Einfahren eines Kolbens ausgelöst werden.

Abb. 358: Pneumatikzylinder als Aktor (Quelle: Eigene Darstellung)
2. Optische Aktoren
Jede optische Anzeige ist gleichzeitig ein Aktor, da ein Steuersignal ausgegeben wird. Dazu gehört jede Glühbirne, jede LED und dazu gehören auch Displays. Durch elektronische Komponenten werden in ihnen Lichtwellen erzeugt. So wird ein Raum beleuchtet oder ein Zustand angezeigt. Laserstrahlung kann als weiterer optischer Aktor gesehen werden. Auch hier werden Lichtwellen erzeugt, mit denen Materialien bearbeitet werden können.

Abb. 359: Laserbeschriftungsanlage (Quelle: Eigene Darstellung)
3. Akustische Aktoren
Ein Lautsprecher ist ein akustischer Aktor. Die Membran des Lautsprechers wird in Schwingung versetzt und erzeugt dadurch akustische Wellen, die sich im Raum ausbreiten. Diese Schwingungen nehmen wir als Töne wahr.

Abb. 360: Lautsprecher (Quelle: Eigene Darstellung)
4. Thermische Aktoren
Thermische Aktoren können Veränderungen von Raumtemperaturen verursachen. Beispiele dafür sind Kühlgeräte und Heizungen.

Abb. 361: Prinzip einer Kälteanlage (Quelle: Wikipedia)
5. Chemische Aktoren
Die Klimaanlage ist der bekannteste chemische Aktor. Mit ihr kann das Klima in einem Raum verändert oder trotz verschiedener Einflüsse gleichmäßig gehalten werden. Ein Zerstäuber in einer Kühltheke ist ein weiteres Anwendungsbeispiel für chemische Aktoren.
Zusammenspiel zwischen Sensor und Aktor:
Ein Beispiel soll hier zeigen, wie Sensoren und Aktoren zusammenarbeiten. Das Funktionsbeispiel zeigt einen Zähler an einer Faltschachtelklebemaschine. Der „Sensor“ erfasst über eine Lichtschranke die durchlaufenden Faltschachteln. In der Steuerkonsole wird eingestellt, nach wie viel Impulsen (Stückzahl) der „Aktor“, in diesem Fall ein Magnetschalter, das Auslösesignal bekommen soll.

Abb. 362: Beispiel für die Zusammenarbeit eines Sensors mit einem Aktor (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.6 Grundlagen der Elektrotechnik
4.6.1 Allgemeines
Alle Stoffe, aus denen die Gegenstände unserer Welt bestehen, sind aus unvorstellbar vielen kleinen Bausteinen zusammengesetzt. Man nennt diese Bausteine „Atome“. Stoffe, die aus gleichartigen Atomen aufgebaut sind, heißen Grundstoffe oder Elemente. Es gibt rund 100 verschiedene Grundstoffe. Alle übrigen Grundstoffe kommen fast nur in Form chemischer Verbindungen vor.
Das Atom
Atome bestehen aus Atomkern und Elektronenhülle. Um den Atomkern herum bewegen sich die Elektronen so, wie sich die Planeten um die Sonne bewegen. In unserem Sonnensystem werden die Planeten dadurch in ihrer Bahn gehalten, dass die Fliehkraft, die die Planeten aus ihrer Bahn schleudern könnte, aufgehoben wird durch eine ihr entgegenwirkende gleichgroße Kraft der Massenanziehung, mit der die Sonne die Planeten anzieht.

Abb. 363: Atommodell (Quelle: Eigene Darstellung)
Elektrische Ladung im Atom
Im Atom ist auch eine Anziehungskraft zwischen Atomkern und Elektronen vorhanden. Diese Kraft nennt man elektrische Ladung. Weil Elektronen sich gegenseitig abstoßen, Atomkern und Elektronen sich aber anziehen, muss der Atomkern anders geladen sein – das heißt: Er muss eine andere Ladungsart tragen als die Elektronen. Die Ladung des Atomkerns wird positive Ladung und die Ladung des Elektrons ne-gative Ladung genannt.

