Verpackungstechnik-Wiki
Liebe Nutzerinnen und Nutzer des Wikis,
das Verpackungstechnik-Wiki ist umgezogen. Es findet sich nun unter: wiki.hpv-ev.org/
Die Wiki-Inhalte in der Mediencommunity werden nicht mehr aktualisiert.
Die einzelnen Kapitel des Wikis findet ihr unter diesem Text. In den Handbüchern für Packmitteltechnologen findet ihr QR-Codes, die zu den einzelnen Kapitel im Wiki verlinken. Das Wiki enthält zahlreiche PDF-Dokumente, Fotos und Videos, die in den Handbüchern nicht vorkommen.
Bitte beachtet, dass im Wiki nur die Inhalte über dem Strich in den Beiträgen prüfungsrelevant sein können. Im Zweifelsfall schaut bitte in die Handbücher.
Ich wünsche viel Spaß und Erfolg beim Nutzen des Wikis!
Erik Wölm
Hauptverband Papier- und Kunststoffverarbeitung (HPV)
Ihr seid Packmitteltechnolog/innen und wollt euch über eine Karriere in der Verpackungsbranche informieren? Dann seid ihr hier richtig: https://www.karriere-papier-verpackung.de/
Taucht ein in die Verpackungswelt in einem Virtual Realty Spiel direkt im Browser unter: https://www.packsan.com/
Folgt uns auf Instagram und Facebook!
Wie ist das Wiki zu bedienen?
Eine Anleitung für die Erstellung eines neuen Beitrags im Wiki findet ihr hier.
Eine Anleitung für die Veränderung oder Ergänzung eines bestehenden Beitrags sowie zum Stellen von Fragen zum Text findet ihr hier.
Eine Liste mit Links zu weiteren Informationsquellen im Bereich Verpackungstechnik findet ihr hier.
- Zum Verfassen von Kommentaren bitte anmelden.
LF 1: Packmittelfunktionen ermitteln und betriebliche Strukturen vergleichen
- Zum Verfassen von Kommentaren bitte anmelden.
1.1 Grundstruktur eines Packmittel herstellenden Betriebes
Dieses Kapitel stellt die Prozesse in Packmittel herstellenden Betrieben vor. Die Anzahl der Packmittel ist so vielfältig wie die Menge der zu verpackenden Güter selbst. Packmittel aus den unterschiedlichsten Packstoffen werden heute am Markt zum Verpacken verwendet – zum Beispiel Papier, Karton, Pappe, Glas, Kunststoff, Metall, Verbundstoffe. Das ist ein riesiger Markt, der nur richtig strukturiert beherrscht werden kann.
Die Herstellungsbetriebe von Verpackungen sind nach den verwendeten Verpackungsmaterialien gegliedert. Der Packmitteltechnologe sowie auch der Maschinen- und Anlagenführer mit dem Schwerpunkt Papier- und Druckweiterverarbeitung befassen sich „nur“ mit Packmitteln aus den sogenannten Faserpackstoffen Papier, Pappe, Karton und Verbundstoffen. Kunststoffe werden oft in Kombination mit den Faserpackstoffen verwendet. Es gibt darüber hinaus auch andere Verpackungsmaterialien wie Glas, Holz oder Metall. Um diese geht es hier aber nicht.
In der Verpackungsindustrie werden Betriebe bis 9 Mitarbeiter als Kleinstunternehmen geführt, Betriebe zwischen 10 und 49 Mitarbeitern als Kleinunternehmen, Unternehmen zwischen 50 und 249 Mitarbeitern als mittlere Unternehmen und Betriebe ab 250 Mitarbeitern als Großbetriebe. Weitere Kriterien, um herauszufinden, wie klein oder groß ein Unternehmen ist, sind die Umsätze oder die Bilanzsumme (siehe Abb. 1).
KMU-Schwellenwerte der EU seit 01.01.2005
Abb. 1: Schwellenwerte für kleinere und mittlere Betriebsgrößen nach EU seit 01.01.2005 (Quelle: ifm-Bonn.org)
Anzahl der Betriebe zwischen 2005 und 2009
Abb. 2: Betriebszahlen nach Branche geordnet (Quelle: IGM-Studie)
Rund 500 Betriebe in Deutschland sind in der Papier, Pappe, Karton und Kunststoff verarbeitenden Industrie aktiv. Hiervon haben etwa 98 % weniger als 500 Beschäftigte und erzielen 80 % des Gesamtumsatzes der Branche. Das bedeutet: Der Großteil aller Verpackungen wird in kleinen und mittelständischen Unternehmen (KMU) produziert.
Kunden sind Unternehmen der Nahrungs- und Genussmittelindustrie, Getränkehersteller, Pharmaindustrie, Kosmetikindustrie, Konsumgüterindustrie, Chemieindustrie und verarbeitendes Gewerbe.
________________________________________________________________________________
Erik W. 09.12.2019
Frage 1.1a: Wie viele Mitarbeiter hat ein Kleinunternehmen in der Verpackungsindustrie?
Antwort 1.1a
- Zum Verfassen von Kommentaren bitte anmelden.
Antwort 1.1a
Antwort 1.1a: Ein Kleinunternehmen in der Verpackungsindustrie hat 10 bis 49 Mitarbeiter.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.1 Kurze Begriffsklärung rund um die Verpackung
Packmitteltechnologen stellen Packmittel, Packhilfsmittel und teilweise auch die Packstoffe selbst her. Das Packmittel und die Packhilfsmittel werden zusammen als Verpackung bezeichnet. Unter dem Begriff „Verpacken“ beziehungsweise „Abpacken“ wird das Zusammenbringen von dem zu verpackenden Gut mit der Verpackung beschrieben. Logischerweise folgt er der Herstellung des Packmittels. Der Packmitteltechnologe ist für das Verpacken nicht mehr selbst zuständig. Er bestimmt den Verpackungsvorgang aber durch die Art des Packmittels, das er entwickelt hat. Abbildung 3 zeigt, wie all das zusammenhängt.

Abb. 3: Definition der einzelnen Begriffe (Quelle: Lexikon Verpackungstechnik, Bleisch, Goldhan; S. 439 Behrs Verlag Hamburg 2003)
Verpackung: Gesamtheit von Packmittel und Packhilfsmittel, die zum Schutz des Packgutes, des Menschen und der Umwelt, zur Sicherung der Rationalisierung bei der Handhabung in der Produktion, bei der Warenverteilung, bei der Darbietung und beim Verbrauch des Packgutes sowie zur Information über und Werbung für das Packgut dient.
Die von der Verpackung zu erbringende Funktion kann demnach den Bereichen Schutzfunktion, Rationalisierungsfunktion und Kommunikationsfunktion zugeordnet werden.
Packhilfsmittel sind zum Beispiel Heftklammern, Klebestreifen, Umreifungsbänder, Dichtungsringe, Etiketten, Plomben, Trockenmittel, Holzwolle, Luftkissen und Schaumkunststoff.
Das Verpacken: Das Einpacken und Abpacken sind Vorgänge im Verpackungsprozess. In diesem Prozess wird das Packgut mit der Verpackung vereinigt. Dies geschieht durch die Verwendung von Verpa- ckungsmaschinen oder von Hand. Das Verpacken umfasst die je nach dem Verpackungsverfahren erforderlichen Verpackungsvorgänge aller im jeweiligen Verarbeitungsprozess notwendigen Stufen des Verpackungsprozesses – und zwar vom primären Verpacken bis zur Abgabe der geforderten Versand- oder Ladeeinheit. Aus dem Packstoff und dem Packhilfsmittel wird das Packmittel beziehungsweise die Verpackung hergestellt. Das Packgut wird unter Verwendung der Verpackung verpackt. So entsteht die Packung.
Verpackung = Packmittel + Packhilfsmittel Packung = Verpackung und Packgut (verpackte Ware)
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.2 Branchen, in denen Packmitteltechnologen tätig sind
Verpackungen aus den Packstoffen Papier und Kunststoff stellen fast drei Viertel des gesamten Verpackungsmarktes (genaue Prozentzahlen finden Sie in Kapitel 1.2). Der „Papieranteil“ lässt sich in sechs Sparten aufteilen. Wellpappe hat hier den größten Anteil, gefolgt von Karton und Vollpappe. Die flexiblen Packmittel Papierbeutel und -tüten sowie Papiertragetaschen – haben eine um den Faktor zehn geringere Tonnage. Hartpapierwaren, wie zum Beispiel Papierhülsen für Verpackungszwecke und Kantenschutz, sowie Papiersäcke und Etiketten runden das vielfältige Angebot aus Faserpackstoffen ab.

Abb. 4 Verpackungsmarkt in Deutschland (als weitere Sparte sind noch die Etiketten zu nennen)
(Quelle: Eigene Darstellung)
Diese Sparten lassen sich in flexible und biegesteife Packmittel gliedern. Flexible Packmittel sind Briefhüllen, Versandtaschen, Papierbeutel, Papiertragetaschen, Papiersäcke, Verpackungen aus Verbund- stoffen sowie Etiketten. Biegesteife Packmittel sind Faltschachteln, Packmittel aus Wellpappe, Displays, Verpackungen aus Vollpappe sowie Papierhülsen für Verpackungszwecke und Rundgefäße.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.3 Betriebsstrukturen
Sobald mehr als eine Person in einem Betrieb arbeitet, wird der Unternehmer zur Organisation der Arbeit und zur Aufgabenteilung gezwungen.
Packmittel herstellende Betriebe lassen sich wie jeder Industriebetrieb in einen betriebswirtschaftlichen und einen gewerblich-technischen Bereich gliedern. Wer die vielen vernetzten Prozesse in einem Industriebetrieb besser verstehen will, muss sich die Schnittstellen zwischen den einzelnen Bereichen anschauen.
Abb. 5: Der Blick in einen modernen Packmittelbetrieb zur Herstellung von Faltschachteln
(Quelle: Heidelberg)
Je nach Branche (Dienstleistungsgewerbe, Produktionsunternehmen) und Betriebsgröße haben die Betriebe eine unterschiedliche Struktur. Entscheidend dafür ist auch die Zahl der beschäftigten Mitarbeiter. Damit eng verbunden ist die räumliche Betriebsstruktur sowie die Ausstattung der gesamten zur Verfügung stehenden Betriebsmittel. Diese richtet sich nach den zu verarbeitenden Packstoffen und den daraus hergestellten Packmitteln. Handelt es sich um einen Betrieb, der im Kleinseriensegment fertigt? Oder ist es ein Großbetrieb, der auf Millionenstückzahlen spezialisiert ist? Oder ist es eine Mischung aus beiden Extremen? All das erfordert wiederum unterschiedliche Arbeitszeitmodelle. So kann 1-, 2- oder 3-Schichtbetrieb eine passende Organisationsform der Arbeitszeiten sein.
Ein erfolgreiches Unternehmen achtet dabei auf klar definierte Schnittstellen sowie auf einen reibungslosen Informations- und Materialfluss zwischen den Nahtstellen der einzelnen Bereiche.
Die Ausrichtung der Betriebsstruktur muss immer die Qualität der Produkte, die Produktionsgeschwindigkeit und die Kosten im Fokus haben.
Die Organisationsstruktur eines Betriebes wird wesentlich von der Betriebsgröße, dem Kundenstamm und der herzustellenden Produktpalette beeinflusst. Es gibt zwei grundlegende Organisationsstrukturen: die Funktionsorganisation und die Spartenorganisation. Die Funktionsorganisation herrscht bei kleineren und mittleren Unternehmen sowie bei Unternehmen mit einheitlichem Produktionsprogramm vor. Die meisten Packmittelhersteller arbeiten so: Der Geschäftsleitung sind unterschiedliche Abteilungen unterstellt, die für unterschiedliche Aufgaben zuständig sind – vom Wareneingang/Einkauf bis zum Versand.
Abb. 6: Funktions- und Spartenorganisation (Quelle: Eigene Darstellung)
Die Spartenorganisation ist vor allem für größere Unternehmen mit unterschiedlichen Produktgruppen vorteilhaft. Die Spartenleiter sind komplett verantwortlich für ihren Bereich.
Je größer ein Betrieb wird, desto wichtiger ist es, die Aufgaben klar zu verteilen. In schlecht organisierten Betrieben ist das oft nicht so: Die Mitarbeiter wissen dann nicht genau, wofür sie zuständig sind. Die Grenzen zwischen den einzelnen Tätigkeitsfeldern sind unklar. Dadurch treten zum Beispiel vermehrt Fehler auf. Mehrere Arbeiter arbeiten am selben Problem (Doppelarbeit), oder es treten Stillstandszeiten in der Produktion auf.
Abb. 7: Überblick der grundlegenden betrieblichen Funktionen in einem Packmittel erzeugenden Betrieb
(Quelle: Eigene Darstellung)
Die Grundstruktur eines Betriebes lässt sich ganz allgemein nach den betriebswirtschaftlichen Grundfunktionen in drei große Bereiche unterteilen: Die Beschaffung von Ressourcen, die Leistungserstellung der Packmittel und der Absatz der produzierten Packmittel.
Der Einkauf beschafft alle für die Produktion notwendigen Rohstoffe, Hilfsstoffe und Betriebsstoffe. Einkäufer ermitteln zunächst den Bedarf sowie die Bezugsquellen für die Materialien – zum Beispiel die Lieferanten für das Papier, den Klebstoff, die Druckfarben usw. Der Einkauf holt dafür Angebote ein, vergleicht die Preise und bestellt die gewünschte Qualität. Wenn die Ware termingerecht angeliefert wurde, muss eine Wareneingangsprüfung nach bestimmten zuvor festgelegten Kriterien durchgeführt werden. Wenn alles zur Zufriedenheit erledigt ist, kann die Zahlung der Rechnung angewiesen werden.
Rohstoffe sind die Hauptbestandteile des fertigen Packmittels: zum Beispiel Rohpapier, Karton, Wellpappe, Verbundstoffe. |
Hilfsstoffe sind Nebenbestandteile eines Packmittels mit geringe- rem Kostenanteil: zum Beispiel Klebstoffe, Klebestreifen, Heftdraht, Druckfarben und Lacke, Kunststoffverschlüsse, Aufreißbänder. |
Betriebsstoffe gehen nicht in das Produkt ein, sind aber notwendig für den Produktionsprozess: zum Beispiel Strom, Wasser, Schmierstoffe, Reinigungsmittel, Reparaturmaterial. |
Betriebsmittel sind alle Anlagen und Maschinen, die den Produktions- prozess ermöglichen: zum Beispiel Gebäude, Maschinen, Fahrzeuge. |
Ausführende Arbeit leisten alle Arbeiter und Angestellten, die keine Führungsaufgaben haben. |

Abb. 8: Im Einkauf steht die Beschaffung aller für die Aufrechterhaltung der Produktion wichtigen Betriebsstoffe auf dem Programm: Zugekaufte, offsetbedruckte Kartonbögen zur Aufkaschierung auf eine offene Welle. Farben, Reinigungsmittel, Lösungsmittel, Gummitücher als Hilfsstoffe für die Offsetdruckmaschine. Rohpapier für die Erzeugung von Wellpappe oder die Weiterverarbeitung auf Beutel-, Briefhüllen- und Papiersackmaschinen (Quelle: links, Mitte Heidelberger Druckmaschinen AG)
Die Leistungserstellung beinhaltet die Entwicklung neuer Verpackungen. Größere Betriebe erforschen hier auch neue Techniken und Lösungsverfahren. Sie setzen bei der Verpackungsentwicklung auch immer genauere Testverfahren zur Vorhersage der Festigkeitswerte ein. Zur Leistungserstellung gehört auch, Herstellungsprozesse zu planen und vorzubereiten. Was wird auf welcher Maschine, wann und mit wel- chem Mitteleinsatz hergestellt? Wartung und Instandhaltung werden immer wichtiger, um langfristig einen störungsfreien Produktionsprozess zu sichern.
Auf dem Absatzmarkt muss eine Bedarfsanalyse (Marktforschung) zur genauen Abbildung der Kundenwünsche durchgeführt werden. Welcher Verkaufspreis lässt sich auf dem Markt für diese Produktqualität erzielen? Daraus entsteht dann eine interne Absatzplanung. Kunden erwarten aber auch nach der Warenauslieferung eine Betreuung und Beratung durch die Serviceabteilung. Zum Abschluss des Geschäftsprozesses erhält der Kunde eine Rechnung über die erbrachte Leistung (= Fakturierung).
Abb. 9: Leistungserstellung im Packmittel herstellenden Betrieb: CtP-Anlage zur digitalen Druckplatten-Herstellung, Flachbettstanze, Blick in die Klebereiabteilung mit Faltschachtel-klebemaschinen (Quelle: Heidelberger Druckmaschinen AG ) CtP = Computer to Plate oder deutsch: Digitale Druckplatten- belichtung (DDB). So nennt man ein Verfahren in der Druckvorstufe, bei dem die Druckplatten vom PC aus direkt im Plattenbelichter bebildert werden. (Quelle: Heidelberger Druckmaschinen AG)
Ein erfolgreicher Betrieb muss solide finanziert sein. Dies beginnt mit der Anschaffung der gesamten Betriebsausstattung, der für die Organisation benötigten Hard- und Software. Hinzu kommen die Ent- lohnung der Mitarbeiter, die Beschaffung der Verarbeitungsmaterialien sowie der Betriebsstoffe. Weiter müssen Messeauftritte und Werbemaßnahmen in Online- und Printmedien finanziert werden. Ohne solide Finanzen und ein zukunftsorientiertes Management kann kein Unternehmen bestehen.

Abb. 10: Startklar für den Absatzmarkt: verschiedene Produktmuster der Packmittelbranche (Quellen: links BS-Lindau, rechts Heidelberger Druckmaschinen AG)
Die Steuerung und Führung eines Betriebes ist ohne ein verantwortungsbewusstes, innovatives und zielorientiertes Management nicht denkbar. Mitarbeiter müssen auf Basis eines Wertesystems aktiv ge- führt werden (Führungsfunktion). Denn sie sind eine zentrale Voraussetzung für zufriedene Kunden. Dies setzt eine vorbildliche sowie auf Kontinuität ausgerichtete Unternehmensstruktur voraus (Organisati- onsfunktion). Dazu sind heute leistungsfähige innerbetriebliche Kommunikations- und Datenverarbeitungssysteme sowie moderne Produktionsanlagen (Planungsfunktion) notwendig. Management, Mitarbeiterführung, Unternehmensstruktur und moderne Produktionsanlagen entscheiden über den Erfolg eines Unternehmens.
Aufgaben der Geschäftsleitung:
=> Legt kurz-, mittel- und langfristige Unternehmensziele fest,
=> koordiniert Kernprozesse im Betrieb,
=> ergreift existenzsichernde Maßnahmen (zum Beispiel Unternehmensbeteiligungen auf dem Rohstoffsektor, Zukauf von weiteren Werken, Stilllegung von Abteilungen, Outsourcing),
=> klärt Personalfragen der Führungspositionen.
Outsourcing = Abgabe von Unternehmensaufgaben und -strukturen an Dienstleister
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.4 Grundsätzliche Ziele eines Packmittelbetriebes
Ein Unternehmen muss langfristig bestrebt sein, seine Existenz zu sichern. Hauptziel eines Unternehmens ist es, Gewinne zu erzielen und zu maximieren. Der Gewinn ist die Differenz zwischen Einnahmen und Ertrag oder Leistung auf der einen Seite sowie Ausgaben, Aufwand oder Kosten auf der anderen Seite. Wichtig dabei ist auch zu beachten, wie rentabel das Unternehmen arbeitet. Ohne eine positive Bilanz kann ein Unternehmen langfristig am Markt nicht bestehen. Erreicht wird diese in aller Regel durch Produkte, die vom Kunden in einer bestimmten Qualität nachgefragt werden. Ein zufriedener Kunde ist der Schlüssel für langfristigen Unternehmenserfolg.
Natürlich hat jede Unternehmung auch soziale Funktionen. Dazu gehört es, Arbeitsplätze zu schaffen und zu sichern. Wichtig ist auch die ergonomische Gestaltung der Arbeitsplätze. Hier geht es um die Redu- zierung gesundheitsbelastender Einflüsse am Arbeitsplatz – denn nur ein gesunder Arbeiter ist auf Dauer ein zuverlässiger, motivierter und engagierter Mitarbeiter.
Gerade in Packmittelbetrieben ist der verantwortungsbewusste Einsatz und somit die Erhaltung von Ressourcen wichtig. Aktuell stellt die Packmittel erzeugende Industrie den Begriff der Nachhaltigkeit (Sus- tainability) stark in den Vordergrund. Nachhaltigkeit kommt aus der Forstwirtschaft: Es dürfen nicht mehr Bäume gefällt werden, als nachwachsen können. Die Umweltbewegung hat den Begriff in die Politik eingebracht. Die Packmittelindustrie setzt sehr stark auf Wiederverwertung, zum Beispiel von Altpapier und weitere umweltschonende Verfahren. Die Wiederverwertung von Altpapier bei der Produktion neuer Verpackungen stellt hier ein langjährig bewährtes Paradebeispiel dar. Ferner lässt sich dieses Ziel auch als spezielle Marketingstrategie weiterverwenden, indem die Produkte dahingehend untersucht und zertifiziert werden. Dies geschieht zum Beispiel beim Rohstoff Holz durch die FSC- und PEFC-Zertifizierung (Ab- kürzungen stehen für „Forest Stewardship Council“ und „Programme for the Endorsement of Forest Certification“). Der CO₂-Fußabdruck wird hier als Beleg für eine klimaneutrale Verpackung diskutiert. Er wird auch CO₂-Bilanz genannt. Er ist ein Maß für den Gesamtbetrag von Kohlendioxid-Emissionen (ge- messen in CO₂), der durch eine Aktivität verursacht wird.
Ein weiteres Beispiel für den sparsamen Umgang mit Ressourcen ist der extrem reduzierte Wasserverbrauch bei der Papierherstellung durch die Kreislaufführung des Prozesswassers. Die Entwicklung von immer besseren Abwasserklärverfahren hat wesentlich dazu beigetragen. Im Bereich Flexodruck sind heute Druckfarben auf Wasserbasis bereits Standard. (Flexodruck = Rollenrotationsdruckverfahren, bei dem flexible Druckplatten aus Fotopolymer oder Gummi und Druckfarben mit niedriger Viskosität verwendet werden.)
Durch perfekt auf das zu verpackende Gut abgestimmte Verpackungen werden Lebensmittel geschützt und die Haltbarkeit verlängert. Dadurch landet weniger hochwertige Nahrung im Müll. Aber auch kleinere Packungsgrößen – zum Beispiel für Single-Haushalte – tragen zur Einsparung und zum verantwortungsbewussten Umgang mit den Konsumgütern bei. So lassen sich auch ethische Ziele in einem Unternehmen finden.
Speziell entwickelte Gefahrgutverpackungen machen Transporte von gefährlichen Gütern sicherer und tragen so zum Schutz der Umwelt bei. Umweltschutzaspekte lassen sich an allen Stellen der Wertschöpfungskette von Produkten wiederfinden. 71 % des Altpapiers in Deutschland gehen zurück in die Wiederverarbeitung. Der Energieverbrauch wird ständig durch immer moderner arbeitende Produktionssysteme drastisch reduziert.
Alleine durch diese wenigen Beispiele werden die in ihrer Qualität und Quantität steigenden unterschiedlichen Kundenanforderungen an die in Zukunft zu produzierenden Packmittel deutlich.

Abb. 11: Anders ausgedrückt sind Produktionsfaktoren alle Mittel und Kräfte, mit denen Sachgüter und Dienstleistungen erstellt werden. Die betriebswirtschaftlichen Produktionsfaktoren lassen sich in Elementarfaktoren, bestehend aus menschlicher Arbeit, Materialien und Energie, sowie den ganzen Betriebsmitteln, wie Maschinen, Transportsysteme, Informations- und Datensysteme, untergliedern
(Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.5 Betriebswirtschaftliche Produktionsfaktoren
Damit ein Packmittelbetrieb eine Leistung (Packmittel) erstellen kann, benötigt er elementare Einsatzmittel. Diese werden im Packmittelbetrieb als Produktionsfaktoren „Boden“, „Arbeit“, „Kapital“ und „Wissen“ bezeichnet. Wer diese Produktionsfaktoren sinnvoll kombiniert, sichert die Leistungserstellung. (vgl. Abb. 11)
Hinzu kommt der dispositive Faktor (leitender Faktor); ihn repräsentiert die Geschäftsleitung. Ihre Aufgabe ist die Planung, Organisation, Entscheidung und Kontrolle. Die Geschäftsführung führt die elementaren Produktionsfaktoren zusammen und stimmt sie sinnvoll aufeinander ab. So müssen Rohstoffe, Hilfsstoffe und Betriebsstoffe rechtzeitig in ausreichender Menge im Produktionsprozess zu Verfügung stehen. Gut qualifizierte Mitarbeiter verrichten an den Betriebsmitteln – gemeint ist damit die gesamte technische Betriebsausstattung – engagiert und motiviert ihre Arbeit. Eng damit verbunden ist die dabei entstehende Produktqualität. Wenn die Qualität der hergestellten Produktpalette stimmt, spiegelt sich dies in der Kundenzufriedenheit und somit im Erfolg des Unternehmens wider.
Die Arbeitsteilung führt also zu einem positiven Ergebnis: Die Geschäftsführung sorgt dafür, dass alle Vorprodukte rechtzeitig zur Verfügung stehen. Mitarbeiter tun engagiert ihren Job an modernen Betriebsmitteln. Ergebnis: Gute Produkte und zufriedene Kunden.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.6 Strukturierung des Packmittelbetriebs in einzelne Abteilungen − Aufbauorganisation
Die bereits vorgestellte Grundstruktur „Beschaffung“, „Leistungserstellung“, „Absatz“ muss in immer feiner strukturierte übersichtliche Teilaufgaben untergliedert werden, je vielschichtiger und komplexer ein Betrieb
wird. Geschäftsprozesse müssen also in Haupt- beziehungsweise Kernprozesse und Teilprozesse beziehungsweise unterstützende Prozesse sowie Management- oder Führungsprozesse zerlegt werden. Nur so ist es möglich, die Arbeitsleistung jedes Mitarbeiters optimal zu nutzen.
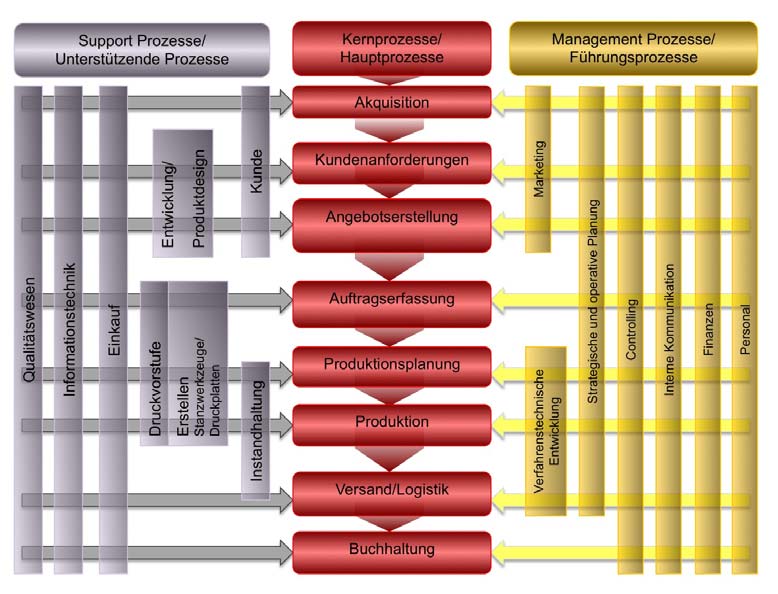 Abbildung 12 zeigt das Prozessmodell eines Packmittelherstellers für den Packstoff Wellpappe und die daraus erzeugten Packmittel aus Wellpappe. (Quelle: Eigene Darstellung)
Abbildung 12 zeigt das Prozessmodell eines Packmittelherstellers für den Packstoff Wellpappe und die daraus erzeugten Packmittel aus Wellpappe. (Quelle: Eigene Darstellung)
Der folgende Film zeigt den Berufsalltag eines Packmitteltechnologen in der Firma G & G Preißer. Der technische Ablauf der Produktion einer Verpackung wird von der Konzeption bis zur Abholung gezeigt.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.6.1 Prozesse im Packmittelbetrieb – Ablauforganisation
In Abbildung 13 ist schematisch ein Prozess dargestellt. Ein Prozess ist eine Handlungsabfolge, bei der die beteiligten Personen mit den zur Verfügung stehenden Mitteln und Tätigkeiten einen Input in einen Output umwandeln. Diese Personen sind für die ausgeführten Tätigkeiten verantwortlich. Ein Prozess wird durch ein Startereignis angestoßen, unter Einbezug von Ressourcen (Produktionsfaktoren: Menschliche Arbeit, Betriebsmittel, Material und Energie) durchgeführt und durch ein Endereignis abgeschlossen. Der Output ist dann mehr wert als der Input. Die für den Prozess benötigte Zeit wird als Prozesszeit tP bezeichnet, die es in aller Regel zu verringern gilt. Ein industrieller Prozess soll also in einer möglichst kurzen Zeit zu einem Ergebnis (Output) führen, das mehr wert ist als die Summe der verwendeten Produktionsfaktoren (Input).

Abb. 13: Schematisierte Darstellung eines Prozesses (Quelle: Eigene Darstellung)
Beispiele dafür, wie in der Packmittelindustrie Mehrwerte erwirtschaftet werden:
=> In einer WPA werden drei einzelne Papierbahnen so verarbeitet, dass daraus ein Packstoff (Wellpappe) entsteht, der bessere Festigkeitseigenschaften hat als die drei einzelnen Papierbahnen.
=> In der Druckvorstufe wird aus einer Cyrel-Platte, durch ein spezielles Verfahren, ein Flexodruckklischee zum Erstellen von Druckbildern erstellt.
=> Einzelne flachliegende Nutzen werden in einer Faltschachtelklebemaschine zu einer Faltschachtel mit Automatikboden zusammengeklebt.
=> ...
Zur Kontrolle der Prozesse ist ein ständiger Soll-Istwert-Vergleich notwendig. Das setzt voraus, dass für jeden Prozess klare Vorgaben (Soll-Werte) definiert sind und während des gesamten Prozessablaufes eine Messung des Ist-Zustandes erfolgt. Dieser Prozess ist Aufgabe des Qualitätsmanagements. Das Qualitätsmanagement kontrolliert also, ob der Ist-Zustand im Prozess den Soll-Vorgaben entspricht.
In der Verpackungsbranche wird oft von „Workflow“ gesprochen. Der englische Begriff mit der Bedeutung „Arbeitsfluss“ wird hier als die gesamte Vernetzung von einzelnen Prozessen vom Kundenauftrag bis zum fertigen Packmittel unter Einbezug des Informations- und Materialflusses verstanden. Oft sind auch noch die Rohstoffhersteller und Abpackbetriebe einzubeziehen.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.6.2 Darstellung von Prozessen
Gerade im Produktionsprozess von Verpackungen, in dem eine feste Reihenfolge in der Produktionsabfolge eingehalten werden muss (Linienproduktion), ist die anschauliche Darstellung unverzichtbar. Die Abstimmung der einzelnen in Reihe geschalteten Maschinengeschwindigkeiten der Weiterverarbeitungsmaschinen ist hier besonders wichtig. Eine leistungsfähige Druckmaschine kann so zum Beispiel mehrere Flachbettstanzen mit bedruckten Materialbogen versorgen. Können die Paletten in der Reihenfolge, wie sie gestanzt wurden, weitertransportiert werden, oder müssen sie zuvor noch umgestapelt und im Halbfertigwarenlager eingelagert werden? Im anschließenden Klebeprozess ist eine Faltschachtelklebemaschine, deren Arbeitsgeschwindigkeit wesentlich höher ist als die der Stanze, ausreichend, um die flachliegenden Nutzen aufzustellen und zu kleben. Für einen effektiven Produktionsablauf ist die Abstimmung der Geschwindigkeiten der beteiligten Maschinen unverzichtbar. Wichtig ist auch die Frage, wie viele Arbeiter notwendig sind, um die gefalteten und geklebten Faltschachteln in Umkartons abzupacken.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.6.3 Prozess-Matrix
Um die Abläufe in einem Packmittelbetrieb besser verstehen zu können, ist es nützlich, die typischen Prozesse des Verpackungs-Workflows mit den standardisierten Geschäftsprozessen eines Unternehmens zu kombinieren. Dadurch wird deutlich, dass bei der Neuentwicklung eines Packmittels (blaue Kurve in Abbildung 14) alle typischen Prozessschritte des Verpackungs-Workflows im Unternehmen durchlaufen werden. Bei einem Wiederholauftrag (grüne Kurve) werden nur die Prozesse „Produktion“ und „Versand“ aktiviert. Handelt es sich um eine geringfügige Auftragsänderung (rote Kurve), sind die Prozesse „Pack- mitteldesign“, „Druckvorstufe“, „Produktion“ und „Versand“ betroffen.

Abb. 14: Prozessmatrix bestehend aus den standardisierten Geschäftsprozessen und den typischen Prozessen des Verpackungs-Workflows (Quelle: Eigene Darstellung)
Als Beispiel kann hier die Änderung des Packmitteldesigns angeführt werden, wenn das gleiche Produkt in einer anderen Sprache auf den Markt kommt. Bei einem Entwicklungsauftrag sind zunächst nur die Packmittelentwicklung und das Packmitteldesign aktiv (orangefarbene Kurve).
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.6.4 Prozesskettendiagramm
Zur übersichtlicheren Darstellung lassen sich Prozessabläufe in Flussdiagrammen darstellen. Dadurch erhalten alle am Prozess beteiligten Mitarbeiter einen guten Überblick. Diese Visualisierung ist sehr gut zur Analyse des gesamten Prozesses geeignet. Engpässe können so frühzeitig erkannt und Verbesserungsmöglichkeiten eingebaut werden. Das Flussdiagramm wird von den leitenden Mitarbeitern der einzelnen Abteilungen in sogenannten Prozessmeetings erarbeitet. Je feiner die einzelnen Prozesse im Diagramm abgebildet werden, desto reibungsloser wird später der Ablauf in der betrieblichen Praxis statt- finden. All diese Fragen, um nur einige exemplarisch zu nennen, werden von den Prozessteams genau untersucht und anschließend zur weiteren Präzisierung des Flussdiagramms eingepflegt. Die hier dargestellten Prozessdiagramme sind nicht auf ein konkretes Unternehmen abgestimmt. Deshalb weisen sie immer eine gewisse Vereinfachung gegenüber der Realität aus.

Abb. 15: allgemeine Darstellung von Prozessen Erklärung der Symbole: (Quelle: Eigene Darstellung)
Rechteck: Ein Prozess besteht aus einer Abfolge von Tätigkeiten.
Pfeile: Die Abfolge wird durch Pfeile in entsprechender Richtung beschrieben. Die Pfeilrichtung kennzeichnet den Informations- und Materialfluss.
Raute: Ergebnisse werden durch Rauten dargestellt. Jedem Ergebnis folgt eine Entscheidung.
Kreis: Verbindungspunkte mit entsprechender Funktion „v“ und/ „ˆ“ oder ...
Farbe: zur besseren Verständlichkeit und übersichtlicheren Darstellung
Die folgende Abbildung zeigt ein ereignisorientiertes Prozesskettendiagramm für ein Standard-Packmittel aus Wellpappe.

Abb. 16: Prozessflussdiagramm oder Prozessdarstellung „von der Kundenanfrage zum fertigen Packmittel“ (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7 Die Kernprozesse eines Packmittel herstellenden Betriebs
Ein Kernprozess trägt direkt zur Wertschöpfung bei. Das Management bildet einzelne nach Aufgaben und Kompetenzbereichen geordnete Abteilungen. Durch einen hohen Spezialisierungsgrad in diesen Teams kann bei gleichzeitiger Erhaltung der Flexibilität wesentlich effizienter gearbeitet werden. Jede Abteilung ist bei einer vorgeschalteten Abteilung interner Kunde. In der Abteilung selbst wird eine Prozessaufgabe wie zum Beispiel die Erstellung eines Angebotes verarbeitet. Die Abteilung tritt anschließend als Lieferant für die nachfolgende Abteilung auf, an die sie das erstellte Angebot weitergibt. So sind die einzelnen Bereiche in sogenannten Prozessketten (Workflow) miteinander verschaltet. Es findet ein Material- und Informationsfluss zwischen den einzelnen Bereichen statt. Bei den Kernprozessen gibt es kundennahe (Kundenanforderungen) und kundenferne Prozesse (Produktion). Ein Hauptprozess ist ein abteilungsübergreifender Prozess. Dieser wird dann in Teilprozesse, also in einen jeweils in sich abgeschlossenen Vorgang, zerlegt.
Spezialisierte Abteilungen erledigen Teilschritte eines Gesamtprozesses: Zum Beispiel die Erstellung eines Angebotes. Wenn sie das an die nachfolgende Abteilung weitergeben, treten sie intern als Lieferanten auf. Die nachfolgende Abteilung hat die Rolle eines „Kunden“.

Abb. 17: innerbetriebliche Geschäftsprozesse, in denen ein Packmitteltechnologe eingesetzt wird
(Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.1 Akquise
Zentraler Bestandteil der Akquisition ist die Gewinnung von Neukunden. Unternehmen sprechen Neukunden bei Messen oder durch ihren Außendienst an. Produktneuheiten helfen dabei, neue Kaufinteressenten zu finden. Neukunden sind Kunden, die das erste Mal mit dem Unternehmen in Kontakt kommen, aber auch Kunden, die schon seit längerer Zeit nicht mehr beim Unternehmen bestellt haben. Die Kundenakquise erfolgt über Produktpräsentationen auf Messen und durch einen agilen Außendienst.

Abb. 18: Die Produktpräsentation auf Messen ist eine beliebte Möglichkeit, um Neukunden auf das Unternehmen aufmerksam zu machen (Quelle: Eigene Darstellung)
Parallel dazu wird eine permanente Bedarfsanalyse des Marktes durchgeführt, um langfristig produkt- und kapazitätsbezogene Mengen zu erzielen. Produktneuheiten helfen dabei, neue Zielgruppen anzu- sprechen. Das Ziel: möglichst viele Kaufinteressenten finden.
Bei Wiederholaufträgen entfällt der umfangreiche Prozess der Verpackungsentwicklung nach konkreten Kundenanforderungen. Der Auftrag kann sofort von der Produktionsplanung abgeholt werden, da alle er- forderlichen Werkzeuge bereits vorhanden sind; lediglich die Materialbestände müssen im Vorfeld abgeklärt werden. Die Kundenakquise steht in direktem Kontakt zum Prozess „Angebotserstellung“.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.2 Kundenanforderungen
Die Kundenanfrage mit den gewünschten Kundenanforderungen wird heute in fast allen Unternehmen im Verkaufsgespräch durch den Außendienst oder Vertriebsinnendienst in einer Checkliste erfasst. Diese ist je nach Unternehmen unterschiedlich detailliert.
Fragen die in einer Checkliste enthalten sein sollten:
- Sind alle Kundendaten erfasst?
- Sind alle Auftragsdaten erfasst?
- Welche Angaben können zum verpackenden Gut gemacht werden?
- Welche Anforderungen werden durch die Produktionsmaschinen vorgegeben?
- Welche logistischen Anforderungen werden von dem Packmittel gefordert?
- Welche Anforderungen hinsichtlich Verkaufs- und Marketingfunktion sind bei der Entwicklung zu beachten?
- Welche Kriterien für den Handel beziehungsweise für den Endverbraucher sind zu beachten?
- Was muss beachtet werden, wenn eine Maschinenlösung zum Aufrichten und Abpacken gefordert ist?
- Welches Druckverfahren soll zum Einsatz kommen? Welche technischen Vorgaben sind damit verbunden?
=> Bei dieser Menge an Anforderungen ist es unmöglich, alle in gleichem Maße zu erfüllen. Deshalb ist es wichtig, dass die Fülle von Anforderungen zusammen mit dem Kunden in einer Prioritätenliste geordnet wird!
Nach der Anfrage wird intern die Zahlungsfähigkeit des anfragenden Unternehmens abgeklärt. Aus den gewonnenen Eindrücken des Kunden wird die Wahrscheinlichkeit einer Bestellung abgeklärt. Anschlie- ßend wird intern abgesteckt, welcher Aufwand dem Angebotserstellungsprozess zugemessen wird. Wenn es sich um individuell bedruckte Packmittel handelt, liegt immer eine kundenbezogene Auftragsfertigung vor. Handelt es sich dabei um eine komplizierte Neuentwicklung einer ganzen Abpacklinie mit großem Entwicklungseinsatz über mehrere Monate oder gar Jahre? Oder ist die Anfrage relativ einfach durch die Abänderung eines Standards oder die Modifizierung einer bereits durchgeführten Lösung zu realisieren? Der Angebotspreis sollte sich weniger an den eigenen Kosten als vielmehr an dem Preis orientieren, den der Kunde zu zahlen bereit ist – beziehungsweise den der Markt akzeptiert.
Bei kundenanonymer Lagerfertigung von Großserienprodukten, wie zum Beispiel Packmittel nach ECMA- oder FEFCO-Code, Briefhüllen der DIN-Formatreihe sowie Standardbeutel werden die Angebotsangaben in einem Verkaufskatalog veröffentlicht. Spiral- oder parallel gewickelte Papierhülsen für Rollenpapiere oder Kunststofffolien werden nach konkreten Kundenanforderungen kalkuliert.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.3 Angebotserstellung und -kalkulation
Ausgehend von den Kundenanforderungen regelt der Prozess „Angebotserstellung/-kalkulation“ die Erstellung der Produktkalkulation und der Angebotserstellung. Ausgelöst wird der Prozess durch die Anfrage des Kunden und den dabei besprochenen Kundenanforderungen. Dieser Prozess lässt sich in folgende Teilprozesse untergliedern: Planung und Konstruktion eines Handmusters am CAD, Einholung von Materialpreisen, Kalkulation der Maschinenlaufzeiten, Fertigungskosten. (CAD = computer-aided design = deutsch: rechnerunterstütztes Konstruieren. Am Computer entwerfen Unternehmen Handmuster (Prototypen) eines Packmittels.) Aus den Informationen der Teilprozesse wird dann der Verkaufspreis kalkuliert. Die Hauptaufgabe dieser Abteilung besteht in einer detaillierten Angebotskalkulation sowie einem konkreten Angebot, in dem die Kundenanforderungen erfasst sind. Das Ziel ist die abschließende Auftragserteilung durch den Kunden.
Einige Firmen treffen besondere Festlegungen für Produkte, die über eine Preisliste verkauft werden. Dies können zum Beispiel Bogenware im Wellpappbereich, Papierhülsen nach Laufmeter, Durchmesser und Wandstärke, Wellpappkisten nach FEFCO-Code oder Faltschachteln nach ECMA-Katalog sein. (FEFCO-ESBO-Code (fibre- board case code), deutsch: Internationaler Code für Versandverpackungen.) Im Bereich der flexiblen Packmittel werden Standardbriefhüllenformate und Versandtaschen sowie Standardbeutel und Papiertragetaschen je nach Anzahl der verwendeten Druckfarben nach Preisliste verkauft. Sonst überwiegt in der Verpackungsbranche die auftragsbezogene Fertigung nach konkreten Kundenanforderungen. Bis auf Massenprodukte wie Wellpappkisten nach FEFCO- Code oder zum Beispiel auch Standard-Briefhüllen arbeitet die Verpackungsbranche vor allem nach individueller Kundenanforderung.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.3.1 Die Angebotskonditionen
Das Angebot (Beispiel siehe Abbildung 19) ist eine schriftliche oder mündliche Erklärung des anbietenden Unternehmens. Es ist zeitlich befristet und sollte aus juristischen Gründen immer schriftlich abgegeben werden. Im Angebot werden die Leistungen des angefragten Produktes sowie die Zahlungs- und die Lieferbedingungen genau beschrieben. Alle Informationen, die während des Angebotserstellungsprozesses entstehen, werden archiviert. So wird eine rationellere Arbeitsweise bei ähnlichen Anfragen ermöglicht. Bei der Angebotsgestaltung ist darauf zu achten, dass die äußere Form des Angebotes eine positive Außenwirkung des Unternehmens erzeugen soll. Ferner muss das Angebot gesetzlichen Normen entsprechen. So müssen zum Beispiel die allgemeinen Geschäftsbedingungen des Unternehmens für den Kunden zugänglich sein. Falls das Angebot nicht zum Geschäftsabschluss führt, müssen die Ursachen für den Auftragsverlust analysiert und die Erkenntnisse in den neuen Angebotserstellungsprozess eingepflegt werden.

Abb. 19: Diese Grafik zeigt, welche Informationen einem Kundenangebot entnommen werden können
(Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.3.2 Kostenmanagement in einem Packmittel erzeugenden Betrieb
Wie kommt nun der Angebotspreis zustande? Hierzu müssen umfangreiche innerbetriebliche Überlegungen angestellt werden. Der Einsatz und die sinnvolle Kombination der betriebswirtschaftlichen Produktionsfaktoren (Rohstoffe, Kapital, Arbeit, Wissen) verursachen Kosten. Ein elementares Betriebsziel ist die ständige Kontrolle der Betriebsabläufe unter wirtschaftlichen Gesichtspunkten. Nur wer die Kosten der betriebswirtschaftlichen Produktionsfaktoren kennt, kann fundiert Angebotspreise kalkulieren.

Abb. 20: Grundlage für die Kalkulation eines Angebotspreises: beispielhafte Kosten der Produktionsfaktoren (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.3.3 Was sind Kosten?
Unter Kosten versteht man den in Geld bewerteten Aufwand bei der Erzeugung von Gütern und Dienstleistungen innerhalb eines festgelegten Zeitraums. Unter Ausgaben versteht man den Gegenwert für die vom Unternehmen getätigten Einkäufe. Beispiele hierfür sind Bargeldzahlungen von Rohpapieren, Krediterhöhungen bei der Bank für die Anschaffung einer neuen Rotationsstanze oder Forderungsminderungen beim Lieferanten oder für bereits gelieferten Stärkeleim.
Als Packmitteltechnologe gehört man zu den Kostenverursachern (Löhne/Gehälter, Sozialleistungen, Produktion von Ausschuss aufgrund mangelnder Fachkompetenz) im Betrieb. Das ist nicht weiter tragisch – vorausgesetzt, die Arbeitsleistung ist höher zu bewerten als die verursachten Kosten. Gute Arbeitsleistungen erbringt ein Packmitteltechnologe zum Beispiel, wenn er kreativ innovative Packmittel entwickelt, als Maschinenführer geringe Ausschussquoten verursacht oder handwerklich geschickt Stanzformen herstellt. So kann er – obwohl er zunächst Kostenverursacher ist – durch gute Arbeitsleistung auch wesentlich zum Gewinn des Unternehmens beitragen. Als Anerkennung kann es dann zu Urlaubs-, Weihnachtsgeld oder sonstigen Prämienzahlungen kommen.
Das Kostenmanagement ist zweifelsohne das Kerngeschäft der kaufmännischen Abteilungen (Betriebsbuchführung) im Betrieb. Als Packmitteltechnologe ist man jedoch Teil des gesamten Unternehmens und – wie oben kurz beschrieben – einerseits Kostenverursacher (Kostenstelle beziehungsweise Kostenträger) und auf der anderen Seite Kostenoptimierer (Prinzip der Gewinnmaximierung), zum Beispiel bei der Optimierung von Produktionsprozessen von Packmitteln. Ferner muss man Kunden bei der Tätigkeit im Verpackungsentwicklungsprozess auch dahingehend beraten, welche Kosten die Packmittel entlang der gesamten Lieferkette (Supply-Chain) eines zu verpackenden Gutes verursachen werden.
Dies erfolgt in enger Zusammenarbeit mit der Kalkulationsabteilung. Dabei handelt es sich um eine sehr komplexe Aufgabe, die sehr viel Know-how, Erfahrung und Überblick des gesamten Packmittelmarktes erfordert.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.3.5 Vorgehensweise bei der Kostenerfassung
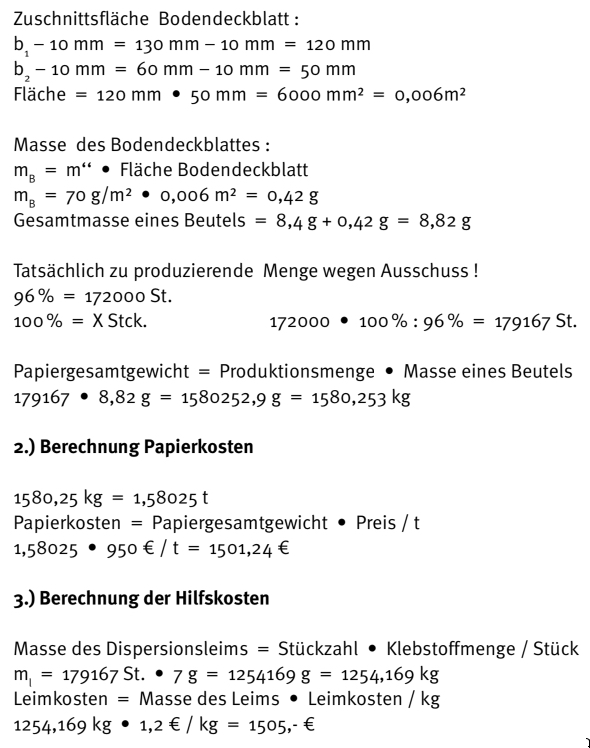
Teil dieser Fragestellung ist, genau berechnen zu können, welche Herstellungskosten bei den beiden Produktionsprozessen (Blockbodenbeutel, Faltschachtel für Müsli) anfallen. Zunächst muss genau ermittelt werden, wie viel Papier beziehungsweise Karton für die Packmittel bei entsprechender Stückzahl benötigt wird. Im zweiten Schritt erfolgt die Mengenbewertung mit dem Preis. Dies ist je nach zu bewertendem Gut in einer typischen Einheit vorzunehmen: So bezieht sich der Preis bei den Rohstoffkosten Papier, Karton, Vollpappe immer auf die Einheit Kilogramm. Bei Wellpappe bezieht er sich eher auf die benötigte Quadratmeteranzahl.
Erfassung der Gemeinkosten
Bei einer Stanzform ist eine umfangreichere Kalkulation notwendig, bei der alle benötigten Materialien und die zur Herstellung erforderliche Arbeitszeit ermittelt werden müssen. Diese werden in einem Betriebsabrechnungsbogen genau den Kostenstellen zugeordnet. Lässt sich die Arbeitszeit für einen Auftrag nicht genau ermitteln, weil zum Beispiel gleichzeitig mehrere Stanzwerkzeuge im Stanzformenbau von vier Arbeitern gleichzeitig gebaut werden, so spricht man von Lohngemeinkosten. Hinzu kommen Betriebsgemeinkosten – dies sind Kostenanteile, die immer anfallen. Solche Kosten sind zum Beispiel Mieten für Gebäude, Stromkosten für Produktionshallen, Reinigungskosten. Häufig wird in der Packmittelbranche auch vom Maschinenstundensatz gesprochen. Hier sind bereits alle anfallenden Kosten, die eine Maschine innerhalb eines Bewertungszeitraumes (meist eine Betriebsstunde) verursacht, berücksichtigt. Dazu gehören die Abschreibungen, die Lohnkosten des Maschinenführers, die Abnutzungspauschale sowie die Kosten für Strom und Wartungs- und Instandhaltungskosten. Der Maschinenstundensatz wird dann mit der errechneten Maschinenlaufzeit multipliziert. Daraus ergeben sich dann die Produktions- oder Fertigungskosten.
Maschinenstundensätze, in die alle Kosten eingerechnet sind, die der Betrieb einer Maschine verursacht, vereinfachen die Kalkulation und Abrechnung von Aufträgen.
Berechnung der Selbstkosten
Die Kosten, die während des gesamten Herstellungsprozesses für den gesamten Produktionsauftrag Faltschachtel für ein Kilo Müsli entstehen, bezeichnet man als Selbstkosten. Hierzu müssen sämtliche am Produktionsprozess zu berücksichtigenden Kostenstellen aufaddiert werden.
Die Selbstkosten sind der gesamte Aufwand, der zur Herstellung des Kundenauftrages erforderlich ist.
Entstehung des Nettopreises
Da alle Unternehmen zur langfristigen Existenzsicherung – wie in Kapitel 1.1.7.3 bereits angesprochen – nach Gewinn (Lohn des Unternehmers und Rücklage, um wirtschaftliche Krisenzeiten möglichst unbeschadet überstehen zu können) streben, wird zu den Selbstkosten noch ein Gewinnzuschlag hinzugerechnet. Dieser beträgt in der Packmittel herstellenden Industrie je nach Sparte zwischen 2 % und 20 % und dient dem Unternehmer als Entschädigung für das Wagnis beziehungsweise Risiko, das er für seine Unternehmung zu tragen hat. Der prozentuale Gewinnaufschlag richtet sich natürlich auch nach den am Markt für das jeweilige Packmittel zu erzielenden Preis. Je härter umkämpft ein Markt ist, desto niedriger ist der Marktpreis – und damit auch der Gewinn. Preise für innovative und qualitativ hochwertige Packmittel sind in aller Regel höher als für Massenprodukte. In diesen Fällen kann der Gewinn auch deutlich höher ausfallen.
Der zu erzielende Marktpreis kann durch Kundenumfragen (Marktforschung) ermittelt werden. Umgekehrt finden bei Massenverpackungen (Millionenstückzahlen für 100-Gramm-Tafel Schokolade) regelrechte Preisschlachten statt, bei denen der Preis für eine Faltschachtel weit unter einem Cent liegt. Hier kann es auch zu Aufträgen kommen, die gar keinen Gewinn mehr abwerfen.
Der Bruttopreis wird vom Kunden bezahlt
Da alle Güter, die zum Verkauf angeboten werden, mit einer Mehrwertsteuer beaufschlagt sind, muss dem Nettopreis noch die Mehrwertsteuer hinzugerechnet werden. Diese beträgt zurzeit im Packmittelbereich 19%. Die Mehrwertsteuer für Bücher und sonstige Drucksachen liegt bei 7 %.

Abb. 23: So setzt sich der Gesamtpreis zusammen (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.3.6 Einfaches Kalkulationsbeispiel für einen Blockbodenbeutel
Mit diesem Beispiel aus der Sparte „Flexible Packmittel“ wird anhand eines Blockbodenbeutels eine einfache Kostenberechnung vorgestellt. Aus welchen einzelnen Bestandteilen setzen sich die Produktionskosten für einen Blockbodenbeutel zusammen? Eine Analyse des Herstellungsprozesses – unter Berücksichtigung aller Kosten verursachenden Faktoren – führt hier zum Ziel. Dies soll mit dem vorliegenden stark vereinfachten Beispiel veranschaulicht werden. Eine Übertragung der grundsätzlichen Vorgehensweise bei der Kalkulation anderer Packmittel ist möglich und erwünscht. Der Zusammenhang zwischen Materialbedarf und Materialkosten, Hilfsstoffmengen und Hilfsstoffkosten sowie Maschinenlaufzeit und Maschinenstundensatz wird hier exemplarisch durchgerechnet. Die Vorgehensweise dient als „Rezept“ für weitere Übungsaufgaben.
Aufgabe:
Die Großmetzgerei „Scharfe Henne“ fragt bei der Flexibelpack GmbH telefonisch ein Angebot über 172.000 Blockbodenbeutel mit Bodendeckblatt an. Die geforderten Maße des Beutels sind 130 + 30 x 260 (b₁ = 130 b₃ = 30 l₁ = 260). Die Standbodenüberlappung (ü2) soll 20mm betragen. Es soll eine mittlere weiße Papierqualität zum Einsatz kommen. Das Druckbild ist ein einfarbiges Rautenmuster. Die Ware soll selbst abgeholt werden. Gewünschter Liefertermin: eine Woche nach Auftragseingang. Das Zahlungsziel beläuft sich auf 30 Tage, 2 % Skonto bei Zahlung innerhalb einer Woche.
Folgende Informationen stehen innerbetrieblich aus den verschiedenen Abteilungen zur Verfügung:
Wareneinkauf – Rohstoff- und Hilfsstoffpreise
– Eine Tonne Papier der Qualität e ́gl 70 g/m2 kostet 950 €.
– Ein Kilo Dispersionsleim kostet 1,2 €.
– Ein Kilo Flexodruckfarbe in weiß/schwarz kostet 3,5 €.
– Ein Kilo blaue Farbe kostet 4,5 €.
Informationen aus der Packmittelentwicklung
– Der Farbauftrag beträgt 4 g/m2.
– Pro Beutel werden für Längsklebung und Bodenklebung 7 g Leim benötigt.
Produktionsplanung und -steuerung, Produktion
– Der Maschinenstundensatz für die Flexodruckmaschine beträgt 280 €/Stunde.
– Durchschnittliche Maschinengeschwindigkeit der Flexodruckmaschine 500 m/min.
– Die Rüstzeit beträgt 15 Minuten.
– Der Maschinenstundensatz für die Blockbodenbeutelmaschine beträgt 110 €/Stunde.
– Die Maschinenleistung beträgt 220 Beutel/min.
– Die Rüstzeit beträgt 45 Minuten.
– Der Produktionsausschuss liegt bei 4 %.
Druckvorstufe
– Das Flexodruckklischee kostet für eine Farbe 250 € zuzüglich 50 € Proofkosten.
Controlling
– Gemeinkostenzuschlag 18 %
Verkauf
– Gewinnaufschlag 4 %

Abb. 25: Blockbodenbeutelhandmuster. Rechts: Zeichnung des flachliegenden Zuschnitts des Blockbodenbeutels mit allen nötigen Abmessungen



Der am Markt zu erzielende Verkaufspreis richtet sich danach, was die Kunden bereit sind, für das jeweilige Produkt zu bezahlen. Je weniger Konkurrenzprodukte auf dem Markt sind, desto höher ist in der Regel der zu erzielende Marktpreis. Natürlich sollte bei der Produktion ein Gewinn für das Unternehmen entstehen, da die Unternehmung nur so langfristig auf dem Markt existieren kann. Der Gewinnaufschlag in der Verpackungsbranche liegt je nach Produkt zwischen 4 und 20 %.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.4 Auftragserfassung
Die Auftragserfassung (meist im Verkaufsinnendienst angesiedelt) wird aktiv, wenn der Kunde das Angebot positiv bewertet. Durch die übereinstimmende Abgabe zweier Willenserklärungen (Antrag und Annahme) kommt es zu einem Vertragsabschluss zwischen den bei-en Parteien. Der Auftrag wird nun mit allen relevanten Daten im BDE- System angelegt (BDE = Betriebsdatenerfassung). Ab diesem Zeitpunkt können alle Abteilungen über innerbetriebliche Kommunikationssysteme darauf zugreifen und den aktuellen Auftragsstand einsehen.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.5 Produktionsplanung und -steuerung PPS
PPS = Produktionsplanungs- und Steuerungssystem. Dieses Computerprogramm unterstützt den Anwender bei der Produktionsplanung sowie -steuerung und übernimmt die damit verbundene Datenverwaltung.
In der Produktionsplanung werden für den zukünftigen Produktionsablauf die Ziele sowie die Aufgaben zum Erreichen dieser Ziele festgelegt. Es findet ein ständiger Soll-Ist-Wertvergleich statt.


Abb. 26: Abstimmung des Produktionsplans am ERP-System (Enterprise-Resource-Planning = Unternehmensressourcenplanung) (Quelle: Heidelberger Druckmaschinen AG)
Die Produktionssteuerung hat dafür zu sorgen, dass diese Pläne trotz der in jedem Betrieb auftretenden Störungen in die Realität umgesetzt werden. Konkret heißt das: Die Abteilung Produktionsplanung und -steuerung erhält den Auftragsdatensatz aus dem betriebsinternen BDE-System. Sie koordiniert die Produktionstermine der eingesetzten Maschinen, die erforderlichen Materialien, legt Fertigungsablaufpläne fest und nimmt die Versandplanung vor. Sie berücksichtigt dabei Liefertermine und die Auslastung der Produktionsmaschinen. Dazu müssen im Vorfeld Rüstzeiten von Maschinen erfasst werden. Aus technisch realisierbaren Produktionsgeschwindigkeiten müssen Maschinenlaufzeiten für jeden Auftrag berechnet werden. Zusätzlich zu den daraus ermittelten Produktionszeiten sollten Pufferzeiten einkalkuliert werden, um Störungen im Produktionsablauf aushalten zu können. Somit werden in diesem Prozess alle Parameter für einen möglichst effizienten Fertigungsprozess festgelegt. Hauptziel ist es, die mengengerechte und termingenaue Lieferung sicherzustellen, um den Kunden zufrieden zu stellen.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.6 Produktion
Der Produktionsprozess beschreibt die internen Produktionsabläufe vom Produktionsbeginn bis zur Fertigstellung. Anstoß für diesen Prozess ist der Auftragsdatensatz aus dem Produktionsplanungssystem sowie der Produktionsplan. Ziel dieses Prozesses sind fertig verpackte und versandfertige Produkte, die kundengerechte Ausführung und Abwicklung in Bezug auf innerbetriebliche Qualitätskriterien, Liefertermin, Stückzahl und Gesamtproduktivität. Die meisten Prüfungen in der Produktion finden heute in der „Werkerselbstprüfung“ statt. Bei der Werkerselbstprüfung werden Mitarbeiter befähigt, die Qualität ihrer Arbeit selbst zu überprüfen und gegebenenfalls notwendige Maßnahmen einzuleiten. Zusätzlich geforderte Prüfungen werden in den Prüflaboren der Fachabteilungen (zum Beispiel Wareneingangsprüfung, Druckbildkontrolle, Kontrolle der Nutzen beim Stanzen) durchgeführt. Gegebenenfalls wird ein Prüfprotokoll für den Kunden erstellt. Eine Rückverfolgbarkeit des Auftrags sollte lückenlos möglich sein – dies kann zum Beispiel über Palettenzettel mit Auftragsnummer gewährleistet werden. Beurteilungskriterien für einen effektiven und wirtschaftlichen Produktionsprozess sind unter anderem folgende Prozesskennzahlen: Der Nutzungsgrad der Maschinen, der Produktionsabfall (Ausschuss), die effektive Leistung (Stk./h) sowie die Reklamationsquote.

Abb. 27: Kaschiermaschine zum Aufkaschieren von offsetbedruckten Bogen auf Wellpappe (Quelle: bobstgroup.com)
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.7.7 Logistik
Unter Logistik versteht man die wirtschaftliche Planung, Steuerung und Durchführung aller Waren- und Materialbewegungen innerhalb und außerhalb des Unternehmens. Die Logistikkette beschreibt den Materialfluss von der Rohstoffbeschaffung in der Papierfabrik (Zulieferer) über den Produktionsprozess der Packmittel im Unternehmen bis zur Auslieferung der produzierten Ware beim Kunden. Parallel dazu muss auch die Entsorgung der anfallenden Produktionsabfälle – wie zum Beispiel Ausschuss, Randbeschnitt und Stanzabfälle – geregelt werden. Logistik im Industriebetrieb wird unterteilt in Beschaffungs-, Produktions- und Absatz- beziehungsweise Lagerlogistik. Die Logistikabteilung erstellt die Lieferpapiere und regelt den Versand der Fertigware. Sie ist ist zuständig für den Materialfluss – von der Rohstoffbeschaffung bis zur Lieferung des fertigen Produktes an den Kunden. Optional kann, wenn eine hauseigene Spedition vorhanden ist, die Tourenplanung durchgeführt und optimiert werden. Ausgelöst wird dieser Prozess, wenn aus der Produktion die Meldung der Versandbereitschaft eintrifft. Die Abteilung erfüllt ihren Prozessauftrag, indem sie den Lieferschein sowie die Ladeliste erstellt und die termingerechte Zustellung zum Kunden organisiert.

Abb. 28: Die gestapelten, vorgefertigten Wellpappbogen werden in einem Beladeroboter für den Kunden, der diese auf einer Abpackmaschine aufstellt, versandfertig gemacht (Quelle: Minda.de)
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.8 Unterstützende Prozesse
Unterstützende Prozesse/Teilprozesse leisten keinen direkten Wertschöpfungsbeitrag, sind aber nötig, damit die Kernprozesse/Hauptprozesse zielgerichtet ablaufen können. Beispiele für unterstützende Prozesse sind die Packmittelentwicklung, der Druckvorstufenprozess, das Qualitätswesen sowie die Informations- und Kommunikationstechnik. Aber auch der Wareneinkauf und die Wartung- und Instandhaltung der Betriebsmittel gehören zu den unterstützenden Prozessen. Im weiteren Verlauf sollen einige Support-Prozesse exemplarisch etwas genauer betrachtet werden.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.8.1 Druckvorstufe
Die Darstellung zeigt, welche Inputs notwendig sind, um den Druckprozess in Gang setzen zu können.

Abb. 29: Hier sind die unterstützenden Prozesse, Design und Druckvorstufe für den Kernprozess „Produktion“, Teilprozess „Drucken“, dargestellt. Der Informationsfluss zwischen den einzelnen Teilprozessen findet über das ERP-System beziehungsweise Telefon statt. Auch der Materialfluss wird über das ERP-System gesteuert. Die realen Materialbewegungen werden zwischen Roh- und Hilfsstofflager durch Transportsysteme realisiert. (Quelle: Eigene Darstellung)
Die Aufbereitung der Druckdaten wird in der Abteilung „Druckvorstufe“ in sinnvolle Teilschritte zerlegt. Die Verteilung der Arbeitsaufgaben sowie die Verantwortung für den Prozess „Druckvorstufe“ übernimmt der Leiter „Druckvorstufe“. Input für diesen Prozess sind die Information aus der Designabteilung und die Rohlinge der Druckplatten. Ziel dieses Prozesses sind einsatzfähige Druckplatten für die jeweilige Druckabteilung.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.8.2 Qualitätswesen
Das Qualitätsmanagement ist heute in jedem Unternehmen verankert. Jeder Prozess sollte sich dem Blick aus der Qualitätsperspektive unterziehen. Denn Qualität ist die bestmögliche Erfüllung der gestellten Kundenanforderungen. Über die Erfüllung der Anforderungen entscheidet einzig und allein der Kunde. Unternehmen tragen dem Trend zu immer höheren Kundenerwartungen durch ständige Qualitätsver- besserung Rechnung.
Der Unternehmenserfolg eines Packmittel erzeugenden Betriebes wird von der Qualität des Packmittels, dem Preis und der termingerechten Lieferung bestimmt.
Qualitäts-Definition nach DIN 55350 Qualität ist „die Beschaffenheit einer Einheit bezüglich ihrer Eignung, festgelegte und vorausgesetzte Erfordernisse zu erfüllen“. |
Folgende Ziele des Qualitätsmanagements lassen sich daraus ableiten:
Zielgerichtete, geplante und gesteuerte Prozesse sind notwendig (Qualitätsplanung). Alle im Unternehmen beteiligten Personen müssen in diesen Qualitätsverbesserungsprozess einbezogen werden (Quali- tätsverbesserung). Hier geht es um die persönliche Einstellung jedes Mitarbeiters (Qualitätslenkung). Insbesondere soll durch das Qualitätsmanagement die Produktqualität durch regelmäßige Prüfverfahren gesichert werden (Qualitätsprüfung). Warum all das so wichtig ist: Damit das Unternehmen konkurrenzfähig bleibt, müssen die Produkte fehlerfrei und rechtzeitig am Markt sein; nur beste Qualität bindet Kunden langfristig an das Unternehmen. Der gesamte Qualitätssicherungsprozess ist fortlaufend zu protokollieren, um bei eventuell auftretenden Reklamationen Fehler zurückverfolgen zu können. Dazu ist ein QM-Handbuch notwendig, in dem alle Maßnahmen des Qualitätsmanagements klar definiert sind (Qualitätsmanagementdarlegung). Auch das Qualitätsmanagement (= QM) selbst muss in regelmäßigen Abständen überprüft werden (Qualitätsaudit. Audit kommt vom lateinischen audire (hören) und bedeutet Anhörung.). Das bedeutet, dass alle am Produktionsprozess beteiligten Stationen vom Kundenauftrag bis zur fertigen Verpackung beteiligt werden müssen.

Abb. 30: Der Qualitätskreis nach DIN 55350 lässt sich auf den gesamten Produktlebenszyklus eines Packmittels übertragen (Quelle: Eigene Darstellung)
Ein Qualitätsmanagementsystem erfordert, dass es vom Kunden anerkannt wird. Der Kunde muss sich auf die Kompetenz des eingeführten Qualitätsmanagementsystems verlassen können. Dafür sorgen sogenannte Zertifizierungsgesellschaften, die von verschiedenen Institutionen (Anerkennung und Kontrolle von Zertifizierungsgesellschaften durch EQS = European Committee for Quality System Assessment) da- für autorisiert sind, eine Zertifizierung nach DIN ISO 9000 durchführen zu können.
ISO 9000 steht für eine Normenreihe, die von der International Organization for Standardization (ISO) herausgegeben wird. In Deutschland erfolgt die Herausgabe der Norm durch das Deutsche Institut für Normung (DIN) in Berlin.
Die Zertifizierung zeigt auf, dass ein angemessenes Vertrauen in die Normkonformität besteht. Die Bestätigung durch einen unparteiischen Dritten (akkreditierte Stelle) gewährleistet, dass die Zertifizierung nach einer vorgegebenen Norm erfolgt ist. Das Ergebnis einer Zertifizierung ist ein Zertifikat.
In den beiden folgenden Abschnitten werden exemplarisch Inhalte dargestellt, die im QM-Handbuch eines Unternehmens genau beschrieben sein müssen.
Prüfplan für einen Blockbodenbeutel
Im folgenden Abschnitt wird der Prüfplan eines Blockbodenbeutels, der vor der Produktionsfreigabe vom Maschinenführer zu unterzeichnen ist, kurz dargestellt. Welche Qualitätsmerkmale sind für einen qua- litativ hochwertigen Blockbodenbeutel beurteilungsrelevant?
Das Prüfintervall, bei dem eine Stichprobe gezogen werden soll, muss festgelegt sein. Es wird mit Datum und Uhrzeit in einem entsprechenden Formular protokolliert – zum Beispiel alle 2000 Stück. Der verwendete Rohstoff muss mit Lieferantenbezeichnung und Chargennummer festgehalten werden. Nur so lässt sich bei später auftretenden Mängeln eine Rückverfolgbarkeit gewährleisten. Dies ist wichtig, wenn es um die Frage geht, wer für den entstandenen Schaden aufkommen muss.
Als Erstes sind Beutelabmessungen zu prüfen. Die Druckqualität muss gemäß Druckvorlage kontrolliert werden. Die Längsnahtklebung und die Bodenklebung werden von Hand auf Festigkeit überprüft. Dies erfordert die nötige Erfahrung der ausführenden Prüfperson. Insgesamt hat der Maschinenführer eine Qualitätsbeurteilung abzugeben, die vom Schichtführer zu kontrollieren ist. Besondere Vorkommnisse sind in den Prüfplan einzutragen.
Qualitätskontrolle von Packstoffen im Materialprüflabor
Zur standardisierten Materialprüfung wurden im Laufe der Jahre für nahezu alle Papiere und den daraus gefertigten Verpackungen auf wissenschaftlicher Basis Prüfsysteme entwickelt, wie sie kaum ein anderes Verpackungsmaterial in dieser Vielfalt aufzuweisen hat.
Aus diesen Prüfsystemen beziehungsweise Prüfverfahren wurden und werden Normen erarbeitet. In Deutschland heißen sie DIN-Normen (DIN = Deutsches Institut für Normung), für Europa gelten EN-Normen (EN = European Norm), international sind sie in den ISO-Normen festgelegt (ISO = International Organization for Standardization). Normen, die einander angepasst wurden, werden teilweise mit kombinierten Bezeichnungen geführt, z. B. DIN EN ISO 536, in der die Ermittlung der flächenbezogenen Masse genau beschrieben ist. DIN, EN, ISO – das sind deutsche, europaweit und international gültige Normen. Sie garantieren, dass entsprechend gekennzeichnete Produkte bestimmte Mindestanforderungen einhalten.
Der Verband der Wellpappenindustrie e.V. hat vor Jahren schon einen in Sorten eingeteilten Standard entwickelt. Auf diesem Standard aufbauend ist die Norm DIN 55468 erarbeitet worden. Die dort genormten Sorten fordern bestimmte Werte – unabhängig von den eingesetzten Rohstoffen und Flächengewichten.

Abb. 31: Wellpappenverpackungen, die diesen Vorschriften entsprechen, können mit dem VDW-Prüf- und Überwachungszeichen bedruckt werden. Neben der Kennzeichnung der Wellpappenverpackungen mit dem VDW-Zeichen ist die Kennzeichnung auch mit dem RAL- Zeichen möglich, soweit die Wellpappensorte den Vorgaben der RAL-Gütevorschrift GZ 492 entspricht und geprüft ist (Quelle: wellpappe-wissen.de, ral-wellpappe.de)
Die genauen Anforderungen an die einzelnen Wellpappsorten sind in der DIN 55468 festgelegt. Die Inhalte und die genauen Prüfverfahren sind auch Teil der Ausbildung zum Packmitteltechnologen und werden zu einem späteren Zeitpunkt genau behandelt.
- Zum Verfassen von Kommentaren bitte anmelden.
1.1.8.3 Verpackungsentwicklung
Der Verpackungsentwicklungsprozess nimmt unter den Support-Prozessen eine Sonderstellung ein. Von einer innovativen Entwicklungsabteilung gehen viele positive Impulse für den gesamten Unternehmens- erfolg aus. Eine durchdachte und bis ins Detail fehlerfreie Entwicklung unter vorausschauendem Einbezug der später noch folgenden Prozesse erspart viel zeitintensive Nacharbeit in der Wertschöpfungskette. Unter Aspekten des Qualitätsmanagements ist ein Fehler, der zu Beginn gemacht wird, ein besonders schwerer, da er sich durch die gesamte Prozesskette durchzieht.
Der Verpackungsentwicklungsprozess wird durch den Kunden angestoßen, der auf der Suche nach Erledigung einer konkreten Verpackungsaufgabe ist. In einem ersten Gespräch erörtern ausgebildete Ansprechpartner im Verkauf gemeinsam mit dem Interessenten die Anforderungen an die Verpackung. Diese Verpackungseigenschaften werden in der Regel in einer Checkliste erfasst. Ideal ist als Grundlage einer solchen Besprechung ein Produktmuster oder vielleicht sogar ein 3D-Datensatz des zu verpackenden Gutes. In der Entwicklung von Verpackungen aller Art stehen heute Hochleistungsrechner mit moderner CAD-Software zur Verfügung. Diese sind zum reibungslosen Informationsaustausch über das ERP-System vernetzt. Zur richtigen Materialauswahl werden die entsprechenden Materialtests aus dem Prüflabor herangezogen. Inzwischen arbeiten erfahrene, kreative Verpackungsentwickler an der optimalen Lösung der Verpackungsaufgabe. Mit den ersten 3D-Entwürfen wird der Kunde kontaktiert.

Abb. 32: Intelligente 2D- und 3D-CAD-Software ist der Schlüssel zur erfolgreichen Entwicklung von komplexen Verpackungssystemen. Mit der 3D-Darstellung ist eine komplette Visualisierung der virtuellen Verpackung möglich (Quelle: erpa.de)
Parallel wird in der Kalkulation der voraussichtliche Preis der Verpackung unter Einbezug der Informationen aus der Entwicklungsabteilung erarbeitet. Der Kunde kann so lange in Ruhe die Ideen prüfen und gegebenenfalls seine weiteren Vorstellungen direkt in den Entwicklungsprozess einfließen lassen. Wenn der Kunde mit dem Entwurf zufrieden ist, wird aus dem CAD-Datensatz am Schneidplotter/Cutter ein erstes Handmuster erstellt. Ist der Kunde vor Produktionsbeginn auch noch an einem mit allen Designdaten gestalteten Farbmuster interessiert, oder handelt es sich um eine Kleinserie bis rund 200 Stück, so kann vor dem Cut-Prozess das Material auf einem Digitaldrucker mit der eigentlich erst später zu realisierenden Designvorlage bedruckt werden.

Abb. 33: Mit einem Flachbettdigitaldrucker kann sowohl Rollenmaterial als auch Bogenware (Papier, Karton, Wellpappe, Verbundmaterial) direkt bedruckt werden (Quelle: erpa.de)
Ist der Interessent mit dem Handmuster und dem kalkulierten Angebot zufrieden, so kommt es zur Auftragserteilung durch den Kunden. Der Entwicklungsprozess ist vorerst abgeschlossen, die Abteilung wird aber während des weiteren Produktionsprozesses immer wieder mit Aufgaben (zum Beispiel Datenaufbereitung für die Druckvorstufe und den Stanzformenbau) konfrontiert werden. Je nach dem geforderten Liefertermin beginnt nun die Auftragsvorbereitung mit der Koordination aller für die Produktion wichtigen Vorgänge.
- Zum Verfassen von Kommentaren bitte anmelden.
1.2 Funktionen von Packmitteln
Verpackungen haben viele Funktionen über den Schutz des Verpackungsgutes hinaus. Sie informieren beispielsweise über Produkte und deren Haltbarkeit. Sie können durch eine gute Aufmachung Kaufent- scheidungen beeinflussen. Und sie können helfen, Ressourcen zu schonen.
In Deutschland wurden im Jahr 2011 rund 20 Millionen Tonnen Packmittel im Wert von etwa 32,1 Milliarden Euro hergestellt. Die Verpackungsproduktion hat damit einen Anteil von rund 1,5 % am Brutto- inlandsprodukt, dem Wert aller Waren und Dienstleistungen unserer Volkswirtschaft.
Verpackungen aus Papier, Karton und Pappe hatten 2011 mit 47,6 % den größten Anteil an der mengenmäßigen Verpackungsproduktion – gefolgt von Verpackungen aus Kunststoff (21,7 %), Glas (21,9 %) und Metall und Aluminium (8,8 %).

Abb. 34: Verpackungsmaterialien und ihre Produktionsmengenanteile in der Verpackungsindustrie
Die Verpackung wird nicht um ihrer selbst willen hergestellt. Sie soll vielmehr andere Waren vor Beschädigung, Verderb und Verlust schützen sowie verkaufs-, lager- und versandfähig machen. Die Verpackung ist unverzichtbare Voraussetzung für einen funktionierenden Warenaustausch.
Aufgaben der Verpackung sind die Schutz-, Distributions-, Informations- und Werbefunktion. Hinzu kommen Anforderungen an die Funktionsfähigkeit, Wirtschaftlichkeit, Umweltverträglichkeit der Verpackung sowie ihrer Übereinstimmung mit den geltenden Verpackungsvorschriften.
- Zum Verfassen von Kommentaren bitte anmelden.
1.2.1 Schutzfunktion
Der Schutz der Waren gegen Beschädigung und Verderb ist zentrale Aufgabe der Verpackung. Die Verpackung muss sicherstellen, dass ein Erzeugnis auf dem Weg zwischen Herstellung und Verbrauch keine Qualitätsminderung erfährt. Sie schützt Waren vor Transportschäden und vor klimatischen, biologischen sowie chemischen Einflüssen. Sie schützt umgekehrt aber auch den Menschen und die Umwelt, wenn es zum Beispiel um den Transport gefährlicher Güter geht.
Was passiert, wenn Verpackungen fehlen oder unzureichend sind, zeigt sich in Entwicklungsländern: Dort verderben lebenswichtige Nahrungsmittel oder gehen ganz verloren, nur weil sie nicht geeignet verpackt sind. Erst durch angemessene Verpackungen wird die Versorgung einer wachsenden Weltbevölkerung mit Nahrungsmitteln möglich und können Ressourcen geschont werden.
- Zum Verfassen von Kommentaren bitte anmelden.
1.2.2 Distributionsfunktion
Die Distribution (= Verteilung) vieler Güter wird durch die Verpackung überhaupt erst möglich. Lebensmittel, Verbrauchs- und Gebrauchsgüter sind bei uns an allen Orten zu jeder Zeit verfügbar – unabhängig davon, wann und wo sie hergestellt worden sind. Man braucht eine gut entwickelte Verpackungstechnik, um Waren wirtschaftlich und umweltverträglich zu lagern und zu transportieren.
- Zum Verfassen von Kommentaren bitte anmelden.
1.2.3 Informations- und Werbefunktion
Die Verpackung ist Träger wichtiger Informationen über das Füllgut. Sie informiert zum Beispiel über Qualitäts-, Gewichts- und Mengenangaben und Haltbarkeitsdauer. Sie gibt Gebrauchs- und Verbrauchs- hinweise usw.
Die Verpackung als Werbeträger ermöglicht dem Hersteller, sein Produkt durch die Verpackungsgestaltung von vergleichbaren Erzeugnissen abzuheben. Die Verpackung steht heute im Mittelpunkt der Kom- munikation mit dem Verbraucher und entscheidet damit vielfach über den Markterfolg. Dies gilt nicht nur für die traditionelle Verkaufsverpackung, sondern mehr und mehr auch für Transportverpackungen, die als „Shelf Ready Packaging“ Transport- und Werbefunktionen vereinen (Shelf ready = fertig fürs Verkaufsregal).
- Zum Verfassen von Kommentaren bitte anmelden.
1.2.4 Wirtschaftlichkeit der Verpackung
Das optimale Preis-Leistungs-Verhältnis einer Verpackung hängt von folgenden Faktoren ab:
– Effizienz von Packstoff und Packmittel
– Kosten des Abpackprozesses
– Distributionsaufwand
– Werbewirksamkeit
– Entsorgungsaufwand
In Deutschland entfallen durchschnittlich nur zwei Prozent des Warenwerts auf die Verpackung.
- Zum Verfassen von Kommentaren bitte anmelden.
1.2.5 Umweltverträglichkeit der Verpackung
Ökologie und Nachhaltigkeit sind heute Standardansprüche an die Verpackung. Diese soll ressourcenschonend und wiederverwertbar sein und für eine umweltverträgliche Warendistribution sorgen.
Hersteller von Verpackungen müssen Ökologie und Funktion in Einklang bringen. Dabei geht es zum Beispiel darum, wie mit einem ressourcenschonenden Materialeinsatz eine stabile Verpackung entstehen kann. Dadurch wird die Verpackungsplanung und -gestaltung immer komplexer.
- Zum Verfassen von Kommentaren bitte anmelden.
1.2.6 Verpackungsvorschriften - 1.2.6.1 Verpackungsgesetz
Hier erfahren Sie mehr über die umfassenden Regeln, die der Staat in Sachen „Verpackung“ setzt. Dies reicht von der „Produktverantwortung“ in der Kreislaufwirtschaft (Recycling) bis zu lebensmittelrechtlichen Vorschriften.
Bereits 1991 hat der Staat der Verpackungswirtschaft die „neue Produktverantwortung“ in der Kreislaufwirtschaft auferlegt. Dies geschah über die Verpackungsverordnung. Diese verpflichtete die Wirtschaft, Verpackungen nach Gebrauch zurückzunehmen und stofflich wiederzuverwerten. Bis zu diesem Zeitpunkt waren ausschließlich die Gemeinden für die Abfallentsorgung zuständig gewesen.
Die Verpackungsverordnung schreibt folgende Mindest-Recyclingquoten vor:
- 60 Gewichtsprozent für Glas
- 60 Gewichtsprozent für Papier und Karton
- 50 Gewichtsprozent für Metalle
- 22,5 Gewichtsprozent für Kunststoffe
- 15 Gewichtsprozent für Holz
__________________________________________________________________________________
Max M. 28.11.19
Seit 01.01.2019 gilt nicht mehr die Verpackungsverordnung, sondern das juristisch höherrangige Verpackungsgesetz
Siehe Link: https://verpackungsgesetz-info.de/
- Zum Verfassen von Kommentaren bitte anmelden.
1.2.6.2 Lebensmittelrechtliche Regelungen
Verpackungen aus Papier, Karton und Pappe werden zu rund 50 Prozent für Produkte der Ernährungsindustrie eingesetzt. Die Sicherheit der Lebensmittel und damit der Verbraucher nimmt dabei einen zentralen Stellenwert für die Verpackungshersteller ein. Lebensmittelproduzenten und Verpackungshersteller sind gleichermaßen verantwortlich dafür, dass rechtliche Regelwerke zur Lebensmittelsicherheit eingehalten werden. Die Verpackungsmittel herstellenden Unternehmen müssen sich im Lebensmittelsektor mit einem komplizierten staatlichen Regelwerk auseinandersetzen.
Rechtliche Grundlage (Rahmenverordnung) für den Einsatz von Verpackungen mit Lebensmittelkontakt ist die europäische Verordnung 1935/2004/EG vom 24. Oktober 2004 über Materialien und Gegenstände, die dazu bestimmt sind, mit Lebensmitteln in Berührung zu kommen. Diese gilt nach Art. 1 Abs. 2 für Materialien und Gegenstände, die als Fertigerzeugnis
a) dazu bestimmt sind, mit Lebensmitteln in Berührung zu kommen oder
b) bereits mit Lebensmitteln in Berührung sind und dazu bestimmt sind oder
c) vernünftigerweise vorhersehen lassen, dass sie bei normaler oder vorhersehbarer Verwendung mit Lebensmitteln in Berührung kommen oder ihre Bestandteile an Lebensmittel abgeben.
Nach Art. 3 Abs. 1 sind „Materialien und Gegenstände (...) nach guter Herstellungspraxis so herzustellen, dass sie unter den normalen oder vorhersehbaren Verwendungsbedingungen keine Bestandteile auf Le- bensmittel in Mengen abgeben, die geeignet sind,
a) die menschliche Gesundheit zu gefährden oder
b) eine unvertretbare Veränderung der Zusammensetzung des Lebensmittels herbeizuführen
c) oder eine Beeinträchtigung der organoleptischen Eigenschaften der Lebensmittel herbeizuführen“.
Nach Art 16 Abs. 1 sind sogenannte Konformitätserklärungen nur für solche Lebensmittelbedarfsgegenstände abzugeben, für die es spezifische Detailregelungen gibt. Diese gibt es bislang weder für Papier / Karton / Pappe noch für Druckfarben, Lacke oder Klebstoffe.
Ein weiteres europäisches Regelwerk ist die Verordnung 2023/2006/ EG vom 22. Dezember 2006 über gute Herstellungspraxis für Materialien und Gegenstände, die dazu bestimmt sind, mit Lebensmitteln in Berührung zu kommen (GMP-Verordnung).
Mit dieser Verordnung werden für die in Anhang 1 der Rahmenverordnung 1935/2004/EG aufgeführten Materialien, für die es (noch) keine spezifischen Richtlinien gibt, Regeln für die gute Herstellungspraxis festgelegt.
Danach ist zur Produktion von Lebensmittelbedarfsgegenständen nach den Prinzipien der „Guten Herstellungspraxis“ ein angemessenes Qualitätssicherungs- und -kontrollsystem zu implementieren und zu dokumentieren („Konformitätsarbeit“). Diese Dokumentation ist auf Verlangen den Behörden vorzulegen.
- Zum Verfassen von Kommentaren bitte anmelden.
1.2.6.3 BfR-Empfehlung XXXVI – Papiere, Kartons und Pappen für den Lebensmittelkontakt
Sogenannte Einzelmaßnahmen gemäß Art. 5 der Rahmenverordnung 1935/2004/EG gibt es für Papier, Karton und Pappe nicht. Dass Verpackungen aus Papier, Karton und Pappe den Vorgaben des Art. 3 der Verordnung entsprechen, kann in Deutschland mit der Einhaltung der Empfehlung XXXVI des Bundesinstituts für Risikobewertung (BfR), die Anforderungen an die fertigen Produkte und die eingesetzten Stoffe be- schreibt, belegt werden. Die BfR-Empfehlung XXXVI regelt unter anderem den Einsatz von Altpapier für Verpackungen aus Papier, Karton und Pappe mit Lebensmittelkontakt.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3 Arten von Packmitteln - 1.3.1 Verkaufs-, Um- und Transportverpackungen
Die Wahl der geeigneten Verpackung ist eine Aufgabe für Spezialisten, denn unterschiedliche Güter erfordern ebenso unterschiedliche Verpackungen. Die Wahl der Packstoffe und der Packmittelgestaltung müssen sich danach richten,
• ob es sich bei dem zu verpackenden Gut um einen pulverisierten, festen, flüssigen, fettigen oder gasförmigen Stoff handelt,
• ob die Verpackung sauerstoff-, feuchtigkeits- oder aromadicht sein muss und
• ob sie vor extremen Temperaturen, vor Stoß, vor Verderb und vor Substanzveränderungen schützen soll.
Das erfordert Packstoffe mit den unterschiedlichsten Eigenschaften: Papier, Karton und Pappe, Kunststoff, Metall, Glas, Holz und Verbund- packstoffe (zum Beispiel Papier kombiniert mit Kunststoff- oder Metall- folien). Bei der Wahl der geeigneten Packstoffe und Packmittel spielen nicht nur technische, sondern auch wirtschaftliche Überlegungen eine wichtige Rolle, denn die Verpackungskosten hängen zum wesentlichen Teil von den Rohstoffpreisen ab.
Projekte in einem Packmittel erzeugenden Betrieb können sehr verschiedenartig sein. Sie reichen von Kartonverpackungen für Flüssigkeiten, Etiketten, Säcken, Beuteln und Tüten, Transportverpackungen aus Wellpappe, Schachteln für z.B. den Pizza-Bringdienst, Blister-Verpackungen für die Verkaufspräsentation bis Thekendisplays für z.B. Bücher - es gibt eine schier unglaubliche Vielfalt an Verpackungen. Unter Blistern (= Blase, Bläschen) versteht die Verpackungsindustrie eine Produktverpackung, bei der Kunden den verpackten Gegenstand sehen können.
Je nach Art und Einsatzzweck des Packmittels wird gemäß deutscher Verpackungsverordnung unterschieden zwischen:
• Transportverpackungen: zum Beispiel Fässer, Kanister, Kisten, Säcke, Paletten, Kartonagen, geschäumte Schalen, Schrumpffolien und ähnliche Umhüllungen, die vor allem dem Warentransport dienen.
• Verkaufsverpackungen: Verpackungen aller Art, die als Verkaufseinheit angeboten werden.
• Umverpackungen: zum Beispiel Blister, Folien, Kartonagen oder ähnliche Umhüllungen, die als zusätzliche Verpackungen um Verkaufsverpackungen verwendet werden.
• Serviceverpackungen: Verkaufsverpackungen des Handels, der Gastronomie und anderer Dienstleister, die die Übergabe von Waren an die Endverbraucher ermöglichen – dazu gehören zum Beispiel Bäckertüten, Pizzaschachteln aus der Pizzeria, Tortenschachteln aus der Konditorei, Pappschalen und -becher.
• Verpackungen für schadstoffhaltige Güter haben eine Sonderstellung. Denn für sie gelten spezielle gesetzliche Regeln.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3.2 Verpackungen aus Papier, Karton und Pappe
Papier-, Karton- und Pappeverpackungen sind für eine moderne und arbeitsteilig organisierte Volkswirtschaft unverzichtbar und mengenmäßig die führende Packmittelgruppe. Dazu zählen:
• Wellpappe-Verpackungen
• Faltschachteln
• Kartonverpackungen für Flüssigkeiten (Getränkekartons)
• Vollpappe-Kartonagen
• Flexible Verpackungen
• Papiersäcke
• Hartpapierwaren und Rundgefäße
• Etiketten und Selbstklebeetiketten

Abb. 35: Umsatzentwicklung von Verpackungen aus Papier, Karton, Pappe und Folien 2004–2012 – Jahresumsatz in Mrd. Euro (Quelle: Statistisches Bundesamt)
Mehr zu Behältern und Etiketten findest du hier:
"Grundlagen der Verpackungstechnologien. Verpackungstechnologie Einführung. Ausgabe Behälter und Etikett.", bereitgestellt von Keyence.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3.2.1 Wellpappe-Verpackungen
Wellpappe-Verpackungen sind die größte Gruppe unter allen Papier-, Karton- und Pappeverpackungen und die führenden Transportverpackungen. Mehr als zwei Drittel aller in Deutschland hergestellten Waren werden in Wellpappe zu Abnehmern im In- und Ausland transportiert. 2011 wurden in Deutschland rund 5 Millionen Tonnen Wellpappe und Wellpappe-Verpackungen mit einem Produktionswert von rund 4,9 Mrd. Euro hergestellt.
Transportverpackungen aus Wellpappe sind enorm leistungsfähig. Sie gewährleisten den notwendigen Produktschutz, um Waren sicher zu befördern. Wellpappe-Verpackungen sind sehr vielseitig. Damit lassen sich unterschiedlichste Waren zu zweckmäßigen Versandeinheiten zusammenfassen. Die hohe Stabilität der Wellpappe bei niedrigem Gewicht erlaubt eine rationelle Lagerhaltung und einen effizienten Transport.
Die Aufgabe der Transportverpackung endet jedoch längst nicht mehr an der Rampe des Supermarktes oder Discounters. Wellpappe-Verpackungen können hochwertig bedruckt und optimal für die Warenpräsentation gestaltet werden. Transportverpackungen aus Wellpappe nehmen als „Shelf Ready Packaging“ (siehe Kapitel 1.2.3) zunehmend Display-, Werbe- und Verkaufsfunktionen wahr.
Wellpappe besteht durchschnittlich zu etwa 80 % aus Recyclingmaterialien und zu nur 20 % aus Frischfasern, die aus Bruch- und Durchforstungsholz aus nachhaltiger Forstwirtschaft gewonnen werden. Nahezu 100 % aller gebrauchten Wellpappe-Verpackungen werden wieder dem Recycling zugeführt.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3.2.2 Faltschachteln
Im Jahr 2011 haben die rund 240 Unternehmen der deutschen Faltschachtelindustrie 860.000 Tonnen Faltschachteln mit einem Produktionswert von rund 1,9 Milliarden Euro hergestellt. Sie dienten vorrangig als Verkaufsverpackungen für Konsumgüter. Faltschachteln werden zu 58 % in der Lebensmittel-Industrie (Food-Industrie) hergestellt. 42 % gehen in die Non-Food-Industrie.
Da vorrangig Verkaufsverpackungen für Konsumgüter hergestellt werden, ist die Branchenentwicklung unmittelbar vom Kaufverhalten der Konsumenten abhängig. Die wirtschaftliche Entwicklung der Faltschachtelindustrie verläuft entsprechend parallel zur Einzelhandelsentwicklung in Deutschland.
Aus funktioneller Seite spielt bei Faltschachteln die Informationsvermittlung für den Kunden eine kaufentscheidende Rolle. Mehrfachfunktionalität, Stapelbarkeit, Schutz und Sicherheit für das Produkt, zielgruppengerechte Verpackungsgrößen und Umweltverträglichkeit sind einige weitere Beispiele aus dem Anforderungskatalog.
Durch entsprechenden Materialeinsatz sowie abgestimmte Verarbeitung und Veredelung transportiert die Verkaufsverpackung aus Karton auch eine emotionale Botschaft. Eine riesige Formenvielfalt unterstützt dabei die Produktidentität und eignet sich zum Beispiel auch für saisonale Sonderverpackungsformen. Sie unterstützt das Branding eines Produkts, vermittelt Lifestyle-Identifikation und bietet so Kaufanreize. Branding kommt in seiner ursprünglichen Bedeutung vom „Brandzeichen“, mit dem Tierhalter ihre Tiere kennzeichneten. Branding beschreibt heute alle Aktivitäten zum Aufbau einer Marke, mit der eigenes Angebot aus der Masse gleichartiger Angebote hervorgehoben werden soll. Verpackungen sind ein wichtiges Medium für das Branding.
Die Signalwirkungen einer Marke am „Point-of-Purchase“ sind für den Erfolg eines Produktes von großer Bedeutung. Studien zeigen, dass in Faltschachteln abgepackte Produkte schneller und kaufstimu- lierender erkannt werden als in Verpackungen aus anderen Materialien. Dies ist besonders wichtig, weil bis zu 70 % der Einkäufe erfolgen, ohne dass dies vorher geplant war. Der Konsument hat sich vor dem Regal im Angesicht der Produktverpackung zum Kauf entschieden.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3.2.3 Kartonverpackungen für Flüssigkeiten (Getränkekartons)
2011 wurden rund 500.000 Tonnen Kartonverpackungen für Flüssigkeiten (Getränkekartons) mit einem Produktionswert von ca. 1 Milliarde Euro hergestellt. Die wichtigsten Märkte für Getränkekartons sind Frischmilch sowie Fruchtgetränke, Eistee und Mineralwasser ohne Kohlensäure. Beim Getränkekarton werden unterschiedliche Materialien zu einem Verbund kombiniert: Der Karton sorgt für Stabilität, der Kunst- stoff „Polyethylen“ (PE) macht die Packung dicht, und Aluminium verhindert, dass Licht und Sauerstoff das Füllgut beeinträchtigen. Etwa 20 % eines Getränkekartons bestehen aus PE. Das PE wird aufgeschmolzen – und ein dünner Film wird von beiden Seiten auf die Kartonbahn aufgetragen; man sagt „extrudiert“. Dadurch bleibt die Packung dicht.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3.2.4 Vollpappe-Kartonagen
2011 wurden rund 540.000 Tonnen Vollpappe-Kartonagen mit einem Produktionswert von ca. 540 Millionen Euro hergestellt. 80 % davon setzte die Ernährungsindustrie ein.
Vollpappe ist der Oberbegriff für alle massiven Pappen (im Gegensatz zu Wellpappe), die einlagig, mehrlagig (gegautscht) oder mehrschichtig (geklebt) hergestellt werden. Die Bezeichnung „Vollpappe“ charakterisiert eine der Haupteigenschaften dieses Packstoffes, nämlich die Dichte und die homogene Struktur, treffend. Altpapier ist der wichtigste Rohstoff für die Herstellung von Vollpappe. Viele Vollpappe-Sorten bestehen bis zu 100 % aus Altpapier, ähnlich wie bei Wellpappe.
Das Spektrum von Verpackungen aus Vollpappe ist sehr vielfältig und umfasst
- • Schachteln und Schachtelzuschnitte für leistungsstarke Verpackungssysteme,
- • robuste Lager- und Transportverpackungen,
- • logistikgerechte und werbewirksame Versand- und Verkaufsverpackungen,
- • handelsgerechte Umverpackungen,
- • attraktive Geschenkverpackungen,
- • verkaufsfördernde Displayverpackungen,
- • Steigen, Körbe, Schachteln für Obst und Gemüse ,Fleisch-undWurstwaren, Fisch und andere Lebensmittel.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3.2.5 Etiketten
2011 wurden rund 175.000 Tonnen Etiketten mit einem Produktionswert von rund 1,4 Mrd. Euro hergestellt, davon rund 108.000 Tonnen Selbstklebeetiketten im Produktionswert von rund 955 Millionen Euro.
Die ersten auf Rollen gewickelten selbstklebenden Etiketten kamen 1935 in den USA auf den Markt. Sie waren aus Papier. Seit den 50er-Jahren gibt es sie auch in Deutschland. Selbstklebeetiketten haben in- zwischen viele Funktionen. Sie dienen heute unter anderem:
• der Versiegelung von Verpackungen,
• der Identifikation (RFID), (RFID = „radio-frequency identification“. Übersetzt bedeutet das so viel wie „Identifizierung mit Hilfe elektromagnetischer Wellen“. Mehr dazu im Kapital 4.5.)
• der Anzeige einer intakten Kühlkette (TTI) (TTI = Time Temperature Indicator System. Diese Etiketten verändern unter Einfluss von Wärme ihre Farbe. Sie zeigen damit zum Beispiel an, ob
ein Produkt immer lückenlos gekühlt und zum Beispiel nie angetaut war. Fachleute nennen das eine lückenlose Kühlkette.) und
• der Unterstützung des Marketingauftrittes eines Produktes.
Damit heben sie die eigene Ware von der des Wettbewerbs ab, erzeugen Sympathie und wirken verkaufsfördernd. Etiketten sind damit nicht mehr nur ein Mittel zur Produktkennzeichnung, sie dienen in vielen Fällen auch der Produktausstattung.
Selbstklebende Etiketten werden heute in großer Vielfalt und in einer breiten Materialpalette angeboten. Dies beeinflusst ganz entscheidend die Wirtschaftlichkeit ihrer Verwendung. Voll- und halbautomatische Etikettierer werden in Bereichen eingesetzt, an die vor einigen Jahren niemand dachte. Diese Geräte arbeiten entweder als selbstständige Etikettierstationen, oder sie werden in die Verpackungsphase integriert. Verpackungs- und Etikettiermaschinenhersteller arbeiten auf diesem Gebiet eng zusammen.
Der Etikettendruck wird oft auch als „Schmalbahndruck“ bezeichnet. Dies liegt daran, dass Etiketten in aller Regel mit einen Bahnbreite von 500 Millimeter oder weniger durch die Druckmaschine laufen. Andere Druckbereiche (Akzidenzdruck) haben zumeist deutlich mehr Arbeitsbreite.
Akzidenz kommt aus dem lateinischen accidentia – das Zufällige, das Veränderliche, das Hinzukommende. Akzidenzdruck bedeutet: Gelegenheitsdrucksachen wie beispielsweise Prospekte, Broschüren oder Speisekarten.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3.2.6 Flexible Verpackungen
Flexible Verpackungen sind Packmittel, die erst im befüllten Zustand ihre raumfüllende, kompakte Form erhalten. Zum Endkunden kommen flexible Verpackungen entweder schon befüllt als industrielle Vorverpa- ckungen – zum Beispiel für Mehl, Zucker, Kaffee, Chips oder Tiefkühlkost. Oder sie werden unbefüllt als Serviceverpackungen angeboten – die Befüllung erfolgt dann erst an der Ladentheke – zum Beispiel als Brötchentüte oder als Tragetasche im Supermarkt.
In Deutschland werden rund 2,2 Mio. Tonnen flexible Verpackungen im Jahr in Verkehr gebracht.
Rund 80 % der flexiblen industriellen Vorverpackungen werden im Nahrungs- und Genussmittelsektor eingesetzt. Weitere 10 % werden im medizinisch/pharmazeutischen Bereich und 5 % im industriellen Sektor verwendet. Lebensmitteleinzelhandel, Bäckereien und Metzgereien, Textilhandel und viele andere Handelsbereiche verwenden flexible Serviceverpackungen aus Papier und Kunststoff.
Flexible Verpackungen bestehen aus Papier, Folien oder Materialkombinationen. Durch die Vielzahl der Materialien und ihrer möglichen Kombinationen können sie die Forderungen des Marktes nach verbesserten Barriere-Eigenschaften, einfacher Handhabung, Wiederverschließbarkeit, Individualisierung und kleineren Verpackungseinheiten optimal erfüllen. Sie sind leicht und sie kosten in der Herstellung und vom Material her vergleichsweise wenig. Und sie sind geeignet für eine weite Anwendungspalette. All das macht sie zu erfolgreichen und wachstumsstarken Verpackungen. Sie bieten ein hervorragendes Produkt-Verpackungs-Verhältnis: So verpackt zum Beispiel nur ein Kilogramm Polyethylenfolie über 300 Kilogramm Pommes frites. Flexible Verpackungen kosten auch wenig Rohstoffe und Energie. Sie sind leicht zu transportieren und wiederverwertbar. All das macht sie auch zu einer nachhaltigen Verpackungslösung.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3.2.7 Papiersäcke
2011 wurden in Deutschland rund 800 Millionen Papiersäcke mit einem Produktionswert von rund 218 Millionen Euro hergestellt.
Papiersäcke sind eine universell einsetzbare, einfach zu handhabende, preiswerte und ökologische Verpackung für kleinteilige Güter beziehungsweise Massenschüttgüter wie Zement, Kalk, Düngemittel, chemische Grundstoffe, Farben und Kunststoffgranulat sowie Nahrungs- und Futtermittel. Papiersäcke eignen sich gut, um körnige, granulierte, pulverförmige oder in Brocken anfallende Güter zu verpacken. Die Papiersackindustrie bietet für diese Anwendungsgebiete jeweils maßgeschneiderte Lösungen an. Der moderne Papiersack ist häufig eine kundenspezifische Hightech-Verpackung. Die wichtigsten Kunden der Papiersackindustrie sind die Zement- und Baustoffindustrie, die chemische Industrie, die Düngemittelindustrie und die Nahrungsmittelindustrie.
Der Papiersack ist ein hauptsächlich aus einer oder mehreren flachgelegten Papierschlauchlagen befestigtes und mindestens an einem Ende geschlossenes Behältnis. Ein wesentliches Merkmal des Papiersacks ist die Möglichkeit der Zusammenstellung der Sackwandung beziehungsweise des Schlauches aus mehreren Lagen Kraftsackpapier, das mit anderen flexiblen Materialen wie zum Beispiel Kunststoff kombiniert werden kann. Normalerweise bewegt sich die Anzahl der Lagen zwischen zwei und sechs. Jede der einzelnen Lagen nimmt einen Teil der Beanspruchung auf, die der Papiersack während des Gebrauchs erfährt. Papiersäcke werden heute mit hoch spezialisierten Produktionsmaschinen hergestellt.
Papiersäcke werden zu 100 % aus nachwachsenden Rohstoffen hergestellt und nach dem Gebrauch in Deutschland flächendeckend gesammelt und zu einem hochwertigen Sekundärrohstoff aufbereitet, der teilweise wieder zu Papiersäcken verarbeitet werden kann.
- Zum Verfassen von Kommentaren bitte anmelden.
1.3.2.8 Hartpapierwaren und Rundgefäße
2011 wurden rund 130.000 Tonnen Hartpapierwaren und Rundgefäße mit einem Produktionswert von ca. 163 Mio. Euro hergestellt.
Die Branche „Hartpapierwaren und Rundgefäße“ umfasst die Produktgruppen:
• Wickelkerne (keine Verpackungen), Hülsen und Rohre
• Kombidosen und Kombitrommeln
• Becher und Schalen
Rund 50 Hersteller in Deutschland produzieren jährlich insgesamt etwa 350.000 Tonnen Hartpapierwaren im Produktionswert von € 450 Mio. (ohne Hartpapierbecher und -schalen). Über 55 % dieser Produktion entfallen dabei auf Wickelkerne, Hülsen und Rohre – der Rest auf auf Dosen, Trommeln, Becher und Schalen.
Wickelkerne/Hülsen und Rohre
Wickelkerne beziehungsweise Hülsen und Rohre bestehen zu über 90 % aus recyceltem Altpapier. Die Bandbreite der Einsatzmöglichkeiten reicht von Wickelkernen der kleinen Textilrolle über Wickelkerne für Papier-, Folien- und Teppichrollen bis hin zu Schalungsrohren in der Bauindustrie und – mengenmäßig ein geringer Teil – zu Versandhülsen. Letztere sind als Verpackungen einzuordnen, während industriell eingesetzte Wickelkerne, auf die flächige Materialien aufgewickelt werden, als Bestandteil einer Maschine (Achse) gelten.
Die Wickelkernindustrie liefert ihre Produkte hauptsächlich an folgende Industriezweige:
• an die Papierindustrie für Verpackungs-, Druck-, Dekor- und Hygienepapiere sowie für technische Papiere,
• an die Folienindustrie für Lebensmittel-, Verpackungs-, Stretch- und Baufolien sowie für technische und medizinische Folien bis hin zu hochsensiblen Film- und Fotomaterialien,
• an die Textilindustrie für Fäden, Garne, Stoffe und für großflächige Gewebe, wie Teppiche, Böden oder andere Bodenbelege.
Wickelkerne/Hülsen und Rohre fließen seit Jahren in den Stoffkreislauf zurück.
Kombidosen und Kombitrommeln
Insgesamt werden in Deutschland Kombidosen und -trommeln im Wert von rund 150 Millionen € im Jahr hergestellt. Kombidosen/-trommeln werden als wirtschaftliche Verpackung eingesetzt in:
• der Lebensmittel- und Nährmittelindustrie für Kaffee- und Instantprodukte, Snacks, Milchpulver, Fette und Öle,
• der Pharmazie,
• der Wasch- und Reinigungsmittelindustrie,
• der Tabak- und Zigarettenindustrie,
• der Mineralölindustrie,
• technischen Bereichen (zum Beispiel als Verpackung von Dichtungen).
Heute ist die Kombidose eine maßgeschneiderte zeitgemäße Verpackungslösung, die wegen ihrer ausgezeichneten Dekoration auch unter Marketingaspekten gefragt ist. Die verschiedenen Kombinationsmöglichkeiten an Materialien und Verschlüssen haben der Kombidose ihren Namen gegeben. Der Verpackungskörper ist rund oder unrund, bevorzugt aber modulgerecht und besteht aus verschiedenen Schichten. Die Hauptschicht, also der eigentliche Verpackungskörper, wird zu über 80 % aus Recyclingpapier gefertigt. Darauf wird während des Wickelprozesses eine Barrierefolie kaschiert, die dem jeweiligen Füllgut angepasst ist und aus Papier, Aluminium oder Kunststoff besteht. Als äußerste Schicht wird das Etikett aufkaschiert.
Becher und Schalen
Der Absatz von Hartpapierbechern und -schalen wird oft unterschätzt. Allein der tägliche Konsum von Coffee-to-go-Bechern verschiedener Größen ist außerordentlich hoch. Dazu kommen die Pappbecher und Pappschalen, in denen Suppen, Snacks, Salate und vieles andere verkauft werden. Auch Fast-Food-Restaurants brauchen sehr große Mengen an Papierbechern (Heißgetränke, Kaltgetränke, Salatschalen).
Becher und Schalen für den industriellen Gebrauch werden teilweise mit einer Aluminiumschicht kaschiert, um den Barriere-Effekt zu gewährleisten, sodass leicht verderbliche Erzeugnisse länger haltbar sind.
- Zum Verfassen von Kommentaren bitte anmelden.
1.4 Ein Packmittel entsteht – von der Kundenanfrage zum fertigen Packmittel
Dieser Abschnitt informiert darüber, wie die theoretischen Grundlagen aus Kapitel 1.1 in die Praxis umgesetzt werden. Da der Packmitteltechnologe in einem sehr breit gefächerten Berufsbild zu Hause ist, werden zum Einstieg verschiedene Praxisbeispiele aus verschiedenen Sparten vorgestellt. Trotz der enormen Vielfalt an Packmitteln, die ein Packmitteltechnologe produzieren kann, zeigen sich gerade an den ausgewählten Praxisbeispielen die vielen gemeinsamen Lerninhalte im Herstellungsprozess der Packmittel. Alle dafür relevanten Lerninhalte werden in der beruflichen Grund- und Fachstufe vermittelt.
Gerade zu Beginn der beruflichen Ausbildung ist es wichtig, dass sich Auszubildende auch über Abläufe in den Betrieben ihrer Mitschüler und Mitschülerinnen informieren. Dadurch wächst einerseits das Verständnis für die vielfältigen Problemstellungen im Berufsfeld des Packmitteltechnologen. Andererseits werden dadurch auch die vielen Einsatzmöglichkeiten im weiteren Berufsleben des Packmitteltechnologen bewusster.
Herausforderung Packmittelvielfalt – beispielhaft wird dies im Folgenden an diesen drei Praxisbeispielen aufgezeigt:
- Tiefkühlverpackung für Fischstäbchen – zu Gast bei Faltschachtel-Allgäu AG
- Versandtasche mit Polsterfunktion für DVDs – ein Blick hinter die Kulissen der Flexibelpack GmbH
- Eine Weinkiste aus Wellpappe ermöglicht den Großauftrag beim Lebensmitteldiscounter – Wellpappe Allgäu löst Logistikprobleme eines Winzers

Abb. 36: „Supply-Chain-Management“ – betriebsübergreifende Geschäftsprozesse (Supply-chain = Lieferkette) (Quelle: Eigene Darstellung)
Packmittel begleiten ein zu verpackendes Gut während der gesamten Transportkette. In die Packmittelentwicklung fließen gerade aus diesem Bereich viele Informationen ein. Diese beeinflussen das spätere Erscheinungsbild des Packmittels wesentlich. Deshalb sollten im Entwicklungsprozess auch betriebsübergreifende Prozesse bei Zulieferbetrieben sowie auch bei den „verpackungssuchenden Kunden“ berücksichtigt werden. Dieser Blick über den Tellerrand des eigenen Betriebes hinaus in die Unternehmen der gesamten Wertschöpfungskette eines Produktes wird als Supply-Chain-Management bezeichnet. Supply-Chain-Management beschreibt alle Geschäftsbeziehungen – von den Lieferanten der Lieferanten bis zu den Kunden der Kunden.
- Zum Verfassen von Kommentaren bitte anmelden.
1.4.1 Praxisbeispiel 1: Tiefkühlverpackung für Fischstäbchen
Herr Überall ist im Außendienst für den Verpackungskonzern Faltschachtel-Allgäu AG tätig. Der Konzern gehört zu den großen Packmittelherstellern der Lebensmittelbranche. Nach mehreren Telefonaten hatte Herr Überall (Überall, Kaufmann, Market, Prodbeck = fiktive Namen) für Montag, 9 Uhr, endlich einen persönlichen Gesprächstermin bei der Haarburger Fischfabrik (HF) vereinbart. Die HF ist Marktführer für tiefgekühlte Meeresfrüchte. Herr Überall weiß aus Insiderkreisen, dass die HF für ihre Fischstäbchenproduktion eine neue Verpackungslinie plant.
Gut vorbereitet und gut gelaunt erscheint Herr Überall pünktlich zum Meeting bei der HF in Haarburg. Der Fischstäbchen-Produzent ist durch Herrn Kaufmann, Leiter Einkauf, Herrn Market, Leiter der Marketingab- teilung, und Herrn Prodbeck aus der Produktion vertreten. Nach kurzem Small Talk beginnt Herr Überall mit einer kurzen Unternehmenspräsentation der Faltschachtel-Allgäu AG. Geschickt leitet er zu seinem Packmittelportfolio für Tiefkühlprodukte über.
Als Branchenspezialist weiß Herr Überall, worüber er spricht. Von der bis zu acht Farben offsetbedruckten Faltschachtel bis zur kompletten Abpackmaschine für Fischstäbchen ist alles aus einer Hand möglich. Die Herren von der Haarburger Fischfabrik haben sich dazu durchgerungen, einen neuen Generalanbieter für die Verpackung ihrer Fischstäbchen zu suchen. Seit längerem haben sie mit ihren Faltschachteln auf dem Markt Probleme: Die seitliche Klebelasche platzt beim Öffnen öfter auf – und die Kunden sind deshalb unzufrieden. Weiter traten in unterschiedlichen Chargen erhebliche Farbunterschiede an den Packungen auf. Herr Überall zeigt den Interessenten einige Produktbeispiele bereits produzierter ähnlicher Produkte.
Je mehr Informationen man im Vorfeld über die Bedürfnisse eines Kunden hat, umso gezielter kann man sein Angebot darauf abstimmen. |
Die Herren aus der Fischfabrik sind auf der Suche nach einer Tiefkühlverpackung für 10er-Fischstäbchen, 5-farbig bedruckt plus Lack. Die Lagerzeit soll maximal zwei Jahre bei –18 °C betragen. Die Faltschachteln sollen flachliegend, geklebt beim Kunden angeliefert, maschinell aufgestellt und auf einer Endload-Maschine befüllt werden. Bei Endload wird das Produkt seitlich in die Schachtel ge- schoben, bei Topload wird die Schachtel von oben befüllt. Als Auflage sind 2 Millionen Stück geplant. Herr Überall nimmt die Kundenanforderungen in eine vorbereitete Kundencheckliste auf, die er in seinem Notebook hinterlegt hat.
Kundenbedürfnisse werden über eine Checkliste abgefragt und notiert. Dies ist die Basis für ein detailliertes Kundenangebot. |
Er sendet diese Informationen an die Verkaufsabteilung bei Faltschachtel-Allgäu AG, damit dort ein detailliertes Kundenangebot erstellt werden kann. Dort werden die Daten intern an die Kalkulation und die Entwicklungsabteilung weitergeleitet.

Abb. 37: Kartonverpackungen zeichnen sich durch viele positive Eigenschaften für Tiefkühlprodukte aus (Quelle: iglo; Eigene Darstellung)
Nachdem intern alle Arbeiten zur Erstellung des Kundenangebots abgeschlossen sind, wird Herr Überall eingeladen, dem potenziellen Neukunden das Ganze persönlich vorzustellen. Der HF-Chefeinkäufer, Herr Kaufmann, ist begeistert von der schnellen und reibungslosen Umsetzung seiner Vorstellungen. Das Material, ein auf der Rückseite PE-beschichteter GC, fällt ihm sofort positiv auf. (Die Abkürzung GC steht für „Gestrichener Chromokarton“. PE ist ein Kunststoff.) Eine hoch weiße Außenseite, die fühlbare Biegesteifigkeit und die leichtgängige Aufreißperforation – das ist genau das Material, das ihm vorschwebte. Und der Angebotspreis stimmt auch. Gemeinsam mit Herrn Überall schaut sich Herr Kaufmann noch ein animiertes Video der Abpackmaschine an. Der Handel ist perfekt – und Herr Überall tritt die Heimreise an. Allerdings ist hier hinzuzufügen, dass solche Kundenbesuche nicht immer so erfolgreich verlaufen.
Aus dem Auto informiert Herr Überall den Verkaufsinnendienst. Dieser legt sofort einen neuen Auftrag an. Die Auftragsvorbereitung kontaktiert den Einkauf. Im Einkauf wird abgeklärt, ob der GC 260 g/m² im 6er-Format (102 x 142 cm) noch auf Lager ist oder ob dieser beim Lieferanten bestellt werden muss. Eine Materialbestellung für diesen Auftrag wird veranlasst. Weitere Abklärungen:
• Sind Maschinenkapazitäten frei?
• Sind alle erforderlichen Druckfarben und Lacke noch am Lager? Oder müssen sie beim Lieferanten geordert werden?
Bestellt wird außerdem eine Endload-Abpackmaschine beim Hersteller Comic. Weiter gibt die Auftragsvorbereitung in der Druckvorstufe die benötigten Stanzwerkzeuge im Stanzformenbau sowie die benötigten Druckplatten in Auftrag.
Hierzu werden die CAD-Zeichnungen aus der Entwicklungsabteilung per Betriebsdatenerfassungs-System direkt an den Stanzformenbau übermittelt. Dort wird nach Zeichnung ein 20-nutziges Flachbettstanzwerkzeug gebaut. Parallel zu diesem Geschäftsprozess kontaktiert die Druckvorstufe die Designagentur der HF. Nachdem die CAD-Zeichnungen der Faltschachtel aus der Entwicklungsabteilung über Internet direkt dort eingetroffen sind, kann die Agentur das Drucklayout auf die Faltschachtelgröße anpassen.

Abb. 38: Standbogen der Offsetdruckform für diesen Auftrag (Quelle: iglo)
Die Druckvorstufe erhält dann von der Agentur eine PDF-X3-Datei zur Erstellung der Offsetdruckplatten. PDF-X3 ist ein speziell für Druckzwecke entwickeltes PDF-Format. Faltschachtel-Allgäu verfügt hier über eine moderne CtP-Anlage (CtP = Computer to Plate = Belichtungsverfahren für Druckplatten.). Abschließend bestellt die Auftragsvorbereitung noch die Umkartons inklusive Etiketten, in denen später die fertig produzierten, flachliegenden Faltschachteln zum Kunden HF gehen.
Jetzt wird die Produktionsplanung aktiv. Sie hat den vereinbarten Liefertermin beim Kunden immer fest im Visier. Sie muss den Produktionsablauf so planen, dass auch bei Störungen noch genügend Zeit vorhanden ist, das vereinbarte Lieferdatum einzuhalten. Liefer- und Termintreue sind ein entscheidendes Qualitätskriterium in einer Kundenbeziehung.
Die Produktion muss aus fertigungstechnischen Gründen immer in einer fest vorgegebenen Reihenfolge die einzelnen Produktionsstationen durchlaufen. Dazu muss der in Rollenware angelieferte Karton zuerst in einem Breitschlitzdüsenextruder mit einer PE-Schicht von 12 bis 14 g/m² beschichtet werden. Dies entspricht einer Schichtdicke von ca. 16 μm.
Anschließend wird der beschichtete Karton auf einem Querschneider auf das Bogenformat der Offsetdruckmaschine zugeschnitten. Im Anschluss an diesen Oberflächenveredelungsprozess kommt der Karton an die Druckmaschine. Die Druckmaschine wurde bereits mit den in der Druckvorstufe hergestellten Druckplatten gerüstet. In die Farbwerke wurden zuvor die von der Druckvorstufe ermittelten Druckfarben eingefüllt. Nach einer kurzen Andruckphase muss der Maschinenführer die Freigabe für den kompletten Auftrag bekommen. Dies geschieht entweder durch den Abgleich mit einem farbverbindlichen Druckproof, den der Kunde bereits abgezeichnet hat. Ein Proof (oder Prüfdruck) bezeichnet im Druckwesen simuliert das spätere Druckergebnis. Am Bildschirm lässt sich dieses nicht einschätzen. Oder der Kunde – in diesem Fall Herr Kaufmann von der HF – kommt zur Auftragsfreigabe direkt an die Maschine. Nun kann der Druckjob in der von der Produktionsplanung vorgeplanten Maschinenlaufzeit durchgeführt werden. Der Drucker kontrolliert permanent das Druckergebnis und stellt bei Bedarf die Maschine entsprechend nach.

Abb. 39: Extruder mit Breitschlitzdüse zur Kartonbeschichtung mit einer dünnen PE-Schicht
(Quelle: Eigene Darstellung)
Abb. 40: Einzelnutzenzeichnung einer Fischstäbchenfaltschachtel (L x B x H: 200 x 105 x 33)
(Quelle: Eigene Darstellung)

Abb. 41: Dem geschulten Auge eines Druckers entgeht nichts (Quelle: Heidelberger Druckmaschinen AG)

Abb. 42: Offsetdruckmaschine 5-Farben+Lack (Quelle: Heidelberger Druckmaschinen AG)
Eine gute Produktionsplanung vermeidet lange Standzeiten zwischen den einzelnen Produktionsstationen. Da moderne Druckmaschinen heute bis zu 18000 Bg/h (Bögen pro Stunde) drucken und die Flachbettstanzen über 6000 Bg/h nicht hinauskommen, müssen mehrere Stanzmaschinen vorhanden sein, um einen Produktionsstau zu verhindern beziehungsweise einen reibungslosen Produktionsfluss zu gewährleisten.
An der Flachbettstanze rüstet der Maschinenführer, ein Packmitteltechnologe, den Auftrag ein. „Rüsten“ nennt man in der Produktion das Einrichten einer Maschine beziehungsweise Fertigungsanlage für einen bestimmten Arbeitsvorgang. Hierzu muss er die Stanzform sowie die Ausbrecher- und Nutzentrennwerkzeuge in die Maschine einbauen. Voraussetzung hierfür ist, dass die Stanzwerkzeuge rechtzeitig aus dem Stanzformenbau an der Maschine sind. Wenn die Maschine richtig eingestellt ist und die einzelnen Nutzen sauber getrennt werden, kann der Produktionsauftrag für den Kunden HF nach der vorgegebenen Maschinenlaufzeit mit 5000 Bg/h gefahren werden.

Abb. 43: Moderne Produktionsanlagen sind die Basis für die reibungslose Auftragsbearbeitung (Quelle: Bobstgroup.com).
Der Maschinenführer kontrolliert während der Produktion fortlaufend stichprobenartig das Stanzergebnis. Die gezogenen Produktionsproben werden archiviert.

Abb. 44: Die maßhaltige Einstellung des Bogeneinzugs will gelernt sein. Das ist eine Tätigkeit, die der Packmitteltechnologe beim Flachbettstanzen durchführen muss
(Quelle: Heidelberger Druckmaschinen AG).
Abb. 45: Eine Feinjustage der Faltschachtelklebemaschine ist nur von geschultem Personal in brauchbarer Rüstzeit durchzuführen (Quelle: Heidelberger Druckmaschinen AG).
Von der Stanzerei gelangen die Paletten auf innerbetrieblichen Transportsystemen zur Kleberei. Dort werden die Nutzen auf der Faltschachtelklebemaschine (FKM) an der Längsnaht geklebt. Die Faltschachtelklebemaschine muss vom Maschinenführer und einem weiteren Facharbeiter auf die auftragsbezogenen Faltschachtelmaße eingestellt werden.
Wenn die Maschine gerüstet ist, kann mit der Produktion begonnen werden. Die Maschine läuft bei diesem Auftrag mit einer Produktionsgeschwindigkeit von rund 400 m/Min. Auch bei diesem Produktionsschritt findet nach einem genormten Stichprobensystem laufend eine Qualitätskontrolle statt. Die laufende Produktion wird nach einem genormten Stichprobensystem kontrolliert. Auch die Endkontrolle findet stich- probenartig statt. Moderne Faltschachtelklebemaschinen erreichen Stückzahlen von 200.000 Stk./h. Da diese Stückzahlen von Hand kaum mehr bewältigt werden können, sind diese Maschinen am Ende mit einem automatischen Kartoniersystem ausgestattet. So können die geklebten Faltschachteln zu je 300 Stück in einen Umkarton abgepackt werden.

Abb. 46: eine automatische Einstellung des neuen Formats ist mit der Baureihe Diana X 115 von Heidelberg kein Problem (Quelle: Heidelberger Druckmaschinen AG)
Um bei der Qualität auf Nummer sicher gehen zu können, durchlaufen alle produzierten Faltschachteln noch eine Endkontrolle. Stichprobenartig werden hier die Verklebung und die Faltbarkeit der Riller geprüft.

Abb. 47: Ein zertifiziertes Qualitätsmanagement-System erfordert eine ständige Kontrolle und Überwachung des Produktionsprozesses. So können eventuelle Fehler schnell erkannt und behoben werden (Quelle: Heidelberger Druckmaschinen AG)

Abb. 48: Stretchfolienpacker, nachdem die Faltschachteln an der FKM direkt in die Umkartons eingelaufen sind (Quelle: Heidelberger Druckmaschinen AG)
Die fertigen Paletten mit den aufgestapelten Umkartons werden direkt in die Versandabteilung transportiert. Je nach Zeitplan werden diese dann noch eingelagert oder schon versandfertig gemacht. Dazu werden die Paletten mit Stretch-Folie umwickelt, etikettiert und mit Lieferschein versehen. Da generell eine auftragsbezogene Produktion stattfindet, gibt es keine Vorratsware. Die Auftragsvorbereitung erhält über das BDE-System eine aktuelle Fertigmeldung des Auftragsstands. So kann die Spedition bereits mit der Auslieferung beginnen.
Die Buchhaltung wird durch die Auftragsvorbereitung über den momentanen Auftragsstand informiert. So kann parallel zur Warenauslieferung die Rechnung mit dem vereinbarten Zahlungsziel erstellt werden. An einem Auftrag in der Verpackungsmittelindustrie arbeiten viele Abteilungen mit. Koordination untereinander
ist eine Voraussetzung dafür, dass alles termingerecht und in bester Qualität erstellt wird.
Fragen zum Praxisbeispiel 1:
- Erstellen Sie eine Mind-Map (Gedanken- beziehungsweise Gedächtnislandkarte) mit allen beteiligten Instanzen dieses Verpackungsauftrags!
- Welche Aufgaben haben die einzelnen Abteilungen zu erfüllen?
- Stellen Sie die besonderen Anforderungen, die Herr Überall in diesem Außendiensteinsatz erfüllen sollte, zusammen!
- Welche Anforderungen sollte die neue Tiefkühlverpackung von Faltschachtel-Allgäu erfüllen?
- Mit welchen Stichpunkten ist ein „Prozess“ allgemein zu definieren?
- Nennen Sie die fünf Kernprozesse sowie fünf unterstützende Prozesse aus diesem Produktionsauftrag!
- Erstellen Sie ein Flussdiagramm für den gesamten Produktionsvorgang! Achten Sie dabei auch auf die Informations- und Materialflüsse!
- Welches Gesamtgewicht hat die Kartonlieferung für diesen Auftrag bei einem Produktionsausschuss von 5 %?
- Welche Produktionszeit benötigt der Auftrag auf der Offsetdruckmaschine, der Flachbettstanze und auf der FKM?
- Wie viele Umkartons werden für den Abpackprozess benötigt?
- Zum Verfassen von Kommentaren bitte anmelden.
1.4.2 Praxisbeispiel 2: Versandtasche mit Polsterfunktion
Im Verkauf der Flexibelpack GmbH klingelt das Telefon – ein Kundengespräch. Frau Sache (alles fiktive Namen) nimmt den Anruf freundlich entgegen. Herr Toner, Einkaufsleiter der Büroartikelversand AG, ist auf der Suche nach speziellen Versandtaschen: Er will zerbrechliche Güter wie CDs, DVDs, aber auch LCD-Bilderrahmen versenden. Frau Sache berät Herrn Toner, indem sie sich gemeinsam das Produktportfolio der Flexibelpack auf ihrer Internetseite ansehen. Herr Toner bekommt so recht schnell eine gute Vorstellung von der speziellen Polsterfunktion, den Formaten, den Verschlussmöglichkeiten, Stückzahlen und individuellen Bedruckungsmöglichkeiten. Herr Toner ist begeistert von den informativen Webseiten des Unternehmens.
Eine gute Erstberatung verstärkt das Kundeninteresse und steht am Anfang eines jeden Neuauftrags. |
Die Angebotsabteilung, vertreten durch Frau Sache, vereinbart mit Herrn Toner, dass er noch heute ein schriftliches Angebot über 25.000 Stück im Format 170 x 225 + 50 mm per Fax und per E-Mail erhält. So- fort wird im Betriebsdatenerfassungssystem – ein genau auf die Bedürfnisse der Flexibelpack GmbH abgestimmtes SAP-Betriebssystem – ein Kundenangebot erstellt. Um den Kundenangebotspreis genau zu ermitteln, muss zuerst eine interne Kalkulation durchgeführt werden. Hierzu müssen die Kosten für alle anfallenden Tätigkeiten bis zum fertigen Endprodukt, die Kosten für die benötigten Materialien sowie der zu erzielende Gewinn berücksichtigt werden.
Für den Kunden sind die folgenden Details aus dem Angebot ersichtlich: Die genaue Artikelbezeichnung, das Material, der Preis pro Einheit, die Lieferzeit sowie die allgemeinen Geschäftsbedingungen der Flexibelpack GmbH. Ein Angebotspreis muss alle unternehmensintern anfallenden Kosten für die Herstellung eines Produktes sowie die Gewinnmarge des Unternehmens beinhalten.

Abb. 49: Kundenangebot der Flexibelpack GmbH für Herrn Toner von der Büroartikelversand AG
(Quelle: Eigene Darstellung)
Parallel gehen per Post einige Produktmuster direkt zum Kunden. Der Außendienst erhält ebenfalls eine Kopie des Angebots, falls auf diesem Informationsweg weitere Rückfragen an das Unternehmen herangetragen werden.

Abb. 50: Produktmuster von verschiedenen Versandtaschen mit Polsterfunktion
(Quelle: Eigene Darstellung)
Wenig später erhält Herr Toner das Angebot per E-Mail. Es macht für Herrn Toner einen vielversprechenden Eindruck. Das liegt an dem versprochenen kurzfristigen Liefertermin und dem gleichzeitig moderaten Preis. Das Tempo der Angebotserstellung und der Bemusterung beeindruckt den Kunden. Herr Toner möchte mit seiner Entscheidung, den Auftrag zu erteilen, aber noch abwarten, bis er die Handmuster gesehen hat. Bereits am nächsten Tag hat er fünf verschiedene Versandtaschenmuster per Postexpress auf dem Schreibtisch. Beeindruckt von der Papierqualität, der speziellen Polsterfunktion, den verschiedenen Verschlusstechniken und der 4-farbigen Druckqualität greift er sofort zum Telefonhörer.
Spontan erteilt Herr Toner mündlich den Auftrag. Frau Sache bittet ihn jedoch noch um eine kurze schriftliche Erklärung per E-Mail und erhält diese. Aufträge sollte man nur schriftlich annehmen. Anschließend erstellt sie im BDE-System einen Produktionsauftrag. Auftragsnummer und Kundennummer werden automatisch vom Programm erstellt. Eine Auftragsmappe wird angelegt. Der Kundenauftrag ist nun in der Auftragsvorbereitung registriert.
Nach Kundenwünschen erstellt die Designabteilung mit einem Grafikprogramm ein Druckmotiv. Von diesem Motiv wird mit einem Proofdrucker ein farbverbindlicher Ausdruck (Proof) erstellt. Eventuelle Unstimmigkeiten können so vor dem Druck vom Kunden korrigiert und in der Designabteilung abgeändert werden. Erst nach der Druckfreigabe durch den Kunden und der Klärung des endgültigen Produktionstermins geht eine Auftragsbestätigung an den Kunden.

Abb. 51: Handskizze einer Versandtasche im Format B5 (Quelle: Eigene Darstellung)
Erst jetzt legt Frau Sache im SAP-Betriebssystem einen genauen Produktionsauftrag an. Dieser beinhaltet die Artikelnummer und die Menge sowie eine Stückliste mit der genauen Produktionsmenge inklusive Materialbedarf zuzüglich Ausschuss. Gleichzeitig wird ein Arbeitsplan erstellt. In diesem werden die Maschinenbelegung, die Maschinenlaufzeiten, der Fertigungsbeginn und das Fertigungsende festgelegt.
Da der Kunde mit dem Druckbild zufrieden ist, kann der Auftrag direkt in die Druckvorstufe weitergeleitet werden. Dort wird vom Motiv ein Film erstellt. Dieser Film wird als seitenrichtiges Negativ erstellt. Dazu wird der Film auf eine Cyrel-Druckplatte gelegt und im Belichter belichtet. Im Anschluss daran wird die Platte ausgewaschen und nachbelichtet. Cyrel® FAST ist eine spezielle thermische Technologie für die Entwicklung von Druckplatten. Dabei werden herkömmliche Lösemittel und Auswaschflüssigkeiten eingespart. Neben der Umweltfreundlichkeit dieses Verfahren soll nach Hersteller- angaben die Plattenverarbeitungszeit um bis zu 75 % reduziert werden.
In der Produktionsplanung/Auftragsvorbereitung wird der Auftrag nun wirtschaftlich sinnvoll an den Maschinen eingeplant. Dies wird von den momentan anstehenden Aufträgen und den geplanten Maschi- nenlaufzeiten bestimmt. Durch geschickte Kombination der Auftragsreihenfolge lassen sich auch die Aufwände für das Rüsten und damit Rüstzeiten deutlich reduzieren. Das steigert die Produktivität. Einige Tage vor dem Produktionstermin kommt der Auftrag beziehungsweise die Auftragsmappe an die Maschine. Darin enthalten ist auch ein Formular für den Produktionsbericht, in dem alle wichtigen Punkte während der Produktion dokumentiert werden.
In der Produktion bestellt der Maschinenführer rechtzeitig im Wareneingang die Materialien für den Auftrag – Mantelpapier für die Versandtasche, Polyethylenfolie, Farbe, Leim, Verschlüsse, Kartons mit Etiketten für den Abpackprozess sowie die benötigten Europaletten.
Der Wareneingang unterzieht alle diese Materialien einer Wareneingangsprüfung. Diese beinhaltet den Soll-Ist-Vergleich des Lieferscheins, verschiedene stichprobenartige Materialprüfverfahren je nach Spezifikation (zum Beispiel flächenbezogene Masse, Dickenmessung, Feuchtgehalt, Saugfähigkeit), die Einbuchung in das SAP-System sowie die Einlagerung ins Rohstofflager. Eine genaue Wareneingangs- kontrolle ist sehr wichtig. Fehler in den Vorprodukten beeinträchtigen später sonst die Produktion.
Aus der Druckvorstufe wird die auf den Druckzylinder aufgeklebte Druckplatte angefordert. Für jeden Produktionstag gibt es einen genauen Maschinenlaufplan, aus dem die Auftragsreihenfolge ersichtlich ist.
Die Produktion kann beginnen. Der Maschinenführer rüstet die Maschine nach den Erfordernissen des Auftrags um. In unserem Fall muss nur das Druckklischee gewechselt werden.
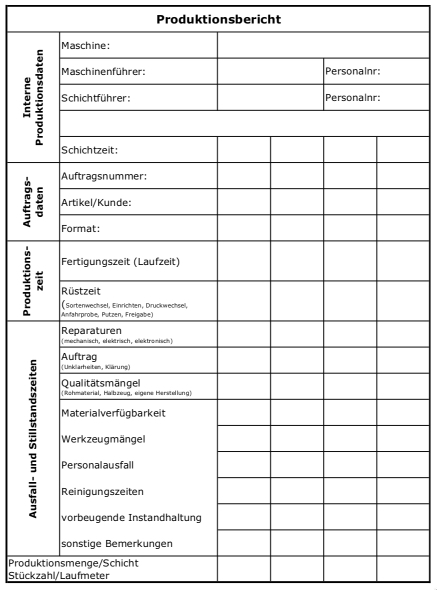
Abb. 52: Produktionsbericht zur Dokumentation aller wichtigen Vorfälle während der Produktion. So lassen sich eventuell entstandene Fehler genau zurückverfolgen. Die Fehlerbehebung wird dadurch erleichtert. (Quelle: Eigene Darstellung)


Abb. 54: moderne Sleevetechnologie (Quelle: WuH-Lengerich.de)
Da sich der Kunde für einen einfarbigen schwarzen Druck entschieden hat, muss die Farbe nicht gewechselt werden. Die richtigen Papierrollen müssen in die Maschine eingespannt werden. Das Format ist gegebenenfalls anzupassen. Für den speziellen Verschluss der Versandtasche muss ein Aufreißfaden eingezogen werden. An der Maschinenablage müssen die richtigen Abpackkartons mit den passenden Etiketten sowie ausreichend Paletten bereitgestellt werden. Parallel dazu müssen alle Tätigkeiten auf den entsprechenden Formularen protokolliert beziehungsweise in das BDE-System eingegeben werden. Während der Produktion zieht der Maschinenführer Stichproben zur Überwachung der Produktionsqualität (Format, Druckbild, Aufreißfaden).
Produktionsfehler können so sofort festgestellt werden. Und bei Bedarf kann eingegriffen werden. Da es sich beim Auftrag für Herrn Toner um einen Erstauftrag handelt, muss dieser zusätzlich vom Schichtfüh- rer oder Bereichsleiter abgezeichnet werden.
Der aktuelle Stand des Auftrags kann jederzeit in SAP abgerufen werden. Dazu wird im Produktionsprozess jede fertige Palette mit einem Palettenlaufzettel versehen und im BDE-System eingetragen: So ist der Vertrieb jederzeit über die aktuelle Produktionsmenge informiert. Über die Betriebsdatenerfassung und das SAP-System kennen alle Beteiligten im Unternehmen jederzeit den Stand der Auftragserfüllung. Der Palettenlaufzettel wird für die Einlagerung im Hochregallager benötigt.
Innerbetriebliche Logistik – der Weg von der Maschine ins Hochregallager
Die Paletten laufen über ein Rollband zu einem Sammelpunkt. Dort werden sie vom Staplerfahrer abgeholt. Dieser lagert die Palette an einem vom BDE-System vorgesehenen Platz im Hochregallager ein. Wenn die geforderte Stückzahl erreicht ist, wird der Auftrag im BDE-System komplett fertig gemeldet.

Abb. 55: Briefhüllen- und Versandtaschenmaschine der Baureihe W+D 349 (Quelle: Winkler-Dünnebier)
Was, wo, wie? Innerbetriebliche Kommunikation als Schlüssel zum Erfolg
Rechtzeitig vor dem geplanten Liefertermin bestellt Frau Sache, mit dem dafür vorgesehenen Formular, im Hochregallager die fünf Europaletten mit je 250 Kartons, einem Kartoninhalt zu je 100 Stück Polster- versandtaschen. Die Fertigware kann nur mit dieser Bestellanforderung vom Hochregalwarenlager an das Versandbüro ausgelagert werden.

Abb. 56: Blick in ein Hochregallager. Alle Stellplätze sind nummeriert. Blick in das Papierlager. Die Rollen sind teilweise mit PE-beschichtetem Papier zum Schutz gegen Feuchtigkeit eingeschlagen. (Quelle: Eigene Darstellung)
Das Versandbüro plant die Auslieferung des Auftrags zum von Frau Sache vereinbarten Termin. Der Lieferschein wird erstellt. Die Kommissionierung der bestellten Liefermenge wird veranlasst. Staplerfahrer Klaus verlädt die Paletten auf dem LKW der Versandabteilung oder einer beauftragten Spedition.

Abb. 57: Eine eigene Fuhrparkflotte erfüllt Marketingaufgaben. (Quelle: Eigene Darstellung)
In der Buchhaltung wird im SAP-System des Unternehmens nach der Warenausgangsbuchung automatisch die Rechnung für den Postversand generiert. Die Buchhaltung verfolgt den Zahlungseingang durch den Kunden innerhalb des vereinbarten Zahlungszieles. Gerät der Kunde in Zahlungsverzug, erhält er automatisch eine Mahnung (Mahnverfahren: 7-tägig). Falls der Kunde permanent nicht bezahlt, wird nach der vierten Mahnstufe ein Inkasso-Unternehmen beauftragt.
Einige Wochen nach Abschluss dieses Geschäftsprozesses wird Herr Toner von der Kundenbetreuung telefonisch kontaktiert. Herr Toner zeigt sich im Telefonat begeistert von der absolut reibungslos abgelaufenen ersten Geschäftsbeziehung. Weitere Aufträge sind schon in seiner Planung. Gute und schnelle Bedienung von Kundenanliegen macht Wiederholungsaufträge wahrscheinlicher.
Fragen zum Praxisbeispiel 2: Versandtasche mit Polsterfunktion
- Erstellen Sie eine Mind-Map über die am Geschäftsprozess beteiligten Abteilungen!
- Welche Aufgaben/Tätigkeiten lassen sich den einzelnen Abteilungen zuordnen? Tragen Sie auch diese in die Mind-Map ein!
- Präsentieren Sie die erstellte Mind-Map vor der Klasse!
- Durch welche Kommunikationsmittel wird in diesem Packmittelbetrieb der Informationsfluss gewährleistet?
- Erstellen Sie für dieses Beispiel ein Prozessflussdiagramm nach den Vorgaben aus Kap. 1.1!
- Welche wichtigen Inhaltspunkte sollte ein Kundenangebot enthalten?
- Erstellen Sie eine Technische Zeichnung der Versandtasche im Maßstab 1:2 (siehe Abb.)
- Warum ist die Wareneingangsprüfung wichtig für ein Unternehmen?
- Welche Tätigkeiten werden in der Wareneingangsprüfung durchgeführt?
- Erstellen Sie eine Materialliste der notwendigen Fertigungsmaterialien!
- Welche Maßnahmen dienen vor, während und nach dem Produktionsprozess zur Qualitätssicherung?
- Formulieren Sie stichpunktartig fünf Geschäftsprozesse beziehungsweise Teilprozesse!
- Erstellen Sie für die Flexibelpack GmbH ein Kundenangebot für eine Versandtasche im Format B4. Gehen Sie davon aus, dass bei der Produktion endlos von der Rolle gearbeitet wird. Der Beschnitt für die Seitenkantenkontur kann vernachlässigt werden!
Kalkulieren Sie dazu die Materialkosten, die Hilfsstoffkosten, die Maschinenkosten sowie die Gesamtkosten für diesen Auftrag!
Folgende Angaben sind bekannt:
• Format: B4 (250 x 353 mm)
• Stückzahl: 250.000
• Papierqualität: Kraftpapier gelbbraun mgl. 80g / m2
• Papierpreis: 1050€ / t
• Blanko ohne Druckbild, ohne Sichtfenster
• Leimauftrag pro Tasche: 3,5 g
• Leimpreis: 1,8€ / kg
• Haftklebestreifen für Verschlusstasche: 5ct / m
• Maschinenstundensatz: 250€ / h
• Maschinengeschwindigkeit: 300 Stück / min
• Gewinnaufschlag: 8%
- Zum Verfassen von Kommentaren bitte anmelden.
1.4.3 Praxisbeispiel 3: 6er-Weinkiste für Weinkönigin
Herr Produce, Produktmanager eines großen deutschen Lebensmitteldiscounters, ist zur Weinverkostung an das bayerische Bodenseeufer gereist. Für Mitte Oktober plant er eine Angebotsaktion mit deutschen Spitzenweinen.
In einer Weinwirtschaft trifft Herr Produce Mitte Juli auf den Traditionswinzer Gustav Weins. Die Weine sind sehr gut. Gustav Weins weiß zu diesem Zeitpunkt noch nicht, wer sein Gegenüber ist. Bei einer gemütlichen Brotzeit, der auch die regionale Weinkönigin beiwohnt, und Fachgesprächen rund um den Weinanbau kommt Herr Produce auf den Punkt. Als Produktmanager der Firma Songl ist er auf der Suche nach neuen Weinen für das Sortiment des Lebensmitteldiscounters.
Herrn Weins schießen alle Vorurteile über Lebensmitteldiscounter durch den Kopf: Große Mengen, enormer Preiskampf. Und er hat keine Schachteln und keinen LKW. Große Handelsketten fordern professionelle und gut aufgemachte Verpackungen für alle Produkte, die sie ins Angebot nehmen. Doch der Produktmanager, Herr Produce, macht einen sympathischen Eindruck. Vorsichtig fragt dieser nach, ob eine Produktionsmenge von 200.000 Flaschen à 0,75 Liter dieses Topweines zu realisieren sei. Von der Menge her sei dies machbar, antwortet Gustav Weins. Da er aber nur über eine einfache Abfüllanlage verfüge, werde es Wochen dauern, bis ein solch großes Kontingent abgefüllt sei. Er habe außerdem keine ordentlichen Weinkartons. Doch Winzer Weins will das Angebot dennoch nicht einfach ziehen lassen, weil ihm der Produktmanager des Discounters einen fairen Ankaufpreis angeboten hat. Als alter Fuchs kennt Herr Produce die Bedenken von kleinen Winzerbetrieben. Er habe Lohnabfüller, die Abfüllung und Logistik für Winzer Weins übernähmen. Zur Präsentation des Weins in den Verkaufsräumen des Discounters brauche der Winzer aber eine indviduelle Verpackung für jeweils 6 Weinflaschen.
Eine eigene professionelle Verpackung – davon hat der kleine Winzer immer schon geträumt. Der Produktmanager des Discounters kennt einen kompetenten Verpackungshersteller in seiner Region – die Wellpappe Allgäu. Die Produktfotos auf der Internetseite dieses Packmittelherstellers gefallen Winzer Weins. Gedanklich sieht er schon die Flaschen mit seinem Etikett in einer stabilen und sauber bedruckten Wellpappkiste.

Abb. 58: Der Wein muss gut sein. Aber auch richtige Verpackung trägt wesentlich zum Verkaufserfolg bei.
(Quelle: https://www.mdf-verpackungen.de/kartons-und-kartonagen/weinkartons/1370/6er-ptz-weinverpackung-system-pronto)
Winzertochter Anna Weins, die auch regionale Weinkönigin ist, nimmt gleich am nächsten Morgen telefonisch Kontakt mit Wellpappe Allgäu auf. Herr Hunter vom Vertrieb ist bereits von Herrn Produce vorinformiert worden. Anna Weins ist begeistert darüber, dass alles so schnell geht und dass keine Ortstermine erforderlich sind.
Telefonisch geht Herr Hunter, der im Vertriebsinnendienst tätig ist, mit Anna Weins die Checkliste für Neukunden durch. Systematisch fragt er alle Kundenanforderungen ab. Danach legt er die Winzerei Weins als Neukunden im SAP-System der Wellpappe Allgäu an. Solche Systeme nennt man übrigens auch ERP-Systeme. ERP steht für „Enterprise Resource Planning“. Ein ERP-System ist eine komplexe Anwendungssoftware zur Unterstützung der Ressourcenplanung eines gesamten Unternehmens.
Zuvor hat er der Entwicklungsabteilung bereits den Auftrag erteilt, eine Fefco 0201 für sechs Weinflaschen mit den A x B x H-Maßen 150 x 225 x 335 mm am CAD zu zeichnen und davon eine 3-D-Simulation beziehungsweise eine Animation von verschiedenen Seiten zu erstellen. Fefco bezeichnet die Bauart eines Kartons. Der Fefco 0201 ist der gängigste aller Kartonagenbauweisen. Er hat aneinander stoßende Bodenklappen und Deckelklappen. Um ihn zu verschließen wird z.B. Klebeband oder Umreifungsband benötigt.

Abb. 59: Entwicklung neuer Verpackungen durch CAD (von engl. computer-aided design) = rechnerunterstütztes Konstruieren = Konstruieren eines Produkts per EDV (Quelle: Eigene Darstellung)
Die Flaschen sollen beim Lohnabfüller befüllt werden. Anschließend sollen sie automatisch im Weinkarton positioniert und auf einer Europalette abgesetzt sowie mit Kantenschutz versehen umreift werden. Auf diese Weise soll eine Transportverpackung nach Logistikstandards des Lebensmitteldiscounters entstehen; diese soll gleichzeitig Präsentationsfunktionen am Point of Sale, also den Verkaufsräumen des Discounters, erfüllen. Die flachliegenden Wellpappzuschnitte sollen in einer automatischen Aufrichtmaschine aufgestellt und anschließend mit den Flaschen bestückt werden.
Da Frau Weins sehr kreativ ist, möchte sie die Grundzüge des Verpackungsdesigns selbst entwerfen. Ihr Entwurf wird von der Druckvorstufe bei Wellpappe Allgäu mit einer speziellen Software in einer psd-Datei umgesetzt sowie nach drucktechnischen Kriterien für das Flexodruck-verfahren (7 Farben + Lack) aufbereitet. Von der Kalkulation, die eng mit der Entwicklungsabteilung zusammenarbeitet, erhält Herr Hunter vom Vertrieb die Daten, die er für die Erstellung des Kundenangebots benötigt.
PSD steht für Photoshop Document. Es handelt sich dabei um ein Dateiformat von Adobe Photoshop, einem professionellen Bild- und Foto- bearbeitungsprogramm. |
Nachdem der Vertrieb alle nötigen Daten aus der Entwicklungsabteilung erhalten hat, erstellt er zügig ein Kundenangebot inklusive einer vollständigen Fotosimulation der Weinkiste. Da eine Weinkiste für einen Packmittelhersteller Standard ist, hat Anna Weins nach wenigen Stunden per E-Mail eine vollständige Foto-Simulation der Weinkiste auf ihrem Laptop. Winzertochter Anna Weins ist begeistert über die umfassende und schnelle Rückmeldung und bestätigt das Angebot per Fax.
Anfang Oktober beginnt bei Wellpappe Allgäu die Auftragsvorbereitung sowie die Produktionsplanung, das sogenannte Routing des Auftrags. Da es sich bei dem Auftrag um ein größeres Auftragsvolumen von 30.000 Weinkisten handelt, lohnt sich hier das sogenannte Preprint-Verfahren. Das heißt: Das Deckenpapier wird auf einer Flexodruckmaschine bereits vor der Wellpappeerzeugung mit dem Design bedruckt.

Abb. 60: Anwendungsbeispiel für das Abfüllen von Wein in Flaschen mit Transportverpackung und Ladeeinheit (Quelle: Eigene Darstellung)

Abb. 61: 3-D-Animation der 6er-Weinkiste Fefco 0201 mit und ohne Stegsatz (Quelle: Erpa.de)

Abb. 62: Flexodruckmaschine zur Bedruckung der Papierrollen im Preprint-Verfahren (Quelle: Bobstgroup.com)
Zusätzlich verfügt Wellpappe Allgäu an einem anderen Produktionsstandort über eine eigene Papiermaschine.
Die Papierherstellung vom Rohstoff (Altpapier, Einjahrespflanzen, Holz, Lumpen, synthetische Fasern) bis zum speziellen Verpackungspapier ist für alle Packmittel, die aus Faserpackstoffen hergestellt werden, ein eigener, sehr umfangreicher Produktionsprozess.

Abb. 63: Für den Wellenstoff wird ausschließlich Altpapier eingesetzt. Das Altpapier wird nach Sortenliste genau sortiert. Ein fertig aufgerollter Tambour am Ende der Papiermaschine (Quelle: Eigene Darstellung)
Im Anschluss daran erfolgen die Papierweiterverarbeitungsverfahren. Das Papier für die Außen- und Innenlage wird teilweise von anderen Papierherstellern zugekauft.
Der Materialeinkauf richtet sich nicht nach den anstehenden Aufträgen, sondern es wird immer ein bestimmtes Papiersortiment, zur Kombination von bis zu 500 Wellpappesorten, auf Lager (FiFo) vorgehalten. Die einzelnen Lagen werden speziell nach Kundenanforderungen kombiniert. Die technischen Daten (Festigkeitswerte, Verhalten gegenüber Wasser usw.) der einzelnen Papierlagen sind einem firmeneigenen Sortenverzeichnis zu entnehmen.
Die Rohpapiere sind alle aus nachhaltiger Forstwirtschaft, um den hohen Standards der FSC-Zertifizierung gerecht zu werden. Diese Zertifizierung hat nach FSC-Richtlinien alle fünf Jahre zu erfolgen. Durchgeführt wird diese Zertifizierung durch die Landesgewerbeanstalt, die wiederum Lizenznehmer von FSC Deutschland ist. FSC steht für Forest Stewardship Council (Forest = Wald, Stewardship = Verantwortung). FSC ist eine internationale Organisation, die ein System zur Zertifizierung nachhaltiger Forstwirtschaft betreibt.
Das Papier befindet sich bereits in ausreichender Menge im Rohstofflager. Packmittel herstellende Unternehmen halten immer ein bestimmtes Papiersortiment vor, um für unterschiedliche Kundenaufträge gewappnet zu sein. Eine Wareneingangsprüfung gehört nach DIN ISO 9001:2008 ebenso zum hohen Qualitätsstandard wie die stichprobenartige Prüfung bei allen weiteren Fertigungsschritten nach einem genau festgelegten Prüfplan. Diese Prüfanweisungen, die genauen Prozessbeschreibungen sowie die Ablauforganigramme der Haupt-, Teil- und Managementprozesse sind in einem für jeden Mitarbeiter zugänglichen QM-Handbuch hinterlegt. Die Rezertifizierung durch eine Zertifizierungsgesellschaft hat alle drei Jahre neu zu erfolgen.
EN ISO 9001 legt die Mindestanforderungen an ein Qualitätsmanagementsystem (QM-System) einer Organisation fest. Die acht Grundsätze des Qualitätsmanagements sind:
• Kundenorientierung
• Verantwortlichkeit der Führung
• Einbeziehung der beteiligten Personen
• Prozessorientierter Ansatz
• Systemorientierter Managementansatz
• Kontinuierliche Verbesserung
• Sachbezogener Entscheidungsfindungsansatz
• Lieferantenbeziehungen zum gegenseitigen Nutzen

Abb. 64: Layout eines Wellpappenwerkes. Blau dargestellt sind die innerbetrieblichen Transportsysteme, bestehend aus palettenlosen Rollstraßen und Transferwagen (Quelle: minda.de).
Als erster Produktionsschritt muss aufgrund des angewendeten Preprintverfahrens die Außendecke im Flexodruckverfahren (Druckgeschwindigkeit 300 m/min) bedruckt werden. Die Abmessungen der Schachtel ergeben einen offenen Zuschnitt, der eine zweinutzige Bedruckung in der Breite (Papierbahnbreite 1,6 m) erlaubt. So werden inklusive Ausschuss rund 16.000 Laufmeter benötigt. Der Maschinenlaufplan ist von der Produktionsplanungssoftware Kiwiplan™ bereits so optimiert, dass an der Maschine nur die für den Produktionsauftrag geforderten Rohpapiere eingehängt werden müssen.

Abb. 65: Prozessdarstellung einer WPA (= Wellpappenanlage) (Quelle: BHS)
Alle anderen Einstellungen können durch die Auftragsabfolgeoptimierung aus dem vorherigen Auftrag übernommen werden. Anschließend kann die B-Welle für die Wellpappweinkiste auf der WPA mit 300 m/min gefahren werden. Die einzelnen Lagen bestehen aus folgenden Flächengewichten (180 g/m² KWGD / 127 g/m² HPF / 140 g/m² TW)
Die dabei entstehenden Wellpappbögen werden auf zwei Paletten abgestapelt. Die Wellpappherstellung auf der WPA wird nun im ERP-System mit einer Fertigmeldung versehen. Auf einem innerbetrieblichen Transportsystem werden diese direkt an die Inline-Maschine transportiert.

Abb. 66: Modernste innerbetriebliche Transportsysteme kommen ohne Paletten aus, dadurch werden höchste Hygienevorschriften erfüllt (Quelle: minda.de).
Die Maschine muss von den Facharbeitern mit dem richtigen Rotationsstanzwerkzeug gerüstet werden. Die Slotter, die Riller und die direkt im Anschluss zu durchlaufende Faltschachtelklebemaschine müssen eingestellt werden. Nun kann der dritte Produktionsschritt beginnen.

Abb. 67: Inlinemaschine (Modell FFG 618 3D) zum Bedrucken, Schlitzen und Rillen der Wellpappbögen (Quelle: bobstgroup.com)
Direkt aus dem Inliner werden die an der sogenannten Fabrikkante geklebten Zuschnitte zu 20-er-Bündeln umreift und auf einem Palettierroboter auf einer Europalette palettiert.

Abb. 68: FFG-Palettierstation (Quelle: bobstgroup.com)
Da sich dieser Produktionsschritt aus mehreren Teilprozessen zusammensetzt, wird die Fertigmeldung erst mit der fertig gepackten Palette im ERP-System eingetragen. Ein Lieferschein und die Rechnungspapiere für den Auftrag werden erstellt.
Von der Palettiermaschine fahren die Europaletten wieder auf dem innerbetrieblichen Transportsystem direkt in die Versandabteilung. Aufgrund des vorterminierten Versandplans steht der LKW aus dem eigenen Fuhrpark schon zur Verladung der Paletten bereit. In weniger als einer halben Stunde ist der Verladevorgang abgeschlossen, und die Fracht kann ihren Weg zum Lohnabfüllbetrieb aufnehmen.
Termingerecht kommen die Weinkisten im flachliegenden Zustand beim Lohnabfüller an. An dieser Stelle endet der Auftrag für Wellpappe Allgäu. Nur zwei Wochen nach Auftragseingang sind die Wellpappkisten beim Kunden angekommen. Dort werden die Wellpappkisten zunächst in einem maschinellen Kartonierer aufgestellt und anschließend mit je sechs Weinflaschen Topload befüllt. Auf der gleichen Abpackmaschine werden die beiden Deckellaschen mit Leim vollautomatisch verklebt. Bei Topload werden Kartons die Schachtel von oben befüllt. Bei Endload wird das Produkt seitlich in die Schachtel geschoben. Siehe auch Kapital 1.4.1.
Wenn die Weinkisten im flachliegenden Zustand beim Lohnabfüller eingetroffen sind, endet der Auftrag der Wellpappe Allgäu.

Abb. 69: Gezeigt wird ein Kartonaufrichter der Modellreihe Variocart. (Quelle: Eigene Darstellung)

Abb. 70: Deckelklappenverklebungsanlage der Serie Varicol (Quelle: krones.com)
Anschließend werden die befüllten Weinkisten ebenfalls vollautomatisch mit einem Palettierroboter auf Europaletten gestapelt. Abschließend werden die Paletten noch mit Kantenschutz versehen sowie mit Kunststoffumreifungsbändern gesichert. In einem Stretchfolienpacker erhalten die Paletten noch einen Schutz gegen Nässe.
Am nächsten Tag werden die Weinpaletten wieder per LKW auf die süddeutschen Auslieferungslager des Lebensmitteldiscounters verteilt. Dies geschieht wie vereinbart termingetreu Mitte Oktober. Von dort gelangen sie in die Verkaufsläden des Lebensmitteldiscounters.
Einen Tag später sieht der Endkunde, Herr Gubi, den Wein von Winzer Weins zum ersten Mal in seinem Lebensmitteldiscounter. Gubi sieht das Ergebnis eines vor zwei Monaten im Weinrädle eingefädelten Geschäftes zwischen Herrn Produce und Herrn Gustav Weins.
Bequem kann Herr Gubi in einem sehr attraktiv bedruckten Weinkarton gleich sechs Flaschen auf einmal in den Einkaufswagen stellen. Da er von der Qualität des Weines mit dem tollen Etikett und der kreativ gestalteten Kiste überzeugt ist, nimmt er gleich noch fünf weitere Weinkisten mit. Den Wein will er in seinem kleinen Kiosk verkaufen.
Fragen zum Praxisbeispiel 3: 6er-Weinkiste für Weinkönigin
- Erstellen Sie einen kompletten Ablaufplan der Lieferkette (Supply- Chain) des Weines von Herrn Weins! Welche Geschäftspartner sind daran beteiligt? Welche Aufgaben nehmen diese Geschäftspartner dabei wahr?
- Erklären Sie den Begriff „Supply-Chain-Management“!
- Welche Kundenanforderungen werden zwischen Herrn Hunter und Frau Anna Weins vereinbart?
- Erstellen Sie ein Kundenangebot für Herrn Weins!
- Welche Tätigkeiten müssen vor Erstellung des Kundenangebotes abgeklärt werden?
- Welche Teilprozesse hat die Verpackungsentwicklung zu erledigen?
- Welche Vorgänge muss die Produktionsplanung bei diesem Auftrag koordinieren?
- Welche Teilprozesse laufen im Kernprozess „Produktion“ ab?
- Welche Aufgaben sind im Versand abzuarbeiten?
- Erstellen Sie einen vollständigen Prozessablaufplan aller innerbetrieblichen Geschäftsprozesse! Benennen Sie dabei die Hautprozesse sowie alle nötigen unterstützenden Prozesse!
- Welche unterstützenden Prozesse sind im Text nicht aufgeführt, müssen aber notwendigerweise trotzdem durchgeführt werden?
- Erstellen Sie eine technische Zeichnung für eine Fefco 0201 aus B-Welle mit den Abmessungen A x B x H 150 x 225 x 335 mm!
- Welches Volumen hat dabei eine Weinkiste?
- Wie viele Weinkisten lassen sich auf einer Palette stapeln, wenn die Höhe 1 m nicht überschreiten darf?
- Berechnen Sie die benötigten Laufmeter und das Papiergewicht!
- Welche Materialkosten fallen an, wenn die Tonne Papier 820 € kostet?
- Der Maschinenstundensatz der Inline-Maschine beträgt bei einer Maschinenleistung von 7000 Bg/h 190 €/h. Welche Produktionskosten verursacht dieser Prozess im gesamten Auftrag?

Abb. 71: Mit einem Palettenoptimierungsprogramm lassen sich die Paletten mit der maximalen Anzahl von Wellpappweinkisten beladen (Quelle erpa.de)
- Zum Verfassen von Kommentaren bitte anmelden.
1.5 Arbeitssicherheit, Gesundheitsschutz
In der Bundesrepublik Deutschland ist jeder Arbeitnehmer – also auch jeder Auszubildende – bei der Berufsgenossenschaft gegen Arbeitsunfälle versichert. Die Beiträge für diese Pflichtversicherung, die ein Teil der Sozialversicherung ist, zahlt der Betrieb. Die Berufsgenossenschaften sind aber nicht nur für die Entschädigung der Folgen von Arbeitsunfällen, sondern auch für die Überwachung der Unfallverhütungsvorschriften und für die Beratung der Unternehmen in allen Fragen der Arbeitssicherheit zuständig.
Insgesamt gibt es über neun verschiedene Berufsgenossenschaften; die Packmittelindustrie gehört zur Berufsgenossenschaft Energie, Textil, Elektro, Medienerzeugnisse. In der Druck- und in der papierverarbeitenden Industrie ereignen sich jährlich über 12.000 Arbeitsunfälle, hierunter sind leider auch viele schwere Unfälle. Diese können zu Behinderungen führen, die das ganze weitere Leben bestimmen. Häufig sind nur Kleinigkeiten die Ursachen. Die folgenden Abschnitte enthalten die wichtigsten Regeln für das sichere und unfallfreie Arbeiten im Betrieb. Mit ausführlicheren Fragen wendet man sich an seinen Vorgesetzten, denn dieser ist auch dafür verantwortlich, dass die Unfallverhütungsvorschriften eingehalten werden.
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.1 Arbeiten an Maschinen
An neuen Maschinen sind alle erreichbaren Gefahrenstellen, an denen man sich verletzen kann, mit Schutzeinrichtungen gesichert; öffnet man diese Schutzeinrichtungen, kommen die Maschinen zum Still- stand.
Wer die Maschinen der papierverarbeitenden Industrie kennt, weiß aber, dass es unmöglich ist, alle gefährlichen Ecken und Winkel so zu sichern, dass überhaupt keine Verletzungsgefahr mehr besteht. Das gilt insbesondere auch für solche Maschinen, die bereits einige Produktionsjahre hinter sich haben. Gerade bei diesen Maschinen treten jedoch Störungen (Fachsprache: „Stopper“) besonders häufig auf – und zwar meistens dann, wenn es eilt. Dann brechen Hektik und Nervosität aus. Gerade in diesen Momenten ist jedoch Besonnenheit nötig. Auf keinen Fall darf man an der laufenden Maschine entstören. Die Praxis bestätigt diese Forderung, denn Entstören bei laufender Maschine gehört zu den häufigsten Unfallursachen. Das Argument „Ich passe schon auf“ ist einfach falsch, denn irgendwann ist die Maschine immer ein klein wenig schneller als der Mensch. Daher gelten folgende Grundsätze:
• Entstören immer nur bei still stehender Maschine.
• Schutzeinrichtungen nie funktionsunfähig machen.
• Nach Reparatur- oder Wartungsarbeiten müssen die Schutzeinrichtungen wieder vollständig angebracht werden.
• Sicherheitstechnische Mängel an Maschinen sind unverzüglich dem Vorgesetzten zu melden.
• Maschine nie eigenmächtig in Betrieb setzen.
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.10 Mehr Informationen über die Sicherheit im Arbeitsumfeld
Weitere Informationen enthält die Broschüre „Der sichere Start ins Berufsleben“ (PDF), die gedruckt bei der Berufsgenossenschaft Energie, Textil, Elektro, Medienerzeugnisse, Rheinstraße 6–8, 65185 Wiesbaden, Tel. 0611 / 131-0, bezogen werden kann.
Die deutsche gesetzliche Unfallversicherung (DGUV), die Unfallkassen und Berufsgenossenschaften bieten außerdem ein Videoportal an, auf dem über 450 Filme zu verschiedensten gesundheitlichen Themen zu finden sind: https://www.arbeitsschutzfilm.de/
Außerdem bietet die Seite E-Learning-Einheiten. Diese dauern circa 20 Minuten und schließen mit Testaufgaben ab.
Folgende Themen sind hier relevant:
• Arbeitsmedizin und Erste Hilfe
• Elektrischer Strom und elektrostatische Aufladung
• Flurförderzeuge
• Gefahrstoffe und Staub: hier u.a. Sicheres Arbeiten im Bogenoffsetdruck
• Lärm
• Persönliche Schutzausrüstung
• Transport von Stoffen mit gefährlichen Eigenschaften
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.2 Kleidung, Schuhe
Zu jeder Sportart, zu jedem Hobby und auch zur beruflichen Tätigkeit gehört die richtige Arbeitskleidung. Falsche Arbeitskleidung führt zu Unfallgefahren – zum Beispiel können weite Ärmel an einem bewegten Maschinenteil hängen bleiben.
Zu den am meisten gefährdeten Körperteilen gehören die Füße. Durch ungünstiges Schuhwerk steigt die Gefahr umzuknicken, abzurutschen oder zu stolpern. Deshalb werden an die Schuhe, die von Mit- arbeitern in Produktionsbetrieben getragen werden, einige wichtige Anforderungen gestellt:
Der Schuh soll fest und über den Zehen geschlossen sein; er soll dem Fuß einen guten Halt geben. An vielen Arbeitsplätzen, überall dort, wo die Füße besonders gefährdet sind, stellt der Betrieb Schutzschuhe zur Verfügung. Diese Schuhe, die heute bequem und leicht sind, müssen von den Mitarbeitern auch getragen werden. Sie können zweifellos nicht alle Unfälle verhindern, aber die Folgen häufig erheblich vermindern.
• Festes Schuhwerk tragen!
• Sandalen ohne Fersenriemen sind ungeeignet!
• Geeignete enganliegende Arbeitskleidung tragen!
• Keine Ringe, Halsketten oder Armreifen!
• Lange Haare nicht offen tragen!
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.3 Ordnung
Unordnung und Unfallgefahr stehen in direktem Zusammenhang. Beispiele hierfür gibt es genügend: „Über Palette gestolpert und hingefallen“, „Auf Papierresten ausgerutscht“ usw. ...
Es ist bestimmt falsch anzunehmen, dass Unordnung eine Arbeitserleichterung darstellt. Das Gegenteil ist der Fall. Gerade bei Zeitdruck und Platzmangel ist deshalb peinliche Ordnung noch wichtiger. Auch sollte man sich darüber im Klaren sein, dass es den wenigsten Vorgesetzten gleichgültig ist, wie der Arbeitsplatz aussieht. Hier einige wichtige Grundsätze:
• Abfälle gehören sofort in den Abfallbehälter!
• Leere Paletten müssen immer auf dem richtigen Platz abgestellt werden!
• Verunreinigungen auf dem Fußboden sind sofort zu beseitigen!
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.4 Transportieren
Bei der Packmittelherstellung ist die Materialmenge, die tagtäglich durch den Betrieb läuft, oft erheblich. Das Material muss häufig mehrmals in Maschinen eingelegt, abgelegt und dazwischen transportiert werden. Dies alles funktioniert aber nur reibungslos, wenn einige Regeln beim Umgang mit Material eingehalten werden:
• Verkehrswege müssen unbedingt freigehalten werden – insbesondere keine Paletten oder Hubwagen dort abstellen!
• Lasten dürfen nicht vor Notausgängen und Feuerlöschern abgestellt werden!
• Transportgeräte darf man nur benutzen, wenn man dazu befugt ist!
• Bei Arbeiten mit Verletzungsgefahr sind Handschuhe zu tragen!
• In der Produktion sollen Schutzschuhe getragen werden, die Verletzungsrisiken an den Füßen vermeiden.
• Nie mit Handhubwagen „Rollerfahren“! Der Wagen lässt sich ab einer gewissen Geschwindigkeit nicht mehr beherrschen.
• In großen Betrieben gibt es getrennte Verkehrswege für Fußgänger und für Gabelstapler. Jeder muss den für ihn vorgeschriebenen Weg benutzen!
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.5 Lärm
Unter Lärm versteht man die störende Wirkung von Schallwellen, also etwas Unangenehmes. Nicht alles was laut ist, empfinden wir aber in gleicher Weise als unangenehm – denken wir zum Beispiel an laute Musik. Unabhängig von einer angenehm oder unangenehm empfundenen Wahrnehmung gefährdet Schall ab einer gewissen Lautstärke das menschliche Gehör und kann zu Störungen in unserem Körper führen.
Um uns davor zu schützen, gibt es mehrere Möglichkeiten. Zuerst muss selbstverständlich versucht werden, Maschinen herzustellen, die leise arbeiten. Dies stößt jedoch an Grenzen – insbesondere bei Maschinen mit hohen Laufgeschwindigkeiten. In diesen Fällen hilft man sich, indem man um das lärmerzeugende Maschinenteil eine Kapsel baut. Beispiele: Falzmaschinen, Wellpappemaschinen.
In einigen Fällen ist die Kapselung lauter Maschinenteile technisch noch nicht möglich. Wenn an solchen Arbeitsplätzen eine Lautstärke von 85 (dB) herrscht, muss im eigenen Interesse Gehörschutz getragen werden. Diese Bereiche sind durch ein Hinweisschild gekennzeichnet.
Die schädigende Wirkung von Lärm auf den Menschen ist zweifach. Schon ab 60 (dB) kommt es zu „vegetativen Reaktionen“, die unbewusst in unserem Körper ablaufen und zusätzliche körperliche Belas- tungen bedeuten. Ab 85 (dB) kann es zu Schädigungen der Zellen im Innenohr und damit zu Schwerhörigkeit kommen. Wer sich nicht gegen Maschinenlärm schützt, kann schwerhörig werden.
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.6 Elektrizität
Ohne Strom könnte der Mensch nicht leben, weil unsere Bewegungen, auch die Bewegungen des Herzmuskels, elektrisch gesteuert werden. Diese Steuerung erfolgt selbstständig und unabhängig von unserem Gehirn. Was passiert nun, wenn der menschliche Organismus in einen Stromkreis gerät, wenn der Körper von Strom durchflossen wird? Dieser Strom überlagert die schwachen Impulse des menschlichen Steuerzentrums und bewirkt eine Verkrampfung der Muskeln, die wir alle aus eigener, unangenehmer Erfahrung kennen. Die Verkrampfung löst sich, wenn der Stromkreis unterbrochen wird.
Wann wird es nun aber gefährlich? Im industriellen Bereich können an Maschinen oder auch Handgeräten Ströme einer solchen Stärke auftreten, dass die Verkrampfung des Herzmuskels zu stark wird und es zum Herzstillstand oder zum Herzkammerflimmern kommt. Das ist ein Zustand, bei dem die Herzkammern nur noch ohne Pumpwirkung vibrieren. Das Herz pumpt nun kein Blut mehr in den Körper und das Gehirn; wenn die Gehirnzellen länger als drei Minuten ohne Sauerstoffversorgung bleiben, sterben sie ab. Der Tod des Menschen ist die Folge.
Da der elektrische Strom mit den menschlichen Sinnen nicht wahrnehmbar ist, müssen besonders weitgehende Schutzmaßnahmen getroffen werden. Die wichtigste Maßnahme ist der Schutz gegen direktes Berühren – das heißt: vor direktem Kontakt mit einem stromführenden Teil. Wenn irgendein Fehler an einem elektrischen Gerät auffällt – zum Beispiel, wenn die Sicherung an der Maschine häufig herausspringt, muss das Gerät sofort außer Betrieb gesetzt werden. Außerdem muss der Fehler umgehend gemeldet werden. Netzstecker ziehen beziehungsweise Hauptschalter ausschalten! Andere Mitarbeiter sind davon entsprechend zu unterrichten.
• Schäden an Stromkreisläufen und stromführenden Teilen sofort melden!
• Gerät oder Maschine vom Netz nehmen!
• Beschädigungen an elektrischen Geräten darf nur der Fachmann reparieren!
Probleme mit dem Strom? Maschine sofort abschalten! Meldung an Vorgesetzte und Kollegen! Lebensgefahr!
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.7 Rauchen
In den meisten Betrieben unserer Industrie herrscht Rauchverbot. Die genaue Abgrenzung, wo geraucht werden darf und wo nicht, wird individuell vom Betrieb geregelt.
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.8 Alkohol
Alkohol stellt ein wachsendes Problem dar. Alkohol führt bekanntlich zur Abhängigkeit. Die Alkoholkrankheit gehört zu den großen Problemen unserer Zeit; körperliche, psychische und soziale Störungen sind die Folge. Schon bei geringem Alkoholgenuss tritt ein deutlicher Leistungsabfall ein. Selbstkritik lässt nach, man überschätzt das eigene Leistungsvermögen, während man zugleich die Gefahren der Umgebung unterschätzt. Es kommt zu erhöhter Selbstgefährdung und Gefährdung von Arbeitskollegen. Nach Schätzungen werden 10 bis 20 % der Arbeitsunfälle auf Alkoholeinwirkung zurückgeführt.
In vielen Betrieben ist es deshalb untersagt, während der Arbeitszeit alkoholische Getränke zu trinken. Erkennt ein Vorgesetzter, dass ein Mitarbeiter zu viel Alkohol getrunken hat, so ist er verpflichtet, ihn vom Arbeitsplatz zu entfernen. Kommt es zum Unfall – das gilt auch für den Heimweg –, ist der Versicherungsschutz nicht mehr gegeben, wenn Alkohol die wesentliche Ursache des Unfalls ist.
Kein Alkohol im Betrieb!
- Zum Verfassen von Kommentaren bitte anmelden.
1.5.9 Sicherheitskennzeichen
Genau wie im Straßenverkehr gibt es auch zur Regelung verschiedener Arbeitsabläufe eine feststehende Sicherheitskennzeichnung. Diese Schilder verzichten bewusst auf schriftliche Hinweise wie „Rauchen ver- boten“, damit ihr Signal in kurzer Zeit von jedem aufgefasst werden kann.
- Zum Verfassen von Kommentaren bitte anmelden.
LF 2: Packstoffe auswählen
- Zum Verfassen von Kommentaren bitte anmelden.
2.1 Papier, Karton und Pappe - 2.1.1 Begriffsdefinitionen
Hier erfahren Sie Grundsätzliches über Papier, Karton und Pappe – die wichtigsten Grundstoffe in der Packmittelindustrie. Sie lernen, wie die Faserstoffe (hauptsächlich aus Holz und Altpapier) gewonnen und aufbereitet werden. Sie finden Informationen darüber, wie Zusatzstoffe Eigenschaften von Papier verändern können, damit es zum Beispiel besonders weiß oder besonders fest wird. Grundlagenwissen bietet dieser Abschnitt auch zu allgemeinen Eigenschaften von Papier, Karton und Pappe.
Papier
Nach DIN 6735 ist Papier ein flächiger, im Wesentlichen aus Fasern meist pflanzlicher Herkunft bestehender Werkstoff, der durch Entwässerung einer Faserstoffaufschwemmung auf einem Sieb gebildet wird. Dabei entsteht ein Faserfilz, der anschließend verdichtet und getrocknet wird; flächenbezogene Masse ≤ 225 g/m².
Pappe
Pappe ist nach DIN 6735 der Oberbegriff für Vollpappe und Wellpappe, deren Definitionen im Folgenden aufgeführt sind:
Vollpappe
Massiver (im Gegensatz zur Wellpappe) im Wesentlichen aus Fasern pflanzlicher Herkunft bestehender Werkstoff, einlagig und gegautscht, auch zusammengeklebt, beklebt, imprägniert oder beschichtet als Maschinenpappe oder Wickelpappe hergestellt, dessen flächenbezogene Masse im Regelfall oberhalb derjenigen für Karton liegt.
Wellpappe
Pappe aus einer oder mehrerer Lagen eines gewellten Papiers, das auf eine Lage oder zwischen mehreren Lagen eines anderen Papiers oder Pappe geklebt ist.
Karton
Die Begriffsbestimmung für Karton in DIN 6735 ist äußerst vage. Sie lautet: Allgemeiner Begriff, angewendet für bestimmte Papierarten, die häufig durch ihre relativ hohe Festigkeit charakterisiert sind.
Im allgemeinen Sprachgebrauch versteht man unter Karton oft einseitig gestrichene papierne Flächengebilde im Grenzgebiet zwischen Papier und Pappe mit flächenbezogenen Massen im Bereich von 150 bis 600 g/m2, die vor allem für Verpackungszwecke verwendet werden. Hinsichtlich der Kartonsorteneinteilung vergleiche Abschnitt 2.1.7.
- Zum Verfassen von Kommentaren bitte anmelden.
2.1.2 Einführung in den Werkstoff Papier
In Europa ist der Rohstoff zur Herstellung von Papierfasern Holz, insbesondere Stammholz, darüber hinaus Industrieresthölzer und Sägereiabfälle. Wie alle Pflanzen wird auch Holz aus Zellen aufgebaut, die im Falle von Holz mehrere Millimeter lang sein können, die hohl sind und die einen Durchmesser von etwa 50 μm haben. Die Zellen sind im Holz im Wesentlichen parallel zur Stammachse ausgerichtet, sie sind also hochgeordnet und füllen die Holzsubstanz porenfrei aus.
Chemisch gesehen bestehen die Zellwände im Wesentlichen aus Cellulose und Hemicellulose. Als Kittsubstanz zum Zusammenhalten des Zellverbundes dient das Lignin.
Direkt aus Holz können zwar sehr dünne Flächengebilde hergestellt werden (Furnierholz), aufgrund des Holzaufbaus (hoher Ordnungsgrad der Zellen, keine Poren) und der starken Abhängigkeit von der indivi- duellen Beschaffenheit des Baumes sind Furnierholztafeln aber als Bedruckstoff oder Verpackungsmaterial nicht gut geeignet. Um trotzdem aus Holz einen gut geeigneten Bedruckstoff machen zu können, ist ein Umweg erforderlich, der schließlich zu einem neuen Werkstoff, dem Papier, führt.
Die Grundidee des Papiers basiert auf der Schaffung eines neuen Werkstoffs, der die Nachteile des Holzes vermeidet. Sind im Holz die Zellen geordnet, dann sollen sie im neuen Werkstoff ungeordnet sein; enthält das Holz keine Poren, dann soll der neue Werkstoff Poren enthalten; sind die Eigenschaften einer Furnierholztafel von der Beschaffenheit des zugehörigen Baumes abhängig, dann sollen die Baumei- genschaften beim neuen Werkstoff keine Rolle mehr spielen. Natürlich sollen die Vorteile des Holzes, nämlich ein nachwachsender und biologisch abbaubarer Rohstoff zu sein, uneingeschränkt auch für den neuen Werkstoff gelten. Schließlich darf sich der neue Werkstoff auch hinsichtlich seiner Festigkeitseigenschaften nicht zu sehr vom Holz unterscheiden.
Weil im Folgenden die Papiertechnik im Vordergrund stehen wird, sollen auch die dort üblichen Begriffe verwendet werden. Das gilt zunächst einmal für die Zellen des Baumes, die in der Papiertechnik mit „Fasern“ bezeichnet werden. Dieser Begriff wird ab jetzt ausschließlich verwendet.
Der Weg vom Holz zum Papier besteht aus zwei Schritten. Im ersten Schritt wird das Holz in seine elementaren Bestandteile, die Fasern, zerlegt. Im zweiten Schritt werden die vereinzelten Fasern nach dem neuen Ordnungsprinzip wieder zusammengefügt.
Den Zerlegungsvorgang des Holzes in seine elementaren Bestandteile nennt man Aufschluss. Dieser Vorgang findet stets in der Gegenwart von Wasser statt. An seinem Ende liegen die vereinzelten Fasern in Wasser verteilt vor. Der Prozess des Zusammenfügens der vereinzelten Fasern zum neuen Werkstoff Papier geschieht auf dem Sieb der Papiermaschine. Im Zuge der weiteren Verdichtung und Trocknung des Papiers entstehen in den Kontaktflächen sich kreuzender Fasern Bindungskräfte. Diese sorgen letztendlich für die Festigkeit des fertigen Papiers.
- Zum Verfassen von Kommentaren bitte anmelden.
2.1.3 Gewinnung der Faserstoffe
Der Oberbegriff für die in der Papiererzeugung verwendeten Fasern ist Faserstoff. Darunter werden die aus Holz gewonnenen primären Fasern ebenso verstanden wie die aus Altpapier stammenden sekundären Fasern. Aber auch die für einige spezielle Papiersorten benötigten textilen Fasern oder synthetische Fasern zählen zu den Faserstoffen.
Von Holzstoff spricht man, wenn der Aufschluss des Holzes ausschließlich mechanisch oder mechanisch nach geeigneter Vorbehandlung des Holzes erfolgt. Wird ausschließlich chemisch aufgeschlossen, spricht man von Zellstoff.
Beim rein mechanischen Aufschluss verwendet man zwei unterschiedliche Hauptmethoden:
1. Steinschliff. Ein rotierender Schleifstein, gegen den Stammholzabschnitte mit einer Länge entsprechend der Schleifsteinbreite (meist etwa 1 m) in Gegenwart von Wasser gepresst wird, zerfasert das Holz. Dieses klassische Verfahren wird auch mit Holzschliff bezeichnet (vgl. Abbildung 72a).

Abb. 72a: Schematische Darstellung der Holzstofferzeugung mittels Schleifstein (Bildquelle: VDP)
2. Refiner-Holzstoff. Ein Refiner besteht im Wesentlichen aus zwei motorisch angetriebenen, im geringen Abstand zueinander rotierenden gezahnten Stahlscheiben. Vor dem Zerfaserungsprozess muss das Holz zunächst in Hackschnitzel mit einer Kantenlänge von 10 – 20 mm zerkleinert werden. Die Hackschnitzel werden dann in Gegenwart von Wasser zentrisch in den Spalt zwischen den Scheiben gepresst und dabei zerfasert (vgl. Abbildung 72b). Im Englischen wird der Prozess mit „Mechanical Pulping“ bezeichnet.

Abb. 72b: Schematische Darstellung der Holzstofferzeugung mittels Refiner (Bildquelle: VDP)
Beim Refiner-Holzstoff kann die Qualität des erzeugten Stoffs wesentlich verbessert werden, wenn die Hackschnitzel thermisch – in der Regel durch Dämpfen – vorbehandelt werden. Diese Holzstoffe werden nach der englischen Verfahrensbezeichnung mit TMP (Thermomechanical Pulp) bezeichnet. Mithilfe einer zusätzlichen chemischen Vorbehandlung können weitere Verbesserungen der Zerfaserbarkeit der Hackschnitzel und damit der Güte der Holzstoffe erreicht werden. Für dieses Verfahren wird das Kürzel CTMP (Chemithermomechanical Pulp) verwendet.
Bei der Holzstoffherstellung – auch beim CTMP – wird die chemische Zusammensetzung des Holzes nicht verändert. Da das im Holzstoff enthaltene Lignin mit der Zeit gelb wird, ist die Vergilbungsneigung ein typisches Merkmal von Holzstoff sowie aus Holzstoff hergestellter Papiere. Auf der anderen Seite können die mechanischen Aufschlussbedingungen in weiten Grenzen variiert werden, sodass je nach gewählter Bedingung sehr dichte, aber auch sehr voluminöse Papiere hergestellt werden können.
Aus Holzstoff hergestellte Papiere heißen holzhaltige Papiere. Aus Holzstoff hergestellte Papiere neigen zum Vergilben.
Der Aufschluss kann auch chemisch erfolgen, wobei aber ein ganz anderes Ziel verfolgt wird als beim CTMP und natürlich auch andere Chemikalien eingesetzt werden. Rohstoff sind wieder Hackschnitzel, die in einem aufwendigen Kochprozess mit geeigneten sauren oder alkalischen Chemikalien behandelt werden, wobei die Kittsubstanz im Holz – das Lignin – in eine wasserlösliche Form umgewandelt wird. Das Lignin kann dann nahezu vollständig aus der Holzsubstanz herausgewaschen werden. Übrig bleiben die Fasern aus Cellulose und Hemicellulose. Der so erzeugte Faserstoff heißt Zellstoff und die daraus herge- stellten Papiere sind die holzfreien Papiere.
Je nach Wahl der Aufschlusschemikalien erhält man den sogenannten Sulfitzellstoff für Papiere mit hohen Weißgrad- und geringen Festigkeitsansprüchen oder den Sulfatzellstoff für Papiere mit hohen Festigkeitsansprüchen. Für letzteren ist auch der Begriff Kraftzellstoff geläufig. Die daraus hergestellten Papiere heißen dann Kraftpapiere.
Zellstoffe sind je nach Grad der Ligninentfernung bräunlich bis weiß.
Der Prozess, mit dem die letzten Reste des Lignins aus dem Faserstoff entfernt werden und bei dem der anfänglich braune Faserstoff immer weißer wird, heißt Bleiche. Er erfordert andere Chemikalien als der Aufschlussprozess: Oft sind dies Chlordioxid, Peroxid oder Sauerstoff. Hoch gebleichte und nahezu ligninfreie Zellstoffe sind weiß, daraus hergestellte Papiere vergilben wegen des fehlenden Lignins nicht. Ungebleichte Kraftzellstoffe werden vorzugsweise für die Herstellung von Verpackungspapieren und Wellpappenrohpapieren verwendet, weil dort die bräunliche Färbung in der Regel nicht stört. Die Hauptprozessschritte der Zellstoffherstellung zeigt Abbildung 73 schematisch.

Abb. 73: Schematische Darstellung der Hauptprozessschritte der Zellstoffherstellung (Bildquelle: VDP). Zu den Verfahrensschritten „Mahlen“ und „Reinigen“ siehe Abschnitt 2.1.5.
Aus dem Rücklauf und der Aufbereitung (Recycling) gebrauchter holzhaltiger und holzfreier Papiere, nach Möglichkeit aufgeteilt in weiße oder helle Altpapiere und braune Altpapiere, entsteht der Altpapierstoff, die dritte sehr wichtige Rohstoffquelle der Papierindustrie. Die daraus hergestellten Papiere heißen Recyclingpapiere. Die Grundzüge der Altpapieraufbereitung für weiße Altpapiere zeigt Abbildung 74 schematisch.
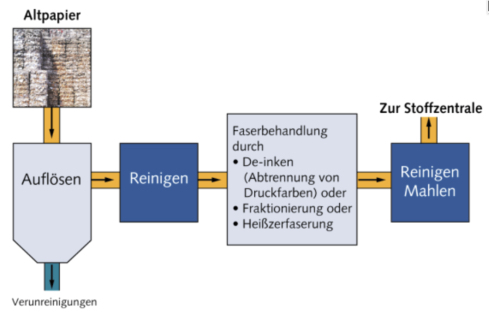
Abb. 74: Grundzüge der Aufbereitung weißer und heller Altpapiere zu Altpapierstoff (Bildquelle: VDP)
Aus weißen beziehungsweise hellen Altpapieren werden Altpapierstoffe hergestellt, die überwiegend für grafische Neupapiere Verwendung finden. Die Aufbereitung dieser Altpapierstoffe ist durch den Prozessschritt Deinking gekennzeichnet, in dem die mehr oder weniger vollständige Entfernung von Druckfarben aus dem Faserstoff angestrebt wird. Deinking (engl. ink = Tinte) nennt man die Entfernung von Druckfarben aus Altpapier. Grundlage dafür ist ein mit Flotation bezeichneter Prozess, dessen prinzipielle Funktionsweise Abbildung 75 zeigt.

Abb. 75: Prinzip der Druckfarbenentfernung (Deinking) durch Flotation (Bildquelle: VDP)
- Zum Verfassen von Kommentaren bitte anmelden.
2.1.4 Additive
Neben den Fasern werden für die Papierherstellung auch noch eine Reihe von Additiven benötigt. Einige davon dienen der Verbesserung des Papierherstellungsprozesses. Hierzu zählen beispielsweise Mittel, die das Schäumen des Faserstoffes verhindern, Mittel zur Verbesserung der Blattbildung auf dem Papiermaschinensieb und Ähnliches. Auf diese wird hier nicht weiter eingegangen.
Andere Additive dienen der Verbesserung der Papiereigenschaften. Die wichtigsten dieser Additive sind
• Füllstoffe
• Leimungsmittel
• Farbstoffe
• Trockenverfestigungsmittel und Nassfestmittel
Füllstoffe sind weiße anorganische Pigmente, die dem Papier zugesetzt werden, um dessen Bedruckbarkeit, Weiße, Porosität und viele andere Eigenschaften günstig zu beeinflussen. Häufig verwendet werden Calciumcarbonat und Kaolin als Weißpigmente.
Unter dem Begriff Leimungsmittel werden zwei ganz unterschiedliche Additivgruppen zusammengefasst. Klassische Leimungsmittel haben den Zweck, Papier mit wässrigen Tinten beschreibbar zu machen.
Dazu müssen die Fasern wasserabstoßend gemacht werden, damit die Tinte nicht in die Kapillaren des Papiergefüges eindringen kann. Man verwendet dafür natürliche oder synthetische Harze, mit denen die Faseroberflächen gewissermaßen imprägniert werden. Mit Leimungsmittel bezeichnet man auch Mittel, die die Festigkeit des Papiers im trockenen Zustand erhöhen sollen (siehe unten).
Farbstoffe dienen in erster Linie einer Färbung des Papiers. Für weiße Papiere spielen dabei die blauen Nuancierfarbstoffe und insbesondere die optischen Aufheller eine Rolle. Letztere sind Substanzen, die UV-Licht absorbieren und die die so aufgenommene Energie im sichtbaren Bereich wieder abgeben können. Dem sonst üblichen leichten Gelbstich von Papieren kann mit Hilfe dieser Additive entgegengewirkt werden – das Papier erscheint dadurch strahlend weiß. Allerdings wirkt dieser Effekt nur, wenn die Beleuchtung des Papiers UV-Anteile enthält. Auch mit Nuancierfarbstoffen kann dem Gelbstich entgegengewirkt werden. Sie lassen das Papier weißer erscheinen, aber auf Kosten der Helligkeit.
Für die Herstellung bunter Papiere stehen verschiedenste Farbstoffe zur Verfügung, die je nach Faserstoffzusammensetzung und Verfahrensbedingung ausgewählt werden müssen.
Trockenverfestigungsmittel dienen der Verstärkung von Faser-Faser-Bindungen im trockenen Papiergefüge. In der Regel werden dafür Stärke oder auf Stärke basierende Produkte eingesetzt. Oft genügt es, die verfestigenden Mittel nur in die Papieroberflächen mit Hilfe der Leimpresse oder der Filmpresse einzubringen. Man spricht dann von Oberflächenleimung. In vielen Fällen wird das verfestigende Mittel dem Faserstoff vor Beginn der Papierherstellung zugemischt. In dem Fall spricht man von Masseleimung.
Nassfestmittel reduzieren die Empfindlichkeit des Papiers gegen Wasser. Letztere beruht darauf, dass die Faser-Faser-Bindungen in den Kontaktflächen sich kreuzender Fasern, die bei der Verdichtung und Trocknung des Papiers in der Papiermaschine entstehen, wieder rückgängig gemacht werden können, wenn das Papier Wasser ausgesetzt wird. Durch die Zugabe spezieller polymerer Additive lässt sich dieser Prozess mehr oder weniger stark reduzieren. Nassfestmittel spielen eine besondere Rolle, wenn das Papier bestimmungsgemäß mit Wasser in Kontakt kommt (z.B. Teefilter oder Kaffeefilter aus Papier). Verfestigungsmittel sorgen zum Beispiel dafür, dass sich ein Kaffeefilter beim Brühvorgang nicht wieder in seine Faserbestandteile auflöst.
- Zum Verfassen von Kommentaren bitte anmelden.
2.1.5 Faserstoffaufbereitung
Nach der Faserstoffgewinnung ist die Faserstoffaufbereitung die erste Stufe der Papierherstellung. Sie umfasst die Maschinen und Anlagen, die zur Reinigung der Faserstoffe benötigt werden. Mit Hilfe verschiedener Techniken werden im Faserstoff enthaltene Verunreinigungen entfernt. Siebtechniken werden angewendet, um grobe Partikel herauszuholen. Mit Hilfe sogenannter Cleaner werden Zentrifugal- beziehungsweise Zentripetalkräfte genutzt, um spezifisch leichte und spezifisch schwere Partikel zu entfernen. Bei der Aufbereitung von Altpapierstoffen müssen die gegebenenfalls enthaltenen störenden Druckfarbenreste mittels Flotations-Verfahren entfernt werden.
|
Die Zentrifugalkraft (von lat. centrum, Mitte, und fugere, fliehen) nennt man auf Deutsch auch Fliehkraft. Im Alltag kann man sie zum Beispiel auf einem Kettenkarussell erleben, wenn die Sitze in der Drehung nach außen gedrängt werden, oder auch bei einer Wäscheschleuder. Die Zentripetalkraft (von lat. streben nach, sich begeben) oder Radialkraft hingegen bezeichnet den Drang von Gegenständen nach innen. |
Ein besonders wichtiger Verfahrensschritt der Faserstoffaufbereitung ist die Mahlung, für die wieder Refiner eingesetzt werden. Ziel der Mahlung: Die Fasern sollen gekürzt werden, um deren Neigung zur Bildung von Faserflocken zu reduzieren; darüber hinaus wird die Faserwand kontrolliert geschädigt, um die Bindefähigkeit der Fasern zu verbessern. Die Führung des Mahlprozesses hängt dabei ganz wesentlich von den eingesetzten Faserstoffen und den Anforderungen an das aus dem Faserstoff hergestellte Papier ab.
Generell gilt, dass die Intensität der Mahlung umso geringer ist, je voluminöser das spätere Papier sein soll. Bei manchen Papiersorten – zum Beispiel bei Filterpapieren oder Tissuepapieren, die besonders voluminös und saugfähig sein müssen – muss nicht oder nur ganz schwach gemahlen werden. Für die Herstellung sehr dichter bzw. feiner Papiere muss dagegen intensiv gemahlen werden.
Der Prozess der Mahlung spielt bei Zellstoffen eine besondere Rolle, weil die Fasern hier nahezu unbeschädigt aus dem Gewinnungsprozess herauskommen und durch die Mahlung erst den Anforderungen des Papiers angepasst werden müssen. Bei Holzstoffen, die aufgrund des Zerfaserungsprozesses so gut wie keine unbeschädigten Fasern enthalten, hat die Mahlung einen deutlich geringeren Stellenwert. Mit der Mahlung lassen sich Altpapierfasern reaktivieren.
Die Faserstoffaufbereitung endet mit der Bereitstellung des Faserstoffes in der für die Papierherstellung notwendigen Verdünnung sowie mit der Zumischung der Additive.
- Zum Verfassen von Kommentaren bitte anmelden.
2.1.6 Papierherstellung
Die Papierherstellung findet in der Papiermaschine statt, die aus den folgenden Baugruppen besteht:
• Stoffauflauf
• Siebpartie
• Pressenpartie
• Trockenpartie
• Aufrollung
Eine Übersicht zeigt Abbildung 76.

Abb. 76: schematische Darstellung der Baugruppen einer Papiermaschine (Bildquelle: VDP)
Der Stoffauflauf, der vor der Siebpartie angeordnet ist, hat die Aufgabe, den Faserstoff gleichmäßig über die Breite des Siebes zu verteilen. Durch spezielle Einbauten werden im Stoffauflauf Turbulenzen erzeugt, mit denen die Flockenbildung der Fasern verhindert und schon gebildete Flocken aufgelöst werden sollen. In einem siebbreiten Strahl bestimmter Dicke und bestimmter Geschwindigkeit tritt der Stoff mit einer Stoffdichte kleiner als 1 % aus dem Stoffauflauf aus und trifft auf das Sieb, auf dem die Blattbildung stattfindet.
Die Siebpartie besteht aus einem endlosen umlaufenden Sieb, das über zwei Umlenkwalzen läuft. Der aufgebrachte hochverdünnte Faserstoff wird vom Sieb in Maschinenrichtung transportiert und dabei stark entwässert, anfänglich allein durch die wirkende Schwerkraft, später unterstützt durch Entwässerungselemente und Vakuum. Wenn das Sieb umgelenkt wird, hat sich ein Faservlies gebildet, dessen Stoffdichte etwa 20 % beträgt. Seine Festigkeit reicht aus, es mit Hilfe umlaufender Filze vom Sieb herunterzunehmen und der Pressenpartie zuzuführen.
Das auf dem Sieb gebildete Faservlies besteht idealerweise aus völlig ungeordneten Fasern, tatsächlich sind sie aber bevorzugt parallel zur Bewegungsrichtung des Siebes ausgerichtet und in z-Richtung geschichtet. Es gibt so gut wie keine Fasern, die senkrecht zur Blattebene angeordnet sind.
Durch die ausschließliche Entwässerung senkrecht zur Blattebene verarmt die Siebseite des Blattes an siebgängigen Feinstoffen, diese Verarmung ist auf der Oberseite wesentlich schwächer. Die Folge ist ein Blatt, dessen Oberseite und Unterseite unterschiedliche Eigenschaften haben. Das Papier ist „zweiseitig“.
In der Pressenpartie durchläuft das noch sehr feuchte Faservlies ein oder mehrere Walzenspalte, in denen Wasser mechanisch herausgepresst wird. Das Vlies wird dabei verdichtet und geglättet, seine Stoff- dichte steigt auf etwa 40 %.
Das nun noch im Faservlies enthaltene Wasser muss thermisch entfernt werden. Dazu wird es um dampfbeheizte Walzen geführt, bis die Stoffdichte auf etwa 94 % angestiegen ist, der Wassergehalt des Papiers also etwa 6 % beträgt. Das nun fertige Papier kann aufgerollt werden.
Mit beginnender Trocknung bilden sich Bindungen zwischen benachbarten Fasern aus, und das Papier gewinnt dadurch erheblich an Festigkeit. Bei noch etwas weiter fortgeschrittener Trocknung beginnt das Papier zu schrumpfen, wobei allerdings das Schrumpfen in der Maschinenrichtung durch die wirkenden Bahnzüge behindert wird, in der Querrichtung dagegen kann die Bahn mehr oder weniger ungehindert schrumpfen. Diese Erscheinung führt gemeinsam mit der auf dem Sieb geprägten Faserorientierung dazu, dass viele Papiereigenschaften richtungsabhängig werden. So ist beispielsweise die Feuchtdehnung eines Papiers in Maschinenrichtung kleiner als in Querrichtung.
Um die Vielzahl der verfügbaren Papiersorten abzudecken sind sehr viele verschiedene Papiermaschinenkonstruktionen erforderlich. In modernen und schnelllaufenden Papiermaschinen wird das klassische Langsieb durch Doppelsiebe ersetzt, die aus einem Untersieb und einem Obersieb bestehen. Dadurch kann die Effizienz der Entwässerung erheblich gesteigert werden und gleichzeitig die unerwünschte Zweiseitigkeit vermindert werden.
Papiermaschinen für die Herstellung mehrlagiger Produkte wie beispielsweise Faltschachtelkartons müssen für jede Lage eine eigene Siebpartie aufweisen. Alle von den Sieben erzeugten Bahnen werden im noch nassen Zustand zusammengeführt und dann gemeinsam an die Pressenpartie übergeben. Den Prozess des Verbindens noch nasser Vliese zu einem mehrlagigen Produkt bezeichnet man mit Gautschen.
Papiermaschinen können zudem eine Reihe von zusätzlichen Aggregaten aufweisen. Die größte Bedeutung haben dabei die Leimpresse beziehungsweise ihre moderne Form, die Filmpresse. Ihre Aufgabe ist es, auf die Oberfläche der Bahn ein Additiv (meist Stärke) aufzubringen, um auf diese Weise die Oberflächenfestigkeit des Papiers zu verbessern.
Viele Papier- und Kartonmaschinen enthalten ein oder mehrere Streichaggregate, mit denen ein dünner Pigmentstrich auf die Oberfläche aufgebracht werden kann. Oft wird der Vorgang des Streichens auch in eigenständigen Streichmaschinen vorgenommen (vgl. Abbildung 77). Durch das Streichen wird eine sehr gute Vergleichmäßigung der Oberfläche erreicht. Sie wird zudem weißer. Und vor allem verbessert sich die Bedruckbarkeit des Papiers wesentlich.

Abb. 77: Schemata einer Streichmaschine und eines Glättwerks (Satinierkalander) (Bildquelle: VDP)
| Je nach Verwendungszweck eines Papiers muss dessen Oberfläche bestimmte Gebrauchseigenschaften wie zum Beispiel Glätte und Glanz besitzen. Für diese Eigenschaften sorgt der Kalander. Das ist eine Walzenmaschine mit bis zu 15 übereinander angeordneten Walzen, die unter Druck zusammengefahren werden und dann eine geschlossene Walzenspalte (Nips) bilden. Durchläuft die Papierbahn diese Nips, so wird sie mechanischen und thermischen Kräften ausgesetzt, die bewirken, dass das Papier die geforderten Oberflächeneigenschaften erhält. |
Das von der Papiermaschine aufgerollte Fertigprodukt wird schließlich an die letzte Abteilung einer Papierfabrik übergeben – die Ausrüstung. Im Bedarfsfall werden die Papiere zunächst geglättet; dafür werden Glättwerke oder Satinierkalander verwendet. Anschließend werden aus den maschinenbreiten Rollen Schmalrollen geschnitten, die sorgfältig verpackt in den Versand kommen. Wenn das Papier zu Formaten ausgerüstet werden soll, werden Querschneider benötigt. Die erzeugten Formate werden geriest oder auf Paletten gestapelt und nach sorgfältiger Verpackung zum Versand gebracht.
| Riesen bedeutet verpacken. Möchte man „ein Ries“ haben, so heißt das, dass man ein einzeln verpacktes Paket Papier haben möchte. Normalerweise befinden sich mehrere Packungen beziehungsweise Riese in einem Karton. |

Abb. 78: Prinzip der Rollen- und Formatausrüstung von Papier. Mit Hilfe von Kreismessern werden in Rollenschneidmaschinen Schmalrollen geschnitten (oben). Um Formatpapiere daraus herzustellen, werden Querschneider eingesetzt (unten). Leichtgewichtige Papiere werden dabei mehrlagig geschnitten (Quelle: Eigene Darstellung)
Nun bleibt noch nachzutragen, dass die Festigkeit im Papier – wie bereits erwähnt – durch Bindungen in der Berührungsfläche zweier sich kreuzender Fasern entsteht. Je mehr Berührungsflächen vorhanden sind und je größer die Flächen sind, desto fester ist das Papier. Die Bindungskräfte selber werden durch Wasserstoffbrückenbindungen erzeugt, die nicht wasserfest sind. Taucht man ein Blatt Papier in Wasser, dann lösen sich die Bindungen zwischen benachbarten Fasern – und das Blatt zerfällt. Genau darin liegt aber auch eine große Chance: nämlich die Möglichkeit, Papier auf einfache Weise nur durch Einbringen in Wasser in seine Faserbestandteile zu zerlegen und diese dann erneut zur Papierproduktion zu verwenden. Das ist die Grundidee des Recyclings.
Zusammenfassend kann festgestellt werden, dass die gesetzten Ziele uneingeschränkt erreicht sind:
• Durch den Blattbildungsprozess ist erreicht worden, dass ein neuer Werkstoff – das Papier – entstanden ist, in dem die Fasern regellos angeordnet sind und der Poren enthält.
• Die Papiereigenschaften sind unabhängig von den Eigenschaften des Baumes, aus dem die Fasern stammen. Schon nach dem Aufschlussprozess können die Fasern im Faserstoff nicht mehr dem Baum zugeordnet werden, aus dem sie stammen. Da zum Beispiel für die Erzeugung eines Blattes üblichen Kopierpapiers im Format DIN A4 rund 16 Millionen Fasern benötigt werden, spielen ein paar Fasern, die vielleicht aus Holz minderer Güte stammen, keine Rolle.
• Holz ist biologisch abbaubar und ein nachhaltiger Rohstoff; es überträgt diese Eigenschaften auf das Papier.
Darüber hinaus hat der Werkstoff Papier noch weitere Vorteile:
• Der Papierherstellprozess vergleichmäßigt die Einflüsse der Einzelfasern und erlaubt deshalb zumindest theoretisch die Produktion beliebiger Mengen in immer gleicher Qualität.
• Papier kann problemlos recycelt werden, sofern der Zerfall der Faser-Faser-Bindungen im Wasser nicht durch Additive oder sonstige Maßnahmen verhindert wird. In dem Fall kann das Papier nicht oder nur mit zusätzlichem Aufwand recycelt werden.
• Papier kann äußerst wirtschaftlich mit Hilfe der Streichtechnik mit einer dünnen Schicht aus mineralischen Pigmenten versehen und dadurch zu einem hochwertigen Bedruckstoff veredelt werden.
- Zum Verfassen von Kommentaren bitte anmelden.
2.1.7 Papiersorten
Die von der Papierindustrie hergestellten Papiere werden in die folgenden vier Hauptgruppen eingeteilt:
• Druck- und Pressepapiere / Büro- und Administrationspapiere (Kurzbenennung „grafische Papiere“).
• Papier, Karton und Pappe für Verpackungszwecke (Kurzbenennung: „Verpackungspapiere“).
• Papier und Pappe für technische und spezielle Verwendungszwecke (Kurzbenennung: „Spezialpapiere“).
• Hygienepapiere.
Zu den grafischen Papieren gehören alle Druck- und Schreibpapiere. Diese gibt es in Rollenform oder als Formatpapiere. Besondere Bedeutung haben die Zeitungsdruckpapiere und die Papiere für den Tiefdruck sowie den Offsetdruck. Zu den Büro- und Administrationspapieren zählen die Kopierpapiere ebenso wie die Papiere für den Formulardruck und ähnliche Produkte für den Bürobedarf.
Besondere Bedeutung in der Gruppe der Verpackungspapiere haben die Wellpappenrohpapiere und der Faltschachtelkarton. Die Gruppe umfasst aber noch viele weitere Sorten, die im Verpackungsbereich Verwendung finden.
Unter den Spezialpapieren finden sich Papiersorten, die weder der Gruppe der grafischen Papiere noch den Verpackungspapieren zugeordnet werden können. Naturgemäß ist die Vielfalt der hier angesiedelten Papiersorten sehr groß, unter anderem sind es Tapetenpapiere, Filterpapiere, Zigarettenpapiere, Teebeutelpapiere, Silikonrohpapiere, Banknotenpapiere und viele weitere Spezialitäten.
Hygienepapiere umfassen alle Papiersorten, die zur Herstellung von Hygieneprodukten wie Toilettenpapier, Küchenrollenpapier, Taschentücher, Handtücher, Kosmetiktücher usw. verwendet werden. Im Wesentlichen sind das in der Regel aus Zellstoff hergestellte sehr dünne Tissuepapiere und die Krepp-Papiere, für deren Herstellung auch Holzstoff oder Altpapierstoff eingesetzt werden kann.
Neben der Zugehörigkeit von Papiersorten zu einer der genannten Hauptgruppen lassen sich Papiersorten auch nach anderen Gesichtspunkten unterscheiden. Nach der Oberflächenbeschaffenheit unterscheidet man
• Gestrichene Papiere. Dies sind Papiere, die einseitig oder beidseitig mit einer dünnen Pigmentschicht versehen wurden. Dadurch wird die Oberfläche vergleichmäßigt und glatter – und damit wesentlich besser bedruckbar. Beidseitig gestrichene grafische Papiere werden je nach der Dicke der aufgetragenen Strichschicht und der flächenbezogenen Masse des Rohpapiers unterteilt in:
o leichtgewichtige gestrichene Papiere (engl.: low weight coated LWC),
o Bilderdruckpapiere und die
o Kunstdruckpapiere
Einseitig gestrichene Papiere, die überwiegend Verpackungszwecken dienen, sind die
o Etikettenpapiere und der
o Faltschachtelkarton (vgl. Abbildung 79)

Abb. 79: Sorteneinteilung für Faltschachtelkarton nach DIN 19303. (Quelle: Eigene Darstellung)
• Naturpapiere. Dies ist der Oberbegriff für alle Papiere, die nicht gestrichen wurden. Deren weitere Untergliederung richtet sich nach der Oberflächenbeschaffenheit:
o Maschinenglatte Naturpapiere. Papiere, die ohne zusätzliche Glättung – wie von der Papiermaschine produziert – verarbeitet werden.
o Einseitig glatte Papiere. Papiere, die während der Trocknung in der Papiermaschine über einen sehr großen Glättzylinder mit spiegelglatter Oberfläche geführt wurden, wobei sich die Oberflächenglätte auf die kontaktierende Papieroberfläche abbildet.
o Satinierte Papiere. Papiere, die mittels eines Kalanders oder Glättwerks unter Druck und Wärme beim Durchlauf durch den Nip zweier Walzen geglättet wurden. Für eine sehr intensive Glättung werden Superkalander oder auch Satinierkalander, bei denen das Papier durch mehrere hintereinandergeschaltete Walzennips läuft, verwendet.
• Übergangsformen zwischen gestrichenen Papieren und Naturpapieren sind pigmentierte Papiere, deren Pigmentstrich so dünn ist, dass die Faserstruktur des Papiers noch sichtbar ist.
Nach dem eingesetzten Faserstoff unterscheidet man:
• holzfreie Papiere aus überwiegend Zellstoff
• holzhaltige Papiere aus Holzstoff
• Recyclingpapiere aus Altpapierstoff
- Zum Verfassen von Kommentaren bitte anmelden.
2.1.8 Allgemeine Eigenschaften von Papier, Karton und Pappe
Die Eigenschaften von Papier, Karton und Pappe können durch die Wahl der Rohstoffe, deren Aufbereitungsverfahren und das Herstellverfahren in weiten Grenzen variiert und an die Anwendungsanforderungen angepasst werden. Die Gesamtproduktion in Deutschland betrug 2017 etwa 22,9 Mio. t; sie kann in folgende Hauptgruppen unterteilt werden:
• Grafische Papiere (8,1 Mio. t)
• Papier, Karton und Pappe für Verpackungszwecke (11,8 Mio. t)
• Hygienepapiere (1,5 Mio. t)
• Papier und Pappe für technische und spezielle Verwendungszwecke (1,4 Mio. t).
Quelle für diese Produktionszahlen: Papierkompass, Verband Deutscher Papierfabriken VDP, Bonn (https://www.vdp-online.de/fileadmin/Datensammlungen/Statistik/2017/Kompass_dt.pdf)
Abgesehen von den speziellen Eigenschaften der Papiere in den vier Hauptgruppen gibt es allgemeine Eigenschaften, die den Werkstoff kennzeichnen.
Dazu gehören die hygroskopischen Eigenschaften (hygroskopisch: wissenschaftlicher Begriff für die Eigenschaft, Feuchtigkeit aus der Umgebung zu binden). Sie kennzeichnen die Eigenschaft von Papier, Feuchtigkeit aus feuchter Umgebungsluft aufzunehmen und Feuchtigkeit abzugeben, wenn die Luft trocken ist. Dieser Austausch geht so lange, bis das Papier im Gleichgewicht mit der umgebenden Luft ist. Es hat dann seine Gleichgewichtsfeuchte erreicht. Üblicherweise wird der Feuchtegehalt der Luft durch Angabe der relativen Feuchte angegeben. Das ist das Verhältnis der tatsächlich in der Luft vorhandenen Feuchte im Verhältnis zum maximal möglichen Feuchtegehalt. Letzterer ist stark von der Lufttemperatur abhängig. Bei Angaben der relativen Feuchte muss auch stets die zugehörige Lufttemperatur angegeben werden.
Je nach dem Feuchtegehalt des Papiers ändern sich viele physikalischen Papiereigenschaften mehr oder weniger stark. Diesem Umstand muss bei der Papierverarbeitung ebenso wie bei der Papierprüfung Rechnung getragen werden. Um einheitliche Bedingungen zu schaffen, wurde in der DIN ISO 187 als Standardklima festgelegt: Relative Luftfeuchte 50 % +/– 2 % und Lufttemperatur 23°C +/– 1°C. Dieses Klima wird auch mit „Normalklima“ oder „Normklima“ bezeichnet. In der Papierprüfung muss das zu prüfende Papier mit diesem Klima im Gleichgewicht sein.
Die wohl wichtigste Folge der Hygroskopizität ist die Veränderung der Dimension (der Abmessungen) eines Papierblattes je nach Feuchtegehalt. Beim Trocknen schrumpft Papier und beim Befeuchten dehnt es sich aus. Feuchtes Papier ist lappiger als trockenes, es lässt sich stärker dehnen als trockenes und es ist weniger zugfest als trockenes.
Weiterhin gehört zu den allgemeinen Eigenschaften die Richtungsabhängigkeit von Merkmalsausprägungen. Hauptrichtungen sind Maschinenrichtung (Produktionsrichtung), Querrichtung dazu in der Blattebene und die Richtung senkrecht zur Blattebene. Die aus dem Englischen abgeleiteten Kurzzeichen MD für Maschinenrichtung, CD für Querrichtung und ZD für die Senkrechte sind in der Papiertechnik gängige Bezeichnungen für die Hauptrichtungen. Die Abkürzung MD steht für Machine Direction, CD steht für Cross Direction, ZD steht für Thickness Direction.
Die Richtungsabhängigkeit von Papiereigenschaften ist eine Folge der maschinellen Produktion in Papiermaschinen.
Auch die Ungleichmäßigkeit des Blattaufbaus zählt zu den allgemeinen Eigenschaften. Ein Papierblatt ist aufgrund seines Aufbaus aus ungeordnet liegenden Fasern mit eingebetteten luftgefüllten Poren ungleichmäßig. Gegebenenfalls in das Faservlies eingearbeitete mineralische Partikel (Füllstoffe) verstärken noch die Ungleichmäßigkeit. Weitere Formen der Ungleichmäßigkeit entstehen durch Faserflocken, die sich im Faserstoff bilden und vom Stoffauflauf nicht beseitigt werden können. Sie erzeugen, dünnere und dickere Stellen im Papierblatt. In der Durchsicht erscheint ein Papierblatt an den dünneren Stellen heller und an den dickeren dunkler, es wirkt „wolkig“. Eine möglichst gleichmäßige Durchsicht, also eine möglichst geringe Wolkigkeit, wird bei einem Papier mit guter Bedruckbarkeit angestrebt.
Jedes Papier weist eine mehr oder weniger ausgeprägte Zweiseitigkeit auf, weshalb diese Eigenschaft auch zu den allgemeinen gehört. Bedingt durch die Herstellbedingungen in Papiermaschinen unterscheiden sich die Strukturmerkmale von Papieren auf der Oberseite von denen auf der Unterseite. Bei Langsiebpapiermaschinen ist in der Regel die Siebseite des Papiers offenporig, weil während der Blattbildung und Entwässerung siebgängiger Feinstoff ausgewaschen wird. Auf der Oberseite (dem Sieb abgewandten Seite) ist dieser Auswaschprozess wesentlich geringer ausgeprägt. Diese Papierseite bleibt dann feinstoffreicher und infolgedessen feinporiger. Die Bedruckbarkeitseigenschaften können dadurch seitenabhängig werden. Bei Doppelsiebmaschinen ist der Effekt der Zweiseitigkeit meist deutlich geringer ausgeprägt.
- Zum Verfassen von Kommentaren bitte anmelden.
2.2 Eigenschaften von Wellpappe - 2.2.1 Einführung
Sie erfahren hier mehr über Wellpappenrohpapiersorten und deren Eigenschaften. Sie lernen, aus welchen Komponenten sich Wellpappe zusammensetzt, welche Wellpappensorten es gibt und welche Eigenschaften diese haben.
Dieses Kapitel informiert auch über die vielfältigen Testverfahren, mit denen Wellpappe auf ihre Eignung als Verpackung und ihre Widerstandsfähigkeit zum Beispiel und beim Transport getestet wird.
2.2.1 Einführung
Wellpappe ist ein typischer Leichtbauwerkstoff mit hoher Steifigkeit bei geringer flächenbezogener Masse – also bei geringem Materialaufwand. Sie ist dadurch ideal zur Herstellung von Transportverpackungen aller Art geeignet.
Wellpappe geht zurück auf ein amerikanisches Patent aus dem Jahre 1871. Es bezog sich eigentlich nur auf die Herstellung einer gewellten (geriffelten) Papierbahn zur Verwendung als Polstermaterial. Aber schon wenige Jahre später wurde die Idee geboren, die gewellte Papierbahn mit einer ebenen Papierbahn mit Hilfe eines pflanzlichen Klebstoffs zu verbinden. Die einseitige noch wickelfähige Wellpappe war entstanden. 13 Jahre nach der Patenterteilung wurde die erste einwellige Wellpappe – das ist ein gewelltes Papier, das beidseitig mit ebenen Papierbahnen beklebt ist – maschinell hergestellt. Dieses Produkt kann nicht mehr gewickelt werden. Die hergestellte Endlosbahn muss am Ende des Produktionsprozesses mittels Querschneider zu Tafeln verarbeitet werden.
Als schließlich 1907 die Berstdruckprüfung eingeführt wurde und damit erstmals eine messende Güteprüfung möglich war, begann der Siegeszug der Wellpappe und der daraus gefertigten Transportverpackungen. Seither hat sich am Grundprinzip nichts mehr verändert – lediglich die Herstell- und Verarbeitungsprozesse haben sich stark weiterentwickelt. Heute wird Wellpappe auf großen Fertigungsanlagen mit enormer Produktivität und hoher Präzision hergestellt. Wellpappe kann heute mit einer Qualität bedruckt werden, die vor zehn Jahren noch für unmöglich gehalten wurde. Und die Entwicklung ist noch nicht am Ende. Die Wellpappenrohpapiere werden leichter, immer mehr werden gestrichene Papiere eingesetzt, die Klebetechnik wird verbessert, kurz: Die Wellpappe hat noch ein beachtliches Entwicklungspotenzial vor sich.
Wellpappe ist herstellungsbedingt ein Werkstoff, dessen Eigenschaften in MD und CD erhebliche Unterschiede aufweisen. Verursacher ist das gewellte Papier, dessen Wellen quer zur Maschinenrichtung (MD) der Deckenpapiere verlaufen.
- Zum Verfassen von Kommentaren bitte anmelden.
2.2.2 Wellpappenrohpapiersorten
Papiere, die speziell für die Verwendung in der Wellpappenproduktion ausgelegt sind, bezeichnet man als Wellpappenrohpapier. Unterschieden werden zunächst die Deckenpapiere (engl.: liner) von den Wellenpapieren (engl.: fluting). Auch im Deutschen werden Deckenpapiere oft als „Liner“ bezeichnet.
Deckenpapiersorten sind:
• Kraftliner KL. Sie werden hauptsächlich aus Kraft-Zellstoffen (Sulfat-Zellstoffen) mit Zumischung von Altpapierstoff aus Kraftpapier hergestellt. KL können braun (ungebleicht), weiß (gebleicht), geflammt (KL aus ungebleichtem Zellstoff mit dünner Auflage aus weißem Zellstoff) oder einseitig gestrichen sein.
• Testliner TL. Sie werden überwiegend aus Altpapierstoff hergestellt, oft zweilagig, oft farblich wie KL eingestellt, auch einseitig gestrichen beziehungsweise weiß gedeckt.
• Schrenzpapiere sind einlagige Papiere aus Altpapierstoff.
Wellenpapiersorten sind:
• Halbzellstoffpapier. Es handelt sich hier um Papiere hoher Festigkeit, die überwiegend aus speziellen ungebleichten Halbzellstoffsorten mit hohem Restligningehalt hergestellt werden.
• Wellenstoff aus Altpapierstoff, oft mit festigkeitssteigernder Leimung.
In der Wellpappenindustrie wird neben den genannten Sorten auch Faltschachtelkarton eingesetzt, insbesondere GD-Sorten (GD = gestrichener Sekundärfaserkarton, Einlage und Rückseite grau). So werden beispielsweise für die Herstellung von Displays und ähnliche Produkte für die Werbung und Warenpräsentation einseitige Wellpappe mit zuvor hochwertig im Bogenoffset bedruckte GD-Kartonbogen kaschiert. Vor allem GD-Sorten mit geringer flächenbezogener Masse in Rollen werden als besondere Linerart auch zur Produktion ein- oder zweiwelliger Wellpappen verwendet.
Darüber hinaus gibt es noch zahlreiche Sonderprodukte mit Spezialpapieren, die nicht zu den Standard-Wellpappenrohpapieren gehören. Fettdichte Papiere, gewachste Papiere, silikonisierte Papiere gehören dazu. Wellpappe eröffnet dem Verpackungsentwickler mit ihren vielseitigen Einsatzmöglichkeiten fast grenzenlose kreative Möglichkeiten.
- Zum Verfassen von Kommentaren bitte anmelden.
2.2.3 Eigenschaften von Wellpappenrohpapieren
Wellpappenrohpapiere sind in unterschiedlichen Güteabstufungen erhältlich. Maßgebend für die Güteeinstufung von Deckenpapieren in Abhängigkeit von ihrer flächenbezogenen Masse sind:
• Berstfestigkeit
Die Berstfestigkeit kennzeichnet die Energie, die aufgebracht werden muss, um einen Prüfkörper senkrecht durch eine Probe des Wellpappenrohpapiers durchzustoßen.
• Ringstauchwiderstand (RCT)
Der Ringstauchwiderstand wird mit einem speziellen mit RCT (engl.: Ring Crush Test) bezeichneten Verfahren gemessen. Bestimmt wird die maximale längenbezogene Kraft, der ein ringförmig aufgestellter Wellpappenrohpapierstreifen bei senkrechter Belastung ohne zu beulen widerstehen kann.
• Durchreißwiderstand
Der Durchreißwiderstand schließlich ist die Energie, die erforderlich ist, um eine Papierprobe von einem definierten Anriss aus durchzureißen.
Näheres zu den Prüfverfahren im Kapitel 2.4 „Prüfung der Grundeigenschaften von Papier, Karton, Pappe und Kunststofffolien“.
Die Güte von Wellenpapieren wird mit dem
• CMT( Concora Medium Test) und dem
• Kantenstauchwiderstand (CCT) labormäßig gewellter Papierproben eingestuft.
Die Güteeinteilung nach Rüger zeigt Abbildung 80.