Abb. 364: Ladungen im Atom (Quelle: Eigene Darstellung)
Damit gilt für elektrische Ladungen: Gleichnamige Ladungen stoßen sich ab, ungleichnamige Ladungen ziehen sich an.
• Protonen: positiv
• Neutronen: ungeladen
• Elektronen: negativ
Eine bestimmte Anzahl der Elektronen umkreist den Kern auf verschiedenen Bahnen. Die Elektronen auf der äußeren Bahn werden vom Kern nicht so festgehalten wie die auf den inneren Bahnen. Sie können sich in bestimmten Grenzen frei bewegen. Deshalb nennt man sie freie Elektronen.
Elektrische Spannung und Elektronenstrom
Befindet sich der Generator in Ruhe, so sind die Elektronen in seiner Drahtwicklung gleichmäßig verteilt, und an den beiden Anschlussklammern der Wicklung ist kein elektrischer Zustand feststellbar. Wird der Generator durch eine Antriebsmaschine in Drehung versetzt, so entsteht zwischen den beiden Anschlussklammern ein Ladungsunterschied. In die Generatorwicklung ist ein kleiner Teil von Elektronen zu der einen Generatorklemme hin- und von der anderen Klemme fortbewegt worden. Die Klemme, zu der die Elektronen hinbewegt werden, bekommt Elektronenüberschuss – sie erscheint elektrisch negativ ge-laden und heißt auch Minuspol. Die Klemme, von der die Elektronen fortbewegt werden, hat Elektronenmangel. Sie erscheint elektrisch positiv geladen und heißt Pluspol. Die an der Minusklemme vorhandenen überschüssigen Elektronen sind bestrebt, außerhalb des Generators zur Plusklemme zu gelangen. Dieses Bestreben nennt man elektrische Spannung. Werden die Klemmen des unter Spannung stehenden Generators über eine Glühlampe miteinander verbunden, so können die an der Minusklemme vorhandenen überschüssigen Elektronen durch die Kupferleitung und den dünnen Metallfaden der Lampe hindurch zur positiven Klemme strömen. Dabei bringen sie den Metallfaden der Lampe zum Glühen. Grundsätzlich wollen Elektronen vom Minus- zum Pluspol. Das nennt man elektrische Spannung.

Abbildungen: Quelle: Eigene Darstellung
- Zum Verfassen von Kommentaren bitte anmelden.
4.6.2 Arten und Prinzip der Spannungserzeugung
a) durch Wärme
b) durch Licht
c) durch Induktion
d) durch chemische Vorgänge
e) durch Verformung von Kristallen (durch Druck – Piezo-Effekt)
f) durch Reibung
a) Wärme
Verbindet man zwei verschiedene Metalle (zum Beispiel Konstantan und Eisen; Konstantan ist ein Markenname für eine Legierung aus Kupfer, Nickel und Mangan) an einem Ende und erwärmt diese Verbindungsstelle, so stellt man fest, dass zwischen den beiden freien Enden eine Spannung entsteht. Verschiedene Metalle haben unterschiedliche Mengen an freien Elektronen. Berühren sich nun zwei Metalle mit verschiedener Elektronendichte, so besteht für die Elektronen die Möglichkeit, von dem Metall mit der größeren Elektronendichte in das andere überzugehen, wenn den Elektronen die hierfür notwendige Arbeit zugeführt wird. Das geschieht durch Temperatursteigerung. Diese Thermoelemente werden zum Messen tiefer und hoher Temperaturen verwendet.

Abb. 369: Verschiedene Metalle produzieren Strom, wenn man sie erwärmt (Quelle: Eigene Darstellung)
b) Licht
Setzt man ein sogenanntes „Fotoelement“ dem Licht aus, so wird eine Spannung erzeugt. Ein Fotoelement besteht aus einer gut leitenden metallischen Grundplatte, auf der eine Halbleiterschicht aufgebracht ist. Auf diese Schicht ist als Gegenelektrode eine dünne lichtdurchlässige Metallhaut aufgedampft. Durch Belichten werden in der Halbleiterschicht Elektronen herausgelöst, die in die Metallhaut übertreten. Die Grundplatte wird somit positiv und die Metallhaut negativ geladen. Es entsteht also eine Spannung.

Abb. 370: Darstellung eines Fotoelementes, das Spannung erzeugen kann, wenn es dem Licht ausgesetzt wird. (Quelle: Eigene Darstellung)
c) Induktion
Führt man eine Spule in das Magnetfeld eines Magneten, so entsteht während der Bewegung in der Spule eine Spannung. Man nennt diese Art der Spannungserzeugung Induktion.

Abb. 371: schematische Darstellung der Spannungserzeugung durch Induktion (Quelle: Eigene Darstellung)
d) chemische Vorgänge
Taucht man zwei verschiedene Metalle (zum Beispiel Kupfer und Zink) in eine elektrisch leitende Flüssigkeit (zum Beispiel Wasser mit Schwefelsäurezusatz), so stellt man zwischen den beiden Elektroden eine Spannung fest. Bestimmte Metalle wie zum Beispiel Zink haben das Bestreben, positive Metallionen in die Lösung zu treiben. Dabei werden diese Metalle gegenüber der Lösung negativ geladen. Andere Metalle wie zum Beispiel Kupfer haben das Bestreben, aus der Lösung positive Metallionen aufzunehmen. Die Metalle werden positiv geladen. Insgesamt entsteht also zwischen den beiden Metallen ein Ladungsunterschied – das heißt: eine Spannung. Diese Spannungserzeuger nennen wir galvanische Elemente (Taschenlampenbatterien) und Akkumulatoren (Blei-Akku).

Abb. 372: Spannungserzeugung durch chemische Prozesse (Quelle: Eigene Darstellung)
e) Verformung (Druck – Piezo-Effekt)
Verformt man durch Druck ein sogenanntes Piezo-Kristall, so entsteht eine Spannung. Bei Kristallen wie Quarz, Turmalin treten durch Druck oder Zug auf bestimmte Kristallflächen negative oder positive Ladungen und damit Spannungen auf.

Abb. 373: Schema der Stromerzeugung mit einem Piezo-Kristall (Quelle: Eigene Darstellung)
f) Reibung
Durch Reiben von Isolierstoffen können elektrische Ladungen getrennt und damit Spannung erzeugt werden. Dies entsteht ungewollt zum Beispiel bei Fahrzeugen und Flugzeugen sowie auch bei Papier, Kunststofffolien und Geweben (auch Chemiefasern) und bei Kunststoffreibriemen.

Abb. 374: Papierbahn an einer Kunststoffrolle: Hier kann Spannung durch Reibung entstehen. (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.6.3 Wirkung von Elektrizität auf den Menschen
Entscheidend für alle Wirkungen des Stromes auf den Körper ist die Stärke, die Dauer und beim Wechselstrom auch die Frequenz. Die Spannung hat nur indirekt Einfluss, indem sie mit dem Körperinnenwiderstand gemeinsam die Stromstärke bestimmt.
Die gesetzliche Grundeinheit des elektrischen Stroms ist 1 Ampere (A). Normalerweise liegen die Stromwerte in der Elektronik zwischen einigen Mikro ampere (μA) und mehreren Ampere (A). In der Starkstromtechnik kennt man auch Kiloampere (kA). 1 mA = 1 Milliampere = 0,001 A (Ampere).
ab 1,2 mA Strom wird durch Kribbeln wahrgenommen.
ab 10,0 mA Die Handmuskulatur verkrampft.
ab 40,0 mA Es kann zu unregelmäßigem Herzschlag oder sogar vorübergehendem Herzstillstand kommen. ab 80,0 mA Bei einer Durchströmung von etwas mehr als 0,3 Sekunden tritt Herzkammerfl immern oder Herzstillstand auf.
ab 3,0 A Man spricht von Hochspannung: Es treten Verbrennungen auf.
Der Mensch hat einen Körperinnenwiderstand von rund 1300 Ohm. Da ab 40 mA Lebensgefahr besteht, gelten Spannungen über U = I x R = 40 mA x 1300 Ohm = 52 Volt als gefährlich. Darum sind in Anlagen mit Spannungen über 50 Volt besondere Sicherheitsvorkehrungen notwendig.
Stromkreis
Ein einfacher elektrischer Stromkreis besteht aus dem Spannungserzeuger, dem Verbraucher sowie den Verbindungsleitungen (Hin- und Rückleitung). Durch Einbau eines Schalters in den Stromkreis kann der Strom beliebig eingeschaltet oder unterbrochen werden.