Abb. 80: Kriterien für die Güteeinteilung von Wellpapperohpapieren nach Rüger. Quelle: K. Rüger, Einkaufsrichtlinien für Wellenpapier, Allgemeine Papier- Rundschau, 502 ff. (1984) Nr. 18
Für die Durchführung beider Testverfahren wird ein Labor-Wellenbildner benötigt, mit dem schmale Wellenpapierstreifen ähnlich wie in einer Wellpappenmaschine bei hohen Temperaturen gewellt werden können. Für diesen Vorgang ist der Begriff des Riffelns gebräuchlich. Das Walzenpaar, mit dem geriffelt wird, heißt Riffelwalzenpaar.
Beim CONCORA Medium Test (CONCORA = Container Corporation of America, abgekürzt CMT) wird der Widerstand einer flach liegenden geriffelten Papierprobe gegenüber senkrecht wirkenden Druckkräften bestimmt, beim CONCORA Corrugated Test (CCT) oder Kantenstauchwiderstand steht die geriffelte Papierprobe senkrecht und wird senkrecht mit Druckkräften beaufschlagt.
RCT und CCT sind heute weitgehend durch den Streifenstauchwiderstand (SCT) ersetzt, mit dem sich die Druckbelastbarkeit eines Papiers in der Blattebene sehr exakt und im Unterschied zum RCT und CCT weitgehend unabhängig von der flächenbezogenen Masse bestimmen lässt. Auch hier findet sich Näheres im Kapitel 2.4 „Prüfung der Grundeigenschaften von Papier, Karton, Pappe und Kunststofffolien“.
Für die maschinelle Weiterverarbeitung muss Wellpappe genau definierte Eigenschaften haben – zum Beispiel, was Bedruckbarkeit und Verklebbarkeit angeht. Neben den genannten technischen Eigenschaften müssen Wellpappenrohpapiere noch weitere Merkmale aufweisen. Dazu gehört ihre Verklebbarkeit mit den wässrigen Klebstoffen auf Stärkebasis, die in der Wellpappenindustrie zum Verbinden der Wellenpapiere mit den Deckenpapieren verwendet werden.
Weiterhin gehört dazu die Bedruckbarkeit. Deckenpapiere können vor der Verarbeitung zu Wellpappe im sogenannten Preprint-Verfahren in Rollen-Flexodruckmaschinen bedruckt und veredelt werden. Druckfarben und Lacke müssen dabei so beschaffen sein, dass die Papiere den Kontakt mit den Heizplatten in der Trockenpartie der Wellpappenmaschine unbeschadet überstehen.
Häufig wird erst die Wellpappe hergestellt; und dann erst werden die dabei erzeugten Wellpappebogen im sogenannten Postprint-Verfahren in Bogen-Flexodruckmaschinen bedruckt.
Die Ansprüche an die Druckqualität sind heute sehr hoch. Mehrfarbendruck und hohe Veredelungsgrade sind nicht ungewöhnlich. Um höchste Druckqualität erreichen zu können, werden immer mehr weiß gedeckte oder gestrichene Liner eingesetzt.
- Zum Verfassen von Kommentaren bitte anmelden.
2.2.4 Einteilung der Wellpappesorten
Nach DIN 55468-T1 wird Wellpappe zunächst nach dem Aufbau eingeteilt in
• einseitige Wellpappe, die sich noch aufrollen lässt, sowie
• die einwellige, zweiwellige und dreiwellige Wellpappe, die bogenförmig produziert werden muss (vgl. Abbildung 81).

Abb. 81: Wellpappearten nach DIN 55468. Die einseitige Wellpappe ist in der Norm nicht enthalten.
(Quelle: Eigene Darstellung)
Das zweite Einteilungskriterium ist die Geometrie der Wellen, die in der Regel näherungsweise sinusförmig ist. Maße zur Geometriebeschreibung sind die Wellenhöhe h und die Wellenteilung t. Die Wellenhöhe ist der senkrechte Abstand zwischen Wellenberg und Wellental, die Teilung ist der waagerechte Abstand benachbarter Wellenberge. Die damit vorgenommene Einteilung der Wellpappe zeigt Abbildung 82.

Abbildung 82: Einteilung der Wellenarten mittels Wellenteilung und Wellenhöhe nach DIN 55468
(Quelle: Eigene Darstellung)
Feinstwellpappe hat eine Wellenhöhe von einem bis 1,8 Millimeter. Die Spanne reicht bis zur Grobwellpappe mit einer Wellenhöhe von 4 bis 4,8 Millimeter. Die heute bereits weit verbreiteten Mikrowellen mit Wellenhöhen von 0,7 mm (F-Welle), 0,5 mm (G-Welle) oder noch geringeren Wellen- höhen sind von der DIN 55468 noch nicht erfasst.
Wellenteilung und Wellenhöhe sind auch die Größen, aus denen der Einzugsfaktor w berechnet werden kann. Unter dem Einzugsfaktor versteht man das Verhältnis der Länge eines Abschnitts der gewellten Bahn zur Länge des Abschnitts nach dem Herausziehen der Wellen, also des Abschnitts im planliegenden Zustand. Er ist wichtig, um den Wellenrohpapierbedarf für die Produktion einer Wellpappe zu berechnen. Es gilt nach Tenzer (vgl. H. J. Tenzer, Leitfaden der Papierverarbeitungstechnik, VEB Fachbuchverlag, 1989):
w ≈ 0,8 + 1,33 (h/t)
Das dritte Einteilungskriterium für Wellpappe ist die Güte. Zur Kennzeichnung der Sorten unterschiedlicher Gütestufen werden gemäß DIN 55468 folgende Eigenschaften der Wellpappe verwendet:
• Berstfestigkeit
• Durchstoßwiderstand und
• Kantenstauchwiderstand (ECT)
Zur Messung der Berstfestigkeit wird ein kreisförmiger Bereich der Wellpappe mit einer Gummimembran, die hydraulischem Druck ausgesetzt ist, bis zum Zerreißen gedehnt, wobei außer Dehn- auch Scher- und Biegebeanspruchungen auftreten. Maß für die Berstfestigkeit ist der im Moment des Zerreißens herrschende hydraulische Druck.
Der Durchstoßwiderstand wird bei der Wellpappe wie beim Rohpapier bestimmt.
Zur Bestimmung des Kantenstauchwiderstandes wird in einem mit ECT (edge crush test) benannten Verfahren eine senkrecht stehende Wellpappenprobe senkrecht zur Wellenachse auf Druck belastet. Alle Messverfahren werden im Kapitel 2.4 „Prüfung der Grundeigenschaften von Papier, Karton, Pappe und Kunststofffolien“ näher erläutert.
Der Grund für die Wahl gerade dieser drei Eigenschaften liegt darin, dass aus Wellpappe überwiegend Transportverpackungen hergestellt werden. Diese müssen Ansprüchen genügen, die sich in zwei Gruppen einteilen lassen, nämlich in Ansprüche an die Lagerfähigkeit und Ansprüche an die Transportfähigkeit. Wichtigstes Kennzeichen für die Lagerfähigkeit ist der Kantenstauchwiderstand, Berstfestigkeit und Durchstoßwiderstand erlauben eher Aussagen über das Verhalten von Wellpappeverpackungen bei Trans- portvorgängen.

Abbildung 83: Sorteneinteilung von Wellpappe nach DIN 55468 (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
2.2.5 Eigenschaften von Wellpappe
Einige technische Eigenschaften von Wellpappe wurden bereits durch die Parameter beschrieben, die der Sorteneinteilung zugrunde liegen. Das Anforderungsprofil ist damit aber bei weitem noch nicht vollständig.
Die Dicke von Wellpappe ergibt sich aus dem Wellenprofil. Wie im Abschnitt 2.2.6 noch näher beleuchtet wird, bestimmt die Dicke maßgeblich die Biegesteifigkeit der Wellpappe. Schon geringe Dickenverluste, wie sie beispielsweise durch die Zustellung in Postprint-Druckmaschinen erzeugt werden können, reduzieren die Steifigkeit der Wellpappe und damit ihre Güte. Den Widerstand der Wellpappe gegen Druckbeanspruchungen wird mit dem Flachstauchwiderstand gemessen. Der Flachstauchwiderstand informiert über die Druckfestigkeit von Wellpappe. Das ist wichtig zum Beispiel für den Versand, wo Druckbelastungen auftreten.
Auf die Bedeutung des Feuchtegehalts wird ebenfalls unten noch näher eingegangen. Vom korrekten Feuchtegehalt hängt die Rillbarkeit und die Schneidbarkeit beziehungsweise Stanzbarkeit der Wellpappe ab.
Nach dem Verlassen der Wellpappenmaschine kann Wellpappe nicht mehr aufgerollt werden, sondern muss in Bogen weiterverarbeitet werden. Von besonderer Bedeutung ist die Planlage der Bogen. Fehler der Planlage entstehen durch unterschiedliche Feuchtdehnungs- beziehungsweise Trockenschrumpfungskoeffizienten der Papiere und durch Feuchteungleichmäßigkeiten in der fertigen Wellpappe. Sie können verhindert werden, wenn der Prozess der Wellpappenherstellung sorgfältig und sachgerecht geführt wird. Vorausgesetzt ist dabei immer die gleichmäßige Beschaffenheit der Rohpapiere bezüglich Feuchtegehalt und Feuchteverteilung. Günstig ist auch der möglichst symmetrische Aufbau der Wellpappe.
Nur teilweise durch den Feuchtegehalt bedingt ist die Erscheinung, dass die Deckenpapiere zwischen den Wellenspitzen des Wellenpapiers mehr oder weniger stark einsinken. Man bezeichnet das als Waschbretteffekt, der den visuellen Eindruck von Wellpappe stört und der erheblich die Druckqualität im Postprint-Verfahren beeinträchtigen kann. Obwohl die Ursachen des Waschbrettes noch nicht vollständig aufgeklärt sind, dürfte er wesentlich durch zu starken Klebstoffauftrag bedingt sein. Wenn große Mengen des Klebstoffs aus dem Wellengrat in den Flankenbereich der Wellen verquetscht werden und dort durch die Trocknung schrumpfen, ziehen sie dabei das Deckenpapier an die Wellenflanke heran. Zwar können möglichst biegesteife Deckenpapiere das verhindern – aber immer dann, wenn dünne und wenig biegesteife Deckenpapiere verarbeitet werden müssen, sollte der Klebstoffauftrag so weit wie irgend möglich reduziert werden, um die Ausbildung starken Waschbretts zu vermeiden.
- Zum Verfassen von Kommentaren bitte anmelden.
2.2.6 Einfluss der Wellpappe auf die Eigenschaften von daraus hergestellten Verpackungen
Die Eigenschaften von Wellpappe müssen sicherstellen, dass die daraus hergestellten Verpackungen ihre Aufgaben erfüllen können. Die aus der Lagerung folgende Beanspruchung wird durch den Schachtelstauchwiderstand (BCT) beschrieben, der im Stauchversuch bestimmt wird (engl.: Box Crush Test). Aus dem Schachtelstauchwiderstand (BCT) lässt sich ersehen, wie viele Verpackungen im Lager später einmal übereinandergestapelt werden können.
Im Stauchversuch wird die aufgerichtete und verschlossene Wellpappenverpackung zwischen zwei planparallelen Platten zusammengepresst. Das dabei auftretende Druckkraftmaximum ist der BCT-Wert. Die Stauchprüfung stellt also die Beanspruchungen der Verpackungen dar, die im Lager durch das Übereinanderstapeln von Verpackungen entstehen können.
Der BCT-Wert einer Schachtel hängt auch vom Beulverhalten der Seitenwände ab. Der Stauchversuch muss so geführt werden, dass alle vier Schachtelwände in gleicher Weise nach außen beulen. Nur wenn dieser Sachverhalt beachtet wird, lässt sich der BCT-Wert hinreichend genau bestimmen.
Der BCT-Wert kann zumindest näherungsweise aus Eigenschaften der Wellpappe mit der folgenden empirischen sogenannten McKee-Formel überschlägig berechnet werden. Diese lautet im einfachsten Fall:
![]()
Zur Berechnung braucht man den ECT-Wert der Wellpappe, den Umfang U der Schachtel und die Dicke D der Wellpappe.
Viele Eigenschaften und Merkmale der Wellpappe sind von ihrem Feuchtegehalt mehr oder weniger stark abhängig. Es ist deshalb sehr wichtig, die Wellpappe nicht zu trocken und nicht zu feucht zu verarbeiten. Tendenziell ist Wellpappe zu trocken, wenn sie verarbeitet wird. Auch die aus ihr hergestellten Verpackungen sind meist viel zu trocken, wenn die flachliegend angelieferten Verpackungen aufgerichtet, befüllt und verschlossen werden.
Bei Feuchtegehalten unter 7 % (entsprechend < 40 % relative Gleichgewichtsfeuchte bei 23°C) ist die Wellpappe zu trocken. Sie wird spröde und neigt zu Papierbrüchen bereits beim Rillen oder später beim Falten um die Rilllinien.
Bei Feuchtegehalten größer als 10 % (entsprechend > 65 % relative Gleichgewichtsfeuchte bei 23°C) ist die Wellpappe zu feucht. Verklebungen können sich lösen und die Papiere verlieren stark an Elastizität. Schon geringe senkrecht wirkende Stauchdrücke führen zu Dickenverlusten.

Abb. 84: Feuchtegehalt der Wellpappe und das korrekte Verarbeitungsfenster – Erläuterungen im Text
(Quelle: Eigene Darstellung)
Ist der BCT auch die wichtigste Größe zur Kennzeichnung der Beschaffenheit von Wellpappenverpackungen, so gibt es doch noch eine Vielzahl von Spezialprüfungen, mit denen die Eignung als Packmittel für spezifische Packgüter geprüft wird. Dazu gehören die Fallprüfung ebenso wie die vertikale oder horizontale Stoßprüfung, die Umkippprüfung oder die Rüttelprüfung. Mit Letzteren werden die Beanspruchungen von Verpackungen und Packgütern während des Transportes mit LKW oder Eisenbahn simuliert.
- Zum Verfassen von Kommentaren bitte anmelden.
2.3 Eigenschaften von Kunststoffen
Auch wenn Packmittel aus Faserstoffen die große Mehrheit aller verwendeten Materialien in der Packmittelindustrie darstellen: Wer dort beschäftigt ist, sollte sich auch mit Kunststoffen auskennen. Denn zum Beispiel bei Getränkekartons kommt PE-Folie zum Einsatz, die auf den Karton aufgebracht wird. Dieses Kapitel gibt Ihnen auch einen Überblick, was alles an Kunststoffen auf dem Markt ist und wie Sie zum Bei- spiel PE von PVC unterscheiden können.
Tipp: Zum Einsatz von PE finden Sie mehr in Kapitel 1.3.2.3 Kartonverpackungen für Flüssigkeiten (Getränkekartons).
- Zum Verfassen von Kommentaren bitte anmelden.
2.3.1 Vom Erdöl zum Kunststoff
Heutzutage werden Kunststoffe größtenteils synthetisch hergestellt. Hauptsächlich bestehen die Ausgangsprodukte aus ungesättigten Kohlenwasserstoffverbindungen (Erdöl, Kohle und Erdgas). In der Kunststoff-Synthese wird das Rohöl am häufigsten als Rohstoff genutzt. In den Ölraffinerien wird der Rohstoff Erdöl durch Destillation (destillieren = verdampfen) in mehrere Fraktionen (fraktionieren = aufteilen) zerlegt.
Raffinerie: Die zentrale Einheit bei der Erdölverarbeitung ist der Fraktionierturm. Hier wird das Rohöl auf rund 400 ° C erhitzt. Es beginnt bei einer Temperatur zu sieden, die etwas unter der Siedetemperatur von Wasser (100° C) liegt.
Fraktionierturm: Der Fraktionierturm besteht aus vielen Etagen, die sogenannte Glocken besitzen. Teile des aufsteigenden Ölgases kondensieren beim Abkühlen an den einzelnen Etagenglocken. Kohlen- wasserstoffe mit dem niedrigsten Molekulargewicht sieden bei den niedrigsten Temperaturen, während für immer größere Moleküle immer höhere Temperaturen erforderlich sind. So wird das Rohöl in Gas, Benzin, Petroleum und Gasöl getrennt. Als Rückstand bleibt Bitumen zurück. Es wird als Asphalt unter anderem im Straßenbau verwendet.
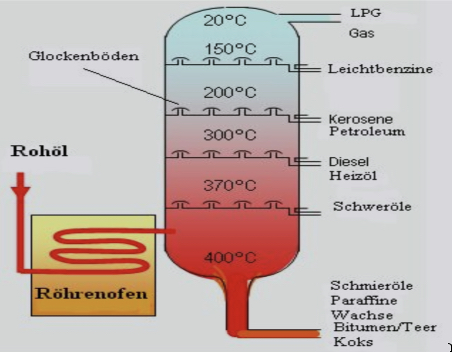
Abb. 85: Fraktionierturm (Quelle: Eigene Darstellung)
Die für die Kunststofferzeugung wichtigste Fraktion ist Rohbenzin (Naphta). In einem thermischen Spaltprozess, der Cracken genannt wird, wird das entstandene Benzin in Ethylen (Ethen), Propylen (Pro- pen), Butylen (Buten) und andere Kohlenwasserstoffverbindungen „auseinandergebrochen“ und umgebaut.
Während bei der Destillation nur die von Natur aus im Rohöl vorkommenden Kohlenwasserstoffe voneinander getrennt werden können, werden beim Cracken größere Kohlenwasserstoffketten in kleinere umgewandelt. Aus Ethylen kann dann in nachfolgenden Reaktionsprozessen zum Beispiel Styrol oder Vinylchlorid gewonnen werden. Das sind weitere Ausgangsstoffe für andere Kunststoffe.
- Zum Verfassen von Kommentaren bitte anmelden.
2.3.2 Herstellung der Kunststoffe
Kunststoffe gehören zu den makromolekularen oder polymeren Stoffen – das heißt: Die Stoffe bestehen aus Makromolekülen (Riesenmolekülen). Diese Makromoleküle kann man durch chemische Umwandlung aus Naturprodukten oder durch Synthese aus kleineren Molekülen herstellen.
Beispiele für umgewandelte Naturprodukte sind unter anderem Gummi, der aus dem Milchsaft der Gummibäume erzeugt wird, oder Fasern, die aus Cellulose gewonnen werden. Alle Kunststoffe enthalten das Element Kohlenstoff. Weitere Bestandteile sind die Elemente Wasserstoff, Sauerstoff, Stickstoff sowie Schwefel.
Synthetische Kunststoffe stellt man aus Rohstoffen her, die aus Erdöl gewonnen wurden. Bei der synthetischen Herstellung von Kunststoffen reagieren fast immer viele kleine Moleküle zu großen netz- oder kettenförmigen Molekülen, den Makromolekülen.
Obwohl es heute eine Vielzahl unterschiedlicher Kunststoffe gibt, beruht ihre Herstellung im Wesentlichen auf den drei Grundreaktionen zum Aufbau von Makromolekülen:
1. Polymerisation: Verknüpfung vieler gleichartiger Moleküle mit einer Doppelbindung zu langen Kettenmolekülen – zum Beispiel:
• Polyethylen (PE)
• Polyvinylchlorid (PVC)
• Polystyrol (PS)
• Polypropylen (PP)
• Polymethylmethacrylat (PMMA/Plexiglas)
2. Polykondensation: Bei der Polykondensation werden in der Regel zwei verschiedene Arten von Molekülbausteinen zusammengebaut. Es entsteht ein Spaltprodukt (größtenteils Wasser) - zum Beispiel:
• Polyamide (PA)
• vernetzteungesättigte Polyesterharze (UP)
• Phenoplaste (PF)
3. Polyaddition: Auch bei der Polyaddition werden zwei verschiedene Arten von Molekülbausteinen zusammengebaut. Diese besitzen ebenso zwei oder mehr reaktionsfähige Atomgruppen. Im Unterschied zur Polykondensation wird hier kein Spaltprodukt abgegeben. Ein Beispiel dafür sind Polyurethane (PUR).
Anwendungsbeispiel: Kunstofffolien aus Polyethylen werden in der Verpackungsindustrie zum Beispiel zur Beschichtung von Verpackungsmaterialien aus Faserstoffen verwendet. Siehe auch Kapitel 1.3.2.3 Kar- tonverpackungen für Flüssigkeiten (Getränkekartons).
- Zum Verfassen von Kommentaren bitte anmelden.
2.3.3 Eigenschaften der Kunststoffe
Positive Eigenschaften:
• Kunststoffe sind leichte Werkstoffe; ihre Dichte ist nur ungefähr halb so groß wie die der Werkstoffe Glas, Porzellan oder der Leichtmetalle.
• Fast alle Kunststoffe sind Nichtleiter. Sie isolieren gut gegen Elektrizität und Wärme.
• Sie sind beständig gegen Wasser,viele auch gegen Säuren und Laugen.
• Sie haben eine glatte Oberfläche und sie lassen sich leicht reinigen.
• Sie oxidieren nicht.
• Sie lassen sich gut formen.
Diesen Vorzügen stehen jedoch einige Nachteile gegenüber, die beim Gebrauch und bei der Behandlung dieser Werkstoffe zu berücksichtigen sind.
Negative Eigenschaften:
• Kunststoffe sind meist nur wenig temperaturbeständig. Dies ist zum Beispiel beim Waschen und Bügeln von Chemiefasern zu beachten.
• Viele Kunststoffe sind brennbar.
• Sie können von organischen Lösungsmitteln angegriffen werden.
• Als Nichtleiter laden sie sich beim Reiben elektrisch auf und ziehen daher Staubteilchen an; dies bemerkt man zum Beispiel bei Schallplatten.
• Kunststoffe verrotten nur sehr langsam. Die Beseitigung von Kunststoffabfällen wird daher mit dem steigenden Kunststoffverbrauch zu einem Problem.
• Kunststoffe sind nicht kratzfest. Beim täglichen Gebrauch können sich Späne ablösen, die unbemerkt verschluckt und aus denen Schadstoffe im Magen freigesetzt werden können (zum Beispiel Zahnbürste, Hausrat).
- Zum Verfassen von Kommentaren bitte anmelden.
2.3.4 Einteilung der Kunststoffe
2.3.4.1 Thermoplaste
Thermoplaste (warmumformbare Kunststoffe) werden durch Polymerisation (Makromoleküle werden aneinandergereiht) hergestellt. Bei Raumtemperatur sind die Thermoplaste hart-elastisch. Mit zunehmender Temperatur werden sie elastischer, bei weiterer Erwärmung plastisch weich und schließlich flüssig. Thermoplaste zersetzen sich beim Überschreiten einer Grenztemperatur. Thermoplaste sind warmum- formbar und schweißbar!
„therm“ ist ein Wortbestandteil. Er kommt vom griechischen „thermós“ = warm, heiß, hitzig. Er kommt in vielen deutschen Fremdwörtern mit entsprechender Bedeutung vor – zum Beispiel Thermik, Thermometer.
Thermoplaste (Plastomere) sind:
• Polyethylen (PE): gleitfähige Oberfläche, formsteif bis 80°C, säurebeständig, Massenkunststoff mit niedrigem Preis. Verwendung – zum Beispiel Folien, Rohre, Behälter, Schrumpfschläuche, Getränke- verpackungen.
• Polypropylen (PP): formsteif bis 130°C. Verwendung – zum Beispiel Waschmaschinenteile, KFZ-Teile, Kraftstofftanks.
• Polyvinylchlorid (PVC): an sich spröder Kunststoff, der durch Weichmacher und andere Additive seine Eignung für unterschiedliche Verwendungen erhält. Verwendung – zum Beispiel Rohre, Griffe, Stecker, Bodenbeläge, Fensterrahmen.
• Polystyrol (PS): wenig wärmebeständig. Verwendung – zum Beispiel Maschinen- und Gerätegehäuse.
• Polyamide (PA): milchig weiß, abriebfest, gute Gleiteigenschaften, hohe Zugfestigkeit bis 70 N/mm2. Verwendung – zum Beispiel Zahnräder, Lagerschalen.
Der Ordnungszustand im Molekülverband ist von verschiedenen Einflüssen, insbesondere vom chemischen Aufbau des Kettenmoleküls, abhängig (Abbildungen 85 und 86).
Abb. 85 & 86: Bei den amorphen Thermoplasten kann man diesen Zustand mit einem wirr verknäuelten Wattebausch vergleichen. Unter Kristalliten versteht man Parallelbündelungen von Molekülabschnitten oder Faltungen von Molekülketten. (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
2.3.4.2 Duroplaste
Die Herstellung erfolgt durch Polykondensation (Moleküle verbinden sich zu Makromolekülen). Dieses Material verändert sein Verhalten bei Erwärmung nur geringfügig. Weil sie auch bei Erwärmung fest und hart bleiben, nennt man diese Kunststoffe Duroplaste (vom Lateinischen: durus = hart).
Duroplaste sind nicht umformbar und nicht schweißbar! Reine Duroplaste werden auch Kunstharze genannt und als Kleber oder Lacke verwendet.
Einsatzgebiet von Duroplasten:
• Phenolharz: Verwendung–elektrischeSchalter,Gehäuse
• Epoxidharz (EP): beständig gegen schwache Säuren und Laugen. Verwendung – Kleberharze, Lackharze, Bindeharze und Gießharze.
• Polyesterharze (UP): beständig gegen Kraftstoffe, verdünnte Säuren und Laugen. Verwendung – Basisharz für glasfaserverstärkte Kunststoffbauteile, Klebeharz für Metalle, Lackharz
• Polyurethanharze(PUR): Verwendung–Lageschalen, Zahnräder, Rollen
Abb. 87: Duroplaste (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
2.3.4.3 Elastomere
Die Herstellung erfolgt durch Polyaddition (Verbindung von Monomermolekülen zu Makromolekülen). Elastomere lassen sich durch äußere Krafteinwirkung um mehrere 100 % verformen und nehmen nach der Entlastung wieder ihre ursprüngliche Form an. Elastomere sind gummielastische Kunststoffe. Durch Erwärmung verändert sich das Verhaltung nur geringfügig – sie werden lediglich etwas weicher. Bei zu starker Erwärmung zersetzen sie sich. Elastomere sind nicht warmumformbar und nicht schweißbar!
Einsatzgebiet von Elastomeren:
• Synthesekautschuk: Verwendung – Fahrzeugreifen, Dichtungen
• Thermoplastische Polyurethan Elastomere (PURT): Durch die thermoplastischen Eigenschaften lassen sich diese Elastomere mittels Extrudieren und Spritzgießen formen. Verwendung – hartelastische Rollen (Hubwagen), Schläuche, Zahnräder
• Naturgummi (NR): Der Naturkautschuk wird aus dem Saft eines tropischen Baumes gewonnen. Verwendung – Luftballons, Schwämme
• Silikon Gummi (SIR): beständig gegen Schmieröl, unbeständig gegen Säuren, Lösungsmittel und Laugen. Temperaturbeständig bis 180°C, elastisch bis -40°C. Verwendung – Manschetten, Fugenfüllmasse, Dichtungen, Schaumkunststoffe, zum Beispiel für Polstermöbel

Abb. 88: Elastomere (Quelle: Eigene Darstellung)
Beim Extrudieren wird ein endloser Kunststoffstrang hergestellt. Beim Spritzgießen wird eine formbare Kunststoffmasse in ein Hohlformwerkzeug eingespritzt.

- Zum Verfassen von Kommentaren bitte anmelden.
2.3.5 Verwendung der Kunststoffe
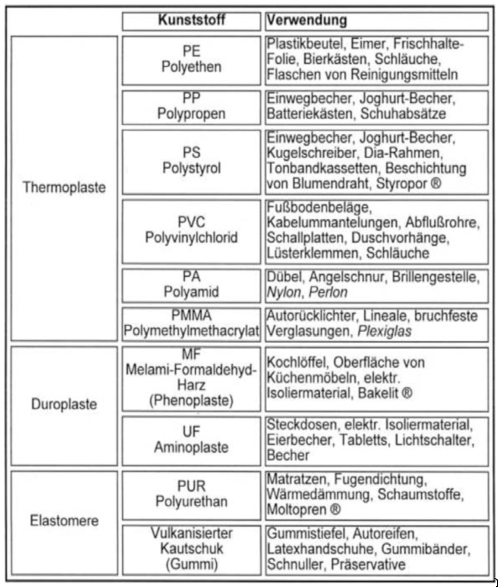
Abb. 89: Übersicht über die Verwendung verschiedener Kunststoffe (Quelle: Eigene Darstellung)
Beschichten
Beim Kunststoffbeschichten wird ein thermoplastischer Kunststoff mittels einer Breitschlitzdüse, die von einem Extruder beschickt wird, auf eine Papier- und/oder Alufolie aufgebracht.
Bei der Kunststoffbeschichtung sind fünf verschiedene Verfahren gebräuchlich:
1. Kunststoffbeschichten beziehungsweise Kaschieren
2. Kunststoff-Flammspritzen
3. Wirbelsinterverfahren
4. Elektrostatisches Pulverspritzen
5. Tauchverfahren
• Beim Kunststoff-Flammspritzen wird ein thermoplastischer Kunststoff in Schichten von 0,8-1,0 mm Dicke festhaftend auf Metall, Glas und dergleichen aufgespritzt.
• Beim Wirbelsinterverfahren wird das erwärmte Werkstück in die Wirbelschicht des Kunststoffpulvers getaucht.
• Beim elektrostatischen Pulverspritzen wird der elektrostatisch auf- gebrachte Kunststoff im Ofen auf das Werkstück aufgeschmolzen.
• Beim Tauchverfahren wird das Werkstück in Plastisole oder Kunststofflösung beziehungsweise -dispersionen eingetaucht.
Kaschieren
Kaschieren ist das vollflächige Verbinden von zwei bzw. mehreren Materialien mit Hilfe von Thermoplasten.
Abb. 90: schematische Darstellung der Herstellung einer 3-Schicht-Verbundfolie
(Quelle: Eigene Darstellung)
Metallisieren
Umgekehrt verhält es sich bei der Kunststoffmetallisierung. Man gibt ein Werkstück aus Kunststoff vor und überzieht dieses mit einer dünnen Metallschicht. Dabei können im Vakuum Metalldämpfe auf den Kunststoff aufgedampft werden. Es können bei der Spritztechnik aber auch Spritzpistolen, in denen sich ein Gemisch von Silbersalzlösung und Reduktionsmitteln befindet, verwendet werden, um auf dem Kunststoffgegenstand einen glänzenden Silberspiegel zu erzeugen.
- Zum Verfassen von Kommentaren bitte anmelden.
2.3.6 Hilfsstoffe für die Verarbeitung
Um die verschiedenen Eigenschaften für die beabsichtigte Verwendung des Kunststoffes zu erreichen, werden diverse Zusätze hinzugegeben – denn viele Kunststoffe werden erst durch Zusatz verschiedener Hilfsstoffe technisch verwendbar. Zu diesen Hilfsstoffen gehören die Stabilisatoren, Weichmacher und Füllstoffe.
• Stabilisatoren:
Stabilisatoren spielen eine wichtige Rolle zur Schaffung technisch verwendbarer Kunststoffe. Sie sind Alterungsschutzmittel, die strukturelle Veränderungen der Makromoleküle infolge von Umwelteinflüssen (Licht, Wärme, UV-Strahlung und Wasser) oder durch Überbeanspruchung im praktischen Gebrauch verhindern.
• Weichmacher:
Manche Kunststoffe (zum Beispiel PVC) sind für die gewünschten Verwendungszwecke zu spröde und zu hart. Durch Zusätze von Weichmachern lässt sich ihre Härte jedoch gut variieren. Weichmacher setzen speziell die Einfrier- beziehungsweise die Erweichungstemperatur hochpolymerer Kunststoffe herab. Weichmacher sollen möglichst die gleiche thermische und chemische Beständigkeit wie die Kunststoffe besitzen, für die sie verwendet werden. In der Praxis werden sehr häufig Ester (zum Beispiel Phosphorsäureester) mit hohem Siedepunkt als Weichmacher verwendet.
• Füllstoffe:
Füllstoffe sind Zusätze in fester Form, die sich in ihrer Struktur und ihren Eigenschaften wesentlich von den Kunststoffen unterscheiden. Sie dienen vor allem dazu, die Zugfestigkeit zu erhöhen. Daneben wendet man sie auch an, um eine Gewichts- oder Volumenerhöhung zu erzielen.
• Anorganische Füllstoffe sind zum Beispiel Gesteinsmehl, Kaolin, feinfaseriger Asbest, Kreide, Kieselgur und Glasfasern. Asbest sorgt zum Beispiel für die Chemikalienbeständigkeit und die Formbeständigkeit in der Wärme. Asbest verbessert auch die elektrischen Isoliereigenschaften, die Schlagzähigkeit, Maßbeständigkeit, Steifheit und Härte von Kunststoffen. Glasfasern sorgen auf ähnliche Weise für eine Verbesserung der Eigenschaften. Sie haben außerdem noch den Vorteil der Zugfestigkeit.
• Organische Füllstoffe sind zum Beispiel Holzmehl, Cellulose, Papier- und Textilfasern. Holzmehl verbessert die elektrischen Isoliereigenschaften, die Zugfestigkeit und die Maßbeständigkeit. Cellulose weist eine verbesserte Schlagzähigkeit, Zugfestigkeit und Steifheit auf.
Durch Stabilisatoren, Weichmacher und Füllstoffe lassen sich die Eigenschaften von Kunststoffen verbessern. Sie werden dadurch zum Beispiel formbeständiger und zugfester.
- Zum Verfassen von Kommentaren bitte anmelden.
2.3.7 Erkennen von Kunststoffen
1. Visuelle Prüfung
2. Bruch-, Fingernagel-, Haptik-Prüfung
3. Physikalische Prüfung – spezifische Dichte
4. Chemische Prüfung
5. Brenn- und Geruchsprobe
Ein unbekannter Kunststoff kann oft schon durch relativ einfache Mittel und Methoden bestimmt werden. Die Prüfungen erfordern lediglich etwas Übung, ein gutes Auge und eine unbestechliche Nase. Rohstoff-Beimischungen (Additive, Füllstoffe, Compounds) erschweren allerdings diese einfachen Bestimmungsmethoden, sodass hier nur eine Laboruntersuchung Sicherheit geben kann. Vorgestellt werden hier die wichtigsten Erkennungsmethoden, die eine erste Näherung erlauben:
1. Visuelle Prüfung: Die Struktur der Kunststoffe beeinflusst ihre Lichtdurchlässigkeit.
Abb. 91: Sichttest zur Bestimmung von Kunststoffen (Quelle: Eigene Darstellung)
Diese visuellen Unterscheidungsmerkmale haben selbstverständlich nur für ungefärbte Kunststoffe Gültigkeit.
2. Bruch- / Fingernagel- / Haptik-Prüfung
Bruch-Probe: Das Bruchbild eignet sich hervorragend zur Bestimmung von Thermoplasten. Lässt sich nicht brechen, bricht an der Kante weiß aus, zeigt ein sprödes Bruchverhalten – so lassen sich Thermoplaste bestimmen.

Abb. 92: Bruchprobe zur Bestimmung von Thermoplasten (Quelle: Eigene Darstellung)
Fingernagel-Probe: Lässt sich der Kunststoff mit dem Fingernagel einritzen, handelt es sich um PE oder PP (PE ist weicher als PP).
Haptik-Probe: Fühlt sich der Kunststoff wachsartig an, handelt es sich um PP, PE oder PTFE. Eine glatte Oberfläche mit guten Gleiteigenschaften zeichnet PE, PA und PP aus.
PE und PP schwimmen außerdem auf dem Wasser. Viele andere Kunststoffe tun das nicht.
3. Physikalische Prüfung – spezifische Dichte
Kunststoffe mit einer Dichte < 1 g/cm³ schwimmen auf Wasser, wie zum Beispiel PE und PP. Alle anderen nicht gefüllten (reinen) Kunststoffe haben eine Dichte > 1 g/cm³. Sie versinken demnach im Wasser. Es können Lösungen mit verschiedenen Dichten angesetzt werden. So ist eine Dichtenbestimmung des Kunststoffes möglich.
4. Chemische Prüfung
Kunststoffe unterscheiden sich in ihrer Reaktion auf chemische Lösungsmittel. Polyamide zeigen zum Beispiel eine differenzierende Reaktion auf Ameisensäure.
5. Brenn- und Geruchsprobe
Die Brenn- und Geruchsprobe ist die am häufigsten durchgeführte Erkennungsmethode. Denn mit ihr lässt sich ein großer Teil der Kunststoffe bestimmen. Die Brennprobe erfolgt durch direktes Anzünden der Probe mit einer Flamme. Das Aussehen der Flamme, das Verhalten des Kunststoffs und der Geruch der Schwaden geben Auskunft über den Probekörper.
Unter Aussehen der Flamme ist die Färbung des brennenden Kunststoffs zu verstehen. Die überwiegende Färbung ist gelblich mit Nuancierungen des Flammenrands, zum Beispiel bläulich wie bei PE und PP. Aber auch eine bläuliche Flamme wie zum Beispiel bei PA oder eine gelbrote Färbung sind zu erkennen.
Beim Verhalten der Kunststoffe während der Brennprobe kann man folgende Unterschiede feststellen: Einige Kunststoffe brennen und tropfen, die Tropfen brennen weiter (PE, PP). Andere Kunststoffe brennen und tropfen – diese Tropfen brennen aber nicht weiter; PA bildet Blasen und knistert; einige Kunststoffe verlöschen außerhalb der Flamme.
Am Geruch der Schwaden beziehungsweise des Rauches lassen sich Bestandteile des Kunststoffs und damit der Kunststoff selbst erkennen. Abbildung 93 zeigt eine Zusammenfassung der eindeutigen Erken- nungsmerkmale durch Brenn- und Geruchsprobe.
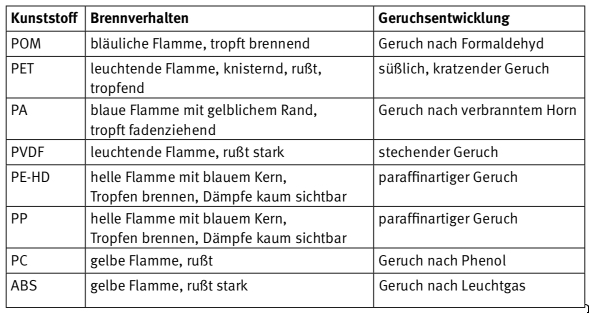
Abb. 93: Zusammenfassung der eindeutigen Erkennungsmerkmale durch Brenn- und Geruchsprobe (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
2.3.8 Nachhaltigkeit des Werkstoffes Kunststoff
Vor dem Hintergrund der Nachhaltigkeit stellt sich für viele Unternehmen der Kunststoff verarbeitenden Industrie die Frage, wo und wie Produktionsabfälle zu entsorgen oder zu verwerten sind. Inzwischen gibt es ein System, um diese Abfälle sinnvoll weiterzuverarbeiten. So werden zum Beispiel im Bereich der Blasfolienextrusion sogenannte Fehlrollen oder die anfallenden Randstreifen über Aufbereitungsein- richtungen bearbeitet. Die „Abfälle“ werden zerkleinert und dann als Schnipsel entweder direkt dem Produktionsprozess wieder beigefügt oder als Regranulat beziehungsweise Wertstoff weiterverkauft. Aus dem Granulat können Produkte wie Teich-, Landwirtschafts- oder Gewächshausfolien hergestellt werden.
Die anfallenden Folienreste werden mit der Schneidmühle zerkleinert und dem Extrusionsprozess zugeführt. Das Extrudat wird am Zylinderausgang durch eine Mehrlochdüse geschickt und mit Hilfe rotierender Messer zu Granulat geformt, welches nun abkühlen muss, um die bestellte Form zu erlangen.
Schneidmühle:
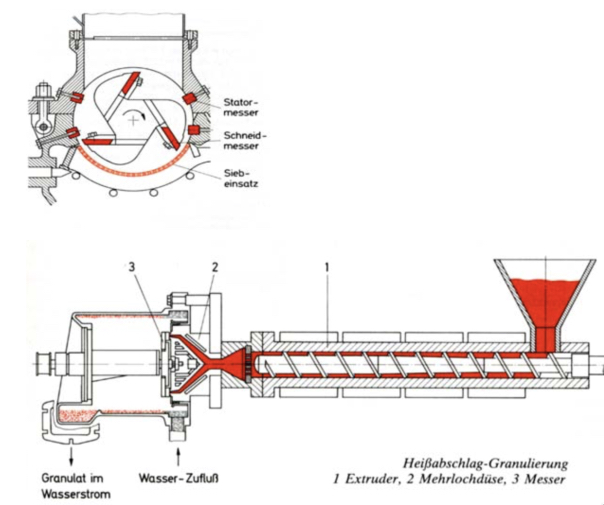
Abb. 94: RG Extruder (Quelle: Eigene Darstellung)
Lebenszyklus denken from PlasticsEurope on Vimeo. Dieser Film beschreibt das Recycling von Kunststoffen in der Kreislaufwirtschaft.
Wer mehr über die Eigenschaften von Kunststoff wissen möchte: Hier gibt es Informationen dazu, wie Kunststoffe zur Schonung von Ressourcen, zum Energiesparen und zum Klimaschutz beitragen. Außerdem eine Zusammenfassung über die Auswirkungen von Kunststoffverpackungen auf Energieverbrauch und Treibhausgasemissionen in Europa.
- Zum Verfassen von Kommentaren bitte anmelden.
2.4 Prüfung der Grundeigenschaften von Papier, Karton, Pappe und Kunststofffolien - 2.4.1 Papier, Karton und Pappe - 2.4.1.1 Probennahme und Probenvorbereitung
Eine ordnungsgemäße Probennahme stellt sicher, dass die zu prüfenden Proben repräsentativ für die Gesamtheit der Papiere, Kartons oder Folien eines Lieferpostens sind, denen sie entnommen wurden. Das Vorgehen bei der Probennahme ist in EN ISO 186 beschrieben. Am Beispiel eines aus geriesten Papierbogen (Verpackungseinheiten) bestehenden Lieferloses erläutert Abbildung 95 das Vorgehen.
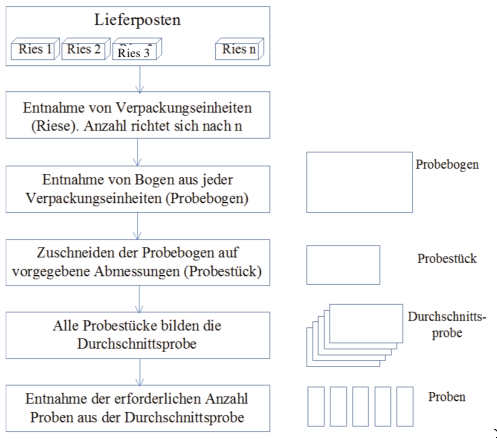
Abb. 95: Probennahme nach EN ISO 186. Vorgehen am Beispiel eines Lieferpostens aus geriestem Papier
(Quelle: Eigene Darstellung)
Voraussetzung für die ordnungsgemäße Prüfung von Papier, Karton und Pappe ist die korrekte Probenvorbereitung. Das Probenmaterial, an dem die Prüfungen durchgeführt werden sollen, muss in einem fehlerfreien Zustand sein – insbesondere darf es keine Falten oder Knicke sowie keine Einrisse und keine Verschmutzungen aufweisen. Werden Proben bestimmter Abmessung und Form benötigt, müssen Schneidegeräte verwendet werden, mit denen saubere und staubfreie Schnitte möglich sind. Probenschneidegeräte sind in vielfältiger Form im Handel erhältlich.
Besonderes Augenmerk kommt der Probenvorbehandlung zu. Grundsätzlich darf die Papierprüfung nur in klimatisierten Prüfräumen stattfinden. Das Klima muss dem standardisierten Vorzugsklima nach ISO 187 entsprechen (vgl. Abbildung 96). Statt Vorzugsklima wird oft auch der Begriff „Normklima“ verwendet.

Abb. 96: Prüfklima nach ISO 187:1990: Normklima für die Vorbehandlung und Prüfung und Verfahren zur Überwachung des Klimas und der Probenvorbereitung (Quelle: Eigene Darstellung)
Da der Feuchtegehalt des Papiers im Normklima davon abhängt, ob das Papier zuvor trockener oder feuchter war, müssen auch in dieser Hinsicht Vorsorgemaßnahmen ergriffen werden. Nach ISO 187 müssen die Proben vor der Konditionierung im Normklima vorgetrocknet werden – und zwar für 24 Stunden bei 40° C und 20 bis 35 % relativer Luftfeuchtigkeit. Erst nach normgerechter Vorbehandlung und Konditionierung dürfen die Prüfungen beginnen. Der Grund für dieses Vorgehen ist der Umstand, dass viele Papiereigenschaften vom Feuchtegehalt abhängen. Wenn auf die Vorgeschichte des Papiers nicht geachtet wird, können trotz Konditionierung im Normklima unterschiedliche Feuchtegehalte vorliegen, die dann dazu führen, das unterschiedliche Eigenschaftswerte gemessen werden. Damit Probenergebnisse aussagekräftig sind, muss akribisch nach einem standardisierten Verfahren vorgegangen werden.
- Zum Verfassen von Kommentaren bitte anmelden.
2.4.1.2 Grundeigenschaften
Die Grundeigenschaften von Papier, Pappe und Karton sind die flächenbezogene Masse, die Dicke, die scheinbare Blattdichte, der Trockengehalt und der Glührückstand (Aschegehalt).
Die Bestimmung der flächenbezogenen Masse erfolgt nach DIN EN ISO 536.
Definiert ist die Grundeigenschaft als die Masse einer Flächeneinheit von Papier oder Pappe. Angegeben wird sie in g/m². Die Messung wird wie folgt durchgeführt: Mindestens 20 Proben mit > 500 cm² aus min- destens fünf Probestücken werden gewogen. Benötigt werden somit eine Analysenwaage und Werkzeuge zum Zuschneiden von Proben und zum präzisen Messen der Probenflächen. Bewährt haben sich speziell dafür ausgelegte kreisförmige Probenstanzen, deren Durchmesser mit D = 11,285 cm so beschaffen ist, dass die gestanzten Proben eine Fläche von A = 100 cm² haben.
Die Vorgehensweise bei der Bestimmung erläutert Abbildung 97.
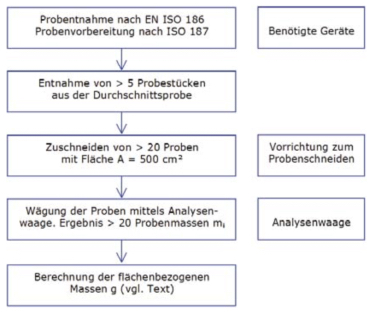
Abb. 97: Vorgehen bei der Bestimmung der flächenbezogenen Masse (Quelle: Eigene Darstellung)
Die flächenbezogene Masse g jeder Probe ist zu berechnen nach:
Wird die Masse in g bestimmt und die Fläche in cm² , dann ergibt sich die flächenbezogene Masse in der Einheit g/m² .
Anmerkung: Auch wenn in der Norm für die flächenbezogene Masse das Formelzeichen g verwendet wird, hat sich doch in der Praxis das Formelzeichen mA durchgesetzt. Damit lautet die Berechnungsformel:
Zur Berechnung der durchschnittlichen flächenbezogenen Masse wird zunächst der Mittelwert m der Probenmassen aus den i Einzelwerten bestimmt:
Analog ist der Mittelwert Ā der Probenflächen zu bestimmen. Das kann im Allgemeinen vermieden werden, wenn die oben erwähnte Probenstanze zur Herstellung der Proben verwendet wird, weil dann alle Proben die gleiche Fläche A = 100 cm² haben.
Zur Berechnung von g wird dann wie folgt vorgegangen:
Hinweis: Ein weiterer Vorteil der Probenstanze ist, dass die mit ihr hergestellte Proben mit A = 100 cm² die Auswertung besonders einfach macht. In diesem Falle ist nämlich der an der Analysenwaage abgelesene Wert in g multipliziert mit 100 gleich mit der flächenbezogenen Masse in g/m² . Wird zum Beispiel ein Wert von 0,85 g an der Analysenwaage abgelesen, dann ist die flächenbezogene Masse 85 g/m².
Die zweite Grundeigenschaft ist die Dicke, für deren Messung ein spezielles Messinstrument (Mikrometer) benötigt wird, dessen Eigenschaften in DIN EN ISO 534 festgelegt sind. Es besteht im Wesentlichen aus einem festen und einem beweglichen Stempel, deren geschliffene Stirnflächen genau parallel zueinander sind. Die Dicke einer zwischen den Stempeln liegenden Papierprobe wird über den Abstand der beiden Stempel definiert, wenn diese unter folgenden Bedingungen auf das Papier einwirken:
• Stempelfläche: 200 mm²
• Flächenpressung: 100 ± 10kPa
• Absenkgeschwindigkeit des beweglichen Stempels: < 3 mm/s
• Fehler der Planparallelität: < 5 μm
Das Verfahren der Dickenmessung ist in der oben genannten DIN EN ISO 534 festgelegt. In Abbildung 98 ist das Vorgehen verdeutlicht.
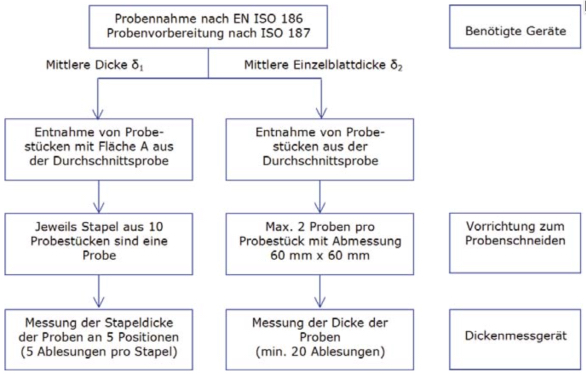
Abb. 98: Vorgehen bei der Messung der mittleren Dicke (gemessen am Stapel) und der mittleren Einzelblattdicke. Zur Auswertung der Messwertablesungen siehe Text (Quelle: Eigene Darstellung)
Die mittlere Dicke δ₁ erfolgt, indem die fünf Messwertablesungen an mindestens vier Stapeln (mindestens 5 x 4 = 20 Ablesungen) addiert werden und das Ergebnis durch die Anzahl Ablesungen geteilt wird. Der so ermittelte Mittelwert muss noch durch die Anzahl der Probestücke im Stapel – vorzugsweise 10 – geteilt werden.
Bei der mittlere Einzelblattdicke δ₂ werden die mindestens 20 Messwertablesungen addiert; das Ergebnis wird durch die Anzahl der Ablesungen geteilt.
Die gleiche Norm legt auch fest, wie die scheinbare Dichte ρ als scheinbare Stapeldichte ρ? vorzugsweise für Papier oder als scheinbare Blattdichte δ? vorzugsweise für Karton und Pappe zu bestimmen ist. Sie wird ja im Unterschied zur flächenbezogenen Masse g und der Dicke δ nicht gemessen, sondern aus diesen Größen berechnet – und zwar gilt für die scheinbare Stapeldichte ρ? mit den Formelzeichen für die flächenbezogene Masse g gemäß der Norm beziehungsweise mA gemäß der Praxis:
Und für die scheinbare Blattdichte δ?:
Wird die flächenbezogene Masse in g/m² angegeben und die Dicke in μm, ergibt sich die scheinbare Dichte in der Einheit g/cm³. Der Kehrwert der scheinbaren Dichte ist das spezifische Volumen, angegeben in der Einheit cm³/g.
Der Begriff „scheinbare Dichte“ beruht darauf, dass die Messung der Dicke, die für die Berechnung der scheinbaren Dichte benötigt wird, aus erkenntnistheoretischen Gründen problematisch ist. Die Berechnung der Dichte basiert also auf einem Messwert, von dem man nicht genau weiß, ob er „richtig“ ist. Daraus resultiert die Benennung „scheinbare Dichte“. Umgangssprachlich ist statt von „scheinbarer Dichte“ oft von „Rohdichte“ die Rede. Dieser Begriff ist aber nicht normgerecht. Er verweist auch nicht auf die Problematik der Dickenmessung.
Sehr wichtig für alle papiernen Flächengebilde ist der Feuchtegehalt beziehungsweise der Trockengehalt.
Papier hat aufgrund seines hygroskopischen Charakters in Abhängigkeit von seiner Zusammensetzung und vom Umgebungsklima bestimmte Feuchtegehalte. Der Feuchtegehalt kann von Ort zu Ort un- terschiedlich sein, sodass sich in einer Papierbahn ein Längs- und Querprofil einstellen kann. Da viele Papiereigenschaften abhängig vom Feuchtegehalt sind, ergibt sich ein entsprechendes Längs- und Quer- profil dieser Eigenschaften.
Die Prüfnorm für den Feuchtegehalt ist DIN EN 20287. Für die Bestimmung des Feuchtegehaltes werden ein Trockenschrank, eine Analysenwaage und ein Exsikkator benötigt.
Ein Exsikkator ist ein mit einem Deckel verschlossener Behälter meist aus Glas, in dem mittels Trockenmittel eine extrem trockene Luft erzeugt werden kann. Zur Befüllung des Exsikkators mit der Probe und zu ihrer Entnahme darf der Deckel jeweils nur kurz abgenommen werden.
Die Vorgehensweise bei der Bestimmung des Feuchtegehaltes beziehungsweise des Trockengehaltes in vereinfachender Weise erläutert Abbildung 99. Bei normgerechter Bestimmung der Werte müssen unbe- dingt die Besonderheiten der Probennahme und Probenvorbereitung in der DIN EN 20287 beachtet werden.
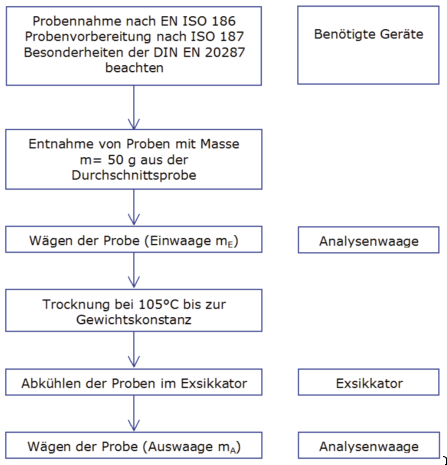
Abb. 99: Vereinfachter Ablauf der Bestimmung von Feuchte- beziehungsweise Trockengehalt. Die Auswertung ist im Text erläutert (Quelle: Eigene Darstellung)
Aus der Einwaage mE und der Auswaage mA wird nun der Feuchtegehalt in % berechnet. Die DIN EN 20187 sieht für den Feuchtegehalt kein Formelzeichen vor. Deshalb wird hier als Formelzeichen das häufig anzutreffende FG verwendet:
![]()
Der mit dem Feuchtegehalt in engem Zusammenhang stehende Trockengehalt wird nach DIN EN 20638 bestimmt, die genau genommen für die Zellstoffprüfung gedacht ist. Im Unterschied zur Bestimmung des Feuchtegehaltes beträgt hier die Einwaage mE nur etwa 10 g. Für den Trockengehalt wird in der Norm das Formelzeichen X verwendet. In der Praxis wird stattdessen allerdings häufiger TG geschrieben. Die Trockengehalt TG in % ist dann:
Schließlich zählt noch der Glührückstand (oft auch mit Aschegehalt bezeichnet) zu den Grundeigenschaften von Papier. Darunter versteht man die Menge des Rückstandes, der bei der Verbrennung einer Probe bei festgelegter Temperatur zurückbleibt. Erfasst werden also die nicht brennbaren anorganischen Inhaltsstoffe von Papier – wie zum Beispiel die Füllstoffe beziehungsweise deren Reste nach der Verbrennung bei hohen Temperaturen.
Die Prüfnorm ist die DIN 54370. Sie sieht im Verfahren A eine Glühtemperatur von 575 ° C ± 25 ° C und im Verfahren B eine Glühtemperatur von 900 ° C ± 25 ° C vor. Die Glühdauer beträgt etwa drei Stunden. Die Menge des Probenmaterials (Einwaage) richtet sich nach der erwarteten Menge an Glührückstand. Sie liegt zwischen 50 g für Glührückstände bis 0,04 % und 5 g für Glührückstände über 0,5 %.
Für die Bestimmung werden ein Glühofen sowie Probentiegel aus Keramik oder Porzellan, ein Aluminiumblock zum Abkühlen und ein Exsikkator benötigt. Die Vorgehensweise erläutert Abbildung 100.
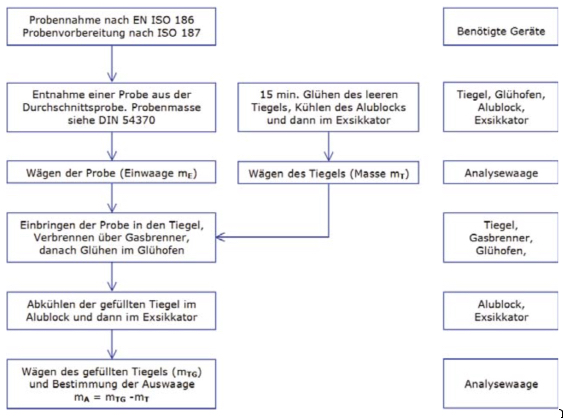
Abb. 100: Vorgehensweise bei der Bestimmung des Glührückstandes. Die Auswertung der Ergebnisse der Wägungen ist im Text erläutert (Quelle: Eigene Darstellung)
Aus der Masse der Papierprobe mE (Einwaage), der Masse des Glührückstandes mA (Auswaage) und dem Trockengehalt TG der Probe ergibt sich der Glührückstand GR in % wie folgt:
Vorsicht ist geboten, wenn aus dem Glührückstand GR nach Verfahren B (900 ° C) auf den Füllstoffgehalt FC geschlossen werden soll. Ein häufig eingesetzter Füllstoff ist Calciumcarbonat (CaCO₃). Bei Tempera- turen oberhalb von 800 ° C zerfällt CaCO₃ unter Abgabe von Kohlendioxid (CO₂) zu Calciumoxid (CaO). Da CaO leichter als CaCO₃ ist, stimmt der Glührückstand nicht mit dem Füllstoffgehalt FC überein, vielmehr ist GR > FCCaCO₃. Es ist dann ein zweiter Glühversuch nach Verfahren A (575 ° C), durchzuführen. Die mit dem Korrekturfaktor 2,29 multiplizierte Differenz der Glührückstände gibt dann den Gehalt an CaCO₃ in % an:

Wird neben CaCO₃ als weiterer Füllstoff Kaolin eingesetzt, das bei 900° C nicht zerfällt, dann bestimmt man den Kaolingehalt FCKaolin gemäß der folgenden Beziehung:

Der gesamte Füllstoffgehalt der Probe ist – sofern keine weiteren Füllstoffarten eingesetzt wurden:

- Zum Verfassen von Kommentaren bitte anmelden.
2.4.2 Kunststofffolien
Die Prüftechnik von Kunststofffolien unterscheidet sich aufgrund der unterschiedlichen Materialeigenschaften von der für Papier, Karton und Pappe. Kunststofffolien sind in der Regel nicht hygroskopisch, dafür sind viele ihrer Eigenschaften stark von der Temperatur abhängig. Folien sind nicht porös und deshalb wesentlich weniger kompressibel als Papier (kompressibel = zusammendrückbar, sich komprimieren lassend). Gemeinsam mit Papier besitzen viele Folien eine mehr oder weniger starke Abhängigkeit von Merkmalsausprägungen von der Prüfrichtung.
Selbstverständlich müssen auch bei Prüfung von Kunststofffolien die genommenen Proben sorgfältig vorbereitet werden. Zwar sind die meisten Kunststoffe gegenüber Feuchteschwankungen toleranter als Papier, konstante Luftfeuchte sollte aber dennoch angestrebt werden, und vor allem müssen Temperaturschwankungen unbedingt vermieden werden. Wichtig ist die Raumtemperatur, denn Kunststoffe verändern ihre Eigenschaften temperaturabhängig – siehe Kapitel 2.3 Eigenschaften von Kunststoffen. Lernfeld 2, Kap. 2.4. Konditionierung der Proben und deren Prüfung müssen unter konstanten Temperaturbedingungen durchgeführt werden.
Anders als beim kompressiblen Papier braucht die Dicke von Folien nicht so exakt durch die Merkmale des Prüfinstrumentes definiert zu werden. Ihre sehr viel geringere Kompressibilität erlaubt auch das Erfassen der Dicke mit ganz anders geformten Dickentastern, zum Beispiel solche mit punktförmigen Auflageflächen.
Die Prüfnorm ist DIN 53370. Sie unterscheidet zwischen Verfahren P und Verfahren F:
Verfahren P:
• Messfläche 1: plan, Durchmesser > 5 mm
• Messfläche 2: Kugelkalotte, Krümmungsradius etwa 40mm
• Anpresskraft: 0,1 – 0,5 N
Verfahren F:
• Messflächenplan, Durchmesser 8 – 16mm
• Anpressdruck: 10 – 100 kPa

Abb. 101: Dickenmessung von Folien. Messgeometrien (Verfahren F) in Abhängigkeit von der zu prüfenden Materialart nach DIN 53370 (Quelle: Eigene Darstellung)
Die flächenbezogene Masse spielt bei Kunststofffolien im Allgemeinen keine Rolle. Sie wird meist auch nicht spezifiziert. Ihre Bestimmung ist auch sehr schwierig, weil die Herstellung einer Probe bestimmter Fläche ohne Veränderung der Probendicke insbesondere bei dünnen und sehr dehnfähigen Folien kaum möglich ist.
Auch die Dichte von Folien spielt im Allgemeinen keine Rolle – sie wird in der Regel auch nicht spezifiziert. Im Gegensatz zum Papier kann sie direkt gemessen werden. Spezielle Messanordnungen dafür sind das Pyknometer oder die Nutzung der Auftriebsmethode (Mohr’sche Waage). Beide Methoden eignen sich aber nicht für die industrielle Praxis in einem Folien verarbeitenden Betrieb.
Welche weiteren Eigenschaften von Folien wichtig sind, richtet sich nach dem jeweiligen Verwendungszweck. Es können Festigkeitseigenschaften im Vordergrund stehen, jedoch auch thermische und optische Eigenschaften. Es würde den Rahmen sprengen, diese vielen Eigenschaften und ihre Messmöglichkeiten an dieser Stelle zu behandeln.
- Zum Verfassen von Kommentaren bitte anmelden.
2.5 Formate, Bogen- und Rollenmaße - 2.5.1 Rollenmaße
Standardisierte Festlegungen bezüglich der Breiten von Papier- und Kartonrollen gibt es nicht. Dazu ist die Vielfalt der Druck- und Verarbeitungsmaschinen, die von der Rolle arbeiten, viel zu groß. Wichtiger sind deshalb die zulässigen Toleranzen von Rollenmaßen. Für Druckpapiere sind diese in DIN 19306-1 definiert.
Danach darf die Rollenbreite um ± 0,5 % vom Sollwert abweichen. Ist dieser Wert kleiner als ± 2 mm, dann muss ± 2 mm akzeptiert werden. Die Toleranz darf ± 3 mm nicht überschreiten.
Bei einer Rolle mit der Sollbreite 1.000 mm würde die relative Toleranz ± 0,5 % der absoluten Toleranz von ± 5 mm entsprechen. Dieses Toleranzfeld darf aber nicht ausgenutzt werden, weil der obere Grenzwert von ± 3 mm nicht überschritten werden darf.
Die Toleranzen für Rollendurchmesser können, müssen aber nicht definiert werden. Möglich ist es, den Mindestdurchmesser, den Höchstdurchmesser oder beides festzulegen und in der Bestellung zu spezi- fizieren.
Aus dem Rollendurchmesser kann die Länge L der aufgewickelten Bahn überschlägig berechnet werden. Wenn D der Rollendurchmesser und Di der Wickelkerndurchmesser sowie s die Materialdicke ist, gilt

- Zum Verfassen von Kommentaren bitte anmelden.
2.5.2 Formate und Bogenmaße
Unter einem Format versteht man nach DIN 6730 die Größe eines Blattes oder Bogens eines Papiers oder Kartons, die in den Maßen Breite x Länge angegeben wird, wobei die Breite stets das kleinere Maß ist (DIN 6730 (06/2000): Papier und Pappe, Begriffe). Die Maße werden in mm angegeben – und zwar stets so, dass das zweite Maß parallel zur Maschinenrichtung MD des Papiers liegt (vergleiche Abbildung 102).

Abb. 102: Festlegung der Angabe von Bogenabmessungen nach DIN 19306-1. Erläuterungen im Text
(Quelle: Eigene Darstellung)
Formate, deren größeres Maß senkrecht zur Maschinenrichtung MD liegt (oberes Beispiel in Abb. 102), bezeichnet man auch als Breitbahn-Formate. Liegt dagegen das größere Maß parallel zur Maschinen- richtung (Beispiel in Abb.102), spricht man vom Schmalbahn-Format.
Grundlage für die Festlegung von Papierformaten ist die DIN EN ISO 216 (DIN EN ISO 216 (10/2001): Schreibpapier und bestimmte Gruppen von Drucksachen, Endformate A- und B-Reihen). Ausgangspunkt ist das Format A0 mit einer Fläche von 1 m² und einem Verhältnis von Breite zu Länge von 1:√2. Das nächstkleinere Format ergibt sich dann aus der Halbierung der längeren Seite des größeren Formats unter Beibehaltung der kürzeren Seite. Den A-Reihen sind die B- und in DIN 476-2 die C-Reihen zugeordnet (DIN 476-2 (02/1991): Papier-Endformate, C-Reihe). Diese Formate gelten für Papiererzeugnisse, die zur Unterbringung von Produkten im A-Format bestimmt sind (zum Beispiel Briefumschläge, Briefmappen, Aktendeckel usw.). Die Formate mit ihren Abmessungen sind in Abbildung 103 aufgeführt.
Die Maße von Rohformaten (das sind die Maße von Papierbögen, deren Größe die Gewinnung des erforderlichen beschnittenen Formates ermöglicht) sind in DIN EN 6441 festgelegt (DIN EN 644 (04/1999): Papier, Rohformate). Für den Begriff Rohformat ist auch der Begriff „Bruttoformat“ geläufig. Das beschnittene Format ist dann das Nettoformat.
Die normgerechten Bogengrößen sind in den Abbildungen 104 und 105 aufgeführt.

Abb. 103: Maße der A- und B-Reihe nach EN ISO 216 und der C-Reihe nach DIN 476-2
(Quelle: Eigene Darstellung)

Abb. 104: Maße der Grundreihe in mm nach DIN EN 644
(Quelle: Eigene Darstellung)

Abb. 105: Maße der Ergänzungsreihe in mm nach DIN EN 644
(Quelle: Eigene Darstellung)
Im Bogendruck sind die in Abbildung 106 zusammengestellten Formatklassen zur Einteilung und Klassifizierung von Druckmaschinen üblich. Die Formatklasse kennzeichnet das größte mit der jeweiligen Druckmaschine bedruckbare Format.

Abbildung 106: Formatklassen von Bogen-Druckmaschinen (Quelle: Eigene Darstellung)
Die Formatklasse 6 (Bogenformat 1.000 x 1.400 mm) erlaubt somit die Bedruckung von Bögen im Format RA0, deren Größe laut Abb. 104 860 mm x 1.220 mm beträgt. Der anhaltende Trend zu großen Formaten hat in jüngster Zeit zur Entwicklung von Druckmaschinen für Bogengrößen jenseits der Formatklasse 7 geführt. Diese mit XXL- oder XXL-Plus bezeichneten Formatklassen umfassen Bogenformate bis zu 1.510 mm x 2.050 mm.
Aussagen zu den Toleranzen von Bogenabmessungen lassen sich DIN 19306-1 entnehmen. Bei Rohformaten (Bruttoformaten) dürfen die relativen Formatabweichungen ± 0,2 % betragen, beim Nettoformat sind es ± 0,15 %. Wenn 0,2 % weniger als 2,5 mm ergibt, dann muss das nach der Norm 2,5 mm akzeptiert werden (im Falle des Nettoformats sind es 1,5 mm).
Bei Formatpapieren ist die Rechtwinkligkeit ein wichtiges Kriterium. Bei Nettoformaten darf die Abweichung von der Rechtwinkligkeit nicht größer als ± 0,2 % sein, wobei die zu akzeptierende Abweichung ± 1 mm betragen darf.
- Zum Verfassen von Kommentaren bitte anmelden.
2.6 Recycling, Entsorgung, Umweltschutz und Nachhaltigkeit - 2.6.1 Ökologische Nachhaltigkeit
Zertifizierungen, Recycling und die im internationalen Vergleich überdurchschnittliche Nutzung von Sekundärfasern – das sind Beispiele für das Umweltbewusstsein der deutschen Papierindustrie. In diesem Kapitel erfahren Sie mehr über die Nachhaltigkeit, mit der hier gewirtschaftet wird. Hier finden Sie auch Informationen über das staatliche Regelwerk – insbesondere die Verpackungsverordnung.
In Deutschland stellt die Politik der Kreislaufwirtschaft höchste Anforderungen an das Recycling wertvoller Rohstoffe. Verpackungen aus Papier, Karton, Pappe und Folien folgen den ökologischen Leitgedanken der Nachhaltigkeit, der Ressourcenschonung und der Kreislaufführung. Das sind heute wichtige Maßstäbe für Packmittel herstellende Betriebe.
Papier, Karton und Pappe basieren auf erneuerbaren Rohstoffen. Entweder sind dies Primärfasern aus nachwachsendem Holz (sogenanntes Bruch- oder Durchforstungsholz, vorwiegend aus deutschen Wäldern, das bei der notwendigen Waldpflege anfällt und in der Forst- und Holzwirtschaft zu entsorgen ist) oder es sind Sekundärfasern aus wiederverwertetem Altpapier.
Holz ist ein wertvoller Rohstoff für die stoffliche Nutzung, weil gegenüber der thermischen Nutzung (Verbrennung zur Energiegewinnung) eine höhere Wertschöpfung erzielt wird und mehr Arbeitsplätze gesi- chert werden.
Der Holzbedarf der deutschen Zellstoff- und Papierindustrie kann weitestgehend im Inland gedeckt werden. Trotz steigender Nachfrage nach Holz (vor allem zur Energiegewinnung) ist in Deutschland eine Zunahme der Netto-Waldfläche festzustellen.
Die deutsche Papierindustrie kann für die von ihr eingesetzten Primärfaserstoffe eindeutige Herkunftsnachweise erbringen. Sie dokumentiert damit ihren weltweiten Einsatz gegen illegalen Holzeinschlag. Zertifizierungssysteme wie FSC oder PEFC belegen dies. FSC steht für Forest Stewardship Council (engl. stewardship‚ Verantwortung, Verwalteramt). Das FSC-System zur Zertifizierung von Forstwirtschaft wurde gegründet zur Sicherung der nachhaltigen Waldnutzung. PEFC steht für Programme for the Endorsement of Forest Certification Schemes. Diese unabhängige Organisation arbeitet für die Sicherstellung und Verbesserung einer nachhaltigen Waldbewirtschaftung nach ökologischen, sozialen und ökonomischen Standards.

Abb. 107: Logos von FSC und PEFC (Quelle: FSC (fsc.org); PEFC (pefc.org))
Beim Einsatz von Altpapier nimmt die deutsche Papierindustrie im internationalen Vergleich eine Spitzenstellung ein. Jährlich werden in Deutschland rund 16 Millionen Tonnen Altpapier in der Papier- und Kartonindustrie wieder als Rohstoff eingesetzt.

Abb. 108: Entwicklung des Altpapier-Einsatzes bei der Papierherstellung in Prozent der Papiererzeugung (Quelle: Verband Deutscher Papierfabriken, VDP)
Papier, Karton und Pappe für Verpackungszwecke werden bis zu 100 Prozent aus Altpapier hergestellt, nach Gebrauch ebenfalls dem Altpapier zugeführt und stofflich wiederverwertet (Recycling). Verpackungen aus Papier, Karton und Pappe durchlaufen somit einen nahezu geschlossenen Materialkreislauf.

Abb. 109: Entwicklung der Altpapier-Einsatzquote bei Verpackungen aus Papier, Karton und Pappe seit Inkrafttreten der Verpackungsverordnung 1991 (Quelle: Verband Deutscher Papierfabriken, VDP)
Das Recycling trägt in erheblichem Umfang zur Nachhaltigkeit des Papierkreislaufs bei. Durch die Wiederverwertung der aufbereiteten Rohstoffe wird der Verbrauch an Energie, Holzfasern sowie der Aufwand zur Abwasseraufbereitung insgesamt verringert. Der große Erfolg des Altpapierrecyclings in Deutschland ist nur durch ein über Jahrzehnte bewährtes System der flächendeckenden und qualitativ hochwertigen Getrennterfassung des Altpapiers ermöglicht worden.
In der Papierverarbeitung werden energieschonende und materialsparende Produktionstechnologien eingesetzt. Die Herstellungsprozesse unterliegen der kontinuierlichen Verbesserung unter Effizienz- und Umweltaspekten. Die überwiegende Mehrzahl der Betriebe der Papierverarbeitung wird nach anspruchsvollen Qualitäts-, Umwelt- und Hygienestandards zertifiziert.
Bei der Herstellung von Papier- und Pappewaren werden seit langem Maßnahmen zur Abluftreinigung, Lösemittelrückgewinnung, Reduzierung des Farbeinsatzes bzw. zur Verwertung von Farbresten umgesetzt, die zur Begrenzung von Schadstoffemissionen und Wasserbelastungen beitragen.
- Zum Verfassen von Kommentaren bitte anmelden.
2.6.2 Entsorgung und Recycling
Seit 1991 gilt in Deutschland die Verpackungsverordnung, die die Rücknahme und Wiederverwertung gebrauchter Verpackungen regelt. Die Verordnung bezweckt, die Auswirkungen von Abfällen aus Verpackungen auf die Umwelt zu vermeiden oder zu verringern. Wiederverwendung und stoffliche Wiederverwertung (Recycling) haben dabei Vorrang vor der Beseitigung von Verpackungsabfällen.
Der Verpackungswirtschaft wurde mit der Verpackungsverordnung als erstem Industriezweig die „neue Produktverantwortung“ in der Kreislaufwirtschaft auferlegt. Danach sind die Inverkehrbringer von Verpackungen (Packstoffhersteller, Packmittelhersteller, Abfüller und Handel) für den gesamten „Lebensweg“ der Verpackung, also auch für die Entsorgung und Wiederverwertung nach deren Gebrauch, verantwortlich.
Seit 1994 gilt europaweit die EU-Verpackungsrichtlinie, die entsprechende Recycling-Vorgaben für gebrauchte Verpackungen in allen EU- Mitgliedsländern vorschreibt.
Die Verpackungsverordnung wurde seit ihrem Inkrafttreten 1991 insgesamt fünfmal novelliert. Laut der 5. Novelle gilt die Verpackungsverordnung für alle in Verkehr gebrachten Verpackungen, unabhängig von den Materialien, aus denen sie bestehen. Bei den Vorschriften unterscheidet die Verpackungsverordnung zwischen
• Verkaufsverpackungen
• Umverpackungen
• Serviceverpackungen
• Verpackungen des Versandhandels
• Transportverpackungen
• Verpackungen für schadstoffhaltige Füllgüter
Als Verkaufsverpackungen gelten Verpackungen, die als eine Verkaufseinheit angeboten werden und beim Endverbraucher anfallen. Wichtigstes Kriterium ist also der Anfall der Verpackung beim Endverbraucher, der die Ware aus der Verkaufsverpackung auspackt. „Typische“ Verkaufsverpackungen sind demzufolge beispielsweise Primärverpackungen für Lebensmittel, Kosmetika, Spielwaren etc., aber auch Verpackungen für Güter wie Möbel, Fenster, Baustoffe und Elektrogeräte. Zu den Verkaufsverpackungen zählen auch Getränkekartonverpackungen (Verbundverpackungen), die aber als „ökologisch vorteilhafte Verpackungen“ nicht der Pfandflicht für Einweg-Getränkeverpackungen unterliegen.
Nach der 5. Novelle müssen alle Verpackungen, die zu privaten Endverbrauchern gelangen, bei dualen Systemen lizenziert werden („Beteiligungspflicht“). Damit sollen Wettbewerbsverzerrungen beseitigt und die haushaltsnahe Sammlung gebrauchter Verkaufsverpackungen durch die dualen Systeme dauerhaft gesichert werden.
Die Verpackungsverordnung schreibt folgende Recycling-Quoten für Verkaufsverpackungen vor:
• Glas 75%
• Weißblech 70%
• Papier, Karton, Pappe 70%
• Aluminium 60%
• Verbunde 60%
Als Umverpackungen gelten zusätzliche Verpackungen zu den Verkaufsverpackungen, wie zum Beispiel Faltschachteln, in denen Zahnpastatuben oder Fischdosen eingepackt sind. Umverpackungen können an der Verkaufsstelle zurückgelassen werden, worauf die Kunden hinzuweisen sind. Nimmt der Kunde dagegen die Umverpackung beim Kauf mit, gelten sie als Verkaufsverpackungen.
Serviceverpackungen sind Verkaufsverpackungen des Handels, der Gastronomie und anderer Dienstleister, die die Übergabe von Waren an die Endverbraucher ermöglichen sowie Einweggeschirr. Beispiele für Serviceverpackungen aus Papier, Karton und Pappe sind Bäckertüten, Pizzaschachteln (aus der Pizzeria), Tortenschachteln (aus der Konditorei), Pappschalen und -becher.
Für die Serviceverpackungen gelten grundsätzlich die gleichen Pflichten wie für Verkaufsverpackungen – allerdings kann die Beteiligungspflicht an einem dualen System von den Letztvertreibern (Bäcker, Metzger, Imbissbuden etc.) auf die Verpackungshersteller oder die Vorvertreiber (zum Beispiel der Papiergroßhandel) übertragen werden.
Internet- und Versandhandels-Verpackungen sind zwar Verkaufsverpackungen und wie diese zu behandeln, aber keine Serviceverpackungen. Das bedeutet, dass die Pflichten beim Versandhändler liegen und nicht auf den Verpackungshersteller zurücküberwälzt werden können. Briefumschläge, Versandtaschen und Pakete, die von privaten Internetverkäufern verwendet werden, gelten hingegen nicht als Verkaufsver- packungen.
Für Transportverpackungen gelten die Beteiligungspflichten an einem dualen System nicht. Transportverpackungen – das sind zum Beispiel Wellpappe-Kisten, Kartonagen und andere Verpackungen aus Papier, Karton, Pappe oder Kunststoff, die für Warenlieferungen an den Handel oder für Zulieferungen in die Industrie eingesetzt und dort auch ausgepackt werden. Die Hersteller und Vertreiber von Transportverpackungen sind aber verpflichtet, diese nach Gebrauch zurückzunehmen und einer erneuten Verwendung oder einer stofflichen Verwertung zuzuführen, soweit dies technisch möglich und wirtschaftlich zumutbar ist. Diese Pflicht gilt auch für die von den Verpackungsherstellern selbst eingesetzten Transportverpackungen – dazu gehören Paletten, Folien oder Umreifungsbänder.
Bereits 1991 hat die deutsche Wellpappen-Industrie die RESY Organisation für Wertstoffentsorgung GmbH gegründet. RESY garantiert die gesamthafte Entsorgung und stoffliche Wiederverwertung aller mit dem RESY-Symbol gekennzeichneten Transport- und Umverpackungen aus Papier, Karton und Pappe. Mit Aufbringen des RESY-Symbols werden die Vorgaben der Verpackungsverordnung für Transportverpackungen erfüllt.

Abb. 110: Das RESY-Siegel der deutschen Wellpappen-Industrie bürgt für die gesamthafte Entsorgung und stoffliche Wiederverwertung aller Transport- und Umverpackungen aus Papier, Karton und Pappe, die mit diesem Symbol gekennzeichnet sind (Quelle: RESY, resy.de)
Für Verpackungen für schadstoffhaltige Füllgüter gelten Sonderregelungen: Danach sind die Hersteller und Vertreiber der Schadstoffverpackungen verpflichtet, deren unentgeltliche Rückgabe durch den Endverbraucher zu ermöglichen. Diese kostenlose Rückgabe muss in zumutbarer Entfernung möglich sein, es gelten entsprechende Hinweispflichten (auch im Versandhandel). Die zurückgenommenen Verpackungen sind einer erneuten Verwendung oder einer Verwertung zuzuführen, soweit dies technisch möglich und wirtschaftlich zumutbar ist.
- Zum Verfassen von Kommentaren bitte anmelden.
2.6.3 Umweltschutzvorschriften
Für den Umweltschutz gibt es in Deutschland und auf europäischer Ebene viele Rechtsvorschriften, die sich je nach Rang der entsprechenden Regelung folgendermaßen zuordnen lassen:
• Gesetze: Grundlagen für Rechtsverordnungen und Verwaltungsvorschriften – zum Beispiel:
° Kreislaufwirtschaftsgesetz (KrWG)
° Bundesimmissionsschutzgesetz (BImSchG)
° Wasserhaushaltsgesetz (WHG)
• Rechtsverordnungen: Konkretisierung der Gesetze als verbindliches Recht – zum Beispiel:
° Verpackungsverordnung (VerpackungsV)
° Bundesimmissionsschutzverordnungen (BImSchV)
° EU-Reach-Verordnung
• Verwaltungsvorschriften: Detailregelungen zur behördlichen Durchführung der Gesetze und Rechtsverordnungen – zum Beispiel:
° Technische Anleitung Luft (TA Luft)
° Technische Anleitung Siedlungsabfall (TA Siedlungsabfall)
• Empfehlungen: kein verbindliches Recht – zum Beispiel
° BfR-Empfehlung XXXVI für Papiere, Kartons und Pappen für den Lebensmittelkontakt
- Zum Verfassen von Kommentaren bitte anmelden.
LF 3: Standardisierte Packmittel herstellen
- Zum Verfassen von Kommentaren bitte anmelden.
3.1 Zeichnungen & Skizzen
Dieses Kapitel befasst sich grundsätzlich mit allem, was Packmitteltechnologen über die Herstellung standardisierter Verpackungsmittel wissen müssen. Sie lernen hier, wie man Skizzen und Zeichnungen erstellt und liest. Sie erfahren mehr über Kataloge mit Normen, die die Vielfalt der Verpackungen ordnen, und wissen zum Schluss dieses Kapitels, wie man ECMA- und FEFCO-Codes interpretiert und warum sie nützlich sind. Sie erfahren auch mehr über den Bau von Handmustern. Diese sind auch im Zeitalter des computer-aided-designs, der computergestützten Konstruktion von Verpackungen, wichtig, damit sich zum Beispiel Kunden vorstellen können, wie eine Verpackung aussehen wird. Sie erfahren hier mehr über Faltschachteln aus Karton, Vollpappe und Wellpappe sowie Säcke, Beutel und Briefhüllen. Hier geht es zum Beispiel um die Auswahl standardisierter Zuschnitte nach den bereits erwähnten Katalogen, um die Zuschnitt-, Nutzen- und Abfallberechnung in der Produktion sowie Gestaltungsgrundsätze für Verpackungen.
- Zum Verfassen von Kommentaren bitte anmelden.
3.1.1 Skizzen und packmittelspezifische Zeichnungen erstellen, technische Zeichnungen lesen (Karton und Vollpappe)
Die Machart von Verpackungen ist sehr vielfältig – und der Kreativität sind kaum Grenzen gesetzt. Neben den Standardlösungen gibt es viele Sonderkonstruktionen. Bei Sonderkonstruktionen brauchen alle Beteiligten auf jeden Fall ein Handmuster. In modernen Fertigungsbetrieben können heute Standardverpackungen problemlos ohne Entwicklung und ohne vorheriges Erstellen von Handmustern in die Produktion gehen, da alle Parameter einer Standardverpackung international festgeschrieben sind.
Sonderkonstruktionen sind dagegen frei entwickelte Verpackungen, die gesondert behandelt werden müssen. Der Kunde möchte in der Regel ein Muster sehen, das vor Produktionsbeginn auch von ihm freigegeben werden muss. Der Sachbearbeiter, der Kalkulator, aber auch der Mitarbeiter in der Produktion benötigt bei Sonderkonstruktionen für seinen Produktionsschritt ein Handmuster, um die Besonderheiten und Vorgaben erkennen zu können.
Im folgenden Kapitel beschäftigen wir uns mit den Grundlagen zur Erstellung und zum Lesen von packmittelspezifischen Zeichnungen.
Die Maßangaben und Definitionen sind international festgelegt und beziehen sich in diesem Kapitel auf Verpackungen aus Karton.

Abb. 111: Vorgabe zur Abstandsmessung. Wir messen von Mitte zu Mitte der Rilllinie auf der Rückseite des offenen flachliegenden Zuschnitts. Unter „Zuschnitt“ versteht man eine ungeklebte flachliegende Faltschachtel. (Quelle: Eigene Darstellung)
Gemessen wird von Mitte Rilllinie bis Mitte Rilllinie bzw. Schnittkante. Das Maß Mitte Rilllinie bis Mitte Rilllinie ist auch als Innenmaß zu verstehen.
Ein genaues Messen ist nur von der Rückseite am flachliegenden Zuschnitt möglich. Die Aussage „Rillmaß gleich Innenmaß“ ergibt sich aus der geringen Materialdicke des Faltschachtelkartons. In der Praxis müssen natürlich Zugaben eingerechnet werden, um ein problemloses Konfektionieren zu gewährleisten (Konfektionieren = Aufrichten, Befüllen und Verschließen einer Verpackung).

Abb. 112: Vorgabe zur Abstandsmessung (Quelle: Eigene Darstellung)
Die Maße einer Faltschachtel werden immer in der Reihenfolge
A x B x H
angegeben.
„A“ entspricht der „Länge“ des Körpers
„B“ entspricht der „Breite“ des Körpers
„H“ entspricht der „Höhe“ des Körpers
Mit folgenden Beispielen wollen wir die Maßangaben bei verschiedenen Grundkonstruktionen nochmals vertiefen. Grundkonstruktionen sind die Faltschachtel, die Klappdeckelschachtel sowie die Stülpdeckelschachtel.
Faltschachtel
Bei Faltschachteln verläuft das Maß „A“ immer parallel zur Anlenkung (Drehachse) des Deckels. Das andere Maß an der Grundfläche entspricht dem Maß „B“. Das Maß „A“ ist immer parallel zur Anlenkung des Deckels, auch wenn „B“ größer „A“ ist.

Abb. 113: Standard-Faltschachtel. Bei einer Standard-Faltschachtel ist die Öffnung an der kleinsten Fläche des Körpers. (Quelle: Eigene Darstellung)

Abb. 114: Klappdeckelschachtel. Bei einer Klappdeckelschachtel ist die Öffnung an der größten Fläche des Körpers. (Quelle: Eigene Darstellung)
Auch wenn der Deckel an der kürzeren Seite der Faltschachtel angelenkt ist, wird diese Strecke als „A“ gekennzeichnet. Bei Faltschachteln ohne Deckelverschluss wird das längste Maß an der Grundfläche mit „A“ gekennzeichnet.
Stülpschachtel, Tray
Bei einer Stülpschachtel oder einem Tray steht das Maß „A“ für die längste Seite der Grundfläche. Das Maß „B“ ist das andere Maß an der Grundfläche. Ein Tray kann ein rechteckiger oder U-förmiger Zuschnitt (Tray Zuschnitt) oder jede andere oben offene Konstruktion sein. Die Definition der AxBxH-Maße ändert sich dadurch nicht.
Das Maß „H“ bestimmt die vertikale Strecke zwischen der Grundfläche und der offenen Seite des Körpers.

Abb. 115: Tray – Zuschnitt (Quelle: Eigene Darstellung)

Abb. 116: Tray – U-förmiger Zuschnitt (Quelle: Eigene Darstellung)

Abb. 117: Stülpschachtel – Deckel (Quelle: Eigene Darstellung)

Abb. 118: Tray oder Stülpschachtel – Boden (Quelle: Eigene Darstellung)
Eine Stülpschachtel besteht immer aus einem Bodenteil und einem Deckelteil (gestülpt).
Ein Tray steht für sich alleine, mit einem Deckel wird daraus eine Stülpschachtel oder zusammen mit einer Hülse eine Schiebeschachtel. Bei der Definition der A/B/H- Maße einer Schiebeschachtel wird jedes Schachtelteil für sich definiert. Ein Schieber entspricht einer Stülpschachtel oder Tray. Eine Hülse entspricht einer Standard-Faltschachtel.

Abb. 119: Tray (Quelle: Eigene Darstellung)

Abb. 120: Stülpschachtel (Quelle: Eigene Darstellung)

Abb. 121: Schiebeschachtel (Quelle: Eigene Darstellung)
Wir fassen zusammen: Bei Standardschachteln wie Faltschachteln, Stülpschachteln, Trays und Schiebeschachteln gibt es klar definierte Vorgaben zur Bestimmung der A/B/H-Maße.
Bei Sonderkonstruktionen wie Mehreckschachteln, konischen Schachteln oder Mehrstückverpackungen (Sixpack) ist eine Abstimmung über die A/B/H-Maße mit dem Kunden notwendig.
Bevor wir uns der Konstruktion einer Faltschachtel zuwenden, müssen wir uns noch den Einfluss der Faserlaufrichtung (siehe Lernfeld 2) auf die Konstruktion anschauen. Bedingt durch den Produktionsprozess hat Karton eine stabile und eine flexible Seite. Man spricht dabei von der Biegesteifigkeit. Diese muss bei der Konstruktion von Verpackungen berücksichtigt werden. Die Biegesteifigkeit in Faserrichtung kann um ein Vielfaches größer sein als quer zur Faserrichtung. Das Verhältnis kann hier von
2 : 1 bis 5 : 1
reichen. Das bedeutet: Die Biegesteifigkeit quer zur Faserlaufrichtung erreicht im ungünstigsten Fall nur ein Fünftel jener Biegesteifigkeit, die das Material parallel zur Faserlaufrichtung aufweist.
Der Biegesteifigkeitswert des Kartons bestimmt neben der Konstruktionsart und der flächenbezogenen Masse (im Betriebsalltag auch „Grammatur“ genannt) des Materials, wie viel Stauchdruck die Verpackung aushält.

Abb. 122: Biegesteifigkeit eines Kartonbogens (Quelle: Eigene Darstellung)

Abb. 123: Stauchdruck auf einen Körper (Quelle: Eigene Darstellung)
Wir fassen zusammen: Karton hat parallel und quer zur Faserlaufrichtung unterschiedliche Werte in der Biegesteifigkeit. Parallel zur Faserlaufrichtung ist die Biegesteifigkeit immer geringer. Je nach Anforderung des zu verpackenden Produkts muss dieser Umstand berücksichtigt werden. Ist die Verpackung einem hohen Stapeldruck ausgesetzt, könnte die Faserrichtung danach ausgerichtet werden. Merke: quer zur Faserlaufrichtung hoher Biegesteifigkeitswert – parallel zur Faserlaufrichtung niedrigerer Biegesteifigkeitswert.
Im Folgenden geht es um die Zuschnittsberechnung. Vor dem Konstruieren müssen die A/B/H-Maße der Verpackung ermittelt werden. Über die Zuschnittsberechnung kann dann das offene Maß der Verpackung errechnet werden. Am folgenden Beispiel werden die einzelnen Schritte dazu erläutert. Die Ausarbeitung erfolgt ohne CAD-Unterstützung.
In unserem Fall soll eine Verpackung für einen Taschenrechner mit den Maßen 65,00 mm x 11,00 mm x 128,00 mm konstruiert werden. Als Konstruktion wählen wir in diesem Beispiel eine Faltschachtel mit volldeckenden verklebten Laschen. Zur Bestimmung der A/B/H-Maße müssen zu den Maßen des Produktes noch die technisch notwendigen Zugaben hinzugefügt werden. Nettomaß des Produkts plus technisch bedingte Zugaben ergibt das Rillmaß.
In unserem Beispiel:
Maß A= 65,00 mm + 2,00 mm = 67,00 mm
Maß B = 11,00 mm + 2,00 mm = 13,00 mm
Maß H = 128,00 mm + 2,00 mm = 130,00 mm
Je nach Produkt oder Vorgaben bei der automatisierten Konfektionierung können auch andere Zugaben erforderlich sein. Die hier genannten Maße sind zufällig ausgesucht, um das Verfahren grundsätzlich zu verdeutlichen. Im Regelfall werden den Maßen des Produktes 2 mm Maßzugabe hinzu addiert, damit das Produkt leicht in die Schachtel gleiten kann. Diese Zugaben können im Einzelfall variieren.
ECMA A10.10.03.03.A
Die European Carton Makers Association (ECMA) veröffentlichte den ECMA-Code. Mit diesem lassen sich fast alle Zuschnitte und Faltschachteln beschreiben.
Definition:
A = Gruppe A rechteckig mit Längsnahtklebung
10 = Verschlusssystem volldeckend (Boden)
10 = Verschlusssystem volldeckend (Deckel)
03 = 3. Lasche – zählend von der Klebelasche, ist die zuletzt schließende Lasche (Boden)
03 = 3. Lasche – zählend von der Klebelasche, ist die zuletzt schließende Lasche (Deckel)
A = automatisiertes Aufrichten

Abb. 124: Faltschachtel mit volldeckenden verklebten Laschen (Quelle: Eigene Darstellung)
Um das offene Maß zu ermitteln, werden die einzelnen Strecken an der flachliegenden Faltschachtel in „x“ und „y“ Richtung (x/y-Achse) addiert. Hierbei sind auch die Versatzmaße zu berücksichtigen (Versatzmaß = Abstand zwischen Seitenlasche und Decklasche – siehe auch Abb. 125).
Das offene Format wird auch als „L1“ und „L2“ bezeichnet. „L1“ ist identisch mit der „x-Achse“ und „L2“ ist identisch mit der „y-Achse“.

Abb. 125: Skizze offener Zuschnitt. Die Buchstaben in der Ausrechnung stehen für die Flächenbezeichnungen C = Klebelasche, A = Breite, B = Tiefe, H = Höhe, B-x = Breite – Versatz, e = Decklasche, x = Versatz (Quelle: Eigene Darstellung)
Beispiel für die Ausrechnung eines offenen Maßes
Siehe auch unser Beispiel auf Seite 141. Zahlen sind zufällig ausgewählt, um die Methode zu verdeutlichen.
| e = 11,50 | 11,00 C | |
| x = 0,50 | 67,00 A | |
| H = 130,00 | X | 13,00 B |
| x = 0,50 | 67,00 A | |
| e = 11,50 | 12,50 B-x | |
| 154,00 | X | 170,50 |
Nach Addition der einzelnen Strecken in unserer Konstruktion erhalten wir ein offenes Maß von 154,00 mm x 170,50 mm.
Im nächsten Schritt ist nun noch die Faserlaufrichtung unserer Konstruktion zu bestimmen. Für die Kennzeichnung der Faserlaufrichtung gilt folgende Regelung: Jeweils das Formatmaß, das quer zur Laufrichtung der Kartonbahn liegt, wird unterstrichen und damit definiert, ob es sich um eine Schmalbahn oder eine Breitbahn handelt.
Schmalbahn (SB): Laufrichtung parallel zur langen Seite. Der Bogen wurde aus der schmalen Seite der Papierbahn geschnitten.
Breitbahn (BB): Laufrichtung parallel zur kurzen Seite. Der Bogen wurde aus der breiten Seite der Papierbahn geschnitten.
Die folgende Grafik zeigt die Anordnung von Schmalbahnen (SB) und Breitbahnen (BB).

Abb. 126: Schmalbahn/Breitbahn. Erläuterung zum Buchstaben M: Das „M“ markiert das Maß, das in Maschinenrichtung liegt. (Quelle: Eigene Darstellung)
Die Faserrichtung kann, wie Abbildung 126 verdeutlicht, auf unterschiedliche Art gekennzeichnet werden. Möglichkeiten sind hier:
<-Faserlauf->
Faserlauf parallel zum Schriftzug und den Pfeilen
Beispiel 70 M x 100
Faserlauf parallel zu 70 M
Beispiel 70 x 100
Faserlauf quer zu 100
M = Maschinenrichtung.
Wir fassen zusammen: Die Faserrichtung kann auf unterschiedliche Art und Weise gekennzeichnet werden. In der Faltschachtelbranche wird im Bogenformat überwiegend mit „SB“ und „BB“ (Schmal-, Breit- bahn) oder mit der Unterstreichung einer Zahl gekennzeichnet. Beim Einzelnutzen ist die Kennzeichnung mit „<-Faserlauf->“ üblich.

Abb. 127: Längs-/Querfaser (Quelle: Eigene Darstellung)
Nachfolgend betrachten wir die Gesichtspunkte, die bei einer Konstruktion für die jeweilige Faserrichtung sprechen. Bei Faltschachteln sind das die Querfaser und die Längsfaser.
Gesichtspunkte, die für eine Querfaser sprechen:
- Die flachliegende Faltschachtel lässt sich leichter aufrichten.
- Es entstehen formschönere Schachteln – Das heißt: die Wölbung des Schachtelkörpers ist geringer!
- Es entstehen so formstabile Schachteln.
- Die Gefahr von Schiefklebung ist gering.
- Die Störanfälligkeit in der Produktion ist gering.
Pro Querfaser! Bei hoher Produktionsleistung (Kleben) und hoher Taktzahl bei der automatisierten Konfektionierung ist die Querfaser vorzuziehen.
Gesichtspunkte, die für eine Längsfaser sprechen:
1. hohe Steifigkeit beim Einstecken der Einstecklasche
2. geringe Wölbung der Decklasche,
3. formstabile Schachtel bei hohem Stapeldruck.
Bei Faltschachteln mit einem ungünstigen Seitenverhältnis – B größer A (Deckel an der schmalen Seite der Faltschachtel) kann die Längsfaser von Vorteil sein. Quer oder längs? Trotz der Pros und Kontras: Die Querfaser ist der Favorit bei Standard-Faltschachteln.
Wir fassen zusammen: Die Wahl der Faserlaufrichtung ist abhängig von der Konstruktion und Anforderung an die Verpackung. In den meisten Fällen bietet die Querfaser bei Standard-Faltschachteln größere Vorteile – sie wird daher bevorzugt verwendet.
In diesem Abschnitt befassen wir uns mit dem Erstellen von Handskizzen. Skizzen werden benötigt, wenn Konstruktionen extern digital umgesetzt werden. Skizzen müssen nicht maßstabsgetreu gezeichnet werden. Bei einer Skizze sind alle für die Konstruktion wichtigen Details zu vermaßen, die notwendig sind, um die Konstruktion 1:1 nachstellen zu können. Details können in einer Lupe vergrößert dargestellt und vermaßt werden. Maße werden immer in mm angegeben. Doppelvermaßungen sind zu vermeiden. Maßzahlen müssen auf der x-Achse und der y-Achse gleichmäßig ausgerichtet sein. Maß-, Schnitt-, Ritz-, Rill- oder Perforationslinien müssen in unterschiedlichen Linienarten dargestellt werden. Die Angabe der Faserlaufrichtung ist Bestandteil der Skizze. Hier sehen Sie eine beispielhafte Skizze. Die Vermaßung ist beispielhaft und erhebt keinen Anspruch auf Vollständigkeit.

Abb. 128: Handskizze (Quelle: Eigene Darstellung)
Eine Handskizze muss alle Details und Linienarten klar kenntlich machen. Nach ECMA wird nur für die Schnittlinie, die Rilllinie und die Perforation eine Linienausführung vorgeschlagen. Perforationslinien können in Punkt oder in mm angegeben werden (1 pt. = 0,3527 mm).
Beispiel für eine Linienausführung:

Abb. 129: Linientypen (Quelle: Eigene Darstellung)
Eine 2 : 4 mm Perforation besteht im Wechsel aus 2 mm Brücke und 4 mm Schnitt. In Punkt entspricht das ~ 5,5 : 11 pt (pt = Punkt). Der erste Wert steht für die Brücke, der zweite Wert für den Schnitt. Stanzbrücken werden direkt in der Skizze vermaßt. Sind die Stanzbrücken alle identisch, so genügt ein Hinweis in der Legende.
Wir fassen zusammen: Skizzen werden hauptsächlich für eine digitale Datenübernahme benötigt. Eine lückenlose Vermaßung ist zwingend erforderlich. Linientypen müssen klar gekennzeichnet sein. Bei Perforationslinien muss zusätzlich die Schnitt- und Brückenlänge angegeben werden.
Nun geht es um das Anforderungsprofil für das zu verpackende Produkt. Wir überprüfen, welche Konstruktionsvariante hinsichtlich der Anforderung an das zu verpackende Produkte in Frage kommt. Anregungen zum Einsatz möglicher Konstruktionen können dem ECMA-Katalog entnommen werden. Die Konstruktion und Werkstoffauswahl einer Verpackung wird unter anderem vom Produkt, dem Einsatzgebiet und den gewünschten Funktionen bestimmt. Beispiele:
Rieseldicht | = verklebte Laschen |
Produkttrennung | = Zwischenstege |
SB-Verpackung | = Originalitätsverschluss |
Transport-Verpackung | = hohe Stabilität |
Präsentations-Verpackung | = guter Blick auf das Produkt |
Lebensmittelecht | = Frischfasermaterial |
Nassfest | = hohe Reißfestigkeit |
Fettdicht | = rückseitig beschichtet |
Tiefkühlgeeignet | = ein- oder beidseitig beschichtet |
Verklebte Laschen oder ein Originalverschluss lassen erkennen, ob eine Verpackung schon geöffnet wurde. Dies ist vor allem im Selbstbedienungsbereich sehr wichtig (Verschmutzung/Vollständigkeit).
Größe, Material, Konstruktionsart, geplante Auflage und Art des Vertriebs müssen beim Anforderungsprofil einer Packung berücksichtigt werden. In unserem Beispiel haben wir als Produkt einen Taschenrechner gewählt, für den eine Verpackung entwickelt werden soll. Das Anforderungsprofil einer Verpackung wird hier zusammengestellt nach Kundenwunsch:
Größe des Produkts: | 65x11x128mm |
Material: | 250 g/m2 GD2 |
Konstruktionsart: | Originalitätsverschluss |
Konfektionierung: | aufrichten und befüllen über Automaten |
Auflage: | 200.000 Stück |
Vertrieb: | Kaufhaus SB (Selbstbedienung) |
Anhand dieser Anfrage werden wir nun verschiedene Konstruktionen auf ihre Verwendungsmöglichkeit überprüfen:

Abb. 130: Schachteltypen (Quelle: Eigene Darstellung)
Entscheidungssituation: Alle genannten Varianten erfüllen die Vorgaben für das Aufrichten und die Befüllung über Automaten. Auswahlkriterien dafür, welcher Schachteltyp zum Einsatz kommt, sind zum Beispiel die Fragen, ob ein Originalitätsverschluss benötigt wird, und ob sich der Schachteltyp wirtschaftlich und damit am Ende auch für den Kunden kostengünstig produzieren lässt. Kriterien sind hier beispielsweise Materialverbrauch und Taktzahl in der Produktion, sowie die Frage, ob teure Spezialmaschinen oder Standardmaschinen benötigt werden.
Welche Variante entspricht den Vorgaben am besten?
Variante A – Originalitätsverschluss, sparsam im Materialverbrauch, schwierig zu öffnen.
Variante B – Einfaches Handling, Konfektionierung über teure Spezialmaschine.
Variante C – Guter Zugriff auf das Produkt, aber geringe Maschinenleistung.
Variante D – Konfektionierung über Standardmaschine bei hoher Taktzahl. Kein Originalitätsverschluss.
Entscheidung: Bei dem vorliegenden Anforderungsprofil kann die Variante „A“ die Vorgaben am besten erfüllen.
Wenn all das geklärt ist, kann die Erstellung eines Handmusters beginnen. Das Handmuster wird wie der Name nahelegt, in Handarbeit hergestellt. Es ist auch im Kundengespräch wichtig, um die Anmutung einer neuen Verpackung erlebbar zu machen.
Zur manuellen Herstellung eines Musters benötigt man:
• Rillbrett
• Falzbein
• Cuttermesser
• Stahllineal
• Maßband
• Reißzirkel oder Zeichenbrett

Abb. 131: Das Rillbrett ist ein Werkzeug für die manuelle Mustererstellung: Dabei handelt es sich um eine Kunststoffplatte mit Nuten in unterschiedlichen Breiten. Je nach Dicke des Kartons muss eine breite oder schmale Nut ausgewählt werden. (Quelle: Eigene Darstellung)
Als Vorgabe verwenden wir unsere Zuschnittsberechnung aus Unterkapital 3.1.3. In unserem Beispiel arbeiten wir mit einem Reißzirkel, der Aufriss wird auf der Vorderseite des Kartons erstellt. Bei der Arbeit mit einem Zeichenbrett ist der Ablauf identisch.
Zuschnittsberechnung
e = 11,50 | 11,00 C | |
x = 0,50 | 67,00 A | |
H = 130,00 | X | 13,00 B |
x = 0,50 | 67,00 A | |
e = 11,50 | 12,50 B-x | |
154,00 | X | 170,50 |
Zuerst schneiden wir einen Karton auf das offene Maß aus unserer Zuschnittsberechnung. Danach beginnen wir mit dem Anreißen auf der x-Achse mit der Linie „A“ und lassen das Maß auf der Linie „D“ (Klebelasche) auslaufen. Sollte sich beim letzten Maß eine Differenz ergeben, so ist das für die Funktion nicht relevant.
Auf der y-Achse arbeiten wir von innen nach außen. Zuerst stellen wir über die Linie „1“ die Höhe ein und danach das Versatzmaß „2“ . Sollte sich bei der Linie „2“ (Decklasche) eine Differenz ergeben, so spielt das für die Funktion keine Rolle.

Abb. 132: Muster schneiden (Quelle: Eigene Darstellung)
Nach dem Aufzeichnen der Konstruktion muss das Muster ausgeschnitten werden. Dies erfolgt mit einem Cuttermesser oder mit einem entsprechend geformtem Bandstahl. Zum Anfertigen eines Handmusters braucht man ein Cuttermesser, ein Rillbrett und ein Falzbein. Das Schneiden mit dem Cuttermessser sollte in einem Winkel von ca. 40 Grad stattfinden. Die Rillungen (Biegelinien) werden mittels Falzbein und Rillbrett angebracht. Alle Bearbeitungsschritte werden von der Vorderseite des Kartons durchgeführt.
Wichtig! Um unerwünschte Einschnitte in das Material zu vermeiden, sollte man den Schnitt immer von innen nach außen führen (siehe Pfeil Schnittrichtung). Um einen sauberen Schnitt zu bekommen, sollte das Messer in einem Winkel von rund 40 Grad geführt werden.
Die Biegelinien (Rillungen) werden mit Rillbrett und Falzbein in den Karton eingedrückt. Der Karton muss dabei mit dem runden Ende des Falzbeins in die Nut des Rillbretts gedrückt werden. Um ein Aufbrechen der Rillung zu vermeiden, muss das Falzbein unter gleichmäßigem Druck in einem Winkel von ca. 40 Grad über den Karton gezogen werden.

Abb. 133: das Falzbein – ein Werkzeug aus Knochen, Kunststoff, Holz oder Edelstahl (Quelle: Eigene Darstellung)
Wir fassen zusammen: Bevor das Muster gefertigt werden kann, muss eine Zuschnittsberechnung erstellt werden. Im nächsten Schritt wird der Karton auf das offene Maß zugeschnitten. Nach dem Aufriss der Kontur mittels Stechzirkel oder Zeichenbrett wird das Muster mit einem Cuttermesser ausgeschnitten (Kontur = Linien für Schnitt, Rillung, Ritzung, Perforation etc.). Danach werden mit dem Falzbein und dem Rillbrett die Rillungen eingeprägt.
Im letzten Arbeitsschritt wird das Muster geklebt und eine Funktionsprüfung durchgeführt.
Erfüllt das Muster alle Anforderungen, so kann es dem Kunden übergeben werden.
- Zum Verfassen von Kommentaren bitte anmelden.
3.1.2 Skizzen und packmittelspezifische Zeichnungen erstellen, technische Zeichnungen lesen (Wellpappe)
Die Machart von Verpackungen ist sehr vielfältig und der Kreativität sind kaum Grenzen gesetzt. Neben den Standardlösungen gibt es viele Sonderkonstruktionen. Eigentlich können heute in modernen Fertigungsbetrieben Standardverpackungen problemlos ohne Entwicklung und ohne vorheriges Erstellen von Handmustern in die Produktion gehen, da alle Parameter einer Standardverpackung international festgeschrieben sind. Wegen der geringen Maß- und Fertigungstoleranzen ist es allerdings dennoch zu empfehlen, Muster zur Freigabe durch den Kunden zu erstellen.
Sonderkonstruktionen dagegen sind frei entwickelte Verpackungen, die gesondert behandelt werden müssen. Der Kunde möchte in der Regel ein Muster sehen, das vor Produktionsbeginn auch von ihm freigegeben werden muss. Der Sachbearbeiter, der Kalkulator, aber auch der Mitarbeiter in der Produktion benötigt bei Sonderkonstruktionen für seinen Produktionsschritt ein Handmuster, um die Besonderheiten und Vorgaben erkennen zu können. Handmuster sind jedoch auch bei standardisierten Verpackungen zu empfehlen. Bei Sonderkonstruktionen sind sie unverzichtbar für Kunden sowie auch für Sachbearbeiter, Kalkulatoren und Produktionsmitarbeiter. Im folgenden Kapitel beschäftigen wir uns mit den Grundlagen zur Erstellung und zum Lesen von packmittelspezifischen Zeichnungen.
Verpackungen aus Wellpappe werden folgendermaßen gemessen: Flachliegend, von Rilllinie Mitte bis Rilllinie Mitte – hier wird das Rillmaß festgestellt. Gemessen wird also von Mitte zu Mitte der Rilllinie auf der Innen- oder Außenseite des offenen flachliegenden Zuschnitts.

Abb. 134: Rillmaß (Quelle: Eigene Darstellung)
Gemessen wir das Innenmaß, im aufgestellten Zustand, mit Hilfe eines Zugmaßbandes, das ein Sichtfenster für Innenmessung hat. Dies geschieht parallel zu einer Dimension innerhalb der aufgestellten Verpackung.
Gemessen wird das Außenmaß, im aufgestellten Zustand, mit Hilfe einer Schiebleere oder eines „Messkastens“! Wichtig ist hierbei, dass die Verpackungen wirklich an der äußersten Stelle gemessen werden. Dies geschieht parallel zu einer Dimension außerhalb der aufgestellten Verpackung.

Abb. 135: Außenmaß, Innenmaß, Rillmaß (Quelle: Eigene Darstellung)
Folgende Formeln kommen bei einfacher Faltung zum Einsatz:
Rillmaß + 1 Materialstärke = Außenmaß
Außenmaß – 2 Materialstärken = Innenmaß
Innenmaß + 1 Materialstärke = Rillmaß
Um eine Verpackung aus Wellpappe genau auszumessen, sollten alle drei Methoden angewendet werden. Wellpappe kann ziemlich genau gemessen werden, wenn die Rillungen quer zur Welle eingebracht wurden. Wenn die Rillungen parallel zur Welle ausgeführt wurden, kann es hier zu Differenzen kommen, da die Faltung durch Wellental und Wellenberg beeinflusst werden kann.
Bei Verpackungen nach dem FEFCO-Katalog steht das Maß „L“ für Länge, die längste Seite der Grundfläche. Das Maß „B“ für Breite ist das andere Maß an der Grundfläche. Das Maß „H“ steht für die Höhe und bestimmt die vertikale Strecke zwischen der Grundfläche und der offenen Seite des Körpers.
FEFCO steht für Fédération Européenne des Fabricants de Carton Ondule (Europäische Vereinigung der Wellpappher- steller). Der FEFCO-Code (auch International fibreboard case code, deutsch: Internationaler Code für Versandverpackung) ist ein international verbindlicher Code zur Beschreibung von Verpackungsmitteln aus Wellpappe und Vollpappe. In den 1960er-Jahren wurde er von europäischen Industrieverbänden festgelegt.
Faltschachteln
Faltschachteln bestehen aus einem Stück mit einer Laschenklebung, Drahtheftung beziehungsweise Klebestreifen-verbundenen Fabrikkante sowie den Boden- und/oder Deckelklappen. Sie werden flachliegend versandt, sind gebrauchsfertig und werden mit den Boden- oder Deckelklappen verschlossen.
Der FEFCO 0201 ist der gängigste aller Kartonagenbauweisen (siehe Abb. 136). Er hat aneinander stoßende Bodenklappen und Deckelklappen. Um ihn zu verschließen, wird z.B. Klebeband oder Umreifungsband benötigt.
(Quelle: FEFCO)
Stülpschachtel
Eine Stülpschachtel oder auch Deckelschachtel besteht aus zwei oder mehreren Teilen. Ein Oberteil wird über ein Unterteil oder beides über einen Rumpf gestülpt. In Abb. 137 dargestellt ist FEFCO 0301: Durch die versetzten Schlitze verteilen sich die Überlappungen auf die verschiedenen Seiten der Schachteln und das Übereinanderstulpen wird erleichtert.

Abb. 137: FEFCO 0301 (Quelle: FEFCO)
Tray
Ein Tray oder eine Falthülle ist eine Verpackung, bestehend aus einem Zuschnitt, bei dem zwei oder alle Wände am Boden anhängen. Beispiel FEFCO 0422: Hier greifen bei der Stanzung stehen gebliebene Laschen in Schlitze. Dadurch entsteht eine Art Sperre, die das Zurückklappen des stirnseitigen Einschlages verhindert (siehe Abb. 138).

(Quelle: FEFCO)
Schiebeschachteln
Eine Schiebeschachtel oder auch Gürtelschachtel besteht aus mehreren in verschiedenen Richtungen ineinander schiebbaren Ringeinsätzen und Manschetten. Zu dieser Gruppe gehören auch Überschiebhülsen.

Abb. 139: FEFCO 0509. Diese Schiebeschachtel besteht aus FEFCO 0503 und FEFCO 0907. (Quelle: Eigene Darstellung)
Formfeste Schachteln
Formfeste Schachteln bestehen aus zwei Seitenteilen und einem Mittelteil, das Boden und Deckel bildet. Diese Schachteln können als vorbereitete Zuschnitte geliefert werden und sind dann vom Verbraucher durch Drahtheftung zu verbinden. Diese Verpackungsart hat heute an Bedeutung verloren.

(Quelle: FEFCO) Hier werden vorbereitete Zuschnitte durch Drahtheftung verbunden.
Fertig geklebte Schachteln
Fertig geklebte Schachteln sind einteilige faltbare Schachteln. Sie werden zusammengelegt und können durch einfaches Aufrichten gebrauchsfertig aufgestellt werden. Die Schachteln können mit einem Faltboden (Faltbodenschachtel) oder mit Diagonalbiegung (Aufrichteschachtel) ausgerüstet sein.

Abb. 141: FEFCO 0711. (Quelle: FEFCO) Diese Schachtel mit Faltboden hat zusammenstoßende Außenklappen und einen geklebten Faltboden.
Inneinrichtungen
Inneneinrichtungen sind Einlagen, Einsätze, Stege, Trennwände, Gefache, Polster und dergleichen – und zwar unabhängig davon, ob diese mit der Kiste fest verbunden sind oder als getrennte Elemente nur eingelegt sind. Zahlenangaben für Wände sind beliebig und können gegebenenfalls höher oder niedriger ausfallen.

Abb. 142: FEFCO 0901. (Quelle: FEFCO) Zum FEFCO Typ 09 gehören Inneneinrichtungen wie Ringeinsätze, Einlagen, Stegeinsätze, Zwischenwände und andere mehr.
Wir fassen zusammen: Bei Standardschachteln nach dem FEFCO-Katalog gibt es klar definierte Vorgaben zur Bestimmung der L/B/H-Maße. Bei Sonderkonstruktionen wie Mehreckschachteln, konischen Schachteln oder Mehrstückverpackungen (Sixpack) ist eine Abstimmung über die L/B/H-Maße mit dem Kunden notwendig.
Bevor wir uns der Konstruktion einer Wellpapp-Verpackung zuwenden, müssen wir noch den Einfluss des Wellenverlaufs auf die Konstruktion betrachten.
Durch den Produktionsprozess hat der Wellpappezuschnitt eine stabile Seite (quer zur Welle) und eine weniger stabile Seite (parallel zur Welle). Man spricht dabei von Wellenverlauf. Die Wellenstruktur selbst gibt hier die Stabilität vor. Dieser Umstand muss bei der Konstruktion von Verpackungen berücksichtigt werden. Der Wellenverlauf ist für die Stabilität des Bogens verantwortlich. Er ist quer zur Welle um ein Vielfaches größer als parallel zur Welle.
Der Wellenverlauf, der Einsatz der verschiedenen Papierarten und deren flächenbezogene Massen, die verschiedenen Wellenarten und die verschiedenen Kombinationsarten bestimmen den Kantenstauchwiderstand und somit den Stapelstauchdruck – dieser drückt aus, wie viel Gewicht auf eine Verpackung gestapelt werden kann. Das ist wichtig für die Palettierung und somit für Lagerung und Transport.
Wir fassen zusammen: Wellpappe hat parallel und quer zum Wellenverlauf unterschiedliche Festigkeiten. Parallel zur Welle ist die Festigkeit immer geringer. Je nach Anforderung des zu verpackenden Produkts muss dieser Umstand berücksichtigt werden. Ist die Verpackung einem hohen Stapeldruck ausgesetzt, so muss die Faserrichtung danach ausgerichtet werden.

Abb. 143: Die Pfeile in dieser Zeichnung zeigen mögliche Krafteinwirkungen aus unterschiedlichen Rich- tungen auf Wellpappe. Je nach Wellenverlauf ist diese gegen Druck unterschiedlich widerstandsfähig. Am stabilsten ist Wellpappe bei stehendem Wellenverlauf. Druckeinwirkungen seitlich zum Wellenverlauf bringen schnell Knicke mit sich. (Quelle: Eigene Darstellung)
• Flächenbezogene Masse: Gewicht des Materials pro m²
• Wichtige Wellenarten:
Wellenteilung zu Wellenhöhe (A, C, B, E, F, G, N-Welle)
• Beispielhafte Kombinationen: AC, BC, EB, FE, EE-Welle zuzüglich der dreiwelligen Wellpappen (zum Beispiel ACA)
Vor dem Konstruieren müssen nicht nur die L/B/H-Maße einer Verpackung ermittelt werden. Zu klären sind auch die verschiedenen Anforderungen an die Verpackung. Dabei helfen einige Kriterien, um die Auswahl an Verpackungsausführungen zum Beispiel aus dem FEFCO-Katalog einzuschränken. Beispiele für wichtige Eigenschaften, die vor der Konstruktion zu hinterfragen sind:
• Zu verpackendes Produkt,
• Warenwert,
• Menge,
• Versand, Logistik,
• Gewicht,
• Abpackprozess,
• Druckbild.
• Trägt der Inhalt mit (z.B. bei Flaschen)?
Über die Zuschnittsberechnung kann dann das offene Maß der Verpackung errechnet werden. Am folgenden Beispiel werden die einzelnen Schritte dazu erläutert. Die Ausarbeitung erfolgt ohne CAD-Unterstützung.
In unserem Fall sollen sechs Schlegelflaschen stehend (Durchmesser 89 mm, Höhe 310 mm) von Süd- nach Norddeutschland palettenweise versendet werden. Die Verpackung dient gleichzeitig als Verkaufsverpackung. Die Mengen liegen bei 2000 bis 5000 Stück. Der Warenwert pro Schachtel liegt bei 29,70 €.
Berechnung des Innenmaßes
Konstruktionsbeispiel für die Verpackung von sechs Schlegelflaschen nach FEFCO 0201.
Länge = 3 x 89 mm = 267 mm
Breite = 2 x 89 mm = 178 mm
Höhe = 310 mm
Folgende Fakten liegen für die Auswahl zugrunde:
• Sechs Schlegelflaschen (Produkt trägt mit)
• Warenwert 29,70€
• Gewicht pro Verpackung ca. 7,5 kg
• Menge: 2000 Stück oder 5000 Stück
• Verkaufsverpackung
• Versand: palettenweise von Süd- nach Norddeutschland
Die Entscheidung fällt auf eine Faltschachtel nach FEFCO 0201. Diese Verpackung ist günstig in der Produktion und kann gut bedruckt werden. In der Qualität entscheiden wir uns für ein 1.10 B mit einer weißen Außendecke, damit das Druckbild seine Wirkung voll entfalten kann. Die einfache B-Welle reicht in diesem Fall aus, da die Flaschen das Gewicht bei einer Stapelhöhe von 1,8 m tragen. Die B- und die E-Welle werden vorwiegend für Stanzverpackungen oder kleinere Versandverpackungen eingesetzt. Die Stapelhöhe gibt in der Regel der Kunde vor.
Die Verpackung dient in diesem Fall ausschließlich dazu, die 6 Flaschen zusammenzuhalten und einen werbenden Aufdruck für den Verkauf zu erhalten. Das Innenmaß wird knapp bemessen, es beträgt 267 x 178 x 310 mm. Zur Bestimmung der Rillmaße müssen zu den Maßen des Produktes noch die notwendigen Zugaben für die Materialzugaben hinzugefügt werden.

Abb. 144: FEFCO 0201 (Quelle: Eigene Darstellung)
Um das offene Maß zu ermitteln, müssen die Maße mit den entsprechenden Zugaben in die Skizze eingetragen werden. Wir beschriften die Zeichnung und skizzieren unsere Faltschachtel. Anschließend tragen wir die Maße ein und ermitteln die Maschinenbreite sowie die Zug- oder Haulänge (Haulänge = Bogenlänge).

Abb. 145: Skizze FEFCO 0201 (Quelle: Eigene Darstellung)
Beispiel für die Ausrechnung des offenen Maßes, Berechnung der Länge:
Innenmaß Länge + 1 Materialstärke = Rillmaß Länge
267 mm + 3 mm = 270 mm
Innenmaß Breite + 1 Materialsträke = Rillmaß Breite
178 mm + 3 mm = 181 mm
Innenmaß Höhe + 2 Materialstärken = Rillmaß Höhe
310 mm + 2 x 3 mm = 316 mm
1 ⁄ 2 Breite + ca. 70 % der Materialstärke = Rillmaß Deckelklappe (math. Runde)
89 mm + 70 % x 3 mm = 91 mm
Die Breite der Klebelasche und die Schlitzbreite definiert der Maschinenhersteller! Meist reichen bei dünneren Wellpappen Klebelaschen von 25 – 30 mm. Bei starken Qualitäten geht man hier auf zum Teil bis 50 mm. Die Schlitzbreite ist von Maschinenhersteller zu Maschinenhersteller unterschiedlich, meist jedoch zwischen 6 und 8 mm breit. Die Zugaben für Höhe und Deckelklappen werden häufig von den Wellpappherstellern selber festgelegt. Besonderheiten wie zum Beispiel Faltschachtel mit quadratischer Grundfläche, vollüberlappte Klappen oder auch Automatenpackungen bedürfen besonderer Zugaben.
Das Bogenmaß kann jetzt ermittelt werden:
91 mm + 319 mm + 91 mm = 501 mm = die Maschinenbreite (kurz MB oder auch Wellenmaß). Die Maschinenbreite muss immer zuerst genannt werden.
30 mm + 181 mm + 270 mm + 181 mm + 270 mm = 932 mm = die Zuglänge beziehungsweise Haulänge (kurz ZL oder HL).
In der Zeichnung muss noch der Wellenverlauf festgehalten werden. In technischen Zeichnungen aus dem CAD verwendet man vordefinierte Makros. Bei Handskizzen werden die Maße mit MB und ZL (oder HL) bezeichnet. Bei klassischen auf der Inline-Maschine produzierten Faltschachteln verläuft die Maschinenbreite immer parallel zur Höhe! Die Bogenproduktion auf der Wellpappanlage mit dem Endbeschnitt und dem Boden- und Deckelklappenriller bestimmt bereits den Wellenverlauf. Außerdem erhält die Faltschachtel mit seiner „stehenden“ Welle die maximale Stabilität.
Für die Kennzeichnung des Wellenverlaufes gilt folgende Regel: Jeweils das Formatmaß, das parallel zur Welle liegt, wird als Maschinenbreite (Wellenmaß, MB) definiert.
Maschinenbreite (Wellenmaß, MB): Das Maß parallel zur Welle wird immer zuerst genannt. Der Begriff wird durch die Produktion des Wellpappbogens bestimmt, siehe auch Kapitel Wellpappproduktion. Die Riffelwalzen prägen die Welle. Sie bestimmen die Maschinenbreite. Dieses Maß ist immer beschränkt auf die Arbeitsbreite einer Wellpappanlage – meist 2500 mm oder 3300 mm. Zug- oder Haulänge (ZL/HL): Das zweite Maß, man kann hier die Welle sehen. Die Haulänge beziehungsweise Zuglänge könnte rein theoretisch endlos sein. Die folgende Grafik veranschaulicht das Thema noch einmal:

Abb. 146: Maschinenbreite (Wellenmaß); Zug-/Haulänge (Quelle: Eigene Darstellung)
Wir fassen zusammen: Der Wellenverlauf kann auf unterschiedliche Weise gekennzeichnet werden. In der Wellpappbranche wird im Bogenformat überwiegend mit „MB“ und „ZL/HL“ (Maschinenbreite/Wellen- maß sowie Zug- oder Haulänge) gearbeitet. Beim Einzelnutzen ist die Kennzeichnung mit MB und ZL (oder HL) üblich.
Nachfolgend betrachten wir die Gesichtspunkte, die bei einer Konstruktion für den jeweiligen Wellenverlauf sprechen. Bei einer Faltschachtel nach FEFCO 0201 sind das die Maschinenbreite und die Zug- beziehungsweise Haulänge.
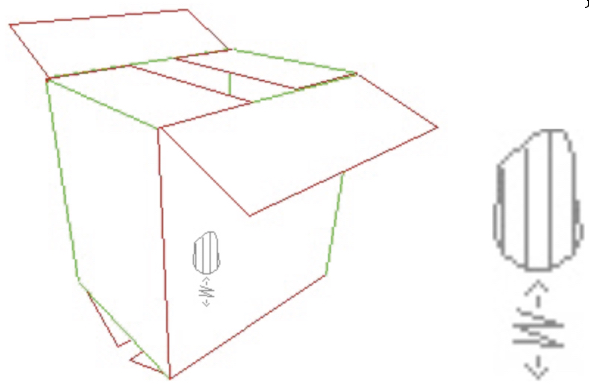
Abb. 147: Kennzeichnung des Wellenverlaufs. Mit dem CAD können Symbole dargestellt werden, die den Wellenverlauf darstellen. Bei klassischen FK verläuft die Welle immer parallel zur Höhe. Das bietet ein Optimum an Stabilität zum Beispiel dann, wenn die Verpackungen gestapelt werden. (Quelle: Eigene Darstellung)
Wie bereits angesprochen, bestimmt bereits die Bogenproduktion den Wellenverlauf. Es gibt jedoch noch einige Eigenschaften, die diesen Wellenverlauf begünstigen.
Gesichtspunkte, die für eine stehende Welle sprechen:
- Der Bogen wird bereits auf der Wellpappanlage so produziert, dass die MB und ZL auf Endformat beschnitten sind und die Rillungen für Boden- und Deckelklappen bereits eingebracht sind.
- Der Bogen kann direkt auf der Inline-Maschine ohne Stanzung verarbeitet werden.
- Die Wellen stehen jetzt parallel zur Höhe, somit kann viel Gewicht getragen werden – das ist wichtig für den Stapelstauchwiderstand.
Gesichtspunkte, die für einen liegenden Wellenverlauf sprechen:
Ein liegender Wellenverlauf ist die Ausnahme. Derartige Faltschachteln werden vermutlich auf einem Automaten aufgerichtet – sie müssen gestanzt und anschließend separat auf einer Faltschachtelklebemaschine verklebt werden. Im Gegensatz zum FEFCO 0421 mit einer Gegenverriegelung gibt es verschiedene Ansichten, die für oder gegen einen liegenden Wellenverlauf stehen.

Abb. 148: FEFCO 0421 (Quelle: Eigene Darstellung)
Gesichtspunkte, die für einen stehenden Wellenverlauf sprechen (in der Skizze waagerecht – horizontal, siehe Abb. 148)
• Bei gestanzten Verpackungen muss der Wellenverlauf bestimmt werden. Eine Faustregel besagt: Der Wellenverlauf wird so gewählt, dass so viel Rillungen wie möglich quer zur Welle eingebracht sind, in diesem Fall waagerecht – horizontal; vor allem bei eng zueinander verlaufenden Doppelrillern sollte man den Wellenverlauf immer quer anordnen.
• Bei diesem Wellenverlauf stehen mehrere Wellen, was zu einer höheren Stabilität führt.
Gesichtspunkte, die für einen liegenden Wellenverlauf sprechen (in der Skizze senkrecht – vertikal)
Die Einstecklasche und die Gegenverriegelung erfordern eine vertikal verlaufende Welle, die Gegenverriegelung funktioniert mit liegender Welle nicht gut oder gar nicht. Die Papierbahnen splitten sich auf, man kann dadurch die Gegenverriegelung nicht in den Schlitz stecken. Die Doppelriller müssen jedoch mit einer Zurichtung oder einer Rill-Schneid-Kombination ausgerüstet werden.
Wir fassen zusammen: Der Wellenverlauf wird im Fall einer geslotterten Faltschachtel gemäß FEFCO 0201 maschinentechnisch vorgegeben (Slotter = Rillstation). Bei gestanzten Verpackungen muss der Wellenverlauf individuell bestimmt werden.
Hier geht es um das Erstellen von Handskizzen. Solche Skizzen werden benötigt, wenn Konstruktionen extern digital umgesetzt werden. Diese Art Zeichnung muss nicht maßstabsgetreu gezeichnet werden. Bei einer Skizze sind alle konstruktionsrelevanten Details zu vermaßen, die notwendig sind, um die Konstruktion 1:1 nachstellen zu können. Die Standards nach FEFCO werden mit dem Externen besprochen und einmal festgelegt. Details können in einer Lupe vergrößert dargestellt und vermaßt werden. Maße werden immer in Millimeter (mm) angegeben. Doppelvermaßungen sind zu vermeiden. Maßzahlen müssen auf der x-Achse und y Achse gleichmäßig ausgerichtet sein. Schnitt- und Rilllinien müssen in unterschiedlichen Linienarten dargestellt werden. Alle Linienarten müssen individuell benannt werden oder nach FEFCO definiert werden.
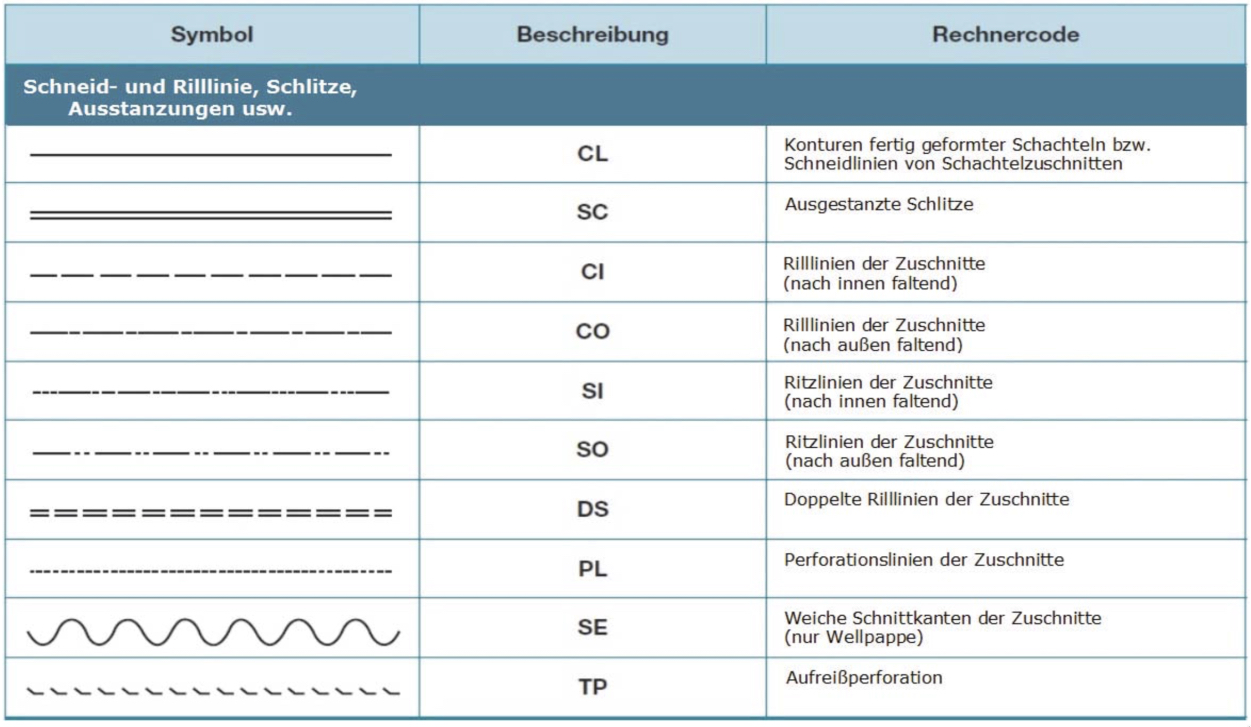
Abb. 149: Linienarten (Quelle: Eigene Darstellung)
Die Angabe des Wellenverlaufs ist Bestandteil der Skizze. Normalerweise wird bei gestanzten Verpackungen keine Zurichtung eingesetzt. Deshalb werden die Zeichnungen mit Informationen ergänzt, wie zum Beispiel: „diese Rillungen mit Zurichtung stanzen“ oder „Negativrillungen“. Weiterhin werden anhängende Zuschnitte selten mit einer Perforation ausgestattet. Denn die vielen Unterbrecher ergeben ein hässliches Stanzbild. Man bringt unter anderem den Zusatz ein: „Mit ausreichend Unterbrechern oder Haltepunkten anhängend anliefern.“ Der Werkzeugbau setzt eine Schneidlinie ein – der Maschinenführer kann bei der Produktion Haltepunkte in erforderlichem Ausmaß einbringen. Ähnlich verhält man sich bei Fensterausstanzungen.

Abb. 150: Beispiel für die klare Kennzeichnung der Details und Linienarten (Quelle: Eigene Darstellung)
Grundsätzlich werden in der Wellpappverarbeitung Zeichnungen so angelegt, dass diese die Innenansicht zeigen – also die Seite, von der gestanzt wird. Weicht man von dieser Regel ab, weil man die Außenansicht beziehungsweise die Druckseite zeigen will, so muss in der Zeichnung darauf hingewiesen werden (Vergleich die Darstellung im FEFCO-Katalog.). Dies kann zum Beispiel bei offsetbedruckter Wellpappe erforderlich werden, wo die Rilllinien mit einer Gegenzurichtung versehen werden.
Normale Rillungen dienen meist der Biegung um 90°. Vor allem quer zum Wellenverlauf sind diese in ihrer einfachen Art sehr effektiv. Die Höhe der Riller wird vom Werkzeugbau ausgerechnet. Bei Rillungen parallel zur Welle könnte die Faltung ins daneben liegende Wellental fallen – somit würde sich das gewünschte Maß ändern. Um das zu vermeiden, sollte eine Rill-Schneid-Kombination eingesetzt werden; allerdings genehmigen Kunden die Schnitte nur selten. Oder man setzt eine Rillung ein, die mit einer Gegenzurichtung versehen wird (siehe Werkzeugbau). Für die Bodenklappen werden in unserem Beispiel Negativrillungen eingesetzt. Das bedeutet: Die Linie kann definiert nach außen gefaltet werden.
Folgende Linien und Informationen können unter anderem noch zum Einsatz kommen:
• breite Rillungen
• Ritzlinie von außen
• Ritzlinie von innen
• Reißverschlussperforationen
• Aufreißfaden
• Selbstklebestreifen
• Gummierung
• mit Kork oder Holz gepresste Zonen
• Klebeflächen
Die Darstellung der einzelnen Linienarten ist von Werk zu Werk und von CAD zu CAD unterschiedlich. Sie werden in Legenden erklärt.
Von Perforationen ist abzuraten. Denn wegen der hygroskopischen Eigenschaften von Papier und Wellpappe (sie nehmen Feuchtigkeit auf und geben Feuchtigkeit ab) kann eine Perforation nie richtig funktionieren. Ein Beispiel aus der Praxis: Sie sollen eine Verpackung mit einer Aufreißperforation fertigen, bei der man das Oberteil abnehmen kann. Die Perforation ist so zu wählen, dass die Schachtel noch genügend Stabilität für den Stapelstauch behält, aber sich gleichzeitig gut aufreißen lässt. Das stellt einen Widerspruch dar. Eine Verpackung, die sich gut aufreißen lässt, bringt im Verhältnis mehr Schnitt als Unterbrechung mit sich – darunter leiden jedoch die Stapeleigenschaften. Darüber müssen Kunden, die Perforationen wünschen, aufgeklärt werden.
Und da gibt es noch ein weiteres Dilemma, auf das die Kunden hingewiesen werden sollten: Komplikationen, die die Luftfeuchtigkeit mit sich bringen kann: Papierfasern nehmen Feuchtigkeit auf; sie werden in der Folge bei hoher Luftfeuchtigkeit sehr flexibel – die Stege reißen sehr schlecht. Für eine optimale Funktion müssten sie eigentlich kleiner ausfallen. Ist die Luft dagegen trocken, so gibt die Papierfaser diese Feuchtigkeit wieder ab, sie wird spröde und brüchig. Zu kleine Unterbrecher einer Perforation reißen zu leicht ein.
Wir fassen zusammen: Skizzen werden hauptsächlich für eine digitale Datenübernahme benötigt. Eine lückenlose Vermaßung ist zwingend erforderlich. Konstruktionen aus dem FEFCO-Katalog müssen nicht im Detail bemaßt werden, denn diese sind in CAD-Programmen meist hinterlegt. Linientypen müssen klar gekennzeichnet sein. Bei Perforationslinien und Rill-Schneid-Kombinationen muss zusätzlich die Teilung angegeben werden.
Im Folgenden geht es um das Anforderungsprofil für das zu verpackende Produkt: Welche Konstruktionsvariante kommt für ein bestimmtes zu verpackendes Produkt in Frage? Das Produkt, sein Einsatzgebiet und die gewünschten Funktionen bestimmen die Konstruktion und Werkstoffauswahl einer Verpackung. So müssen zum Beispiel Überseeverpackungen nassfeste Verklebungen haben. Beispiele:

Abb. 151: Anforderungen und Lösungen (Quelle: Eigene Darstellung)
Wir nehmen dieselben Maße an, wie im vorgenannten Beispiel der zu palettierenden Verpackung für sechs Schlegelflaschen. Denn so wird der Unterschied zwischen Posteinzelversand und palettenweisem Transport am besten klar. In diesem Fall wird nicht palettenweise versendet, sondern einzeln innerhalb Deutschlands – der Kunde ist ein Internetversender, der monatlich rund 500 Pakete versendet.
In diesem Fall sollen sechs Schlegelflaschen stehend (Durchmesser 89 mm, Höhe 310 mm) einzeln innerhalb von Deutschland versendet werden. Die Mengen liegen bei 5 000 bis 6 000 St., der Warenwert pro Schachtel liegt bei 29,70 €.
Folgende Fakten liegen für die Auswahl zugrunde:
– Sechs Schlegelflaschen (Produkt trägt mit)
– Warenwert 29,70 €
– Gewicht pro Verpackung ca. 7,5 kg
– Menge: 5000 St. oder 6000 St.
– Einzelversand
– Versand: einzeln innerhalb Deutschlands
Wir wählen eine Einzelversandverpackung.
Wir gehen davon aus, dass es sich bei der Flasche um eine gute Qualität handelt, da auch die Flasche eine Verpackung ist. Der Einzelversand stellt eine Besonderheit dar, da die dafür vorgesehenen Verpackungen vom Versand-Dienstleister (zum Beispiel UPS) geprüft und zertifiziert werden können. Sollte dann beim Versand eine Verpackung beschädigt werden, so wird der Schaden durch den Dienstleister ersetzt. Das ist zum einen wichtig für das Image des Internetversenders beim Kunden.
Die Schadensregulierungs-Garantie durch den Versand-Dienstleister ist zum anderen aber auch bedeutsam, weil damit auch mögliche Folgeschäden erfasst sind. Ein denkbares Szenario: Eine Flasche zerbricht in der Verpackung, und der Inhalt läuft in ein darunterliegendes Paket, in dem zum Beispiel ein Laptop oder ein anderes teures elektronisches Gerät verpackt ist.
Die Prüfungen für die Zertifizierung der Verpackung sind zum Teil kostenlos. Die Tests laufen zum Beispiel wie folgt ab: Das Produkt wird in einer Originalverpackung eingepackt, und man lässt diese Verpackung aus einer bestimmten Höhe acht Mal auf alle verschiedenen Ecken, Kanten und Flächen fallen. Es darf dabei keine Flasche zu Bruch gehen. Ist der Test bestanden, gibt es ein Zertifikat. Genauere Details über den Fallversuch können beim Versand-Dienstleister angefordert werden.
Beim Einzelversand ist darauf zu achten, dass keine Flasche an die andere stoßen kann – dazu benötigt man zwischen jeder Flasche eine Lage doppelwellige Wellpappe. Wir können hier eine Steglösung wäh- len – drei Längsstege und vier Querstege. Die Stegenden stehen über und bilden mit dem Hohlgefache einen Stoßschutz. Nun muss noch je eine Knautschzone am Boden und am Deckel eingebracht werden. Wir wählen dafür ein Ritzpolster. Für die Umverpackung wählen wir eine Faltschachtel.
Zur Erklärung für die Auswahl der Verpackungsausführung: Der Inhalt hat einen Warenwert von rund 30 €. Grundsätzlich sehen Kunden eine Verpackung immer als notwendiges Übel: Sie soll das Produkt gut schützen, darf aber kaum etwas kosten. Diesem Bedürfnis kommt eine Faltschachtel entgegen. Er kann kostengünstig und ohne Werkzeugkosten auf einer Inline produziert werden. Die Stege können auf einer Stegschlitzmaschine oder einem Slotter auch ohne Werkzeugkosten gefertigt werden. Das Ritzpolster fertigen wir auf der Kreisschere.
Berechnung Längssteg
2 x Hohlsteg + 4 x Material Quersteg + 3 x Flaschendurchmesser
2 x 24,5mm + 4 x 7 mm + 3 x 89 mm = 344 mm
Material: 2.20 BC

Abb. 152: Zeichnung eines Längssteges. Unten rechts die Markierung der Wellenrichtung (Quelle: Eigene Darstellung)
Berechnung Quersteg
2 x Hohlsteg + 3 x Material Längssteg + 2 x Flaschendurchmesser
2 x 24,5 mm + 3 x 7 mm + 2 x 89 mm = 248 mm
Material 2.20 BC

Abb. 153: Zeichnung eines Quersteges. Unten rechts: die Markierung der Wellenrichtung (Quelle: Eigene Darstellung)
Berechnung Boden- und Deckelpolster
Die Grundfläche entspricht der Länge des Längssteges, die Breite entspricht der Länge des Quersteges, also 344 x 248 mm
Material: 2.20 BC
Das Ritzpolster wählen wir rund 10 mm breiter als die Hohlstege des Stegsatzes, in unserem Fall 40 mm.

Abb. 154: Berechnung eines Ritzpolsters (Quelle: Eigene Darstellung)
Zur Abb. 154: Die Linien, die mit dem Pfeil nach oben gekennzeichnet sind, werden von außen geritzt, die Linien, die mit dem Pfeil nach unten gekennzeichnet sind, von innen. Ritzen bedeutet, dass das Material von außen oder von innen bis zu 70 % durchgeschnitten wird. Dabei ist das Messer im 90 Grad-Winkel zu halten. Biegt man die Ritzung ein und hält diese gegen das Licht, so darf nichts durchscheinen.
Achtung: Wir nehmen die Grundfläche des Stegsatzes und geben in Länge und Breite je 2 mm dazu.
Innenmaße: 346 x 250 x 352 mm
Ausführung: Faltschachtel nach FEFCO 0201
Material: 2.40 BC

Abb. 155: Faltkarton nach FEFCO 0201 (Quelle: Eigene Darstellung)
Zur Erklärung für die Wahl des Materials: Die Inneneinrichtung sollte aus doppelwelligem weichem Material bestehen – dieses bildet ein weiches Polster! Zu harte Materialien würden die Stöße beim Fall direkt an das Produkt weitergeben! Die Flaschen könnten zerbrechen! Weiche Materialien sind zudem kostengünstiger. Wenn ein Fallversuch damit endet, dass Flaschen zerbrechen, muss zur nächstbesseren Qualität gewechselt werden. Beim Umkarton muss sofort höherwertiges Mate•rial gewählt werden, denn der Umkarton muss das rund 8 kg schwere Paket in Form halten.
Im nächsten Schritt wenden wir uns der Erstellung des Handmusters zu. Zur manuellen Herstellung eines Musters benötigt man:
• Cuttermesser
• Stahllineal
• Maßband
• Reißzirkel oder Zeichenbrett
Als Vorgabe verwenden wir unsere Zuschnittsberechnung von der Einzelversandverpackung. Wir wählen den entsprechenden Wellpappebogen mit dem korrekten Wellenverlauf und der adäquaten Qualität. Wir schneiden die Zuschnitte auf Endformat zu.
Zur Faltschachtel:
• Zuerst zeichnen wir die Rilllinien ein.

Abb. 156: Darstellung der Rilllinien auf dem Bogen (Quelle: Eigene Darstellung)
• Anschließend bringen wir die Schlitze und die Klebelasche mit dem Cutter ein.
• Jetzt werden die Rillungen mit einem Rillwerkzeug eingedrückt.
• Vorzugsweise mit dem Mustermachertisch oder einer Abkantmaschine. Steht beides nicht zur Verfügung, kann die Rillung auch mit einem Falzbein eingedrückt werden (ein Rilleisen in einem Holz eingebracht).
• Abschließend wird die Faltschachtel noch an der Klebelasche mit Hotmelt verklebt und ausgerichtet (Hotmelt = heißer Schmelzklebstoff). Wichtig dabei ist, dass hier die Kanten oben und unten bündig sind und nicht überstehen.
• Die Schachtel darf nicht zu eng geklebt werden. Es entsteht oben und unten ein Verschlussspalt.

Abb 157: Darstellung des Verschlussspalts (Quelle: Eigene Darstellung)
Zum Stegsatz:
Die Schlitztiefe und die Abstände werden auf die bereits auf Endformat zugeschnittenen Zuschnitte übertragen und mit einer Stegschlitzmaschine ausgestanzt. Steht diese nicht zur Verfügung, so werden die Schlitze mit dem Cutter ausgeschnitten. Je nach Verarbeitungsmöglichkeit und Maschine sind die Schlitze 6 mm oder 8 mm breit.
Zum Ritzpolster:
Die Zuschnitte sind bereits auf Endformat zugeschnitten. Wir bringen die Ritzungen – wie dargestellt – von oben und von unten ein! Die Faltschachtel wird mit dem Klebeband verklebt, mit der Inneneinrichtung bestückt und mit den Flaschen befüllt. Die Schachtel kann nun für den ersten Falltest dem Kunden zur Verfügung gestellt werden. Achtung: In der Praxis verwendet man für den zertifizierten Fallversuch Produktionsmuster, da Hand- oder Plottermuster nicht der späteren Serie entsprechen.
Musterbau Blockpolster:
Es ist hilfreich, ein Blockpolster zu erstellen, wenn man das Ritzen vertiefen will. Hierbei kann man leicht feststellen, ob man das Messer senkrecht hält! Die Ritzungen werden abwechselnd von oben und von unten ausgeführt.

Abb. 158: Musterbau eines Blockpolsters (Quelle: Eigene Darstellung)
Das Blockpolster wird wie eine Ziehharmonika zusammengelegt. Die Lagen des zusammengelegten Blockpolsters liegen nun übereinander. Erhält man an der Seite einen 90°-Winkel, hat man das Messer gerade gehalten.
Noch ein handwerklicher Tipp: Man schneidet nie die volle Materialstärke auf einmal – je nach Stärke immer häufiger schneiden.
Musterbau einer Krempelverpackung nach FEFCO 0422
Bei einer Krempelverpackung schneidet man sich den Bogen umlaufend um 20 mm größer zu. Man zeichnet in beiden Dimensionen die Mitte ein, achtet darauf, dass die Linien parallel zur Welle beziehungsweise senkrecht zur Welle verlaufen und nimmt alle Maße von der Mitte aus. Ähnlich verhält man sich beim Musterbau zum Beispiel von einem FEFCO 0300 oder auch einem 4-Punkt-Kleber nach FEFCO 0451.

Abb. 159: Krempelverpackung nach FEFCO 0422 (Quelle: Eigene Darstellung)
Musterbau Automatikboden nach FEFCO 0701
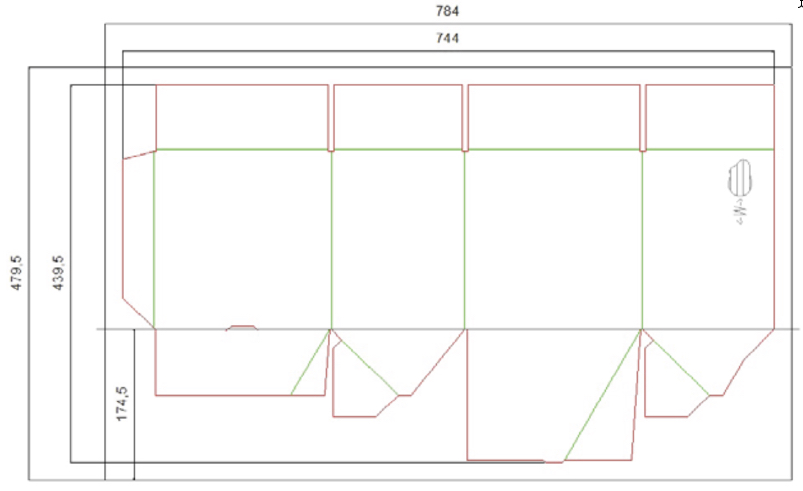
Abb. 160: Bei einem Automatikboden wird der Bogen auch umlaufend um 20 mm größer zugeschnitten. Zum Übertragen der Maße fängt man hier bei der Bodenklappenrillung an. (Quelle: Eigene Darstellung)
Wir fassen zusammen: Bevor das Muster gefertigt werden kann, muss eine Zuschnittsberechnung erstellt werden. Im nächsten Schritt wird der Wellpappbogen auf das offene Maß zugeschnitten. Nach dem Aufriss der Kontur mit Stechzirkel oder Zeichenbrett wird das Muster mit einem Cutter ausgeschnitten. Danach werden mit dem Handriller die Rillungen eingeprägt.
Im letzten Arbeitsschritt wird das Muster bei Bedarf geklebt. Im Anschluss findet eine Funktionsprüfung statt. Erfüllt das Muster alle Anforderungen, so kann es dem Kunden übergeben werden.
- Zum Verfassen von Kommentaren bitte anmelden.
3.1.3 Skizzen und packmittelspezifische Zeichnungen erstellen, technische Zeichnungen lesen (Säcke)
Säcke aus Leder begleiten den Menschen schon seit Anbeginn der Zivilisation, aus Leinen-, Hanf- oder Baumwollgeweben seit der Antike. Im frühen neunzehnten Jahrhundert eroberte die billigere Jute für ein Jahrhundert lang die führende Stellung bei Säcken für die Verpackung von Schüttgütern wie Salz, Zucker, Getreide oder Chile-Salpeter – aber auch bei Sandsäcken für Befestigungen.
Tüten und Beutel aus Papier für kleine Füllgewichte waren bereits im Mittelalter in Gebrauch. Seit Anfang des 19. Jahrhunderts wurden sie gewerblich in Handarbeit und seit etwa 1850 in USA auch maschinell hergestellt (Flachbeutel). In den folgenden zwanzig Jahren entstanden dort sowohl eine florierende Beutelindustrie mit Ausbildung von ersten Konzernstrukturen als auch die Technologie und die Maschinen für die Herstellung von Kreuzboden- und Blockbodenbeuteln. In Deutschland bildete sich erst mit der Reichsgründung 1871 eine ernstzunehmende, auf maschineller Basis arbeitende Tüten- und Beutelindustrie sowie eine eigene Maschinenindustrie heraus.
Säcke aus Leder, Leinen, Jute, Sisal oder Mischgeweben waren bis zur Jahrhundertwende für Schüttgüter wie Salz, Zucker, Getreide, Mehl – aber auch als Sandsäcke für Befestigungen – die gebräuchlichsten flexiblen Packmittel. Tüten und Beutel aus Papier für kleine Füllgewichte wurden bereits seit Anfang des 19. Jahrhunderts in Handarbeit und seit Mitte des 19. Jahrhunderts maschinell hergestellt (Spitztüten, Flachbeutel).
Im ersten Weltkrieg wurde als Ersatz für den knapp gewordenen Rohstoff Jute der um die Jahrhundertwende erfundene Papiersack verstärkt eingesetzt. Papiersäcke wurden bald für Füllgewichte bis 100 kg, neben Tüten und BeuteIn aus Papier, die für kleine Mengen und Gewichte im Konsumbereich Verwendung fanden, als billige zweckmäßige Einwegverpackung ein unentbehrliches Packmittel für die Industrie.
Anfang der 60er-Jahre wurden für Verpackungszwecke geeignete preiswerte Kunststofffolien entwickelt, die den Packstoff „Papier“ ergänzen. Massenschüttgüter wie Zement, Kalk, Düngemittel, chemische Grundstoffe, Farben und Kunststoffgranulat sowie Nahrungs- und Futtermittel, die gekörnt, granuliert, pulverförmig oder in Brocken als Packgut anfallen, werden heute in speziell für den einzeInen Anwendungszweck entwickelten flexiblen PackmitteIn, zum Beispiel in Papiersäcken, Plastikfoliensäcken, Kombinationssäcken aus Papier und Folie, zum Teil verstärkt durch Kunststoffbändchengewebe, sicher verpackt.
Begriffe und Formen von Säcken sind in den Normen DIN 55460, Teil 1 und Teil 2, sowie in der Norm DIN ISO 6591, Teil 1 und 2, definiert.
Die wichtigsten Begriffe entnehmen Sie bitte der nachstehenden Auflistung.
Papiersack: ein hauptsächlich aus einer oder mehreren flachgelegten Papierschlauchlagen gefertigtes und mindestens an einem Ende geschlossenes Behältnis. Papiersäcke sind nötigenfalls zur Erstellung besonderer Eigenschaften für die Befüllung und die Güterverteilungskette mit anderen flexiblen Materialien kombiniert – zum Beispiel Folie. Der Papiersack ist ein flexibles, vollflächiges, raumbildendes Packmittel von über 2700 cm2 (Länge x Breite).
Lage: ein Bogen aus Papier oder anderem flexiblem Material oder einer Kombination solcher Materialien, der die (oder einen Teil der) Sackwandungen bildet.
Seitenfalte: Eine Seitenfalte ist eine in die Längskanten eines (flachgelegten) Schlauches oder Sackes eingelegte Falte.
Schlauch: Dabei handelt es sich um eine oder mehrere Lagen in Form eines flachgelegten Zylinders in vorgegebenem Längenabschnitt.
Flachschlauch: Ein Flachschlauch besteht nur aus flachgelegten zylindrischen Lagen ohne eingelegte Seitenfalte.
Faltenschlauch: ein (flachgelegter) Schlauch mit in beiden Längskanten eingelegter Seitenfalte.
Geradschnittschlauch: ein Schlauch, dessen Lagen gemeinsam auf eine vorgegebene Länge geschnitten worden sind.
Staffelschlauch: ein Schlauch, dessen Lagen staffelförmig versetzt auf eine vorgegebene Länge geschnitten worden sind (flach oder mit Seitenfalten).
Kröpfschnittschlauch: ein Schlauch (flach oder mit Seitenfalten), dessen Lagen gemeinsam so auf eine vorgegebene Länge geschnitten worden sind, dass auf einem Ende eine vorspringende Ecke entsteht.

Abb. 161: Geradschnittschlauch, Staffelschlauch und Kröpfschnittschlauch (von links) (Quelle: Eigene Darstellung)
Nähen: Nähen, Kleben, Schweißen: Es gibt verschiedene Arten, Säcke zu verschließen. Das Nähen bezeichnet das Verbinden der Wandungsteile eines Sackes mittels Nähgarn. Anmerkung: In der Sackfertigung geht es dabei normalerweise um das Vernähen der Schnittränder, wodurch der Schlauch auf einem oder beiden Enden mit oder ohne einen Nähkreppstreifen verschlossen wird.
Kleben: Verbinden der Wandungsteile mit Klebstoff.
Längsnaht: Klebung, die die überlappenden Längskanten einer Lage mit Klebstoff miteinander verbindet. Anmerkung: Die Klebenaht kann durchgehend oder unterbrochen sein. Bei Kunststoffsäcken wird die Längsnaht als Extruderschweißnaht durchgeführt.
Querklebung: Klebeverbindung zwischen den einzeInen Lagen an einem oder beiden Enden eines Schlauches. Anmerkung: Die Querklebung erleichtert die Trennung der Vorder- von der Rückseite eines Schlauches während der Fertigung oder beim Gebrauch und kann die Festigkeit bestimmter Sackformen erhöhen.
Bodenklebung: Klebung, die den Schlauch an einem oder beiden Enden mittels Klebstoff verschließt. Anmerkung: Vor dem Verschließen des Schlauches werden seine Enden in dazu geeigneter Weise gefaltet und/oder anderweitig vorgeformt.
Schweißen: Verbinden der Wandungsteile mittels Wärmeeinwirkung. Extruderschweißnaht: Längsnahtverschluss durch thermoplastische Schmelze.
Überlappung: übereinanderliegende Flächenteile eines Schlauches oder einer Lage.
Längsnahtüberlappung: übereinanderliegende, den Längskanten einer Materialbahn benachbarte Flächenteile.
Bodenüberlappung: den Schnittkanten benachbarte Flächenteile eines Schlauches, die nach der Bodenformung übereinanderliegen.
Ventil: eine normalerweise in einer Sackecke gelegene Öffnung, durch die hindurch der Sack befüllt wird und die nach dem Befüllen den Inhalt nicht ohne weiteres wieder ausfließen lässt.
Sackformen
Flachsack: ein aus einem Flachschlauch gefertigter Sack.
Faltensack: ein aus einem (Seiten-)Faltenschlauch gefertigter Sack.
Genähter Sack: ein an einem oder beiden Enden mittels durchgehender Nähnaht geschlossener Sack.
Geschweißter Sack: ein an einem oder beiden Enden geschweißter Sack (meistens durch Impulsschweißnaht).
Geklebter Sack: ein an einem oder beiden Enden mittels Klebung geschlossener Sack.
Offener Sack: ein Schlauch, der während der Fertigung nur an einem Ende verschlossen wurde.
- Zum Verfassen von Kommentaren bitte anmelden.
3.1.4 Skizzen und packmittelspezifische Zeichnungen erstellen, technische Zeichnungen lesen (Beutel)
In diesem Kapitel geht es um Beutel. Dabei handelt es sich um ein flexibles, vollflächiges und raumbildendes Packmittel. Beutel haben meist unter 2700 cm² Zuschnittsfläche (Breite x Länge + gegebenenfalls Faltenbreite).
Die wichtigsten Beuteltypen nach DIN 55 450
Viele dieser Beutel werden später automatisiert befüllt.

Abb. 162: Beuteltypen (Quelle: Eigene Darstellung)
Spitztüte nach DIN 55 450
Unter einer Spitztüte versteht man ein gefaltetes und geklebtes Blatt in der Form eines gleichschenkligen rechtwinkligen Dreiecks, bei dem ein Schenkel die Öffnung bildet. Sie ist ein aus einem Zuschnitt gefaltetes konisches Packmittel mit einer Längsnaht. Bekannt ist sie hauptsächlich als Obstspitztüte oder Bonbontüte. Spitztüten werden mit und ohne Faltnaht (Fahne) hergestellt und entweder vom Blatt oder von der Rolle gefertigt. Man verwendet fast ausschließlich altpapierhaltige und holzhaltige Papiere mit einer flächenbezogenen Masse von etwa 40-60 g/m².

Abb. 163: Spitztüte (Quelle: Eigene Darstellung)
Zuschnitt
Die Rollenbreite b wird bestimmt aus der Tütenbreite a, Fahne F und Klebelasche m. Tütenbreite und Länge bilden die Schenkel des dreieckigen Füllkörpers (Breite : Länge - a). Fahne F und Klebelasche m gehen nicht in die Breite/Länge ein.
bR = a + F + m
Die Fahne beträgt in der Regel 20 mm und die Klebelasche 15 mm. Die Abschnittlänge sl₁ entspricht der Tütenbreite. Also sl₁ = a.

Abb. 164: Darstellung einer Fahne (Quelle: Eigene Darstellung)
Bei der maschinellen Herstellung wird von einer Papierbahn mit einer Streichschiene der spätere Klebefalz umgelegt. Auf diesem Klebefalz wird Klebstoff aufgetragen. Die Klebstoffspur ist an jenen Stellen, an denen später der Querschnitt erfolgen soll, ausgespart. Dann wird die Papierbahn in einzelne Abschnitte getrennt und einer Falzstation zugeführt. In der Falzstation werden die vereinzelten Zuschnitte erfasst und mit Hilfe eines Falzmessers in einem Winkel von 45 Grad gefalzt.
Zweinahtbeutel DIN 55 450

Abb. 165: Dimensionen des Zweinahtbeutels (Quelle: Eigene Darstellung)
Zuschnitt
Die Rollenbreite bR wird bestimmt aus der Beutelbreite b₁ und den Klebelaschen m. Die Klebelasche m beträgt in der Regel 12,5 mm
Also bR = b₁ + 2 m.
Die Abschnittlänge sl₁wird bestimmt aus der Beutellänge l₁ und der Verschlusslasche n. Also sl₁ = 2l₁ + n. Die Verschlusslasche n beträgt in der Regel 20 mm.

Abb. 166: Durchlaufen einer Längsfalzeinrichtung (Quelle: Eigene Darstellung)
Beim Durchlaufen einer Längsfalzeinrichtung werden die an beiden Seiten stehengebliebenen Klebelaschen von einem Streichblech hochgestellt und nach innen umgelegt. Diese Klappen werden nun als Klebstoffauftragsstreifen mit dünnen Klebstoffstreifen versehen.

Abb. 167: Klebstoffmuster für Querklebung (Quelle: Eigene Darstellung)
Flach- und Seitenfaltenbeutel DIN 55 450
Flachbeutel ist der Sammelbegriff für Beutel ohne Boden. Für Flachbeutel werden holzhaltige und holzfreie Papiersorten benutzt; für bestimmte Zwecke finden auch Pergamentersatz und Pergamin Verwendung. Mit einer flächenbezogen Masse von 30-130 g/m². In Ausnahmefällen auch noch schwerer.
Die Rollenbreite bR wird bestimmt aus der Beutelbreite b₁ und der Klebelasche m.
bR = 2 b₁ + m. Die Klebelasche beträgt 15-20 mm.
Die Abschnittlänge sl₁ wird bestimmt aus der Beutellänge l₁, Verschlusslasche n und Bodenverschluss n₁.
sl₁ = l₁ + n + n₁

Abb. 168: Dimensionen des Flachbeutels (Quelle: Eigene Darstellung)
Faltenbeutel DIN 55 450
Der Faltenbeutel hat gegenüber dem Flachbeutel zusätzlich Seitenfalten, die ein raumförmiges Packmittel ergeben.

Abb. 169: Dimensionen des Faltenbeutels (Quelle: Eigene Darstellung)
Berechnungsformel Faltenbeutel
Die Rollenbreite bR wird bestimmt aus der Beutelbreite b₁ , der Faltentiefe b₃ und der Klebelasche m.
bR = 2 b₁ + 4 b₃ + m
Die Abschnittlänge sl₁ ist gleich der Berechnungsformel des Flachbeutels.
Zweinutzige Schlauchbildung
Beim Auflaufen der Papierbahn auf das Formatblech sorgen schräg angeordnete Gummirollen für einen engen Kontakt des Papiers mit dem Formatblech.

Abb. 170: Andruckrollen für einen engen Kontakt des Papiers mit dem Formatblech (Quelle: Eigene Darstellung)
Herstellung von Faltenbeuteln
Um umfangreicheres beziehungsweise großvolumigeres Füllgut zu verpacken, wird der Faltenbeutel hergestellt. Der herstellungstechnische Unterschied zum Flachbeutel liegt hier in der Verwendung eines anders geformten Formatbleches. Das Faltenformatblech besteht aus zwei gleich breiten, jedoch unterschiedlich langen Teilen; diese sind so angeordnet, dass die Papierbahn mit seitlich montierten Faltenblechen zu einem Faltenschlauch geformt werden kann. Alle übrigen Arbeitsgänge entsprechen jenen der Flachbeutelherstellung.

Abb. 171: Formatblech zur Herstellung von Faltenbeuteln und Faltenschlauch (Quelle: Eigene Darstellung)
Schlauchbildung für Faltenbeutel
Die Faltenbildung kann auch durch verstellbare Rollen erfolgen (siehe Abbildung). Nach dieser Station wird der Schlauch mit Hilfe von Vorzugsrollen zur Trenneinrichtung vorgezogen.

Abb. 172: Faltenbildung durch verstellbare Rollen (Quelle: Eigene Darstellung)
Kreuzbodenbeutel DIN 55 450
Der Kreuzbodenbeutel ist ein Bodenbeutel ohne Seitenfalten, der nach dem Füllen einen rechteckigen oder quadratischen Boden hat. Die erste Maschine dafür kam 1894 auf den Markt, ihr Prinzip ist im Wesentlichen heute noch gültig.
Der Kreuzbodenbeutel wird immer von der Rolle gearbeitet. Im ungefüllten gefalzten Zustand hat er einen sechseckigen Boden. Wesentlicher Vorteil des Kreuzbodenbeutels sowie des später beschriebenen Blockbodenbeutels ist die eigene Standfähigkeit.

Abb. 173: Dimension des Kreuzbodenbeutels (Quelle: Eigene Darstellung)
Maßangaben/Bezeichnungen
b₁ = Beutelbreite
l₁ = Beutellänge
b₂ = Beutelbodenbreite
ü₂ = Bodenüberlappung
Die Rollenbreite bR wird bestimmt aus der Beutelbreite b₁ und der Klebelasche m.
bR = 2 b₁ + m
Die Klebelasche m beträgt in der Regel 20 mm.
Die Abschnittlänge sl₁ wird bestimmt aus der Beutellänge l₁, der Bodenbreite b₂ und der Bodenüberlappung ü₂.
![]()
Die Bodenüberlappung beträgt je nach Bodenbreite 30-40 mm.
Bodenbildung mittels Falznase
Die Papierrolle wird so in die Maschine eingespannt, dass die glatte Seite oben liegt. Nach dem Abzug der Papierbahn wird ein sogenannter S-Zug umschlungen. Dieser besteht aus zwei eng beieinander liegenden Walzen, welche von der Papierbahn beim Durchlaufen über einen großen Umschlingungswinkel berührt werden. Durch die hierbei auftretende Reibung wird ein konstanter Vorzug durch den angetriebenen S-Zug erreicht. Über Umlenkwalzen vorbei an der Längsklebeeinrichtung wird die Papierbahn auf das Formatblech gezogen, welches sie von oben nach unten zu einem Schlauch umschließt.
An der Oberseite des Formatbleches liegt die Bodenklappenausstanzvorrichtung. Es werden mittels dieser Vorrichtung in die vorbeilaufende obere Schlauchhälfte zwei Längsschlitze geschlagen, deren Abstand voneinander die Breite der später nötigen Bodenklappe ergibt. Die Schlitze werden von einem Stanzmesser geschlagen, welches für jede Klappenbreite ausgewechselt werden muss. Die Klappenhöhe kann durch die Einstechtiefe des Stanzmessers verschieden groß gestaltet werden.
Nach dem Durchlaufen der Stanzvorrichtung wird der Schlauch fertiggebildet, verklebt und von der Vorzugseinrichtung dem Querschneider zugeführt. Nach dem erfolgten Querschnitt wird die vordere Kante des Schlauchabschnittes zur Bodenquadratbildung vorgeschoben. Eine im Formatblech befindliche, in ihrer Längsrichtung verschiebbare und über Kipphebel bewegte Zungenfeder spreizt nun den Schlauch derart auseinander, dass er auf eine fest in der Maschine montierte Falznase aufgeschoben werden kann. Es gleitet hierbei die Oberseite des Schlauches über beziehungsweise die Unterseite unter die Falznase. Die Zungenfeder wird in diesem Augenblick nach rückwärts weggezogen. Sie muss sich zum Zeitpunkt des nächsten Querschnittes hinter der Schneideeinrichtung befinden.

Abb. 174: Schlitzung der Bodenklappe mittels Stanzmesser (Quelle: Eigene Darstellung)
Wenn der Schlauch bis zur halben Beutelbreite auf der Falznase aufgeschoben ist, so wird er von einem quer zur Maschine liegenden Falter erfasst und unter der Falznase durchgeschoben. Hierbei bildet sich das Bodenquadrat.

Abb. 175: Schlauchbildung über das Formatblech (Quelle: Eigene Darstellung)
Bodenquaderbildung

Abb. 176: Bildung des Bodenquaders (Quelle: Eigene Darstellung)

Abb. 177: Falzstation zur Bildung der Bodenklappe (Quelle: Eigene Darstellung)
Der Schlauchabschnitt wird mit dem nun fertig gebildeten Bodenquadrat unter den Bodenformatzylinder (Bodenmacherzylinder) geführt und hier von einem in der Mitte des Formatzylinders befindlichen Klebstoffsegment mit dem für die Bodenverklebung erforderlichen Klebstoff versehen. Der Bodenformatzylinder muss für jede Abschnittlänge ausgewechselt werden. Sein Umfang bestimmt die Abschnittlänge. Die Länge des Klebstoffsegments ist abhängig von der Beutelbreite.
Der Schlauchabschnitt erreicht nun die erste Falzstation. Hier wird von einem Pendelfalzmesser die erste Bodenklappe gebildet, indem der Schlauchabschnitt zwischen einer Presswalze und der Bodenbildungstrommel durchgeschoben wird. Unmittelbar darunter liegt die zweite Falzstation. Der zweite Falter verschließt den Boden, indem er den vom ersten Falter vorgefalzten Boden durch die zweite Presswalze drückt. Der jetzt fertiggestellte Beutel wird über Bänderführungen zur Ablagetrommel gebracht und gezählt abgelegt.
Falzvorgang


Abb. 178: Falzvorgang im Bodenmacherzylinder (Quelle: Eigene Darstellung)
Blockbodenbeutel DIN 55 450
Der Blockbodenbeutel ist ein Bodenbeutel mit zwei Seitenfalten sowie einem gefalteten rechtwinkligen Boden. Dieser wird meist zusätzlich mit einem Bodenblatt versehen. Da er ursprünglich über einen Klotz hergestellt wurde, wird er gelegentlich noch Klotzbodenbeutel genannt.

Abb. 179: Dimensionen des Blockbodenbeutels (Quelle: Eigene Darstellung)
Die Rollenbreite bR wird bestimmt aus der Beutelbreite b₁, Faltentiefe b₃ und der Klebelasche m.
bR = 2 x b₁ + 4 x b₃ + m
Die Klebelasche schwankt je nach Größe der herzustellenden Beutel zwischen 15 und 25 mm. Die Schlauchabschnittlänge sl₁ wird bestimmt aus der Beutelhöhe l₁, der Bodenbreite b₂ und der Bodenüberlappung ü₂. (Die Bodenbreite ist gleich der Faltenbreite.)

Die Bodenüberlappung beträgt 30 bis 40 mm, je nach Größe des Beutels.
Blockbodenbeutel oder Klotzbodenbeutel werden aus Faltenschläuchen hergestellt, besitzen einen rechteckigen bis quadratischen Boden und sind für die Verwendung auf automatischen Abpackmaschinen die günstigste Ausführung. Blockbodenbeutel werden in den unterschiedlichsten Größenausführungen dargestellt vom Gewürzsäckchen bis hin zu großen Tragebeuteln.
Tragbeutel und Tragtaschen DlN 55 455
Unter Tragbeutel versteht man einen Blockbodenbeutel mit Tragevorrichtung.
Als Tragtaschen werden Flach- oder Faltenbeutel mit ausgestanzten Grifflöchern oder zusätzlich angebrachten Tragegriffen bezeichnet.

Abb. 180: verschiedene Formen von Tragbeuteln und Tragetaschen (Quelle: Eigene Darstellung)
Je nach der Henkel- bzw. Grifflochausführung verwendet man zur Fertigung:
• Tragbeutelmaschinen, bei denen die Einklebung des Griffes in der
• Blockbodenbeutelmaschine (Innenhenkel) erfolgt (Tragbeutel für Lebensmittelsektor)
• Tragbeutelmaschinen, die als selbstständiges Aggregat an fertige Kreuzboden- oder Blockbodenbeutel Griffe anbringen (Außenhenkel)
• Tragtaschenmaschinen, die in einem Arbeitsgang Pappverstärkungen einkleben und durch anschließende Stanzung Grifflöcher anbringen (Textiltragtaschen)
• Sonstige Einrichtungen, wie Schnureinziehmaschinen für Tragbeutel mit kartonverstärktem Rand und Schnur, Aggregate für alle möglichen Sondergriffausführungen – zum Beispiel mit Kunststoff –, die vorgefertigt werden, usw.
Tragbeutel mit Innenhenkel
Moderne Herstellungsmaschinen für Tragbeutel besitzen eine Zusatzeinrichtung zur Herstellung von Papiertraggriffen. Diese werden aus einer schmalen und sehr reißfesten Papierbahn der Länge nach dreifach gefaltet und verklebt, so dass ein etwa 2 cm breites Papierband entsteht. Dieses wird auf die erforderliche Länge abgeschnitten und so geknickt, dass daraus der Traggriff entsteht. Dieser Griff wird nun in der Beutelmaschine so in die Innenbahn des Schlauches geklebt und mit einem Deckblatt fixiert, dass er nach dem Abtrennen des Schlauchabschnittes an dessen Oberkante herausragt.
Tragbeutel mit Außenhenkel
Die fertigen Beutel werden von oben kontinuierlich in eine Anlage gelegt, die auf die Beutelgröße eingestellt ist. Ein rotierender Zylinder erfasst mit einem Sauger den untersten Beutel in dieser Anlage und gibt ihn an Zangen des Zylinders ab, die ihn bei der weiteren Drehung des Zylinders auf eine Transportkette legen. Die Kette trägt ihn taktmäßig in die einzelnen Arbeitsstationen. Während dieser Vorgänge werden die beiden Traggriffe hergestellt. Von zwei schmalen Papierrollen, deren Breite gleich der zwei- oder dreifachen Griffbreite ist, werden die Papierstreifen abgerollt. In einer Rillstation werden in das Papier feine Längsrillen für die spätere Einlage von Textilfäden geprägt. In der nächsten Arbeitsstation wird am linken und rechten Rand des Papierstreifens durch Düsen ein schmaler Klebstoffauftrag vorgenommen.
Traggriffmaschine
Anschließend wird der angeleimte Papierstreifen zwei- oder dreifach übereinander zusammengelegt. Dann passiert die Papierbahn die Vorzugrollen, wodurch der zusammengelegte Streifen als laufende Bahn zusätzlich gepresst wird. Anschließend läuft die Bahn durch das Schneidwerk. Ein pendelndes Segment übergibt den Abschnitt an den Falzzylinder. An seinem Scheitelpunkt erfolgt der Vorbruch für die U-Formbildung (eine Rillung diagonal in den Streifen). Dann leitet der Zylinder den Abschnitt in Führungsbleche, durch die er an den gerillten Stellen zum Tragegriff geformt wird. Vom Falzzylinder übernimmt ihn der Übergabezylinder. Jetzt folgt der Klebstoffauftrag durch mit Schaumgummiklischees beklebte Segmente. Der Übergabezylinder presst dann den Griff an die Außenseite des Beutels. Der zweite Griff wird gleichzeitig gefertigt und aufgeklebt. Durch einen Bändertransport wird der fertige Beutel der Ablage zugeführt. In Fangblechen wird eine bestimmte Stückzahl Beutel gesammelt und dann gezählt ausgeworfen.

Abb. 181: Schema der Aufklebung des Griffes (Henkel) (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
3.1.5 Briefhüllen - Begriffe, Ausführungsformen
Definitionen nach DIN
Benennung | Definition |
Briefhülle | Umhüllung aus Papier oder ähnlichem Material: Man unterscheidet noch Briefumschlag und Versandtasche. |
Briefumschlag | Diese flache rechteckige Briefhülle ist mit einer gummierten oder nicht gummierten Verschlussklappe entlang einer Längsseite versehen. |
Versandtasche | Diese rechteckige Briefhülle ist mit einer gummierten oder nicht gummierten Verschlussklappe entlang einer Schmalseite versehen. |
Zuschnitt | Hierbei handelt es sich um ein in eine Form zugeschnittenes Papier oder ähnliches Material für die Produktion von Briefhüllen. |
Klappen | Diese Teile des Zuschnittes lassen nach Faltung und Verleimung aus dem Zuschnitt eine Briefhülle entstehen. |
Verschlussklappe | Diese Klappe dient dazu, die Briefhülle durch Klebung vollständig zu verschließen oder durch Einstecken oder Ähnliches – gegebenenfalls mithilfe bestimmter Mechanik – den Inhalt vor dem Herausfallen zu sichern. |
Man unterscheidet:
• spitze Verschlussklappe,
• gerade Verschlussklappe und
• abgerundete Verschlussklappe.

Abb. 182, 183, 184: Quelle: Eigene Darstellung
Bodenklappe | Diese Klappe liegt gegenüber der Verschlussklappe. |
Seitenklappen | Seitenklappen liegen rechtwinklig zur Verschluss- klappe. |
Fenster | Hierbei handelt es sich um eine Ausstanzung in der Briefhülle, die mit einem transparenten Material hinterklebt ist. |
Selbstklebegummierung | Die Klebegummierung (auf Klappe und Rückseite) kann ohne Einwirkung von Wasser durch Anpressdruck fest oder wieder ablösbar (Adhäsivverschluss) miteinander verklebt werden. |
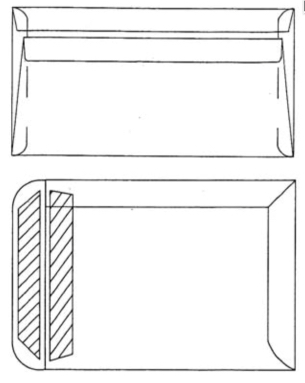
Abb. 185: Darstellung einer Klebegummierung (Quelle: Eigene Darstellung)
Haftklebegummierung | Diese Einkomponenten-Klebegummierung kann ohne Einwirkung von Wasser durch Anpressdruck fest oder wieder ablösbar (Adhäsivverschluss) verklebt werden. Sie ist durch einen Silikonschutzstreifen abgedeckt. |

Abb. 186: Schematische Darstellung einer Einkomponenten-Klebegummierung (Quelle: Eigene Darstellung)
Nassklebegummierung | Diese Leimgummierung wird durch Wasser aktiviert. |
Ungummierte Verschlussklappe | Diese Verschlussklappe hat keine Gummierung. |
Zungenverschluss | Bei dieser Verschlussart wird eine an der Verschlussklappe ausgestanzte Zunge in einen Schlitz in der Bodenklappe eingeschoben. |

Abb. 187: Schematische Darstellung eines Zungenverschlusses (Quelle: Eigene Darstellung)
Metallklammerverschluss | Dieser Verschluss wird mithilfe auf der Bodenklappe aufgenieteter Metallklammern oder loser Spreizklammern verschlossen. |

Abb. 188: Schematische Darstellung eines Metallklammerverschlusses (Quelle: Eigene Darstellung)
Papprückwandtasche | Diese Versandtasche hat eine Rücken- verstärkung aus Pappe, die den Inhalt vor Knicken schützen soll. |
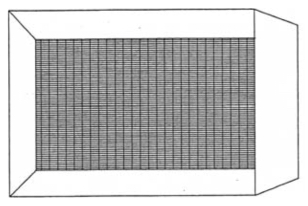
Abb. 189: Papprückwandtasche (Quelle: Eigene Darstellung)
Briefhülle mit Seitenfalten | Diese Briefhülle hat eine Verschlussklappe und Falten an zwei Seiten sowie einen Keil- oder Blockboden. |

Abb. 190: Briefhülle mit Seitenfalten (Quelle: Eigene Darstellung)
Gepolsterte Briefhülle | Diese Briefhülle ist innen mit einem Polstermaterial versehen, um das Versandgut vor Schlag- oder Stoßeinwirkungen zu schützen. |
Gefütterte Briefhülle | Diese Briefhülle hat ein eingeklebtes Futter. |
Fensterbriefhülle | Diese Briefhülle hat ein Fenster, um die auf dem Schriftgut befindlichen Anschrift sichtbar zu machen. |
Wertbriefumschlag | Dieser Briefumschlag hat überlappende hochgezogene Seitenklappen. Sie sollen verhindern, dass man den Inhalt der Sendungen entnehmen kann, ohne den Umschlag zu beschädigen. |

Abb. 191: Wertbriefumschlag (Quelle: Eigene Darstellung)
Endlosbriefumschläge | Diese Briefumschläge sind auf einem Endlosträgerband aneinandergereiht befestigt und können auf diese Weise unmittelbar kontinuierlich beschriftet werden. |
Faltbriefsendungen | Hierbei handelt es sich um gefaltete, zusammengeklebte oder gesteckte Briefblätter beziehungsweise Ausschnitte aus Papierbahnen, bei denen Inhalt und Umhüllung aus einem Stück bestehen. |
Briefumschlag | Das ist ein Briefumschlag mit einer offenen und lediglich durch einen Adhäsionsleim oder eine Punktklebung gesicherten Seitenklappe – diese kann für die Prüfung der Ordnungsmäßigkeit der Sendung geöffnet und wieder verschlossen werden. |

Abb. 192: Briefumschlag mit Scheinverschluss (Quelle: Eigene Darstellung)
Verschlussarten
Die Verschlussarten von Briefhüllen sind mannigfaltig – von der traditionellen Gummierung, die man durch Anfeuchten verschließt über den Klammern- und Ösenverschluss bis hin zum Adhäsionsverschluss.
Latex- oder Selbstklebeverschluss
Die normale Verschlussart bei Briefumschlägen oder Versandtaschen ist die wiederanfeuchtbare Gummierung. Die Latexklebung ist eine Verschlussart, die keine Anfeuchtung nötig hat, da der Klebstoff, der an der Schlussklappe und auf der Rückseite der Hülle oder Versandtasche aufgetragen wird, durch Kontakt der beiden Leimschichten sofort miteinander klebt. Ausschlaggebend sind hier die Latexanteile im Leim.
Adhäsionsverschluss
Er ist zum mehrmaligen Öffnen und Schließen der Versandtasche geeignet. Die Latexanteile sind hier geringer. Sowohl beim Selbstklebe- als auch beim Adhäsionsverschluss ist darauf zu achten, dass die Lebensdauer der Latexanteile begrenzt ist (rund sechs Monate).
Klammern- und Ösenverschluss
Eine andere, sehr aufwendige Verschlussart ist die Ausführung der Versandtasche mit einem Klammer- und Ösenverschluss. Dieser hat vor allem den Vorteil, dass er wiederverwendbar ist. Hier wird die Schlussklappe mit einer Metallöse versehen, die Rückseite der Versandtasche mit einer Klammer, die nach Umlegen der Schlussklappe durch die Öse geführt und umgebogen wird. Diese Ausführung wird nur selten verwendet, da sie sehr zeitraubend ist und zeitaufwendig herzustellen ist.
Haftklebung
Im Gegensatz zur Latexverklebung wird die Haftklebung nur einseitig aufgetragen und mit einem Schutzmaterial (Silikonpapier) abgedeckt. Will man einen Umschlag verkleben, so braucht nur der Silikonstreifen abgezogen zu werden, die Schlussklappe wird umgelegt und schon ist der Umschlag verschlossen.
Sonderausführungen
Auch bei Briefhüllen gibt es wie überall in der Packmittelindustrie viele Varianten und Sonderwünsche. Deshalb sind auch Hersteller von Briefumschlägen gezwungen, Sonderausführungen zu fertigen, die nicht auf den üblichen Maschinen herstellbar sind – das sind zum Beispiel:
1. Papprückwandtaschen
Diese Ausführung wird verwendet, wenn vermieden werden soll, dass der Inhalt der Tasche geknickt wird (zum Beispiel Dokumente, Urkunden). Die Herstellung erfolgt auf speziellen Maschinen, die den Papierzuschnitt mit der steifen Pappe verkleben können.
2. Gefütterte Briefumschläge
Wie der Ausdruck „gefüttert“ besagt, enthalten diese Briefumschläge ein Futter. Sie werden auf speziellen Maschinen gefertigt, die in die Innenseite der Umschläge ein Futter einkleben. Das Futter besteht vorwiegend aus einem Seidenpapier (rund 30-40 g/m²), das die Form des Briefumschlagzuschnittes besitzt und über einen separaten Einzug auf der Briefhüllenmaschine dem Trägerzuschnitt zugeführt und mit ihm verklebt wird. Diese Umschläge werden vorwiegend im persönlichen Briefverkehr eingesetzt. Die Ausführungsformen sind in DIN 678, Teil 1 und 2, sowie in DIN 680 festgelegt. Die Formate für Briefhüllen beziehen sich auf die DIN 476.
Die Bestimmung des Materialbedarfs ist für alle Ausführungsformen von gleicher Bedeutung. Beim Briefumschlag mit spitzer Verschlussklappe müssen bei der Bestimmung des Materialverbrauches folgende Werte ermittelt werden:

Abb. 193: Skizze eines Briefumschlages mit spitzer Schlussklappe (Quelle: Eigene Darstellung)
a = Breite der Briefhülle
b = Höhe der Briefhülle
c = Seitenklappenlänge
d = Bodenklappenlänge
k = Schlussklappenlänge
z = Überklebungen mindestens 7 mm
Dieser Zuschnitt ist für die maschinelle Kuvertierung ungeeignet. Beim Briefumschlag mit gerader Schlussklappe ist die Ermittlung des Materialverbrauches einfacher.

Abb. 194: Konstanziaschnitt (Quelle: Eigene Darstellung)
a = Breite der Briefhülle
b = Höhe der Briefhülle
c = Seitenklappenlänge
d = Bodenklappenlänge
k = SchlussklappenIänge
Merke: d + k = b + mind. 15 mm
Die Schlussklappe kann in vielen Fällen auch leicht abgeänderte Formen gegenüber den Standardformen besitzen. Dies ist aber meist dadurch bedingt, dass die Hersteller von Briefumschlägen drei wichtige Punkte im Auge haben:
1. eine für die Herstellung optimal geeignete Schnittform
2. Berücksichtigung der Probleme bei der Weiterverarbeitung
3. optimale Materialausnutzung

Abb. 195: Briefhülle in abgeänderter Form (Quelle: Eigene Darstellung)
Versandtaschen (VT) gibt es in zwei verschiedenen Fertigungsarten.
a) Seitenklebung ist die meistgefertigte Ausführung, da sie maschinentechnisch die optimale Voraussetzung bietet: Möglichst kurze Überklebungsstreifen, damit große Druckflächen für Werbeträger.

Abb. 196: Versandtasche mit Seitenklebung (Quelle: Eigene Darstellung)
a = VT Höhe
b = VT Breite
c = Seitenklappe
d = Bodenklappe
k = Verschlussklappenlänge
b) Mittelklebung
Sie findet heute meist noch in Sonderausführungen oder Sondergrößen ihre Anwendung beziehungsweise bei größeren Formaten und Rollenfertigung.

Abb. 197: Versandtasche mit Mittelklebung. Z = mindestens 20 mm/Überklebung. (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
3.2 Standardisierte Zuschnitte - 3.2.1 Auswahl standardisierter Zuschnitte mit Hilfe des ECMA-Kataloges (Karton und Vollpappe)
Die 1960 gegründete European Carton Makers Association (ECMA) veröffentlichte den ECMA-Code, ein Katalog standardisierter Stanzverpackungen und Faltschachteln, der 2009 überarbeitet wurde. Dieser Katalog listet alle Grundformen und deren Variablen. Diese sind durch ECMA-Codes gekennzeichnet, die wichtige Grundlage für die Arbeit und Kommunikation in der Packmittelindustrie sind. Konstruktionsdetails fehlen, sie sind aber Grundlage für die Datenbanken von CAD-Programmen, mit denen Verpackungen konstruiert werden.
Wir gehen hier auf das Katalogsystem von ECMA ein und zeigen auf, wie und wo der Katalog eingesetzt werden kann.
Eine Klassifizierung der verschiedenen Faltschachteltypen ist die Grundvoraussetzung für eine Zusammenarbeit, wenn keine visuelle Unterstützung möglich ist. Allein durch die Code-Nummer und Angabe von A/B/H (ECMA) kann eine Konstruktion definiert werden. Bei einer computergestützten Packmittelentwicklung ist die Struktur der Datenbanken von CAD-Systemen nach ECMA ausgerichtet.
Die Grenzen einer Katalogisierung von Faltschachteltypen werden jedoch angesichts der Unmenge von Variablen und Sonderformen offensichtlich. Der ECMA-Katalog liefert keine Konstruktionsdetails. Die Aufgabe des Kataloges beschränkt sich ausschließlich auf die Katalogisierung von Grundformen und ihren Variablen.
Konstruktionsdetails können nur über eine DIN oder eigene Skizzen wiedergegeben werden. DIN steht für Deutsches Institut für Normung. DINs sind Normen, die bestimmte Standards festlegen. Die DIN verwendet eigene Bezeichnungen für die unterschiedlichen Variablen. Zurzeit ist nur eine DIN für die Standardfaltschachtel bekannt. In der DIN 55 522 werden die Details der Standardfaltschachtel nach ECMA A20.20.01.03.M/A bis A20.20.03.03.M/A beschrieben.

Abb. 198: Standard-Faltschachtel (Quelle: Eigene Darstellung)
Beispiel der Standard-Faltschachtel A20.20.03.01 M/A: Dabei handelt es sich um eine Faltschachtel mit wechselseitigen Einstecklaschen. Wir fassen zusammen: Der ECMA-Code dient in erster Linie der Kommunikation zwischen Kunde, Lieferant und der Datenbank einer computergestützten Packmittelentwicklung. Die gelisteten Konstruktionen im ECMA-Katalog enthalten keine Konstruktionsdetails.
In der Regel bestimmt das zu verpackende Produkt, wie die Verpackung aussieht. Aus diesem Grunde sind neben den Grundformen die verschiedensten Variablen notwendig. Durch die Variablen der Grundformen hat man die Möglichkeit, die Packung so zu gestalten, dass die Erfordernisse des Packgutes optimal erfüllt werden.
Mit der Überarbeitung der Ausgabe des ECMA-Codes vom September 2009 wurde das Nummernsystem geändert. ECMA kennt insgesamt sieben Bautyp-Gruppen. Die siebte Gruppe X ist Verschlüssen und Hilfsvorrichtungen aller Gruppen vorbehalten.
Bautyp-Gruppen ECMA
Gruppe A: Faltschachteln rechteckig mit Längsnahtklebung
Gruppe B: Faltschachteln rechteckig ohne Längsnahtklebung
Gruppe C: Faltschachteln nicht-rechteckig mit Längsnahtklebung
Gruppe D: Faltschachteln nicht-rechteckig ohne Längsnahtklebung
Gruppe E: Faltschachteln mit Produktbezug oder -integration
Gruppe F: sonstige Faltschachteln
Gruppe X: Verschlüsse/Hilfsvorrichtungen für alle Gruppen
Die ECMA-Codenummer setzt sich aus dem Bautyp und mehreren Variablen zusammen. Für jeden Bautyp gibt es eine Matrix, nach der die Codenummer erstellt wird.

Abb. 199: Bautyp-Schlüssel (Quelle: Eigene Darstellung)
Neben dem Bautyp gibt es nun auch eine Kennzeichnung dafür, ob eine Konstruktion manuell oder automatisch zu konfektionieren ist (konfektionieren = aufrichten, befüllen, verschließen etc.). Diese Kennung wird an den eigentlichen Code angehängt. Beispiel: A20.20.03.01 M/A
M: manuelles Konfektionieren / Aufrichten
A: automatisches Konfektionieren / Aufrichten
M/A: manuelles oder automatisches Konfektionieren / Aufrichten
M+A: erfordert manuelles und automatisches Konfektionieren / Aufrichten
Im nächsten Schritt sehen wir uns anhand von Beispielen an, nach welcher Logik der Code aufgebaut ist.

Abb. 200: ECMA A20.20.03.01 M/A – Standard-Faltschachtel mit wechselseitigen Einstecklaschen – Ansicht von der Druckseite (Quelle: Eigene Darstellung)
Beispiel: Standard-Faltschachtel 1
ECMA-Code der Standard-Faltschachtel, wie im Beispiel ermittelt: A20.20.03.01 M/A
Wir fassen zusammen:
A = Standardfaltschachtel mit Längsnahtklebung
20 = Boden mit Einsteckverschluss
20 = Deckel mit Einsteckverschluss
03 = Anlenkung des Einsteckverschlusses Seite 3 unten
01 = Anlenkung des Einsteckverschlusses Seite 1 oben
M/A= Konfektionierung manuell und automatisiert möglich
Beispiel: Standard-Faltschachtel 2
ECMA-Code der Standard-Faltschachtel, wie im Beispiel ermittelt: A55.20.01.03 M

Abb. 201: ECMA A55.20.01.03 M – Faltschachtel mit Steckboden Ansicht von der Druckseite (Quelle: Eigene Darstellung)
Wir fassen zusammen:
A = Standardfaltschachtel mit Längsnahtklebung
55 = Boden mit Steckverschluss
20 = Deckel mit Einsteckverschluss
01 = Anlenkung des Steckverschlusses Seite 1 unten
03 = Anlenkung des Einsteckverschlusses Seite 3 oben
M = Konfektionierung nur manuell möglich
Beispiel: Tray mit 4-Punkt-Klebung

Abb. 202: ECMA B40.22.00.00 M – Tray mit 4-Punkt-Klebung – Ansicht von der Druckseite (Quelle: Eigene Darstellung)
ECMA-Code des Trays, wie im Beispiel ermittelt: B40.22.00.00 M
Wir fassen zusammen:
B = Faltschachtel ohne Längsnahtklebung
40 = Tray geklebt, vier einfache Seitenwände
22 = geklebte Ecke/Klappe, nicht staubdicht, nach innen einklappbar
00 = nicht definiert
00 = nicht definiert
M = Konfektionierung nur manuell möglich
Beispiel: Faltschachtel mit Längsnahtklebung und Tragegriff

Abb. 203: ECMA A55.00.03.00.82M – Faltschachtel mit Längsnahtklebung und Tragegriff – Ansicht von der Druckseite (Quelle: Eigene Darstellung)
ECMA-Code der Standard-Faltschachtel, wie im Beispiel ermittelt: In diesem Beispiel wird der Code um 2 Ziffern zur Beschreibung einer Sonderfunktion erweitert. (siehe X)
Erläuterung zu X: Code mit Sonderfunktion:
• A, B, C, D, F für die Gruppe
• 4 Ziffernpaare für die Variablen
• 1 Ziffernpaar für die Sonderfunktion
• M, A für manuelles oder automatisiertes Konfektionieren
• M/A für manuelles und automatisiertes Konfektionieren
ECMA-Code der Faltschachtel, wie im Beispiel ermittelt: A55.00.03.00.82M
Wir fassen zusammen:
A = Standard-Faltschachtel mit Längsnahtklebung
55 = Boden Steckverschluss
00 = nicht definiert
03 = Anlenkung des Steckverschlusses Seite 3 unten
00 = nicht definiert
82 = 2 Hauptklappen mit Hohldeckel
M = Konfektionierung nur manuell möglich
- Zum Verfassen von Kommentaren bitte anmelden.
3.2.2 Auswahl standardisierter Zuschnitte mithilfe des FEFCO-Katalogs (Wellpappe)
Im folgenden Kapitel gehen wir auf das Katalogsystem von FEFCO ein und zeigen auf, wie und wo der Katalog eingesetzt werden kann.
Eine Klassifizierung der verschiedenen Kartonagentypen ist die Grundvoraussetzung für eine Zusammenarbeit verschiedener Akteure, die mit der Konstruktion, Herstellung und dem Vertrieb von Verpackungen befasst sind, wenn keine visuelle Unterstützung möglich ist. Allein durch die Code-Nummer und Angabe von L/B/H kann so eine Konstruktion definiert werden. Bei einer computergestützten Packmittelentwicklung (CAD) ist die Struktur der Datenbanken von CAD-Systemen nach FEFCO oder ECMA ausgerichtet.
Die Grenzen einer Katalogisierung von Faltschachteltypen werden jedoch durch die vielen Variablen und Sonderformen sehr schnell deutlich. Der FEFCO- und ECMA-Katalog liefert keine Konstruktionsdetails. Die Aufgabe dieser Kataloge beschränkt sich ausschließlich auf die Katalogisierung von Grundformen und ihren Variablen. Konstruktionsdetails können darüber hinaus nur über eigene Skizzen wiedergegeben werden.
Wir fassen zusammen: Der FEFCO- und ECMA-Code dient in erster Linie der Kommunikation zwischen Kunden, Lieferanten und der Datenbank einer computergestützten Packmittelentwicklung. Die gelisteten Konstruktionen im FEFCO- und ECMA-Katalog enthalten keine Konstruktionsdetails.
- Zum Verfassen von Kommentaren bitte anmelden.
3.2.3 Auswahl und Maßangaben (Säcke)
Offener genähter Flachsack: Ein Flachschlauch, der an einem Ende mittels durchgehender Quernähnaht verschlossen wurde.
Form A4 Flachsack: genäht (N) oder geschweißt (S)
| DIN 55 460/1 | DIN ISO 6591/1 |
| b₁ = Sackbreite | = b |
| l₁ = Sacklänge | = a |

Abb. 204: Flachsack (Quelle: Eigene Darstellung)
Offener Faltensack: ein Faltenschlauch, der an einem Ende mittels durchgehender Quernaht verschlossen wurde.
Form A2 Faltensack: genäht (N) oder geschweißt (S).
DIN 55 460/1 | DIN ISO 6591/1 |
| b₁ = Sackbreite | = b |
| l₁ = Sacklänge | = a |
b₃ = Faltentiefe | = e / 2 |
2xb₃ = 2 x Faltentiefe | = |
= Faltenbreite | = e |

Abb. 205: Faltensack (Quelle: Eigene Darstellung)
Offener geklebter Kreuzbodensack: ein Flachschlauch, der an einem Ende mittels kreuzweisem Falten, Formen und Kleben einen sechseckigen Boden erhalten hat (Kreuzboden).
Form A1 Kreuzbodensack: geklebt (K)
DIN 55 460/1 | DIN ISO 6591/1 |
| b₁ = Sackbreite | = b |
| l₁ = Sacklänge | = a |
| b₂ = Sackbodenbreite | = c |
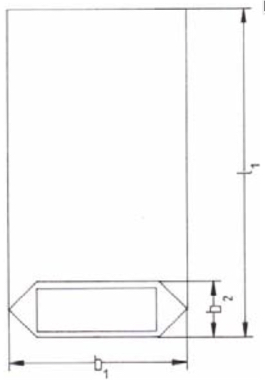
Abb. 206: Kreuzbodensack (Quelle: Eigene Darstellung)
Offener geklebter Falzbodenflachsack: Ein gestaffelter Flachschlauch, der an einem Ende nach einfachem Umfalzen der Staffelung mittels Klebstoff verschlossen wurde.
Offener geklebter Falzbodenflachsack nach DIN ISO 6591/1 (nur Papiersäcke). Kurzzeichen nach DIN und DIN ISO 6591/1 1
b₁ | = | Sackbreite | = b |
l₁ | = | Sacklänge | = a |
| p | = | Breite der offenen | = p |
Verschlussklappe |

Abb. 207: offener geklebter Falzbodenflachsack (Quelle: Eigene Darstellung)
Offener geklebter Falzbodenfaltensack: Ein gestaffelter Faltenschlauch, der an einem Ende nach einfachem Umfalzen der Staffelung mittels Klebstoff verschlossen wurde.
Offener geklebter Falzbodenfaltensack nach DIN ISO 6591/1 (nur Papiersäcke). Kurzzeichen nach DIN und DIN ISO 6591/1 1
| b₁ | = | Sackbreite | = b |
| l₁ | = | Sacklänge | = a |
| b₃ | = | Faltentiefe | = e / 2 |
| 2xb₃ | = | Faltenbreite | = e |
| p | = | Breite der offenen | = p |
Verschlussklappe |
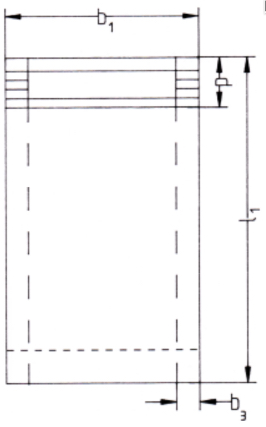
Abb. 208: offener geklebter Falzbodenfaltensack (Quelle: Eigene Darstellung)
Offener geklebter Blockbodensack: Ein Faltenschlauch, der an einem Ende mittels Falten, Formen und Kleben einen rechteckigen Boden erhalten hat.
Form A3 Blockbodensack, geklebt (K)
Form A3
DIN 55460/1 | DIN ISO 6591/1 | ||
| b₁ | = | Sackbreite | = b |
| l₁ | = | Sacklänge | = a |
| b₂ | = | Sackbodenbreite | = c |
| b₃ | = | Faltentiefe | = |
| 2xb₃ | = | Faltenbreite | = e |

Abb. 209: offener geklebter Blockbodensack (Quelle: Eigene Darstellung)
Ventilsack: Ein an beiden Enden mit Ausnahme einer Ventilöffnung verschlossener Schlauch.