Abb. 375: einfacher Stromkreis, Stromkreis mit Schalter, Schaltbild eines Stromkreises (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.6.4 Stromarten
a) Gleichstrom
Wirkt die Spannung in einem geschlossenen Stromkreis immer in der gleichen Richtung, so fließt ein Strom, der ebenfalls stets die gleiche Richtung hat.

Abb. 376: Prinzip des Gleichstroms (Quelle: Eigene Darstellung)
b) Wechselstrom
Wechselt in einem Stromkreis die Spannung in einem bestimmten Takt ihre Richtung, so wechselt auch der Strom fortwährend seine Richtung und Stärke. Die freien Elektronen bewegen sich dabei hin und her.

Abb. 377: Erzeugung von Wechselstrom (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.6.5 Der elektrische Widerstand
In einem elektrischen Stromkreis fließen die Elektronen in der Hin- und Rückleitung zum Verbraucher nicht ungehindert, obwohl es eine Kupferleitung ist. Die Elektronen stoßen dauernd mit den Atomen des Leitermaterials zusammen – und die Bewegung der Ladungsträger wird gehemmt. Diese Erscheinung gegenüber dem Stromdurchgang nennt man Widerstand. In elektrischen Leitungen ist der Widerstand uner-wünscht, weil er unnötige Wärme erzeugt. Dagegen werden in elektronischen Geräten oft Widerstände benötigt, die den Strom auf bestimm-e Werte begrenzen sollen.
Der elektrische Widerstand (Formelzeichen R) wird in Ohm (Kurzzeichen Ω) gemessen.
1 Kiloohm = 1 k Ω = 1000 Ω
1 Megaohm = 1 M Ω = 1 000 000 Ω
Der Leitungswiderstand hängt von der Leiterlänge, vom Querschnitt und vom spezifischen Widerstand des Leitermaterials ab. Der spezifische Widerstand ist der Widerstandswert des Leiterwerkstoffes bei einer Länge von 1 m, einem Querschnitt von 1 mm² und bei einer Temperatur von 20° C.

l = Leiterlänge in m
A = Leiterquerschnitt in mm²
Spezifischer Widerstand für Kupfer = 0,0178
Ein Leiterwerkstoff mit einem kleinen spezifischen Widerstand leitet den elektrischen Strom gut. Er hat also eine große Leitfähigkeit. Die Leitfähigkeit ist der Kehrwert des spezifischen Widerstandes und hat das Formelzeichen m (Kappa).