Abb. 210: Ventilsack (Quelle: Eigene Darstellung)
Genähter oder geschweißter Ventilflachsack: ein Flachschlauch, dessen beide Enden jeweils mittels einer durchgehenden Quernaht verschlossen wurden.
Form B3 Ventilflachsack: genäht (N) oder geschweißt (S)
DIN 55 460/1 DIN ISO 6591/1
b₁ | = | Sackbreite | = | b |
| l₁ | = | Sacklänge | = | a |
| c | = | Ventilweite | = | v oder g |
| l₂ | = | Ventillänge | = | f oder i |
Genähter oder geschweißter Ventilfaltensack: ein Faltenschlauch, dessen beide Enden jeweils mittels einer durchgehenden Quernaht verschlossen wurden.
Form B2 Ventilfaltensack: genäht (N) oder geschweißt (S)
DIN 55 460/1 DIN ISO 6591/1
b₁ | = | Sackbreite | = | b |
| l₁ | = | Sacklänge | = | a |
| b₃ | = | Faltentiefe | = | |
| 2xb₃ | = | Faltenbreite | = | e |
| c | = | Ventilweite | = | v oder g |
| l₂ | = | Ventillänge | = | f oder i |

Abb. 211: Ventilfaltensack (Quelle: Eigene Darstellung)
Geschlossene Säcke
Geklebter Ventilbodensack: ein Flachschlauch, dessen beide Enden jeweils mittels kreuzweisem Falten, Formen und Kleben einen (sechseckigen) Boden erhalten haben (Kreuzboden).
Form B1 Ventilbodensack, geklebt (K)
DIN 55 460/1 DIN ISO 6591/1
| b₁ | = | Sackbreite | = | b |
| l₁ | = | Sacklänge | = | a |
| b₂ | = | Sackbodenbreite | = | c₂ |
| b₄ | = | Ventilbodenbreite | = | c₁ |
| c | = | Ventilbreite | = | v oder g |
| l₂ | = | Ventillänge | = | f oder i |

Abb. 212: geklebter Ventilbodensack (Quelle: Eigene Darstellung)
Anmerkung: Säcke mit unterschiedlichen Bodenkombinationen, genäht und geklebt, können hergestellt werden, zum Beispiel:
Geklebter und genähter Ventilflachsack mit einem Kreuzboden: ein Flachschlauch, der an einem Ende mittels durchgehender Quernähnaht verschlossen ist und dessen anderes Ende mittels Falten, Formen und Kleben einen Kreuzboden mit Ventilöffnung erhalten hat.

Abb. 213: geklebter und genähter Ventilflachsack mit einem Kreuzboden (Quelle: Eigene Darstellung)
Geklebter Ventilblockbodensack: ein Faltenschlauch, dessen beide Enden jeweils mittels kreuzweisem Falten, Formen und Kleben einen rechteckigen Boden erhalten haben.
Abb. 214: geklebter Ventilblockbodensack (Quelle: Eigene Darstellung)
Gradschnittboden mit Bodendeckblatt: ein Gradschnittschlauch, bei dem ein Ende oder beide Enden zu einem Boden gefaltet sind und bei dem die Wandungslagen gemeinsam so übereinander geklebt sind, dass eine Innenlage auf einer Außenlage liegt; versehen mit Bodendeckblatt.

Abb. 215: Gradschnittboden mit Bodendeckblatt (Quelle: Eigene Darstellung)
Ventilarten Gradschnittboden mit Bodendeckblatt
Ventilausrüstung: eine Einlage aus Papier oder anderem flexiblem Ma- terial oder einer Kombination solcher Materialien, die zur Verbesserung der Verschlusseigenschaften in die Ventilöffnung eingearbeitet ist.
Ventilausrüstungen in genähten Ventilsäcken
Einfaches Ventil:

Abb. 216: einfaches Ventil in einem genähten Ventilsack (Quelle: Eigene Darstellung)
Staffelboden mit oder ohne Bodendeckblatt: ein Staffelschlauch, bei dem ein oder beide Enden so zu einem Boden gefaltet sind, dass jede Staffellage der Wandung auf sich selbst trifft und mit sich selbst verklebt ist; versehen mit Bodendeckblatt oder ohne.
Eine Ecke eines (Falten-)Schlauches ist nach innen so eingefaltet, dass sich nach dem Nähen unterhalb der Verschlussnaht ein Ventil bildet.
Ventil-Innenmanschette: ein Ventil mit einer in das Sackinnere ragenden manschettenähnlichen Einlage.

Abb. 217: Ventil-Innenmanschette (Quelle: Eigene Darstellung)
Ventil-Außenmanschette: ein Ventil mit einer nach außen ragenden manschettenähnlichen Einlage.

Abb. 218: Ventil-Außenmanschette (Quelle: Eigene Darstellung)
Ventilausrüstungen in geklebten Ventilsäcken
Anmerkung: In bestimmten Fällen kann die Ventilweite wesentlich geringer sein als die Ventilbodenbreite.
Verstärktes Ventil: ein Ventil, das durch ein an seiner Oberseite von innen angeklebtes Blatt aus geeignetem Material verstärkt ist (Ventilverstärkungsblatt).

Abb. 219: verstärktes Ventil (Quelle: Eigene Darstellung)
Innenschlauchventil: ein Ventil, das mit einer in das Sackinnere ragenden schlauchförmigen Einlage ausgestattet ist.

Abb. 220: Innenschlauchventil (Quelle: Eigene Darstellung)
Außentaschenventil: ein Ventil, das mit einer nach außen ragenden schlauchförmigen Einlage ausgestattet ist; unterhalb des Schlauches ist normalerweise eine Einschlagtasche vorgesehen.

Abb. 221: Außentaschenventil (Quelle: Eigene Darstellung)
Andere Fertigungsmerkmale
Daumenaussparung: eine Ausstanzung durch alle Lagen einer Wandungsseite am Füllrand eines offenen Sackes oder am Außenrand eines Außentaschenventils, um das Öffnen vor dem Befüllen zu erleichtern.
Verschließhilfsmittel: Spezialausstattung an Säcken zum Verschließen nach der Befüllung – zum Beispiel Kopfverschlussstreifen bei offenen Säcken oder Haftkleber bei Ventilen.
Öffnungshilfsmittel: Spezialausstattung an Säcken, die das Öffnen eines befüllten verschlossenen Sackes erleichtert – zum Beispiel Aufreißstreifen.
Traggriff: Spezialausstattung, die das Tragen eines befüllten verschlossenen Sackes erleichtert.
Sackfenster: eine in eine Sackwandung eingearbeitete Fläche aus durchsichtigem Material, um den Sackinhalt von außen sichtbar zu machen.
Nadelung: eine Anordnung von Einstichen durch die Sackwandung oder einzeIne Lagen derselben, um den Luftaustritt während des Füllvorganges zu erleichtern.
Antigleitbehandlung: eine auf die Außenfläche eines Sackes aufgetragene Beschichtung zur Erhöhung des Reibungskoeffizienten.
- Zum Verfassen von Kommentaren bitte anmelden.
3.3 Berechnungen - 3.3.1 Zuschnitt-, Nutzen- und Abfallberechnung (Karton und Vollpappe)
Das folgende Kapitel beschäftigt sich mit der Zuschnitt-, Nutzen und Abfallberechnung (Nutzen = flachliegende Verpackung). Diese Daten werden benötigt, um eine Verpackung kalkulieren zu können. Bei einer computergestützten Verpackungsentwicklung fallen diese Daten automatisch als Nebenprodukt an. Bei der konventionellen Arbeit müssen die Zuschnittsgröße, die Nutzeneinteilung und der Abfall rechnerisch ermittelt werden.
Um eine Nutzenberechnung durchführen zu können, benötigen wir zuerst die Zuschnittsgröße, mit der wir uns schon im Kapitel 3.1 beschäftigt haben.
Zur Ermittlung der Bogengröße muss eine Nutzeneinteilung erstellt werden. Die Nutzeneinteilung ist abhängig von dem zur Verfügung stehenden Maschinenformat.
Für die folgende Nutzeneinteilung werden wir unsere Zuschnittsberechnung aus dem Kapitel 3.1.3 verwenden.
A/B/H Maße: 67,00 x 13,00 x 130,00
offenes Maß: 170,50 x 154,00
Faserlauf: parallel zu 170,50

Abb. 222: schematische Darstellung eines Nutzens (Quelle: Eigene Darstellung)
Zuschnittsberechnung
11,50 | 11,00 | |
0,50 | 67,00 | |
130,00 | X | 13,00 |
0,50 | 67,00 | |
11,50 | 12,50 | |
154,00 | X | 170,50 |
Aufgrund der einfachen Konstruktion (rechteckiges Außenmaß) und der unbedruckten Ausführung können wir die Nutzen Schnitt an Schnitt stellen. Für die Bestimmung des Bogenformates muss nun das offene Format der Nutzen und die Ränder addiert werden.

Abb. 223: Nutzeneinteilung (Quelle: Eigene Darstellung)
Erläuterung zur Abbildung 223:
L1 = offenes Maß parallel zum Greiferrand. Greiferrand = Papierfläche, die nicht bedruckt werden kann, weil der Greifer der Maschine an dieser Stelle das Papier festhält (je nach Maschine etwa 7 bis 15 mm).
L2 = offenes Maß quer zum Greiferrand
der Bogen beinhaltet 4 X 3 = 12 Nutzen
Bei unserer Nutzeneinteilung haben wir vier Nutzen auf der breiten Seite des Bogens und drei Nutzen auf der schmalen Seite des Bogens angeordnet.
Im folgenden Rechenschritt wird nun das offene Maß des Bogens errechnet.
Berechnung der Bogengröße
Breite Seite | Schmale Seite | |||
linker Rand | 5,00 | |||
Nutzen 1 | 170,50 | Greiferrand | 12,00 | |
Nutzen 2 | 170,50 | Nutzen 1 | 154,00 | |
Nutzen 3 | 170,50 | Nutzen 2 | 154,00 | |
Nutzen 4 | 170,50 | Nutzen 3 | 154,00 | |
Rechter Rand | 5,00 | Rand Rückseite | 5,00 | |
692,00 | X | 479,00 |
Unsere Bogengröße beträgt 692,00 mm X 479,00 mm.
Im nächsten Schritt berechnen wir den Materialabfall. Neben den Bogenrändern fällt auch zwischen den einzelnen Nutzen Abfall an.

Abb. 224: Abfall zwischen den Nutzen – Ausschnitt aus der Nutzeneinteilung (Quelle: Eigene Darstellung)
Pro Nutzen fallen zwei Abfallstreifen in der Größe von 11,50 mm x 11,00 mm an. Das Maß ergibt sich aus der Breite der Klebelasche (11,00 mm) und der Länge der Decklasche (Maß „e“ 11,50 mm).
In unserer Bogeneinteilung haben wir 4 X 3 = 12 Nutzen. Pro Nutzen haben wir 2 x 11,50 mm x 11,00 mm Abfall = 253,00 mm² und bei 12 Nutzen einen Abfall von 253,00 x 12 = 3036,00 mm² = 0,003 m².
Zur Abfallberechnung muss man zunächst die Fläche des Bogenrandes ermitteln. Dazu kommt man, wenn man von der Fläche des Bruttobogens die Fläche des Nettobogens abzieht. Das ist aber nur ein Teil des Abfalls. Dazurechnen muss man noch die Fläche der Streifen zwischen den Nutzen.
Der Abfall des Bogenrandes errechnet sich aus der
• Brutto-Bogengröße 692,00 mm x 479,00 mm = 331.468,00 mm² = 0,331 m² abzüglich der
• Netto-Bogengröße 682,00 mm x 462,00 mm = 315.084,00 mm²
Bruttobogen 331.468,00 mm²
Nettobogen - 315.084,00 mm²
16.384,00 mm² = 0,016 m²
Abfall Bogenrand: 0,016 m²
Abfall zwischen den Nutzen: 0,003 m²
0,019 m²
Bei einer Bogengröße von 0,336 m2 entsprechen 0,016 m2 Abfall ~ 4,8 %
In einem weiteren Schritt führen wir die Nutzeneinteilung und Abfallberechnung bei einer Standard-Faltschachtel durch. Durch die Form der Faltschachtel müssen die Nutzen genestet werden, um möglichst wenig Abfall zu produzieren. Den Begriff "Nesten" verwenden Packmitteltechnologen, wenn sie die Nutzen möglichst platzsparend ineinander schieben.
In der Regel werden die Einzelnutzen Schnitt an Schnitt gestellt. Eine Ausnahme davon ergibt sich dann, wenn das Maß „g“ (Seitenlasche) größer als die Hälfte des Maßes e + f + x/2 ist. In diesem Fall wird ein Zwischenschnitt benötigt („z“). Der Zwischenschnitt muss aus technischen Gründen bei Karton mindestens 3 mm betragen. Ein weiterer Grund für einen Zwischenschnitt kann die Notwendigkeit einer Farbüberfüllung sein, wenn es zwischen zwei Nutzen einen Farbübergang gibt.

Abb. 225: Breitbahn – Nutzeneinteilung durch Nesten (Quelle: Eigene Darstellung)
Ausführliche Erläuterungen, welche Faserlaufrichtung für unterschiedliche Anwendungsfälle einzusetzen ist, finden sich im Kapitel 3.1.1 Skizzen und packmittelspezifische Zeichnungen erstellen, technische Zeichnungen lesen.
Die Bogengröße ergibt sich aus L1 und L2. Zu diesem Maß müssen noch der Greiferrand, die Seitenränder und der rückwärtige Rand hinzugerechnet werden (Greiferrand - Papierfläche, die nicht bedruckt werden kann, weil Greifer der Druckmaschine an dieser Stelle das Papier festhält (je nach Maschine etwa 7 - 15 mm)). Diese Ränder sind maschinenabhängig. Bei der Nutzeneinteilung sind die Arbeitsbreiten der Produktionsmaschinen zu berücksichtigen. Die Anzahl der Nutzen soll in Abhängigkeit zur Auflagenhöhe gewählt werden. Kleine Auflage – kleines Maschinenformat; große Auflage – großes Maschinenformat. Die Lage des Greiferrandes muss definiert werden.
Wir rechnen für L1
f = Einstecklasche +
e = Decklasche +
x = Versatz +
z = Zwischenschnitt +
f = Einstecklasche +
e = Decklasche +
x = Versatz +
f = Einstecklasche +
e = Decklasche +
x = Versatz +
e = Decklasche +
= L1
Wir rechnen für L2
B-x + A + B + A + C
B-x + A + B + A + C
= L2
In einem nächsten Schritt wenden wir uns der Abfallberechnung zu. Um eine Abfallberechnung durchführen zu können, benötigen wir die Fläche der Nutzen, die wir auf dem Bogen angeordnet haben. Für diese Aufgabe gibt es zwei Möglichkeiten der Berechnung.
1) Wir zerlegen einen Nutzen in seine einzelnen Flächen und rechnen diese aus.
2) Wir platzieren die Bodenlaschen gedanklich in die Lücken der Deckellaschen. Dies ist die schnellste Methode, um herauszubekommen, wie viel Fläche die Nutzen auf einem Bogen einnehmen. Der Kleberand wird nicht berechnet, um die Toleranz (Zwischenschnitt) auszugleichen.
Mit beiden Varianten bekommen wir einen guten Näherungswert. Die Variante 2 führt aber schneller zum Ziel. Dieses Verfahren ist nur bei Konstruktionen anzuwenden, die – wie im Beispiel – genestet werden können.
Die Faltschachtel in unserem Beispiel hat ein A/B/H-Maß von 51 x 51 x 127 m.
Durch das Nesten können doppelte Maße aus der Berechnung entfernt werden.

Abb. 226: Nutzen genestet (Quelle: Eigene Darstellung)
Das Maß „C“ (Klebelasche) wird wegen der Toleranz gestrichen.
Durch das Nesten können bei der Flächenberechnung „x, e, und f“ gestrichen werden.
Um die Fläche der Konstruktion zu berechnen, werden die Maße innerhalb der roten Umrandung addiert.

Wir errechnen für einen Nutzen eine Fläche von 39275,50 mm².
Unsere Bogeneinteilung haben wir mit sechs Nutzen angelegt. Unser Nettobogen hat somit eine Fläche von 6 x 39275,5 = 235653 mm² = 0,2356 m². Um den Abfall ausrechnen zu können, benötigen wir jetzt noch die Fläche des Bruttobogens. Dazu werden die Maße in L1 und L2 addiert.
Addierung Maße L1


In unserem Rechenbeispiel beträgt der Produktionsbedingte Abfall ~ 19%
- Zum Verfassen von Kommentaren bitte anmelden.
3.3.2 Zuschnitt-, Nutzen- und Abfallberechnung (Wellpappe)
Im Folgenden beschäftigen wir uns mit der Zuschnitt-, Nutzen und Abfallberechnung. Unter Nutzen versteht man die flachliegende Verpackung. Diese Daten braucht man, um eine Verpackung kalkulieren zu können. Bei einer computergestützten Verpackungsentwicklung (CAD, computer-aided-design, CAD) fallen diese Daten automatisch als Nebenprodukt an. Bei der konventionellen Arbeit müssen die Zuschnittgröße, die Nutzeneinteilung und der Abfall rechnerisch ermittelt werden.
Um eine Nutzenberechnung durchführen zu können, benötigen wir zuerst die Zuschnittgröße. Zur Ermittlung der Bogengröße muss bei Bedarf eine Nutzeneinteilung erstellt werden. Die Nutzeneinteilung ist abhängig von dem zur Verfügung stehenden Maschinenformat und der vom Kunden angefragten Abnahmemenge.
Die Bogengröße ergibt sich aus MB und ZL zuzüglich Greiferrand, Seitenränder und rückwärtiger Rand. (Greiferrand: Der Bogen wird beim Stanzautomaten in einen „Greifer“ genommen!) Diese Ränder sind maschinenabhängig. Die Anzahl der Nutzen sollte in Abhängigkeit zur Auflagenhöhe gewählt werden. Kleine Losgrößen erfordern ein kleines Maschinenformat mit wenig Nutzen, große Auflagen verlangen große Maschinen-ormate mit vielen Nutzen. Die Lage des Greiferrandes muss definiert werden.
Im folgenden Beispiel berechnen wir den Abfall bei einem Nutzen und zum Vergleich mit zwei Nutzen. Wir verwenden einen Steckboden nach FEFCO 0215 mit einem Innenmaß von 200 x 170 x 150 mm. Wir fertigen auf einem Flachbettstanzautomaten. Die Zugaben für Greifer und den Randbeschnitten werden vom Maschinenhersteller empfohlen und von der Betriebsleitung oder Produktionsleitung festgelegt. In unserem Fall gehen wir von 20 mm Greifer- und 10 mm Randbeschnitt aus. Netto: MB 470 x ZL 784; Brutto: MB 500 x ZL 804.

Abb. 227: Bogen- und Abfallberechnung bei einem Nutzen. Zu sehen ist hier auch das Symbol für die Ausrichtung der Wellen. Nach Möglichkeit sollte immer mit stehender Welle gefertigt werden. Der Bogen beinhaltet 4 x 3 = 12 Nutzen. (Quelle: Eigene Darstellung)
Die Berechnung der Bogengröße erfolgt ähnlich wie bei der Zuschnittberechnung. Die Nutzenberechnung findet statt, indem die einzelnen Flächen gelistet und dann addiert werden. Es wird von Millimeter auf Meter umgerechnet!
Bogenberechnung:
MB = Greifer + Boden + Höhe + Deckel + Einstecklasche + Randbeschnitt
MB = 20 mm + 111 mm + 158 mm + 171 mm + 30 mm + 10 mm = 500 mm
ZL = Randbeschnitt + Klebelasche + 2 x Länge + 2 x Breite + Randbeschnitt
ZL = 10 mm + 20 mm + 2 x 203 mm + 2 x 173 mm + 10 mm = 792 mm
Abfallberechnung: Um eine Abfallberechnung durchführen zu können, benötigen wir die Fläche der Nutzen, die wir auf dem Bogen angeordnet haben. Für diese Aufgabe ist es am einfachsten, wenn der Nutzen in seine einzelnen Flächen zerlegt und anschließend addiert und vom Bruttoformat abgezogen wird. So bekommen wir einen guten Näherungswert.
Berechnung der:
Bodenklappe 1 und 3: 0,203 m x 0,111 m x 2 Stück = 0,045 m²
Bodenklappe 2: 0,173 m x 0,091 m x 1 Stück x 0,5 = 0,008 m²
Bodenklappe 4: 0,173 m x 0,111 m x 1 Stück x 0,5 = 0,01 m²
Grundkörper: 0,772 m x 0,156 m = 0,120 m²
Deckel: 0,203 m x (0,171 m + 0,03 m) = 0,041 m²
Staublaschen: 0,173 m x 0,03 m x 2 St. = 0,010 m²
Gesamt netto: rund 0,234 m²
Bruttobogenberechnung: 0,500 m x 0,792 m = 0,396 m²
Abfallberechnung:
Bruttobogen – Nutzen = Abfall
0,396 m² – 0,234 m² = 0,162 m²
Diese Konstruktion verursacht rund 40 % Abfall!
Bogen- und Abfallberechnung bei zwei Nutzen
Im nächsten Schritt führen wir die Nutzeneinteilung und Abfallberechnung beim Steckboden mit Einsteckdeckel und zwei Nutzen durch. Durch die Form der Faltschachtel müssen die Nutzen ineinander gedreht werden, um möglichst wenig Abfall zu produzieren.
Die Einzelnutzen werden Schnitt an Schnitt gestellt. Eine Ausnahme davon ergibt sich dann, wenn die Notwendigkeit einer Farbüberfüllung benötigt wird, wenn es zwischen 2 Nutzen einen Farbübergang gibt. In diesem Fall müsste man einen Zwischenschnitt setzen – das ist aber fertigungstechnisch nicht praktikabel. Folgende Möglichkeiten sind denkbar:
• Man fertigt nur im Einzelnutzen.
• Man hängt den Schleppnutzen mit den Bodenklappen aneinander.
• Man dreht den Nutzen um 90° und fertigt mit liegender Welle, dann könnte ein Zwischenschnitt eingebracht werden. Das kommt sehr selten vor!
Es bleibt dann nur noch zu klären, wer den Abfall entfernt. Im modernen Betrieb wird dieser nach dem Stanzen über den automatischen Nutzentrenner getrennt, automatisch gebündelt, palettiert und in den Versand gestellt. Es bringt also einen separaten Arbeitsgang mit sich, den Zwischenschnitt zu entfernen.

Abb. 228: Nutzen auf einem Bogen (Quelle: Eigene Darstellung)
MB = Greifer + Boden + Höhe + Deckel + Einstecklasche + Staublasche + Höhe + Boden + Randbeschnitt
MB = 20 mm + 111 mm + 158 mm + 171 mm + 30 mm + 30 mm + 156 mm + 111 mm + 10 mm = 797 mm
ZL = Randbeschnitt + Klebelasche + 2 x Länge + 2 x Breite + Randbeschnitt
ZL = 10 mm + 20 mm + 2 x 203 mm + 2 x 173 mm + 10 mm = 792 mm
Abfallberechnung: Siehe oben beim Beispiel mit einem Nutzen, nur doppelt so groß. Diese Fläche ziehen wir dann wieder von der Fläche des Bruttobogens ab und erhalten so den Abfall.
Nutzenberechnung:
Bodenklappe 1 + 3: 0,203 m x 0,111 m x 2 Stück = 0,045 m²
Bodenklappe 2: 0,173 m x 0,091 m x 1 Stück x 0,5 = 0,008 m²
Bodenklappe 4: 0,173 m x 0,111 m x 1 Stück x 0,5 = 0,01 m²
Grundkörper: 0,772 m x 0,156 m = 0,120 m²
Deckel: 0,203 m x (0,171 m + 0,03 m) = 0,041 m²
Staublaschen: 0,173 m x 0,03 m x 2 St. = 0,010 m²
Gesamt netto rund: 0,234 m²
Bruttobogenberechnung: 0,797 m x 0,792 m = 0,631 m²
Bruttobogen – Nutzen = Abfall
0,631 m² - 2 x 0,234 m² = 0,163 m²
Bei zwei Nutzen haben wir einen Abfall von rund 25 %!
Zur Nutzenanordnung: In unserem Beispiel spricht man von Schleppnutzen. Je mehr Schleppnutzen, umso größer sind die Unterbrecher und umso mehr treten sie auf. Es ist darauf zu achten, wie die Maschinen ausgerüstet sind und was der Hersteller in Bezug auf Nutzenanordnungen vorschlägt. In der Regel sollte man bei Flachbettstanzen nur maximal 3 Schleppnutzen anlegen. Die einzelnen Nutzen hängen direkt aneinander und hängen mit wenigen Unterbrechern aneinander. Weitere Information entnehmen Sie dem Werkzeugbau und Stanztechnik.

Abb. 229: Nutzenanordnung: Oben (falsch) läuft die Geometrie spitz zu. Die Folge: unsaubere Schnitte in der Fertigung. (Quelle: Eigene Darstellung)
Noch ein Wort zum Werkzeugbau: Die im Beispiel gezeigten Konstruktionen sind nur Skizzen für die Veranschaulichung. Es ist davon abzuraten, bei eingedrehten Nutzenanordnungen einen Radius auf eine Gerade treffen zu lassen. Während des Stanzprozesses treten enorme Kräfte auf. Mit der Zeit biegen sich diese Messer auf und es entsteht ein unerwünschter Unterbrecher. Die Messer im Werkzeug sollten immer stumpf zusammenlaufen; keine spitz zulaufenden Geometrien!
- Zum Verfassen von Kommentaren bitte anmelden.
3.3.3 Zuschnittsberechnung und Formelzeichen (Säcke)
Allgemeine Problematik
Die genaue Vorabbestimmung der Formatgrößen für Ventil-Großsäcke stellt nach wie vor ein Problem dar. Theoretisch nimmt sowohl der Kreuzboden-Ventilsack als auch der genähte Ventilsack in gefülltem Zustand eine Quaderform an. Es zeigt sich jedoch, dass die Volumenberechnung „Breite x Länge x Bodenbreite“ nur bei extrem kleinen Formaten – und auch dort nur annähernd – stimmt. Großflächige Säcke zeigen im gefüllten Zustand Bauchbildungen, die rechnerisch nicht ohne weiteres erfasst werden können. Dies gilt besonders dann, wenn sie breite Böden oder tiefe Seitenfalten haben.
Reihenuntersuchungen über das Füllverhalten für viele verschiedene Sackabmessungen haben gezeigt, dass man einer passenden Volumenberechnung näher kommt, wenn man sich den gefüllten stehenden Sack als elliptische Säule mit einer scheinbaren Säulenhöhe vorstellt. Vor endgültiger Formatfeststellung sind allerdings stets Füllversuche mit dem wirklichen Füllgut und der zur Verwendung kommenden Füllanlage durchzuführen. Bei theoretisch gleichem spezifischem Gewicht kann der Verdichtungsgrad je nach Art der Füllanlage das „Schüttgewicht“ erheblich beeinflussen.
Berechnung von Volumina und Abmessungen bei Säcken
Für die Berechnung des Volumens und der Abmessungen bei Säcken wurden in Zusammenarbeit mit der Arbeitsgruppe „Säcke und Sackmaterialien“ am Fraunhofer-Institut für Lebensmitteltechnologie und Verpackung in München folgende Merkblätter entwickelt:
- Merkblatt 6: Prüfverfahren für Kunststoffsäcke, Teil 8, Berechnung von Volumen und Abmessungen bei Säcken. Zu beziehen bei: Fraunhofer-Institut für Lebensmitteltechnologie und Verpackung, Schragenhofstr. 35, 80992 München.
- FG-Merkblatt 13/ll/84: Berechnung von Volumen und Abmessungen bei Säcken aus Kraft-Sackpapier und Kombinationen aus Kraft-Sackpapier mit Sperrschicht und Verstärkungsmaterialien. Zu beziehen bei: Forschungsgemeinschaft Kraftpapiere und Papiersäcke e.V., Nerotal 4, 65193 Wiesbaden.
Maßangaben für die Bestellung
Grundsätzlich werden die Außenmaße des flachliegenden, ungefüllten Sackes angegeben.
Die zu vereinbarenden Maße sind in mm anzugeben.
Bemerkungen
Bei Form A1, A3 und B1:
Messen der Sacklänge l₁ im Anlieferungszustand und nach Umklappen der Böden um die Bodenfaltkante (180°). Bei unterschiedlichen Sackbodenbreiten sind diese getrennt anzugeben.
Offene geklebte Kreuzbodensäcke (OK)
Offene geklebte Kreuzbodensäcke (OK) sind Papier- oder Kunststoffsäcke, die aus einem Flachschlauch durch Bildung eines Kreuzbodens am unteren Schlauchende entstehen. Der OK-Sack wird vornehmlich da eingesetzt, wo an die Standfestigkeit des Sackes größere Anforderungen gestellt werden. Da er eine große Füllöffnung besitzt, ist er für automatische Abfüllanlagen geeignet. Nach dem Füllen wird der OK-Sack meist zugenäht. Der OK-Sack erhält dadurch eine Keilform und ist deswegen weniger gut für die Palettierung geeignet.
Formen und Bezeichnungen von Sackarten
Offene Säcke
Form A 1 Kreuzbodensack
geklebt (K) DIN 55460 - A1 – K DIN ISO 6591/1
Die Rollenbreite bR wird bestimmt aus der Sackbreite b₁, und der Klebelasche m, also
bR = 2 x b₁ + m
Die Klebelasche schwankt je nach Größe der herzustellenden Säcke zwischen 15 und 20 mm.
Die Schlauchabschnittlänge sl₁ wird bestimmt aus der Sacklänge l₁, der Bodenbreite b₂ und der Bodenüberlappung ü₂, also
![]()
Die Überlappung beträgt 40 mm.

Abb. 230: Form A 1 Kreuzbodensack (Quelle: Eigene Darstellung)
Form A 2 Faltensack
geklebt (K) oder geschweißt (S)
Dies sind Papier- oder Kunststoffsäcke, die aus einem Faltenschlauch entstehen, in dem die untere Schnittkante unter Verwendung eines Kreppstreifens oder beschichteten Abdichtungsstreifens (Reiterband) abgenäht werden. Kunststoffsäcke werden an der unteren Schnittkante verschweißt. Kunststoffsäcke können aus Schlauch oder Flachfolie hergestellt werden.
Die Rollenbreite bR wird bestimmt aus Sackbreite b₁, Faltentiefe b₃ und der Klebelasche m, also
bR = 2 x b₁ + 4 x b₃ + m
Die Schlauchlänge sl₁ ist gleich der Sacklänge l₁.
Bezeichnung eines offenen Sackes Form A 2 genäht (N) oder geschweißt (S)
Sack DIN 55460 - A2 - N beziehungsweise A2 - S DIN ISO 6591/1

Abb. 231: Form A 2 Faltensack (Quelle: Eigene Darstellung)
Form A 3 Blockbodensack
geklebt (K)
Der Blockbodensack ist wie ein Blockbodenbeutel mit zwei Seitenfalten und mit gefaltetem rechtwinkligen Boden gefertigt. Er wird meist zusätzlich mit einem Bodenblatt versehen.
Rollenbreite bR, wird bestimmt aus Sackbreite b₁, Faltentiefe b₃ und der Klebelasche m, also
bR = 2 x b₁ + 4 x b₃ + m
Die Klebelasche schwankt je nach Größe zwischen 15 und 20 mm. Die Schlauchabschnittlänge sl₁ wird bestimmt aus der Sacklänge l₁, der Bodenbreite b₂ und der Bodenüberlappung ü₂, also

Die Überlappung beträgt 40 mm.
Bezeichnung eines offenen Sackes Form A 3, geklebt (K):
DIN 55460-A3-K
DIN ISO 6591/1

Abb. 232: Form A 3 Blockbodensack (Quelle: Eigene Darstellung)
Form A 4 Flachsack
genäht (N) oder geschweißt (S)
Flachsäcke unterscheiden sich von Faltensäcken dadurch, dass der Schlauch keine Seitenfalten hat (im gefüllten Zustand kistenförmig). Die Fertigung ist der Faltensackherstellung gleichzusetzen.
Die Rollenbreite bR wird bestimmt aus Sackbreite b₁ und der Klebelasche m, also
bR = 2 x b₁ + m
Die Klebelasche beträgt zwischen 15 und 20 mm. Die Schlauchlänge sl₁ ist gleich der Sacklänge l₁.
Bezeichnung eines offenen Sackes Form A 4, genäht (N)
DIN 55460-A4-N
A4-S
DIN ISO 6591/1

Abb. 233: Form A 4 Flachsack (Quelle: Eigene Darstellung)
Falzbodensack als Seitenfaltensack
Der offene geklebte Falzbodensack wird aus einem Seitenfaltenschlauch im Staffelschnittverfahren hergestellt. Auf speziellen Falzbodenmaschinen wird der Falzbodensack mit einem geklebten Boden versehen.
Durch diese Anordnung entsteht beim Füllen eine Bodenbildung. Der Falzbodensack kann mit einer Verschlussklappe (p), die nach dem Befüllen meistens durch Hotmelt-Verklebung verschlossen wird oder bei gerade geschnittenem Füllrand, der nach dem Befüllen abgenäht wird, gefertigt werden.
Offener, geklebter Falzbodenfaltensack nach DIN ISO 6591/1 (nur Papiersäcke)
Die Rollenbreite bR wird wie bei den Seitenfaltensäcken berechnet. Die Schlauchlänge sl₁ wird bestimmt aus der Sacklänge l₁ und des Staffelschnittversatzes Mv, also
sl₁ = l₁ + Mv
Die Staffelschnittlänge ist gleich der Sacklänge l₁, also
ls₁ = l₁

Abb. 234: Falzbodensack als Seitenfaltensack (Quelle: Eigene Darstellung)
Falzbodensack als Flachsack
Der Falzbodensack als Flachsack unterscheidet sich vom Seitenfaltensack dadurch, dass er als Flachschlauch ebenfalls im Staffelschnitt gefertigt wird. Die Rollenbreite bR wird wie bei den Flachsäcken gerechnet. Die Staffelschnittlänge ist gleich der Berechnung der Falzbodenseitenfaltensäcke.
Offener geklebter Falzbodenflachsack nach DIN ISO 6591/1 (nur Papiersäcke)
Ventilbodensäcke nach DIN ISO 6591
Geklebter Ventilbodensack, Form B 1
(VK, VKST)

Abb. 235: Falzbodensack als Flachsack (Quelle: Eigene Darstellung)
Der hierzulande am häufigsten anzutreffende Ventilsacktyp ist der gekiebte Ventilbodensack. Er ist im Hinblick auf die Bodenkonstruktion ein Kreuzbodensack besonderer Art. Seine typischen Merkmale sind der gekiebte Boden sowohl auf der Fuß- als auch auf der Kopfseite des Sackes sowie das Vorhandensein einer Füllöffnung: das Ventil. Diese Einrichtung ermöglicht bei mechanischer Verpackung von Massenfüllgütern hohe Abfüll-Leistungen. Durch spezielle, der Natur des Füllgutes angepasste Ventilkonstruktionen werden Streuverluste weitgehend vermieden.
Die kastenförmige Gestalt des Sackes gewährleistet wegen der gleichmäßigen Spannungsverteilung innerhalb des Materialgefüges gute Haltbarkeit und bietet günstige Stapelmöglichkeiten.
Ventilsäcke bilden nicht nur mengenmäßig den größten Anteil des westdeutschen Sackaufkommens, sie weisen auch die meisten Spielarten von Konstruktionsformen auf. Ein besonderes Kennzeichen stellt hierbei die Ventilausführung dar. Abgesehen davon, dass die Ventilöffnung nach Belieben an einer der vier Ecken des Sackes untergebracht werden kann, kommen verschiedene Ventilformen in Betracht.

Abb. 236: geklebter Ventilbodensack (Quelle: Eigene Darstellung)
Eine Besonderheit stellt der in den Sackboden eingelegte Aufreißfaden dar, der von manchen Abnehmern gewünscht wird. Er ermöglicht das schnelle Öffnen des Sackes zur Entnahme des Füllgutes, ohne be- sondere Werkzeuge zu benötigen.
Bezeichnung eines Ventilsackes (VK)
Form B 1 geklebt (K)
DIN 55460-B1-K
DIN ISO 6591/1
Die Rollenbreite bR wird bestimmt aus der Sackbreite b₁ und der Klebelasche m,
also bR = 2 x b1 + m
Die Klebelasche m schwankt je nach Materialausstattung zwischen 15 und 20 mm. Ventilsäcke aus Kunststoff können auch aus Schlauchmaterial gefertigt werden. Hier entfällt die Klebelasche m.
Die Schlauchabschnittlänge sl₁ wird bestimmt aus der Sacklänge l₁ der Stand- und Ventilbodenbreite b₂ und b₄ und der Überlappung der Böden ü₂ und ü₄, also

Die Bodenüberlappung beträgt je Boden 40 mm. Bei Kunststoff-Ventilsäcken beträgt die Bodenüberlappung je Boden 20 mm. Aus Gründen der Materialeinsparung können Kunststoff-Ventilsäcke in bestimmten Fällen auch ohne Bodenüberlappung gefertigt werden. Die Festigkeit der Böden wird durch das Bodendeckblatt erreicht.
Bezeichnung eines Ventilsackes (VKST)
Form B 1 geklebt (K)
DIN 55460-B1-K DIN lSO 6591/1
(nur Papiersäcke)
Die Rollenbreite bR und die Schlauchlänge sl₁ errechnen sich wie bei einem VK-Sack.
Die Überlappung der Böden ist von der Breite der Staffelung
bst = Messerversatz M abhängig.
Zum Beispiel 40er-Staffelung = 40 : 2 X 3 = 60 mm Überlappung.
Die Staffelschnittlänge lst wird bestimmt durch die Schlauchlänge sl₁ – Messerversatz M.
also lst = sl₁ – M
Konstruktive Eigenarten von Säcken
Ein wesentliches Merkmal des Papiersackes ist die Möglichkeit der Zusammenstellung der Sackwandung beziehungsweise des Schlauches aus mehreren Lagen Kraftsackpapier kombiniert mit anderen geeigneten flexiblen Materialien. Normalerweise bewegt sich die Anzahl der Lagen zwischen zwei und sechs. In den USA spricht man aus diesem Grunde von „multiwall bags“ oder häufiger von „multiwalls“. In dieser Bezeichnung kommt zum Ausdruck, dass ein Papiersack üblicherweise ein System aus mehreren ineinander geschachtelten Säcken darstellt.
Jede der einzeInen Lagen nimmt einen Teil der Beanspruchung auf, der der Sack während des Gebrauchs ausgesetzt ist. Es liegt dieser Konstruktionsidee folgende Erfahrungstatsache zugrunde: Ein aus mehreren Lagen bestehender Sack hat bessere Festigkeitseigenschaften als ein Sack mit geringerer Lagenzahl bei sonst gleichen Papiereigenschaften und übereinstimmendem summarischem Flächengewicht. Der Zahlen- ausdruck, der angibt, um wie viel ein Papiersack die Falltisch-Prüfung besser übersteht als ein Sack mit gleicher statischer Papierfestigkeit, aber geringerer Lagenzahl, wird als Lagenfaktor bezeichnet.
Das Vorhandensein mehrerer Papierlagen bietet die Voraussetzung zur Ausführung einer besonderen Bodenkonstruktion für gekiebte Ventilsäcke. Die einzeInen Lagen des Papierschlauches werden hierbei gegeneinander versetzt, so dass sie in gestaffelter Folge auf dem Bodenleger verklebt werden können. Es entsteht so ein Sack mit gestaffelter Bodenklebung, der sogenannte „Staffelsack“. Dieser Sack zeichnet sich durch besondere Festigkeit und Dichtigkeit des Bodens aus. Ein weiterer Vorteil dieser Sackkonstruktion ist die damit verbundene Papiereinsparung.
Bei Geradschnittsäcken ist in Richtung der Sackachse (Längsrichtung) in den Böden jeweils die äußere Papierlage der unten liegenden Bodenklappe mit der inneren Papierlage der oben liegenden Bodenklappe verklebt (Lastverteilung durch Querklebung). Es wird immer ein Bodendeckblatt aufgebracht.
Beim Staffelbodensack sind die einzeInen Papierlagen auch in Richtung Sackachse (Längsrichtung) in den Böden gestaffelt, so dass die Lastverteilung auf die einzeInen Lagen durch Verklebung jeder Lage mit sich selbst erreicht wird (größere Festigkeit und Dichtigkeit der Böden). Ein Bodendeckblatt kann entfallen.

Abb. 237: Geradschnittsack und Staffelbodensack (rechts). Gut ist hier die versetzte Verklebung der Lagen zu erkennen, die den Boden besonders fest und dicht machen. (Quelle: Eigene Darstellung)


Abb. 238: Anordnung der Formelzeichen am Ventilsack (VK beziehungsweise VKST) (Quelle: Eigene Darstellung)

Abb. 239: geometrische Anordnung der einzelnen Papierbahnen des Staffelschnittschlauches – von außen angeordnet (Quelle: Eigene Darstellung)

Abb. 240: zusammengelegte Staffelschnittbahnen – von innen angeordnet (Quelle: Eigene Darstellung)
Ventilanordnung – Längsnaht – Lage der Böden
Die folgenden Kennzeichnungen gelten für geklebte Ventilbodensäcke aus Papier oder Kunststofffolien.
Der Ventilsack soll so auf seiner Längsnaht liegen, dass diese sich von oben gesehen in der rechten Sackhälfte befindet. Die Ventilstellung wird als oben oder unten und links oder rechts – wie dargestellt – bezeichnet. Geklebte Ventilbodensäcke können so gefertigt werden, dass die Böden zur Rückseite (= die Seite mit Längsnaht) oder zur Vorderseite (= die Seite ohne Längsnaht) umgelegt sind.
Diese Kennzeichnung bleibt von der Lage des Aufdruckes, falls vorhanden, unberührt. Nicht alle Ventilausführungen können in allen Stellungen angebracht werden.

Abb. 241: Darstellung der Ventilanordnung und der Längsnaht an einem Ventilsack (Quelle: Eigene Darstellung)
Die Klebung der Papiersäcke
Die Klebung der Papierbahn zum Schlauch wird als Längsklebung bezeichnet. Sie soll bei den Zwischenbahnen und der Innenlage in der Mitte der Überlappung angebracht werden, bei der Außenlage aber möglichst dicht am äußeren Rand. Etwa 10 mm vor dem Schlauchende soll sie aufhören, damit kein Klebstoff herausgedrückt werden kann. Denn die Schläuche sollen nicht untereinander zusammenkleben.
Die Querklebung verbindet die einzeInen Lagen eines Schlauchendes miteinander. Bei Geradschnittschläuchen überträgt sie die Belastung auf die einzeInen Papierlagen im Bereich der Böden. Sie muss deshalb in der Bodenüberlappung liegen. Die Querklebung wird als Rundumklebung ausgebildet, der Klebstoff wird hierbei punktförmig aufgetragen. Auf diese Weise wird verhindert, dass Füllgut zwischen
die einzeInen Lagen gerät.
Bei Staffelbodensäcken hat die Querklebung lediglich die Aufgabe, die einzeInen Lagen zusammenzuhalten, damit sich der Schlauch auf den Bodenlegern aufziehen lässt. Die negativ gestaffelten Bodenecken werden aber verklebt, um ein Eindringen des Füllgutes zwischen die einzeInen Lagen auszuschließen. Auf den positiv gestaffelten Bodenecken muss das Ventil eingeklebt werden.
Durch die Bodenklebung wird der Papiersack an einem (bei OK) oder an beiden Enden (bei VK) geschlossen. Sie muss besonders haltbar und dicht sein.
Geradschnitt: Beim Geradschnittsack verläuft sie im Bereich der Überlappung als etwa 20 mm breiter
Streifen, dem sich die Klebeflächen für die Verklebung an den Eckeneinschlägen anschließen.
Staffelschnitt: Bei Staffelschnittsäcken wird die Bodenklebung auf den Bodenklappen in Breite der Staffelung aufgetragen. Die Bodenecken dagegen werden wie beim Geradschnittsack vollflächig angeleimt.
Mit der Deckblattverklebung wird das Bodendeckblatt auf dem Boden befestigt. Sie wird im Regelfall streifenförmig ausgeführt.
Ventilarten
Die Ventilausrüstung (Ventilart) ist abhängig vom Füllgut, dem Format der Verpackung, der Abpackmaschine mit den nachgeschalteten Transporteinrichtungen sowie von der Länge des Transportweges, den der gefüllte Sack zurücklegen muss, und der voraussichtlichen Lagerzeit.
Für billige Massengüter wie Baustoffe verwendet man normalerweise keinen besonderen Ventileinsatz. Der Ventilboden wird mit einem Ventilverstärkungsblatt gegen Einreißen beim Füllvorgang geschützt.
Diese Ventilausrüstung nennt man auch verstärktes Ventil. Der Verschluss des Ventils erfolgt durch den nicht verklebten Eckeneinschlag, der beim Abwurf von der Füllmaschine vom Füllgut gegen den Ventilboden gedrückt wird.
Man verwendet dafür geschmeidigere Papiere wie Leichtkrepp- oder Clupak-Papiere. Durch einen Umschlag an der Füllöffnung kann diese Ventilform verstärkt werden.
Für hochwertige Füllgüter wurden im Lauf der 60er-Jahre verschiedene Formen von Fransenventilen entwickelt. Sie gleichen in der Grundform einem Schlauchventil mit an der Füllöffnung liegendem Umschlag.

Abb. 242: Darstellung eines Fransenventils (Quelle: Eigene Darstellung)
Der in das Sackinnere ragende Teil des Schlauches ist mit unterschiedlichen – maximal 70 mm langen – Einschnitten versehen, die wiederum unterschiedliche Abstände haben können. Die so entstehenden
Fransen verbessern die Dichtigkeit eines solchen Ventils. Besteht der Ventileinsatz aus zwei Lagen Papier, so spricht man von einem Doppelfransenventil.
Außentaschenventil
Eine absolut dichte Ausführung, allerdings mit manueller Handhabung nach der Befüllung, ist die Außenmanschette mit Einschlagtasche, auch Taschenmanschette genannt. Diese Ventilausführung besteht aus einem schlauchförmigen Teil, der am inneren Ende mit einem nach außen liegenden Umschlag versehen ist. Das Ventil ist am Umschlag unten mit dem Eckeneinschlag und oben mit dem Ventilboden verklebt, so dass durch den Umschlag eine Tasche entsteht, in die der nach außen stehende Teil des Ventils nach dem Füllvorgang eingefaltet wird.

Abb. 243: Schematische Darstellung eines Außentaschenventils (Quelle: Eigene Darstellung)

Abb. 244: schmales Außentaschenventil in breitem Boden (Quelle: Eigene Darstellung)
Durch den Ventilzettelapparat (1) wird ein gefalztes Blatt als Scharnier in den offenen Boden eingelegt. Ventilzettelapparat (2) klebt den längsgeklebten Schlauchabschnitt auf das Scharnier. Auf Wunsch kann
ein Daumenloch eingestanzt werden.


Abb. 245: Schlauchventil mit umgefalzter Vorderkante (Quelle: Eigene Darstellung)

Abb. 246: Polyethylen-Ventil (Quelle: Eigene Darstellung)
Dieses Ventil besteht aus je einer Lage Papier und Polyethylen. Sie werden zueinander verzogen, gefalzt und in den geöffneten Sackboden geklebt. Der in den Sack ragende Polyethylenschlauch bietet durch seine Elastizität eine sehr gute Abdichtung, die Papiermanschette stabilisiert die Einfüllöffnung.
Polyethylen-Schlauchventil
Zunehmende Bedeutung erfährt das Polyethylen-Innenschlauchventil in allen seinen Abwandlungen als gut schließende Ventilausrüstung. Auf den PE-Schlauch wird ein Papierblatt als Verstärkung des
Ventilbodens des Sackes sowie als Führung und Stabilisator der Ventilausrüstung selber so aufgeklebt, dass der in das Sackinnere ragende Schnittrand des PE Schlauches frei beweglich bleibt.

Abb. 247: Polyethylen-Innenschlauchventil (Quelle: Eigene Darstellung)
TV-Ventil (Thermoverschluss)
Um höchste Anforderungen an dichte Ventilverpackungen zu erfüllen, wurde ein Ventil entwickelt, das – nach dem Füllen des Sackes durch Heißluft aktiviert und zusammengepresst – einen dichten Verschluss
garantiert. Füllgutreste auf den Innenflächen des Ventilschlauches werden von der Spezialbeschichtung absorbiert.

Abb. 248: Thermoverschlussventil (Quelle: Eigene Darstellung)
Bodendeckblatt für Papier- und Kunststoffsäcke
Um bei Papiersäcken höhere Festigkeit der Bodenfläche und eine größere Dichtigkeit der geklebten Böden zu erreichen, kann mit einer entsprechenden Einrichtung am Ventilbodenleger ein Bodendeckblatt
auf den fertigen Boden aufgebracht werden. Geklebte Kunststoffsäcke müssen mit einem Bodendeckblatt versehen werden, damit die Festigkeit und Dichtigkeit der Böden gewährleistet ist. Die Böden bei geklebten Kunststoffsäcken können aus fertigungstechnischen Gründen nicht mit einer Bodenlängsklebung versehen werden. Nur durch Aufkleben eines Deckblattes erreicht man die geforderte Festigkeit der Böden.

Abb. 249: Zeichnung Bodendeckblatt für Papier- und Kunststoffsäcke (Quelle: Eigene Darstellung)



- Zum Verfassen von Kommentaren bitte anmelden.
3.4 Auswahl- und Gestaltungsgrundsätze
3.4.1 Auswahl- und Gestaltungsgrundsätze (Karton und Vollpappe)
In diesem Kapitel wollen wir uns das Material und die Konstruktion in Abhängigkeit vom Produkt näher betrachten. Jedes Produkt – ob Schrauben oder Pralinen – hat ein eigenes Anforderungsprofil. In folgender Matrix sind beispielhaft einige Marktsegmente und Anforderungsprofile gelistet. Ein Marktsegment ist eine
Gruppe zusammengehöriger Bereiche des Gesamtmarktes – zum Beispiel Lebensmittelverpackungen. Eine Matrix informiert sehr schnell darüber, welche konstruktiven Voraussetzungen eine Verpackung für unterschiedliche Marktsegmente haben muss. Je nach Anforderung kann diese Tabelle mehr oder weniger umfangreich sein.

Abb. 250: Matrix eines Anforderungsprofils (Quelle: Eigene Darstellung)
Als Beispiel gleichen wir das Marktsegment „SB-Verpackung“ mit unserem Anforderungsprofil ab.
a) Originalitätsverschluss:
Diese Konstruktion lässt erkennen, ob eine Verpackung schon geöffnet wurde. Dies ist vor allem im SB-Bereich (SB = Selbstbedienung) sehr wichtig (Verschmutzung/Vollständigkeit des Inhaltes einer Verpackung).
b) Stapelfähigkeit:
Wenn Verpackungen mit Waren beim Kunden gestapelt werden sollen, schließt das Kissenpackungen oder Blisterkarten aus. Unter „Kissenpackung“ versteht man Verpackungen in Linsenform.
c) Staubdichtigkeit:
Großformatige Verpackungen benötigen dazu unter Umständen einen Klebeverschluss. Vorhandene Fensterausstanzungen müssen mit Folie hinterklebt sein.
Um die optimale Verpackung für ein Produkt zu finden, bietet sich ein Abgleich des Anforderungsprofils mit Konstruktionen aus dem ECMA-Katalog an.
Nachfolgend erarbeiten wir an einem weiteren Beispiel die Abstimmung zwischen Konstruktion und Anforderungsprofil. Ein Kunde aus der Pharmaindustrie benötigt eine Verpackung für sechs Ampullen mit je 5 ml Inhalt sowie einer Packungsbeilage. Geforderte Auflage: eine Million Packungen jährlich. Die Ampullen sind OTC-Präparate und sollen über Discounter vertrieben werden. (OTC-Präparat = „Over the counter“ = „über die Verkaufstheke“ = Arzneimittel, die man ohne Rezept kaufen kann.)
Anforderungsprofil: bruchsicher, Produkttrennung, Fach für die Packungsbeilage, Originalitätsverschluss, staubdicht, stapelbar. Im folgenden Schritt wollen wir das Anforderungsprofil mit Konstruktionen aus dem ECMA-Code abgleichen.

Abb. 251: Anforderungsprofil Baugruppen
Beispielhaftes Anforderungsprofil für die Medikamentenverpackung. Kreuzchen markieren die Kriterien, die die einzelnen Baugruppen der Verpackung erfüllen müssen. (Quelle: Eigene Darstellung)
Grundsätzlich ist bei einer Auflagenhöhe von 1 Mio. Stück p.a. eine automatisierte Konfektionierung vorgegeben. Pro Jahr wird auch oft p.a. abgekürzt (lateinisch für pro anno). Mio. = Million. Baugruppen C, D, F und E (ECMA) schließen wir aus, da diese nicht über Standardmaschinen zu konfektionieren sind.
Mit der Baugruppe „A“ und einer Variablen der Baugruppe „F“ kann das Anforderungsprofil Staubdichtigkeit, Originalität, Produkttrennung, Stapelfähigkeit, Bruchsicherheit und automatisierte Konfektionierung erfüllt werden.

Abb. 252: Baugruppen A und F (unter den Bildern sehen Sie die ECMA-Codes) (Quelle: Eigene Darstellung)
Vor der Konstruktion steht die Frage: Wie können die Vorgaben verpackungstechnisch umgesetzt werden? Welche Kriterien aus dem Anforderungsprofil können mit dieser Konstruktion erfüllt werden?
Bruchsicherheit = Hohe Stabilität durch verklebte Laschen
Produkttrennung = Trennstege für Ampullen und Packungsbeilage
Originalität = verklebte Bodenlaschen, Deckel mit geklebtem Originalitätsverschluss
Staubdicht = verklebte Laschen
Stapelbar = durch verklebte Laschen hohe Belastbarkeit (Stauchdruck)
Aus den Vorgaben werden konstruktive Lösungen. Diese ist hier zum einen flachliegend und zum anderen konfektioniert zu sehen:

Abb. 253: Lösungsvorschlag im offenen Zuschnitt (Quelle: Eigene Darstellung)

Abb. 254: Lösungsvorschlag konfektioniert (Quelle: Eigene Darstellung)
Der herausstehende „Zipfel“ ist die Lasche für den Originalitätsverschluss. Dieser wird nach dem Konfektionieren mit dem Deckel verklebt.
Die Auswahl einer Verpackung wird in der Regel ein Kompromiss sein. Neben den Anforderungen an die Konstruktion selbst sind auch Wirtschaftlichkeit und Nachhaltigkeit von Bedeutung. Nachhaltigkeit in der Verpackungsentwicklung drückt sich in einem verantwortungsvollen Umgang mit den Ressourcen aus – zum Beispiel Karton. Zur Nachhaltigkeit gehört auch eine schlanke Produktion.
Wir fassen zusammen:
• Um eine optimale Verpackung entwickeln zu können, muss zuerst ein Anforderungsprofil erstellt werden.
• Das Anforderungsprofil muss alle wichtigen Details der Kundenanforderung enthalten.
• Nach der Erstellung des Anforderungsprofils kann mithilfe des ECMA-Kataloges eine Vorauswahl getroffen werden.
• Neben den im ECMA-Katalog gezeigten Baugruppen gibt es eine Vielzahl von Variablen.
• Baugruppen können in der Regel auch untereinander kombiniert werden.
- Zum Verfassen von Kommentaren bitte anmelden.
3.4.2 Auswahl- und Gestaltungsgrundsätze (Wellpappe)
In diesem Kapitel betrachten wir das Material und die Konstruktion in Abhängigkeit vom Produkt näher. Jedes Produkt, ob Flasche oder Laptop, hat ein eigenes Anforderungsprofil. In folgender Matrix sind als Beispiel einige Marktsegmente und Anforderungsprofile gelistet. Je nach Anforderung kann diese Tabelle mehr oder weniger umfangreich sein. Unter Marktsegment ist eine Gruppe zusammengehöriger Bereiche des Gesamtmarktes zu verstehen – zum Beispiel Lebensmittelverpackungen.

Abb. 255: Anforderungsprofil – die Kreuze in der Matrix markieren geforderte Eigenschaften einer Verpackung. Erklärung zu ESD = Schutzbeschichtung – zum Beispiel antistatischer Noppenschaum
(Quelle: Eigene Darstellung)
Als Beispiel gleichen wir das Marktsegment SB-Verpackung mit unserem
Anforderungsprofil ab.
a) Originalitätsverschluss
Konstruktion, die erkennen lässt, ob eine Verpackung schon geöffnet wurde. Im SB-Bereich ist das sehr wichtig (Verschmutzung/Vollständigkeit). (SB = Selbstbedienung)
b) Stapelfähigkeit
Schließt Kissenpackungen oder Blisterkarten aus. (Kissenpackungen = Verpackungen in Linsenform.)
c) Staubdicht
Großformatige Verpackungen benötigen dazu unter Umständen einen Klebeverschluss. Vorhandene Fensterausstanzungen müssen mit Folie hinterklebt sein.
Um die optimale Verpackung für ein Produkt zu finden, bietet sich ein Abgleich des Anforderungsprofils mit Konstruktionen aus dem FEFCO-Katalog an.
Nachfolgend erarbeiten wir an einem weiteren Beispiel die Abstimmung zwischen Konstruktion und Anforderungsprofil. Ein Kunde aus der Spielzeugindustrie benötigt eine Verpackung für einen hochwertigen Spielzeugteddybären. Die Größe liegt bei 200 x 150 x 300 mm und wiegt rund 500 Gramm. Der Teddy soll in eine Präsentationsverpackung. Die Verpackungen sollen übereinander gestapelt werden können – und man soll so viel wie möglich von dem Spielzeug sehen können. Die Auflage liegt bei 50.000 St. p.a. (pro Jahr).
Anforderung des Kunden:
Produktfixierung, Packungsbeilage, Originalitätsverschluss, staubdicht, stapelbar, Fensterhinterklebung so groß wie möglich, schnelles Abpacken, Verkaufsverpackung.
Anforderungsprofil und Verpackungslösung:
• Produktfixierung: separate Einlage zur Fixierung des Teddys – er wird kundenseitig am Hals mit einer dünnen Kordel mit der Einlage verbunden.
• Packungsbeilage: Die Packungsbeilage/Informationsblatt kann zwischen Einlage und Umverpackung gepackt werden. Wir lassen hier 3 mm Platz.
• Originalitätsverschluss: Die Verpackung erhält einen Einsteckdeckel mit Gegenverriegelung. Für den Originalitätsverschluss muss der Kunde selbst in Form eines Haftetiketts sorgen. Beim Öffnen muss das zerstört werden.
• Stapelbar: Eine E-Welle der Qualität 1.20 sollte genügen, wir haben zur Verstärkung eine Einlage, an der der Bär befestigt wird.
• Staubdicht: Vollständige Staubdichtigkeit lässt sich mit Wellpappe wohl nicht ganz erreichen. Sie wird jedoch so gut wie möglich gewährleistet.
• Fensterhinterklebung: Wir bringen ein Fenster ein, das so groß wie möglich ist, und hinterkleben es mit einer Folie.
• Schnelles Abpacken bei großer Abnahmemenge: Wir verwenden einen Automatikboden mit Einsteckdeckel.
• Verkaufsverpackung: Zum Einsatz kommt eine E-Welle. Diese bringt für dieses Produkt die nötige Stabilität mit. Sie ist für das Produkt entsprechend filigran und lässt sich mit einem Offset-Druck ausstatten.
Wir wählen den FEFCO 0713 mit einer Einlage. Er erfüllt die meisten Punkte und ist für diese Dimensionen gut geeignet.
Für unseren Fall wählen wir eine Einlage, die die drei großen Flächen im Inneren der Schachtel voll auskleidet. Der Kunde kann hier die Faltschachtel vollflächig werbewirksam mit einer Kulisse bedrucken lassen. Dies setzt jedoch voraus, dass bei dieser Verpackungsausführung von der Druckseite gestanzt wird. Will man wie üblich von hinten stanzen, so muss die Zeichnung gekontert werden. Der Bär kann mit einer Kordel, die durch zwei Löcher gefädelt wird, fixiert werden.

Abb. 256: FEFCO 0713 (Quelle: Eigene Darstellung)
Für die Fensterhinterklebung wird PET verwendet. Hier reicht eine Materialstärke von 0,2 mm. Da das Fenster über das Eck geht, sollte die Folie im Bereich der Rillung mit einem Entlastungsschlitz gestanzt werden.

Abb. 257: Die Folie sollte im Bereich der Rillung mit einem Entlastungsschlitz gestanzt werden. (Quelle: Eigene Darstellung)
Die Umverpackung mit der Form des FEFCO 0713 bietet sich deshalb so gut an, weil er bereits vorgeklebt an den Kunden versendet werden kann. Er ist mit einem Handgriff aufzufalten und zu bestücken. Merke: Rahmen für Fenster nicht zu knapp wählen und definierte Faltung gewährleisten.

Abb. 258: Verpackung auf Basis des FEFCO 0713. Aufrichte-Schachteln des FEFCO-Typ 07 bestehen im Prinzip aus einem Stück, sind vom Hersteller vorgegeklebt, werden flach geliefert und sind durch einfaches Aufrichten fertig zum Gebrauch. (Quelle: Eigene Darstellung)
Die Gegenverriegelung hält den Deckel verschlossen. Für den Verkauf im Einzelhandel muss jedoch noch ein Originalitätssiegel angebracht werden. Der Teddy ist durch das große Fenster gut zu sehen. Die Einlage bildet im Hintergrund eine Kulisse. Das PET-Fenster bietet Schutz vor dem Eingreifen und somit davor, dass die Ware im SB-Bereich zum Beispiel durch Anfassen oder Staub verschmutzt werden könnte.
Besonderheit beim Fenster einer solchen Präsentationsverpackung: Bei einem derart großen Fenster muss mit dem Werkzeugbau und dem Maschinenführer gesprochen werden. Die Linien, die auf der FKM um 180° umgeschlagen werden, müssen hundertprozentig gut falten. Der Rand darf nicht zu klein ausfallen, da beim Faltprozess der Karton im Bereich des Fensters abknicken kann.
Klassische Fehler bei der Verpackungsentwicklung und Berechnung (1):
FEFCO 0201: Normalerweise werden Faltschachteln immer mit Länge, Breite und Höhe angefragt. Es kommt jedoch oft vor, dass der Kunde die Maße vertauscht. Das kann große Auswirkungen auf die Materialberechnung und somit auf den Preis haben. Im Interesse eines verantwortungsvollen Umgangs mit Ressourcen ist es wichtig, Kundenangaben immer zu prüfen, um Verschwendung zu vermeiden und schlank zu produzieren.
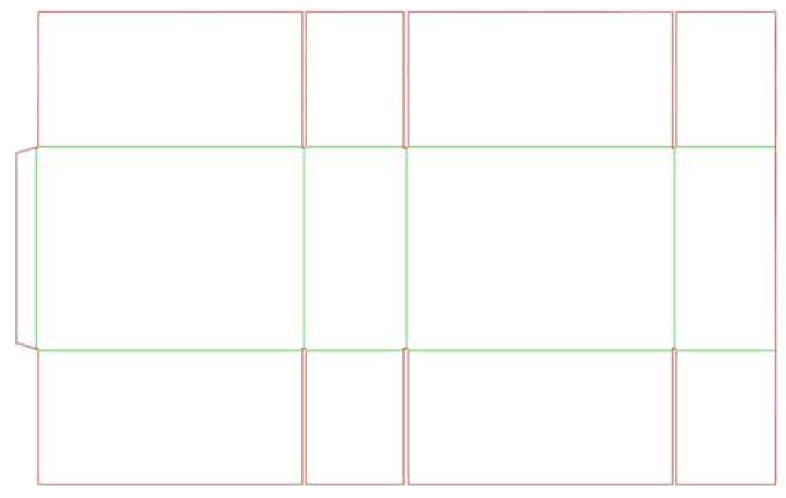
Abb. 259: Beispiel einer falschen Angabe beim FEFCO 0201 – 150 x 400 x 300 mm (Quelle: Eigene Darstellung)
Boden- und Deckelklappen werden anhand des zweiten Maßes berechnet. Zu große Deckelklappen wie in Abb. 259 sind die Folge, die sich in diesem Fall nicht einmal schließen lassen. Außerdem wäre unsere
Faltschachtel viel teurer als ein normal gerechneter.

Abb. 260: Beispiel einer korrekten Angabe beim FEFCO 0201 – 400 x 150 x 300 mm (Quelle: Eigene Darstellung)
Beispielrechnungen des Materialverbrauchs bei falscher und korrekter Materialangabe
Falsche Angabe
1,142 x 0,710 m = 0,811 m²
Richtige Angabe
1,142x 0,46 m = 0,525 m²
Differenz pro Stück: 0,286 m² weniger Material! Bei einer Auflage von 10.000 Stück würde eine ungeprüft übernommene falsche Angabe somit 2.860 m² an Material verschwenden!
Klassische Fehler bei der Verpackungsentwicklung und Berechnung (2):
Ihr Kunde bestellt einen FEFCO 0427 ohne Staublaschen mit den Maßen 600 x 120 x 100 mm.

Abb. 261: FEFCO 0427 ohne Staublaschen (Quelle: Eigene Darstellung)
Diese Ausführung sollte so nicht gefertigt werden. Bei einem Versuch stellt man sehr schnell fest, dass die Laschen (59 mm), die eingekrempelt werden, viel zu kurz sind. In der Praxis würde die wohl herausrutschen und die Verpackung würde sich auffalten. Hier müssen unbedingt die Laschen verlängert werden. Oder man wählt einen FEFCO 0471:

Abb. 262: Der FEFCO 0471 spart Material und hält besser ineinander. (Quelle: Eigene Darstellung)
Man hat mit dem FEFCO 0471 nicht nur eine Verpackung, die besser ineinander hält, sondern man verbraucht bei dieser Ausführung auch 0,094 m² weniger Material! Sobald Breite und Höhe quadratisch werden, muss überlegt werden, ob die Verpackung ihren Zweck erfüllt.
Beispielrechnungen des Materialverbrauchs bei FEFCO-Varianten
FEFCO 0427
1,057 x 0,557 m = 0,589 m²
FEFCO 0471
0,87 x 0,5685 m = 0,494 m²
Differenz pro Stück: 0,094 m² weniger Material! Bitte vergleichen Sie auch den FEFCO 0421 und den FEFCO 0470!
Klassische Fehler bei der Verpackungsentwicklung und Berechnung (3):
Ihr Kunde ist im Möbelgeschäft tätig und will sein Möbel in eine Faltschachtel verpacken. Das Packstück hat das Maß 2000 x 600 x 50 mm. Folgende Punkte sprechen gegen die Ausführung 0201:

Abb. 263: weniger geeignet - FEFCO 0201 (Quelle: Eigene Darstellung)
• Man wird Schwierigkeiten haben, diese Kartonage zu fertigen.
• Je nach Qualität wir die Schachtel schon beim Einfalten der Boden- und Deckelklappen in der Höhe einreißen.
Hier ist es wesentlich besser, einen FEFCO 0412 einzusetzen. Auch wird hier weniger Material verbraucht.

Abb. 264: FEFCO 0412 ist für den Einsatzzweck besser geeignet. (Quelle: Eigene Darstellung)
Wir fassen zusammen: Um eine optimale Verpackung entwickeln zu können, muss zuerst ein Anforderungsprofil erstellt werden. Das Anforderungsprofil muss alle wichtigen Details der Kundenanforderung enthalten. Nach der Erstellung des Anforderungsprofils kann mithilfe des FEFCO-Kataloges eine Vorauswahl getroffen werden. Neben den im FEFCO-Katalog gezeigten Baugruppen gibt es eine Vielzahl von Variablen. Baugruppen können in der Regel auch untereinander kombiniert werden.
Bei allen Verpackungsausführungen müssen das Verhältnis von Länge, Breite und Höhe sowie die Verpackungsausführung stimmig sein. Die Auswahl einer Verpackung wird in der Regel immer ein Kompromiss sein. Neben den Anforderungen an die Konstruktion selbst sind auch Wirtschaftlichkeit und Nachhaltigkeit wichtig.
- Zum Verfassen von Kommentaren bitte anmelden.
3.4.3 Auswahl und Gestaltungsgrundsätze (Säcke)
Die Unterschiede von Kunststoffsäcken gegenüber Papiersäcken liegen in der sehr viel größeren Dehnung des Materials und dem hiermit verbundenen Arbeitsaufnahmevermögen sowie der Unempfindlichkeit gegenüber Feuchtigkeit. Dem steht aber eine geringere Durchstoßfestigkeit gegenüber. Im Vergleich mit Papiersäcken sind Kunststoffsäcke wesentlich wasserdampfdichter. Wegen der größeren Dichte der Folie kann es Schwierigkeiten beim Füllen der Säcke geben, da die Luft nicht schnell genug entweichen kann. Außerdem kann es im Inneren der Säcke zu Kondesnwasserbildung kommen, wenn das Füllgut entsprechende Mengen Feuchtigkeit enthält. Kunststoffsäcke sind auch weniger wärmebeständig als Papiersäcke. Für die Auswahl der verschiedenen Sacktypen gelten die gleichen Kriterien wie beim Papiersack. Die Macharten der Kunststoffsäcke ähneIn denen der Papiersäcke.
Flach- oder Seitenfaltensäcke werden aus Schlauchfolien oder Flachfolien gefertigt, die zuvor zu einem Schlauch geformt und mit einer Extrusionsschweißnaht in Längsrichtung verschweißt wurden. Die untere Schnittkante wird zum Boden verschweißt. Seitenfalten werden – falls nötig – in der Konfektionierungsmaschine oder auf der Druckmaschine eingearbeitet.
Ventilflachsäcke entstehen aus Schlauch- oder Flachfolien durch Abschweißen beider Schnittkanten. Das Ventil wird einseitig in den Schlauch geschweißt.

Abb. 265: geklebter Ventilflachsack (Quelle: Eigene Darstellung)

Abb. 266: Kunststoffventilsackmaschine (Quelle: Eigene Darstellung)
Der geklebte Ventilsack entsteht aus Schlauch- oder Flachfolien, an deren Enden Kreuzböden angebracht sind, die bis auf die Ventilöffnung fertig geklebt werden.
Kunststoffventilsackmaschinen arbeiten rotativ von der vorgedruckten Materialrolle. Als Zusatzeinrichtungen können diese Maschinen mit Flexo-Vorsatzdruckwerken bis zu vier Farben ausgerüstet werden.
Das Abwickelsystem (1) besteht in der Regel aus zwei schwenkbaren Lagerstellen für die Materialrollen. Dieses System ist mit automatischer Zugkraft und Seitenkantenregelung ausgestattet. Es kann Rollen mit einem Maximaldurchmesser von 150 cm aufnehmen.
Nach der Abwickeleinheit können die Aggregate (2) zum Verarbeiten von Flachfolie folgen. Sie bestehen aus dem Schlauchbildungsaggregat und dem Extruder für die Längsnaht (Extrusionsschweißung).
Der Rotationsquerschneider (3) enthält das Steuergerät für den Schnittregisterregler und die Einstellhebel für den Querschnitt und die Nadelung. Durch das beheizte Perforationsmesser wird der Schlauch im Rotationsquerschneider zu Abschnitten vereinzelt.
Das Perforationsmesser hat einen Kurbelschleifenantrieb, um seine Geschwindigkeit der Bahngeschwindigkeit angleichen zu können. Zum Verarbeiten von Bändchengewebe lässt sich das Perforationsmesser beheizen, um so die Bändchen miteinander zu verschmelzen. Ein Ausfransen der Schnittkante wird damit verhindert.
Nach dem Rotationsquerschneider werden die Schlauchabschnitte um 90° gedreht (4), um so die Schnittkanten in Position für die nachfolgenden Bearbeitungsgänge zu bringen. Saugbänder transportieren
die Schlauchabschnitte zu Drehtellerpaaren, die sie während des Weiterlaufes quer zur Laufrichtung der Maschine drehen.
Nach der Übergabe der Schlauchabschnitte an den Schlauchausrichter (5) wird eine exakte Ausrichtung der Schläuche in Längs- und Querrichtung durch umlaufende Ketten mit Anschlägen und schräg angeordnete voreilende Transportbänder durchgeführt. Zur Anpassung an die verschiedenen Schlauchlängen lässt sich das Aggregat in Querrichtung verstellen.
Fotozellen kontrollieren die Lage der Schlauchabschnitte. Bei unkorrekter Lage, die zu schlecht geformten Böden und damit zu unbrauchbaren Säcken führt, steuern die Fotozellen eine elektropneumatische
Weiche, die den Schlauchabschnitt aus dem Produktionsprozess herausführt.
In der Beleimungsstation (6) werden die Schnittkanten des Schlauches durch vier Leimstationen beidseitig beleimt. Diese Auftragswerke sind Bestandteil eines Klebstoffumlaufsystems, das eine gleichmäßige
Konsistenz des Klebstoffes gewährleistet.
Das Aggregat zum Trocknen (7) hat die Aufgabe, den Klebstofffilm durch den Lösemittelentzug unter Zuführung von Warmluft zu trocknen. Die mit Lösungsmittel angereicherte Luft wird abgesaugt und der Lösemittelrückgewinnung zugeführt.
Der nächste Fertigungsschritt ist die Diagonal- und Bodenmittenrillung. Dies geschieht durch die Rilleinrichtung (8). Die Werkzeuge dazu sind je nach Folienart und Dicke und nach Größe der Säcke einzustellen.
Die Bodenöffnungsstation (9) ist der für Papiersäcke ähnlich. Rotierende Saugerleisten halten die Enden des Schlauchabschnittes fest. Die Rotationsbewegung zieht dann das Schlauchende so weit auseinander,
dass nachfolgend ebenfalls rotierende Spreizstäbe den Boden voll ganz aufziehen können. Saugerleisten und Spreizstäbe sind über ein Differenzialgetriebe ohne Maschinenstopp verstellbar. An umlaufende
Ketten angelenkte sogenannte Finger greifen durch eine 45-Grad-Schwenkung in die Dreiecktaschen des Schlauches ein und geben dem geöffneten Boden seine exakte Form. Um ein nachträgliches Aufspringen
der Taschen zu verhindern, werden die Diagonalfalze durch Pressrollen fixiert. Die umlaufenden Ketten mit den Fingern lassen sich stufenlos auf die Boden- und Sackbreiten einstellen.

Abb. 267: Ventilzettelapparat (Quelle: Eigene Darstellung)
Der Ventilzettelapparat (11) ist ausgerüstet mit einer Abwicklung für Flach- oder Schlauchfolie, einer automatischen Bahnspannungsregelung, einer elektronischen Vorbehandlung, dem Faltdreieck und dem
Schweißzylinder zum Herstellen von vorgefertigten Schlauchventilen aus Flachfolie. Die Einarbeitung von Fransenventilen ist möglich.
Beim Ausbleiben eines Sacks wird der Ventilabschnitt über eine Weiche aus dem Produktionsprozess ausgeschieden. Durch das System der Bodenbildung bedingt, ist das Ventilzettelaggregat in Querrichtung
nicht verschiebbar, das Ventil kann jedoch paarweise in die vordere oder die hintere Dreiecktasche eingelegt werden. Durch ein Differential lässt sich die Platzierung des Ventils im Boden einregulieren. Nachdem das Ventil eingearbeitet ist, werden die beleimten Bodenklappen übereinandergelegt und somit der Sackboden geschlossen.
Durch die beiden Folienabwickelstellen für jedes Bodendeckblattaggregat (13) wird ein schneller Rollenwechsel gewährleistet. Darüber hinaus besteht im Bodendeckblattaggregat die Möglichkeit der Bedruckung der Bodendeckblattfolie. Nach dem eventuellen Bedrucken, werden die Bodendeckblätter im Schneidwerk auf Länge zugeschnitten. Danach erfolgt die Klebung der Deckblätter auf die Sackböden.
Nach dem Aufbringen der Bodendeckblätter werden die Böden aus der Vertikalen, in der sie geformt und bearbeitet wurden, um 90° gedreht. Zuvor wurde die Bodengeometrie durch Fotozellen überprüft –
und fehlerhafte Säcke wurden über eine Weiche aus dem Produktionsprozess ausgeschieden. Die nun fertigen Säcke werden in der Ablage (18) gestapelt aus der Maschine geführt oder als Alternative auf Rollen gewickelt.

Abb. 268: Bodendeckblattaggregat (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
LF 4: Baugruppen überwachen und instand halten
- Zum Verfassen von Kommentaren bitte anmelden.
4.1 Bearbeiten mechanischer Bauteile
4.1.1 Technische Zeichnungen lesen
1. Technische Zeichnung als Infoträger
Die technische Zeichnung ist in der durch Arbeitsteilung gekennzeichneten modernen Fertigungswelt das Bindeglied zwischen den einzelnen am Fertigungsprozess beteiligten Abteilungen – und zwar sowohl im eigenen Werk als auch bei der Fremdfertigung im In- und Ausland. Technische Zeichnungen geben allen an der Produktion Beteiligten unmissverständliche Informationen. Dabei müssen die Informationen in technischen Zeichnungen nach internationalen und nationalen Normen so exakt dargestellt werden, dass in den einzelnen Fertigungsstufen keine Missverständnisse und Unklarheiten entstehen können. Die technische Zeichnung enthält alle notwendigen Angaben über Größe, Form und Werkstoff eines Werkstücks.
2. Darstellungsformen
Bauteile werden in technischen Zeichnungen in der Regel in mehreren Ansichten gezeichnet. Dabei ist es erforderlich, das dreidimensionale Körperbild (perspektivische Darstellung) durch zweidimensionale, flächenhafte Ansichten und Schnitte in einer eindeutigen technischen Zeichnung darzustellen.
3. Von der räumlichen Darstellung zur technischen Zeichnung
Festlegen der Werkstücklage für technische Darstellungen (V/S/D)
Flache Werkstücke – zum Beispiel Bleche – werden in der Regel nur in einer Ansicht (meistens Vorderansicht) gezeichnet, da diese die Form und Maße eindeutig erkennen lässt. Um ein räumliches Objekt zeichnerisch in verschiedenen ebenen Ansichten darzustellen, verwendet man die Normalprojektion, auch Dreitafelprojektion genannt.
Zu den drei orthogonalen Projektionsflächen gibt es jeweils zwei Seiten und folglich sechs Ansichten. (Orthogonal = „rechtwinklig“. Kommt vom griechischen orthos = „richtig, recht“ und gonia = „Ecke, Winkel“.) Bei der Anordnung der Ansichten auf dem Papier gibt es zwei Systeme:

Abb. 269: Projektionsmethode 1 und 3 (Quelle: Wikimedia)
• Projektionsmethode 1, auch „europäische Darstellung“ oder „First Angle Projection“ genannt und gekennzeichnet mit FR (für französisch, vgl. auch Abb. 269), und
• Projektionsmethode 3, auch „amerikanische Darstellung“ oder „Third Angle Projection“ genannt (Kz. US). Diese Darstellung herrscht in den USA und auch in Australien vor.
Die in Abb. 269 dargestellte Symbolik ermöglicht anhand eines abgeschnittenen Kegels und dem Trapez als Vorderansicht die Kennzeichnung der gewählten Methode.
Die Entfaltung des Projektionsquaders zeigt die jeweils zugrunde liegende Logik. Hier ist nur Projektionsmethode 1 dargestellt:

Abb. 270: Projektionsquader (Quelle: Eigene Darstellung)
Drei der Projektionen dienen als Hauptansicht für die Dreitafelprojektion. Bei der Wahl der Vorderansicht hat die aussagekräftigste Seite den Vorzug. Bei unübersichtlichen Objekten können zusätzliche Ansichten ergänzt werden. Manchmal wird auch auf eine der drei Ansichten verzichtet – und man erhält eine Zweitafelprojektion.
Man unterscheidet im technischen Zeichnen grundsätzlich zwischen folgenden Ansichten:
1. Vorderansicht (1. Hauptansicht)
2. Seitenansicht von rechts
3. Seitenansicht von links (2. Hauptansicht) 4. Draufsicht (3. Hauptansicht)
5. Rückansicht
6. Untersicht
Im technischen Zeichnen gibt es insgesamt sechs Ansichten. Die beiden Hauptansichten sind die Vorderansicht und die Seitenansicht von links. Die genannten Hauptansichten beziehen sich auf die europäische Darstellungsvariante, wobei das darzustellende Objekt in der Regel in diesen drei Ansichten gezeichnet wird; Nebenansichten kommen nur dann zur Anwendung, wenn die darzustellende Geometrie so komplex ist, dass sie nicht komplett durch die Hauptansichten beschrieben werden kann. In der europäischen Variante der Normalprojektion findet sich die Seitenansicht von links rechts neben der Vorderansicht, in der amerikanischen Darstellung entsprechend auf der linken Seite der Vorderansicht.
• Blatteinteilung
DIN EN ISO 5457 definiert die Zeichenblattgrößen für technische Zeichnungen. Alle nach Norm DIN EN ISO 5457 verwendeten Formate für Zeichnungsvordrucke haben Querformat und das Schriftfeld unten rechts – mit Ausnahme DIN A4 mit Hochformat und Schriftfeld unten.
• Blattgrößen
Das DIN-Formatsystem basiert auf dem metrischen Maßsystem. Die Fläche des Ausgangsformates DIN A0 ist genau 1 m² groß. Die weiteren Formate DIN A1 bis DIN A4 lassen sich durch fortgesetztes Hälften des Ausgangsformates entwickeln, wobei sich die Flächen zweier aufeinanderfolgenden Formate wie 2 : 1 verhalten. Dabei gilt für die Seiten x und y der Formate das Verhältnis x : y = 1 : √2.

Abb. 271: Blattgrößen nach DIN (Quelle: Wikipedia)
• Maßstäbe
Zur Darstellung der Bauteile in technischen Zeichnungen ist ein geeigneter Maßstab zu verwenden. Nach Norm ISO 5455 sind nur folgende Maßstäbe in technischen Zeichnungen zulässig:
° Natürlicher Maßstab 1 : 1
° Verkleinerungsmaßstäbe 1 : 2; 1 : 5; 1 : 10 sowie vielfache davon
° Vergrößerungsmaßstäbe 2 : 1; 5 : 1; 10 : 1 sowie vielfache davon
Der in der Zeichnung angewendete Maßstab ist in das Schriftfeld einzutragen. Sind mehrere unterschiedliche Maßstäbe zum Beispiel für Ansichten oder Schnitte notwendig, so werden die verwendeten Maßstäbe in der Nähe der Positionsnummern oder der Kennbuchstaben der Einzelheit geschrieben.
• Beschriftung
Die Beschriftung in technischen Zeichnungen muss klar und eindeutig und für jeden gut lesbar sein. Dabei sind die Schriftgröße und die Strichstärke beziehungsweise Linienbreite von besonderer Bedeutung. Da heute die meisten Zeichnungen mit Computer-Programmen (CAD = computer-aided design) erstellt werden und dort die gültigen Normschriften zum Einsatz kommen, ist es heute nicht mehr zwingend nötig, die Normschrift zu beherrschen.

Abb. 272: Beispiel einer Explosionszeichnung (Quelle: Wikipedia)
Explosionszeichnungen
Eine Explosionszeichnung ist eine Art der Darstellung bei Zeichnungen und Grafiken, die einen komplexen Gegenstand perspektivisch und in seine Einzelteile zerlegt zeigt. Die dargestellten Einzelteile oder Bauteile sind räumlich voneinander getrennt, d. h. so, als flögen sie nach einer Explosion auseinander. Bei dieser Darstellungsweise wird das Wechselverhältnis des Ganzen zu seinen Teilen sowie deren Lage verdeutlicht. Explosivdarstellungen erlauben es, die Funktion und den Zusammenbau von Baugruppen darzustellen sowie einzelne Bauteile anhand angegebener Teilenummern zu bestimmen, zum Beispiel aus der Gesamtabbildung zum gesuchten Ersatzteil und seiner Lagernummer. Diese Art der Darstellung findet in verschiedenen Bereichen Verwendung: Als Informationsgrafik kommt diese Darstellungsart in Gebrauchsanweisungen und Ersatzteil-Katalogen (auch virtuellen, interaktiven Katalogen) zum Einsatz. Bei Montageanleitungen wird mit Explosionsgrafiken die Montage- und Demontagereihenfolge einzelner Teile erklärt. In technischen Zeichnungen im Maschinenbau werden komplexe Maschinen auf diese Weise übersichtlich dargestellt.
4. Bemaßung von Werkstücken
Durch ihre Bemaßung werden sämtliche Abmessungen von technischen Bauteilen – wie Länge, Breite, Höhe, Radius, Durchmesser oder Gewinde – durch entsprechende Maßangaben auf der Zeichnung eindeutig beschrieben. Die Bemaßung beschreibt die Abmessung eines Einzelteils oder einer Baugruppe. Bemaßungen werden auf einer technischen Zeichnung und in CAD-Programmen (2D, 3D) in Zahlen angegeben.
• Die im Allgemeinen verwendete Maßeinheit (Millimeter – in der Architektur auch Meter) muss nicht angegeben werden. (In der Packmittelindustrie werden Maße üblicherweise in mm angegeben. Deshalb kann man die Einheit in technischen Zeichnungen weglassen.)
• Der eigentliche Zahlenwert wird als Nennmaß bezeichnet.
• Das Nennmaß kann aber mit verschiedenen Zusätzen versehen werden – zum Beispiel Toleranzen und Passungen. Vorgestellte Zeichen weisen darauf hin, dass es sich bei dem Maß um einen Durchmesser (ø), einen Radius (R), eine Kugelform (S), einen Bogen (Bg) oder einen quadratischen Querschnitt (ein vorgesetztes Quadrat in Größe der verwendeten Schrift) handelt.
• Werden dem Nennmaß keine weiteren Zusätze angefügt, so gilt eine Allgemeintoleranz, die im Schriftfeld festgelegt ist.
• Weitere Angaben dienen der Spezifizierung von Maß-,Form-und Lagetoleranzen sowie eventuellen Vorgaben zur Herstellung und Prüfung von Verzahnungen und/oder Vorschriften zur Wärmebehandlung und Oberflächenschutz.
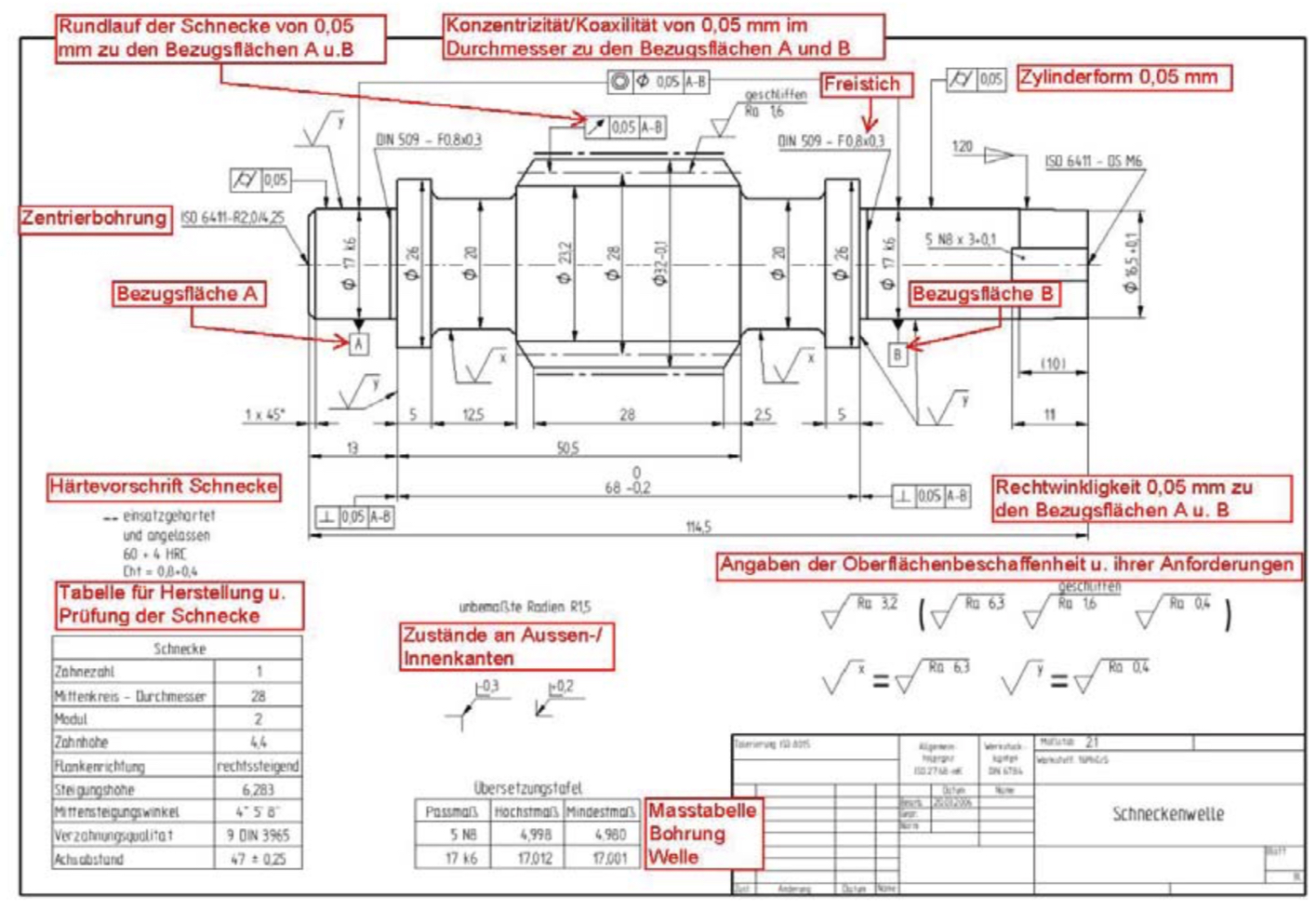
Abb. 273: Beispiel der Fertigungszeichnung einer Schneckenwelle (Quelle: Wikipedia, bearbeitet)
Übungsaufgaben zum Zeichnungslesen:
- Ansichten zuordnen
- Bemaßungsübungen
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.2 Vorbereitende Arbeiten zur Bearbeitung von Bauteilen
• Anreißen
Anreißen ist das Übertragen von Maßen und Formen aus der Fertigungszeichnung auf das zu bearbeitende Werkstück. Zum Anreißen werden Reißnadeln verwendet, deren Beschaffenheit sich nach dem Werkstoff und der Oberflächenbeschaffenheit richtet. Anreißen ist eine manuelle Tätigkeit mit hohen Kosten. In modernen Fertigungswerken ist sie durch den Einsatz von Computerized Numerical Control (CNC)- Bearbeitungsmaschinen heute weitgehend überflüssig.
• Körnen
Körnen dient dazu, einem Bohrer beim Ansetzen auf das Werkstück eine erste Führung zu geben, um eine maßgenaue Bohrung zu erhalten. Dazu wird der Körner durch leichte Hammerschläge in dem zuvor ange- rissenen Mittelpunkt der Bohrung getrieben, sodass dessen gehärtete Spitze in dem Werkstück eine kleine Vertiefung entstehen lässt. Auch das Körnen ist eine manuelle Tätigkeit, die sich weitgehend auf die Einzelteilfertigung oder nachträgliches Einbringen von Bohrungen zum Beispiel in der Montage bezieht.
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.3 Fertigungsverfahren
Als Fertigungsverfahren bezeichnet man alle grundlegenden technologischen Prozesse im Handwerk und in der Industrie, bei denen Produkte unter Einsatz von Werkzeugen und Maschinen hergestellt werden.
Überblick über Fertigungsverfahren (iph-Hannover)
4.1.3.1 Verfahren zum Trennen
Grundbegriffe zum Zerteilen und Spanen
Keil als Werkzeugschneide
Unter Werkzeugschneide versteht man eine geometrisch bestimmte Schneide, die der Trennung eines Werkstoffes dient. Die genaue Form der Schneide eines Schneidwerkzeugs wird als Schneidengeometrie bezeichnet.
Kraft, Kraftwirkungen, Maßeinheiten der Kraft, Kräftezerlegung am Keil, Keilwirkung zur Bearbeitung unterschiedlicher Werkstoffe

Abb. 274: Darstellung von Keilwinkel und Spanwinkel (Quelle: Wikipedia)
Der wichtigste Winkel am Schneidkeil ist der Spanwinkel ?, da er die Spanbildung, die Standzeit und die Schnittkräfte beeinflusst. Grundsätzlich gilt: Je kleiner der Keilwinkel ist, desto größer kann der Spanwinkel sein. Je größer der Keilwinkel gewählt wird, desto kleiner ist der positive Spanwinkel. Allerdings kann dieser bei einer sehr breiten Schneide, die fast senkrecht auf das Werkstück trifft, auch negativ sein.
Die Größen beider Winkel werden abhängig vom Werkstoff gewählt. Für weiche und zähe Werkstoffe wird ein kleinerer Keilwinkel bei grö- ßerem positivem Spanwinkel eingesetzt, da die Schnittkraft abnimmt. Je härter und spröder der Werkstoff ist, desto geringer muss der Spanwinkel ? sein – dementsprechend groß kann der Keilwinkel ausgewählt werden. Dass die Schnittkraft bei kleinem positivem oder negativem Spanwinkel besonders groß ist, hat mit den resultierenden Kräften am Schneidkeil zu tun.
Die auftretende Kraft Fa wird in die Reaktionskräfte Fa1 und Fa2 aufgeteilt. Je kleiner der Keilwinkel ?, desto größer sind die resultierenden Kräfte – und umgekehrt. Das heißt für die Praxis, dass eine kleinere Schneide größere Kräfte auf das zu bearbeitende Bauteil ausüben kann. Für weiche und zähe Werkstoffe wird ein kleinerer Keilwinkel bei größerem positivem Spanwinkel eingesetzt – für härtere und sprödere Werkstoffe ein geringerer Spanwinkel und ein größerer Keilwinkel.

Abb. 275: Schervorgang (Quelle: Eigene Darstellung)
Zerteilen durch Scherschneiden
Schervorgang
Das Schneiden mit Scheren funktioniert durch den Druck der beiden Scherenklingen auf das zu schneidende Material, das sogenannte Scherschneiden. Der Schneidevorgang erfolgt, indem man das Material an der zu durchtrennenden Stelle zwischen die Klingen schiebt und diese dann dicht aneinander vorbeigleiten lässt.
Scherwerkzeuge, Scherenarten
Eine Schere ist ein Werkzeug zum spanlosen Zertrennen oder Einschneiden verschiedener Materialien – dies geschieht mit zwei gegeneinander beweglichen Schneiden, die sich während des Schneidvorgangs aneinander vorbeibewegen.
Spanen von Hand und mit einfachen Maschinen Sägen
Sägen ist ein spanendes Trennverfahren zum Ablängen von Werkstoffen (Stahl, NE-Metalle = Nichteisenmetalle, Kunststoffe, Holz usw.). Die Säge oder ein Sägeblatt besteht aus einer dünnen, am Rand mit meißelartigen Zähnen versehenen linearen Stahlplatte oder einem runden Sägeblatt, das durch eine Kraft bewegt wird. Sägeblätter schneiden nur in eine Richtung. Beim Sägen wird der Werkstoff in der Schnittfuge durch die Zähne in mehreren Schichten zerspant, wobei die Zahnzwischenräume (Zahnlücke) die entstehenden Späne aufnehmen und sie aus der Schnittfuge führen.

Abb. 276: schematische Darstellung einer Säge (Quelle: Eigene Darstellung)
Feilen
Feilen ist ein vornehmlich bei handwerklicher Fertigung verwendetes spanendes Trennverfahren zum Bearbeiten ebener Flächen und unterschiedlichster Werkstückformen. Die Spanabnahme erfolgt bei der Vorwärtsbewegung in Schnittrichtung unter Druck der Feile gegen das Werkstück, wobei die vielen hinter- und nebeneinander liegenden Schneidenzähne von geringer Höhe nur relativ geringe Werkstoffmengen abtragen.
Bohren
Bohren ist ein spanabhebendes Verfahren zur Herstellung und Bearbeitung von zylindrischen Vertiefungen in Werkstücken. Allgemeiner kann man auch sagen: Bohren ist die Erzeugung oder Erweiterung (Aufbohren) einer Bohrung oder eines Tunnels in Festkörpern. Beim Bohren wird ein um seine Längsachse drehendes Bohrwerkzeug (Bohrer, Bohrkopf auf Bohrstange etc.) mit einer geradlinigen Vorschubbewegung in das Werkstück geschoben. Die sich ergebende wendelförmige Wirkbewegung bewirkt eine fortlaufende Spanabnahme durch die Bohrerschneiden.
Die beiden Hauptschneiden (HS, siehe Abbildung 277) an der Bohrspitze verlaufen parallel: Dadurch entsteht eine sogenannte Querschneide (QS). Sie ist üblicherweise um 55° zu den Hauptschneiden versetzt, steht quer zur Bohr- beziehungsweise Vorschubrichtung und hat eine Breite von etwa einem Zehntel des Bohrerdurchmessers. Die Querschneide QS schneidet – entgegen der Bezeichnung – nicht, sondern hat eine schabende Wirkung und erhöht den erforderlichen Arbeitsdruck auf das Bohrwerkzeug (die Vorschubkraft für die Querschneide QS beträgt etwa ein Drittel der gesamten Vorschubkraft). Die Querschneide QS birgt auch die Gefahr des sogenannten „Verlaufens“; das heißt: die seitliche Lageverschiebung beim Anbohren. Um das zu verhindern, muss grundsätzlich vor dem Bohren gekörnt werden. Körnen ist beim Bohren empfehlenswert, um ein Auswandern des Bohrers zu verhindern. Bei größeren Durchmessern sollte vorgebohrt werden.

Abb. 277: Bohrerschneiden (Quelle: Wikipedia)

Abb. 278: Spitzenwinkel und Spanwinkel bei einem Bohrer (Quelle: Wikipedia)
Durch eine besondere Anschlifftechnik, das sogenannte Ausspitzen, kann die Querschneide QS verkleinert werden, um die Vorschubkraft und damit das Bohrmoment zu reduzieren. Der Werkzeugdurchmesser ist an der Spitze am größten (Nenndurchmesser) und nimmt zum Schaft hin etwas ab, um die Reibung des Bohrers im Bohrloch zu vermindern. Diese als Verjüngung bezeichnete Verringerung des Werkzeugdurchmessers liegt etwa im Bereich von 0,02 mm bis 0,08 mm Durchmesser auf 100 mm Länge.
Beim Bohren von größeren Bohrungen und zur Sicherstellung einer lagegenauen Bohrung empfiehlt es sich trotzdem, vorher mit einem Zentrierbohrer oder einem kleineren Bohrer vorzubohren. Der Durchmesser dieses Bohrers sollte mindestens der Größe der Querschneide QS, besser aber etwa einem Drittel des endgültigen Bohrungsdurchmessers entsprechen.
Gewindebohren beziehungsweise Gewindeschneiden, Reparatur von Gewinden
Unter Gewinde versteht man eine profilierte Einkerbung, die fortlaufend wendelartig um eine zylinderförmige Wandung – innen oder außen – in einer Schraubenlinie verläuft. Die „Kerbe“ wird als Gewindegang bezeichnet. Diese Umsetzung des Prinzips der schiefen Ebene erlaubt das Erzeugen großer Längskräfte bei moderaten Umfangskräften. Schrauben erzeugen dadurch ihre Haltekraft beziehungsweise dort, wo Lasten bewegt oder Druck beziehungsweise Zug erzeugt werden, die entsprechenden Kräfte. Eine Schraubenverbindung ist formschlüssig und wieder lösbar.
Bauteile mit Außengewinde (zum Beispiel Schrauben) und Bauteile mit Innengewinde (zum Beispiel Muttern) müssen zueinander passen. Normen stellen sicher, dass trotz getrennter Herstellung immer eine Funktion von Bauteilen mit gleichen Nenndaten gewährleistet ist.
Heute gibt es eine sehr große Anzahl Gewindearten, die für die unterschiedlichsten Anwendungsfälle entwickelt worden sind und in den entsprechenden Normen beschrieben werden. Normen sorgen dafür, dass Schrauben und Muttern zusammenpassen, auch wenn sie von unterschiedlichen Herstellern kommen.

Abb. 279: Darstellung der Steigung und der Gewindetiefe einer Schraube (Quelle: Eigene Darstellung)
Durch Gewindebohren werden Innengewinde in vorgebohrte Löcher geschnitten. Im ersten Arbeitsschritt wird ein Kernloch in das Werkstück gebohrt, anschließend ist die Kernlochbohrung anzusenken, bevor in einem dritten Arbeitsschritt das Innengewinde mit einem Gewindebohrer geschnitten wird. Das Gewindebohren ist sowohl von Hand als auch durch geeignete Bahrmaschinen mit entsprechender Gewindeschneideinrichtung (Links-Rechts-Lauf, Sicherheitskupplung) möglich. Das Senken ist ein Bohrverfahren und dient zum Entgraten. Gesenkte Bohrungen erleichtern auch Gewindeschneiden durch den besseren Anschnitt. Durch Gewindeschneiden werden Außengewinde hergestellt. Das Gewindeprofil wird von formgerechten Werkzeugschneiden in einem Schneideisen oder einer Schneidkluppe aus dem Werkstoff herausgearbeitet.
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.3.2 Bearbeitungsverfahren durch Kaltfügen
Fügeverfahren
Unter Fügen versteht man das dauerhafte Verbinden von mindestens zwei Bauteilen. Dabei kann man grundsätzlich zwei Verbindungsarten unterscheiden:
• lösbar (form- beziehungsweise kraftschlüssig) wie zum Beispiel Verschrauben, Verstiften, Vernieten
• unlösbar (stoffschlüssig) wie zum Beispiel Schweißen, Löten, Kleben
Unterscheidung nach Kraftübertragung
Abb. 280: Übersicht von Verbindungen (Quelle: Eigene Darstellung)
Fügen mit Gewinde (Schrauben, Muttern, Sicherungen von Schraubverbindungen), Beschreibung der Normteile
Die Schraube ist das am häufigsten und vielseitigsten verwendete Konstruktionselement. Zu einer Schraubenverbindung gehören:
• die eigentliche Schraube oder der Schraubenbolzen (bei Bewegungsschrauben auch Spindel genannt)
• die Mutter
• und falls erforderlich Unterlegscheiben und Sicherungen
Fügen mit Stiften und Bolzen
Durch Stifte werden zwei oder mehr Bauteile formschlüssig in radialer Richtung der Stifte miteinander verbunden, indem in eine durch alle Teile gehende Bohrung ein Stift gesteckt wird. Werden die Stifte (zylindrische Stifte mit Übermaß) in die Bohrung gepresst, entsteht ein Kraftschluss, der ihr Herausfallen verhindert. Neben der fixen Verbindung werden Stifte auch verwendet, um eine gelenkige Verbindung zwi- schen zwei Teilen herzustellen. Stifte dienen auch zur Kraftbegrenzung (Scherstift), zur Drehsicherung von Kronenmuttern, axialen Sicherung von dickeren Stiften (Splinte) und zur Übertragung von Querkräften in Schraubenverbindungen durch Spanstifte.
Im Unterschied zum Stift wird ein Bolzen meist leicht demontierbar – das heißt mit Spielpassung eingesetzt. Er wird vorwiegend verwendet, wenn nur Querbelastung (Scherung) besteht. Seine zusätzlichen Formelemente Kopf, Querloch (für Splinte), kurzes Gewinde (für Muttern) oder Quernut (für Achshalter) dienen nur dazu, ein Verlieren durch Formschluss zwischen ihm und den zu verbindenden Teilen zu vermeiden. Bolzen werden häufig für schnell und oft zu lösende Verbindungen ohne axiale Belastung anstelle von Schrauben eingesetzt, zum Beispiel im Transportwesen zur Befestigung von Containern, zum Verschließen der Ladeplanken von Lastwagen oder Ähnlichem. Bolzen-Verbindungen sind prinzipiell drehbar, können somit zum Beispiel Teil eines Drehgelenks sein.
Fügen mit Passfedern und Profilformen
Eine Passfeder wird zur Realisierung einer Welle-Nabe-Verbindung benutzt. Die Verbindung ist formschlüssig und dient zur Übertragung von Drehmomenten (zum Beispiel Antriebswelle – Zahnrad). Die Passfeder ist ein massives, längliches Metallteil mit rechteckigem Querschnitt, wird in eine entsprechend gefräste Passfedernut in der Welle eingelegt und ragt aus dieser heraus. Die zugehörige Nabe ist mit einer durchgehenden und geräumten Nut versehen und wird zur Montage axial über die Passfeder geschoben. Die Passfeder trägt durch Formschluss an ihren Flanken. Sie wirkt dadurch als Mitnehmer und überträgt das Drehmoment der Welle auf das anzutreibende Bauteil (im Falle einer Antriebswelle) oder das Drehmoment des antreibenden Bauteils auf die anzutreibende Welle (im Falle einer Antriebswelle). In axialer Richtung muss das Rad auf der Welle gegen Verschieben gesichert werden. Übliche Formen der axialen Festlegung sind Wellenschulter/Sicherungsring oder Wellenschulter/Nutmutter.

Abb. 281: Fügen mit Passfedern (Quelle: Wikipedia)
Für höher beanspruchte Welle-Nabe-Verbindungen werden Keilwellen-Verbindungen zur Übertragung großer und wechselnder Drehmomente eingesetzt wie zum Beispiel bei Schaltgetriebewellen von Werkzeugmaschinen. Weitere Verwendungen sind Zapfwellen an landwirtschaftlichen Fahrzeugen und Wellen von Elektromotoren und Hydraulikmotoren. Als Keilwellen werden Wellen bezeichnet, bei denen ein Formschluss zur Nabe (Welle-Nabe-Verbindung) durch eine Vielzahl von Mitnehmern hergestellt wird, die ge- rade und parallele Flanken haben.

Abb. 282: Keilwelle (Quelle: Wikipedia)
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.4 Funktionseinheiten von Maschinen
4.1.4.1 Funktionseinheiten zum Stützen, Tragen und Führen
Lagerarten und Schmierung
Lager als Maschinenelement werden zum linearen (geradlinigen) oder radialen (rotierenden) Führen beweglicher Bauteile verwendet. Dabei wird nach dem Wirkprinzip zwischen Gleit- und Wälzlagern unter- schieden.
Gleitlager
Ein Gleitlager besteht aus gegeneinander beweglichen Teilen mit geringem Reibungswiderstand oder mit einem Schmierfilm zwischen den beweglichen Teilen zur Reduzierung des Reibungswiderstandes. Durch den Reibungswiderstand entsteht Wärme, die durch den Schmierfilm abgeleitet werden kann. Gleitlager gibt es als Linearlager und als Radiallager, wobei der Werkstoff des Gleitlagers (Buchse) weicher sein sollte als der der Welle.
Als Gleitlagerwerkstoffe werden verwendet: Bronze-, Messing-, Aluminiumlegierungen, Kunststoffe, Graphit und Keramik.
Wälzlager
Wälzlager sind Lager, bei denen zwei zueinander bewegliche Komponenten, der sogenannte Innenring ➀ sowie der Außenring ➄, durch Wälzkörper ➃ getrennt sind. Die Wälzkörper werden durch einen Käfig ➁ geführt, zur Schmutzabweisung und Schmierstoffdichtung können Dichtscheiben ➂ verwendet werden. Da die Wälzkörper im Innen- und Außenring auf gehärteten Stahlflächen mit optimierter Schmierung abrollen, ist die Rollreibung dieser Lager relativ gering.