- Zum Verfassen von Kommentaren bitte anmelden.
4.6.6 Elektrische Leiter und lsolierstoffe
Stoffe, die viele frei bewegliche Elektronen besitzen, sind gute elektrische Leiterwerkstoffe. Zu ihnen gehören zum Beispiel Kupfer, Aluminium, Silber, Gold, Eisen und Kohle.
Stoffe, die keine freien Elektronen besitzen, heißen Nichtleiter. Dazu gehören Kunststoffe, Gummi, Glas, Porzellan, Papier und trockenes Holz. Halbleiter sind Stoffe, bei denen erst durch äußere Einflüsse Valenz-elektronen frei werden, die sie leitfähig machen. Dazu gehören Silizium, Selen und Germanium.
Strom- und Spannungsmessung
Ein Spannungsmesser (Voltmeter) wird an den Stromkreis, also parallel zu Spannungsquelle und Verbraucher, geschaltet. Ein Strommesser (Amperemeter) liegt im Stromkreis, also in Reihe mit Spannungsquelle und Verbraucher, weil der gesamte Strom, dessen Stärke gemessen werden soll, durch ihn hindurchfließen muss.

Abb. 378: Spannungs- und Strommesser (Quelle: Eigene Darstellung)
Ohmsches Gesetz
Legt man einen Widerstand an eine Spannung und bildet damit einen geschlossenen Stromkreis, so fließt durch den Widerstand ein bestimmter Strom. Die Stärke dieses Stromes hängt ab von der angelegten Spannung und dem Widerstand. Also sind in einem Stromkreis zwei Größen bekannt, und so kann man mit dem „Ohmschen Gesetz“ die dritte Größe ausrechnen.
Spannung U (in V = Volt)
Strom I (in A = Ampere)
Widerstand R (in Ω = Ohm)
I = U : R
R = U : I
U = R x I
Rechnen mit dem Ohmschen Gesetz
Beispiel:
An einem Widerstand von 10 Ω liegt eine Spannung von 5 V. Berechne den Strom in dem Widerstand.
Lösung:
I = U : R = 5 V : 10 Ω = 0,5 A
- Zum Verfassen von Kommentaren bitte anmelden.
4.6.7 Reihenschaltung und Parallelschaltung
4.6.7.1 Die Reihenschaltung
Das Bild zeigt eine Reihenschaltung von Glühlampen. Der Minuspol der Batterie liegt am Lötpunkt der Lampe A, das Gewinde der Lampe A ist mit dem Lötpunkt der Lampe B verbunden und das Gewinde der Lampe B mit dem Pluspol der Batterie.
Bei der Reihenschaltung kommt es zu keiner Stromverzweigung. Stattdessen fließt der gleiche Strom erst durch Lampe A und anschließend durch Lampe B. Die Lampen liegen zusammen an der Batteriespannung von 4,5 Volt und müssen sich die Spannung teilen.
Bei gleichen Lampen wäre die Teilspannung je (4,5 : 2) 2,25 Volt. Da die Lampen aber für 4,5 V geeignet sind, leuchten sie schwächer.

Abb. 379: Beispiel und Schaltbild einer Reihenschaltung (Quelle: Eigene Darstellung)
Merke: In der Reihenschaltung ist der Strom an jeder Stelle gleich, aber die Spannungen verhalten sich wie die Widerstände.

Abb. 380: Lampen in Reihenschaltung (Quelle: Eigene Darstellung)
Lampe 1: U = L x R
U = 0,09 A x 15 Ω= 1,35 V
Lampe 2: U = L x R
U = 0,09 A x 10 Ω= 0,9 V
Lampe 3: U = L x R
U = 0,09 A x 25 Ω= 2,25 V
U (Gesamt) = U1 + U2 + U3= 1,35 V + 0,9 V + 2,25 V = 4,5 V
- Zum Verfassen von Kommentaren bitte anmelden.
4.6.7.2 Die Parallelschaltung
Das Bild zeigt eine Parallelschaltung von Glühlampen. Der Minuspol der Batterie liegt am Lötpunkt beider Lampen, der Pluspol liegt am Gewinde der Lampen. Somit liegt die volle Batteriespannung von 4,5 Volt an den Lampen A und B.