Abb. 283: Blick in ein Wälzlager (Quelle: Wikipedia)
Wälzlager werden bevorzugt in Anwendungsgebieten verwendet, wo Lagerungen bei kleinen Drehzahlen und hohen Lasten reibungsarm arbeiten sollen und wo sich Drehzahlen häufig ändern. Ein weiteres Kriterium kann der geringe Schmierungsbedarf von Wälzlagern sein.
Schmierungssysteme für Maschinen
Schmierung ist die Verringerung von Reibung und Verschleiß zwischen zwei Maschinenelementen, die sich relativ zueinander bewegen. Dies geschieht durch den Einsatz eines geeigneten Schmierstoffes und Schmierverfahrens, um den jeweiligen Schmierstoff in der richtigen Menge und dem richtigen Druck zur richtigen Zeit an eine Stelle der Reibung zu fördern und ihn gegebenenfalls wieder abzuleiten.
Folgende Schmierverfahren werden unterschieden:
Verbrauchsschmierung bezeichnet das ausschließliche Zuführen von Schmierstoff zur Schmierstelle. Die Zuführung kann manuell (zum Beispiel mit Fettpresse) oder automatisch (Pumpen; Dauer-Schmierstoff- geber [Perma]) erfolgen. Nach dem Gebrauch wird der Schmierstoff, sofern er noch vorhanden ist, ausgetauscht oder er wird mit frischem aufgefüllt. Dieses Schmierverfahren ist immer mit entsprechenden Verunreinigungen im Umfeld verbunden und sollte nur dort angewandt werden, wo keine Umweltgefahren entstehen können!
Umlaufschmierung bezeichnet einen Schmierstoffkreislauf. Er besteht aus dem Reservoir (zum Beispiel Ölwanne oder Öltank), der Zuführung zur Reibstelle durch Pumpe oder durch die Schwerkraft und der Rückführung. Es kann auch noch eine Schmierstoffaufbereitung (zum Beispiel Ölfilter) und/oder Ölkühler zwischengeschaltet sein. Umlaufschmierungen benötigen durch die Wiederverwendung weniger Schmierstoff. Durch das geschlossene System gelangt kein (beziehungsweise nur sehr wenig) Schmierstoff in die Umwelt. Bei der Umlaufschmierung wird das Öl nicht nur als Schmiermittel, sondern auch als Kühlmittel verwendet.
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.4.2 Elemente und Gruppen zur Energieübertragung
Wellen
Wellen dienen der Übertragung von Drehmomenten; sie werden auf Verdrehung (Torsion) beziehungsweise auf Verdrehung und Biegung beansprucht.
Kupplungen
Eine Kupplung ist ein Maschinenelement zur starren, elastischen, beweglichen oder lösbaren Verbindung von zwei Wellen. Eine nicht starre Kupplung kann neben einer formschlüssigen auch eine kraftschlüssige Verbindung sein. Durch die Verbindung wird es möglich, zwischen beiden Wellen Rotation und damit Drehmoment und letztlich mechanische Arbeit zu übertragen. Auswahlkriterien für eine Kupplung können sein:
• zu übertragendes Drehmoment (maximales Drehmoment? Drehmomtenverlauf konstant, schwellend, wechselnd?)
• Ausgleich von Wellenversatz (axial, radial, winklig)
• Ausgleich von Wärmedehnungen
• Starre oder elastische Wellen- oder Bauteilverbindungen
• Bedingungen für Montage, Inspektion und Wartung
• winkelgetreue Übertragung (Schlupf durch Torsion)
• bei Schaltkupplungen Schaltverhalten (im Betrieb unter Last oder nur im Stillstand) und Schalthäufigkeit
• Drehmomentbegrenzung (Unterbrechung bei Überlast)
• Schwingungs-und Drehstoßdämpfung
Prinzipieller Aufbau einer Kupplung
Eine mechanisch betätigte Kupplung besteht im Wesentlichen aus den folgenden Einzelteilen:
1 = Kupplungshälften / Kupplungsscheiben
2 = Vielkeilwelle
3 = Kupplungsbelag
4 = Feder, bewirkt im eingekuppelten Zustand die reibschlüssige Verbindung beider Kupplungshälften
5 = Kupplungshebel, trennt beide Kupplungshälften und bewirkt die Unterbrechung des Kraftflusses
6 = Drehrichtung, hier in beiden Richtungen möglich

Abb. 284: Aufbau einer Kupplung (Quelle: Wikipedia)
Beispiel: Elektromagnetkupplung

Abb. 285: Elektromagnetkupplung (Quelle: Wikimedia)
Beispiel: Lamellenkupplung

Abb. 286: Lamellenkupplung (Quelle: Wikimedia)
Getriebe, Getriebearten
Getriebe dienen zur Übertragung und Umformung (Übersetzung) von Bewegungen, Energie und/oder Kräften (Drehzahlen, Drehrichtungen, Drehmomenten und Kräften). Diese Funktionen erfüllen die meisten Getriebe mit mechanischen Bauteilen. Sie können aber auch durch hydraulische, pneumatische oder elektromagnetische Wirkprinzipien erfüllt werden.
Die wichtigsten im Maschinenbau verwendeten Getriebearten sind:
1. Zugmittelgetriebe
Ein Zugmitteltrieb – auch Umschlingungsgetriebe genannt – ist ein Getriebe, bei dem ein Drehmoment zwischen zwei Wellen mithilfe eines beide Wellenenden umschlingenden Zugmittels übertragen wird. Beispiele: Ketten-, Zahnriemen- und Keilriementriebe
Vorteile: sehr große Wellenabstände und auch Umlenkungen möglich, sehr große Auswahl an genormten Elementen ermöglicht kostengünstige, schnelle sowie bei richtiger Auslegung und Wartung sehr langlebige Konstruktionen.
Nachteile: Zugmittel neigen zu Schwingungen, deshalb sind besonders bei hohen Drehzahlen Spannvorrichtungen nötig. Schaltgetriebe sind relativ kompliziert zu realisieren (zum Beispiel Kettenschaltung am Fahrrad).

Abb. 287: Zugmitteltrieb (Quelle: Wikipedia)
2. Zahnradgetriebe
Zwei oder mehr miteinander gepaarte Zahnräder bilden ein Zahnradgetriebe. Es wird vorwiegend zur Übertragung zwischen zwei Drehungen oder einer Drehung und einer linearen Bewegung (Paarung eines Zahnrades mit einer Zahnstange) gebraucht. Zahnradgetriebe bilden unter den Getrieben die größte Gruppe. Sie sind formschlüssig und somit schlupffrei.

Abb. 288: Schnitt durch ein dreistufiges Stirnradgetriebe (schrägverzahnt) (Quelle: Wikipedia)
Die Räder eines Zahnradgetriebes sind auf Wellen oder Achsen gelagert, deren Abstand so ausgelegt ist, dass die Zähne ineinandergreifen und somit die Drehbewegung des einen Zahnrades auf das andere übertragen wird. Dabei kehrt sich die Drehrichtung um. Falls das nicht erwünscht ist, wird ein drittes Zahnrad beliebiger Größe dazwischen angeordnet.
Sind die Räder unterschiedlich groß, so kann die Drehzahl erhöht oder verringert werden, wobei das Drehmoment vermindert oder erhöht wird. Auf diese Weise dienen Zahnräder der Übersetzung von Kräften und Geschwindigkeiten. Es sind viele Varianten von Zahnradgetrieben entstanden. Diese werden ständig weiterentwickelt.
Beispiele: Stirnrad-, Kegelrad-, Schneckenrad-, Planetenradgetriebe usw.
Vorteile: extrem hohe Drehzahl- und Drehmomentübertragung durch mehrstufigen Aufbau möglich. Schaltgetriebe. Sehr robust und wartungsarm oder wartungsfrei. Eine Wartung ist sehr aufwendig.
Nachteile: aufwendige mechanische Fertigung = hohe Kosten.

Abb. 289: schräg- u. geradverzahnte Stirnräder (Quelle: Eigene Darstellung)
Aufbau Planetenradgetriebe
Die innere Achse (grün) überträgt die Eingangsbewegung auf die beiden frei beweglichen Planetenräder (blau), diese treiben den äußeren Ring (rot) an. Die Achsen der Planetenräder (blassgelb) werden von ei- nem nicht eingezeichneten Träger (Steg) gehalten.

Abb. 290: Aufbau eines Planetenradgetriebes (Quelle: Wikipedia)

Abb. 291: Beispiel Kegelradgetriebe (Quelle: Wikimedia)

Abb. 292: Beispiel Schneckenradsatz (Quelle: Wikipedia)
Verschleißursachen und Verschleißminderung
Verschleiß bezeichnet den fortschreitenden Materialverlust auf der Oberfläche eines festen Körpers (Grundkörper). Verschleiß wird hervorgerufen durch mechanische Ursachen. Es geht dabei um den Masse- verlust (Oberflächenabtrag) einer Stoffoberfläche durch schleifende, rollende, schlagende, kratzende, chemische und thermische Beanspruchung – diese wird verursacht durch Kontakt- und Relativbewegung ei- nes festen, flüssigen oder gasförmigen Gegenkörpers. Im allgemeinen Sprachgebrauch wird Verschleiß auch mit anderen Arten der Abnutzung gleichgesetzt. Diese meist unerwünschte Veränderung der Oberfläche tritt zum Beispiel an Lagern, Kupplungen, Getrieben, Düsen und Bremsen auf sowie als Werkzeugschneidenverschleiß. Verschleiß ist einer der Hauptgründe für Bauteilschädigung und den damit verbundenen Ausfall von Maschinen und Geräten. Die Verringerung von Verschleiß ist darum eine wesentliche Möglichkeit, die Lebensdauer von Maschinen und Geräten zu erhöhen und damit Kosten und Rohstoffe einzusparen. Andererseits wird versucht, den nicht zu vermeidenden Verschleiß auf einfach auszutauschende Bauteile einzugrenzen, die man unter dem Begriff Verschleißteil zusammenfasst. Verschleiß ist eine der häufigsten Ursachen für den Ausfall von Maschinen. Deshalb sollte alles dafür getan werden, damit er so gering wie möglich gehalten wird.
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.5 Instandhaltung (Wartung, Instandsetzung)
Unter Instandhaltung versteht man alle Maßnahmen zur Bewahrung, Feststellung, Wiederherstellung und Verbesserung des funktionsfähigen Zustandes einer Maschine oder Anlage. Die Instandhaltung umfasst die Wartung, die Inspektion, die Instandsetzung und die Verbesserung. Instandhaltung wird auch mit „IH“ abgekürzt.

Abb. 293: Begriffserläuterungen zu Wartung, Inspektion, Instandsetzung und Verbesserung (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.5.1 Wartung und Inspektion
Periodische Wartung und Inspektion nach Plan durch Maschinenpersonal und/oder Instandhalter oder Dienstleister. Aufstellung eines Wartungskonzepts für jede Kostenstelle. Inspektionen zur Feststellung und Beurteilung des Ist-Zustandes mit Ursachenbestimmung und Ableiten von Konsequenzen.

Abb. 294: beispielhafter Wartungsplan (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.5.2 Instandsetzung (schadensbedingt, vorbeugend, zustandsbedingt)
 Abb. 295: Vor- und Nachteile unterschiedlicher IH-Strategien (Quelle: Eigene Darstellung)
Abb. 295: Vor- und Nachteile unterschiedlicher IH-Strategien (Quelle: Eigene Darstellung)
Da in der Praxis keine der IH-Strategien für alle Bereiche einer Fertigung optimal ist, kommt es darauf an, einen optimalen Mix aller Strategien für das Unternehmen zu finden!

Abb. 296: Suche nach dem optimalen Mix aller IH-Strategien (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.5.3 Grundbegriffe
Bedeutung des Prüfens in der Fertigung
Beim Prüfen soll festgestellt werden, inwieweit ein Prüfobjekt eine Forderung (Spezifikation) erfüllt. Eine Spezifikation ist eine formalisierte Beschreibung eines Produktes, eines Systems oder einer Dienstleistung. Eine Spezifikation definiert und quantifiziert Merkmale eines Produktes oder einer Dienstleistung (Toleranzwerte). Diese Werte entscheiden darüber, ob ein Auftraggeber das Produkt oder die Dienstleistung abnimmt oder nicht. Wenn die Merkmale der Spezifikation erreicht wurden, kann der Auftragnehmer vom abnehmenden Auftraggeber die Bezahlung fordern. Die Spezifikation enthält in der Regel für jede spezi- fizierte Eigenschaft eine präzise Referenz zu der anzuwendenden Prüfmethode für das jeweilige Merkmal.
Prüfverfahren: Messen und Lehren
Man spricht von objektiven Prüfverfahren, wenn Prüfmittel zur Ermittlung der Messwerte verwendet werden. Dabei sind die Prüfverfahren in die Arten „Messen“ und „Lehren“ unterteilt.
Beim Messen wird eine physikalische Größe mit einem Messgerät erfasst; so wird ein Messwert ermittelt. Der Messwert setzt sich zusammen aus dem Zahlenwert und der Einheit für die physikalische Größe.
Beim Lehren wird festgestellt, ob das zu prüfende Objekt innerhalb vorgegebener Grenzen liegt oder nicht. Das Prüfergebnis ist kein Zahlenwert, sondern eine Gut- /Schlecht-Aussage. Oft lässt sich beim Lehren erkennen, in welche Richtung die Grenze überschritten wurde.
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.5.4 Prüfen von Längen
Einheitensystem
In Deutschland wird im Allgemeinen das Internationale Einheitensystem (SI) verwendet. Das Einheitensystem ist eine Zusammenstellung von Maßeinheiten, bei dem jeder Größenart genau eine Einheit zugeordnet wird.

Abb. 297: physikalische Größen (Quelle: Eigene Darstellung)
Der Wert einer physikalischen Größe (Größenwert) wird als Produkt aus einem Zahlenwert (der Maßzahl) und einer Maßeinheit angegeben. Beispiel: Länge = 4 m.
Höchstmaß, Mindestmaß, Toleranz
Bei der Fertigung von Werkstücken kommt es darauf an, mit wirtschaftlichem Aufwand die geforderten Funktionen und geometrischen Merkmale an Genauigkeit und Austauschbarkeit zu erreichen. Dazu werden in technischen Zeichnungen die Maß-, Form- und Lagetoleranzen als Abweichung vom Nennmaß spezifiziert.
Das Nennmaß ist das ideale Sollmaß eines Elementes und die Größenangabe, auf die sich die Angaben zur Tolerierung beziehen.
Ausgehend vom Nennmaß weicht das Höchstmaß als größtes zugelassenes Maß um den Betrag des oberen Abmaßes nach oben ab. Das Mindestmaß als kleinstes zugelassenes Maß weicht um den Betrag des unteren Abmaßes nach unten ab. Die Differenz zwischen dem Höchstmaß und dem Mindestmaß stellt die Maßtoleranz dar.
Messtechnik
Die Messtechnik befasst sich mit Geräten und Methoden zur Bestimmung (Messung) physikalischer Größen wie beispielsweise Länge, Masse, Kraft, Druck, elektrischer Strom, Temperatur oder Zeit. Wichtige Teilgebiete der Messtechnik sind die Entwicklung von Messsystemen und Messmethoden sowie die Erfassung, Modellierung und Reduktion (Korrektur) von Messabweichungen und unerwünschten Einflüssen. Dazu gehört auch die Justierung und Kalibrierung von Messgeräten sowie die korrekte Reduktion der Messungen auf einheitliche Bedingungen. Messgeräte dienen zur Bestimmung physikalischer Größen. Meistens zeigen sie die zu messende Größe durch eine Skalen- oder Ziffernanzeige quantitativ an. Der Messwert wird als Produkt von Zahlenwert und Einheit angegeben. Die Messgeräte werden in der Regel bei einer Bezugstemperatur von 20° C geeicht beziehungsweise kalibriert. Man sollte darauf achten, dass Messgeräte und Prüflinge die gleiche Temperatur von möglichst 20° C haben, damit Messwerte nicht durch Temperatureinflüsse beeinflusst werden!
Messen mit Strichmaßstäben
Die Maße werden durch den Abstand der Teilstriche verkörpert. Ihre Teilung beträgt 0,5 beziehungsweise 1 mm, sodass die Ablesegenauigkeit auf rund 1 mm begrenzt ist. Man sollte den Messwert immer genau senkrecht zur Maßstaboberfläche ablesen, um Ablesefehler zu vermeiden.
Messen mit Messschiebern
Auf einer Stange mit in der Regel zwei Messschenkeln lässt sich ein Schieber bewegen, der ebenfalls Messschenkel trägt. Für die Außen- oder die Innenmessung wird je eins der Messschenkelpaare an einen Körper von außen beziehungsweise an die Wände eines Hohlraums von innen angelegt. Am Schieber befindet sich meistens noch eine Messstange, die zum Beispiel zur Tiefenmessung von nicht durchgehenden Bohrungen verwendet wird.

Abb. 298: Außen-, Innen- und Tiefenmessung sind mit dieser Schieblehre möglich. (Quelle: Wikipedia, bearbeitet)
Ablesen des Messschiebers:
Um eine Ablesegenauigkeit von einem Zehntelmillimeter zu erreichen, ist der Schieber mit einer Teilung, dem sogenannten Nonius, versehen. Beim Zehntel-Nonius sind L = 9 mm in 10 Teile geteilt. Der Strichabstand ist somit a' = 0,9 mm, während die Teilung auf der Messschiene a = 1 mm beträgt. Es besteht also eine Teilungsdifferenz vom 1 mm – 0,9 mm = 0,1 mm.

Abb. 299: Darstellung des Nonius (Quelle: Eigene Darstellung)
Beim Ablesen des Messschiebers kommt es nun darauf an, jenen Teilstrich des Nonius zu bestimmen, der mit einem Teilstrich der Millimeterskala zusammenfällt.

Abb. 300: So liest man Zehntelmillimeter ab. (Quelle: Eigene Darstellung)
Beim Messen liest man die ganzen Millimeter links vom Nullstrich A des Nonius ab (= 4,7 cm = 47 mm). Die Zehntelmillimeter werden rechts vom Nullstrich des Nonius an dem Noniusteilstrich abgelesen, der mit einem Strich des Strichmaßstabes auf der Messschiene übereinstimmt B = 4. Damit ergibt sich in diesem Beispiel ein Wert von 47,4 mm. Bei digitalen Messgeräten lässt sich der Messwert direkt auf dem Display ablesen.
Messen mit Messschrauben
Eine Messschraube ist ein Längenmessgerät. Sie besteht aus einer festen und einer mit einem Feingewinde verstellbaren Messfläche, die meist durch einen Bügel (Bügelmessschraube) miteinander verbunden sind. Das zu messende Teil wird zwischen beide Messflächen gebracht und das Gewinde wird mittels einer Einstellschraube (meist gerändelt) so weit zugedreht, bis beide Messflächen das Teil berühren. Dabei verhindert eine Rutschkupplung ein Einklemmen des zu messenden Teils und bewirkt eine gleiche Kraft auf die Messspindel bei allen Messungen.

Abb. 301: Messschraube (Quelle: MW-Import)
Messen mit Messuhren und Feinzeigern
Eine Messuhr ist ein mechanisches Messgerät zum Messen von Längen oder Längendifferenzen. Sie wird zum Beispiel für Vergleichs-, Ebenheits-, Lage- oder Rundlaufmessungen eingesetzt. Messuhren werden entweder mit einer analogen oder mit einer digitalen Anzeige hergestellt.
Bei Messuhren mit Rundskala und analoger Anzeige wird die Längsbewegung des Messtasters mittels Zahnstange und Zahnrad auf den Zeiger übertragen. Dadurch kann sich der Zeiger der Messuhr mehrmals im Kreis drehen. Die Anzahl der Umdrehungen wird mit einem weiteren Zeiger angezeigt, so wie der Stundenzeiger einer Uhr die Anzahl der Umdrehungen des Minutenzeigers anzeigt. Die Zahnstangenübersetzung hat den Vorteil, dass die Messuhr einen relativ großen Messbereich hat. Nachteilig an dem Messwertübertragungsverfahren ist jedoch, dass eine massive Messteilgrößenüberschreitung – das heißt: Das zu ermittelnde Maß am Messobjekt überschreitet beträchtlich den Wegbereich der Zahnstange – bei starrer Arretierung der Messuhr zu Getriebeschäden oder Beschädigungen der Zahnstange führt. Somit kann ein wiederholtes Überschreiten des Messweges der Zahnstange zu Ungenauigkeiten oder dem sogenannten „Schleppzeiger“ führen, der sich in einem extrem verzögerten Zeigerrücklauf äußert. Das bedeutet, dass keine Messungen mehr durchgeführt werden können, die auf Wertdifferenzen zurückgreifen – also Rundlauf- und Ebenheitsmessungen.
Weiterhin zeichnet sich eine Messuhr dadurch aus, dass sie sowohl im Druck- als auch im Zugbetrieb eingesetzt werden kann und die Rückführung der Messstange über eine Feder erfolgt. Somit ist die anliegende Messkraft nahezu konstant.
Messuhren erreichen eine Genauigkeit von rund 1/100 mm (10 μm) bei einem typischen Messbereich von 5 bis 60 mm (μm = 0,001 mm = 1 Mikron. Aussprache „mü“).
Bei Messuhren mit der Genauigkeit von 1/1000 mm (1 μm) spricht man von einem Feinzeiger, diese haben konstruktionsbedingt einen geringeren Messbereich.
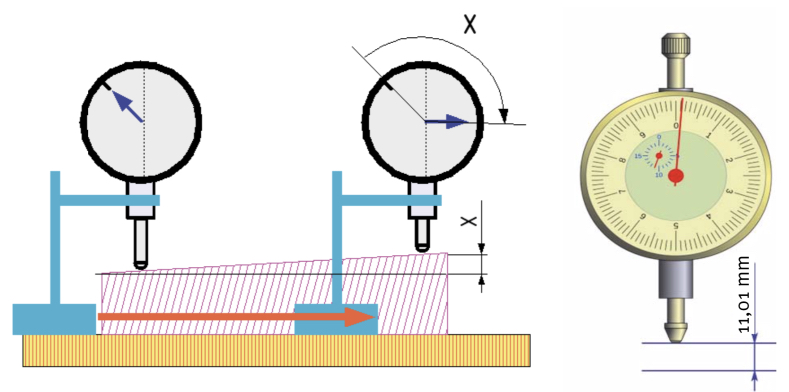
Abb. 302: Messuhren (Quelle: Wikipedia)
Messuhren haben – wie auch Messschrauben und Messtaster – gehärtete Flächen oder Kugeln, mit denen sie den zu messenden Gegenstand berühren.
Messen mit Endmaßen
Endmaße sind kleine Blöcke zum Prüfen und Kalibrieren von Messgeräten und Prüfmitteln. Sie dienen aber auch zum direkten Messen. Sie bestehen aus Stahl, Hartmetall oder Keramik und verkörpern eine bestimmte Länge mit einer hohen Genauigkeit (Maßverkörperung). Endmaße gibt es in verschiedenen Formen – beispielsweise als Parallel-, Winkel-, Kugel- oder Zylinderendmaße.
Endmaße sind nach DIN EN ISO 3650 genormt und werden in vier Toleranzklassen hergestellt, die folgenden Anwendungsgruppen zugeordnet werden können:
 Abb. 303: Endmaße nach DIN EN ISO 3650 (Quelle: Eigene Darstellung)
Abb. 303: Endmaße nach DIN EN ISO 3650 (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.5.5 Prüfen von Winkeln
Bei der Winkelmessung wird mithilfe technischer Einrichtungen herausgefunden, in welchem Winkel zwei Geraden zueinander stehen. Oft werden Winkel wie bei einem konventionellem Winkelmesser manuell abgelesen. Je größer der Radius der Skala ist, umso genauer kann der Winkel abgelesen werden. Ein Winkel (gelegentlich auch Winkelmaß genannt) ist eine Formlehre, die bei der Holz-, Stein- und Metallbearbeitung sowie im Bauhandwerk verwendet wird. Der Winkel besteht aus zwei Schenkeln, die in einem rechten Winkel zueinander angeordnet sind.

Abb. 304: Messwinkel (Quelle: Wikipedia)
- Zum Verfassen von Kommentaren bitte anmelden.
4.1.5.6 Lehren
Eine Lehre ist in der Technik ein Gerät, das für vorher festgelegte Maße und Formen ein Bezugsnormal darstellt. Die Lehre verkörpert dabei die physischen Maße und Formen (Maßverkörperung). Lehren kom- men in der Messtechnik, Produktion und Montage zum Einsatz. In der Messtechnik sowie im Maschinen- und Anlagenbau sind sie meist aus gehärtetem Lehrenstahl, während die Messflächen oft aus Hartmetall und in der Regel feingeschliffen oder geläppt sind. Läppen ist Fertigungsverfahren zur Glättung von Oberflächen. Die Toleranzen hängen von den zu Grunde liegenden Normen ab oder werden, soweit es keine entsprechende Norm gibt oder sich nicht anwenden lässt, nach konstruktiven Gesichtspunkten festgelegt.
Lehren wurden geschaffen, um das einfache Überprüfen von Vorgabemaßen (Toleranzen) zu ermöglichen. Dabei wird mit der Lehre überprüft, ob das Ist-Maß eines Werkstücks innerhalb der Toleranz des Soll-Maßes liegt. Ihre Anwendung birgt im Gegensatz zu Messverfahren kaum Fehlerquellen und liefert eine eindeutige Aussage, wenn das Werkstück auf der Gut-Seite passt oder auf der Ausschuss-Seite (rot) nicht passt. Mit Lehren kann nicht, wie oft vermutet, gemessen werden – denn das Prüfen mit einer Lehre ergibt keinen Zahlenwert. Es kann nur den Soll-Zustand (Lehre) mit dem Ist-Zustand des Prüflings verglichen werden.

Abb. 305: eine Lehre (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.2 Zufuhr- und Ablagesysteme
Zufuhr- und Ablagesysteme zählen zum Bereich der Fördertechnik und dienen mit ihren Aufnahme-, Transport- und Lagerfunktionen dem Materialfluss innerhalb des Fertigungsprozesses. Sie sind in der Packmittelindustrie unentbehrlich. Art und Eigenschaften des Fördergutes haben wesentliche Bedeutung für die Auslegung und konstruktive Ausführung der Zufuhr- und Ablagesysteme:
• stetiger Fördergutstrom (Fördergeschwindigkeit und Beschleunigung)
• unstetiger Fördergutstrom (aussetzend, intermittierender Fördervorgang, ungleichmäßiger Takt)
Bei der Auswahl des jeweils günstigsten Fördermittels für eine gestellte Förderaufgabe sind neben rein technischen Gesichtspunkten auch wirtschaftliche Überlegungen und Fragen des Umweltschutzes (Lärm, Verschmutzung) wichtig.
Zufuhrsysteme dienen der Zuführung von Roh- oder Halbfertigmaterialen zur weiteren Verarbeitung in Fertigungsanlagen.
Stetigförderer
Stetigförderer sind mechanische, pneumatische und hydraulische Fördereinrichtungen, bei denen das Fördergut auf festgelegtem Förderweg von Aufgabe- zu Abgabestelle stetig, mit wechselnder Geschwin- digkeit oder im Takt bewegt wird.
In der Verpackungsindustrie kommen hauptsächlich folgende Arten von Stetigförderern zum Einsatz:
• Gurt- oder Bandförderer
• Ketten- oder Riemenförderer
• Rollen- oder Kugelbahnen
• pneumatische Stetigförderer mit Druckluft oder Vakuum
Gurt- oder Bandförderer
Von Gurtförderern spricht man, wenn die Gurte, die als Trag- und Zugorgan dienen, in verschiedenen Formen (dem Fördergut angepasst) gemuldet oder mit Aufkantungen versehen sind.
Bandförderer haben ein ebenes Band, auf dem das Fördergut aufgrund der Schwerkraft und der Reibung gefördert wird. Sie werden vorwiegend für waagerechte oder leicht geneigte, geradlinige Förderung eingesetzt. Sonderbauten können auch für steile und/oder Kurvenförderung konstruiert werden. Der Antrieb erfolgt in der Regel durch einen Elektromotor, der eine Umlenkrolle antreibt. Je nach Komplexität der Anlage kommen weitere Elemente wie Spannstationen, Bandführungen, Abweiser, Schleusen, Stau- und Abrufvorrichtungen hinzu. Gurt- oder Bandförderer werden in der Regel ortsfest in Produktionsanlagen eingebaut. Höhenverstellbare und/oder ortsveränderliche Förderer sind aufgrund des einfachen Konstruktionsprinzips relativ kostengünstig zu realisieren.

Abb. 306: Gurtförderer (Quelle: TGW-Group)
Bei dieser Art von Förderer sind zwei oder mehr umlaufende Ketten- oder (Zahn-)Riemen über eine Antriebswelle miteinander verbunden. Eingesetzt werden diese Förderer, um standardisierte Transporteinheiten wie Paletten oder Gitterboxen über große Entfernungen zu transportieren.
Werden Zahnriemen eingesetzt, so kann durch Ausgestaltung der Zahnriemenaußenseite entsprechend dem Fördergut ein kostengünstiger, robuster und wartungsarmer Förderer gebaut werden.

Abb. 307: Kettenförderer (Quelle: TGW-Group).
Der Einsatz von Zahnriemen als Bandförderer ist gekennzeichnet durch einen formschlüssigen Zahneingriff in der Antriebsstation. Es liegen stets synchrone Bandgeschwindigkeiten vor. Endlos verschweißte Zahnriemen werden bevorzugt in der Fördertechnik für beliebig große Achsabstände verwendet. Beschichtete – mit beliebigen Nocken oder Bürsten bestückte – Zahnriemen nehmen spezielle Transportaufgaben wahr. Auch gelochte Zahnriemen in Verbindung mit Vakuumkanälen werden in Zuführungen und Transportsystemen verwendet.
Abb. 308: Förderer mit Zahnriemen. Förderer mit Zahnriemen sind kostengünstig und wartungsarm. (Quelle: Eigene Darstellung)
Rollen- oder Kugelbahnen
Hier wird das Fördergut auf einer meist in kurzem Abstand montierten Anzahl von Rollen oder Kugeln transportiert. Die Förderung erfolgt bei schwach geneigten Bahnen durch Schwerkraft, während bei waagerechten oder leicht ansteigenden Bahnen die Rollen oder Kugeln durch Ketten, Zahn- oder Keilriemen angetrieben werden. Rollen oder Kugelbahnen können mit Kurven, Weichen oder aufklappbaren Durchgangsstücken ausgerüstet sein. Rollen- oder Kugelbahnen können durch eine große Anzahl von Modulen nach dem Baukastenprinzip schnell und kostengünstig den örtlichen Gegebenheiten angepasst werden.

Abb. 309: Rollenbahn (Quelle: TGW-Group)
Beim Betrieb einer Rollenbahn ergeben sich besondere Gefahrenstellen. Sie müssen bei freier Zugänglichkeit aus dem Arbeits- und Verkehrsbereich besonders gesichert werden. Alle Gefahrenstellen müssen gegen möglichen Eingriff gesichert werden – insbesondere Auflaufstellen zwischen Antriebselement (Kette oder Riemen) und Tragrollen.
Rollen- oder Kugelbahnen sind bei richtiger konstruktiver Auslegung und Anpassung auf die Anforderungen des Transportgutes sehr robust und langlebig. Sie verursachen zudem einen nur geringen Wartungs- aufwand. Da hier sehr viele Gleichteile wie Rollen, Kugeln, Antriebe und Antriebselemente verwendet werden, die in großen Stückzahlen hergestellt werden, wird beispielsweise bei einer notwendigen Instandset- zung oft die komplette Bandrolle ausgetauscht, da eine Reparatur oft unwirtschaftlich ist.
Pneumatische Stetigförderer mit Druckluft oder Vakuum
Das Vakuumband ist eine Sonderform des Bandförderers. Dabei ist das Förderband gelocht, sodass der Unterdruck in einem gleichzeitig als Bandauflage dienenden Vakuumkanal das Fördergut auf dem Band fixiert. Bei vielen Transportvorgängen in Maschinen zur Herstellung von flexiblen Verpackungen ist aufgrund von beengten Platzverhältnissen und der Beschaffenheit der Materialien ein Transportsystem wie oben beschrieben nicht einsetzbar. In diesen Fällen sind Transporte mittels Luftpolster/Blasluft oder durch Vakuum oft die alleinigen Möglichkeiten.
Luftkissentische ermöglichen einen fast reibungsfreien Transport durch die Bildung eines dünnen Luftkissens unter dem ebenen Transportgut. Damit sich das Luftkissen auch wirklich nur an den vom Transportgut benötigten Stellen ausbildet, sind in der Tischoberfläche federbelastete Kugelrückschlagventile eingebaut: Sie geben den Luftstrom frei, wenn das Gewicht des Transportgutes die eine mit einer Feder abgestützte Kugel nach unten drückt. Damit eine horizontale Vorwärtsbewegung des Transportgutes stattfinden kann, muss der Lufttisch eine entsprechend große Neigung besitzen. Die einzelnen Kugelrückschlagventile müssen unterhalb des Tisches durch Schläuche mit einem Lufterzeuger verbunden werden. Die verwendete Blasluft wird in den meisten Fällen durch Ringverdichter (Druck 300 – 500 mbar) direkt am Tisch erzeugt. Druckluft wird aus Kostengründen in den meisten Fällen nicht eingesetzt.
Insbesondere beim Vereinzeln von Stapeln (zum Beispiel für Druckmaschinen und Konfektionsmaschinen) kommt in den sogenannten Anlegern oft eine Kombination von Blasluft und Vakuum zum Einsatz. Ein Vakuum-Saugkopf hebt unterstützt von Blasluft und Abstreifern einen Bogen vom Stapel. Dabei muss die Saugkraft aber so eingestellt werden können, dass immer nur ein Bogen sicher angesaugt wird. Getaktete Blasluft wird nun zwischen die Bogen geblasen und bringt den gesamten obersten Bogen zum Schweben. Dieser Bogen wird durch eine horizontale Bewegung in den Materialfluss durch die Maschine eingeschleust. Wichtig: Für ein einwandfreies und störungsfreies Arbeiten des Anlegers müssen die Parameter „Saug- und Druckluft“ sowie die darauf abgestimmten mechanischen Bewegungsabläufe optimal eingestellt sein. Diese Grundeinstellungen werden in der Regel beim Rüsten eingestellt und getestet. Verschmutzungen durch Materialabrieb (Papierstaub), Änderungen der Materialoberflächen (Rutschwerte, elektrostatische Aufladungen) oder auch Schwankungen im Druck der Vakuum- und Luftversorgung können zu Änderungen der optimalen Parameter führen, sodass es zu Leistungseinbußen oder Störungen kommen kann.
Anleger haben aufgrund des Konstruktionsprinzips einen hohen Wartungs- und Inspektionsbedarf: Sie arbeiten nur bei sauberen und unbeschädigten Druck- und Vakuumdüsen einwandfrei. Auch die Mechanik wird bei Taktzahlen bis zu zu 400 Takten/Minute stark beansprucht, sodass die Vorschriften für Schmier- und Wartungsintervalle der Hersteller strikt einzuhalten sind.
Ablagesysteme
Ablagesysteme nennt man technische Einrichtungen zum Prüfen, Aussortieren, Sammeln, Stapeln und Verpacken von Halbfertig- oder Fertigprodukten von Konfektionsmaschinen. Dabei werden als Grundeinheiten für den Transport der Produkte wieder alle Arten der schon beschriebenen Stetigförderer eingesetzt. Je nach Aufgabenstellung können diese um zusätzliche Module erweitert werden. Diese können zum Beispiel über Kameras oder Sensoren Ausschuss ausschleusen oder Stapel bilden, die dann in den Umverpackungen zum Endkunden oder zur Weiterverarbeitung gelangen. Die Anforderungen an die Ausgestaltung und Leistungsfähigkeit der einzelnen Prozessschritte hängt im Wesentlichen mit den Produktionsgeschwindigkeiten zusammen.
Bei geringen Taktgeschwindigkeiten und geringen Stückgewichten sind durchaus auch rein manuelle Tätigkeiten an den Ablagesystemen wirtschaftlich. Jedoch ist bei immer größeren Taktgeschwindgkeiten oft nur noch ein vollautomatischer Ablauf möglich.
Vollautomatische Ablagesysteme werden häufig aus standardisierten Baukastensystemen dem jeweiligen Anwendungsfall entsprechend konfiguriert. Grundbestandteile eines solchen Systems sind Flächenportale, auch als Flächen-Portalroboter bezeichnet. Sie basieren auf einem in XY-Achse (Abbildung 310) verfahrbaren Linearachsensystem.

Abb. 310: Linearachssystem in XY-Achse (Quelle: Eigene Darstellung)
Eine zusätzliche Linienachse in Z-Richtung führt zu einem System mit dreidimensionalem Arbeitsraum, der durch weitere Drehachsen zu noch mehr Freiheitsgraden führt. Die Schnittstelle zwischen Roboter und Werkstück stellt der Greifer dar, da je nach Werkstück Geometrie, Gewicht und Oberflächenbeschaffenheit speziell angepasst werden müssen. In der Verpackungsindustrie werden häufig pneumatische Greifersysteme eingesetzt. Diese haben sich bei ebenflächigen, glatten und weitgehend luftundurchlässigen Werkstücken bewährt.
Abbildung 311: Greifersystem mit dreidimensionalem Arbeitsraum (Quelle: Eigene Darstellung)
Für solche Ablagesysteme werden oft Baukastenteile verwendet. Der Aufwand für die Wartung und Instandhaltung ist deshalb zumeist sehr gering. Im Schadensfall wird meist einfach eine Baugruppe ausgetauscht. Denn die Reparatur einzelner Teile wäre teuer. Die Wartung und Inspektion der Sicherheitseinrichtungen von automatischen Ablagesystemen erfordert dagegen besondere Aufmerksamkeit. Diese Einrichtungen müssen jederzeit einwandfrei und manipulationssicher funktionieren, um den gewünschten Bewegungsablauf kollisionsfrei zu gewährleisten und den unbefugten Zutritt von Personen in den Gefährdungsbereich zu verhindern. Gefordert ist hier eine Gefährdungsbeurteilung des Anlagenbetreibers. Das ist eine detaillierte Analyse aller möglichen Gefährdungen für Personen und Umwelt. In der Folge sind geeignete technische, organisatorische und persönliche Maßnahmen zu treffen, um Gefährdungen zu reduzieren oder zu beseitigen.

Abb. 312: Greifersystem im Produktionsumfeld (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.3 Fließbilder
Fließbilder verfahrenstechnischer Anlagen nach DIN 28004 sind vereinfachte, zeichnerische Darstellungen von Aufbau und Funktion mithilfe von Bild- und Schriftzeichen. Sie erleichtern dem Betreiber solcher Anlagen das Verständnis des Verfahrensablaufes und der Zusammenhänge beim Beeinflussen von Prozessschritten oder bei der Beseitigung von Störungen. Nach DIN 28004 werden drei Arten von Fließbildern unterschieden:
• Grundfließbild (auch Blockfließbild)
• Verfahrensfließbild (auch Prozessfließbild)
• Rohrleitungs- und Instrumentenfließbild (R & I-Fließbild).
4.3.1 Grundfließbild
Im Grundfließbild werden Verfahrensschritte, Anlagen oder Anlagenteile durch Rechtecke dargestellt, die durch Linien verbunden werden. Grundfließbilder stellen einen Überblick über das Verfahren und die Grundzusammenhänge dar. Sie können die Verfahrensabschnitte oder die Anlagenkomponenten veranschaulichen. In den Grundfließbildern werden oft auch wichtige Zusatzinformationen eingefügt. Dies könnten zum Beispiel Volumenströme, Drücke oder Temperaturen sein.
- Zum Verfassen von Kommentaren bitte anmelden.
4.3.2 Verfahrensfließbilder
Verfahrensfließbilder enthalten Details zu Maschinen und Geräten, zu Rohrleitungen und Armaturen sowie Angaben zu den Stoffströmen und Prozessparametern. Neben den Vorschriften DIN 2402, DIN 2403 und DIN 2406 für die Darstellung und Kennzeichnung von Rohrleitungen sind für die Verfahrensfließbilder wichtig:
• DIN 19227 grafische Symbole und Kennbuchstaben für die Prozessleittechnik
• DIN 28004 Fließbilder verfahrenstechnischer Anlagen.
Die hier genannten Vorschriften enthalten eine große Anzahl an Symbolen und Festlegungen, die nicht alle für die Papierindustrie benötigt werden. Deshalb werden im Folgenden nur ausgewählte Inhalte zusammen-gestellt. Werden darüber hinaus hier nicht genannte oder für die Papierindustrie besondere Symbole verwendet, so werden diese an der entsprechenden Stelle erläutert.
Symbole für Rohrleitungen

Abb. 313: Symbole für Rohrleitungen (Quelle: Eigene Darstellung)
Kennzeichnung von Rohrleitungen nach dem Durchflussstoff

Abb. 314: Farben zeigen, was durch Rohrleitungen fließt. Die DIN 2403 enthält Festlegungen für weitere Durchflussstoffe, jedoch werden in der Praxis diese Festlegungen nicht immer durchgesetzt. (Quelle: Eigene Darstellung)
Symbole für Armaturen

Abb. 315: Schieber, Kugelventil und so weiter? Wer die Symbole kennt, weiß Bescheid. (Quelle: Eigene Darstellung)
Stellantriebe für Armaturen:

Abb. 316: Ist die Armatur von Hand, motorisch, hydraulisch zu bedienen? Symbole informieren darüber. (Quelle: Eigene Darstellung)
Grafische Symbole und Kennbuchstaben für die Prozessleittechnik nach DIN 19227:

Abb. 317: Symbole für die Prozessleittechnik (Quelle: Eigene Darstellung)
Aus den Angaben im Messstellenkreis soll hervorgehen:
• die Messgröße
• die Art der Messwertverarbeitung und
• Ortsangaben.
Im oberen Teil des Messstellenkreises sind die für die Messgrößen und die Messwertverarbeitung festgelegten Kennbuchstaben zu verwenden. Im unteren Teil des Messstellenkreises sind frei wählbare Bezeichnungen für die Messstelle einzusetzen – zum Beispiel eine Messstellennummer.
Kennbuchstaben für verfahrenstechnische Fließbilder
Die Kennbuchstaben in verfahrenstechnischen Fließbildern sind Abkürzungen für englische Begriffe.


Abb. 318: Kennbuchstaben und ihre Bedeutung (Quelle: Eigene Darstellung)

Abb. 319: Symbole und Kennbuchstaben in der Anwendung (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.3.3 R & I-Fließbilder
Im Rohrleitungs- und Instrumentenfließbild werden technische Einzelheiten zur Durchführung des Prozesses und der apparative Aufbau der Anlage dargestellt. Da diese Fließbilder häufig sehr umfangreich sind, kann die Teilung in verschiedene Darstellungsebenen sinnvoll sein, die das R & I-Fließbild immer nur für einen vorher im Verfahrensfließbild ausgewählten Bereich anzeigen.

Abb. 320: R & I-Fließbilder sind oft so umfangreich, dass nur Auszüge gezeigt werden. (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.4 Pneumatische Schaltungen
4.4.1 Überblick
Druckluft als Energieform lässt sich über Jahrtausende zurückverfolgen. Natürliche Luftströmungen als Antrieb für Segelschiffe und Windmühlen sind jedem bekannt. Das Wort Pneumatik leitet sich aus dem griechischen Wort Pneuma ab, das soviel wie Atem oder Hauch bedeutet. Die Pneumatik, die wir heute unter diesem Wort verstehen, kam mit der Automatisierung in den 50er-Jahren aus den USA. Die Pneumatik spielt in der automatisierten Arbeitswelt eine große Rolle und gewinnt noch an Bedeutung. Viele Fertigungsprozesse wären ohne Pneumatik nicht denkbar. In den folgenden Branchen gehört die Pneumatik als fester Bestandteil zu fast jeder Fertigungsanlage. Branchen, in denen dieses Verfahren verwendet wird:
• Automobilindustrie
• Chemie, Petrochemie und Pharmaindustrie
• Druck- und Papierindustrie• Maschinenbau
• Nahrungsmittelindustrie
• Trink- und Abwassertechnik
• Verpackungsindustrie
Die Pneumatik kommt dabei für die Ausführung der folgenden Funktionen zum Einsatz:
• Erfassen von Zuständen durch Eingabeelemente
• Informationsverarbeitung mit Verarbeitungselementen
• Schalten von Arbeitselementen durch Stellelemente
• Verrichten von Arbeit mit Arbeitselementen
Der technologische Fortschritt bei Material, Konstruktions- und Produktionsverfahren hat die Qualität und Vielfalt der pneumatischen Bauelemente zusätzlich verbessert und somit zu einem verbreiteten Einsatz in der Automatisierungstechnik beigetragen.
Vorteile der Pneumatik
Luft ist praktisch überall in unbegrenzter Menge verfügbar. Sie kann sehr einfach in Rohrleitungen über weite Strecken transportiert werden. Druckluft kann in einem Druckbehälter gespeichert und von dort entnommen werden. Der Druckbehälter kann zusätzlich noch transportabel sein. Druckluft ist nahezu unempfindlich gegen Temperaturschwankungen. Dies garantiert einen zuverlässigen Betrieb selbst unter extremen Bedingungen. Druckluft bietet kein Risiko in Bezug auf Feuer- oder Explosionsgefahr. Nicht geölte entweichende Druckluft verursacht keine Verschmutzung von Werkstücken und keine Umweltbelastung. Die Arbeitselemente sind einfach in ihrem Aufbau und daher preiswert. Druckluft ist ein schnelles Arbeitsmedium. Es können hohe Kolbengeschwindigkeiten und kurze Schaltzeiten erzielt werden. Pneumatische Werkzeuge und Arbeitselemente können bis zum Stillstand belastet werden und sind überlastsicher.
Nachteile der Pneumatik
Druckluft muss aufbereitet werden, da Pneumatikkomponenten sonst durch Schmutzpartikel und Kondenswasser verstärkt verschleißen könnten. Mit Druckluft kann man keine gleichmäßigen und kon-stanten Kolbengeschwindigkeiten erzielen. Druckluft ist nur bis zu einem bestimmten Kraftbedarf wirtschaftlich. Bei dem normalerweise verwendeten Betriebsdruck von 600 bis 700 kPa (6 bis 7 bar) und in Abhängigkeit von Hub und Geschwindigkeit liegt diese Grenze zwischen 40.000 und 50.000 N. Das Entweichen der Luft ist mit hoher Geräuschentwicklung verbunden. Dieses Problem kann aber weitgehend durch schallabsorbierende Materialien und Schalldämpfer gelöst werden.
Erklärung: kPa = Kilopascal = 1000 Pascal. Ein Druck von 100 kPa entspricht dabei 1 bar. Diese Einheit ist jedem bekannt, der schon einmal den Reifendruck kontrolliert hat. Etwas über 2 bar sind hier die Regel. Der normale Betriebsdruck von Pneumatik-Komponenten ist deutlich höher.
- Zum Verfassen von Kommentaren bitte anmelden.
4.4.2 Physikalische Grundlagen
Luft ist ein Gasgemisch und hat die folgende Zusammensetzung:
• rund 78 Vol. % Stickstoff
• rund 21 Vol. % Sauerstoff
Zusätzlich sind Spuren von Kohlendioxid, Argon, Wasserstoff, Neon, Helium, Krypton und Xenon enthalten.
Druck
1 Pa entspricht dem Druck, den eine senkrecht wirkende Kraft von 1 N (Newton) auf eine Fläche von 1 m² ausübt.

Kraft F in N, Fläche A in m², Druck p in Pa
Der Druck, der direkt auf der Erdoberfläche herrscht, wird als atmosphärischer Druck (pamb) bezeichnet. Dieser Druck wird auch Bezugs-druck genannt. Der Bereich oberhalb dieses Drucks heißt Überdruck-bereich (pe > 0), der Bereich unterhalb heißt Unterdruckbereich (pe < 0). Die atmosphärische Druckdifferenz pe berechnet sich nach der Formel:
pe = pabs - pamb
Dies wird durch das folgende Diagramm verdeutlicht:

Abb. 321: Luftdruck (Quelle: Eigene Darstellung)
Der atmosphärische Druck ist nicht konstant. Sein Wert ändert sich mit der geografischen Lage und dem Wetter. Der absolute Druck pabs ist der auf Druck Null – Vakuum – bezogene Wert. Er ist gleich der Summe des atmosphärischen Drucks und des Über- beziehungsweise Unterdrucks. In der Praxis werden hauptsäch-lich Druckmessgeräte verwendet, die nur den Überdruck pe anzeigen. Der absolute Druckwert pabs ist ungefähr 100 kPa (1 bar) höher.
Normzustand
In der Pneumatik ist es üblich, sämtliche Angaben über Luftmengen auf den sogenannten Normzustand zu beziehen. Der Normzustand nach DIN 1343 ist ein durch Normtemperatur und Normdruck festgelegter Zustand eines festen, flüssigen oder gasförmigen Stoffes:
Normtemperatur Tn = 273,15 K, tn = 0 °C
Normdruck pn = 101.325 Pa = 1,01325 bar
- Zum Verfassen von Kommentaren bitte anmelden.
4.4.3 Druckluft – Erzeugung, Aufbereitung und Verteilung
1. Drucklufterzeugung
Zur Erzeugung der Druckluft werden Verdichter eingesetzt. Die Auswahl eines Verdichters hängt vom Arbeitsdruck und von der benötigten Luftmenge ab. Man teilt Verdichter in die folgenden Bauarten ein:
• Hubkolbenverdichter
• Drehkolbenverdichter
• Strömungsverdichter
Hubkolbenverdichter
Ein Hubkolben verdichtet die über das Einlassventil angesaugte Luft. Über das Auslassventil wird die komprimierte Luft weitergegeben.

Abb. 322: Einstufiger Hubkolbenverdichter – Schnittbild (Quelle: Eigene Darstellung)
Hubkolbenverdichter werden häufig eingesetzt, da sie für große Druckbereiche erhältlich sind. Zur Erzeugung höherer Drücke werden mehrstufige Verdichter verwendet. Die Luft wird dabei zwischen den einzelnen Verdichterstufen abgekühlt. Die optimalen Druckbereiche für Hubkolbenverdichter liegen bei:
• bis 600 kPa (6 bar) einstufig
• bis 1500 kPa (15 bar) zweistufig
Druckluftspeicher
Die erzeugte Druckluft wird einem Druckluftspeicher zugeführt. Der Druckluftspeicher gleicht Druckschwankungen bei der Entnahme der Druckluft vom System aus. Sinkt der Druck im Druckluftspeicher unter einen bestimmten Wert ab, so füllt ihn der Verdichter so lange auf, bis der eingestellte obere Druckwert wieder erreicht wird. Dies hat den Vorteil, dass der Verdichter nicht im Dauerbetrieb arbeiten muss. Durch die relativ große Oberfläche des Speichers wird die Druckluft im Druckluftspeicher abgekühlt. Dabei wird Kondenswasser ausgeschieden, das über einen Ablasshahn regelmäßig abgelassen werden muss.
Lufttrockner
Zu große Feuchtigkeitsmengen in der Druckluft setzen die Lebensdauer pneumatischer Systeme herab. Daher ist es notwendig, Lufttrockner zwischenzuschalten, um den Feuchtigkeitsgehalt der Luft zu senken. Zum Trocknen der Luft stehen folgende Verfahren zur Verfügung:
• Kältetrocknung
• Adsorptionstrocknung
• Absorptionstrocknung
2. Druckluftaufbereitung
Die einzelnen Funktionen der Druckluftaufbereitung Filtern, Regeln und Ölen können mit Einzelelementen erfüllt werden. Diese Funktionen sind oft in einer Baueinheit, der Wartungseinheit, zusammengefasst worden. Wartungseinheiten sind jeder pneumatischen Anlage vorgeschaltet.Die richtige Kombination sowie die korrekte Größe und Bauart werden von der Anwendung und den Ansprüchen des Systems bestimmt. Um die Luftqualität für jede Aufgabe zu garantieren, werden Wartungseinheiten in jedem Steuerungssystem installiert.

Abb. 323: Wartungseinheit mit Wasserabscheider, Druckluftfilter, Druckregelventil, Druckmessgerät und Druckluftöler – Symbole, links: ausführliche Darstellung; rechts: vereinfachte Darstellung (Quelle: FESTO Didactic)
Druckluftfilter
Damit die Luft frei von Flüssigkeiten und Schmutzteilchen ist, wird sie im Druckluftfilter gereinigt. Das ist wichtig, damit Druckluftanlagen einwandfrei funktionieren. Je nach Einsatz kann Luft auch mit Öl angerei-chert werden. Der Druckluftfilter hat die Aufgabe, Verunreinigungen sowie Kondensat aus der durchströmenden Druckluft zu entfernen. Die Druckluft strömt durch Leitschlitze in die Filterschale. Hier werden Flüssigkeitsteilchen und Schmutzpartikel durch Zentrifugalkraft vom Luftstrom getrennt. Die herausgelösten Schmutzpartikel setzen sich im unteren Teil der Filterschale ab. Das gesammelte Kondensat muss vor Überschreiten der Maximalgrenze abgelassen werden, da es sonst dem Luftstrom wieder zugeführt wird.
Druckregelventil
Das Druckregelventil hat die Aufgabe, den Arbeitsdruck der Anlage (Sekundärdruck) konstant zu halten, ohne Rücksicht auf Schwankungen des Leitungsdrucks (Primärdruck) und des Luftverbrauchs.
Druckluftöler
Der Druckluftöler hat die Aufgabe, die Luft mit einer dosierten Ölmenge anzureichern, wenn dies für den Betrieb der pneumatischen Anlage notwendig ist. Der Einsatz eines Druckluftölers ist in modernen Anlagen nicht mehr generell notwendig. Er ist nur bei Bedarf gezielt – vor allem im Leistungsteil einer Anlage – einzusetzen. Die Druckluft im Steuerteil sollte nicht geölt werden.
Druckmessgeräte

Abb. 324: Rohrfeder-Manometer – Schnittbild und Symbol (Quelle: Eigene Darstellung)
Ein Rohrfeder-Manometer besteht im Wesentlichen aus einer C-förmig gebogenen Metallröhre, die einseitig geschlossen und am anderen Ende starr mit dem Anschlussflansch verbunden ist. Innerhalb der Röhre bildet sich der zu messende Druck, außerhalb dient der Umgebungsdruck als Referenz. Ist der zu messende Druck kleiner als der aktuelle Atmosphärendruck, so erhöht sich die Krümmung der Metallröhre. Ist der zu messende Druck höher als der Atmosphärendruck, so streckt sich die Metallröhre. Am geschlossenen Ende der Feder ist ein Messwerk angebracht – deren Auslenkung kann auf einer Skala angezeigt werden. Die Skalenanzeige ist linear und für Über- sowie Unterdruck (negative Werte) möglich.
3. Druckluftverteilung
Es sind einige Punkte zu beachten, um eine zuverlässige und störungsfreie Druckluftverteilung zu gewährleisten:
• Dimensionierung des Rohrsystems
• verwendetes Rohmaterial
• Durchflusswiderstand
• Rohranordnung und
• Wartung

Abb. 325: Verbundnetz zur Druckluftverteilung (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.4.4 Lineare Antriebe
1. Einfachwirkende Zylinder
Einfachwirkende Zylinder werden nur von einer Seite mit Druckluft beaufschlagt. Diese Zylinder können nur nach einer Richtung Arbeit leisten. Die Einfahrbewegung der Kolbenstange erfolgt durch eine eingebaute Feder oder durch äußere Krafteinwirkung. Die Federkraft der eingebauten Feder ist so bemessen, dass sie den Kolben ohne Last mit genügend großer Geschwindigkeit in seine Ausgangsstellung zurückbringt.

1: Abschlussdeckel, 2: Druckluftanschluss, 3: Magnetring, 4: Zylinderrohr, 5: Entlüftungsbohrung, 6: Kolbenstange, 7: Führungsbuchse, 8: Lagerdeckel, 9: Rückstellfeder, 10: Kolben, 11: Kolbendichtung
Abb. 326: Einfachwirkender Zylinder – Schnittbild und Symbol (Quelle: Eigene Darstellung)
Bei einfachwirkenden Zylindern mit eingebauter Feder ist der Hub durch die Baulänge der Feder begrenzt. Daher werden einfachwirkende Zylinder bis ca. 100 mm Hublänge gebaut. Der einfachwirkende Zylinder hat eine einfache Kolbendichtung an der druckbeaufschlagten Seite. Die Abdichtung erfolgt durch flexibles Material (Perbunan), das dichtend in einem Metall- oder Kunststoffkolben eingebettet ist. Perbunan ist eine Markenbezeichnung für einen bestimmten Synthesekautschuk. Bei Bewegung gleiten die Dichtkanten auf der Zylinderlauffläche. Aufgrund der Bauart kann der einfachwirkende Zylinder verschiedene Bewegungsfunktionen ausführen, die man mit Zubringen bezeichnet – zum Beispiel:
• Weitergeben
• Abzweigen
• Zusammenführen, Zuteilen
• Spannen
• Ausgeben

Abb. 327: Schaltplan – Ansteuerung eines einfachwirkenden Zylinders mit einem 3/2-Wege ventil, Sperr-Ruhestellung (Quelle: Eigene Darstellung)
2. Doppeltwirkender Zylinder
Doppeltwirkende Zylinder werden von beiden Seiten mit Druckluft beaufschlagt. Diese Zylinder können in beide Richtungen arbeiten. Die auf die Kolbenstange übertragene Kraft ist für den Vorhub etwas größer als für den Rückhub, da die beaufschlagte Fläche auf der Kolbenseite größer ist als die auf der Kolbenstangenseite.

Abb. 328: Doppelt wirkender Zylinder mit Endlagendämpfung – Schnittbild und Symbol (Quelle: Eigene Darstellung)
Wenn ein Zylinder große Massen bewegt, so verwendet man eine Dämpfung in der Endlage, um hartes Aufschlagen und Beschädigungen des Zylinders zu vermeiden. Vor Erreichen der Endlage unterbricht ein Dämpfungskolben den direkten Abflussweg der Luft ins Freie. Dafür bleibt ein sehr kleiner, oft einstellbarer Abflussquerschnitt frei. Während des letzten Teils des Hubweges wird die Fahrgeschwindigkeit zunehmend reduziert. Es ist darauf zu achten, dass die Einstellschrauben nie ganz zugedreht sind, da dann die Kolbenstange die jeweilige Endlage nicht erreichen kann. Bei sehr großen Kräften und hoher Beschleunigung müssen besondere Vorkehrungen getroffen werden. Es werden externe Stoßdämpfer angebracht, um die Verzögerungswirkung zu verstärken. Zusätzlich zu den Standardversionen von Zylindern wird eine Vielzahl von Varianten angeboten:
• Zylinder mit durchgehender Kolbenstange
• Tandemzylinder und
• Mehrstellungszylinder
3. Zylinderaufbau
Der Zylinder besteht aus Zylinderrohr, Abschluss- und Lagerdeckel, Kolben, Kolbenstange, Führungsbuchse, Schmutzabstreifer, Verbindungsteilen und Dichtungen. Das Zylinderrohr wird aus nahtlos gezogenem Stahlrohr hergestellt. Damit die Lebensdauer der Dichtelemente erhöht wird, sind die Laufflächen des Zylinders feinst bearbeitet. Zunehmend wird das Zylinderrohr auch aus Aluminiumprofilrohr hergestellt. Für den Abschluss- und Lagerdeckel wird Gussmaterial verwendet (Aluminium- oder Temperguss). Die Befestigung der beiden Deckel mit dem Zylinderrohr kann mit Zugstangen, Gewinden oder Flanschen er-folgen. Die Kolbenstange wird vorzugsweise aus Vergütungsstahl hergestellt. Die Gewinde sind zur Verminderung der Bruchgefahr gerollt. Durch den Magnetring auf dem Kolben ist eine berührungslose Abfrage der Kolbenposition möglich. Zur Abdichtung der Kolbenstange ist im Lagerdeckel ein Nutring ein-gebaut. Die Führung der Kolbenstange erfolgt durch die Führungsbuchse, die aus Sinterbronze oder kunststoffbeschichteten Metallbuchsen sein kann. Vor dieser Lagerbuchse befindet sich ein Abstreifring. Er verhindert, dass Staub- und Schmutzteile in den Zylinderraum kommen. Ein Faltenbalg ist daher nicht nötig. Werkstoffe für die Kolbendichtung sind Perbunan, Viton oder Teflon. Viton ist ein Markenname für Fluorelastomere. Viton wird in der Technik als Dichtungsmaterial mit hoher thermischer und chemischer Beständigkeit eingesetzt. O-Ringe werden zur statischen Abdichtung eingesetzt.

Abb. 329: Schaltplan – Ansteuerung eines doppeltwirkenden Zylinders mit einem 5/2-Wegeventil (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.4.5 Ventile
Ventile haben die Aufgabe, den Druck oder den Durchfluss von Druckmedien zu steuern. Je nach Bauart lassen sie sich in folgende Ka-tegorien einteilen:
• Wegeventile
• Sperrventile
• Stromventile
• Druckventile
• Absperrventile
Die Anschlüsse der Wegeventile sind nach DIN ISO 5599-3 nummeriert.

Abb. 330: Übersicht Anschlüsse der Wegeventile (Quelle: Eigene Darstellung)
1. Wegeventile
Das Wegeventil steuert den Durchgang von Luftsignalen oder Luftströmen. Es sperrt, öffnet oder verändert die Durchlassrichtung des Druckmediums.
Das Ventil wird beschrieben durch:
Anzahl der Anschlüsse (Wege): 2-Wege, 3-Wege, 5-Wege, etc.
Anzahl der Schaltstellungen: 2 Stellungen, 3 Stellungen, etc.
Ventilbetätigungsart: muskelkraftbetätigt, mechanisch betätigt, druckluftbetätigt, elektrisch betätigt
Rückstellungsarten: rückgestellt, druckrückgestellt
Als Eingabeelement kann das Wegeventil zum Beispiel durch einen Rollenhebel betätigt werden, um eine Kolbenstangenposition abzufragen. Das Konstruktionsprinzip eines Wegeventils ist ein wichtiger Faktor für die Lebensdauer, Schaltzeit, Betätigungsart, Anschlussmethoden und Größe. Nach der Konstruktionsart unterscheidet man:
• Sitzventile
° Kugelsitzventile
° Tellersitzventile
• Schieberventile
° Längsschieberventile (Kolbenventile)
° Längs-Flachschieberventile
° Plattenschieberventile
Sitzventile
Bei Sitzventilen werden die Wege mittels Kugel, Teller, Platte oder Kegel geöffnet oder geschlossen. Die Ventilsitze sind in der Regel mit Gummidichtungen abgedichtet. Sitzventile haben kaum Verschleißteile und deshalb eine lange Lebensdauer. Sie sind schmutzunempfindlich und widerstandsfähig. Die benötigte Betätigungskraft ist jedoch relativ hoch, da die Kraft der eingebauten Rückstellfeder und der Luftdruck überwunden werden müssen.
Schieberventile
Bei Schieberventilen werden die einzelnen Anschlüsse durch Längsschieber, Längs-Flachschieber oder Plattenschieber verbunden oder geschlossen.
Mechanisch betätigtes 3/2-Wegeventil
Mit dem 3/2-Wegeventil können Signale gesetzt und rückgesetzt werden. Das 3/2-Wegeventil hat drei Anschlüsse und zwei Schaltstellungen.

Abb. 331: 3/2-Wege-Stößelventil, Sperr-Ruhestellung, Tellersitz – Schnittbilder und Symbole; links: unbetätigt; rechts: betätigt (Quelle: Eigene Darstellung)
Das Ventil ist nach dem Tellersitzprinzip aufgebaut. Die Dichtung ist einfach und wirksam. Die Ansprechzeit ist kurz, und über einen kleinen Bewegungsweg wird ein großer Querschnitt zum Durchströmen der Luft frei. Wie die Kugelsitzventile sind auch diese Ventile schmutzunempfindlich und haben daher eine lange Lebensdauer. Die 3/2-Wegeventile werden für Steuerungen mit einfachwirkenden Zylindern oder zum Ansteuern von Stellelementen verwendet.
Vorgesteuertes 3/2-Wege-Rollenhebelventil
Wird der Rollenhebel betätigt, so öffnet das Vorsteuerventil. Die Ventilumsteuerung erfolgt in zwei Phasen: Zunächst wird der Anschluss 2 nach 3 gesperrt, dann der Anschluss 1 nach 2 geöffnet. Die Rückstellung erfolgt durch Loslassen des Rollenhebels.

Abb. 332: 3/2-Wege-Rollenhebelventil, vorgesteuert, Sperr-Ruhestellung – Schnittbilder und Symbole; links: unbetätigt; rechts: betätigt (Quelle: Eigene Darstellung)
Funktionsweise der Vorsteuerstufe bei manuell und mechanisch betätigten Wegeventilen
Bei vorgesteuerten Wegeventilen wird der Ventilkolben indirekt betätigt. Vorgesteuerte Ventile benötigen nur geringe Betätigungskräfte. Ein Kanal mit kleinem Durchmesser verbindet den Druckluftanschluss 1 mit dem Vorsteuerventil. Öffnet das Vorsteuerventil, so strömt die anstehende Druckluft zur Membran und bewegt den Ventilteller des Hauptventils nach unten. Wird das Vorsteuerventil gesperrt, erfolgt die Entlüftung an der Führungsbuchse des Stößels entlang. Bei federrückgestellten Wegeventilen wird der Ventilteller des Hauptventils durch die Rückstellfeder in seine Ausgangslage gebracht.

Abb. 333: Vorsteuereinheit – Schnittbilder; links unbetätigt; rechts betätigt (Quelle: Eigene Darstellung)
3/2-Wege-Pneumatikventil
Das druckluftbetätigte 3/2-Wege-Pneumatikventil wird über ein pneumatisches Signal am Eingang 12 betätigt.
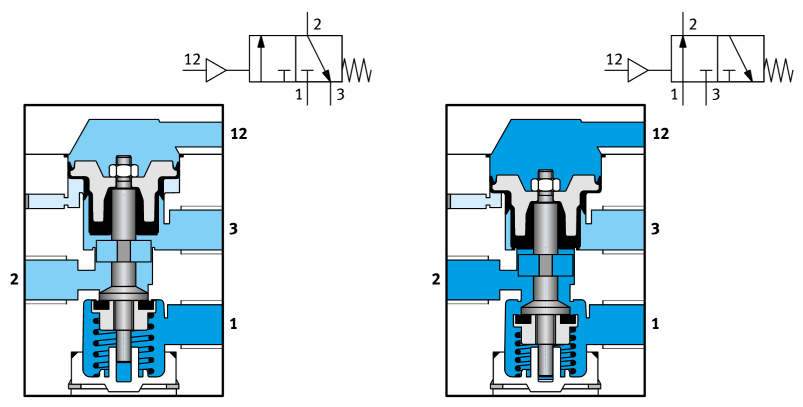
Abb. 334: 3/2-Wege-Pneumatikventil, Sperr-Ruhestellung, druckluftbetätigt, mit Rückstellfeder – Schnittbilder und Symbole; links: unbetätigt; rechts: betätigt (Quelle: Eigene Darstellung)
Durch die Beaufschlagung des Steuerkolbens mit Druckluft bei Anschluss 12 wird der Ventilstößel gegen die Rückstellfeder umgesteuert. Die Anschlüsse 1 und 2 werden miteinander verbunden. Nach Entlüftung des Steueranschlusses 12 wird der Steuerkolben durch die eingebaute Feder in die Ausgangslage zurückgestellt. Der Teller schließt 1 nach 2 ab. Die Abluft der Arbeitsleitung 2 kann über 3 entlüften. Das 3/2-Wege-Pneumatikventil mit Rückstellfeder kann in Sperr-Ruhestellung und Durchfluss-Ruhestellung verwendet werden.
5/2-Wegeventile
Das 5/2-Wegeventil hat fünf Arbeitsanschlüsse und zwei Schaltstellungen. Es wird hauptsächlich als Stellelement für die Ansteuerung von doppeltwirkenden Zylindern eingesetzt. Ein Beispiel für ein 5/2-Wegeventil ist das Längsschieberventil. Als Steuerelement besitzt es einen Steuerkolben, der die entsprechenden Anschlüsse durch Längsbewegungen miteinander verbindet beziehungsweise trennt. Im Gegensatz zum Kugel- oder Tellersitzprinzip ist die Betätigungskraft dabei gering, weil weder anstehender Luftdruck noch Federdruck zu überwinden ist. Bei den Längsschieberventilen sind sämtliche Betätigungsarten – manuell, mechanisch, elektrisch oder pneumatisch – möglich. Auch zur Rückstellung des Ventils in seine Ausgangslage können diese Betätigungsarten angewandt werden.

Abb. 335: 5/2-Wege-Pneumatikimpulsventil, Längsschieberprinzip – Schnittbild und Symbol (Quelle: Eigene Darstellung)
2. Sperrventile
Das Sperrventil erlaubt den Durchfluss des Luftstroms in nur einer Richtung. Anwendung findet dieses Prinzip in Rückschlagventilen, Wechselventilen, Zweidruckventilen und Schnellentlüftungsventilen.
Rückschlagventile
Rückschlagventile können den Durchfluss in einer Richtung vollständig sperren, in entgegengesetzter Richtung strömt die Luft mit möglichst geringem Druckverlust durch. Die Absperrung der einen Richtung kann durch Kegel, Kugel, Platte oder Membran erfolgen.

Abb. 336: Rückschlagventil – Schnittbild und Symbol (Quelle: Eigene Darstellung)
Zweidruckventil: logische UND-Funktion
Das Zweidruckventil hat zwei Eingänge, 1 und 1(3), und einen Ausgang 2. Der Durchfluss ist nur dann gegeben, wenn beide Eingangssignale vorliegen. Ein Eingangssignal bei 1 oder 1(3) sperrt den Durchfluss aufgrund der Differenzkräfte am Kolbenschieber. Bei zeitlichen Unterschieden der Eingangssignale und bei gleichem Eingangsdruck gelangt das zuletzt angekommene Signal zum Ausgang. Bei Druckunterschieden der Eingangssignale schließt der größere Druck das Ventil, und der kleinere Luftdruck gelangt zum Ausgang 2. Das Zweidruckventil wird hauptsächlich bei Verriegelungssteuerungen, Kontrollfunktionen beziehungsweise logischen UND-Verknüpfungen verwendet.

Abb. 337: Zweidruckventil: UND-Funktion – Schnittbilder und Symbol (Quelle: Eigene Darstellung)
Wechselventil: logische ODER-Funktion
Dieses Sperrventil besitzt zwei Eingänge, 1 und 1(3), und einen Ausgang 2. Wird der Eingang 1 mit Druckluft beaufschlagt, so dichtet der Kolben den Eingang 1(3) ab, die Luft strömt von 1 nach 2. Gelangt die Luft von 1(3) nach 2, so wird der Eingang 1 abgesperrt. Bei Rückströmung der Luft, wenn das nachgeschaltete Ventil entlüftet wird, bleibt der Kolben durch die Druckverhältnisse in der vorher eingenommenen Lage. Dieses Ventil wird auch als ODER-Glied bezeichnet. Soll ein Zylinder oder ein Stellelement von zwei oder mehreren Stellen betätigt werden, so müssen immer ein oder mehrere Wechselventile eingesetzt werden.

Abb. 338: Wechselventil: ODER-Funktion – Schnittbilder und Symbol (Quelle: Eigene Darstellung)
Schnellentlüftungsventil
Schnellentlüftungsventile dienen zur Erhöhung der Kolbengeschwindigkeiten bei Zylindern. Lange Rücklaufzeiten, vor allem bei einfachwirkenden Zylindern, werden dadurch verkürzt. Die Kolbenstange kann mit fast voller Geschwindigkeit einfahren, weil der Durchflusswiderstand der Abluft während der Einfahrbewegung über das Schnellentlüftungsventil reduziert wird. Die Luft wird über eine relativ große Auslassöffnung abgeführt. Das Ventil besitzt einen absperrbaren Druckanschluss 1, eine absperrbare Entlüftung 3 und einen Ausgang 2.

Abb. 339: Schnellentlüftungsventil – Schnittbilder und Symbol; links: Durchfl uss von 1 nach 2; rechts: Durchfl uss von 2 nach 3 (Quelle: Eigene Darstellung)
3. Stromventile
Das Stromventil beeinflusst den Volumenstrom und steuert somit die Luftdurchflussmenge. Konstruktionseigenschaften von Stromventilen:
• Drosselventil – Die Länge der Drossel ist größer als ihr Durchmesser.
• Blendenventil – Die Länge der Drossel ist kleiner als ihr Durchmesser.
Im Idealfall ist es möglich, die Drossel oder die Blende stufenlos von „voll geöffnet“ bis „ganz geschlossen“ einzustellen.
Drossel-Rückschlagventile
Beim Drossel-Rückschlagventil wirkt die Drosselung der Luft nur in eine Richtung. Das Rückschlagventil schließt den Durchfluss der Luft in eine Richtung ab, und die Luft kann nur über den eingestellten Quer-schnitt strömen. In Gegenrichtung hat die Luft freien Durchgang über das geöffnete Rückschlagventil. Diese Ventile kommen zur Geschwindigkeitsregulierung von Pneumatikzylindern zum Einsatz. Sie sollten möglichst direkt an den Zylinder gebaut werden.

Abb. 340: Drossel-Rückschlagventil – Schnittbilder und Symbol; links: Durchfluss von 1 nach 2, gedrosselt; rechts: Durchfluss von 2 nach 1, ungedrosselt (Quelle: Eigene Darstellung)
4. Druckventile
Druckventile teilen sich in drei Hauptgruppen:
• Druckbegrenzungsventile
• Druckregelventile
• Druckschaltventile
Druckbegrenzungsventile
Die Druckbegrenzungsventile werden dem Verdichter nachgeschaltet, um sicherzustellen, dass der Druck im Druckluftspeicher aus Sicherheitsgründen begrenzt und der Versorgungsdruck korrekt eingestellt ist. Ist der maximale Druckwert am Ventileingang erreicht, wird der Ausgang des Ventils geöffnet, und die Luft bläst ins Freie. Das Ventil bleibt so lange offen, bis es durch die eingebaute Feder nach Erreichen des eingestellten Druckes in Abhängigkeit der Federkennlinie geschlossen wird.

Abb. 341: Druckbegrenzungsventil – Schnittbild und Symbol (Quelle: Eigene Darstellung)
Das Druckregelventil hält den Arbeitsdruck unabhängig von Druckschwankungen im Netz weitgehend konstant. Der Eingangsdruck (Primärdruck) am Druckregelventil muss immer höher als der Ausgangsdruck (Sekundärdruck) sein. Die Druckregulierung selbst erfolgt über eine Membran. Der Ausgangsdruck wirkt auf die eine Seite der Membran, die Kraft einer Druckfeder auf die andere Seite. Die Federkraft ist über eine Stellschraube einstellbar. Erhöht sich der Druck auf der Sekundärseite – zum Beispiel bei Lastwechsel am Zylinder –, so wird die Membran gegen die Druckfeder gedrückt, und die Auslass-Querschnittsfläche am Tellerventilsitz wird verkleinert oder geschlossen. Steigt der Druck auf der Sekundärseite weiter an, öffnet sich der Ventilsitz der Membran und die Druckluft kann durch die Entlastungsöffnungen im Gehäuse an die Atmosphäre entweichen. Fällt der Druck auf der Sekundärseite, öffnet die Federkraft der Druckfeder das Tellerventil. Das Regulieren des Luftdruckes auf den voreingestellten Betriebsdruck bedeutet daher ein ständiges Öffnen und Schließen des Tellerventilsitzes, ausgelöst durch das durchströmende Luftvolumen.

Abb. 342: Druckregelventil mit Entlastungsöffnung – Schnittbilder und Symbol; links: Durchfluss von 1 nach 2, Entlüftungsanschlüsse 3 gesperrt; rechts: erhöhter Druck auf der Sekundärseite, Druckluftanschluss 1 gesperrt, Entlüftung von 2 nach 3 (Quelle: Eigene Darstellung)
Technischer Leitfaden Durchflusssensoren, bereitgestellt von Keyence.
- Zum Verfassen von Kommentaren bitte anmelden.
4.4.6 Schaltpäne
Struktur
Die Struktur des Schaltplans sollte der Steuerkette entsprechen, wobei der Signalfluss von unten nach oben dargestellt wird. Die Schaltzeichen der Bauelemente werden so angeordnet, dass ein übersichtlicher Schaltplan entsteht, bei dem sich möglichst wenige Leitungen kreuzen. Aus einem pneumatischen Schaltplan kann deshalb nicht die tatsächliche räumliche Anordnung der Bauelemente abgelesen werden. Im pneumatischen Schaltplan werden die Bauelemente durch Schaltzeichen dargestellt, die nach DIN/ISO 1219-1 genormt sind.

Abb. 343: Steuerkette einer pneumatischen Steuerung (Quelle: Eigene Darstellung)
Kennzeichnungsschlüssel für Bauteile
Jedes Bauteil (bis auf Verbindungsleitungen beziehungsweise -schläuche) wird gekennzeichnet. Der Kennzeichnungsschlüssel enthält:
• die Anlagen-Nummer (Ziffer, kann weggelassen werden, wenn der gesamte Schaltkreis aus einer Anlage besteht)
• die Schaltkreis-Nummer (Ziffer, zwingend erforderlich)
• die Bauteil-Kennzeichnung (Buchstabe, zwingend erforderlich)
• die Bauteil-Nummer (Ziffer, zwingend erforderlich)
Der Kennzeichnungsschlüssel sollte mit einem Rahmen versehen sein.

Abb. 344: Bauteil-Kennzeichnung und Kennzeichnungsschlüssel in pneumatischen Schaltplänen (Quelle: Eigene Darstellung)

Abb. 345: Symbole aus Schaltplänen (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.4.7 Anwendungsbeispiele
Geschwindigkeitserhöhung durch Schnellentlüftungsventile
Durch Schnellentlüftungsventile werden Zylinderkammern direkt am Zylinder über einen großen Querschnitt entlüftet. Der Zylinder erreicht dadurch schneller seine Endlage. Die Geschwindigkeitserhöhung kann im Vor- und Rückhub genutzt werden.
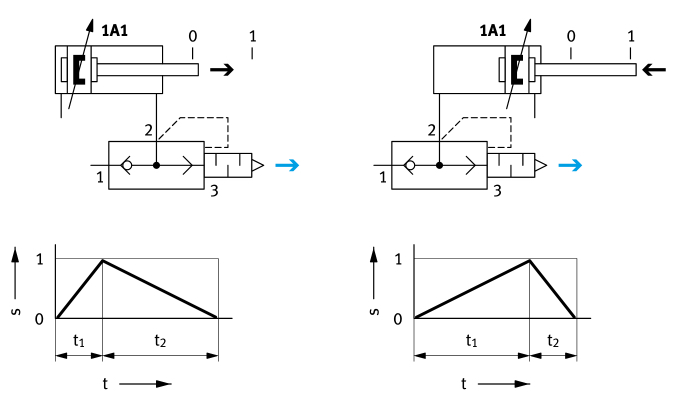
Abb. 346: Geschwindigkeitserhöhung, links: im Vorhub; rechts: im Rückhub (Quelle: Eigene Darstellung)
Geschwindigkeitserhöhung im Vorhub bringt eine schnelle Reaktion und kurzzeitig höhere Kräfte (Schlagzylinder). Schnellentlüftungsventile im Rückhub bringen kürzere Taktzeiten.
Ansteuerung eines doppeltwirkenden Zylinders über ein ODER-Ventil
Zur wahlweisen Ansteuerung von zwei voneinander unabhängigen Stellen aus wird dem Arbeitsventil ein ODER-Ventil vorgeschaltet. Damit kann zum Beispiel eine pneumatische Türsteuerung von außen oder innen über die Taster 1S1 oder 1S2 betätigt werden.

Abb. 347: pneumatischer Schaltplan mit ODER-Ventil (Quelle: Eigene Darstellung)
Ansteuerung eines doppeltwirkenden Zylinders über ein UND-Ventil
Das UND-Ventil (Zweidruckventil) wird eingesetzt, wenn an die Ausführung eines Schrittes mindestens zwei Bedingungen geknüpft sind. Im Beispiel soll die Kolbenstange eines Zylinders durch Betätigung des Tasters 1S1 nur dann ausfahren, wenn er zuvor seine Endlage im Rückhub erreicht hat. Diese Position wird durch den Grenztaster 1B1 erfasst. Der Rückhub wird durch Betätigen des Tasters 1S2 ausgelöst.

Abb. 348: Pneumatischer Schaltplan mit UND-Ventil (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.5 Steuerungselemente Sensoren, Aktoren
Sensoren sind technische Bauteile, die chemische oder physikalische Eigenschaften erfassen und messen können. Der Name leitet sich von dem lateinischen sentire ab, was so viel bedeutet wie „fühlen“ und „empfinden“. Unterschiedlichste Sensoren können auch die unterschiedlichsten Eigenschaften messen; unter anderem Feuchtigkeit, Temperatur, Druck, Helligkeit und Beschleunigung. Sensoren sind in der Natur weit verbreitet. Täglich messen Lebewesen eine Vielzahl an Eigenschaften mit ihren Sensoren. Diese biologischen Sensoren werden Rezeptoren genannt. So viel zu den Sensoren allgemein. Hier geht es um jene Sensoren, die in der Packmittelindustrie wichtig sind.
Lichtschranken
Eine Lichtschranke ist ein elektronisch-optisches System, das einen Lichtstrahl aussendet. Wird dieser durch ein Objekt unterbrochen, erkennt sie es und gibt diesen Vorgang, in Form eines elektrischen Signals, weiter. Auf diese Weise kann es ohne Berührung Objekte erfassen. Man unterscheidet zwischen drei Grundsystemen von Lichtschranken:
1. Einweg-Lichtschranke
2. Reflexions-Lichtschranke
3. Reflexions-Lichttaster
1. Einweg-Lichtschranke
Die Einweg-Lichtschranke besteht aus zwei Komponenten, dem Lichtsender und dem Lichtempfänger. Diese befinden sich in getrennten Gehäusen. Das Licht wird nur vom Sender zum Empfänger ausgesendet. Hierbei legt das Licht den Weg vom Sender zum Empfänger nur einmal zurück – deshalb der Name „Einweg-Lichtschranke“. Unterbricht ein Objekt den Lichtstrahl, so wird es erfasst. Einweg-Lichtschranken haben hohe Reichweiten, sind aber aufwendig in der Installation.
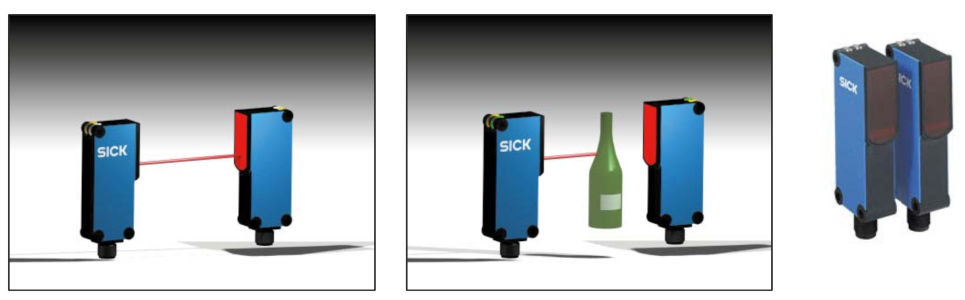
Abb. 349: Einweg-Lichtschranke (Quelle: SICK Vertriebs-GmbH)
Vorteile:
• Die Lichtschranke besitzt im Vergleich zu den anderen Typen eine fast doppelt so hohe Reichweite, da der Lichtstrahl den Weg nur einmal zurücklegen muss.
• Die Schaltgeschwindigkeit dieser Lichtschranke ist sehr hoch.
Nachteile:
• Es werden zwei Komponenten benötigt.
• Jeder der Komponenten muss separat angeschlossen werden.
• Die Installation ist aufwendig, da schon kleinste Änderungen der Ausrichtung zu Fehlfunktionen führen können.
2. Reflexions-Lichtschranke
Bei dieser Variante sind Lichtsender und Lichtempfänger in einem Gehäuse verbaut. Der Lichtstrahl wird von einem Reflektor zurück zum Empfänger geschickt. Durch diese Reflexion muss der Lichtstrahl den Weg zweimal zurücklegen (Sender – Reflektor – Empfänger). Ein Objekt, das den Lichtstrahl unterbricht, wird erfasst. Zweiweg-Lichtschranken sind zwar weniger aufwendig einzubauen als Einweg-Lichtschran-ken. Sie haben aber Probleme, kleine Objekte zu erkennen.

Abb. 350: Zweiweg-Lichtschranke (Quelle: SICK Vertriebs-GmbH)
Vorteil:
• Sender und Empfänger befinden sich in einem Bauteil. Die Installation ist deshalb einfach.
Nachteile:
• Die Reichweite liegt unter der einer Einweg-Lichtschranke.
• Kleine Objekte können aufgrund des Abstandes der Lichtstrahlen voneinander nur schwer oder gar nicht erfasst werden.
3. Reflexions-Lichttaster
Lichtsender und Lichtempfänger befinden sich in einem Bauteil. Der ausgesendete Lichtstrahl wird nicht von Objekten unterbrochen, sondern von diesen zurückreflektiert. Objekte, die den Lichtstrahl reflektieren, werden erfasst. Hierbei reflektieren helle Objekte Licht besser als dunkle Objekte. Helle Objekte können deswegen aus einer größeren Entfernung erfasst werden als dunkle Objekte.

Abb. 351: Reflexions-Lichttaster (Quelle: SICK Vertriebs-GmbH)
Vorteile:
• Sender und Empfänger befinden sich in einem Gehäuse.
• Es wird kein Reflektor benötigt. Das ist ein großer Vorteil, wenn keine Befestigungsmöglichkeit für einen Reflektor vorhanden ist.
Nachteile:
• Bei stark spiegelnden Oberflächen kann es zu Problemen kommen.
• Einsatz nur bei Entfernungen bis zu maximal zwei Meter möglich.
• Dunkle Objekte können aus großer Entfernung nicht erkannt werden.
Druckmarkentaster
Der Druckmarkentaster weist einen wesentlichen Unterschied zu den Lichtschranken auf. Er kann nicht nur erkennen, ob ein Signal ankommt oder nicht, sondern erfasst auch Helligkeits- und Farbunterschiede. Der Lichtsensor erzeugt auf der Oberfläche des zu überprüfenden Objekts einen Lichtpunkt. Auf dieser
Oberfläche sind Marken oder Buchstaben gedruckt, die in einem bestimmten Kontrastverhältnis zum Hintergrund stehen. Marken werden genutzt, da es eine einfache Möglichkeit ist, die Objekte an der gewünschten Stelle zu markieren. Die hellere Fläche reflektiert mehr Licht zurück als die dunklen – meist schwarzen – Marken. Die Marken werden erfasst, und der Sensor gibt das Signal elektronisch weiter.

Abb. 352: Die kleinen schwarzen Rechtecke auf dem Nutzen (linkes Bild) sind Druckmarken. Sie steuern das Folienschneiden und den Verpackungsprozess. Oberes Bild: der unbefüllte Beutel und das Produkt. Die Druckmarken verschwinden in der Schweißnaht bzw. im Beschnitt (Quelle: Schmitz-Mertens & Co.KG, https://www.schmitz-mertens.de/).
Näherungsschalter
Näherungsschalter erkennen die genaue Position von Objekten. Dabei benötigen sie keinerlei mechanische Signale. Sie erfassen Objekte berührungslos. Ein Anwendungsgebiet sind automatisierte Produktionsstraßen – wie zum Beispiel auch bei der Herstellung von Autos. Hier erkennen Näherungsschalter die Werkstücke und Materialen und deren genaue Position. Ohne die Näherungsschalter wäre die Anlage blind und könnte nicht automatisiert, ohne menschliche Hilfe, arbeiten. Gegenüber mechanischen Befehlsgebern haben Näherungsschalter gleich mehrere Vorteile. Die Montage ist einfach, sie sind leicht zu warten und es ist keine Schaltkraft nötig. Man unterscheidet drei unterschiedliche Arten von Näherungsschaltern:
1. der induktive Näherungsschalter
2. der kapazitive Näherungsschalter
3. der magnetische Näherungsschalter
1. Der induktive Näherungsschalter
Dieser Schalter erzeugt ein hochfrequentes elektromagnetisches Feld. Mit diesem kann er elektrisch leitende Gegenstände berührungslos erfassen. Die Information „Gegenstand erfasst“ oder „Gegenstand nicht erfasst“ wird am Ausgang mit einem binären Signal (null oder eins) an den Computer weitergegeben. Sobald ein elektrisch leitender Gegenstand in das elektromagnetische Feld eindringt, wird das Feld schwächer. Der elektrische Schaltausgang wird betätigt – und so wird der Computer benachrichtigt. Anwendungsgebiete sind unter anderem: die Fabrikautomation, die Automobilindustrie, die Lager- und Fördertechnik und die Druck- und Papierindustrie.

Abb. 353: Wirkungsweise eine induktiven Näherungsschalters (Quelle: Eigene Darstellung)
2. Der kapazitive Näherungsschalter
Eine Messelektrode misst die Kapazität in der Zone, die der Schalter überprüfen soll. Das Gemessene wird mit einer Referenzelektrode oder der Umgebung verglichen. Kommt ein Medium (Metall, Wasser, Glas, Kunststoff usw.) in die Zone, so entsteht eine Differenz der zwei Messgrößen, da das Medium die Kapazität beeinflusst. So kann der Schalter Medien erkennen. Ein mögliches Einsatzgebiet ist zum Beispiel die Füllstandmessung.

Abb. 354: Füllstandmessung (Quelle: Eigene Darstellung)
3. Der magnetische Näherungsschalter
Magnetische Näherungsschalter besitzen einen Glaskolben, in dem ferromagnetische Kontaktzungen eingeschmolzen sind. Die Kontaktzungen bestehen aus einer Eisen-Nickel-Legierung (Fe-Ni-Legierung, Fe = Eisen, Ni = Nickel). Kommt ein Permanentmagnet oder ein Elektromagnet in die Nähe des Schalters, so findet eine Magnetisierung der Kontaktzungen (Reedkontakt) statt. Sie ziehen sich gegenseitig an und stellen so einen Kontakt her. Auf diese Weise werden Objekte, die mit einem Magnet versehen sind, erfasst.

Abb. 355: magnetischer Näherungsschalter (Quelle: Eigene Darstellung)
RFID
RFID ist eine Abkürzung für den englischen Begriff „radio-frequency identification“. Übersetzt bedeutet das so viel wie „Identifizierung mithilfe elektromagnetischen Wellen“. Das RFID-System besteht aus einem Chip, der mit einem Code versehen ist, und einem Lesegerät, das den Code auslesen kann. Mithilfe dieses Chips, auch Transponder genannt, können Gegenstände und Lebewesen automatisch identifiziert und lokalisiert werden. Man unterscheidet hierbei zwischen aktiven und passiven Transpondern. Aktive Transponder besitzen eine eigenständige Stromversorgung. Passive Transponder werden extern mit Strom versorgt. Heutzutage sind die kleinsten Transponder bereits nur noch so groß wie ein Reiskorn. Zur Auslesung erzeugen die Lesegeräte elektromagnetische Wechselfelder oder Radiowellen mit geringer Reichweite. Über diese werden sowohl Daten übertragen als auch die passiven Transponder mit Strom versorgt. Das RFID-System vereint gleich mehrere Vorteile in sich. Dank ihrer kleinen Größe können die Chips leicht implantiert werden. Ebenso können sie aufgrund ihrer geringen Größe leicht in Produkte eingearbeitet werden und unauffällig ausgelesen werden, zum Beispiel in neuen Pässen und Kaufhausartikeln.

Abb. 356: Transponder und ihre Wirkweise (Quelle: Quelle: SICK Vertriebs-GmbH)
RFID-Transponder (Quelle: Wikipedia)
Aktoren
Aktoren sind technische Bauteile, die von Steuerungsmodulen empfangene Daten umwandeln. Da der englische Begriff für Aktoren „actuator“ ist, werden sie auch gerne als Aktuatoren benannt. Die Um-wandlung kann in mechanischer Bewegung oder auch in andere physikalische Größen erfolgen. In der Technik der Steuer- und Regelung bilden Aktoren das Gegenstück zu den Sensoren. Sie greifen durch un-terschiedliche Aktionen aktiv in das Geschehen einer Anlage ein. Die Steuerung eines Aktors findet in einem geschlossenen Kreislauf statt. Dieser kann wie folgt aussehen: Ein Sensor empfängt ein Signal. Das Signal wird verarbeitet und an die Steuerung gesendet. Diese gibt dann dem Aktor die erforderlichen Signale und dieser führt den erwünschten Vorgang aus.
Es gibt:
1. Mechanische Aktoren
2. Optische Aktoren
3. Akustische Aktoren
4. Thermische Aktoren
5. Chemische Aktoren
1. Mechanische Aktoren
Ein mechanischer Aktor kann zum Beispiel ein Elektromotor sein. Ein mögliches Einsatzgebiet für diesen ist zum Beispiel eine Rolltreppe. Diese, als komplette Anlage betrachtet, erhält von einer Lichtschranke das Signal, dass sich Leute auf ihr befinden. Ein Steuerungsmodul wertet dieses aus und sendet es weiter an den Motor.

Abb. 357: Motor als Aktor (Quelle: Eigene Darstellung)
Ein weiterer mechanischer Aktor ist ein elektromagnetisches Ventil, das zur Steuerung mechatronischer Systeme verwendet wird. Dieses empfängt von einem Sender, der auch ein Sensor sein kann, das Signal zu schalten. So kann zum Beispiel das Aus- und Einfahren eines Kolbens ausgelöst werden.

Abb. 358: Pneumatikzylinder als Aktor (Quelle: Eigene Darstellung)
2. Optische Aktoren
Jede optische Anzeige ist gleichzeitig ein Aktor, da ein Steuersignal ausgegeben wird. Dazu gehört jede Glühbirne, jede LED und dazu gehören auch Displays. Durch elektronische Komponenten werden in ihnen Lichtwellen erzeugt. So wird ein Raum beleuchtet oder ein Zustand angezeigt. Laserstrahlung kann als weiterer optischer Aktor gesehen werden. Auch hier werden Lichtwellen erzeugt, mit denen Materialien bearbeitet werden können.

Abb. 359: Laserbeschriftungsanlage (Quelle: Eigene Darstellung)
3. Akustische Aktoren
Ein Lautsprecher ist ein akustischer Aktor. Die Membran des Lautsprechers wird in Schwingung versetzt und erzeugt dadurch akustische Wellen, die sich im Raum ausbreiten. Diese Schwingungen nehmen wir als Töne wahr.

Abb. 360: Lautsprecher (Quelle: Eigene Darstellung)
4. Thermische Aktoren
Thermische Aktoren können Veränderungen von Raumtemperaturen verursachen. Beispiele dafür sind Kühlgeräte und Heizungen.

Abb. 361: Prinzip einer Kälteanlage (Quelle: Wikipedia)
5. Chemische Aktoren
Die Klimaanlage ist der bekannteste chemische Aktor. Mit ihr kann das Klima in einem Raum verändert oder trotz verschiedener Einflüsse gleichmäßig gehalten werden. Ein Zerstäuber in einer Kühltheke ist ein weiteres Anwendungsbeispiel für chemische Aktoren.
Zusammenspiel zwischen Sensor und Aktor:
Ein Beispiel soll hier zeigen, wie Sensoren und Aktoren zusammenarbeiten. Das Funktionsbeispiel zeigt einen Zähler an einer Faltschachtelklebemaschine. Der „Sensor“ erfasst über eine Lichtschranke die durchlaufenden Faltschachteln. In der Steuerkonsole wird eingestellt, nach wie viel Impulsen (Stückzahl) der „Aktor“, in diesem Fall ein Magnetschalter, das Auslösesignal bekommen soll.

Abb. 362: Beispiel für die Zusammenarbeit eines Sensors mit einem Aktor (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.6 Grundlagen der Elektrotechnik
4.6.1 Allgemeines
Alle Stoffe, aus denen die Gegenstände unserer Welt bestehen, sind aus unvorstellbar vielen kleinen Bausteinen zusammengesetzt. Man nennt diese Bausteine „Atome“. Stoffe, die aus gleichartigen Atomen aufgebaut sind, heißen Grundstoffe oder Elemente. Es gibt rund 100 verschiedene Grundstoffe. Alle übrigen Grundstoffe kommen fast nur in Form chemischer Verbindungen vor.
Das Atom
Atome bestehen aus Atomkern und Elektronenhülle. Um den Atomkern herum bewegen sich die Elektronen so, wie sich die Planeten um die Sonne bewegen. In unserem Sonnensystem werden die Planeten dadurch in ihrer Bahn gehalten, dass die Fliehkraft, die die Planeten aus ihrer Bahn schleudern könnte, aufgehoben wird durch eine ihr entgegenwirkende gleichgroße Kraft der Massenanziehung, mit der die Sonne die Planeten anzieht.

Abb. 363: Atommodell (Quelle: Eigene Darstellung)
Elektrische Ladung im Atom
Im Atom ist auch eine Anziehungskraft zwischen Atomkern und Elektronen vorhanden. Diese Kraft nennt man elektrische Ladung. Weil Elektronen sich gegenseitig abstoßen, Atomkern und Elektronen sich aber anziehen, muss der Atomkern anders geladen sein – das heißt: Er muss eine andere Ladungsart tragen als die Elektronen. Die Ladung des Atomkerns wird positive Ladung und die Ladung des Elektrons ne-gative Ladung genannt.

Abb. 364: Ladungen im Atom (Quelle: Eigene Darstellung)
Damit gilt für elektrische Ladungen: Gleichnamige Ladungen stoßen sich ab, ungleichnamige Ladungen ziehen sich an.
• Protonen: positiv
• Neutronen: ungeladen
• Elektronen: negativ
Eine bestimmte Anzahl der Elektronen umkreist den Kern auf verschiedenen Bahnen. Die Elektronen auf der äußeren Bahn werden vom Kern nicht so festgehalten wie die auf den inneren Bahnen. Sie können sich in bestimmten Grenzen frei bewegen. Deshalb nennt man sie freie Elektronen.
Elektrische Spannung und Elektronenstrom
Befindet sich der Generator in Ruhe, so sind die Elektronen in seiner Drahtwicklung gleichmäßig verteilt, und an den beiden Anschlussklammern der Wicklung ist kein elektrischer Zustand feststellbar. Wird der Generator durch eine Antriebsmaschine in Drehung versetzt, so entsteht zwischen den beiden Anschlussklammern ein Ladungsunterschied. In die Generatorwicklung ist ein kleiner Teil von Elektronen zu der einen Generatorklemme hin- und von der anderen Klemme fortbewegt worden. Die Klemme, zu der die Elektronen hinbewegt werden, bekommt Elektronenüberschuss – sie erscheint elektrisch negativ ge-laden und heißt auch Minuspol. Die Klemme, von der die Elektronen fortbewegt werden, hat Elektronenmangel. Sie erscheint elektrisch positiv geladen und heißt Pluspol. Die an der Minusklemme vorhandenen überschüssigen Elektronen sind bestrebt, außerhalb des Generators zur Plusklemme zu gelangen. Dieses Bestreben nennt man elektrische Spannung. Werden die Klemmen des unter Spannung stehenden Generators über eine Glühlampe miteinander verbunden, so können die an der Minusklemme vorhandenen überschüssigen Elektronen durch die Kupferleitung und den dünnen Metallfaden der Lampe hindurch zur positiven Klemme strömen. Dabei bringen sie den Metallfaden der Lampe zum Glühen. Grundsätzlich wollen Elektronen vom Minus- zum Pluspol. Das nennt man elektrische Spannung.

Abbildungen: Quelle: Eigene Darstellung
- Zum Verfassen von Kommentaren bitte anmelden.
4.6.2 Arten und Prinzip der Spannungserzeugung
a) durch Wärme
b) durch Licht
c) durch Induktion
d) durch chemische Vorgänge
e) durch Verformung von Kristallen (durch Druck – Piezo-Effekt)
f) durch Reibung
a) Wärme
Verbindet man zwei verschiedene Metalle (zum Beispiel Konstantan und Eisen; Konstantan ist ein Markenname für eine Legierung aus Kupfer, Nickel und Mangan) an einem Ende und erwärmt diese Verbindungsstelle, so stellt man fest, dass zwischen den beiden freien Enden eine Spannung entsteht. Verschiedene Metalle haben unterschiedliche Mengen an freien Elektronen. Berühren sich nun zwei Metalle mit verschiedener Elektronendichte, so besteht für die Elektronen die Möglichkeit, von dem Metall mit der größeren Elektronendichte in das andere überzugehen, wenn den Elektronen die hierfür notwendige Arbeit zugeführt wird. Das geschieht durch Temperatursteigerung. Diese Thermoelemente werden zum Messen tiefer und hoher Temperaturen verwendet.

Abb. 369: Verschiedene Metalle produzieren Strom, wenn man sie erwärmt (Quelle: Eigene Darstellung)
b) Licht
Setzt man ein sogenanntes „Fotoelement“ dem Licht aus, so wird eine Spannung erzeugt. Ein Fotoelement besteht aus einer gut leitenden metallischen Grundplatte, auf der eine Halbleiterschicht aufgebracht ist. Auf diese Schicht ist als Gegenelektrode eine dünne lichtdurchlässige Metallhaut aufgedampft. Durch Belichten werden in der Halbleiterschicht Elektronen herausgelöst, die in die Metallhaut übertreten. Die Grundplatte wird somit positiv und die Metallhaut negativ geladen. Es entsteht also eine Spannung.

Abb. 370: Darstellung eines Fotoelementes, das Spannung erzeugen kann, wenn es dem Licht ausgesetzt wird. (Quelle: Eigene Darstellung)
c) Induktion
Führt man eine Spule in das Magnetfeld eines Magneten, so entsteht während der Bewegung in der Spule eine Spannung. Man nennt diese Art der Spannungserzeugung Induktion.

Abb. 371: schematische Darstellung der Spannungserzeugung durch Induktion (Quelle: Eigene Darstellung)
d) chemische Vorgänge
Taucht man zwei verschiedene Metalle (zum Beispiel Kupfer und Zink) in eine elektrisch leitende Flüssigkeit (zum Beispiel Wasser mit Schwefelsäurezusatz), so stellt man zwischen den beiden Elektroden eine Spannung fest. Bestimmte Metalle wie zum Beispiel Zink haben das Bestreben, positive Metallionen in die Lösung zu treiben. Dabei werden diese Metalle gegenüber der Lösung negativ geladen. Andere Metalle wie zum Beispiel Kupfer haben das Bestreben, aus der Lösung positive Metallionen aufzunehmen. Die Metalle werden positiv geladen. Insgesamt entsteht also zwischen den beiden Metallen ein Ladungsunterschied – das heißt: eine Spannung. Diese Spannungserzeuger nennen wir galvanische Elemente (Taschenlampenbatterien) und Akkumulatoren (Blei-Akku).

Abb. 372: Spannungserzeugung durch chemische Prozesse (Quelle: Eigene Darstellung)
e) Verformung (Druck – Piezo-Effekt)
Verformt man durch Druck ein sogenanntes Piezo-Kristall, so entsteht eine Spannung. Bei Kristallen wie Quarz, Turmalin treten durch Druck oder Zug auf bestimmte Kristallflächen negative oder positive Ladungen und damit Spannungen auf.

Abb. 373: Schema der Stromerzeugung mit einem Piezo-Kristall (Quelle: Eigene Darstellung)
f) Reibung
Durch Reiben von Isolierstoffen können elektrische Ladungen getrennt und damit Spannung erzeugt werden. Dies entsteht ungewollt zum Beispiel bei Fahrzeugen und Flugzeugen sowie auch bei Papier, Kunststofffolien und Geweben (auch Chemiefasern) und bei Kunststoffreibriemen.

Abb. 374: Papierbahn an einer Kunststoffrolle: Hier kann Spannung durch Reibung entstehen. (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.6.3 Wirkung von Elektrizität auf den Menschen
Entscheidend für alle Wirkungen des Stromes auf den Körper ist die Stärke, die Dauer und beim Wechselstrom auch die Frequenz. Die Spannung hat nur indirekt Einfluss, indem sie mit dem Körperinnenwiderstand gemeinsam die Stromstärke bestimmt.
Die gesetzliche Grundeinheit des elektrischen Stroms ist 1 Ampere (A). Normalerweise liegen die Stromwerte in der Elektronik zwischen einigen Mikro ampere (μA) und mehreren Ampere (A). In der Starkstromtechnik kennt man auch Kiloampere (kA). 1 mA = 1 Milliampere = 0,001 A (Ampere).
ab 1,2 mA Strom wird durch Kribbeln wahrgenommen.
ab 10,0 mA Die Handmuskulatur verkrampft.
ab 40,0 mA Es kann zu unregelmäßigem Herzschlag oder sogar vorübergehendem Herzstillstand kommen. ab 80,0 mA Bei einer Durchströmung von etwas mehr als 0,3 Sekunden tritt Herzkammerfl immern oder Herzstillstand auf.
ab 3,0 A Man spricht von Hochspannung: Es treten Verbrennungen auf.
Der Mensch hat einen Körperinnenwiderstand von rund 1300 Ohm. Da ab 40 mA Lebensgefahr besteht, gelten Spannungen über U = I x R = 40 mA x 1300 Ohm = 52 Volt als gefährlich. Darum sind in Anlagen mit Spannungen über 50 Volt besondere Sicherheitsvorkehrungen notwendig.
Stromkreis
Ein einfacher elektrischer Stromkreis besteht aus dem Spannungserzeuger, dem Verbraucher sowie den Verbindungsleitungen (Hin- und Rückleitung). Durch Einbau eines Schalters in den Stromkreis kann der Strom beliebig eingeschaltet oder unterbrochen werden.

Abb. 375: einfacher Stromkreis, Stromkreis mit Schalter, Schaltbild eines Stromkreises (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.6.4 Stromarten
a) Gleichstrom
Wirkt die Spannung in einem geschlossenen Stromkreis immer in der gleichen Richtung, so fließt ein Strom, der ebenfalls stets die gleiche Richtung hat.

Abb. 376: Prinzip des Gleichstroms (Quelle: Eigene Darstellung)
b) Wechselstrom
Wechselt in einem Stromkreis die Spannung in einem bestimmten Takt ihre Richtung, so wechselt auch der Strom fortwährend seine Richtung und Stärke. Die freien Elektronen bewegen sich dabei hin und her.