Abb. 381: Lampen in Parallelschaltung und Schaltbild (Quelle: Eigene Darstellung)
Bei dieser Schaltungsart treten Teilströme auf, aber die Spannung bleibt an den Verbrauchern gleich. Darum ist dies die übliche Schaltungsart von elektrischen Verbrauchern.
Merke: In der Parallelschaltung liegt an jedem Verbraucher die gleiche Spannung; und es treten Teilströme, deren Größe von den Widerständen abhängt, auf.

Abb. 382: drei Lampen in Parallelschaltung (Quelle: Eigene Darstellung)
Beispiel:
I1 = U : R₁
= 4,5 V : 15 Ω= 0,3 A
I₂ = U : R₂
= 4,5 V : 10 Ω= 0,45 A
I₃ = U : R₃
= 4,5 V : 25 Ω= 0,18 A
Der Gesamtstrom Iges = I₁ + I₂ + I₃ = 0,93 A
- Zum Verfassen von Kommentaren bitte anmelden.
4.6.8 Dreiphasenwechselstrom (Drehstrom)
Im Generator sind drei Wicklungen versetzt um 120° angebracht. Bei Drehung des Läufers, der ein Magnet mit Nord- und Südpol ist, wird in jeder Spule eine gleich große Wechselspannung erzeugt. Diese Spannungen sind jedoch zeitlich um 120° verschoben.

Abb. 383: zeitliche Folge der induzierten Wechselspannungen und Anordnung der Wicklungen
(Quelle: Eigene Darstellung)
Die drei um 120° versetzten Wicklungen werden so einseitig zusammengeschaltet, dass ein Vierleiternetz mit zwei Spannungsgrößen entsteht.
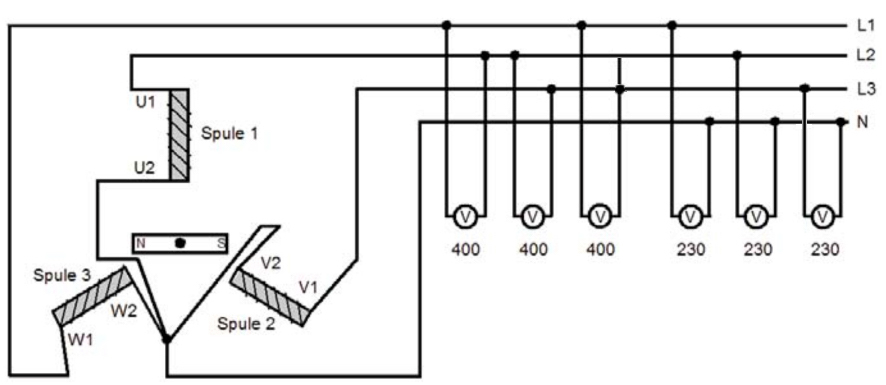
Abb. 384
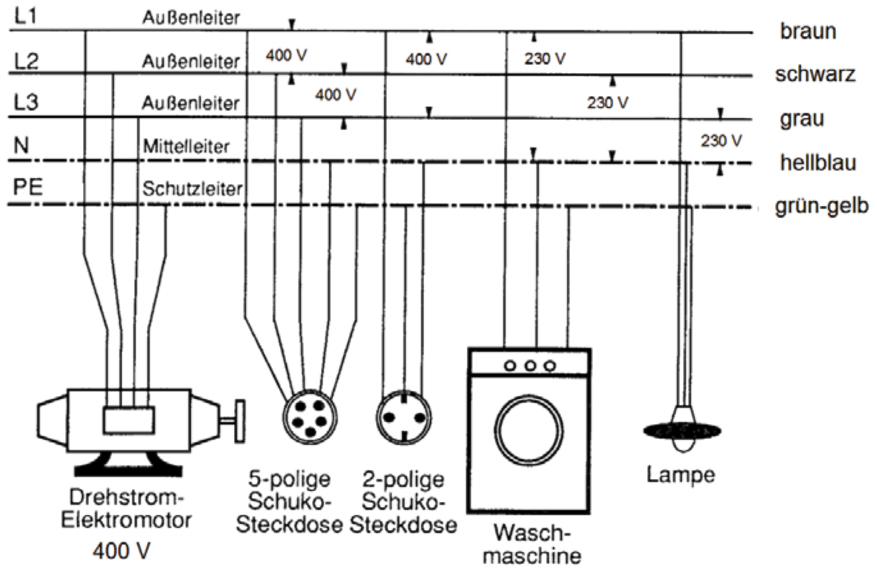
Abb. 385: Fünfpolige Leitung, Farbkennung und Verbraucher (Quelle: Eigene Darstellung)
Alle Angaben ohne Gewähr. Wer ohne spezielle Ausbildung an Starkstrom arbeitet, begibt sich in Lebensgefahr! Im Betrieb ist für alle Arbeiten am Stromnetz ein Elektriker heranzuziehen!
Elektrische Leistung
Leistung P (in W = Watt)
P = U x I bei Gleichstrom
P = U x I x cos μ bei Wechselstrom
P = U x I x cos μ x 1,73 bei Dreiphasenwechselstrom
cos μ = Leistungsfaktor, er berücksichtigt die Phasenverschiebung zwischen Spannung und Strom
1,73 = 3 - Verkettungsfaktor, er ist bedingt durch das Zusammenwirken der phasenverschobenen Ströme in den drei Außenleitern L1, L2 und L3
Elektrische Arbeit
Die elektrische Arbeit W ist das Produkt aus elektrischer Leistung P und Zeit t.
W = P x t
- Zum Verfassen von Kommentaren bitte anmelden.
4.6.9 Schutzklassen und Schutzmaßnahmen

Abb. 386: IP-Schutzklassen. Die Abkürzung steht für „International Protection“. (Quelle: Eigene Darstellung)

Abb. 387: IP-Schutzarten – Bildzeichen. Die IP-Schutzarten von Leuchten, Wärmegeräten und Elektrowerkzeugen können auch durch Bildzeichen angegeben werden. (Quelle: Eigene Darstellung)
Schutzklassen elektrischer Geräte
Elektrische Geräte werden zusätzlich in Schutzklassen eingeteilt. Sie geben Schutzmaßnahmen an, die gegen direktes und bei indirektem Berühren zu treffen sind. Man unterscheidet die Schutzklassen I, II und III.

Abb. 388: Geräteschutzklassen (Quelle: Eigene Darstellung)
Schutzmaßnahmen gegen elektrische Unfälle
In Netzen ab 50 V gegen Erde müssen Maßnahmen zum Schutz gegen zu hohe Berührungsspannungen getroffen werden. Unter Berührungsspannung versteht man die Spannung, die zwischen dem Gehäuse eines Gerätes und dem Fußboden von Menschen überbrückt werden kann. Der wirksamste Schutz gegen das Auftreten zu hoher Berührungsspannungen sind zuverlässig gebaute Geräte und Leitungen, die das VDE-Zeichen tragen. Der VDE, Verband der Elektrotechnik Elektronik Informationstechnik e.V., ist ein technisch-wissenschaftlicher Verband. Er ist zuständig für Wissenschaft, Normung und Produktprüfung.