Abb. 377: Erzeugung von Wechselstrom (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
4.6.5 Der elektrische Widerstand
In einem elektrischen Stromkreis fließen die Elektronen in der Hin- und Rückleitung zum Verbraucher nicht ungehindert, obwohl es eine Kupferleitung ist. Die Elektronen stoßen dauernd mit den Atomen des Leitermaterials zusammen – und die Bewegung der Ladungsträger wird gehemmt. Diese Erscheinung gegenüber dem Stromdurchgang nennt man Widerstand. In elektrischen Leitungen ist der Widerstand uner-wünscht, weil er unnötige Wärme erzeugt. Dagegen werden in elektronischen Geräten oft Widerstände benötigt, die den Strom auf bestimm-e Werte begrenzen sollen.
Der elektrische Widerstand (Formelzeichen R) wird in Ohm (Kurzzeichen Ω) gemessen.
1 Kiloohm = 1 k Ω = 1000 Ω
1 Megaohm = 1 M Ω = 1 000 000 Ω
Der Leitungswiderstand hängt von der Leiterlänge, vom Querschnitt und vom spezifischen Widerstand des Leitermaterials ab. Der spezifische Widerstand ist der Widerstandswert des Leiterwerkstoffes bei einer Länge von 1 m, einem Querschnitt von 1 mm² und bei einer Temperatur von 20° C.

l = Leiterlänge in m
A = Leiterquerschnitt in mm²
Spezifischer Widerstand für Kupfer = 0,0178
Ein Leiterwerkstoff mit einem kleinen spezifischen Widerstand leitet den elektrischen Strom gut. Er hat also eine große Leitfähigkeit. Die Leitfähigkeit ist der Kehrwert des spezifischen Widerstandes und hat das Formelzeichen m (Kappa).


- Zum Verfassen von Kommentaren bitte anmelden.
4.6.6 Elektrische Leiter und lsolierstoffe
Stoffe, die viele frei bewegliche Elektronen besitzen, sind gute elektrische Leiterwerkstoffe. Zu ihnen gehören zum Beispiel Kupfer, Aluminium, Silber, Gold, Eisen und Kohle.
Stoffe, die keine freien Elektronen besitzen, heißen Nichtleiter. Dazu gehören Kunststoffe, Gummi, Glas, Porzellan, Papier und trockenes Holz. Halbleiter sind Stoffe, bei denen erst durch äußere Einflüsse Valenz-elektronen frei werden, die sie leitfähig machen. Dazu gehören Silizium, Selen und Germanium.
Strom- und Spannungsmessung
Ein Spannungsmesser (Voltmeter) wird an den Stromkreis, also parallel zu Spannungsquelle und Verbraucher, geschaltet. Ein Strommesser (Amperemeter) liegt im Stromkreis, also in Reihe mit Spannungsquelle und Verbraucher, weil der gesamte Strom, dessen Stärke gemessen werden soll, durch ihn hindurchfließen muss.

Abb. 378: Spannungs- und Strommesser (Quelle: Eigene Darstellung)
Ohmsches Gesetz
Legt man einen Widerstand an eine Spannung und bildet damit einen geschlossenen Stromkreis, so fließt durch den Widerstand ein bestimmter Strom. Die Stärke dieses Stromes hängt ab von der angelegten Spannung und dem Widerstand. Also sind in einem Stromkreis zwei Größen bekannt, und so kann man mit dem „Ohmschen Gesetz“ die dritte Größe ausrechnen.
Spannung U (in V = Volt)
Strom I (in A = Ampere)
Widerstand R (in Ω = Ohm)
I = U : R
R = U : I
U = R x I
Rechnen mit dem Ohmschen Gesetz
Beispiel:
An einem Widerstand von 10 Ω liegt eine Spannung von 5 V. Berechne den Strom in dem Widerstand.
Lösung:
I = U : R = 5 V : 10 Ω = 0,5 A
- Zum Verfassen von Kommentaren bitte anmelden.
4.6.7 Reihenschaltung und Parallelschaltung
4.6.7.1 Die Reihenschaltung
Das Bild zeigt eine Reihenschaltung von Glühlampen. Der Minuspol der Batterie liegt am Lötpunkt der Lampe A, das Gewinde der Lampe A ist mit dem Lötpunkt der Lampe B verbunden und das Gewinde der Lampe B mit dem Pluspol der Batterie.
Bei der Reihenschaltung kommt es zu keiner Stromverzweigung. Stattdessen fließt der gleiche Strom erst durch Lampe A und anschließend durch Lampe B. Die Lampen liegen zusammen an der Batteriespannung von 4,5 Volt und müssen sich die Spannung teilen.
Bei gleichen Lampen wäre die Teilspannung je (4,5 : 2) 2,25 Volt. Da die Lampen aber für 4,5 V geeignet sind, leuchten sie schwächer.

Abb. 379: Beispiel und Schaltbild einer Reihenschaltung (Quelle: Eigene Darstellung)
Merke: In der Reihenschaltung ist der Strom an jeder Stelle gleich, aber die Spannungen verhalten sich wie die Widerstände.

Abb. 380: Lampen in Reihenschaltung (Quelle: Eigene Darstellung)
Lampe 1: U = L x R
U = 0,09 A x 15 Ω= 1,35 V
Lampe 2: U = L x R
U = 0,09 A x 10 Ω= 0,9 V
Lampe 3: U = L x R
U = 0,09 A x 25 Ω= 2,25 V
U (Gesamt) = U1 + U2 + U3= 1,35 V + 0,9 V + 2,25 V = 4,5 V
- Zum Verfassen von Kommentaren bitte anmelden.
4.6.7.2 Die Parallelschaltung
Das Bild zeigt eine Parallelschaltung von Glühlampen. Der Minuspol der Batterie liegt am Lötpunkt beider Lampen, der Pluspol liegt am Gewinde der Lampen. Somit liegt die volle Batteriespannung von 4,5 Volt an den Lampen A und B.

Abb. 381: Lampen in Parallelschaltung und Schaltbild (Quelle: Eigene Darstellung)
Bei dieser Schaltungsart treten Teilströme auf, aber die Spannung bleibt an den Verbrauchern gleich. Darum ist dies die übliche Schaltungsart von elektrischen Verbrauchern.
Merke: In der Parallelschaltung liegt an jedem Verbraucher die gleiche Spannung; und es treten Teilströme, deren Größe von den Widerständen abhängt, auf.

Abb. 382: drei Lampen in Parallelschaltung (Quelle: Eigene Darstellung)
Beispiel:
I1 = U : R₁
= 4,5 V : 15 Ω= 0,3 A
I₂ = U : R₂
= 4,5 V : 10 Ω= 0,45 A
I₃ = U : R₃
= 4,5 V : 25 Ω= 0,18 A
Der Gesamtstrom Iges = I₁ + I₂ + I₃ = 0,93 A
- Zum Verfassen von Kommentaren bitte anmelden.
4.6.8 Dreiphasenwechselstrom (Drehstrom)
Im Generator sind drei Wicklungen versetzt um 120° angebracht. Bei Drehung des Läufers, der ein Magnet mit Nord- und Südpol ist, wird in jeder Spule eine gleich große Wechselspannung erzeugt. Diese Spannungen sind jedoch zeitlich um 120° verschoben.

Abb. 383: zeitliche Folge der induzierten Wechselspannungen und Anordnung der Wicklungen
(Quelle: Eigene Darstellung)
Die drei um 120° versetzten Wicklungen werden so einseitig zusammengeschaltet, dass ein Vierleiternetz mit zwei Spannungsgrößen entsteht.
Abb. 384
Abb. 385: Fünfpolige Leitung, Farbkennung und Verbraucher (Quelle: Eigene Darstellung)
Alle Angaben ohne Gewähr. Wer ohne spezielle Ausbildung an Starkstrom arbeitet, begibt sich in Lebensgefahr! Im Betrieb ist für alle Arbeiten am Stromnetz ein Elektriker heranzuziehen!
Elektrische Leistung
Leistung P (in W = Watt)
P = U x I bei Gleichstrom
P = U x I x cos μ bei Wechselstrom
P = U x I x cos μ x 1,73 bei Dreiphasenwechselstrom
cos μ = Leistungsfaktor, er berücksichtigt die Phasenverschiebung zwischen Spannung und Strom
1,73 = 3 - Verkettungsfaktor, er ist bedingt durch das Zusammenwirken der phasenverschobenen Ströme in den drei Außenleitern L1, L2 und L3
Elektrische Arbeit
Die elektrische Arbeit W ist das Produkt aus elektrischer Leistung P und Zeit t.
W = P x t
- Zum Verfassen von Kommentaren bitte anmelden.
4.6.9 Schutzklassen und Schutzmaßnahmen

Abb. 386: IP-Schutzklassen. Die Abkürzung steht für „International Protection“. (Quelle: Eigene Darstellung)

Abb. 387: IP-Schutzarten – Bildzeichen. Die IP-Schutzarten von Leuchten, Wärmegeräten und Elektrowerkzeugen können auch durch Bildzeichen angegeben werden. (Quelle: Eigene Darstellung)
Schutzklassen elektrischer Geräte
Elektrische Geräte werden zusätzlich in Schutzklassen eingeteilt. Sie geben Schutzmaßnahmen an, die gegen direktes und bei indirektem Berühren zu treffen sind. Man unterscheidet die Schutzklassen I, II und III.

Abb. 388: Geräteschutzklassen (Quelle: Eigene Darstellung)
Schutzmaßnahmen gegen elektrische Unfälle
In Netzen ab 50 V gegen Erde müssen Maßnahmen zum Schutz gegen zu hohe Berührungsspannungen getroffen werden. Unter Berührungsspannung versteht man die Spannung, die zwischen dem Gehäuse eines Gerätes und dem Fußboden von Menschen überbrückt werden kann. Der wirksamste Schutz gegen das Auftreten zu hoher Berührungsspannungen sind zuverlässig gebaute Geräte und Leitungen, die das VDE-Zeichen tragen. Der VDE, Verband der Elektrotechnik Elektronik Informationstechnik e.V., ist ein technisch-wissenschaftlicher Verband. Er ist zuständig für Wissenschaft, Normung und Produktprüfung.

Abb. 389: VDE-Prüfsiegel ist ein Ausweis für elektrische Sicherheit (Quelle: VDE)
Das reicht aber nicht aus, um über längere Zeit hinweg einen wirksamen Schutz zu erreichen. Durch die verschiedensten Einflüsse – wie mechanische Beschädigung, Alterung, Feuchtigkeit – können Isolati-onsfehler und damit gefährliche Berührungsspannungen auftreten.
Die wichtigsten Schutzmaßnahmen
Die Schutzmaßnahmen ohne Schutzleiter verhindern das Zustandekommen einer gefährlichen Berührungsspannung. Dazu gehören: Schutzkleinspannung, Schutzisolierung und Schutztrennung.
Schutzkleinspannung
Unter Schutzkleinspannung versteht man Nennspannungen bis maximal 42 V. Kleinspannungen sind verbindlich vorgeschrieben für Elektrospielzeug (bis 24 V), für Handleuchten, die in Kesseln verwandt werden (bis 42 V), für Geräte zur Tierbehandlung (bis 24 V). Die Kleinspannung muss sicher erzeugt werden durch Schutztransformatoren, Akkus oder galvanische Elemente (Batterien).
Schutzisolierung
Schutzisolierte Geräte haben außer der Isolierung des Betriebsstromkreises eine zweite Isolierung, die den ganzen elektrischen Teil umhüllt und meist aus Kunststoff hergestellt ist. Die Schutzisolierung wird angewandt bei Elektrowerkzeugen, Haushaltsgeräten, Radio- und Fernsehgeräten, kleinen Motoren, Schaltgeräten und Verteilungskästen.

Abb. 390: Schutzisolierung (Quelle: Eigene Darstellung)
Schutztrennung
Bei Schutztrennung wird der Stromkreis des Verbrauchers durch einen Trenntransformator vom speisenden Netz elektrisch getrennt. Das Gehäuse des Verbrauchers kann damit keine Spannung gegen Erde annehmen. Der Trenntrafo darf sekundärseitig nicht geerdet und es darf auch nur ein Verbraucher angeschlossen werden. Angewandt wird diese Schutzmaßnahme bei Elektrorasierern, Elektrowerkzeugen, Betonrüttlern und Nassschleifmaschinen.

Abb. 391: Schutztrennung (Quelle: Eigene Darstellung)
Die Schutzmaßnahmen mit Schutzleiter verhindern das Bestehenbleiben einer gefährlichen Berührungsspannung.
Der Schutzleiter ist ein Leiter, der an den zu schützenden, nicht zum Betriebsstromkreis gehörenden Anlageteilen angeschlossen ist. Er führt im Schadensfall den Fehlerstrom. Der Schutzleiter muss in sei-nem ganzen Verlauf grüngelb gekennzeichnet sein.
Nullung
Die Nullung ist die am weitesten verbreitete Schutzmaßnahrne in der Industrie. Sie erfordert einen geerdeten Sternpunkt des Netztransformators, an den der Schutzleiter angeschlossen wird. Durch Nullung soll erreicht werden, dass jeder Körperschluss (Masseschluss) zum Kurzschluss führt und damit die vorgeschaltete Sicherung anspricht und die Anlage abschaltet.

Abb. 392: Beispiel einer Nullung (Quelle: Eigene Darstellung)
Fehlerstrom (FI) Schutzschaltung
In der Abkürzung FI steht „F“ für „Fehler“. Das „I“ ist das Formelzeichen des elektrischen Stroms. Bei der FI-Schutzschaltung wird der Verbraucher in weniger als 0,2 Sekunden abgeschaltet, wenn eine gefährliche Berührungsspannung auftritt. Der Fehlerstrom fließt über den Schutzleiter zum Erder. Die FI-Schutzschaltung beruht darauf, dass in einem fehlerfreien Leitungssystem die Summe aller Ströme null ist. Durch einen Stromwandler werden alle vom Netz kommenden Leiter (L1, L2, L3, N) geführt. Da die Summe aller Ströme null ist, ist auch die Summe der elektromagnetischen Wirkungen null, und in der Sekundärwicklung des Stromwandlers kommt kein Strom zum Fließen. Fließt jedoch infolge eines Körperschlusses oder Erdschlusses ein Fehlerstrom über den Schutzleiter direkt zur Erde ab, so ist im Wandler die Summe der Ströme nicht mehr null – und es wird in der Sekundärwicklung ein Strom induziert, der die Auslassung des Schalters veranlasst. Es gibt FI-Schutzschalter, die bei einem Fehlerstrom von 0,03 - 0,3 - 0,5 - 1 A auslösen.

Abb. 393: Schaltschema einer Fehlerstromschutzschaltung (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
LF 5: Werkzeuge herstellen und vorbereiten
- Zum Verfassen von Kommentaren bitte anmelden.
5.1 Der industrielle Herstellungsprozess einer Faltschachtel
Die industrielle Herstellung von Packmitteln aus Kartonage oder Wellpappe erfolgt prinzipiell in den Arbeitsschritten (vgl. auch Abbildung 13 auf S. 16 vom Band 1) Drucken – Stanzen – Kleben.
Als Ausgangswerkstoff werden hier zunächst flache Kartonagenbögen angenommen.

Abb. 5.1.1: Druckprozess, Bedrucken der rohen („weißen“) Kartonbögen mit dem spezifischen Druckbild für die spätere Verpackung (Quelle: Eigene Darstellung)
Das Stanzen trennt die Kartonbögen in die einzelnen Zuschnitte (Nutzen) auf. Es erfolgt auch das Rillen des Kartons an der später gewünschten Faltlinie und eventuell weitere Bearbeitungen wie das Prägen oder Ritzen.

Abb. 5.1.2: Trennen der bedruckten Kartonbögen in die einzelnen Zuschnitte durch den Stanzprozess
(Quelle: Eigene Darstellung)
Die Maschinen bezeichnet man insbesondere bei der vollautomatischen Bearbeitung als Stanzautomaten. Sie sind ausgerüstet mit einem Stanztiegel, in welchen die Stanzformen eingebaut werden, und können auch weitere Funktionseinheiten enthalten – zur Entfernung der Abfallteile im Karton und zum Abtrennen der Nutzen untereinander.

Abb. 5.1.3: schematische Darstellung eines Stanzautomaten mit den Funktionseinheiten Stanztiegel, Ausbrecheinheit und Nutzentrennen (Quelle: Eigene Darstellung)
Nach dem Stanzen werden die Zuschnitte in die Klebemaschine eingelegt, dort werden die Packmittel geklebt und gefaltet. Klebemaschinen bringen den Klebstoff auf, falten die Nutzen an den Faltlinien und pressen die Klebestellen, bis der Klebstoff ausgehärtet ist.

Abb. 5.1.4: Klebemaschine (Quelle: © Bobst 2015)

Abb. 5.1.5: Klebemaschine in schematischer Darstellung (Quelle: © Bobst 2015)
Die Klebemaschine transportiert die Zuschnitte nacheinander durch die gesamte Maschinenlänge, während des Durchlaufes erfolgen das Aufbringen von Leim am Kleberand, das Umlegen der Faltschachteln an den Faltlinien und das Anpressen, während der Klebstoff aushärtet, um eine feste Klebestelle zu erzeugen.

Abb. 5.1.6: schematische Darstellung des Klebevorganges (Quelle: Eigene Darstellung)
Nach dem Kleben erfolgt üblicherweise der Versand der flachliegenden Zuschnitte zum Abnehmer. Dort werden an Abpackautomaten die Konsumgüter eingefüllt – zum Beispiel Kosmetika, Arzneimittel oder Lebensmittel.
Die dargestellten maschinellen Verarbeitungsschritte können auch miteinander verbunden sein, sodass die Packmittel durchgehend in einer Anlage (Inline-Maschine) bedruckt, gestanzt und geklebt werden.
Videos
- Komplette Vorstellung der Faltschachtel-Klebemaschine Diana Pro 114 - bereitgestellt von Heidelberg.
- Herstellung einer normalen Faltschachtel, bereitgestellt von Heidelberg.
- Herstellung einer Faltbodenschachtel, bereitgestellt von Heidelberg.
- Herstellung einer 4-Punkt-Aufrichteschachtel, bereitgestellt von Heidelberg.
- Herstellung einer 6-Punkt-Aufrichteschachtel, bereitgestellt von Heidelberg.
- Faltschachtel Klebemaschine - Der Anleger, bereitgestellt von Heidelberg.
- Faltschachtel Klebemaschine - Der Leimauftrag, bereitgestellt von Heidelberg.
- Faltschachtel Klebemaschine - Zusatzeinrichtung und Qualitätskontrolle, bereitgestellt von Heidelberg.
- Faltschachtel Klebemaschine - Das Verpacken, bereitgestellt von Heidelberg.
- Zum Verfassen von Kommentaren bitte anmelden.
5.2 Flache Stanzwerkzeuge für Karton und Wellpappe
Eine Stanzform ist in grundlegender Ausführung ein Werkzeug zum Stanzen und Rillen von bedruckten Kartonbögen zur Herstellung von Verpackungszuschnitten.

Abb. 5.2.1: Stanzautomat (Quelle: © Bobst 2015)
Abb. 5.2.2: Stanzform, teilweise gummiert (Quelle: Marbach)

Abb. 5.2.3: Tiegel am Stanzautomat (Quelle: Eigene Darstellung)
Neben den Stanzautomaten finden Stanzformen auch Verwendung auf reinen Stanztiegeln, Schwenkarmstanzen, Zylindermaschinen und Kniehebelpressen.
- Zum Verfassen von Kommentaren bitte anmelden.
5.2.1 Die Bestandteile einer Stanzform

Abb. 5.2.4: Stanzform ohne und mit Gummierung (Quelle: Eigene Darstellung)
Eine Stanzform benötigt immer ein Gegenwerkzeug. Im Allgemeinen handelt es sich um eine ebene Stanzplatte als Ambossfläche für die Stanzlinien, ergänzt durch eventuell notwendige Kanäle als Gegenform für die Rilllinien. In der Verarbeitung von Wellpappe genügt es oftmals, das Material durch die Rilllinien an den gewünschten Rillungen gegen die flache Unterlage einzudrücken. Dagegen benötigen die Rilllinien im Falle der Verarbeitung von Kartonage immer entsprechende Rillkanäle. Dies können Kanäle sein, welche in die Stanzplatte eingefräst werden (= Stanzrillplatte), aufgeklebte flächige Gegenzurichtungen wie Rillma oder einzelne Gegenzurichtestreifen. Nähere Erläuterungen siehe Abschnitte Rilllinie und Gegenzurichtung. Der Stanzprozess läuft wiederholend in folgenden Schritten ab:
• Öffnung der Tiegeleinheit der Maschine (hier gibt es die Varianten der bewegten Ober- und der bewegten Unterplatte),
• Transport des Kartonbogens durch die Tiegeleinheit, im Allgemeinen durch ein Greifersystem,
• Stoppen des Kartonbogens,
• Pressvorgang durch den Stanztiegel und damit Durchführung des Stanzvorganges,
• Öffnung der Tiegeleinheit und
• Weitertransport des gestanzten Bogens.
Die Werkzeuge sind meistens so präpariert, dass der Bogen noch an einigen Haltepunkten zusammenhält, um einen zuverlässigen Transport der Bogen zu gewährleisten.
Tiegel geöffnet, Materialtransport möglich:

Abb. 5.2.5: Tiegel geöffnet, Materialtransport möglich (Quelle: Eigene Darstellung)
Stanzvorgang:

Abb. 5.2.6: Stanzvorgang (Quelle: Eigene Darstellung)
Einordnung als Fertigungsverfahren nach DIN 8580
Das Stanzen des Kartons mit der Schneidlinie entspricht nach DIN 8580 dem Fertigungsverfahren „Trennen“ und in der weiteren Untergliederung nach DIN 8588 dem Zerteilen. Unter dem Begriff Zerteilen fasst man ebenfalls mehrere Verfahren zusammen, von denen das Scherschneiden und das Keilschneiden dem Trennvorgang bei Stanzwerkzeugen entsprechen.
Inbesondere handelt es sich um:
| Keilschneiden | Bei gleichmäßig hohen Schneidlinien, welche parallel den Trennvorgang ausführen. Entspricht dem sehr stark verbreiteten Flachbettstanzen zur Herstellung von Zuschnitten aus Kartonage und Wellpappe. |
| Scherschneiden | Bei Sägezahnlinien, vor allem bei runden Stanzformen, siehe Abschnitt „Rotationswerkzeuge (Holzhalbschalen) |
Das Rillen entspricht nach DIN 8580 dem Fertigungsverfahren „Umformen“, und darunter insbesondere aufgrund der vorherrschenden Druckeinwirkung als Eindrückverfahren nach DIN 8583.
Neben den grundlegenden Bandstahltypen Schneid- und Rilllinie weisen Stanzformen noch weitere Funktionsbauteile wie zum Beispiel Ritzlinien oder Prägestempel auf. Diese werden in den weiteren Ab-schnitten vorgestellt.
Im Allgemeinen haben die Maschinen, in denen die Stanzformen eingesetzt werden, bestimmte Formatgrößen. Für eine wirtschaftliche Produktion versucht man, möglichst viele Verpackungszuschnitte (= Nutzen) aus einem Bogen zu erhalten.
Mehr zum Fertigungsverfahren Umformen gibt es hier:
"Einführung in die Umformtechnik", bereitgestellt von Keyence.
- Zum Verfassen von Kommentaren bitte anmelden.
5.2.2 Die Stanzformträgerplatten
Die Stanzformträgerplatte stellt die Montagegrundplatte dar und sorgt für den Verbund des Werkzeuges.
Die Anforderungen lassen sich wie folgt zusammenfassen:
• mechanische Stabilität, genügend Festigkeit, sicherer Zusammenhalt der eingebauten Bandstahllinien insbesondere beim Stanz-prozess,
• Verarbeitungsmöglichkeit (über spanende Bearbeitung oder über Strahlwerkzeuge wie Laser- oder Wasserstrahlmaschinen),
• Lagermöglichkeit,
• ergonomische Gesichtspunkte, niedriges Gewicht sowie
• ökologische Gesichtspunkte: Herstellung aus nachwachsenden Rohstoffen, recycelbar.
Die Trägerplatte einer Stanzform kann aus den verschiedensten Materialien bestehen und wird dementsprechend auch anders bearbeitet.
Es gibt folgende Arten von Stanzformträgerplatten zur Auswahl: (siehe nächstes Kapitel)
- Zum Verfassen von Kommentaren bitte anmelden.
5.2.2.1 Holzträgerplatten
Multiplex, Kunststoff, Verbundmaterialien, Stahl, Aluminium – Stanzformträgerplatten können aus sehr unterschiedlichen Materialien gebaut werden. Meist kommt aus Kosten- und Gewichtsgründen Holz zum Einsatz.
Holzträgerplatten bestehen hauptsächlich aus mehrfach verleimtem Multiplexholz (Birke/Buche) – bei Karton meistens mit einer Dicke von 18 mm, bei Wellpappe mit einer Dicke von 15 mm, sodass die Linien etwa um 6 mm beziehungsweise 9 mm herausragen. In der Etikettenindustrie findet Flugzeugholz mit einer Stärke von 10 mm seine Anwendung.
Holz ist hygroskopisch und verändert sich je nach Umfeld, daher sind Holzträgerplatten materialbedingten Toleranzen unterworfen.Toleranzen bis zu +- 0,7 mm auf einem Meter sind möglich.
Holz als Naturwerkstoff hat unterschiedliche physikalische und mechanische Eigenschaften sowie Kennwerte längs oder quer zur Faserrichtung.
Holz reagiert prinzipiell auf Klimaänderung durch
• Längenausdehnung (Quellen) bei zunehmender Feuchtigkeit, Längenkürzung (Schwinden) bei Trocknung.
• Längenausdehnung bei zunehmender Temperatur wie alle technischen Werkstoffe über den spezifischen Längenausdehnungskoeffizienten.
Im Allgemeinen geht eine Temperaturzunahme mit einer Trocknung einher, sodass sich beide Effekte teilweise kompensieren. Beide Effekte treten in Faserrichtung weniger stark in Erscheinung als quer zur Faser. Für eine optimale Beständigkeit gegenüber Klimaänderung, und um eine hohe mechanische Steifigkeit zu erreichen, verwendet man kreuzweise verleimtes Schichtholz. Um den Feuchtigkeitsaustausch des Holzes zu minimieren, werden die Oberflächen lackiert.

Abb. 5.2.7: schematischer Aufbau einer Multiplexplatte aus querverleimten Furnierschichten
(Quelle: Eigene Darstellung)

Abb. 5.2.8: lasergeschnittene Multiplex-Trägerplatte (Quelle: Eigene Darstellung)
Das Schneiden der Holzträgerplatten (Außenmaße und Schlitze für die später eingebauten Bandstahllinien) erfolgt auf Lasermaschinen. Weitere Erläuterung hierzu siehe Kapitel „5.5.2 Das Lasern der Stanzkontur“.
Bei einer Holz-Trägerplatte lassen sich die eingebauten Schneidlinien rund drei- bis fünfmal erneuern. Die Neu-Bemesserung führt man bei abgenutzten Schneidlinien durch.
- Zum Verfassen von Kommentaren bitte anmelden.
5.2.2.2 Duramar-Trägerplatten
Duramar-Trägerplatten bestehen aus glasfaserverstärktem Kunststoff. Gegenüber Holz sind sie unempfindlich gegenüber Feuchtigkeit und insgesamt etwas formstabiler. Jedoch ist das Material teurer und die Verarbeitung der Werkzeuge aufwendiger, sodass die Kosten höher sind.
Die eingebauten Schneidlinien lassen sich gegenüber der Holzform aber öfter austauschen, sodass sie vor allem bei Stanzaufträgen mit hohen Auflagen verwendet werden.

Abb. 5.2.9: Duramar-Trägerplatte (Quelle: Eigene Darstellung)
Die Stanzkonturen werden hierbei mittels einer Wasserstrahlschneidanlage in die Trägerplatte geschnitten.
- Zum Verfassen von Kommentaren bitte anmelden.
5.2.2.3 Sandwich-Trägerplatten
Sandwich-Trägerplatten bestehen aus zwei Stahlplatten, in die mit Hilfe des Lasers die Stanzkontur eingelasert wird. Beide Stahlplatten werden mit Distanzbolzen passgerecht übereinander montiert.
Anschließend wird der Hohlraum mit Gießharz ausgegossen und ausgehärtet. Damit die Zwischenräume für die Linien frei bleiben, setzt man vor dem Ausgießen beschichteten Bandstahl ein, an denen das Gießharz nicht haftet. Nach dem Aushärten des Harzes werden diese wieder entnommen und erst danach wird die Trägerplatte mit den „richtigen“ Linien bestückt. Die Sandwich-Trägerplatten bieten eine optimale Maßstabilität und eine extrem lange Standzeit. Wie bei der Duramar-Trägerplatte lassen sich bei der Sandwich-Platte die Schneidlinien öfter auswechseln als bei Holz (ca. 10 Mal).
Die Kosten sind allerdings noch höher, sodass anstelle der Sandwich-Form vermehrt die Duramar-Form, bei Bedarf mit zusätzlichen Blechlagen zur Erhöhung der Stabilität, zum Einsatz kommt.
Abb. 5.2.10: Sandwich-Trägerplatte (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
5.2.2.4 Metallstanzformen
Es gibt (Voll-)Metallstanzformen aus Aluminium (für technische Teile wie Displays, Kunststoff-Tiefziehteile, Thermoformen), Stahl- und Messingformen (für Etiketten und Schilder). Hierbei werden die Konturlinien an einer Wasserstrahlschneidanlage geschnitten. Trotz der vielen hochpräzisen Trägerplatten, die höhere Maßstabilitäten als Holzträgerplatten versprechen, kommen überwiegend Holzträgerplatten zum Einsatz.
Insbesondere die Metallstanzform wäre in der Größe, wie sie für Verpackungsproduktion notwendig wäre, zu teuer und zu schwer.

Abb. 5.2.11: Metallstanzform (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
5.3 Schneidlinientypen
Schneidlinien sind in vielen verschiedenen Varianten erhältlich – zum Beispiel mit doppelseitiger Fase, mit einseitiger Fase, mit Facettenschliff, mit einseitigem Facettenschliff, mit geschabten, geschliffenen, polierten, beschichteten Schneidlinien und vielem mehr. Die Fase ist eine abgeschrägte Fläche, die an einer Werkstückkante erzeugt wird.
Schneiden können je nach Anwendung sehr unterschiedlich geformt sein. Form beeinflussend sind zum Beispiel die erforderlichen Drücke und die zu schneidenden Materialdicken. Die folgende Tabelle stellt eine Übersicht über die hauptsächlich verwendeten Schneidenformen dar:


Abb. 5.3.1: Anwendungen sowie Vor- und Nachteile verschiedener Schneidenformen (Quelle: Eigene Darstellung)
Die Auswahl oder Festlegung der zu verwendenden Schneidlinie erfolgt im Einzelfall meistens nach Erfahrungswerten, insbesondere bei Abweichungen von der Schneidlinie mit doppelseitiger Fase und Schneidenwinkel 54°.
- Zum Verfassen von Kommentaren bitte anmelden.
5.3.1 Erläuterungen zum Stanzvorgang und Anforderungen an Schneidlinien
Der technisch-physikalische Vorgang des Stanzens lässt sich mit der Darstellung des Stanzdruckes in den einzelnen Phasen erklären:

Abb. 5.3.2: einzelne Phasen des Stanzdrucks (Quelle: Eigene Darstellung)
Das Diagramm kann den Vorgang nur qualitativ darstellen, da viele Parameter den Stanzprozess beeinflussen, hauptsächlich die Materialeigenschaften und die Geometrie der Schneidlinie. Als Richtwert für das Stanzen von zum Beispiel Chromokarton, ca. 250 – 350 gr., mit einer neuwertigen und damit scharfen Schneidlinie, gilt ein Stanzdruck von rund 35 kg/cm.
Die ideale Maschinenzustellung und Belastungen an Schneidlinien durch Überlast
Beim Flachbett-Stanzen ist es notwendig, dass die Schneidlinie auf der Gegenstanzplatte aufsitzt. Nur so lassen sich saubere Schnittkanten am Stanzgut erzielen.
Den Stanzvorgang versucht man am Anfang von Bereich 4 durchzuführen. Hier sitzt die Schneidlinie gerade an der Gegenstanzplatte auf. Jede weitere Zustellung am Stanztiegel führt zu einer deutlichen Erhöhung des Druckes auf die Schneidlinie; dies kann insbesondere bei der Schneidenspitze zu einer Überlastung führen. Die Überlastung bewirkt an der Spitze eine Beschädigung als plastische Verformung (Abstumpfung) oder einen teilweisen Materialabbruch.
Beide Effekte führen zu einem schlechten bis unbrauchbaren Stanzergebnis. Es bilden sich sogenannte Stanzhaare – aus der Schnittfläche herausragende Fasern.

Abb. 5.3.3: schematische Darstellung einer Überlast und einer dadurch hervorgerufenen abgestumpften und abgebrochenen Spitze (Quelle: Eigene Darstellung)
Zurichtung
Nun handelt es sich bei einer Flachbett-Stanzform um ein flächiges Werkzeug und alle Schneidlinien treffen theoretisch zum gleichen Zeitpunkt auf die Gegenstanzplatte.
Doch auch Schneidlinien weisen – wie alle technisch herzustellenden Produkte – Toleranzen auf. Hinzu kommen noch Unebenheiten und thermische Maßänderungen im Stanztiegel. Auf diese Weise gibt es im praktischen Vorgang des Stanzens immer Zonen, in denen einige Schneidlinien bereits das Stanzgut durchgestanzt haben und auf die Gegenstanzplatte treffen, während in anderen Bereichen noch keine komplette Stanzung erreicht worden ist. Um Toleranzen von Schneidlinien sowie Unebenheiten und Verformungen des Stanztiegels auszugleichen, werden Schneidlinien mit Zurichtepapier oder -band unterlegt.
Eine weitere Maschinenzustellung führt aber zu einer Überlastung von:
• den Schneidlinien in den Bereichen, welche bereits mit Druck auf der Gegenstanzplatte auftreffen,
• der Gegenstanzplatte (die Schneidlinie gräbt sich ein) und
• der Maschine (eventuell ungleichmäßige Druckverteilung).
Um den Prozess abzustimmen, führt man daher die „Zurichtung“ aus. Dabei unterlegt man diejenigen Schneidlinien, an denen noch keine Stanzung stattgefunden hat.
Mit dieser zusätzlichen Erhöhung gleicht man die Höhenunterschiede in den Schneidlinien und im Stanztiegel aus.

Abb. 5.3.4: Darstellung eines Stanzprozesses bei unebenem Stanztiegel: Die linke Schneidlinie stanzt komplett durch, die rechte dagegen nicht. (Quelle: Eigene Darstellung)
Um die Unebenheiten im Tiegel auszugleichen, ist es notwendig, die rechte Schneidlinie zu unterlegen.

Abb. 5.3.5: Darstellung eines Stanzprozesses mit Zurichtung: Beide Schneidlinien stanzen komplett durch. Rechts oben gelb markiert: das Zurichteband. (Quelle: Eigene Darstellung)
Im Allgemeinen geht man beim Zurichten in zwei 2 Schritten vor:
1. für flächenförmige Unebenheiten mit Zurichtepapier
2. Unterlegen von einzelnen Linien mit streifenförmigem Zurichteband (in verschiedenen Dicken erhältlich)
In der industriellen Produktion ist man aus wirtschaftlichen Gründen bestrebt, diesen Zurichteprozess und damit den Maschinenstillstand möglichst kurz zu halten.
Sobald ein Großteil des Formates ein zufriedenstellendes Stanzbild erreicht, wird man auch versuchen, ein vollständiges Stanzen rein über die Maschinenzustellung und damit über eine Erhöhung des Stanzdruckes zu erreichen. Jede weitere Zustellung führt zu einem Kompressionsdruck auf Schneidlinie und Gegenstanzblech. Zurichten der Schneidlinie durch Unterlegen kostet Zeit und damit Geld. Deshalb wird oft einfach nur der Stanzdruck der Maschine erhöht, sobald ein überwiegend zufriedenstellendes Stanzbild erreicht ist.
➞ In der Praxis müssen Schneidlinien und Gegenstanzplatte hohen Belastungen standhalten!
- Zum Verfassen von Kommentaren bitte anmelden.
5.3.2 Maßbezeichnungen an Bandstahllinien
Die Maßbezeichnungen von Bandstahllinien, insbesondere der Linienbreite, erfolgen meist nach dem typografischen Punkt-System. Dies begründet sich aus der historischen Entwicklung der Bandstahl-werkzeuge: Ausgangspunkt waren geschmiedete Messer für die Verarbeitung von zum Beispiel Leder für die Schuhindustrie. In den 20er-Jahren des vergangenen Jahrhunderts wurden sie auch zunehmend für das Stanzen und Rillen von Kartonagen zur Herstellung von Verpackungen verwendet. Dazu wurden sie in Tiegeldruckpressen (Fläche gegen Fläche) für das Hochdruckverfahren anstelle des Bleisatzes, also der Druckform für den Buchdruck, eingebaut. Hierfür war es notwendig, die Breite und Höhe der Bandstahllinien an die sonst verwendeten austauschbaren Lettern der Druckformen anzupassen. Die Angabe der Letterngröße (Breite und Höhe) erfolgte nach dem Punkt-System, eine aus Frankreich stammende Normierung, bei der die Maße als Vielfaches aus einem einzelnen Punkt-Maß angegeben werden (Typografisches Maßsystem. Ursprünglich als „Point typographique“ bezeichnet; im Sprachschatz deutschsprachiger Typografen auch als „Punkt“ abgekürzt. Hier gibt es mehr Informationen). Für den Punkt wiederum gab es mehrere leicht abweichende Größenangaben, so zum Beispiel den Didot-Punkt mit umgerechnet 0,376 mm.
Bei den Bandstahllinien hat sich folgende Größenzuordnung etabliert:
| Bezeichnung | Liniendicke | Bemerkung |
| 1 Pkt. | 0,5 mm | Bezeichnung „1 Punkt“ gilt teilweise auch für 0,4 mm, dann ist 0,5 mm als 1,5 Pkt. bezeichnet |
| 2 Pkt. | 0,71 mm | |
| 3 Pkt. | 1,05 mm | |
| 4 Pkt. | 1,42 mm | |
| 6 Pkt. | 2,10 mm | Bezeichnung gilt teilweise auch bei 2,00 mm |
| 8 Pkt. | 2,84 mm | Bezeichnung gilt teilweise auch bei 3,00 mm |
Abb. 5.3.6: Größenzuordnungen von Bandstahllinien (Quelle: Eigene Darstellung)
Für die Schrifthöhe legte man zum Beispiel die standardisierte „Pariser Schrifthöhe“ mit 62 2/3 Punkten fest, welche dann umgerechnet 23,56 mm entspricht. Schneidlinien haben beim Flachbett-Stanzen oftmals eine Standardhöhe von 23,8 mm. Daran ist erkennbar, dass man die Abmessungen und das Einheiten-system der Drucklettern übernommen hat.
- Zum Verfassen von Kommentaren bitte anmelden.
5.3.3 Rilllinien und die einzelnen Vorgänge beim Rillen
Die Rilllinien erzeugen unter Druckeinwirkung eine Rillung am flachen Zuschnitt und definieren damit die gewünschte Position der Faltlinie bei der Faltschachtel.
Bei Wellpappe genügt es oftmals, mit der Rilllinie in das Material gegen eine ebene Gegenstanzplatte zu pressen. Bei Kartonage benötigt man hingegen eine kanalförmige Gegenzurichtung zur Erzeugung einer Rillwulst als bleibende Verformung.
Prinzipiell existieren dabei die Verfahren Hohlrillung und Vollrillung: Der Unterschied liegt in der Formgebung der Gegenzurichtung:
• Vollrillung = Anpressung an kompletter Fläche,
• Hohlrillung = Anpressung nur an 2 Kanten.
Industriell gebräuchlich ist hauptsächlich die Hohlrillung. Mit dem Riller wird das Material in eine eckige Vertiefung der Gegenzurichtung gedrückt. Bei Wellpappe reicht es meist aus, das Material gegen eine ebene Gegenstanzplatte zu pressen. Der Variantenreichtum der Rilllinien ist groß.

Abb. 5.3.7: Vollrillung und Hohlrillung (Quelle: Eigene Darstellung)
Im Allgemeinen erfolgt bei Kartonagen das Stanzen und Rillen auf die Druckseite, damit die dabei entstehende Rillwulst für den späteren Faltvorgang auf der Innenseite liegt.

Abb. 5.3.8: Stanz- und Rillvorgang bei Karton auf Außenseite (Quelle: Eigene Darstellung)
Bei Wellpappematerialien verhält es sich im Allgemeinen umgekehrt, hier stanzt und rillt man auf die obenliegende Innenseite.
Wie Schneidlinien gibt es auch Rilllinien in den verschiedensten Ausführungen. Es gibt angefaste Rilllinien, abgeflachte, Rilllinien mit reduzierter Verrundung und viele weitere. Eine Übersicht über die gebräuchlichsten Typen zeigt die nachfolgende Tabelle:

Abb. 5.3.9: gebräuchliche Typen von Rilllinien (Quelle: Eigene Darstellung)
Kopfriller lassen sich leicht gegen Typen mit anderen Kopfmaßen und derselben Grundkörperbreite austauschen. Der Kopfriller hat den Vorteil, dass der für die Rillung notwendige Teil relativ breit ausgeformt ist (wie es für dickere Wellpappe-Materialen notwendig ist), aber in der Trägerplatte nur Schnitte für zum Beispiel 1,42 mm Linien gelasert werden müssen. Auch müssen an den Bandstahlbearbeitungsgeräten wie Ausklinker nur die dünneren Grundkörper bearbeitet werden (Ausklinker = mechanisches Stanzgerät, mit welchem man am Bandstahl die notwendigen Aussparungen herausschneidet – und zwar an den Stellen, an denen in der Trägerplatte Brücken stehen bleiben.). Zudem lässt sich dieser Rillertyp leicht durch einen mit derselben Grundkörperbreite und anderen Kopfabmaßen auswechseln.
Festlegung der Rilllinienhöhe
Ausgehend von der Schneidlinienhöhe ist die Rilllinienhöhe auf die verwendete Gegenzurichtung anzupassen. Im Abschnitt „Gegenzurichtungen“ wird die beispielhafte Berechnung einer Rilllinienhöhe vorgestellt. Im Zweifelsfall oder bei nicht exakt feststehender Stärke des zu verarbeitenden Materials wird die Rilllinienhöhe stets um 0,1 mm niedriger angenommen. Begründung: Zu hohe Rilllinien führen zu Beschädigungen am Karton und/oder der Zurichtung. Eine Kompensation durch Reduzierung des Stanzhubes an der Verarbeitungsmaschine ist im Allgemeinen nicht möglich, da sonst der Druck an der Schneidlinie nicht mehr für den Stanzvorgang ausreicht. Die notwendige Maschinenzustellung ist also durch die Schneidlinien vorgegeben und eine Anpassung der Rilllinienhöhe ist durch Unterlegen der Rilllinien möglich. Zu hohe Rilllinien müssen ausgetauscht werden.
Der Faltvorgang
Die Geometrien von Rilllinie und Gegenzurichtung beeinflussen die Form und damit das Verhalten der Faltlinie am gerillten Material (von Parametern wie Verarbeitungsgeschwindigkeit im Stanzautomaten ab-gesehen).
Bei dem Faltvorgang zeigen sich die Materialeigenschaften des Kartons, insbesondere die mehrschichtige Zusammensetzung aus den Papierlagen, wie folgende Darstellungen zeigen:

Abb. 5.3.10: Phasen der Rillung (Quelle: Eigene Darstellung)
Folgende Übersicht zeigt einige Beispiele und typische Fehler in der Auslegung der Rillgeometrie:

Abb. 5.3.11: Optisches Erscheinungsbild guter und weniger gelungener Rillungen (Quelle: Eigene Darstellung)
Schlechte Rillungen sehen nicht nur optisch wenig ansprechend aus. Sie erfüllen unter Umständen auch wichtige Voraussetzungen für die technische Weiterverarbeitung nicht. Dazu zählt beispielsweise der Biegewiderstand.
Qualitative Beurteilung von Rillungen
Grundsätzlich sollen Rillungen das Falten des Zuschnittes mit entsprechender optischer Qualität und Festigkeit ermöglichen. Darüber hinaus müssen oft bestimmte technische Kennwerte für den Faltvorgang eingehalten werden. Hier geht es insbesondere um die Faktoren, welche den Durchlauf an der Klebemaschine oder Abpack-Maschine beeinflussen. Hierzu zählen vor allem die Kraft, die für das Falten notwendig ist (Biegewiderstand genannt), oder die Rückstellkraft, die nach dem Umfalten ansteht.
Eine Vorgehensweise zur Beurteilung von Rillungen ist beschrieben in der DIN 55437 „Prüfung von Pappe – Rillungen“. Nach dieser Norm bewertet man Rillungen ebenfalls nach der visuellen Erscheinung und nach Kennwerten für den Faltvorgang.
Bei Materialen, für die noch keine Erfahrungswerte vorliegen, empfiehlt es sich, den Biegewiderstand ungerillter und gerillter Proben zu messen. In Anlehnung an die DIN 55437, Teil 3, existieren verschiedene Messgeräte zur Ermittlung des Biegewiderstandes. Üblicherweise werden Proben in bestimmten Größen, abhängig vom Messgerät, aus ungerilltem und gerilltem Karton ausgeschnitten und in das Gerät eingelegt. Der Faltvorgang wird dann über einen Antrieb im Gerät oder manuell ausgeführt. Die Sensorik zeichnet die Kräfte zur Umfaltung auf.

Abb. 5.3.12: Rilltester, Anbieter: Karl Marbach GmbH, Heilbronn (Quelle: Marbach)

Abb. 5.3.13: Aufzeichnung des Biegewiderstandes an Proben eines GC2 Kartons (Quelle: Eigene Darstellung)
1: ungerillt, quer zur Faser
2: ungerillt, längs zur Faser
3: gerillt, quer zur Faser
4: gerillt, längs zur Faser
Durch Aufzeichnung von Messkurven mehrerer Faltproben, welche mit unterschiedlichen Rillparametern erstellt wurden (Rilllinienbreite, Kanalbreite, Kanalform usw.), lassen sich so die quantitativen Unter-schiede feststellen. Dieses Verfahren dient auch der Analyse von eventuell fehlerhaften Rillungen. Es empfiehlt sich auch, bei neuen Materialien wenn noch keine Erfahrungswerte vorliegen. Ergänzend noch ein Beispiel einer Faltschachtel mit einer guten Rillung (optimal ausgebildeter Rillwulst und geradlinige Kantenprägung).

Abbildungen 5.3.14 und 5.3.15: Quelle: Eigene Darstellung
Die Notwendigkeit der Verwendung einer Gegenzurichtung zeigt das folgende negative Beispiel: Hier wurde der Karton lediglich in eine Gummiunterlage gepresst. Dabei entstehen keine definierten Rillkanten. Eine auf diese Weise produzierte Faltschachtel lässt sich nur für Entwicklungszwecke verwenden, es handelt sich um keine industriell verwendbare Qualität, weder von den technischen Rillwerten her noch von optischen Ansprüchen.

Abbildungen 5.3.16 und 5.3.17: Quelle: Eigene Darstellung
- Zum Verfassen von Kommentaren bitte anmelden.
5.3.4 Weitere Bandstahllinien
5.3.4.1 Ritzlinien
Ritzlinien dringen in das Material ein, ohne es ganz zu durchtrennen – sie sind daher niedriger als Schneidlinien, führen aber zu einer Schwächung des Materials. Ritzlinien erzeugen eine scharfe, glatte Biegekante. Das Material lässt sich dadurch mit sehr wenig Kraft sehr exakt falten, aber das Material ist zusätzlich auch geschwächt und Feuchtigkeit kann eindringen. Ritzlinien werden zur Herstellung sehr kleiner Faltschachteln benötigt, wenn Rillzurichtungen nicht mehr möglich sind, oder für die Bearbeitung von Pappe, wenn Rilllinien alleine nicht mehr ausreichen, um eine glatte Faltkante zu erhalten. Häufig werden geritzte Biegekanten auch durch kurze dazwischengestellte Rilllinien unterbrochen, um die verringerte Festigkeit des Materials wieder teilweise auszugleichen. Die Ritztiefe sollte bei dünnem Material (0,25 mm – 0,40 mm) 50 % betragen, bei dickerem Material 66 %. Je nach Materialstärke sind Ritzlinien 0,2 mm niedriger als Schneidlinien. Die Standardhöhe der Ritzlinien für Stanzmaschinen beträgt 23,6 mm.
Ritzlinien werden bei sehr kleinen Faltschachteln angewendet, bei denen es auf sehr scharfe und glatte Biegekanten ankommt. Nachteil: Das Material wird geschwächt. Perforationslinien werden eingesetzt, um eine Biege- oder Trennstelle zu schaffen. Durch Gegenritzlinien entstehen anwenderfreundliche Aufreißlaschen zum Beispiel bei Lebensmittelverpackungen.
- Zum Verfassen von Kommentaren bitte anmelden.
5.3.4.2 Perforationslinien
Perforationslinien dienen zur Vorbereitung einer Biege- oder Trennstelle. Perforationslinien sind Schneidlinien, die in bestimmten Abständen durch eine Lücke unterbrochen sind. Auch diese führen zu einer Schwächung des Materials. Die Angabe der Schnitt-Lücke-Länge ist nach dem grafischen Punktesystem oder in mm vorgenommen. Die Höhe entspricht der Höhe der Schneidlinien.
Perforationslinie
B = Länge der Schneideinheit
A = Länge der Lücke

Abb. 5.3.18: Perforationslinie (Quelle: Eigene Darstellung)
Die Schneide der Perforationslinie hat im Prinzip dieselbe Funktion wie eine kurze Schneidlinie, deshalb ist es notwendig, dass sie über dieselbe Höhe verfügt.Vergleich typische Höhen von Bandstahllinien innerhalb eines Werkzeugs:
• Stanzlinien 23,8 mm
• Perforationslinien 23,8 mm
• Ritzlinien 23,6 mm (- 0,2 mm)
• Rilllinien zum Beispiel 23,2 mm (- 0,6 mm)
- Zum Verfassen von Kommentaren bitte anmelden.
5.3.4.3 Gegenritzlinien
Der Bedarf, eine Kartonverpackung in einem Arbeitsgang auch von der Rückseite zu ritzen, hat zur Entwicklung der Gegenritztechnologie geführt. Die Gegenritztechnik hat ihr Haupteinsatzgebiet in Bereichen, in denen Verpackungen mit geschlossenen, staubdichten Oberflächen gewünscht sind, die sich gleichzeitig anwenderfreundlich aufreißen lassen. Aufgrund ihrer Staubdichtigkeit wird diese Technik vor allem für Lebensmittelverpackungen eingesetzt. Während bei reinen Aufreiß- oder Perforierlinien der Karton an den Schneidsegmenten durchgetrennt wird und von daher das Eindringen von Staub möglich wäre, bleibt die Oberfläche bei der Gegenritztechnologie prinzipiell geschlossen, da die Kartoninnenseite angeritzt wird. Gegenritzlinien werden nicht auf die Stanzformträgerplatte montiert und treffen deshalb nicht von oben auf den Karton auf. Sie werden vielmehr auf der Gegenzurichtung montiert und ritzen den Karton von der Rückseite an. Es handelt sich dabei um ein Stahlplättchen, aus dem eine Schneidlinie hervorsteht. Dieses Stahlplättchen wird auf die Gegenzurichtung geklebt, während in die Stanzform ein Gegendruckblock eingesetzt wird. Beim Stanzhub wird der Karton von dem Gegendruckblock gegen die Ritzlinie gepresst, wobei das Material von der Rückseite angeritzt wird. Abhängig von der Kartondicke werden die Höhe des Gegendruckblocks in der Stanzform und die Höhe der Gegenritzplättchen in der Gegenzurichtung ausgewählt. In Kombination mit einer (Standard-)Ritzlinie in der Trägerplatte, seitlich versetzt zur Gegenritzlinie, lassen sich so anwendungsfreundliche Aufreißlaschen an Verpackungen herstellen.

Abb. 5.3.19: Gegenritzlinie (Quelle: Eigene Darstellung)

Abb. 5.3.20, 21, 22, 23: Quelle: Eigene Darstellung
- Zum Verfassen von Kommentaren bitte anmelden.
5.3.5 Gummierung
Die Gummierung hat den größten Einfluss auf die Laufeigenschaften und damit auch auf die Laufgeschwindigkeit der Stanzmaschinen. Das Gummieren des Bandstahles hat zwei wesentliche Funktionen:
| 1) Festhaltefunktion | Das zu stanzende Material muss während des Stanzprozesses vom Gummi fest und plan gehalten werden, sodass kein Zug entsteht und der gestanzte Bogen speziell im Haltepunktbereich nicht vorzeitig zerstört wird. |
| 2) Auswerferfunktion | Das zu stanzende Material muss nach dem Stanzprozess von den Bandstahllinien abgestreift und ausgeworfen werden. |
Auf beiden Seiten der Schneidlinien werden Gummistreifen, etwa 1,5 mm höher als die Schneidlinie und in einem Abstand von ca. 1 mm, auf die Trägerplatte geklebt. Damit erfüllt die Gummierung als nützlichen Nebeneffekt auch eine Schutzfunktion vor Verletzung für den Anwender bei der Handhabung der Stanzform. Allerdings darf man sich nie auf diese Schutzfunktion verlassen (man muss davon ausgehen, dass die Gummierung nicht ausreicht, und sollte Stanzformen nur mit Schnittschutzhandschuhen anfassen).
Entsprechend ihren unterschiedlichen Aufgaben gibt es eine ganze Palette verschiedenartiger Gummisorten. Diese unterscheiden sich nach Material, Härte, Springfreudigkeit und Form. Für die Gummierung werden Moosgummi, Zellgummi, Vulkollan und Kork verwendet.
Zellkautschuk, auch Zellgummi genannt, wird zum Abdichten von Spalten, Türen, Fenstern und Tore sowie zum Weichlagern von Teilen und als Belag auf Tischen, Böden, Fächer etc. verwendet.
Für alle nutzentrennenden Messer wird Profilgummi verwendet, der zusätzlich die Haltepunkte entlastet. Dies gelingt über die spezielle Formgebung des Gummis: Bei Komprimierung, also beim Stanzvorgang, übt der Gummi eine Schubkraft auf den Karton in Richtung der Schneidlinie aus. Sie wirkt somit entgegen der von der Schneidlinie ausgehenden seitlichen Schubkraft, welche aufgrund der keilförmigen Schneidenform entsteht. Die Kompensation dieser Kraft ist notwendig, um ein Abreißen der Haltepunkte am Stanzgut zu vermeiden.

Abb. 5.3.24: Funktion C-Profilgummi, rechts die entgegengesetzte Wirkung des Gummis auf die seitliche „Keilwirkung“ der Schneidlinie (Quelle: Eigene Darstellung)
Die Härte von Gummimaterialien gibt man in der Shore-Härteskala an. Die Shore-Härte, benannt nach Albert F. Shore, ist eine Kennzahl, die vorwiegend für Elastomere und gummielastische Polymere eingesetzt wird. Auf Basis der Eindringtiefe wird die Werkstoffhärte gemessen. Mehr Informationen: http://wiki.polymerservice-merseburg.de/index.php/Shore-Härte
Härte für Werkstoffe im Allgemeinen ist definiert als Widerstand gegen Eindringen (dieser verhält sich sehr oft proportional zur Festigkeit, dem Widerstand gegen Verformen). Das Messprinzip der Shore-Härte beruht auch darauf, dass die Eindringtiefe von einem Prüfkörper gemessen wird, welcher mit einer bestimmten Kraft auf den Gummi drückt. Man unterscheidet je nach Formgebung des Prüfkörpers und Stärke des Anpressdruckes mehrere einzelne Prüfverfahren. Je nach Material verwendet man:
• Shore A-Härte für Weichgummi sowie
• Shore C- und D-Härte für Elastomere und auch weiche Thermoplaste.
Die Härte der Gummimaterialien für Stanzformen bezeichnet man ebenfalls in der Shore A-Einheit. Die Skala reicht von 0 (sehr weich) bis 100 (sehr hart, kein Eindringen des Prüfkörpers messbar). Je nach zu bearbeitendem Material gibt es eine große Vielfalt von Materialien und Härtegraden nach Shore. Nachfolgend eine Übersicht über die gebräuchlichsten Gummimaterialien mit Angabe der Shore-Härte und der Funktion des Gummis an der Stanzform.

Abb. 5.3.25: Gummisorten Plattenware, Verwendung bei Kartonage (Quelle: Eigene Darstellung)

Abb. 5.3.26: Gummiprofile, Verwendung bei Kartonage (Quelle: Eigene Darstellung)

Abb. 5.3.27: Gummisorten Plattenware, Verwendung bei Wellpappe (Quelle: Eigene Darstellung)

Abb. 5.3.28: Gummiprofile, Verwendung bei Wellpappe (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
5.3.6 Gegenzurichtung
Bei der Verarbeitung von Kartonage bedingt die Verwendung von Rilllinien immer eine Gegenzurichtung, auf der sich Rillkanäle befinden. Diese dienen zur Herstellung eines Rillprofils, in das die Rilllinie beim Stanzvorgang eindringt, den dazwischenliegenden Karton verformt und somit eine exakte Biegekante vorbereitet.Verwendet werden mehrere Zurichtearten. Welche Auswahl getroffen wird, hängt davon ab, ob einfache Einzelnutzen mit kleiner Auflage am Stanztiegel oder große Auflagen auf Stanzmaschinen verarbeitet werden. Weitere Entscheidungskriterien sind die Qualität des zu verarbeitenden Materials, die Kompliziertheit des Packmittels und nicht zuletzt die maschinelle Einrichtung des Betriebes. Auf dem Markt werden folgende Arten von Gegenzurichtungen eingesetzt:
a) Kanalfertignuten
Kanalfertignuten sind selbstklebende Zurichtestreifen mit aufgeklebten Kanalrichtstreifen, die auf die Rilllinien aufgesteckt und so auf die Zurichteplatte übertragen werden. Sie ermöglichen ein schnelles Zurichten und werden hauptsächlich für kleinere Auflagen mit einer geringen Nutzenanzahl verwendet, da sie sehr weich und daher nicht sehr haltbar sind. Die Zurichtestreifen sind in verschiedenen Nutenbreiten erhältlich. Mit Spezialscheren kann man die benötigten Längen abschneiden und gleichzeitig auf Gehrung schleifen. Im Bereich der Wellpappenverarbeitung haben Kanalfertignuten nahezu 100 Prozent Marktanteil, finden jedoch im Bereich der Kartonage immer weniger Anwendung.

Abb. 5.3.29: Kanalfertignuten der Firma Cito, jeweils bestehend aus Leitstreifen, Rillkanal und Trägerpapier (Quelle: Eigene Darstellung)
Vorgehensweise bei dem Einbau/Einrichten der Kanalfertignuten:

Abb. 5.3.30: So werden Kanalfertignuten eingebaut. (Quelle: Eigene Darstellung)
b) Rillma®-Fertigmatrizen
Kanalfertignuten mit selbstklebenden Zurichtestreifen werden hauptsächlich bei kleineren Nutzenzahlen verwendet, da sie weich und damit wenig haltbar sind. Rillma®-Fertigmatrizen haben aktuell den größten Marktanteil. Sie bestehen aus Messing, Vetronit oder Pertinax. Der nachfolgende Abschnitt informiert, wie man sie richtig einsetzt.
Die Rillma®-Gegenzurichtung besitzt derzeit den höchsten Marktanteil und ist in verschiedenen Materialien wie Pertinax, Vetronit und Messing erhältlich. Auf der Rückseite ist die Gegenzurichtung mit einer Klebefolie versehen. Prinzipiell hat man zu jedem Nutzen auf Stanzform eine einzelne Matrize. Für den Stanzvorgang werden die Zurichtungen mittels Passerstiften auf die Stanzform montiert, die Klebefolie entfernt und während des ersten Stanzvorganges auf die Stanzplatte übertragen. Sie sind dadurch optimal zum Nutzen ausgerichtet. Die Gegenzurichtung ist im Bereich der Schneidlinie ausgespart. Mit numerisch gesteuerten Fräsmaschinen können diese Einzelnutzen-Gegenzurichtungen (Teilmatrizen) nach dem Stanzform-CAD-Programm gefräst werden. Die Fräsmaschine ist mit Hochfrequenzspindeln ausgerüstet, deren Fräswerkzeuge je nach Kanalbreite einfach auswechselbar sind.
Beispielrechnung zur Festlegung von Rilllinienhöhe und Kanaltiefe:
Kartonbogen mit Dicke d = 0,4 mm
Als Standard sollte eine Stanzlinie mit Höhe = 23,8 mm vorgegeben werden.
Berechnung der Kanaltiefe: Um eine optimale Rillausbildung zu erlangen, darf das Kartonmaterial im Rillkanal nicht gequetscht werden. Die Rillkanaltiefe sollte daher immer die Kartondicke (Kaliber) übertreffen – man rechnet zur Kartondicke + 0,1 mm hinzu.
Also Kanaltiefe = Kartondicke + 0,1 mm, in dem Fall also= 0,4 mm + 0,1 mm = 0,5 mm
Auswahl Rillma: Es lässt sich eine Rillma mit Höhe 0,6 mm verwenden, wobei im Bereich des Rillkanals die Reststärke von 0,6 – 0,5 = 0,1 mm verbleibt. Aus diesen Angaben lässt sich die notwendige Höhe der Rilllinie berechnen nach:
Schneidlinienhöhe 23,8 mm
abzüglich Rillkanaltiefe - 0,5 mm
abzüglich Reststärke - 0,1 mm
Ergibt Höhe der Rilllinie 23,2 mm
Berechnung der Rillkanalbreite:
Die Rillkanalbreite ist abhängig von der Materialdicke und der Rilllinienstärke. Generell gilt folgende Faustformel:
Materialdicke x 1,5 + Rilllinienstärke = Rillkanalbreite
Beispiel:
Bei 2-Pkt Rilllinie und Kartondicke 0,4 mm ergibt sich daraus die Rillkanalbreite = 0,4 mm x 1,5 + 0,71 = 1,31 mm ~ 1,3 mm
Gegen den Faserlauf werden immer 0,1 mm in der Kanalbreite zugegeben.

Abb. 5.3.31: verschiedene Materialien für Rillma®-Fertigmatrizen (Quelle: Eigene Darstellung)
c) Stanzrillplatten
Als Stanzrillplatte bezeichnet man eine Gegenstanzplatte mit integrierten Rillkanälen. Sie beinhaltet also die Funktionen „Stanzfläche für die Schneidlinien“ und gleichzeitig die der Gegenzurichtung. Stanzrillplatten verfügen über die höchste Qualität aller Gegenzurichtungsarten und werden bei hochwertigen Verpackungen oder bei großer Auflagenhöhe eingesetzt. Sie sind in beliebigen Härtegraden erhältlich. Grundsätzlich gilt im Bezug auf die Härte: Je härter, desto teurer, aber desto haltbarer. Die Rillkanäle werden entweder in die Stanzrillplatten erodiert oder gefräst. Stanzrillplatten versprechen absolute Maßhaltigkeit und eine sehr hohe Auflagenfestigkeit.

Abb. 5.3.32: Stanzrillplatte (Quelle: Eigene Darstellung)
Als weiteren Vorteil erlaubt die Verwendung einer Stanzrillplatte einen flacheren, gleichmäßigeren Bogendurchlauf als bei einer Rillma®-Matrize, vergleiche nachstehende Grafik.
1) bei Verwendung einer Stanzrillplatte

Gleichmäßiger, fast ebener Bogendurchlauf. Daher fast keine Spannung auf dem Kartonmaterial. Keinerlei Gefahr von Druckstellen durch die Gummierung.
2) bei Verwendung von Rillma®-Matrizen

Unruhiger Bogendurchlauf, da der Höhenunterschied zur Rillma®-Matrize überwunden werden muss. Sehr große Gefahr von Druckstellen durch die Gummierung.
Abb. 5.3.33: Vergleich des Bogendurchlaufs bei Verwendung einer Rillma®-Matrize gegenüber einer Stanzrillplatte (Quelle: Eigene Darstellung)
d) marbagrid®-Gegenzurichtung
Die marbagrid®-Gegenzurichtung ist eine preisgünstige Alternative zur Stanzrillplatte. Der Rillkanal wird bei der marbagrid®-Gegenzurichtung komplett mittels Laser ausgeschnitten. Es ergibt sich somit ebenfalls eine Stanz- und Rillfläche in einer Ebene. Das Ergebnis ist ein Rillkanal, bei dem die Kanaltiefe der Stanz-plattendicke entspricht.

Abb. 5.3.34: marbagrid®-Gegenzurichtung (Quelle: Eigene Darstellung)

Abb. 5.3.35: Prinzip der marbagrid®-Gegenzurichtung (Quelle: Eigene Darstellung)
Anforderungen an die Genauigkeiten von Gegenzurichtungen
Der Rillprozess besteht im Prinzip aus Rilllinie und Rillkanal – beide Teile müssen dabei zentrisch zueinander orientiert sein. Im Rillprozess muss sehr genau gearbeitet werden. Im Kartonagebereich gelten rund 0,2 mm als maximal zulässige Abweichung. Größere Toleranzen beeinflussen das Rillergebnis negativ, indem unsymmetrische Rillungen oder Beschädigungen entstehen. Diese verdeutlicht folgende Darstellung:

Abb. 5.3.36: Beispielhafte Darstellung außermittige Rillung bei einer Rillmatrize aufgrund eines Versatzes zwischen Rilllinie und Rillkanal (Quelle: Eigene Darstellung)
Um sich die geforderten Toleranzen zu vergegenwärtigen, kann man die Maßänderungen einer Stanzrillplatte – allein durch Temperatureinfluss – ermitteln: Gegenstanzplatten aus Stahl verhalten sich unempfindlich gegenüber Feuchtigkeitsänderung, sie reagieren aber auf Temperaturänderung durch Wärmeausdehnung nach:
∆l = ?₁ · l₁ · ∆t
Mit ∆l Längenausdehnung
?₁ Längenausdehnungskoeffizient (werkstoffspezifisch)
l₁ Anfangslänge
∆t Temperaturänderung
Beispiel: Berechnung der Längenänderung bei einer Gegenstanzplatte im 6er-Format der Druckindustrie bei folgenden Daten:
Abmessungen 1420 x 1020, als Anfangslänge l₁ die längere Seite 1420 mm betrachtet
?₁: 0,000 017  (Stahl, legiert, Daten von Tabellenbuch Metall)
(Stahl, legiert, Daten von Tabellenbuch Metall)
∆t : 5°C (angenommene Temperaturänderung in einer Produktionshalle)
Mit diesen Werten ergibt sich
∆l = 0,000 017 ![]() · 1420 mm · 5°C
· 1420 mm · 5°C
eine Längenausdehnung ∆l von 0,114 mm
Fazit:
Schon bei einem Temperaturunterschied von 5°C dehnt sich eine 1,42 m lange Gegenstanzplatte um 0,1 mm aus. Die Berechnung zeigt also, dass man allein aufgrund von Temperatureinfluss mit Maßabweichungen von rund 0,1 mm rechnen muss. Umso wichtiger ist also ein sorgfältiger und korrekter Einbau von Stanzform und Gegenzurichtung. Die Rillma hat den Vorteil, dass sie beim Ablegen zu jedem einzelnen Nutzen ausgerichtet wird. Die Stanzrillplatte kann technisch mit hoher Genauigkeit hergestellt werden. Wichtig ist dann, dass die Stanzformträgerplatte gegenüber der Stanzrillplatte möglichst wenig durch Temperatur- oder Feuchtigkeitseinflüsse verursachte Maßänderungen erfährt. Idealerweise hat die Trägerplatte die gleiche Wärmeausdehnung wie die Stanzrillplatte. Dies erreicht man am besten bei glasfaserverstärktem Kunststoff. Aus diesem Grund kombiniert man Stanzrillplatten üblicherweise mit Stanzformen auf Duramar-Trägerplatten.
Rillen von Wellpappe ohne Rillkanal
Bei Wellpappe ist oft kein Rillkanal notwendig; die Faltlinien entstehen durch Eindrücken des Materials durch die Rilllinien gegen eine flache Gegenstanzplatte.

Abb. 5.3.37: Rillvorgang bei Wellpappe ohne Gegenzurichtung (Quelle: Eigene Darstellung)
Die notwendige Rilllinienhöhe berechnet man aus der Schneidlinienhöhe und der Dicke des komprimierten Materials.
Beispiel: B-Welle mit Höhe 3,0 mm, komprimiertes Material ca. 0,8 mm (Zur Ermittlung der komprimierten Materialdicke kann man eine Materialprobe manuell zusammendrücken und die Höhe messen, da diese von den eingesetzten Papieren in der Wellpappe abhängt.)
Bei einer Schneidlinienhöhe von 23,8 mm ergibt sich daraus die Rilllinienhöhe nach:
Rilllinienhöhe = 23,8 – 0,8 = 23,0 mm
Zusammenfassung und Vergleich der einzelnen Gegenzurichtungssysteme
Kanalfertignuten haben den niedrigsten Preis, zugleich aber auch die geringste Standzeit sowie Nachteile bei den Rüstzeiten und der Genauigkeit. Am teuersten ist die erodierte Stanzrillplatte. Sie hat dafür eine sehr hohe Standzeit und bietet Vorteile bei Rüstzeiten und Genauigkeit. Welche Systeme angewendet werden, hängt zum einen vom Anspruch an die Verpackung und zum anderen von der Auflage ab.

Abb. 5.3.38: Zusammenfassung und Vergleich der einzelnen Gegenzurichtungssysteme (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
5.4 Druckkraftberechnung
Beim Stanzdruck gibt es je nach Material Erfahrungswerte. Doch um exakte Druckkraftangaben zu erhalten, muss man das zu bearbeitende Material einem Stanztest unterziehen.
Es ist oft sehr wichtig, die für einen Stanzauftrag voraussichtlich benötigte Druckkraft im Vorfeld abschätzen zu können. Hierbei spielen jedoch mehrere Faktoren eine entscheidende Rolle. Bei Veränderung auch nur eines Parameters (Zustand) dieser Faktoren kann sich die Druckkraft deutlich verändern. Folgende Faktoren sind ausschlaggebend:
| 1.) das zu stanzende Material in Bezug auf: | a) Struktur b) Spezifikation c) Flächengewicht d) Faserrichtung e) Feuchte f) Dichte (Festigkeit) |
| 2.) Zustand der Stanzlinien in Bezug auf: | a) Abnutzung (Verschleiß) b) Linienlänge |
| 3.) Art der Gummierung: | a) Auswahl der Gummisorte b) Härte der gewählten Gummiarten |
| 4.) die Gegenstanzplatte: | a) Härte der Gegenstanzplatte b) Zustand (Abnutzung) der Gegenstanzplatte |
| 5.) Art des zu stanzenden Auftrages: | a) mit Prägung b) mit Negativritzung |
Abb. 5.4.1: Übersicht zu berücksichtigender Faktoren bei einem Stanzauftrag (Quelle: Eigene Darstellung)
Um exakte Druckkraftangaben erhalten zu können, ist es notwendig, diese bei einem Stanztest mit dem zu stanzenden Material zu ermitteln. Als Faustregel können jedoch folgende Werte eingesetzt werden, angegeben in Kraft pro Längeneinheit beziehungsweise pro Fläche bei Prägung:
| Chromokarton ca. 250-350 gr | Triplexkarton ca. 250-350 gr | Duplexkartonca. 250-350 gr | einwellige Wellpappe | doppelwellige Wellpappe | |
| Scharfe Schneidlinie in Faserlauf | 35 kg/cm | 38 kg/cm | 40 kg/cm | 44 kg/cm | 54 kg/cm |
| Scharfe Schneidlinie gegen Faserlauf | 37 kg/cm | 41 kg/cm | 44 kg/cm | 48 kg/cm | 58 kg/cm |
| Stumpfe (abgenutzte) Schneidlinie in Faserlauf | 45 kg/cm | 51 kg/cm | 56 kg/cm | 60 kg/cm | 66 kg/cm |
| Stumpfe (abgenutzte) Schneidlinie gegen Faserlauf | 48 kg/cm | 54 kg/cm | 60 kg/cm | 63 kg/cm | 68 kg/cm |
| scharfe Ritzlinie | 30 kg/cm | 32 kg/cm | 37 kg/cm | 42 kg/cm | 54 kg/cm |
| stumpfe (abgenutzte) Ritzlinie | 36 kg/cm | 37 kg/cm | 40 kg/cm | 44 kg/cm | 58 kg/cm |
| Rilllinie | 25 kg/cm | 28 kg/cm | 30 kg/cm | 32 kg/cm | 42 kg/cm |
| Moosgummi 30-35 Shore | 18 kg/cm | ||||
| Vulkollangummi 50-55 Shore | 25 kg/cm | ||||
| Korkgummi 60-65 Shore | 35 kg/cm | ||||
| Prägung | 350 kg/cm² | ||||
Abb. 5.4.2: Übersicht der erforderlichen Druckkräfte – ungefähre Angaben, die im Einzelfall zu überprüfen sind (Quelle: Eigene Darstellung)
Beispiel für Zuschnitt = Faltschachtel MB 50A = 80 x 60 x 110 mm
Material = Chromo-Karton, ca. 300 gr/m²

Abb. 5.4.3: Beispiel und technische Angaben für einen Zuschnitt (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
5.5 Flaches Stanzwerkzeug herstellen
5.5.1 Die Konstruktion der Stanzkontur
Die Konturlinien, in welchen später auf der Trägerplatte die Bandstahllinien montiert werden, werden mit Hilfe eines CAD-Programms in der Draufsicht konstruiert (CAD = computer-aided design = rechnerunterstütztes Konstruieren).
In der Verpackungsmittel-industrie verwendete CAD- Programme sind z.B.
Impact von Arden Software: https://www.ardensoftware.com/products/impact-for-designers/
VPACK® von Erpa: https://erpa.de/
ArtiosCAD von Esko Graphics: https://www.esko.com/de
Hier die CAD-Konstruktion einer Faltschachtel, beispielhaft mit dem CAD-System „Impact“:
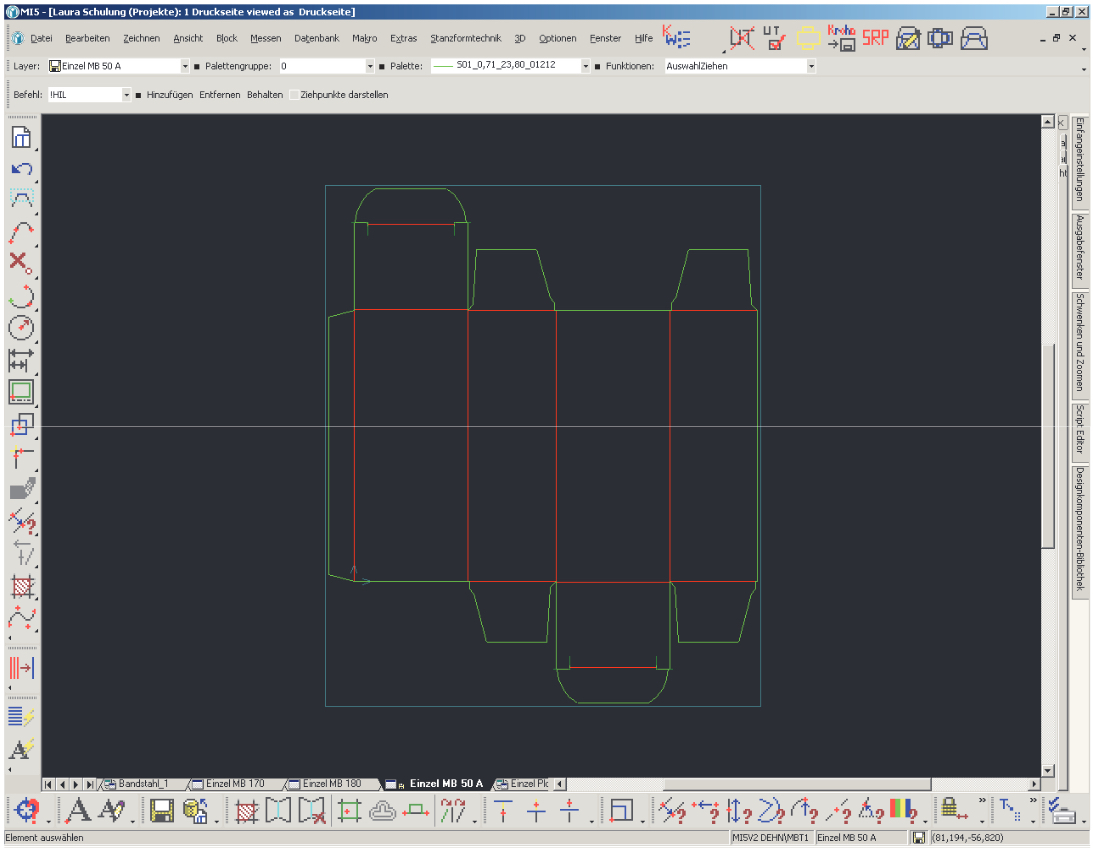
Abb. 5.5.1: CAD-Konstruktion eines Faltschachtelzuschnittes (Quelle: Eigene Darstellung)
Die CAD-Daten stellt im Allgemeinen zum Teil schon der Kunde bereit – zumindest die Zeichnung des reinen Verpackungszuschnittes, so wie sie bei der Entwicklungstätigkeit entstand. Über die Angabe des ECMA- oder FEFCO-Codes und den zugehörigen Maßen ist die Erstellung des Zuschnittes auch durch den Stanzformenhersteller möglich.
Ausgehend vom ersten Nutzen entsteht nun nach Kundenvorgaben die komplette Stanzform unter Berücksichtigung
• der Seitenorientierung (die Stanzung von Kartonagen erfolgt von oben, also auf die Druckseite, die Stanzform ist dann spiegelbildlich zum Druckbild herzustellen),
• der gewünschten Formatgröße (Stanzmaschinenformat),
• der optimalen Nutzenanordnung,
• der Maschinenspezifikationen (zum Beispiel Abstände Holzrahmen bis erstes Messer, Greiferrand, Rüstvorrichtungen wie Centerline® etc.),
• der auftragsspezifischen Bauteile wie Prägefelder, Braille-Prägungen, Gegendruckblöcke für Gegenritzplättchen etc.),
• der Brücken im Holz – die Schnitte für die Bandstahllinien sind in regelmäßigen Abständen zu unterbrechen, sodass Verbindungspunkte entstehen und die Trägerplatte stabil bleibt,
• der Erweiterungen, wie Abfalltrennmesser, um nach dem Stanzen große Abfallstücke besser entfernen zu können, sowie
• der Druckausgleichslinien, um für eine gleichmäßige Druckverteilung im Stanztiegel zu sorgen, wenn die Bandstahllinien nicht gleichmäßig auf der Form verteilt sind.
Für den Stanzformenbau verfügt das CAD-System auch über umfangreiche CAM-Funktionen. Dies bedeutet, dass die CAD-Daten zur Ansteuerung verschiedener CNC-gesteuerter Maschinen, wie Lasermaschinen oder Abläng- und Biegemaschinen, verwendet werden können. Die Herstellung der Stanzform erfolgt entweder in einer eigenen Abteilung des packmittelerzeugenden Betriebes oder (üblicherweise) bei einem Stanzformenhersteller außerhalb des Hauses.
Videos
- Die komplette Herstellung einer Stanzform, bereitgestellt von Marbach - großes Video
- Die komplette Herstellung einer Stanzform, bereitgestellt von Marbach - kleines Video
- Zum Verfassen von Kommentaren bitte anmelden.
5.5.2 Das Lasern der Stanzkontur
Trägerplatten werden heute mit Lasern geschnitten. Das ist wesentlich genauer und weniger zeitaufwendig als die Sägetechnik vergangener Tage.
Laseranlagen bestehen im Allgemeinen aus einer Laserquelle, welche die Laserstrahlung erzeugt, einem Strahlführungssystem sowie Bearbeitungsoptiken (Fokussierung/Schneidkopf), einem Führungssystem (Antriebe) und der Steuerung.

Abb. 5.5.2: Lasermaschine (Quelle: Eigene Darstellung)
Die Laserquelle erzeugt die Laserstrahlung, also eine sich nahezu parallel ausbreitende, kohärente und monochrome elektromagnetische Strahlung. Die enthaltenen Lichtwellen verfügen also alle über die gleiche Wellenlänge und Phasenbeziehung. Dadurch ist es möglich, diese Strahlung enger zu fokussieren, als es mit natürlichem Licht möglich wäre. Durch die hohe Energiekonzentration am Fokuspunkt lassen sich Metalle, Kunststoffe, Holzplatten und viele weitere Materialien schneiden.
Die Wellenlänge des Lasers bestimmt das Absorptionsverhalten des zu bearbeitenden Materials – also die Eigenschaft, die Laserenergie aufzunehmen. Für einen Laser-Schneidprozess ist eine hohe Absorption des jeweiligen Materials notwendig. Während sich bei Metallen eine Laserstrahlung mit einer Wellenlänge von rund 1 μm als günstig erweist, so eignet sich bei organischem Material wie Holz eine Laserstrahlung mit einer Wellenlänge von rund 10 μm. Strahlung dieser Wellenlänge erzeugen Laserquellen, welche als aktives Lasermedium ein CO2-N2-He-Gasgemisch aufweisen (Kohlendioxid, Stickstoff und Helium). Man spricht in diesem Fall üblicherweise von CO2-Laserquellen.
Das Schneiden von Trägerplatten aus Holz erfolgt deshalb grundsätzlich auf Lasermaschinen mit CO2-Laserquellen.
Die Laseranlage muss sich so einstellen lassen, dass ein leichter Press-Sitz für die Bandstahllinien entsteht. Dies erfolgt durch Anpassung der Maschinenparameter wie:
• Fokussieroptik, Anheben, Absenken,
• Verfahrgeschwindigkeit,
• spezielle Laserleistungssteuerungen wie Pulsbetrieb sowie
• Menge und Druck des Schneidgases
So ist es möglich, in einem Durchgang stufenlos die Schnitte für 1, 2, 3 oder 4 Punkt breite Linien herzustellen.
Dabei ist es für einen stabilen Verbund der Trägerplatte wichtig, nicht die komplette Kontur des späteren Stanzzuschnittes zu schneiden, sondern noch Verbindungspunkte (Stege) stehen zu lassen. Der Bandstahl wird an diesen Stegen entsprechend ausgespart (ausgeklinkt).

Abb. 5.5.3: lasergeschnittene Trägerplatte, Bandstahl-Elemente für die Sicherheitseinschnitte angesetzt (noch nicht eingearbeitet). Unterbrechungen des Laserschnittes, sodass Verbindungsstege bleiben (Quelle: Eigene Darstellung)
Mit dem Laser lassen sich auch Dokumentationen wie Auftragsdaten oder empfohlener Stanzdruck für die spätere Verwendung an der Stanzmaschine auf die Trägerplatte gravieren. Vor Einführung der Lasertechnik sägte man die Schlitze mit Dekupiersägen. Dies war wesentlich zeitaufwendiger und nicht so wiederholgenau, da die Zuschnittform zuerst auf die Platten gezeichnet und manuell an der Säge geführt werden musste. Für unterschiedliche Linienbreiten musste man das Sägeblatt wechseln. Für jedes Liniensegment war zunächst ein Loch zu bohren, um das Sägeblatt durchführen zu können. Im Vergleich dazu lässt sich mit der Lasertechnik die Trägerplatte automatisiert und wesentlich schneller schneiden, es sind auch feinere Konturen möglich.
- Zum Verfassen von Kommentaren bitte anmelden.
5.5.3 Die Bandstahlmontage
Nach wie vor in Handarbeit geschieht das Einsetzen der Bandstahllinien in die vom Laser geschnittene Trägerplatte. Schneid-, Rill-, Ritz- und Perforationslinien werden auf die im CAD-Programm vorgegebene Länge zugeschnitten. Es ist erstrebenswert, möglichst geschlossene Linienzüge zu erzielen – das heißt: so lange wirtschaftlich und technisch möglich, Linien aus einem Stück zu verwenden.

Abb. 5.5.4: Schneidlinie aus einem Stück mit mehreren Biegestellen, Ausklinkungen wegen Stegen in der Trägerplatte (Quelle: Eigene Darstellung)
Bei senkrechten Linienanschlüssen montiert man zuerst die durchgehende Linie und setzt anschließend die seitliche Linie auf. Diese hat am Ende einen Überhang („Häkchen“) an der Schneidenspitze, sodass sich an der Übergangsstelle ein geschlossener Linienzug ergibt.

Abb. 5.5.5: Linienreihenfolge bei Montage von Schneidlinien. Links: erst durchgängige Linie, dann Linie mit Häkchen. Rechts: An der Schneidenspitze entsteht so ein geschlossener Linienzug. (Quelle: Eigene Darstellung)

Abb. 5.5.6: aufgesetzte Linie mit Häkchen (Quelle: Eigene Darstellung)
Biegungen und Radien werden mit auswechselbaren Einsätzen auf Biegeapparaten gebogen. Die so gefertigten Bandstahlteile werden anschließend mit einem Schonhammer in die gelaserten Konturlinien eingearbeitet. Der Schonhammer ist ein Hammer, dessen Köpfe aus Kunststoff (zum Beispiel Nylon) sind. Er dient oft dem Positionieren und Ausrichten von Maschinen oder montierten Werkstücken und dem Bearbeiten weicher Metalle. Zum Schluss müssen alle Maße nochmals überprüft werden und gegebenenfalls kleine Korrekturen mit Richtwerkzeugen vorgenommen werden.
Damit die später gestanzten Kartonbögen sich zuverlässig durch die Maschine ziehen lassen, ist es notwendig, dass noch kleine Verbindungspunkte („Haltepunkte“) zwischen den Nutzen und den Abfall-teilen verbleiben. Diese Haltepunkte entstehen durch kleine Kerben an den Schneidlinien, welche mit speziellen Schleifgeräten, den „Haltepunktschleifern“, vor oder nach der Montage der Linien eingeschliffen werden.
Falls so ein Gerät nicht zur Verfügung steht, kann in Einzelfällen der Haltepunkt mit einem Meißelwerkzeug eingeschlagen werden.
Dies sollte aber nicht das generelle Verfahren sein,
• weil beim Einschlagen zu große Ungenauigkeiten bei der Breite und Tiefe entstehen. Damit wird der Haltepunkt am Zuschnitt entweder zu schwach (Zuschnitte würden nicht zuverlässig durch die Stanz-maschine laufen) oder zu stark ausgebildet (deutlich sichtbare Fasern oder Einrisse beim späteren Trennen).
• weil die Schneide neben dem Haltepunkt teilweise abbrechen kann (die Schneide ist ein gehärteter und spröder Bereich – sie reagiert empfindlich auf Schlagbeanspruchung).

Abb. 5.5.7: Vergleich Haltepunkt, oben: eingeschliffen, unten: eingeschlagen (Quelle: Eigene Darstellung)

Abb. 5.5.8: Haltepunkte zwischen gestanzten Zuschnitten, erzeugt durch Einkerbungen an der Schneidenspitze (Quelle: Eigene Darstellung)

Abb. 5.5.9: Montagewerkzeuge für Bandstahllinien (Quelle: Marbach)
- Zum Verfassen von Kommentaren bitte anmelden.
5.5.4 Biegefreischleiftechnik
Beim Biegen von Schneidlinien ergeben sich im Verformungsbereich der Biegekante eine Zug- und eine Druckzone. Dazwischen liegt die Schneidenspitze:

Abb. 5.5.10: Zug- und Druckzone einer Biegestelle – 1. Schneidenspitze, 2. neutrale Faser
(Quelle: Eigene Darstellung)
Bei scharfkantigen Biegungen (Radien von 0,5 mm bis 3 mm) wird die innere Schicht gestaucht und die äußere Schicht gedehnt. Es entsteht eine Druck- und eine Zugspannung. Das führt dazu, dass die Schneidenspitze durch das Stauchen der inneren Schicht in den hinteren Dehnungsbereich gedrückt wird. In diesem Dehnungsbereich findet ein Einschnürungsprozess statt, wodurch die Höhe der Schneidlinie in diesem Bereich abnimmt. Je nach Materialhärte, Biegeradius und Biegewinkel kann sich dieser Höhenverlust auf bis zu 0,05 mm belaufen. Diese reduzierte Höhe führt zu schlechten Stanzergebnissen an den betroffenen Stellen.
Diese Problematik wird weitestgehend dadurch beseitigt, dass die Schneidlinien vor dem Biegen an den Biegestellen im Druckbereich freigeschliffen werden. Durch die Entfernung des Materials entwickelt sich beim Biegen die Druck- und Zugspannung weniger stark und dadurch bleibt die Schneidlinienhöhe weitestgehend konstant.

Abb. 5.5.11: Biegestelle mit Freischliff – 1. Schneidenspitze, 2. neutrale Faser (Quelle: Eigene Darstellung)

Abb. 5.5.12: Beispiele der Anwendung des Biegefreischleifens und der Stoßeinschleiftechnik
(Quelle: Eigene Darstellung)
Das obige Diagramm zeigt die Anwendungen des Biegefreischleifens im:
• Faltschachtelbereich bei den
• Sicherheitseinschnitten (Abb. 5.5.12, Pos. 4) und bei den
• Magazinschlitzen – falls aus 1 Teil gefertigt (Abb. 5.5.12, Pos. 3)
• Zigarettenschachtelbereich bei den
• Laschenradien (Abb. 5.5.12, Pos. 5) und gelegentlich auch beim
• Spikelmittenradius (Abb. 5.5.12, Pos. 7)
• allgemeinen Stanzformenbereich bei Radien bis 3 mm und einem Biegewinkel über 90°.
Spikelmittenradius ist ein spezieller Begriff, mit welchem Fachleute beim Werkzeuge-Hersteller Marbach die Form des Bandstahls zwischen Zigarettenzuschnitten an einer bestimmten Lasche bezeichnen. Begriffe dieser Art sind in der Branche nicht normiert. Alternative Bezeichnung: radienförmige Laschenanschlüsse an Zigarettenzuschnitten.
- Zum Verfassen von Kommentaren bitte anmelden.
5.5.5 Stoßeinschleiftechnik
Bei einem tangentialen Schneidlinienstoß muss ab einer Schrägstellung von rund 20° das Häkchen dem Winkel entsprechend hinterschliffen werden. Dies führt zwangsläufig zu einem Stabilitätsverlust des Häkchens. In diesem Fall ist es empfehlenswert, die zwar aufwendige, aber dafür technisch solide Lösung des Stoßeinschleifens zu wählen. Unterstützt wird diese Technik durch eine zusätzliche Stoßabstützung (Abb. 5.5.12, Pos. 2).
Das Stoßeinschleifen findet Anwendung im:
• Faltschachtelbereich beim Einstecklaschenstoß (Abb. 5.5.12, Pos. 1)
• Zigarettenschachtelbereich bei den Spikelschlitzen (Abb. 5.5.12, Pos. 6)
• allgemeinen Stanzformbereich bei tangentialem Stoß ab 20°
Die Linien schleift man manuell geführt an einem Schleifbock oder, für genauere Ergebnisse beziehungsweise größere Stückzahlen, automatisiert an einem Gehrungsschleifer.

Abb. 5.5.13: Beispiel für tangentialen Linienstoß mit hinterschliffenen Linien (Quelle: Eigene Darstellung)

Abb. 5.5.14: Stanzform mit montierten Schneid- und Rilllinien (Quelle: Eigene Darstellung)
Einige wichtige Geräte im Stanzformenbau:


Abb. 5.5.15, 16, 17, 18, 19, 20: Quelle: Eigene Darstellung
- Zum Verfassen von Kommentaren bitte anmelden.
5.5.6 Das Gummieren des Stanzwerkzeuges
Nach der Bandstahlmontage folgt als nächster Schritt die Gummierung der Stanzform. Gummi in Form von Profilen schneidet man manuell mit Scheren, wohingegen Wasserstrahl- oder Plottermaschinen (mit oszillierendem Messer) flächige Gummikonturen schneiden können. Die Gummimaterialien sind auf der Rückseite mit einer Kleberschicht und Trägermaterial kaschiert, sodass man sie nach dem Schneiden direkt auf die Stanzform aufkleben kann. Je nach Größe der Gummiteile bringt man zur Unterstützung der Klebeverbindung zusätzlich einen schnell härtenden Klebstoff auf.

Abb. 5.5.21: Vulkollan (33 – 55 Shore), vorgesehen in engen Schlitzen, hier „Magazinschlitz“
(Quelle: Eigene Darstellung)

Abb. 5.5.22, 23: Quelle: Eigene Darstellung

Abb. 5.5.24: gummierte Stanzform, bereit für die Verwendung an der Stanzmaschine
(Quelle: Eigene Darstellung)

Abb. 5.5.25: Wasserstrahlschneidanlage (Quelle: Eigene Darstellung)

Abb. 5.5.26: Wasserstrahlschneidanlage von innen (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
5.6 Ausbrechwerkzeug

Abb. 5.6.1: In diesem Maschinenbereich findet das Ausbrechen des Abfalls statt.
(Quelle: Eigene Darstellung)
Nach dem Stanzen erfolgt – je nach Maschinenausrüstung – das Entfernen des umgebenden, nicht gebrauchsfähigen Abfalls. Diesen Vorgang nennt man das Ausbrechen. Hierzu wird ein Ausbrechwerkzeug benötigt: Es besteht aus einem Ausbrechoberteil und einem Ausbrechunterteil. Von der Funktionsweise unterscheidet man zwischen zwei Prinzipien:
• konventionelles Ausbrechen: Im oberen Werkzeug sitzen geformte Stahllinien, welche der Kontur des Abfalls entsprechen und den Abfall durch die Aussparungen am Ausbrechunterteil hindurchdrücken
• dynamisches Ausbrechen: Im oberen Werkzeug sitzen einzelne standardisierte Krallen, deren Spitzen in das gestanzte Material leicht eintauchen.
Das dynamische Ausbrechen erlaubt höhere Produktionsgeschwindigkeiten als die konventionelle Bauweise und entwickelt sich immer mehr zum Marktstandard. Es folgt deshalb hier eine ausführlichere Beschreibung zum dynamischen Ausbrechen: Die richtige Positionierung und die Verwendung der richtigen Anzahl an Krallen sind maßgeblich für ein perfektes Ausbrechen, dies wird in Abhängigkeit zur Kartondicke und Kartonqualität bestimmt. Darüber hinaus sind im Ausbrechoberteil ausreichend Luftlöcher vorhanden, um einen Vakuumeffekt beim Zusammenfahren der Maschine zu vermeiden. Im Ausbrechunterteil befinden sich Aussparungen, durch die der Abfall hindurchfällt. Die Abfalldurchbrüche im Ausbrechunterteil sind speziell gestaltet. An definierten Stellen werden so genannte Auflagen gebildet. In diesem Bereich ist der Durchbruch, im Gegensatz zu der ansonsten umlaufend größer ausgeführten Kontur, verengt. An jedem Auflagepunkt des Ausbrech-Unterteils sind im Ausbrech-Oberteil die Ausbrechkrallen positioniert. Diese Auflagen sind deshalb notwendig, damit beim Zusammenfahren der Maschine die von oben kommende Ausbrechkralle einen Gegendruck erhält und das darauf aufliegende Abfallteil fixieren kann.
Durch das weitere Zusammenfahren der Maschine drückt die Ausbrechkralle das Abfallteil nun, nachdem es die Auflagen überwunden hat, nach unten durch die Aussparung im Ausbrechunterteil hindurch, die Haltepunkte des Abfallteils werden dadurch gebrochen. Bei diesem Prozess erhält das Abfallteil eine Eigenspannung: Es biegt sich bedingt durch die Auflageflächen, durchstößt das Ausbrechunterteil komplett und schnellt heraus. Somit ist der Abfall beseitigt. Eine optimale Funktionalität des Ausbrechsystems ist nur dann gegeben, wenn Ausbrechoberteil und Ausbrechunterteil in der Stanzmaschine richtig zum gestanzten Bogen und auch zueinander ausgerichtet sind.

Abb. 5.6.2: Funktionsdarstellung dynamisches Ausbrechen (Quelle: Eigene Darstellung)

Abb. 5.6.3, 4: Quelle: Eigene Darstellung
- Zum Verfassen von Kommentaren bitte anmelden.
5.7 Nutzentrennwerkzeug

Abb. 5.7.1: In diesem Maschinenabschnitt findet das Nutzentrennen statt. (Quelle: Eigene Darstellung)
In einer weiteren Maschinenstation erfolgt nach dem Stanz- beziehungsweise Ausbrechvorgang als letzter Schritt das Nutzentrennen, auch Separieren genannt. Darunter versteht man die Vereinzelung der Nutzen, sodass sie leicht stapelweise entnommen werden können. Wie bereits erwähnt, verbleiben zwischen den Nutzen die Haltepunkte, um den Bogentransport durch die Maschine zu ermöglichen. In der Nutzentrennstation erfolgt nun das Abtrennen der Haltepunkte und das Abstapeln der Nutzen. Das Nutzentrennwerkzeug besteht aus einem Ober- und Unterteil. Der gestanzte Bogen wird über das Nutzentrennunterteil geführt, das Nutzentrennoberteil senkt sich ab und drückt den einzelnen Nutzen durch das Trenngitter des Unterteils. Dies bewirkt eine Krümmung der Nutzen, wobei die Haltepunkte gebrochen und die Nutzen vereinzelt werden. Durch die Krümmung haben die Nutzen beim Austreten aus dem Werkzeug eine Federwirkung, sie werden dadurch freigesetzt und fallen auf den Stapel.
Das Nutzentrennoberteil
Das Nutzentrennoberteil besteht in der Regel aus Holzstempeln. Diese Stempel sind in ihrer Form kleiner dimensioniert als der Nutzen selbst und entsprechen dem Umriss der Nutzen. Ihre Aufgabe ist es, den Zuschnitt durch das Trenngitter zu stoßen. Die Unterseite der Stempel ist mit Gummi beklebt, um eine Beschädigung der Nutzen zu verhindern. Sie werden mit einem Distanzbolzen auf eine Trägerplatte aus Holz aufgebracht. Aussparungen in der Trägerplatte verhindern – wie beim Ausbrechwerkzeug – ein Vakuum während des Arbeitsprozesses. Das Nutzentrennoberteil wird auftragsbezogen passend zum Unterteil gefertigt.

Abb. 5.7.2: ein Nutzentrennoberteil mit gummierten Holzstempeln (Quelle: Eigene Darstellung)
Das Nutzentrennunterteil (Trenngitter)
Das Nutzentrennunterteil ist ein gitterartig aufgebautes Gebilde, welches den Umrissen der Nutzen in etwa entspricht. Die Gitterplatte besteht in der Regel aus einem Holzrahmen und einem Trenngitter aus Stahl. Der Holzrahmen besteht aus Aussparungen für die Photozelle und Führungsschieber, die ein Geraderichten des separierten Nutzens gewährleisten. Die Photozelle überwacht die Stapelhöhe im Innengitter. Hat der Nutzenstapel die Photozelle erreicht, senkt sich die Palette automatisch um einige Millimeter ab. Die Führungsschieber sind für die Führung der Nutzen zuständig und verhindern ein seitliches Verschieben des entstehenden Stapels, wenn sich die Palette absenkt. Das Trenngitter besteht aus einer massiven, 15 mm dicken Stahlplatte. In diese sind die Ausschnitte eingebracht, welche konturengenau den Umrissen des zu trennenden Nutzens entsprechen. Das Trenngitter wird auf einen Stahlgrundrahmen geschweißt oder geschraubt.

Abb. 5.7.3: das Nutzentrennunterteil (Quelle: Eigene Darstellung)

Abb. 5.7.4: das komplette Nutzentrennwerkzeug (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
5.8 Rotationswerkzeuge (Holzhalbschalen)
In der Stanzformtechnik verwendet man auch Stanzwerkzeuge in rotativer Bauweise, welche hauptsächlich in der Wellpappe-Verarbeitung zum Einsatz kommen. Die Schneidlinien sind dabei auf einer Walze aufgebracht. Diese Technologie ist zwar nicht so genau wie beim Flachbettstanzen. Bei Wellpappe reichen die hier möglichen Toleranzen aber meist völlig aus.

Abb. 5.8.1: Rotations-Stanzform (Quelle: Marbach)

Abb. 5.8.2: Funktionsprinzip Rotationsstanzen (Holzhalbschalen) (Quelle: Eigene Darstellung)
Die Rotations-Stanzform wird in der Rotations-Stanzmaschine auf einen Stanzzylinder geschraubt. Bei der Produktion läuft das Wellpappe-Material kontinuierlich zwischen Stanzzylinder und Gegenstanzzylinder durch. Die Schneidlinien tauchen dabei rund 1,5 mm in den gummi-beschichteten Gegenstanzzylinder ein.
Die Schneidlinien sind mit einem Sägezahnprofil ausgestattet, dies schont die Gegendruckwalze, und beim Stanzen bewirkt das Profil einen Scher- oder Schrägschnitt. Dadurch ist weniger Stanzdruck erforderlich als bei einem „Parallelschnitt“ mit konstanter Linienhöhe wie beim Flachbett-Stanzen.
Herstellungsprozess
Der Herstellungsprozess ist prinzipiell derselbe wie bei den Flachbettformen, nur besteht die Trägerplatte aus Holzhalbschalen, die auf Rotations-Lasermaschinen geschnitten werden. Für die Holzhalbschalen verwendet man meistens 13 mm dickes Holz.

Abb. 5.8.3: Rotations-Lasermaschine zum Bearbeiten der Halbschalen (Quelle: Eigene Darstellung)
Die einzubauenden Bandstahllinien liegen für axiale Einbaurichtung in geradliniger Form, für radiale (und schräg verlaufende) Einbaurichtung in runder Form vor.

Abb. 5.8.4: Richtungsangaben an einer Rotations-Stanzform (Quelle: Eigene Darstellung)

Abb. 5.8.5: runde Linie (Quelle: Eigene Darstellung)

Abb. 5.8.6: axiale Linie (Quelle: Eigene Darstellung)
Es existieren mehrere standardisierte Durchmesser der Stanzzylinder. Üblicherweise verwendet man runde Linien mit Ø D, welche dem entsprechenden Durchmesser des Stanzzylinders entsprechen. Für Sonder-Durchmesser lassen sich runde Linien auch in Walz-Biegegeräten an den gewünschten Durchmesser anpassen. Zur besseren Verformbarkeit haben die runden Linien hierfür die Aussparungen am Grundkörper. Linien, welche in ihrem Verlauf von der direkten radialen Richtung abweichen (beliebige Winkel), passen sich durch die Aussparungen bei der Montage an den sich ergebenden Durchmesser an. Für die Montage ist die Holzhalbschale auf einen Stahlzylinder mit identischem Durchmesser gespannt.

Abb. 5.8.7: runde Linien Ø 177 mm (entsprechend dem Standard-Stanzzylinder Ø 177 mm) (Quelle: Eigene Darstellung)

Abb. 5.8.8: Walzbiegegerät zur Veränderung des Durchmessers einer runden Linie (Quelle: Eigene Darstellung)
Übergänge axial – radial:
An Linienverläufen, welche von einer axialen in eine radiale Richtung übergehen, vermeidet man aus Stabilitätsgründen eine Stoßstelle an einer Ecke oder in einem Radius. Vielmehr biegt man die axiale Linie ein kurzes Stück in die radiale Richtung (max. ca. 15–20 mm, je nach Durchmesser) und stößt dort die runde Linie an. Die eingebaute axiale Linie hebt sich an dieser Stelle aufgrund ihrer gradlinigen Formge-bung minimal vom Stanzzylinder ab, dies wirkt sich beim Stanzprozess (noch) nicht negativ aus, da die Linien prinzipiell immer in die Gegendruckwalze eintauchen.

Abb. 5.8.9: Stoßverbindungen von axialer in radiale Richtung (Quelle: Eigene Darstellung)
Gummierung
(zur Auswahl der Gummiarten s. auch Übersicht im Abschnitt 5.3.5 Gummierung)
Im Bereich des Nutzens hat die Gummierung standardmäßig eine Höhe von 13 mm und hat die Funktion des Abstreifens der Wellpappe von der Schneidlinie nach dem Stanzprozess. Im Bereich des Abfalls hat die Gummierung standardmäßig eine Höhe von 16 mm und hat die Funktion des Abstreifens der Wellpappe von der Schneidlinie sowie das Ausbrechen der Abfallteile, indem sie durch den höheren Gummi stärker nach unten gedrückt werden als die Nutzenbereiche. Somit hat man im Gegensatz zum Flachbett-Stanzverfahren keine separaten Ausbrechwerkzeuge (wobei es für speziellen Bedarf auch Techniken gibt), sondern entfernt die Abfallteile über die Gummierung. An Rilllinien bringt man in Wellenrichtung ebenfalls eine Gummierung an, welche den Rillvorgang unterstützt und das Einreißen des Materials verhindert. Je nach Orientierung der Wellenrichtung gegenüber der Maschinenlaufrichtung kann die Rillgummierung also in radialer oder in axialer Richtung sitzen.