Abb. 389: VDE-Prüfsiegel ist ein Ausweis für elektrische Sicherheit (Quelle: VDE)
Das reicht aber nicht aus, um über längere Zeit hinweg einen wirksamen Schutz zu erreichen. Durch die verschiedensten Einflüsse – wie mechanische Beschädigung, Alterung, Feuchtigkeit – können Isolati-onsfehler und damit gefährliche Berührungsspannungen auftreten.
Die wichtigsten Schutzmaßnahmen
Die Schutzmaßnahmen ohne Schutzleiter verhindern das Zustandekommen einer gefährlichen Berührungsspannung. Dazu gehören: Schutzkleinspannung, Schutzisolierung und Schutztrennung.
Schutzkleinspannung
Unter Schutzkleinspannung versteht man Nennspannungen bis maximal 42 V. Kleinspannungen sind verbindlich vorgeschrieben für Elektrospielzeug (bis 24 V), für Handleuchten, die in Kesseln verwandt werden (bis 42 V), für Geräte zur Tierbehandlung (bis 24 V). Die Kleinspannung muss sicher erzeugt werden durch Schutztransformatoren, Akkus oder galvanische Elemente (Batterien).
Schutzisolierung
Schutzisolierte Geräte haben außer der Isolierung des Betriebsstromkreises eine zweite Isolierung, die den ganzen elektrischen Teil umhüllt und meist aus Kunststoff hergestellt ist. Die Schutzisolierung wird angewandt bei Elektrowerkzeugen, Haushaltsgeräten, Radio- und Fernsehgeräten, kleinen Motoren, Schaltgeräten und Verteilungskästen.

Abb. 390: Schutzisolierung (Quelle: Eigene Darstellung)
Schutztrennung
Bei Schutztrennung wird der Stromkreis des Verbrauchers durch einen Trenntransformator vom speisenden Netz elektrisch getrennt. Das Gehäuse des Verbrauchers kann damit keine Spannung gegen Erde annehmen. Der Trenntrafo darf sekundärseitig nicht geerdet und es darf auch nur ein Verbraucher angeschlossen werden. Angewandt wird diese Schutzmaßnahme bei Elektrorasierern, Elektrowerkzeugen, Betonrüttlern und Nassschleifmaschinen.

Abb. 391: Schutztrennung (Quelle: Eigene Darstellung)
Die Schutzmaßnahmen mit Schutzleiter verhindern das Bestehenbleiben einer gefährlichen Berührungsspannung.
Der Schutzleiter ist ein Leiter, der an den zu schützenden, nicht zum Betriebsstromkreis gehörenden Anlageteilen angeschlossen ist. Er führt im Schadensfall den Fehlerstrom. Der Schutzleiter muss in sei-nem ganzen Verlauf grüngelb gekennzeichnet sein.
Nullung
Die Nullung ist die am weitesten verbreitete Schutzmaßnahrne in der Industrie. Sie erfordert einen geerdeten Sternpunkt des Netztransformators, an den der Schutzleiter angeschlossen wird. Durch Nullung soll erreicht werden, dass jeder Körperschluss (Masseschluss) zum Kurzschluss führt und damit die vorgeschaltete Sicherung anspricht und die Anlage abschaltet.

Abb. 392: Beispiel einer Nullung (Quelle: Eigene Darstellung)
Fehlerstrom (FI) Schutzschaltung
In der Abkürzung FI steht „F“ für „Fehler“. Das „I“ ist das Formelzeichen des elektrischen Stroms. Bei der FI-Schutzschaltung wird der Verbraucher in weniger als 0,2 Sekunden abgeschaltet, wenn eine gefährliche Berührungsspannung auftritt. Der Fehlerstrom fließt über den Schutzleiter zum Erder. Die FI-Schutzschaltung beruht darauf, dass in einem fehlerfreien Leitungssystem die Summe aller Ströme null ist. Durch einen Stromwandler werden alle vom Netz kommenden Leiter (L1, L2, L3, N) geführt. Da die Summe aller Ströme null ist, ist auch die Summe der elektromagnetischen Wirkungen null, und in der Sekundärwicklung des Stromwandlers kommt kein Strom zum Fließen. Fließt jedoch infolge eines Körperschlusses oder Erdschlusses ein Fehlerstrom über den Schutzleiter direkt zur Erde ab, so ist im Wandler die Summe der Ströme nicht mehr null – und es wird in der Sekundärwicklung ein Strom induziert, der die Auslassung des Schalters veranlasst. Es gibt FI-Schutzschalter, die bei einem Fehlerstrom von 0,03 - 0,3 - 0,5 - 1 A auslösen.

Abb. 393: Schaltschema einer Fehlerstromschutzschaltung (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.