Abb. 5.8.10: Beispiel für Gummierung einer Rotations-Stanzform (Quelle: Eigene Darstellung)
Abwicklung
Die Abwicklung in radialer Richtung, also die Länge der Zuschnitte, lässt sich nicht direkt an der Rotations-Stanzform abmessen, da die Schneidlinien ca. 1,5 mm in die Gegendruckwalze eintauchen und damit der (im wörtlichen Sinne) maßgebende Stanz-Durchmesser um 2 · 1,5 mm = 3 mm kleiner ist.
Beispiel: Für einen Stanz-Zylinder Ø von 487,3 mm und einer Schneidlinienhöhe von 25,4 mm lässt sich eine maximal herstellbare Abwicklung berechnen nach:
I = ? · (487,3 + 2 · 25,4 - 2 · 1,5 mm) = ~ 1681 mm.
Unter Berücksichtigung einer notwendigen Gummierung und eines Mindest-Holzrandes an der Holzhalbschale wird die maximal herstellbare Abwicklungslänge also rund 1650 mm betragen.
Dies ist eine allgemeine Betrachtung ohne Berücksichtigung eventuell spezieller Maschinenfunktionen. Auf der anderen Seite kann man an einer gelaserten (und auch bemesserten) Holzhalbschale die später sich ergebende Abwicklungslänge herausmessen. Dies erfolgt unter Berücksichtigung des Koeffizienten von Umfangslänge an der Schale zum maßgebenden Stanz-Durchmesser.
Beispiel: Holzhalbschale für einen Stanz-Zylinder Ø von 487,3 mm, damit beträgt also der Innendurchmesser der Halbschale 487,3 mm.
Der rechnerische Stanz-Durchmesser beträgt 487,3 + 2 · 25,4 - 2 · 1,5 mm = 535,1 mm
Der Koeffizient berechnet sich also nach 487,3/535,1 = ~ 0,9107
Dieser Wert gibt das Verhältnis zwischen tatsächlicher Abwicklung beim Stanzen und den radialen Abständen auf der Innenseite der Halbschale an.
Soll in diesem Fall zum Beispiel eine Zuschnittlänge von 700 mm erreicht werden, so muss sich an der Halbschale ein Abstand zwischen den entsprechenden Schneidlinien von 700 · 0,9107 = ~ 637,5 mm nachmessen lassen. Das Nachmessen erfolgt in der Praxis mit einem biegsamen Stahllineal.
Produktionsmenge, Genauigkeit im Vergleich zum Flachbett-Stanzen
Beim Rotationsstanzen sind größere Zuschnittformate herstellbar und prinzipbedingt durch den kontinuierlichen Stanzprozess und Materialtransport größere Produktionsmengen möglich als beim Flach-bettstanzen (Material stillstehend für den Stanzprozess). So rechnet man mit einer Größenordnung von max. ca. 30.000 Umdrehungen/Stunde, während beim Flachbettstanzen max. ca. 6.000 Hübe/Stunde möglich sind. Die Angaben gelten nur als Orientierung und sind abhängig von Maschinenkapazität, Formatgrößen, Materialien usw. Allerdings ist die Genauigkeit des rotativen Verfahrens geringer, man rechnet mit Maßabweichungen der tatsächlichen Zuschnitte gegenüber den Sollwerten von ca. +/- 2 mm, beim Flachbettverfahren von ca. +/- 0,2 mm. Im Allgemeinen ist die Toleranz für die hauptsächliche Anwendung, nämlich die Herstellung von Wellpappe-Verpackungen, vollkommen ausreichend.
- Zum Verfassen von Kommentaren bitte anmelden.
5.9 Rotationswerkzeuge (Vollzylinder)
Im Gegensatz zu Stanzformen aus Bandstahllinien sind für die drei Produktionsprozesse Stanzen – Rillen – Prägen jeweils eigene Werkzeugsätze notwendig.
5.9.1 Stanzwerkzeug

Abb. 5.9.1: Bestandteile eines Rotations-Stanzwerkzeuges (Quelle: Eigene Darstellung)
1. Stanzzylinder mit Schneideinsätzen
2. Lagerring
3. Spannsäule
4. Antriebseinheit
5. Kassette – Lagerblock
6. MarbaClick – set-up ring
7. Löcher für Ausbrechnadeln
8. Gegenstanzzylinder
Beschreibung
Rotationswerkzeuge aus Vollstahl sind in der Herstellung sehr viel aufwendiger und kommen nur bei Verpackungszuschnitten in sehr großen Auflagen zum Einsatz. Das Rotations-Stanzwerkzeug besteht aus einem Stanzzylinder, auf dem einzelne Schneidsegmente befestigt werden. Die Schneidelemente bestehen aus pulvermetallurgischem Stahl und werden innerhalb sehr enger Toleranzen gemäß der gewünschten Kontur des zu stanzenden Zuschnittes gefertigt. Im Gegensatz zu den vorgefertigten Bandstählen bei der Stanzformtechnik entstehen diese Segmente über Fräs- und Schleifvorgänge aus Voll-Material. Anders als beim Flachbett-Stanzverfahren lassen sich die Schneiden hier bis zu einem gewissen Grad nachschärfen.

Abb. 5.9.2: aufgeschraubte Schneidsegmente (Quelle: Eigene Darstellung)

Abb. 5.9.3: einzelnes Schneidsegment (Quelle: Eigene Darstellung)

Abb. 5.9.4: Detail an der Schneidenform (Quelle: Eigene Darstellung)
Für die genaue Ausführung der Schneidenform greift man auf Erfahrungswerte zurück – die Abbildung oben zeigt: An der Schneidkante ist am Schneidenende ein Radius von 0,3 mm vorgesehen.
Funktionsweise:
Stanz- und Gegendruckzylinder drehen sich auf den Lagerringen. Diese Ringe ermöglichen gleichzeitig eine feine Abstimmung des Abstandes der beiden Zylinder und somit der Schnittluft. Bei diesem Verfahren berühren sich Stanzzylinder und Gegendruckzylinder nicht, es muss ein feiner Spalt von etwa 0,003 bis 0,005 mm verbleiben. Die Herstellung des Stanzzylinders sowie des gesamten Rotationswerkzeuges ist eng an die Bedingungen der Rotations-Stanzmaschine gebunden. Auf jeder Seite des Werkzeuges befinden sich zwei Spannsäulen zur Verschraubung der beiden Zylinder mit einer definierten Kraft. Während des Produktionsprozesses wirken die Spannsäulen elastisch, bei Überdruck können sie sich ausdehnen. Als Antrieb verfügt ein Werkzeugsatz über drei Zahnräder, zwei Stück zur Kopplung von Stanz- und Gegendruckzylinder. Auf der anderen Seite befindet sich das Zahnrad für den externen Maschinenantrieb des Werkzeugsatzes. Die Lager blöcke, auch Kassetten genannt, halten die beiden Zylinder zusammen.
- Zum Verfassen von Kommentaren bitte anmelden.
5.9.2 Rillwerkzeug

Wie die Schneidsegmente stellt man die Rillsegmente aus Vollmaterial her. (Quelle Abb. 5.9.5., 6: Eigene Darstellung)

Abb. 5.9.7: männliches und weibliches Rillwerkzeug (mögliche Formgebung) (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
5.9.3 Prägewerkzeug


Abb. 5.9.8., 9: Quelle: Eigene Darstellung
- Zum Verfassen von Kommentaren bitte anmelden.
5.9.4 Nachschärfen
Ein Vorteil des Verfahrens ist die Möglichkeit, die Werkzeuge nachzuschärfen. Dies ist fast ausschließlich nur bei Schneidwerkzeugen notwendig, bei Rillwerkzeugen ist dies nur sehr selten vorzunehmen. Die Ge-brauchsdauer eines Stanzwerkzeuges ist abhängig vom Stanzprozess, der Maschine, dem Karton, der Druckfarbe, der Anzahl der Wechsel der Schneidsegmente – im Schnitt lässt sich eine Auflagengröße von 10 bis 15 Millionen Stanzvorgängen annehmen. Rill- und Prägewerkzeuge erreichen eine Auflagengröße von rund 100 Millionen. Erläuterung zum Nachschärfen:

(Quelle: Eigene Darstellung)
Im Gegensatz zu den Schneidlinien beim Flachbett-Stanzverfahren kann man die einzelnen Schneidsegmente nachschärfen – dies wird notwendig, wenn die Abflachung an der Schneidenspitze einen Wert von 0,04 bis 0,05 mm erreicht hat.

(Quelle: Eigene Darstellung)
Das Nachschärfen wird schleif- und frästechnisch vorgenommen. Weil dabei auch die Höhe der Schneidwerkzeuge zurückgeht, wirkt sich dies in radialer Richtung auch auf die Stanzabmessungen aus. Die gestanzten Abmessungen werden etwas kleiner. Hier ist je nach Anwendung auf die minimal zulässige Toleranz zu achten. Wird diese unterschritten, so müssen die Schneidsegmente neu erstellt werden, um wieder die ursprüngliche Schneidenhöhe zu erreichen.
Wie aus der vorstehenden Beschreibung ersichtlich wird, ist die Herstellung der Rotationswerkzeuge aus Vollstahl sehr viel aufwendiger und kostspieliger als die von Stanzwerkzeugen aus vorgefertigten Bandstählen. Sie kommen daher fast ausschließlich bei Verpackungszuschnitten in sehr großen Auflagen zum Einsatz.
- Zum Verfassen von Kommentaren bitte anmelden.
LF 6: Materialfluss gewährleisten und Fertigungsanlagen rüsten
- Zum Verfassen von Kommentaren bitte anmelden.
6.1 Vorbereitungen für das Drucken von Packmitteln
6.1.1 Zusammensetzung von Druckfarben und Beschichtungsmitteln (Flexodruck)
(Quelle: Vgl. Dr. K. Heger/Dr. F. Reichert Siegwerk Group International; Sonderdruck aus: Technik des Flexodrucks, Druckfarben im Flexodruck. Verlag Coating Thomas & Co. 3. Auflage 2004, Seite 11–26.)
Flexodruckfarben für den Verpackungsdruck bestehen hauptsächlich aus vier Komponenten: Farbmitteln, Bindemitteln, Additiven und Lösemitteln.

Abb. 6.1.1: Komponenten-Anteile in Flexodruckfarbe (Quelle: „Druckfarben im Flexodruck“)
(Quelle: Eigene Darstellung)
Farbmittel: in Druckfarben werden organische und anorganische Pigmente sowie Metallpigmente eingesetzt. Im Unbuntbereich (weiß/schwarz) sind es anorganische Pigmente wie zum Beispiel Titandioxid, Zinksulfit und Ruß (Kohlenstoff). Organische Pigmente (zum Beispiel Salzverbindungen) werden für Buntfarben verwendet. Metallpigmente: Als Bestandteile werden Metallpulver (zum Beispiel Aluminium oder Legierungen aus Kupfer und Zink) verarbeitet.
Lösemittel sind bei Raumtemperatur flüssige Substanzen, die Bindemittel, Additive und Farbmittel in flüssiger Form halten, ohne sie chemisch zu verändern. Sie müssen farblos sein, ohne Rückstand ver-dunsten und eine hohe chemische Beständigkeit aufweisen. Durch das Lösemittel wird auch die Trocknungsgeschwindigkeit der Druckfarbe reguliert. Häufig verwendete Lösemittel im Flexodruck sind Ethanol (Spiritus), Methoxypropanol und Wasser mit einem geringen Anteil Ethanol.
Bindemittel sind voll- oder halbsynthetische polymere Stoffe wie zum Beispiel Nitrocellulose, Polyamidharze und Vinyl-Polymerisate. Sie erfüllen in der Druckfarbe zwei Funktionen:
a) Übertragung der farbgebenden Komponenten auf den Bedruckstoff sowie
b) Bindung des Pigments auf dem Bedruckstoff und Verbesserung weiterer Eigenschaften wie Siegelfähigkeit, Glanz und Kaschierfähigkeit.
Additive verbessern die Eigenschaften des Bindemittels:
• Haftzusätze verbessern die Verankerung der Farbe auf Folienoberflächen.
• Wachse optimieren die Kratz- und Abriebfestigkeit des trockenen Farbfilms.
• Gleitmittel – durch diesen Zusatz werden die Oberflächengleitwerte an die Anforderung des Verpackungsmaterials angepasst.
• Antistatika setzen bei Folien die störenden elektrostatischen Aufladungen herab.
• Netzmittel und Entschäumer werden bei Wasserfarben eingesetzt, um die Benetzung auf dem Bedruckstoff zu verbessern und die Schaumbildung in der Farbe herabzusetzen.
• Weichmacher steigern die Knitterfähigkeit und erhöhen die Flexibilisierung des Farbfilms.
Wasserbasierte Flexodruckfarben
Wasserbasierende Druckfarben enthalten als Lösemittel vorwiegend Wasser; organische Lösemittel (zum Beispiel Ethanol) sind nur in kleinen Mengen (5 bis 10 Prozent) enthalten. Die Bindemittelbestandteile können im Wasser in gelöster Form oder als Dispersion (feinst verteilte Partikel) vorliegen. Um organische Bindemittel in Wasser in Lösung zu bringen, erfolgt eine Umsetzung mit einem alkalischen Verseifungsmittel (Ammoniak und Amine). Bei dieser Reaktion entsteht eine lösliche Harzseife. Bei der Trocknung ist dieser Vorgang umkehrbar und es entsteht ein Farbfilm, der gegen Wassereinwirkung beständig ist. Bei der Verwendung wasserbasierter Flexodruckfarben sind einige Besonderheiten zu beachten. Die Dispersionen sind empfindlich gegen organische Lösemittel und werden bei hoher Zugabe beschädigt. Muss die Trocknungsgeschwindigkeit erhöht oder die Bedruckstoffbenetzung verbessert werden, benötigt man als Lösemittel Ethanol. Bevor das Ethanol in die Druckfarbe geschüttet wird, sollte es mit Wasser vorverdünnt werden.
Auch die in der Farbe vorhandenen Harzseifen sind flüchtig und verdunsten während des Druckvorgangs, was sich bei längeren Druckaufträgen negativ auf die Verdruckbarkeit auswirkt. Neben der ständigen Überwachung der Farbviskosität ist dann auch eine Kontrolle des pH-Wertes notwendig.
Dispersionslacke
Diese Lacke enthalten lackbildende Substanzen, die im Wasser feinst verteilt sind. Neben Wasser (50 bis 60 Prozent) sind noch Harze, Wachse und Stabilisatoren (zum Beispiel Ammoniak) enthalten. Während des Trocknungsvorgangs verdunstet das Wasser und es entsteht ein Lackfilm, der lösemittelfrei, geruchsneutral und abriebfest ist.
Zwei-Komponenten-Farben/Lacke
Bei besonders stark lösenden Füllgütern wie zum Beispiel Seifen oder fetthaltigen Produkten sowie großer mechanischer Beanspruchung kann die Beständigkeit des Farbfilms durch die Verwendung von Zwei-Komponenten-Farben erhöht werden. Die gewünschte Eigenschaft des Farbfilms wird durch eine chemische Reaktion der Farbkomponente mit dem Härter erreicht.
Die Farben bestehen aus Farbmittel, Bindemittel, Additiven und Lösemittel. Vor der Verarbeitung wird der Farbe ein Härter zugegeben. Die Bindemittel reagieren bei der Trocknung mit dem Härter, und der auf-gedruckte Farbfilm erfüllt dann die gewünschten Eigenschaften. Zwei-Komponenten-Farben können nicht beliebig lange verwendet werden, da auch in der flüssigen Farbe eine Vernetzungsreaktion abläuft. Der Zeitraum bis zum Eindicken der Farbe wird als Topf-Zeit (10 bis 36 Stunden) bezeichnet. Nach dem Druck müssen die Farbwerke gründlich gereinigt werden, ausgetrocknete Farbreste lassen sich nur schwer entfernen.
UV-Druckfarben/Lacke
Dies sind lösemittelfreie Farben und Lacke, die aufgrund von Polymerisationsreaktionen aushärten. Die Reaktion wird durch eine UV-Bestrahlung ausgelöst.
Polymerisation (auch Polymerbildungsreaktion ist eine Sammelbezeichnung für Synthesereaktionen, die gleichartige oder unterschiedliche Monomere in Polymere überführen. Technische Polymerisations-reaktionen dienen meist der Synthese von Kunststoffen. Ein Polymer [poly' me:r] (von altgriechisch polý ‚viel‘, und méros, ‚Teil‘) ist ein chemischer Stoff, der aus Makromolekülen besteht. Die Makromoleküle ei-nes Stoffes sind aus einer oder mehreren Struktureinheiten, den sogenannten konstitutionellen Repetiereinheiten oder Wiederholeinheiten, aufgebaut. Das Adjektiv polymer bedeutet entsprechend „aus vielen (gleichen) Teilen aufgebaut“.
Die Farben bestehen aus den folgenden Bestandteilen:
• Bindemittel, bestehen aus flüssigen Kunststoffen (Monomere und Oligomere),
• Reaktionsverdünner
• Fotoinitiatoren und Aktivatoren
• Additive
• Pigmente
Nachdem die Farben auf dem Bedruckstoff aufgetragen sind, werden sie mit UV-Licht bestrahlt. Das Einwirken der UV-Strahlung bewirkt eine Polymerisation der Bindemittel, dabei entsteht eine feste kunststoffartige Schicht, die eine hohe chemische Beständigkeit und gute Siegelbeständigkeit aufweist.
Bei wasser- und lösemittelbasierten Farben könnte es zu einer Entmischung der Farbestandteile in der Lösung kommen. Deshalb wird die Farbe im Druckprozess durch einen Kreislauf ständig in Bewegung ge-halten. Dies kann durch einen Umlauf der Farben vom Farbbehälter zum Druckwerk/Farbauftrag und den Rücklauf der überschüssigen Farben zurück in den Farbbehälter erreicht werden. Die Farbviskosität kann durch Zugabe von Ethanol oder Wasser eingestellt werden. Siehe Kapitel über wasserbasierte Flexodruckfarben.
| Übersicht: Trocknungsarten von Druckfarben | ||
| Physikalisch | Chemisch-physikalisch | Chemisch |
| Verdunsten | Wegschlagen/Oxidation | Oxidation |
| Wegschlagen | Polymerisation (UV-Trocknung) | |
| Verdampfen | ||
Farben im Tief-, Flexo-, Sieb- und Rollenoffsetdruck trocknen physikalisch (Abdunsten/Abbinden). Farben im Bogenoffsetdruck trocknen chemisch/physikalisch (Oxidation/Abdunsten/Abbinden).
Bei der physikalischen Trocknung mit Lösemittel muss gewährleistet sein, dass die Abluft (verdunstetes Lösemittel) nach dem Verdunstungsprozess nicht in die Umwelt gelangt, sondern fachgerecht in speziellen Anlagen entsorgt wird. Aus dieser Abluft kann beispielsweise in einer Entsorgungsanlage durch eine thermische Verwertung Wärmeenergie gewonnen werden. Diese Wärmeenergie kann, über einen Thermoölkreislauf, dann wieder der Produktion für Heizsysteme zur Verfügung gestellt werden.
Das Wegschlagen ist ein Teil des Trocknungsprozesses der Druckfarbe auf dem Papier. Unter Trocknung ist der Übergang der Druckfarbe von einem pastösen oder fl üssigen in einen festen Zustand zu verstehen. Dieser Vorgang vollzieht sich im Bogenoffsetdruck in zwei Phasen:
• das physikalische Wegschlagen (Mineralöle und Bindemittel ziehen in das Papier ein). Daher kommt es bei den ohnehin schon hochviskosen Druckfarben noch mal zu einer Erhöhung der Viskosität. Der gedruckte Farbfilm geliert und „steht“. Zurück bleibt ein wischfester, aber noch nicht nagelharter Druckfarbenfilm.
• chemische Oxidation durch Aufnahme von Luftsauerstoff. Nach diesem chemischen Vorgang bildet sich abschließend ein nagelharter, scheuerfester Druckfarbenfilm. Der Trocknungsvorgang kann – je nach Farbtyp und vor allem Bedruckstoff – mehrere Stunden dauern. Durch spezielle Trockenstoffe ist es möglich, die oxidative Trocknung zu beschleunigen. Kobalt-, Blei- und Mangansalze dienen dabei als Reaktionsbeschleuniger, die die Sauerstoffaufnahme der Bindemittel fördern.
Das Wegschlagverhalten beeinflusst Stapelverhalten, Aufbauen, Weiterverarbeitungszeit und Glanz. Jedes Papier hat ein anderes Wegschlagverhalten gegenüber einer Druckfarbe. (Quelle: https://www.f-mp.de/expertenteam-papier/papierlexikon/wegschlagen)
Abdunsten oder auch Ablüften bezeichnet das teilweise oder völlige Verdunsten der flüchtigen Anteile von Lacken. Nach dem Abdunsten ist die Filmbildung beendet, und es kann eine weitere Beschichtung aufgebracht werden. (Quelle: https://oberflaeche.de/wiki/begriff/abdunsten/)
Abbinden bezeichnet ganz allgemein den Übergang vom flüssigen oder pastenförmigen in den festen Zustand. Dies kann physikalisch (zum Beispiel durch Verdunsten von Lösemitteln oder Wasser), chemisch (zum Beispiel durch Oxidation oder Polymerisation) oder auf kolloidchemischem Wege (zum Beispiel durch Ausfällen einer Dispersion) geschehen. (Quelle: www.pigrol.de)
- Zum Verfassen von Kommentaren bitte anmelden.
6.1.2 Mischen der Druckfarben und Farbberechnungen
Ausgehend von der subtraktiven Farbmischung mit den Grundfarben Cyan, Magenta und Gelb sowie Schwarz (CMYK) können Farben nach Kundenmuster, HKS- oder Pantonefarbfächer gemischt werden.
Pantone Matching System (PMS) ist der Name eines international verbreiteten Farbsystems, das hauptsächlich in der Grafik- und Druckindustrie eingesetzt wird. Es wurde 1963 von der Pantone LLC, einem amerikanischen Unternehmen mit Sitz in Carlstadt, New Jersey, entwickelt. 2014 enthält das PMS 1755 Sonderfarben, die größtenteils nicht im Vierfarbdruck erzielt werden können, und ordnet diesen Farben Bezeichnungen in Form von Nummern zu. Wie bei jedem Farbsystem steht dahinter die Absicht, die Kommunikation zwischen den an der Erstellung von Druckprodukten Beteiligten zu vereinfachen.
Eine genaue Farbbezeichnung ist mit Worten nicht möglich. Eine Alternative ist die ziffernmäßige Farbzuordnung in den eben genannten Farbfächern oder eine Beschreibung der Farbe durch messtechnische Koordinaten, wie Helligkeit und Buntton.

Abb. 6.1.2: Grundfarben Gelb, Magenta und Cyan sowie Schwarz (Quelle: Eigene Darstellung)

Abb. 6.1.3: 12 Grundfarben, aus denen ein Farbrezept für eine Farbmischanlage zusammengestellt werden kann (Quelle: Eigene Darstellung)
Viele Unternehmen arbeiten mit einer Farbmischanlage. In diesen Anlagen kann für ein Farbrezept auf bis zu 12 Grundfarben zurückgegriffen werden. Für die Erstellung einer Farbrezeptur werden Spektralfotometer eingesetzt. Diese Geräte dienen der messtechnischen Erfassung von Farben. Mit einer angeschlossenen Software können aus den ermittelten Farbwerten Rezepturen erstellt werden. Das Farbmischergebnis der Rezeptur wird dann auf einem Andruckgerät überprüft. Wichtig für die visuelle Beurteilung einer Farbe: Die eingesetzten Lampen müssen eine Farbtemperatur wie Tageslicht haben. Alternativ können die Farben mit einem Aufstrichstab (K-Stab), der feine Rillen enthält, auf das Mustermaterial aufgebracht werden, um das Ergebnis mit der Vorgabe zu vergleichen.

Abb. 6.1.4: Aufstrichstab (K-Stab) für Farbmuster (Die Grifffarben kennzeichnen unterschiedliche Farbauftragsmengen) (Quelle: Eigene Darstellung)

Abb. 6.1.5: Anwendung des Aufstrichstabes auf einem Mustermaterial (Quelle: Eigene Darstellung)
Das Mischen der Druckfarben kann auch visuell erfolgen. Dazu braucht man ein gutes Farbverständnis und Farbmischerfahrung, um die Vorgaben zielgenau zu erreichen. Spezielle Druckfarben für Haus- oder Schmuckfarben können mit Mustervorlage direkt bei den Farblie-feranten bestellt werden.
Die visuelle Beurteilung einer Farbe sollte immer unter einer Normlichtquelle mit einer Farbtemperatur von 5000 K = D50 erfolgen. "D" bedeutet Daylight und kennzeichnet Kunstlichtquellen. Nur unter diesen Lichtquellen werden Farben neutral wiedergegeben und sind somit vergleichbar. Für die verschiedenen Materialien und Anwendungsbereiche haben die Farbenhersteller spezielle Farbserien entwickelt. Die unterschiedlichen Farbserien sind untereinander häufig unverträglich und können nicht miteinander gemischt werden. Ein Zusammenbringen zweier Farbserien kann zur Zerstörung der gemischten Farbe führen.
Lasierende Farben bilden eine durchscheinende Farbschicht – im Gegensatz zu einer deckenden Druckfarbe. Druckfarben sind überwiegend lasierende Farben, denn erst die durchscheinende, farbfilterähnliche Wirkung erzeugt die vielen verschiedenen Farbtöne beim Mehrfarbendruck. Eine Sonderstellung nimmt im Druck die Farbe „schwarz“ ein. Sie wird aus dem auf eine besondere Weise abgebrannten Ruß von Erdöl hergestellt. Wichtig bei lasierenden Farben: Deren Farbwirkung hängt vom Bedruckstoff ab.
Um ein gleiches oder annähernd gleiches Ergebnis zu erzielen, muss auf unterschiedlichen Papieren eventuell ein anderer Farbwert genommen werden. (...) Neben der Oberfläche, die Farben stumpfer erscheinen lassen kann, wäre da auch das Papier selbst. Schon bei weißen Papieren gibt es viele unterschiedliche Farbnuancen von hochweiß bis gelblich weiß. Diese Farbtöne können zum Beispiel dazu führen, dass ein heller Blauton auf einem gelblichen Papier leicht grünlich wird. Aber auch als Umgebungsfarbe beeinflusst Papier die Farbwirkung. So erscheinen auf sehr weißen Papieren die Farben immer satter und brillanter als auf gelblichen Papieren. Dies muss bei der Vorbesprechung der Drucksache immer bedacht werden. Auch das Licht hat Einfluss auf die Farbe. An der Druckmaschine wird der Druckbogen unter sogenanntem Normlicht geprüft. (Quelle: Druckerei Joh. Wagner & Söhne)
Die Farbwirkung des Druckergebnisses kann im Vorfeld des Drucks über ein Andruckgerät geprüft werden.

Abb. 6.1.6: Andruckgerät zur Prüfung eines Druckergebnisses
(Quelle: RK PrintCoat Instruments Ltd.)
Unter der Lichtechtheit von Druckfarben versteht man die Widerstandsfähigkeit einer Normdruckprobe nach DIN 54003 gegen die Einwirkung von Licht ohne direkten Einfluss der Witterung. Die Lichtechtheit wird in 8 Zahlen (Stufen) ausgedrückt – dabei bedeutet WS 1 eine sehr geringe und WS 8 eine sehr hohe Lichtechtheit:
WS 1 = sehr gering
WS 2 = gering
WS 3 = mäßig
WS 4 = ziemlich gut
WS 5 = gut
WS 6 = sehr gut
WS 7 = vorzüglich
WS 8 = hervorragend
Werden zwei Farben mit unterschiedlichen Lichtechtheiten gemischt, dann hat die Mischfarbe grundsätzlich die Lichtechtheit der bei der Mischung verwendeten Farbe mit der niedrigsten Beständigkeit. So hat zum Beispiel ein Grün, das aus Blau mit einer Lichtechtheit von WS 8 und einem Gelb mit einer Lichtechtheit von WS 5 gemischt wurde eine Lichtechtheit von WS 5. Die Lichtechtheit wird üblicherweise aufgrund des Verwendungszwecks der geplanten Drucksache ausgewählt.
WS 1-2 ist ausreichend für: Obsttüten, Tragetaschen, Postwurfsendungen, Papierservietten usw.
WS 3-4 ist ausreichend für: Prospekte, Kataloge und Druckerzeugnisse, die nicht direktem Tageslicht ausgesetzt sind.
WS 5 ist notwendig für: Verpackungen mit höheren Ansprüchen, wie Pharmazie, Kosmetik-, Zigaretten- und Lebensmittelverpackungen, Buchumschläge
WS 6 ist notwendig für: Verpackungen, Displays und Plakate, Kartenwerke die bis zu 700 Sonnenstunden exponiert werden.
WS 7+8 gilt für: Affichen, aufzuhellende Schmuckfarben, Displays, Tapeten, Außenaufkleber.
Quelle Fakten: http://www.ricken-druck.de/service/lichtechtheit.html
Farbberechnungen:
Berechnung des Farbverbrauchs: Im Flexodruck übertragen Rasterwalzen eine definierte Farbmenge, zum Beispiel 11 g/m², auf den Bedruckstoff. Ist die zu bedruckende Fläche bekannt, kann aus diesen Angaben und der Auflagenhöhe die Menge der bereitzustellenden Farbe berechnet werden.
Beispiel: 0,8 m x 0,6 m = 0,48 m² (Nutzenfläche)
Bedruckte Nutzenfläche 0,48 m² x 11g/m² = 5,28 g
5,28 g x 12.000 Drucknutzen = 63360 g
63360 g : 1000 = 63,360 kg
Berechnung der Mischungsanteile:
Eine Farbprobe wurde aus 10 g Gelb, 4 g Magenta und 8 g Cyan gemischt. Ersetzt man die Angabe Gramm (g) durch Teile und addiert die Werte, dann besteht diese Mischfarbe aus 10 Teilen + 4 Teilen + 8 Teilen = 22 Teile (T). Wird für einen Produktionsauftrag eine bestimmte Menge Mischfarbe benötigt, können die einzelnen Mengenwerte aus den Mischungsanteilen berechnet werden.
Beispiel: Für einen Auftrag werden 40 kg Mischfarbe benötigt.
40 kg / 22 T x 10 T = 18,2 kg Gelb
40 kg / 22 T x 04 T = 7,3 kg Magenta
40 kg / 22 T x 08 T = 14,5 kg Cyan
40,0 kg Mischfarbe
- Zum Verfassen von Kommentaren bitte anmelden.
6.1.3 Viskosität von Druckfarben und deren Messung
Druckfarben im Flexodruck müssen dünnflüssig (niedrige Viskosität) sein, um die Farben auf das Material aufdrucken zu können. Zur Bestimmung der Viskosität (Zähflüssigkeit) von Flexodruckfarben wird eine Auslaufzeit der Farbe aus einem speziellen Messbecher (Tauchauslaufbecher) angegeben. Häufig wird ein Messbecher mit einer Auslauföffnung von Ø 4 mm verwendet. Mit Hilfe einer Stoppuhr wird die Zeit ermittelt, in der der Becher leerläuft. Die Zeit vom Herausziehen des Messbechers aus der Farbe bis zur Unterbrechung des kontinuierlichen Farbauslaufstrahls ist maßgebend.
Kurze Auslaufzeit 18 bis 30 Sekunden: Farbe ist dünnflüssig, niedrige Viskosität.
Längere Auslaufzeit über 30 Sekunden: Farbe ist dickflüssig, hohe Viskosität.
Die Viskosität der Farben kann auch durch Messregelsysteme in der Maschine ermittelt werden. Dabei ist die Fließfähigkeit der Farbe eine Grundlage für die Bestimmung der Viskosität.
Die Viskosität bezeichnet die Zähflüssigkeit oder Zähigkeit von Flüssigkeiten und Gasen (Fluiden).
Je größer die Viskosität ist, desto dickflüssiger (weniger fließfähig) ist das Fluid; je niedriger die Viskosität, desto dünnflüssiger (fließfähiger) ist es. Das Wort Viskosität geht auf den typisch zähflüssigen Saft der Beeren in der Pflanzengattung Misteln (Viscum) zurück. Aus diesen Misteln wurde der Vogelleim gewonnen. „Viskos“ bedeutet „zäh wie Vogelleim“. Man nennt die Viskosität auch innere Reibung, weil die Teilchen in zähen Flüssigkeiten stärker aneinander gebunden und dadurch unbeweglicher sind. Wenn eine Flüssigkeit eine Viskosität von 1 Ns/m² hat, wird eine Kraft von 1 N benötigt, um eine Platte von 1 m² und einem Plattenabstand von 1 m mit einer Geschwindigkeit von 1 m/s gegeneinander zu verschieben. Wasser hat eine kinematische Viskosität (Zähigkeit) von 1 mm² /s. Rapsöl verfügt über eine relativ hohe Viskosität (kinematische Viskosität: 60 – 80 mm²/s bei 20 °C.

Abb. 6.1.7: Mit einem Messbecher wird die Viskosität der Farbe geprüft. Per Stoppuhr wird gemessen, wie lange es dauert, bis der Becher leerläuft. (Quelle: Eigene Darstellung)
Die Viskosität einer Druckfarbe muss auf das zu bedruckende Material abgestimmt sein. Vorgegebene Viskositätswerte werden von einem Regelsystem konstant gehalten. Zur Überprüfung der Anlage kann ein Tauchauslaufbeher verwendet werden. Druckfarben werden nicht mit Druckviskosität angeliefert. Sie müssen in der Druckerei durch Zugabe von Lösemittel auf die erforderliche Druckviskosität eingestellt werden. Ist die Farbe zu dickflüssig, muss geeignetes Lösemittel zugegeben werden, bis die erforderliche Druckviskosität erreicht ist. Beim Druck auf Folien empfiehlt es sich, eine Zeit von 20 bis 30 Sekunden einzustellen (gemessen mit einem Ø 4 mm Tauchauslaufbecher), bei saugfähigen Bedruckstoffen liegt der Zeitrahmen zwischen 18 und 25 Sekunden.
In diesem Zusammenhang ein Hinweis zum Unterschied zwischen „Verdünnen“ und „Verschneiden“: Beim Verdünnen einer Druckfarbe wird durch Zugabe eines Lösungsmittels die Viskosität der Druckfarben eingestellt. Beim Verschneiden einer Druckfarbe wird durch Zugabe von Verschnitt (unpigmentierte Bindemittelfirnes) die Farbkraft (Buntton) der Druckfarbe reduziert (aufgehellt). Wird eine zu kräftige Farbe durch die Zugabe von Lösemittel aufgehellt, kann dies zu einer Vielzahl von Druckproblemen führen, wie zum Beispiel unruhiges Ausdrucken, Glanz- oder Haftungsverlust der Druckfarbe. Der optimale Weg zur Reduzierung der Farbkraft ist die Zugabe von Verschnitt unter Konstanthaltung der Druckviskosität.
Das Lösemittel wird auch zur Beeinflussung der Trocknungsgeschwindigkeit verwendet. Muss aus produktionstechnischen Gründen der Trocknungsprozess verlangsamt werden, so können sogenannte Verzögerer (zum Beispiel Methoxypropanol) eingesetzt werden.
Ein Beispiel eines solchen Tauchauslaufbechers ist dieses Modell der Firma Frikmar. Es gibt am Markt weitere Modelle unterschiedlicher Hersteller.

Abb. 6.1.8: Frikmar-Becker zur Viskositätsmessung
(Quelle: Frikmar)
Dieser Becher wird mit Druckfarbe randvoll gefüllt. Anschließend lässt man sie durch eine Düse mit definiertem Durchmesser ablaufen. An der Zeit, in der der Becher leerläuft, kann man die Viskosität einer Druckfarbe bemessen. Es gibt Becher dieser Art nach unterschiedlichen Normen.
Auslaufbecher nach DIN 53 211
(DIN 53 211 wurde im Oktober 1996 zurückgenommen)
Dieser Becher hat einen Inhalt von 100 ml ± 1 ml und eine festeingebaute Auslaufdüse, deren Durchmesser 4 mm ± 0,02 mm beträgt. Der Becher ist aus eloxiertem Aluminium. Die Düse ist aus rostfreiem Stahl und von innen poliert. Dieser DIN-Becher wird in der Regel für Flüssigkeiten im Vis-kositätsbereich von etwa 100 bis 500 cSt (mm²/s) benutzt. Das entspricht Auslaufzeiten von 20 bis 110 Sekunden.
Auslaufbecher nach DIN EN ISO 2431, ASTM D 5125
Die internationale Norm beschreibt ein Verfahren zur Bestimmung der Auslaufzeit mit einem 4 mm-Becher, dessen Abmessungen vom DIN 53 211-Becher abweichen. Durch eine längere Düse, einen größeren Einlaufkegel und etwas andere Innenmaße erhält man andere Auslaufzeiten als mit Bechern nach DIN 53 211. Dadurch wird auch der Messbereich erweitert, sodass der DIN EN ISO-Becher eine sinnvolle Ergänzung zum DIN-Becher darstellt. Das Messverfahren ist dasselbe wie beim DIN-Becher. Die Verwendung des DIN EN ISO-Bechers empfiehlt sich in erster Linie für den internationalen Gebrauch. Zusätzlich zur 4 mm-Düse werden noch 3, 5 und 6 mm Düsen in der DIN EN ISO-Norm beschrieben. Die günstigsten Messbereiche der einzelnen DIN EN ISO-Becher sind wie folgt:
3 mm Viskosität 10-40 mm²/s = 30-100 Sek.
4 mm Viskosität 25-130 mm²/s = 25-100 Sek.
5 mm Viskosität 70-360 mm²/s = 25-100 Sek
6 mm Viskosität 130-700 mm²/s = 25-100 Sek.
Ford-Auslaufbecher nach ASTM D 1200, D 333, D 365
In der Norm ASTM D 1200, D 333, D 365 werden drei Becher mit verschiedenen Düsen vorgeschrieben:
Ford-Becher Nr. 2 = 2,53 mm Vis. bei 25 °C 25-120 mm²/s
Ford-Becher Nr. 3 = 3,40 mm Vis. bei 25 °C 40-220 mm²/s
Ford-Becher Nr. 4 = 4,12 mm Vis. bei 25 °C 70-370 mm²/s
Das Messverfahren ist dasselbe wie beim DIN-Becher. Die gemessenen Auslaufzeiten sollen nicht unter 20 Sekunden und nicht über 100 Sekunden liegen.
(Quelle: BYK-Gardner GmbH, www.bit.ly/2vBEIlc)
Achtung Tixotropie:
Tixotrop nennt man Flüssigkeiten, die sich bei Bewegung etwa durch Umrühren oder bei Erschütterung verflüssigen (Thixotropie). Deshalb können sich auch Durckfarben in der Bewegung von der Viskosität her verändern. Dies muss bei Viskositätsmessungen berücksichtigt werden – das heißt: Viskosittätsmessungen müssen während der Produktion kontinuierlich überprüft werden.

Abb. 6.1.9: Auswahl von Lösemittelkennzahlen (Quelle: Eigene Darstellung)
Als Maß für die Geschwindigkeit, mit der ein Lösemittel verdunstet, wird die Verdunstungszahl angegeben. Man erhält die Verdunstungszahl eines Lösemittels als Relativwert aus der Verdunstungszeit im Vergleich zu Ether (Diethylether). Die Verdunstungszeit von Ether wird immer mit der Zahl 1 angegeben. Zur Berechnung der Verdunstungszahl von weiteren Lösemitteln dividiert man die Verdunstungszeit des zu prüfenden Lösemittels durch die Verdunstungszeit von Ether.
Hinweis: Die Verdunstungszeit von Ether wird mit 1 angegeben und die Verdunstungszahl von Ethanol mit 8,3. Somit ist die Verdunstungszeit von Ethanol um den Faktor 8,3 größer als die Verdunstungszeit von Ether.
Oberflächenspannung
Im Zusammenhang mit der Farbannahme beim Bedrucken oder Lackieren ist die Benetzbarkeit eines Papiers, Kartons, Wellpappe oder Kunststofffolie wichtig. Um die Benetzbarkeit verschiedenster Bedruckstoffe zu bestimmen, wird der Randwinkel gegen definierte Flüssigkeiten (z.B. Wasser) ge-messen. So erhält man eine Aussage über die Oberflächenspannung des Materials und damit zur Benetzbarkeit. Die Oberflächenspannung ist die Bestrebung einer Flüssigkeit sich gegen intermolekulare Kräfte zusammen zu ziehen. Diese bewirkt, dass sich ein Tropfen zu einer Kugel formt. Liegt dieser Tropfen auf der Oberfläche eines Festkörpers, ergibt sich ein Kontaktwinkel zu dieser Oberfläche.

Abb. 6.1.10: schematische Darstellung von Kontaktwinkeln (Quelle: Eigene Darstellung)

Abb. 6.1.11: Kontaktwinkel in Abhängigkeit von der Benetzbarkeit eines Festkörpers (Quelle: Eigene Darstellung)
Die Oberflächenspannung kann in der Druckfarbe durch Zugabe von Additiven und bei Kunststofffolien durch eine Vorbehandlung angepasst werden.
Prüfung der Oberflächenspannung:

Abb. 6.1.12: Überprüfung der Benetzbarkeit einer Oberfläche mit Testtinte (Quelle: Eigene Darstellung)
Zur Prüfung der Oberflächenspannung werden Testtinten oder Teststifte verwendet. Ist der Wert der Materialoberfläche identisch mit dem Wert der Testtinte / Teststifte, wird der Bereich gleichmäßig benetzt. Ist der Wert nicht erreicht, zieht sich die Tinte zusammen und perlt auf der Oberfläche.

Abb. 6.1.13: Eigenschaften von Lösemitteln in der Übersicht (Quelle: Sicherheitsdatenblätter der Lösemittel)
- Zum Verfassen von Kommentaren bitte anmelden.
6.1.4 Montagesysteme für Druckformen beim Flexodruck
Zur Montage der Druckform (Klischee) in das Druckwerk der Produktionsanlage stehen spezifische Druckformträger zur Verfügung:
• Polyesterfolie mit Spannleisten
• Druckzylinder
• Sleeves (Druckhülsen)
Bei den Sleeves unterscheidet man zwei Arten:
a) Sleeves als Hülsen aus Epoxid- oder Polyesterharzen mit Glas fasergewebe zum Bekleben mit Druckformen.
b) Sleeves als Hülse beschichtet mit Polymermaterial und eingearbeitetem Druckmotiv als Endlosdruckform.
Bei Druckzylindern und Sleeves werden zusätzlich kompressible Unterbauten unter die Druckform geklebt, um die Ausdruckqualität zu verbessern (Kompressibel = verdichtbar, zusammendrückbar).
Das Prinzip der Sleeve-Technologie besteht darin, anstatt eines Spannsystems eine dünnwandige Metall-hülse (Sleeve) zu verwenden. Unter Pressluft wird der Sleeve aufgeweitet und axial auf den Plattenzylinder geschoben. Nach dem Abschalten sitzt er mit Presspassung fest auf dem Zylinder. Der Sleeve wird vor dem Aufschieben außen vollflächig mit Rohplattenmaterial belegt und in einem Rundbelichter direkt via Laser belichtet. (Quelle: Dipl.Ing. (FH) Christian Greim, Script Druckereitechnik)
Zum Aufbringen der Druckform auf einen Druckformträger werden spezielle Montagegeräte verwendet. Ältere Montagegeräte sind mit einem Spiegelsystem ausgerüstet, um Hilfslinien auf eine Oberfläche zu projizieren, damit nach dieser Vorgabe die Druckform (Klischee) montiert werden kann. Aktuell werden Kamerasysteme eingesetzt. Diese bieten eine optimale Voraussetzung für Präzision der Druckformmon-tage und Reproduzierbarkeit. Bei diesen Verfahren werden auf den Druckplatten vorhandene Passkreuze oder Mikromarken (Mikropunkte) mittels einer Kamera erfasst und auf einen Monitor übertragen. Anhand eines im Monitorbild befindlichen Fadenkreuzes kann die Druckplatte positioniert und mit einem doppelseitigen Klebeband auf dem Druckformträger befestigt werden.

Abb. 6.1.14: Montagegerät für Zylinder und Sleeves (Quelle: Eigene Darstellung)
Die Vergrößerung der Registermarken im Bildschirm gewährleisten Montagegenauigkeiten von +/- 0,1mm. Diese Technik ermöglicht auch die Nutzung kleiner runder Registermarken mit einer Größe von 0,5 mm Durchmesser. Vorteile der Mikromarken sind ihr geringer Platzbedarf und eine genaue Abbildung im Monitorfadenkreuz. Der Punkt kann bei flexiblen Verpackungen während des Druckens auf der Druckform bleiben und für Folgeaufträge genutzt werden. Mikromarken werden in diesem Fall so angelegt, dass sie in der Weiterverarbeitung in nicht sichtbaren Bereichen verschwinden.
Beim Bedrucken von Wellpappe oder anderer starrer Materialien werden Passmarken vor dem Druck weggeschnitten. In älteren Fertigungsverfahren, die heute in der modernen Industrie nur noch selten angewendet werden, können Druckformen auch aus mehreren Klischees zusammengesetzt werden.
Übersicht der Montagesysteme
1. Manuelle Montage
Bei der manuellen Montage werden die Druckzylinder ohne Hilfsgeräte auf den Druckformträger montiert. Dazu müssen Einteilungslinien in Längs- und Querrichtung auf dem Träger vorhanden sein oder einge-zeichnet werden. Auf den Druckplatten sollten Passkreuze sein, damit die Platten gerade auf den Träger montiert werden können.
2. Montage mit Kamerasystem
Abb. 6.1.15: Montage auf Zylinder/Sleeves (Quelle: Eigene Darstellung)
Bei den Kamerasystemen erfolgt das Montieren der Druckplatten über Kameras, die auf Passkreuze oder Mikropunkte eingestellt werden. Die Optiken der Kameras sind mit Fadenkreuzen ausgestattet. Die auf den Druckplatten vorhandenen Passkreuze oder Mikropunkte werden von den Kameras verfasst und auf einen Bildschirm übertragen. Nach den im Bildschirm übertragenen Fadenkreuzen werden die Druckplatten auf den Zylinder ausgerichtet, positioniert und aufgeklebt.
3. Montage auf Trägerfolie (manuell oder mit Kamerasystem)
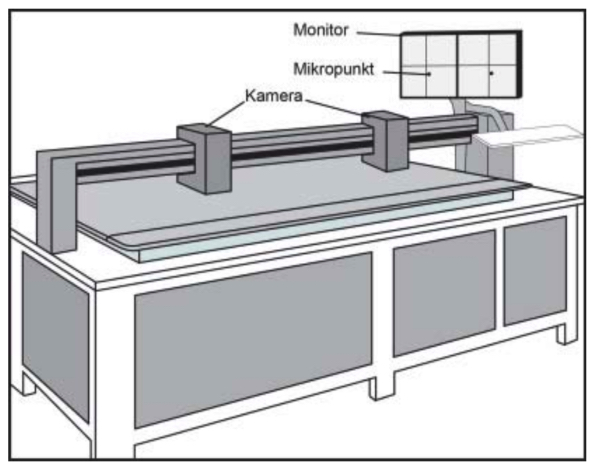
Abb. 6.1.16: Montage auf Flachmaterialien (Quelle: Eigene Darstellung)
Die Montage erfolgt hierbei auf einer Polyesterfolie. Dabei kann wie im Punkt 2 beschrieben ein Kamerasystem verwendet oder die Druckformen manuell montiert werden.

Abb. 6.1.17: Montage der Polyesterfolien im Druckwerk (Quelle: Ausbildungsleitfaden Flexodruck)
Die Größe der Druckzylinder oder die Bauart der Druckwerke erlauben es im Wellpappendirektdruck nicht, die Druckzylinder aus der der Maschine zu nehmen. Dort werden beklebte Polyesterfolien mit den Druckplatten über Spanngummis oder Spannleisten auf den Trägerzylinder montiert.
Arbeitsschritte bei der Montage von Druckformen
1. Reinigung des Druckformträgers (Druckzylinder, Sleeve oder Trägerfolie).
2. Aufbringen einer doppelseitigen Klebefolie auf den Druckformträger. Grundsätzlich sollte dies blasenfrei und ohne Falten erfolgen.
3. Reinigung der Druckplattenrückseite.
4. Montage der Druckform achsparallel auf dem Träger. Beim Montieren ist darauf zu achten, dass die Druckplatte glatt aufgelegt und gleichmäßig angedrückt wird. Dabei dürfen keine Luftblasen entstehen.
5. Bei allen Systemen werden die Druckformen vor dem Einsatz in der Produktion mit einem Klebeband versiegelt, damit beim Druck kein Farblösemittel unter die Druckplatte gelangt und sich die Haftverbindung ablöst. Dadurch können hochstehende Plattenkanten entstehen, die ungewollt mitdrucken.
- Zum Verfassen von Kommentaren bitte anmelden.
6.1.5 Befestigungssysteme für Druckformen in Produktionsanlagen
In einigen Produktionsanlagen kann aufgrund der Maschinenbauart der Druckzylinder nicht zur Montage der Druckform aus der Maschine genommen werden; auch eine Montage bei stehender Maschine ist mit Blick auf Rüstzeitoptimierung nicht sinnvoll. In diesen Maschinen werden formstabile Polyesterträgerfolien verwendet, die mit einer Einhängeleiste versehen sind und auf dem Druckzylinder montiert werden.
Hierzu gibt es verschiedene Techniken:
• Montage mit Einhängeleisten und Spanngurten: Die Druckformträgerfolie wird an der Anlagekante des Druckzylinders mit einer Einhängeleiste montiert. Das hintere Ende der Trägerfolie wird mit einem Spanngurt fixiert.
• Montage mit zwei Einhängeleisten: Die Trägerfolie wird an beiden Enden mit Einhängeleisten auf dem Zylinder montiert. Bei dieser Technik wird der Druckzylinder voll umspannt.
• Montage mit Vakuumsystem: Durch Erzeugung eines Vakuums wird die Trägerfolie auf dem Druckzylinder fixiert.
In Druckwerken mit demontierbaren Druckzylindern werden die Zylinder beim Auftragswechsel ausgetauscht. Bezogen auf die Abschnittlänge des Druckmotives werden Druckformzylinder mit unterschiedlichen Durchmessern eingesetzt.
Alternativ können auch Sleeves (Druckhülsen), die auf einem Trägerzylinder montiert wurden, eingesetzt werden. Durch Sleeves mit unterschiedlichen Wanddicken sind auf einem Trägerzylinder verschiedene Abschnittlängen (Rapportlängen) realisierbar. Der Trägerzylinder ist mit einem Druckluftanschluss und kleinen Öffnungen am Rand der Zylinderoberfläche versehen. Wird Druckluft am Trägerzylinder angeschlossen, entweicht die Luft aus den Randöffnungen und erzeugt ein Luftkissen. Auf diesem Luftkissen kann die Druckhülse aufgeschoben werden. Wird die Druckluft entfernt, sitzt der Sleeve fest auf der Zylinderoberfläche.
Der Antrieb der Druckzylinder erfolgt direkt über Servomotoren oder über Zahnräder, die entsprechend der Abschnittlänge (Rapportlänge) montiert werden. Dabei muss der Teilkreisdurchmesser des Zahnrades mit dem Durchmesser des Druckformzylinders übereinstimmen. Es gibt Zahnräder mit einer 5 mm und 10 mm Teilung (Abstand von Zahnmitte zu Zahnmitte). Formatänderungen der Abschnittlängen sind bei Zahn-radantrieben nur in 5 mm oder 10 mm Schritten möglich.
Als Rapportlänge bezeichnet mit die Strecke, die ein Druckzylinder bei einer Umdrehung zurücklegt. Beim Druck flexibler Verpackungen variiert man die Zylinder-Durchmesser und erreicht so unterschiedliche Abschnittlängen der Verpackungen.
Beim Bogendruck definiert naturgemäß die bedruckte Nutzengröße die Dimension der späteren Verpackung. Je nach Verpackungsgröße können hierbei in einem Arbeitsgang mehrere Nutzen bedruckt werden, die später aus einem Druckbogen ausgeschnitten oder ausgestanzt werden.
- Zum Verfassen von Kommentaren bitte anmelden.
6.1.6 Auftragssysteme für Druckfarben und Beschichtungsmittel
Grundsätzlich bestehen die Druckwerke, für die Übertragung der Druckfarben und Beschichtungsmittel aus den folgenden Baugruppen:
• Tauchwalze oder Kammerrakel zur Übertragung der Farbe auf die Rasterwalze,
• Rasterwalze zur Übertragung der Farben auf die Druckform,
• Druckformzylinder zum Übertragen der Farbe auf das Druckmaterial sowie
• Gegendruck, damit bei der Farbübertragung das Druckmaterial nicht weggedrückt wird.

Abb. 6.1.18: Drei-Walzensystem mit Quetschbetrieb (Quelle: Eigene Darstellung)

Abb. 6.1.19: Drei-Walzensystem mit Rakelung (Quelle: Eigene Darstellung)

Abb. 6.1.20: Zwei-Walzensystem mit Kammerrakel (Quelle: Eigene Darstellung)

Abb. 6.1.21: Direktdruck auf Wellpappe (Quelle: Eigene Darstellung)
Damit die Farbe in der Farbwanne nicht eindickt oder die Farbbestandteile sich entmischen, ist ein kontinuierlicher Farbumlauf wichtig. Bei dieser Technik wird überschüssige Farbe zurück in den Farbbehälter geleitet und von dort wieder zum Druckwerk gepumpt. Dadurch ist eine optimale Verteilung der einzelnen Farbkomponenten gewährleistet.
Tauchwalzen sind gummibeschichtete Zylinder, die in der Druckfarbe rotieren und durch Quetschbetrieb die Farbe auf die Rasterwalze übertragen.
Kammerrakel bilden durch ihre Bauart eine vor äußeren Einflüssen geschützte Kammer, in die die Farbe gepumpt wird. Zwei dünne Stahlbleche mit einer Fase, die Rakel, streifen die überschüssige Farbe von der Rasterwalzenoberfläche. In den Näpfchen (Vertiefungen) der Rasterwalze bleibt eine definierte Farbmenge, die auf die Druckform übertragen wird. Überschüssige Farbe läuft zurück in die Farbwanne oder den Farbbehälter.

Abb. 6.1.22: Rakelsystem läuft parallel zur Rasterwalze (Quelle: Eigene Darstellung)
Das Rakelsystem läuft parallel zur Rasterwalze und liegt mit konstantem Druck an. Das negative Rakel hat die Aufgabe, die Stege der Rasterwalze abzurakeln und die Näpfchen zu füllen. Die Hauptaufgabe der positiven Rakel ist es, abzudichten. Die seitlichen Dichtungen an der Kammer schließen die Farben ein. Die Vorteile gegenüber offenen Farbwerken sind die konstante Farbübertragungsmenge und gleichbleiben-de Viskosität. Die Verdunstung von Lösemitteln in das Arbeitsumfeld wird reduziert.

Abb. 6.1.23: Negativ-Rakel (Quelle: Eigene Darstellung)
Vorteil des Negativ-Rakels: gleichbleibende Farbübertragungsmenge bei unterschiedlichen Druckgeschwindigkeiten. Nachteil: größerer Verschleiß an der Rasterwalze und Rakel.

Abb. 6.1.24: Positiv-Rakel (Quelle: Eigene Darstellung)
Vorteil des Positiv-Rakels: geringerer Verschleiß an der Rasterwalze und Rakel. Nachteil: Abhängigkeit von der Zylinderdrehzahl, bei größerer Druckgeschwindigkeit entsteht ein Staudruck unter dem Rakel, welcher das Rakel leicht anhebt und einen ungewollt größeren Farbauftrag verursacht.
Rasterwalzen sind Farbübertragungszylinder, die eine bestimmte Farbmenge auf die Oberfläche einer Druckform übertragen. Zur Farbübertragung wird die Rasterwalze mit einem bestimmten Druck an die Druckplatte gestellt. Austauschbare Rasterwalzen unterscheiden sich in der Anzahl der Näpfchen und durch das Farbübertragungsvolumen.
Beispiel:
• grobe Näpfchenanordnung: 80/21 mit 80 Näpfchen pro cm und einem Farbübertragungsvolumen von 21 cm³/m² (Flächendruck).
• feine Näpfchenanordnung: 400/4,2 mit 400 Näpfchen pro cm und einem Übertragungsvolumen von 4,2 cm³/m² (Rasterdruck)
Druckformzylinder übertragen an den erhabenen Stellen der Druckform die Farbe auf den Bedruckstoff. Ein Bildmotiv ist in einzelne Druckelemente (Punkte) aufgerastert, welche die Druckfarbe auf den Bedruckstoff übertragen.
Besonders beim Bedrucken flexibler Verpackungen ist ein genaues Abstimmen von Druckformraster und Rasterwalze notwendig. Das Verhältnis der Rasterweite auf der Druckform sowie in der Rasterwalze sollte ungerade sein. Im Idealfall hat die Rasterwalze fünfmal mehr Näpfchen als die Druckform Rasterpunkte aufweist.
Beispiel: Die Rasterweite auf der Druckform beträgt 48 L/cm, dann sollte die Rasterwalze mindestens (48 x 5) 240 Näpfchen pro cm haben. Die Farbwirkung und -menge kann durch das unterschiedliche Farbübertragungsvolumen der Rasterwalze beeinflusst werden.
Bei den Rasterwalzen werden auch zwei unterschiedliche Oberflächenmaterialien verwendet:
• verchromte Oberflächen, die beim Rakelbetrieb allerdings einen hohen Verschleiß aufweisen sowie
• Oberflächen mit einer Keramikbeschichtung, die sehr verschleißfest ist und sich beim Rakeleinsatz nur wenig abnutzt.
Druckwerke in Reihenbauweise haben für jedes Druckwerk einen Gegendruckzylinder. Zentraldruckmaschinen, bei denen die Druckwerke kreisförmig um einen großen Gegendruckzylinder angeordnet sind, werden überwiegend zum Bedrucken flexibler Materialien genutzt. Inkjet-Druckverfahren eignen sich besonders auch für kleine Auflagen. Die Farbe wird dabei berührungslos auf den Druckstoff gesprüht. Es gibt auch Kombinationen aus konventionellen Druckmaschinen und Inkjet-Druckköpfen. Hier spricht man von „Integrated Inkjet“.
Gegendruckzylinder erzeugen am Bedruckstoff einen Gegendruck, damit die Farbe gleichmäßig von der Druckform übertragen wird. Bei Druckwerken, die hintereinander angeordnet sind (Reihenbauweise) hat jedes Druckwerk einen Gegendruckzylinder. Diese Bauart ist häufig in Inlinedruckwerken zu finden.
Bei Zentralzylindermaschinen gibt es nur einen großen Gegendruckzylinder, um den die Druckwerke kreisförmig (satellitenförmig) angeordnet sind. Diese Bauart wird überwiegend zum Bedrucken von flexib-len Materialien verwendet.

Abb. 6.1.25: Reihenbauweise (Quelle: Eigene Darstellung)

Abb. 6.1.26: Zentralzylinderbauweise (Quelle: Eigene Darstellung)
Inkjet-Verfahren sind digitale Druckverfahren, um Farbbilder oder Informationen auf Materialien zu drucken. Zur Erzeugung des Druckmotives werden Farbtropfen auf den Bedruckstoff gesprüht. Dieses Verfahren ermöglicht eine berührungslose Farbübertragung und eignet sich auch für starre Materialien, zum Beispiel Wellpappe. Mit dieser digitalen Lösung können kleine Mengen in unterschiedlichen Versionen und guter Druckqualität wirtschaftlich bedruckt werden.
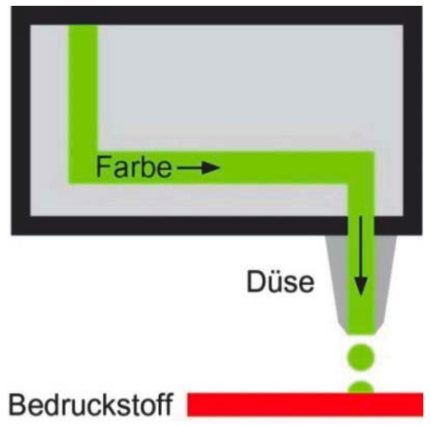
Abb. 6.1.27: schematische Darstellung des Inkjet-Verfahrens (Quelle: Eigene Darstellung)
Integrated Inkjet, bei diesem Verfahren werden Inkjet-Druckköpfe und ein konventionelles Druckverfahren (zum Beispiel Flexodruck) kombiniert. Produktionsanlagen mit dieser Kombination werden als Hybridmaschinen bezeichnet. Diese Maschinen können variable Inhalte wie zum Beispiel Adressen oder fortlaufende Nummerierungen in einen konventionellen Druck eindrucken.
Tinten sind für unterschiedliche Technologien auf dem Markt, zum Beispiel Dye-Tinten, UV-stabile Pigment Tinte, UV-härtende Tinten auf Wasser- oder Silikonbasis, Gel-Farben, die beim Auftreffen auf den Bedruckstoff verfestigen, sowie Tinten auf Lösemittelbasis für Außenanwendungen.
Tinten sind immer flüssig. Das Farbmittel kann jedoch in unterschiedlichen Arten an der Flüssigkeit gebunden sein. Bei der Dye-Tinte ist das Farbmittel in einer Trägerflüssigkeit – allgemein: Wasser – gelöst. Für den Druck von Bildern oder Grafiken bieten diese Tinten gute Eigenschaften. Nachteilig ist eine relativ geringe Lichtechtheit und Empfindlichkeit gegenüber Feuchtigkeit.Tinten mit guten Druckeigenschaften und hoher Lichtbeständigkeit basieren auf Pigmenten, die sich nicht in einem Lösemittel auflösen.
(Quelle: Druck- und Medientechnik)
- Zum Verfassen von Kommentaren bitte anmelden.
6.1.7 Umgang mit Lösemitteln und Reinigung von Druckwerken
Mit Lösemitteln muss umsichtig gearbeitet werden. Betriebsanwei-sungen, die Vorgaben aus den Sicherheitsdatenblättern der Hersteller und die Unfallverhütungsvorschriften (UVV) der Berufsgenossenschaft müssen unbedingt eingehalten werden.
Arbeitsplatzgrenzwerte (AGW) der Lösemittel (zum Beispiel Ethanol 960 mg/m³) sind von den Unternehmen einzuhalten und in regelmäßigen Abständen zu überprüfen. Die Angabe AGW hat den Begriff MAK (maximale Arbeitsplatzkonzentration) ersetzt.
Aus den Vorgaben lassen sich folgende Vorschriften für den Umgang mit Lösemitteln und Reinigungsarbeiten an Druckwerken ableiten:
• Sicherheitsschuhe und Arbeitskleidung (elektrisch nicht aufladbar) tragen,
• vor und nach der Arbeit Hautschutzcremes verwenden,
• Schutzhandschuhe bei Reinigung, Rüstarbeiten und Wartung verwenden,
• beim Ein- und Umfüllen von Farben und Lösemittel eine Schutzbrille tragen,
• Hände nicht mit Lösungsmitteln reinigen,
• am Arbeitsplatz nicht essen und trinken,
• keine Nahrungs- und Genussmittel am Arbeitsplatz aufbewahren,
• absolutes Rauchverbot beim Umgang mit Lösemitteln sowie die
• Einweisung in die Handhabung und Standorte von Feuerlöscheinrichtungen.
• Beim Umfüllen von Lösemitteln, Behälter immer erden: Damit die Funktion der Erdung gewährleistet ist, müssen Klemme und Anschlussstelle sauber und farbfrei sein.
• Behälter nach dem Gebrauch verschließen oder abdecken,
• nur Mengen, die zum Fortgang der Arbeit erforderlich sind, an der Maschine lagern,
• Entlüftungen im Produktionsraum und an der Maschine einschalten,
• Lösemitteln bei Reinigungsarbeiten sparsam und nicht großflächig einsetzen,
• in der Nähe von Lösemitteln nur explosionsgeschützte elektrische Geräte verwenden. Solche Geräte sind mit einem „Ex-Symbol“ (Abb. 6.1.28) gekennzeichnet.

Abb. 6.1.28: Explosionsschutzkennzeichen für Geräte und Schutzsysteme zur Verwendung in explosionsgefährdeten Bereichen, nach Richtlinie 2014/34/EU (Quelle: Wikipedia)
Mitarbeiter sollten in regelmäßigen Unterweisungen auf die Gefahren hingewiesen und im Umgang mit Lösemitteln, auch Feuerlöschübungen, geschult werden.
(Vergleiche auch DFTA Deutschsprachige Flexodruck Fachgruppe. Ausbildungsleitfaden Flexodruck. 2. Auflage 2000, Seiten 160-163.)
- Zum Verfassen von Kommentaren bitte anmelden.
6.2 Vorbereiten des Trennens von Packmitteln
Das Fertigungsverfahren „Trennen“ ist in der DIN 8588 beschrieben: Es regelt die Zerteilung eines Ganzen in zwei oder mehrere Teile. Das Trennen ist nach DIN 8550 eine Hauptgruppe der Fertigungstechnik. Dieses zerteilende Verfahren ist ein mechanischesTrennverfahren ohne Spanbildung. Die zwei wichtigsten Verfahren sind das Schneiden und Stanzen. Beim Schneiden unterscheidet manzwischen dem Messerschnitt, dem Scherschnitt und dem Klingenschnitt.
- Zum Verfassen von Kommentaren bitte anmelden.
6.2.1 Schneiden
6.2.1.1 Messerschnittprinzip – Einführung
Das Schneiden mit dem Messer und das Schneiden mit der Schere sind die ursprünglichen Methoden des Schneidens. Das Messerschnittprinzip zeichnet sich dadurch aus, dass das Messer durch das Material gedrückt wird (Druckschnitt, Keilschnitt). Das Messer drückt gegen eine Schneidunterlage, die fest in der Maschine fixiert ist, oder auch gegen eine rotierende Unterlage.

Abb. 6.2.1: Messerschnitt gegen Unterlage (unterschiedlich geformte Schneidlinien) (Quelle: Eigene Darstellung)
Schnellschneider – Planschneider
Der Planschneider arbeitet nach dem Prinzip „Messerschnitt“. Neben dem Zuschneiden von bedruckten oder unbedruckten Papier-, Pappe-, Kartonbogenstapeln auf das richtige Format der Weiterverarbeitungs-maschine wird der Schnellschneider (Planschneider) im Verpackungs-bereich hauptsächlich für das maßhaltige Schneiden von Etiketten, Einlagen sowie im Werbemittelbereich zum Vereinzeln von Flyern, Post-arten und Visitenkarten eingesetzt. Bei einem Beschneiden von vorhandenen Formaten ist ein genauer Winkelschnitt notwendig. Zudem müssen die Maße auf Bruchteile von Millimetern genau eingehalten werden. Mit dieser Maschine kann das erreicht werden. Man kann damit Schneidgut aus Papier, Karton, Pappe, Metall und Kunststoff-Folien, aber auch Textilien, Gummi, Leder und anderes mehr schneiden. Diese Maschine ist ausschließlich als „Querschneider“ einzusetzen.

Abb. 6.2.2: Schnellschneider – Planschneider. Im Schnellschneider wird das Messer schwingend schräg durch das Schneidgut gezogen, um die Belastung der Konstruktion zu reduzieren. (Quelle: POLAR-Mohr)
Hier gibt es ein interaktives Lernprogramm zum Planschneider.
Die Messeraufnahme
Die starre Konstruktion verhindert weitgehend, dass sich das am Schnellschneider befestigte Messer verbiegt. Es wird im Maschinengestell in Gleitbahnen leicht beweglich, aber spielfrei so geführt, dass das Messer die Schwingschnittbewegung ausführt.
Das Messer wird bei dieser Konstruktion schwingend schräg durch das Schneidgut gezogen. Es tritt nicht auf der gesamten Schnittlinie parallel in das Schneidgut ein. Hierdurch ist der Kräfteanstieg bei Schnittbeginn weicher, und die Konstruktion der Maschine wird weniger stark belastet.

Abb. 6.2.3: Schwingschnitt (Quelle: Eigene Darstellung)
Die Schneidleiste
Das Gegenmesser/Unterschnittwerkzeug beim Messerschnitt ist die Schneidleiste. Je nach Art des verwendeten Messers kann die Schneidleiste aus verschiedenen Kunststoffen gefertigt sein. Der Kunststoff der Schneidleiste muss zäh, er darf aber auch nicht zu hart sein. Ist das Material zu weich, dann schneidet das Messer zu tief ein. Die unteren Bogen werden nicht sauber durchgeschnitten. Ist die Leiste zu hart, wird das Messer schnell stumpf oder bricht gar aus.
| Eingesetzte Materialien bei Schneidleisten: |
| Hart-PVC: Früher wurden Schneidleisten aus Hart-PVC angeboten. Diese wurden in erster Linie für Hartmetallmesser eingesetzt. |
| Polypropylen: Heute werden fast nur noch Polypropylen-Schneidleisten mit einer Härte von 60-85 Shore angeboten. |
| Nylon: Die Nylon-Schneidleiste hat den Vorteil, dass sie sich nachdem Schnitt wiederein Stück weit verschließt. Hierdurch wird der untere Bogen des Schneidgutes bessergestützt und sicherer getrennt. |
Die Shore-Härte, benannt nach Albert Ferdinand Shore, ist eine Kennzahl, die vorwiegend für Elastomere und gummielastische Polymere eingesetzt wird. Quelle und weiterführende Informationen: http://wiki.polymerservice-merseburg.de/index.php/SHORE-Härte
Nicht nur das Messer muss geprüft und scharf sein, um einen qualitativ guten Schnitt zu erzeugen, sondern auch die Schneidleiste hat einen großen Einfluss auf den Schnitt eines Stapels.
Die Leiste sollte dann ausgetauscht oder umgedreht werden, wenn sich das Messer so tief eingearbeitet hat, dass die unteren Bogen eines Stapels abreißen. Auch bei jedem Messerwechsel ist die Schneidleiste umzudrehen oder auszuwechseln. Die Schneidleiste nutzt sich umso schneller ab, je härter das zu schneidende Material ist. Ein regelmäßiger Wechsel der Schneidleiste erhöht die Standzeit des Messers. Wichtig ist auch die exakte Höheneinstellung des Messers beim Messerwechseln. Das Messer sollte im unteren Totpunkt der Maschine nur so weit in die Schneidleiste eindringen, dass das Material gerade noch durchgeschnitten wird.

Abb. 6.2.4: empfohlene Eintauchtiefen des Messers in die Schneidleiste (Quelle: POLAR-Mohr)
Der Pressbalken und der Schnittandeuter
Der Pressbalken soll das Schneidgut beim Schneiden festhalten. Durch die stufenlos einstellbare Hydraulik lässt sich der richtige Pressbalkendruck bei modernen Schneidemaschinen je nach Schneidgut und Schneidbreite einstellen. Die korrekte Einstellung ist wesentlich abhängig von den Eigenschaften des Schneidgutes. Um die Schnittlinie zu erkennen, kann der Pressbalken mithilfe des Fußpedals (mechanischer Schnittandeuter) auf das Schneidgut abgesenkt werden. Die Schneidmarkierungen auf dem zu schneidenden Druckbogen können so genau angefahren werden. Mit dem Einschalten des optischen Schnittandeuters wird eine schmale Linie auf das Schneidgut projiziert.
Weitere Maschinenelemente, die den Schneidprozess am Schnellschneider optimieren, sind
• Gesamttischluft
• Vorder- oder Hintertischluft
• Nutenholz
• Autotrim
• Automatisches Richten
• Drehsattel
• Neigesattel
• Fixomat (Punktanlage am Sattel)
• Niederhalter vor dem Sattel (Rechen)
Auf diese Maschinenelemente wird im Lernfeld 10 ausführlich eingegangen.
Schneidprobleme
Es gibt viele Faktoren, warum ein Schnitt ein Fehlerbild aufweist. Es kommt auf das richtige Messer an. Die Beschaffenheit des Schneidgutes bestimmt wesentlich die Auswahl des Messers sowie des Messerwinkels. Je besser die beiden Parameter – Beschaffenheit des Schneidgutes und Messerwinkel – aufeinander abgestimmt werden, desto höher ist die erzielbare Schnittqualität.
Das Thema „Messerwinkel“ wird im Abschnitt „6.2.2.2 Messer“ausführlich behandelt.
Weiches Schneidgut
Unter weichem Schneidgut versteht man Papiere, die sich unter Druck stark zusammendrücken lassen. Dabei handelt es sich zum Beispiel um Durchschlagpapiere, Saugpost, Seidenpapier, Holzpappe, unterstrichenen Primärfaserkarton und Löschpapier. Diese Schneidmaterialien haben folgende Eigenschaften, die sich beim Schnitt sehr unangenehm bemerkbar machen:
• schlechte Gleiteigenschaften,
• hohes Luftvolumen im Stapel sowie
• Weichheit des Schneidgutes an sich.
Folgende Probleme können auftreten:
A. Das Schneidgut staut sich vor dem Messer: Das Messer verkeilt sich, es kann zu hohem Schneiddruck kommen. Man sollte das Schneidgut deshalb immer an der linken Seite anlegen, wenn die Messerbewegung von links nach rechts erfolgt. Ein Anlegen des Schneidgutes an der rechten Seite würde den Stau noch begünstigen, da der rechte Seitenanschlag den Materialfluss zusätzlich behindern würde.

Abb. 6.2.5: Schneidgutstau (Quelle: Eigene Darstellung)
B. Das Schneidgut wird vom Messer unter dem Pressbalken herausgezogen. Das führt zu einem Überschnitt – das heißt: Die oberen Lagen des Stapels werden kürzer als die unteren. Um diesem Phänomen entgegenzuwirken, empfiehlt sich die Verwendung eines schlanken Messerwinkels, und/oder die Vorpresszeit sollte erhöht werden.
C. Ein stumpfes Messer zieht mehr als ein scharfes Messer. Die Folgen zeigt Abb. 6.2.6.

Abb. 6.2.6: Effekte eines stumpfen und eines scharfen Messers (Quelle: Eigene Darstellung)
D. Bei weichem Schneidgut und zu hoch eingestelltem Pressdruck besteht die Gefahr, dass die Pressbalkenkontur das Schneidgut verformt. Hier kann mit einem Abdeckblech Abhilfe geschaffen werden. Falls das noch nicht ausreicht, kann ein dicker Papierstreifen oder ein Filzstreifen zwischen Abdeckblech und Schneidgut gelegt werden.
Normales Schneidgut
Als normal bezeichnet man Schneidgut, das sich mit einem Messerwinkel von 24 Grad und mittlerem Pressdruck (2000 kg) gut verarbeiten lässt. Das sind zum Beispiel Schreibpapiere, Postkartenkarton und Druckpapiere.
Hartes Schneidgut
Bei hartem Schneidgut (zum Beispiel Kunstdruckpapiere, gummierte Papiere, Graupappe und gestrichener Sekundärfaserkarton) kann das Messer im Schnitt ausweichen. Ein stumpfer Messerwinkel mit einer angeschliffenen Fase sorgt hier für gute Schneidergebnisse, wobei auch der gute Materialfluss vor dem Messer erhalten bleibt.
Hartes Schneidgut = stumpfer Messerwinkel;
weiches Schneidgut = schlanker Messerwinkel.
Weitere wichtige Faktoren, die einen Schnitt beeinflussen, werden im Lernfeld 10 ausführlich behandelt.
Bei Fehlern im Schneidprozess ist es wichtig, mögliche Ursachen einzeln und nacheinander zu prüfen. In der linken Spalte der folgenden Tabelle werden häufig auftretende Fehlerbilder im Schneidprozess auf-geführt; in der rechten Spalte finden sich Tipps, wie diese Fehlerbilder behoben werden können.

Abb. 6.2.7 a: Fehlerbilder im Schneidprozess (Teil 1) (Quelle: Eigene Darstellung)

Abb. 6.2.7 b: Fehlerbilder im Schneidprozess (Teil 2) (Quelle: Eigene Darstellung)

Abb. 6.2.8: Dreimesserschneider. Bei der Buchherstellung verwendet man Maschinen, die drei Seiten auf einmal beschneiden können. (Quelle: Eigene Darstellung)
Bei der Buchherstellung werden Maschinen eingesetzt, die einen Dreiseitenbeschnitt ausführen können. Ähnlich wie bei einem Schnellschneider beziehungsweise Planschneider schneiden drei Messer gegen eine Schneidleiste. Die Pressung des Schneidguts wird durch eine Formplatte vorgenommen. Der Pressdruck muss mit wachsender Höhe und Breite der Lage erhöht und bei schmaleren Lagen reduziert werden. Diese Maschine kann demnach sowohl längs- als auch querschneiden. Abb. 6.2.8 veranschaulicht, wie das funktioniert.
- Zum Verfassen von Kommentaren bitte anmelden.
6.2.1.2 Messer für den Messerschnitt
Für einen fehlerfreien Schnitt ist nicht nur der Pressdruck, sondern auch der Messerwinkel sehr wichtig. Die folgende Tabelle (Abb. 6.2.9) zeigt Beispiele von Pressdrücken sowie Messerwinkeln für verschiedene Materialien (mittelhohe Lagen) bei einer Schnittbreite von mehr als zwei Drittel der Maschinenbreite. Höhere und breitere Lagen erfordern höhere Pressdrücke, schmalere Lagen niedrigere Pressdrücke.
Die Messer für den Messerschnitt werden in verschiedene Güteklassen unterteilt:
1. niedrig legierte Stähle
2. hochlegierte Stähle (HSS)
3. Hartmetall (HM) Standardkörnung
4. Feinstkorn-Hartmetall (FK-HM)
5. Ultrafeinstkorn-Hartmetall (UFK-HM)

Abb. 6.2.9: Pressdruck und Messerwinkel (Quelle: Eigene Darstellung)

Abb. 6.2.10: Messer für den Messerschnitt/Planschneider (Quelle: Eigene Darstellung)
Je nach Anwendungsbereich und Standzeit bestehen die Messer aus unterschiedlichen Materialien. Die höchste Standzeit bei gleichzeitig hoher Elastizität bieten Messer aus Ultrafeinstkorn-Hartmetall.

Abb. 6.2.11: Messerqualitäten und Standzeiten (Quelle: Eigene Darstellung)
Schneidmesserwinkel
Zur Erreichung der Schnittanforderungen sind die Schnittwinkel, der Keilwinkel und der Phasenwinkel genau einzuhalten. Die Wahl des Messerwinkels ist – wie bereits beschrieben – von der Beschaffenheit des Schneidgutes abhängig. Ferner ist auch die Standzeit ein Kriterium für die Wahl des richtigen Weges.
Folgende Faustregel kann angewendet werden:
• weiches Schneidgut = kleiner (schlanker) Messerwinkel
• hartes Schneidgut = großer (stumpfer) Schnittwinkel

Abb 6.2.12: wichtige Bezeichnungen am Messer: Keilwinkel und Fasenwinkel (Quelle: Eigene Darstellung)
Die Schnittwinkel liegen zwischen 17° und 30°. Werden verschiedene Papier- oder Pappearten abwechselnd geschnitten, so ist es von Vorteil, den größeren Schnittwinkel zu wählen. Hartmetallmesser haben eine Doppelfase (auch Vorfase genannt), zum Beispiel 20/24° – dies hat den Vorteil, dass man die Messer so einfacher und besser schleifen kann. Eine Doppelfase wird beim Schneiden großer Bögen eingesetzt, da so die Verdrängung vor dem Messer durch den schlanken Messerkörper wesentlich geringer ist.
Bei einem guten Stahlmesser (nicht Hartmetall) wird der wirkliche Radius einer sehr scharfen Schneide etwa 5 Tausendstel Millimeter betragen. Wird dann mit dem Messer geschnitten, wird der Radius durch Abnutzung größer. Wenn beim Papierschneiden die Schnittfläche und/oder der Abfall zusammenkleben, so ist dies ein Anzeichen dafür, dass das Messer stumpf ist.

Abb 6.2.13: Radius Messerschneide (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
6.2.1.3 Stanzen
Stanzen ist ein Arbeitsverfahren, das im Bereich der Technik vielseitig angewendet wird (Metall, Kunststoff, Leder, Papier etc.). Im Gegensatz zum Schneiden, bei dem nur in geraden Linien getrennt werden kann, ist es beim Stanzen möglich, jede gewünschte Form (Kreis, Ellipse, krumme Linien) aus dem Material herauszutrennen.
Der Trennvorgang im Stanzverfahren mit Stanzwerkzeugen entspricht dem Scherschneiden und dem Keilschneiden. Insbesondere handelt es sich um:
Insbesondere handelt es sich um:

Abb. 6.2.14: Keilschneiden/Scherschneiden (Quelle: Eigene Darstellung)
Zur Herstellung von Stanzzuschnitten (fassionierte Zuschnitte) werden Stanztiegel (Handstanztiegel), Flachbett-Stanzautoma (Autoplatine) und Rotationsstanzmaschinen eingesetzt. Stanzzuschnitte können von Hand, aber auch im Flachbett- beziehungsweise Rotationsverfahren ausgeführt werden.
Auch hier ist der Vorgang ein Materialverdrängen. Die beiden Flanken einer Schneidlinie drängen in einer Abwärtsbewegung das zu stanzende Material seitlich weg. In der Fachsprache nennt man diese Art des Trennens Druckschnitt.

Abb. 6.2.15: Die Schneidlinie dringt in das Material ein (Quelle: ESUpedia – „Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung“ des Fachverbandes deutscher Stanzformhersteller e.V.)
Die Geometrie des Trennvorgangs wird von einem Layout (Stanzwerkzeug) vorgegeben.
Flachbett-Stanzen
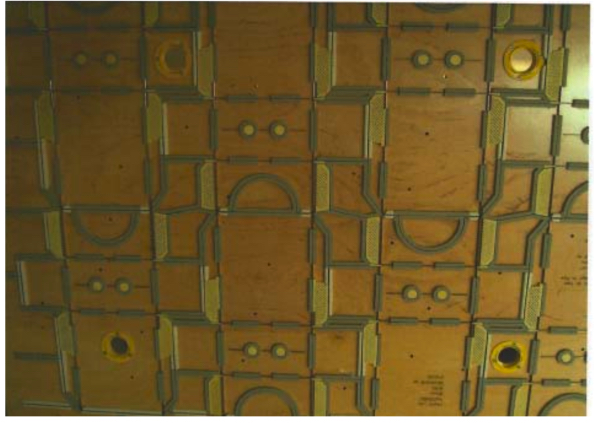
Abb. 6.2.16: Ausschnitt einer Stanzform (Bandstahlschnitt, Quelle: ESUpedia – „Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung“ des Fachverbandes deutscher Stanzformhersteller e.V.)
Hierbei handelt es sich um eine Flachbettstanzform. Die Linien, Oberbegriff für alle aus Kohlenstoffstahl gefertigten Bänder, stellen Schneid-, aber auch Rilllinien sowie die Kombination aus beidem (Rill-perforation) dar. Abb. 6.2.17 zeigt den Stanzvorgang – hier: Schneid- und Rilllinie in Kombination – im Detail. Gestanzt werden können in einem Arbeitsgang Schneid-, aber auch Rilllinien sowie die Kombination aus beidem (Rillperforation).

Abb. 6.2.17: Stanzvorgang eines Tiegels (Quelle: Eigene Darstellung)
Schneidlinientypen
Schneidlinien sind in vielen verschiedenen Varianten erhältlich – zum Beispiel mit doppelseitiger Fase, mit einseitiger Fase, mit Facettenschliff, mit einseitigem Facettenschliff, mit geschabten, geschliffenen, polierten, beschichteten Schneidlinien und vielem mehr.
Schneidlinien mit einseitiger Fase beziehungsweise einseitigem Facettenschliff werden genutzt, wenn am Stanzgut einseitig die seitliche Verdrängung vermieden werden soll.
Die Fase ist eine abgeschrägte Fläche, die an einer Werkstückkante erzeugt wird. Schneiden können je nach Anwendung sehr unterschiedlich geformt sein. Formbeeinflussend sind zum Beispiel die erforderlichen Drücke und die zu schneidenden Materialdicken.
Die folgende Tabelle (Abb. 6.2.18) zeigt eine Übersicht der hauptsächlich verwendeten Schneidengeometrien: (Quelle: Eigene Darstellung)

Die Qualität der Schneidlinie, passend zu den Anforderungen des Stanzgutes, kann aus nachfolgender Tabelle (Abb. 6.2.19) entnommen werden.

Abb. 6.2.19: Auswahl der Qualität der Schneidlinie (Quelle: ESUpedia – „Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung“des Fachverbandes deutscher Stanzformhersteller e.V.)
Lochstanzen
Können Teilbereiche einer Stanzform nicht aus Linien gefertigt werden, weil die Größe zu gering oder die Gestaltung zu filigran ist, so werden Lochstanzen eingesetzt. Hier kommt Stahl zum Einsatz, der nach der Fertigung noch zu härten ist. Bei runden Teilen sprechen wir von Lochpfeifen. Formteile mit anderen als runden Konturen werden als Profilstanzen bezeichnet.

Abb. 6.2.20: Lochstanzen und Profilstanzen (Quelle: ESUpedia – „Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung“ desFachverbandes deutscher Stanzformhersteller e.V.)
Anforderungen an die Scheidelinien beim Stanzvorgang
Der technisch-physikalische Vorgang des Stanzens lässt sich mit der Darstellung des Stanzdruckes in den einzelnen Phasen erklären (Abb. 6.2.21):

Abb. 6.2.21: Anforderung an die Schneidlinie – einzelne Phasen des Stanzdrucks (Quelle: Eigene Darstellung)
Die Abbildung kann den Vorgang nur qualitativ darstellen, da viele Parameter den Stanzprozess beeinflussen, hauptsächlich die Materialeigenschaften und die Geometrie der Schneidlinie. Beim Flachbett-Stanzen ist es notwendig, dass die Schneidlinie auf der Gegenstanzplatte aufsitzt. Nur so lassen sich saubere Schnittkanten am Stanzgut erzielen. Der erforderliche Stanzdruck muss in Abhängigkeit vom Material genau richtig eingestellt sein. Zu hoher Druck im Bereich 4 (aus Abb. 6.2.20) des Stanzvorgangs (Material ist durchtrennt) führt dazu, dass Schneidlinienspitzen abstumpfen oder brechen. Das wiederum führt zu einem unsauberen Stanzergebnis: Es bilden sich sogenannte Stanzhaare, oder die Teile sind nichtvoneinander getrennt. Stanzhaare sind aus der Schnittfläche herausragende Fasern.

Abb. 6.2.22: abgestumpfte und abgebrochene Schneidlinienspitze – schematisch dargestellt (Quelle: Eigene Darstellung)
Zurichtung
Bei einer Flachbett-Stanzform handelt es sich um ein flächiges Werkzeug – und alle Schneidlinien treffen auf dem Throntisch zum gleichen Zeitpunkt auf die Gegenstanzplatte. Durch Toleranzen, entweder bei den Schneidlinien oder beim Stanztiegel, gibt es im praktischen Vorgang des Stanzens immer Zonen, in denen einige Schneidlinien bereits das Stanzgut durchgestanzt haben und auf die Gegenstanzplatte treffen, während in anderen Bereichen noch keine komplette Stanzung erreicht worden ist.

Abb. 6.2.23: Darstellung eines Stanzprozesses bei unebenem Stanztiegel (Quelle: Eigene Darstellung)
Um die Toleranzen im Tiegel auszugeichen, ist es notwendig, die rechte Schneidlinie zu unterlegen.

Abb. 6.2.24: Darstellung eines Stanzprozesses bei unebenem Stanztiegel und Zurichtung (Quelle: Eigene Darstellung)
Um diese Unebenheiten auszugleichen, wird ein Zurichtebogen verwendet. Mit einem Zurichtebogen aus kalibriertem Papier wird geprüft, ob die Stanz-Maschine ein gleichmäßiges und damit sauberes Stanzergebnis liefert. Ein Zurichtebogen ist ein Papierbogen, auf dem die Nutzenanordnung der Stanzform angegeben wird. Er ist spezifisch für einen Auftrag und eine Maschine und kann nur mit der entsprechenden Stanzform verwendet werden. Dazu ist es empfehlenswert, die Maschine auf dem Zurichtebogen zu identifizieren.
Als Material für den Zurichtebogen wird ein Spezialpapier für Offset-Druckmaschinen (kalibriertes Papier – 1 mm dick mit einer maximalen Toleranz von +- 0,01 mm) empfohlen.
Das für den Zurichtebogen zu verwendende Papier soll folgende Eigenschaften aufweisen:
• nicht komprimiert,
• feuchtebeständig,
• stabile Außendimension und
• kalibriert.
Bei der Zurichtung wird zwischen einer Zonen- und Feinzurichtung unterschieden.
Zonenzurichtung
Die Zonenzurichtung dient zur Erhöhung der Stanzkraft in einer 0,031 mm ungenügend gestanzten Zone. Hier kann unter anderem Seidenpapier verwendet werden. Die Feinzurichtung kleiner Bereiche erfolgt mit selbstklebendem Zurichteband, das auf Rollen geliefert wird. Das Band ist zwischen 0,03 und 0,08 mm dick.

Abb. 6.2.25: Zonenzurichtung (Quelle: Handbuch „Stanzen Stanzzurichtung Autoplatine SP_ZFO_BSA0500TD01_CTK_053_00“, Bobst AG)
Feinzurichtung
Die Feinzurichtung besteht darin, dort Papierstreifen auf einen Zurichtebogen zu kleben, wo die Stanzung unregelmäßig erfolgt ist. Das Ziel ist es, eine gleichmäßige Zuschnittqualität zu erreichen, und zwar ohne erhebliche Erhöhung der Stanzkraft.
Vorteile:
• geringere Abnutzung der Stanzlinien
• Präzision und Stabilität des Zuschnitts

Abb. 6.2.26: Feinzurichtung (Quelle: Bobst AG)
Dazu werden selbstklebende Papierstreifen – Zurichteband – in Rollen zu 3 und 6 mm Breite verwendet. Die Dicke beträgt 0,03 mm bis 0,08 mm. Da die gewünschte Zurichtung eine gewisse Strahlung mit sich bringt, muss die Länge des Zurichtebands kürzer sein als die Problemstrecke am Stanzbogen. Achtung: Der Stanzdruck an der Stanzmaschine ist so weit zurückzunehmen, dass eine Beschädigung der Schneidelinien durch Überdruck auszuschließen ist.

Abb. 6.2.27: Zurichteband auf Rollen (Quelle: Bobst AG)
Bevor jedoch eine Stanzform im Schließrahmen montiert wird, muss sichergestellt sein, dass die Rückseite der Stanz-oder Rilllinien freivon jeglichen Ablagerungen sind.
Ablagerungen können wie folgt beschrieben werden:
Stahlablagerungen: Diese Ablagerungen können sich an der Verbindungsstelle der beiden Linien befinden. Sie entstehen durch Reiben eines Linienendes gegen die Seite der anderen beim Montieren (Linien zu lange oder verkehrt eingeschlagen).
Holz-, Leim- oder Lackablagerungen: Diese Ablagerungen können sich überall auf der Rückseite der Stanzform bilden.
Sauberkeit der Ausrüstung: Die Stanzausrüstung und die oberen Tiegel müssen sauber und in einem guten Zustand sein.

Abb. 6.2.28: Ablagerungen (Quelle: Bobst AG)
Fehler beim Grob- und Feinzurichten und Fehlerbehebung bei dem Einrichten der Maschine in Bezug auf die Stanzform inklusive Ausbrechwerkzeuge (Auszug aus dem Handbuch„Stanzen_Stanzzurichtung_ AutoplatineSP_ZFO_BSA0500TD01_CTK_053_00“ der Firma Bobst AG).

Das Mineral Talk (Steatit, Magnesiumsilikathydrat, in pulverisierter Form Talkum; nicht zu verwechseln mit Talg) ist ein sehr häufig vorkommendes Schichtsilikat.



Herrichten der Stanzwerkzeugsätze (Stanzwerkzeug, Ausbrechwerkzeug, Nutzentrenner)
Bevor ein Stanzwerkzeugsatz zur Verarbeitungsmaschine gelangt, sollte der Werkzeugsatz auf den Allgemeinzustand kontrolliert werden. Sollten hierbei Anomalien festgestellt werden, muss die Fertigungs-steuerung und gegebenenfalls der Stanzformbauer unterrichtet werden.
Bei diesen Kontrollen sind zu berücksichtigen:
1. Kontrolle, ob alle Werkzeuge vorhanden sind. Ein Werkzeugsatz kann bestehen aus
• Stanzform,
• oberes Ausbrechwerkzeug,
• mittleres Ausbrechbrett,
• Vorderand-Abtrennwerkzeug (Ober- und Unterwerkzeug) und
• Zurichtebogen.
2. Zustand der Holzplatten (Spalten, Brüche usw.)
3. Zustand der Linien und Gummis der Stanzform
4. Vorhandensein der Buchsen mit Spitzen in den Werkzeugen (Stanzform, Ausbrechwerkzeuge und Vorderrandabtrennvorrichtung)
5. Zustand und Befestigung der Verstärkungen und der Trennmesser des mittleren Ausbrechbretts
6. Zustand und Vorhandensein aller Ausbrecher und Ausbrechschaumstücke an dem oberen Ausbrechwerkzeug
7. Zustand und Vorhandensein der Spannvorrichtung (Klauen, Alu-Profil) und des Zentriersystems (Anschläge, Plastikschrauben) des Ausbrechwerkzeugs.
Rotationsstanzen
Im Gegensatz zu den vorher genannten Verfahren wird hier nicht mit einem flachen, sondern mit einem zylinderförmigen Werkzeug gearbeitet. Die Rotations-Stanzform wird in der Rotations-Stanzmaschine auf einen Stanzzylinder geschraubt. Bei der Produktion läuft das Material kontinuierlich zwischen Stanzzylinder und Gegenstanzzylinder durch. Die Schneidlinien tauchen dabei rund 1,5 mm in den gummibeschichteten Gegenstanzzylinder ein.
Die Schneidlinien sind mit einem Sägezahnprofil ausgestattet – dies schont die Gegendruckwalze, und beim Stanzen bewirkt das Profil einen Scher- oder Schrägschnitt. Dadurch ist weniger Stanzdruck erfor-derlich als bei einem „Parallelschnitt“ mit konstanter Linienführung, wie er beim Flachbett-Stanzen stattfindet.

Abb. 6.2.29: Prinzip Rotationsstanzen (Holzhalbschalen) (Quelle: Eigene Darstellung)
Beim Rotationsstanzen unterscheidet man zwischen Voll- und Teilwerkzeugen. Vollwerkzeuge für Rotationsstanzmaschinen zeichnen sich dadurch aus, dass sie das komplette Verpackungslayout abbilden und mit Stanzrand und Abfalltrennmessern versehen sind.

Abb. 6.2.30: Stanzform für eine Rotationsstanze (Halbschale, Quelle: ESUpedia – „Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung“ des Fachverbandes deutscher Stanzformhersteller e.V.)
Teilwerkzeuge werden je nach Verpackungstyp hergestellt. Diese können von einer einfachen Handgriffausstanzung bis hin zum halbautomatischen Boden reichen.

Abb. 6.2.31: Rotationsstanzform mit Gegendruckzylinder (Quelle: Eigene Darstellung)
Stanzlinien für Rotationsstanzwerkzeuge
Die einzubauenden Bandstahllinien liegen für die axiale Einbaurichtung in geradliniger Form, für die radiale (und schräg verlaufende) Einbaurichtung in runder Form vor. Durch die rotierende Bewegung treten beim Auftreffen der axialen Stanzlinien auf das Material hohe Gegenkräfte auf. Um diese massiv zu vermindern, nutzt man die Geometrie der Stanzlinien durch spitze oder gerundete Zähne. Diese fixieren und komprimieren zunächst das Material, bevor sie dieses durchtrennen und in den Gegenstanzbelag eindringen.

Abb. 6.2.32: Stanzlinie mitgerundeter Schneidspitze (Quelle: ESUpedia – „Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung“des Fachverbandes deutscher Stanzformhersteller e.V.)

Abb. 6.2.33: Stanzlinie mit spitzzulaufender Schneidspitze (Quelle: ESUpedia – „Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung“ des Fachverbandes deutscher Stanzformhersteller e.V.)

Abb. 6.2.34: Richtungsangaben an der Rotations-Stanzform (Quelle: Eigene Darstellung)

Abb. 6.2.35: radiale Stanzlinie (Quelle: Eigene Darstellung)

Abb. 6.2.36: axiale Stanzlinie (Quelle: Eigene Darstellung)
Charakteristisch für rotativ gestanzte Produkte ist deren ungleichmäßige Schnittkante. Diese erklärt sich durch die unterschiedlichen Zeitabstände zwischen Messerspitze und Messertal sowie durch die Durchlaufgeschwindigkeit. Die praktische Erfahrung zeigt: Schwere Materialien werden mit großzahnigen Schneidlinien gestanzt, leichte hingegen mit feinzahnigen Linien.
Gummierung
Die Gummierung hat den größten Einfluss auf die Laufeigenschaften und damit auch auf die Laufgeschwindigkeit der Stanzmaschinen. Die Gummierung des Stanzwerkzeugs hat zwei wesentliche Funktionen:
• Festhaltefunktion: Das zu stanzende Material muss während des Stanzprozesses vom Gummi fest und plan gehalten werden, sodass kein Zug entsteht und der gestanzte Bogen speziell im Haltepunktbereich nicht vorzeitig zerstört wird.
• Auswerferfunktion: Das zu stanzende Material muss nach dem Stanzprozess von den Bandstahllinien abgestreift und ausgeworfen werden.
Auf beiden Seiten der Schneidlinien werden Gummistreifen, etwa 1,5 mm höher als die Schneidlinie und in einem Abstand von circa 1 mm, auf die Trägerplatte geklebt. Damit erfüllt die Gummierung als nützlichen Nebeneffekt auch eine Schutzfunktion vor Verletzung für den Anwender bei der Handhabung der Stanzform.
Entsprechend ihren unterschiedlichen Aufgaben gibt es eine ganze Palette verschiedenartiger Gummisorten. Diese unterscheiden sich nach Material, Härte, Springfreudigkeit und Form. Für die Gummierung werden Moosgummi, Zellgummi, Vulkollan und auch Kork verwendet. Vulkollan ist ein Handelsname für Polyester-Urethan-Kautschuk. Dabei handelt es sich um einen Polyurethan-Kunststoff mit elastischen Eigenschaften ähnlich dem Naturgummi, aber besserer chemischer und mechanischer Beständigkeit.
Auf die unterschiedlichen Gummierungen und Aufbau der Stanzwerkzeuge wurde bereits ausführlich im Lernfeld 5 „Werkzeuge herstellen und vorbereiten“ eingegangen.
Befestigungssysteme bei der Rotationsstanze
Es existieren zwei Arten von Walzen zur Montage von Stanzformen:
• herkömmliche Werkzeugträgerwalzen zur Befestigung der Werkzeuge mithilfe von Schrauben oder Pratzen.
• Posilock-Walzen
Herkömmliche Werkzeugträgerwalzen
Die Stanzformen werden mit Schrauben angebracht. Diese Arbeit ist zeitaufwendig und erfordert große Sorgfalt bei der Montage.

Abb. 6.2.37: herkömmliche Werkzeugträgerwalze (Quelle: Bobst AG)
Um Fehler bei der Werkzeugmontage zu vermeiden, sollte die Montagereihenfolge für die Schrauben (s. Abb. 6.2.38, Bild 4) unbedingt eingehalten werden. Es ist immer mit der Schraube der beiden Zentrierklötze zu beginnen und mit den Schrauben 2, 3 und 4 fortzusetzen.

Abb. 6.2.38: Montagereihenfolge der Verschraubung (Quelle: Bobst AG)
Bei sogenannten „Universalstanzformen“ – zum Beispiel Handlöcher – wird die Stanzform mit „Spannpratzen“ gefestigt. Spannpratzen (auch Spanneisen) sind mit einer Bohrung oder einem Langloch versehene flache Spannelemente zur mechanischen Fixierung verschiedener fester Körper auf einer Werkplatte oder Aufnahme (Quelle: Wikipedia). Hierfür wird die Bohrung für die Verschraubung entsprechend groß ausgearbeitet.

Abb. 6.2.39: Universalstanzform mit Spannpratzen befestigt (Quelle: Bunkus Kartonagen, Bad Oldesloe)
Posilock-Werkzeugträgerwalzen
Die von BOBST entwickelte Walze lässt das Verriegeln und Entriegeln der Stanzformen durch einen Schiebeschalter zu. Auf diese Weise kann die Stanzform um die Walze gelegt und seitlich angepasst werden.

Abb. 6.2.40: Posilock-Stanzform und Verriegelung (Quelle: ESUpedia – Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung)
Abb. 6.2.41: Posilock-Stanzform – Innenansicht (Quelle: ESUpedia – Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung)
Der Werkzeugträger besteht aus zwei Anbringzonen „0“ und „1“ für die Stanzform. Bei Montage der Muffe auf 0 stützt sie sich auf den Anschlag B.

Abb. 6.2.42: Posilock-Werkzeugträger mit zwei Schalen (Halbschalen, Quelle: Handbuch „Rotationsstanzwerk – DE/SAM07520NFU0001/E“ der Fa. Bobst AG)
Legende:
A: Bügel
B: Anschlag für Schalen
J: Spiel zwischen den Schalen: Anschlag Breit „B“ + 5 mm
Fo: Form
P: Formenkante für eine Form, die aus zwei Teilen besteht, oder Vorderkante einer Form mit nur einer Schale
Montage einer einteiligen Stanzform auf einem Posilock-Werkzeugträger
Die einteilige Stanzform wird an der Anbringzone 0 befestigt. Montiert wird die Muffe auf die Anbringzone 0 unter Auflage auf den Anschlag B. Es muss darauf geachtet werden, dass die Muffe den Anschlag berührt und hierdurch fest an die Walze gedrückt wird.

Abb. 6.2.43: Posilock-Werkzeugträger mit einteiliger Stanzform (Quelle: Bobst AG)
Montage einer zweiteiligen Stanzform auf einem Posilock- Werkzeugträger
Phase 1: Die hintere Muffe wird in der Anbringzone 0 unter Auflage auf den Anschlag montiert. Es ist darauf zu achten, dass die Muffe den Anschlag berührt und hierdurch fest an die Walze angedrückt wird.
Phase 2: Die hintere Muffe wird an der Anbringzone 1 unter Auflage auf die Muffe der Zone 0 montiert. Es ist darauf zu achten, dass die Stöße der beiden Muffen sich berühren und dass die Muffe fest an die Walze gedrückt wird.

Abb. 6.2.44: Montage einer zweiteiligen Stanzform auf einem Posilock-Werkzeugträger (Quelle: Bobst AG)
Als Gegenstanzzylinder werden Zylinder mit einem Polyurethanbelag eingesetzt. Dieses flexible Material erleichtert die Werkzeugherstellung und die Maschineneinstellung erheblich. Die Schneidlinien der Rotationsstanzform tauchen während des Stanzvorganges in den PU-Belag ein. Die Gegenstanzzylinder oszillieren axial, damit die Radialschneidlinien nicht immer an derselben Stelle eintauchen.
Im Vergleich zu einer festen „Gegenpartie“ erleichtert die flexible „Gegenpartie“ mit einem PU-Gegenstanzbelag die Herstellung der Werkzeuge und die Einstellungen der Maschine erheblich.
Beispiel: unzureichende Rillung:
• mit einer festen „Gegenpartie“: Die Rilllinien müssen ausgetauscht oder hinter der Form gerichtet werden (Zurichtung)
• mit einer flexiblen „Gegenpartie“: Hier genügt es, die Maschineneinstellung zu verändern.
Die Durchmesser der Gegenstanzzylinder unterscheiden sich von denen des Stanzzylinders. Dadurch wird erreicht, dass auch die Radialschneidlinien immer an einer anderen Stelle eintauchen. Erst diese Techniken erlauben den kontinuierlichen Stanzprozess. Das Stanzergebnis wird durch den Zustand der Gegenstanzbelege stark beeinflusst. Die Gegenstanzbelege müssen aus diesem Grund ordnungsgemäß gewartet werden.
Wartung der Gegenstanzbelege
Es ist Bestandteil des rotativen Stanzverfahrens, dass das Stanzergebnis durch den Zustand der Gegenstanzsbelege stark beeinflusst wird. Die Gegenstanzbelege nutzen je nach Auftrag und Auftragsmix an unterschiedlichen Stellen ab. Beispielsweise genau in der Zylindermitte kann häufig eine nutzentrennende Linie verlaufen, die aufgrund der Oszillation des Zylinders durch Abnutzung eine Furche im Gegenstanzzylinder verursacht. Diese Furche im Gegenstanzzylinder führt dazu, dass der Maschinenführer mehr Stanzdruck geben muss, damit auch in der Mitte ein sauberes Stanzergebnis erzielt wird. Dieser erhöhte Stanzdruck, der eigentlich nur im mittleren Bereich notwendig wäre, kann dazu führen, dass an anderen Stellen im Produkt die Innenlagen im Bereich der Rilllinien platzen. Im Gegenzug dazu nutzt sich der Gegenstanzbelag stärker ab.
Als Strategie für den Umgang mit der unterschiedlichen Abnutzung der Gegenstanzbeläge eignen sich
• das Austauschen der Beläge (tauschen neu gegen alt) und
• das Tauschen der Beläge.
Da die Gegenstanzbeläge aus Teilsegmenten bestehen, können diese nach dem unten aufgeführten Beispiel getauscht werden.

Abb. 6.2.45 a: Gegenstanzbeleg – Teilsegment (Quelle: Firma DICAR, 9200 AM Drachten, Niederlande)

Abb. 6.2.45 b: Montage der Gegenstanzbelege (Quelle: Firma DICAR, 9200 AM Drachten, Niederlande)

Abb. 6.2.46: Tauschen – die Elemente 1 bis 4 rücken dann die Stelle der Elemente 5 bis 8 (Quelle: ESUpedia – Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung)
Schleifen der Beläge
Beim Schleifen der Beläge ist zu beachten, dass sich der Durchmesser des Gegenstanzzylinders ändert. Er wird kleiner. Diese Änderung muss zwingend in der Maschineneinstellung kompensiert werden.

Abb. 6.2.47: permanentes Abschleifen in der Maschine (Quelle: ESUpedia – Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung)
- Zum Verfassen von Kommentaren bitte anmelden.
6.2.2.1 Scherschnitt – Einführung
Die Arbeitsmethode eines Scherschnitts gleicht der einer Schere. Im Scherschnittverfahren arbeiten zwei Messer (Ober- und Untermesser) aneinander vorbei und „scheren“ das dazwischen liegende Schneidgut. Der Scherschnitt wird sowohl beim Längsschneiden als auch beim Querschneiden angewandt.
Pappschere mit Untergestell (Handschlagschere)
Bei der Pappschere oder auch Handschlagschere ist die Ausführung der Arbeitsweise manuell. Das zu schneidende Gut wird an die Anlagekante gelegt, mittels Fußhebel wird der Pressbalken heruntergedrückt und das Schneidgut wird damit fixiert. Der Messerbalken mit dem geschwungenen Messer wird an der Schneidleiste entlang heruntergedrückt und „schert“ damit die Teile auseinander.

Abb. 6.2.48: Pappschere mit Untergestell (Handschlagschere) (Quelle: Schmedt)
Schneidprobleme
Wenn ein Schnitt ein Fehlerbild aufweist, dann gibt es auch hier mehrere mögliche Ursachen, die geprüft beziehungsweise geändert werden müssen.
1. Messer ist unscharf – abgenutzt. Dieses Thema wird im Abschnitt „6.2.2.2 Messer“ ausführlich behandelt.
2. Schneidleiste ist in der vorderen Kante ausgebrochen oder nicht rechtwinklig.
3. Das Messer wurde nicht eng genug an der Schneidleiste vorbeigeführt.
4. Der Andruck vom Pressbalken war zu gering und hat das Schneidgut nicht festgehalten.
Messerwechsel beim Querschneider (Quelle Fakten: Firma Agnati)
Messerwechsel am Querschneider sind nur vom Fachpersonal des Maschinenherstellers und/oder von einem qualifizierten und anerkannten Personal des Hauses auszuführen.
Da es sich bei diesem Messerwechsel um eine umfangreiche Arbeit handelt, wird diese Abschnitt nur grob beschrieben. Das Wichtige bei diesen Arbeiten besteht darin, die Anleitungen des Maschinenherstellers Folge zu leisten.
Es beginnt damit, dass die Maschine von der Strom- und von der pneumatischen Hauptversorgung abgeschaltet wird und die Maschinenrestdrücke abgelassen werden. Erst dann kann mit der Demontage der Messer begonnen werden.
Nun können die Schrauben gelöst und die Messer vom Messerträger abgenommen werden. Das Lösen der Schrauben sowie die zu entfernenden Messer unterliegen einer genauen Reihenfolge.

Abb. 6.2.49: Verschraubung Ober-/Untermesser Querschneider (Quelle: Eigene Darstellung)
Zwischen dem Ausbau und Wiedereinbau der neuen Messer müssen die Messerträger selbstverständlich sorgfältig gereinigt werden.
Nach dem Abbau der verschlissenen Messer können die neuen Messer an die entsprechenden Zylinder angebaut werden. Die Montage der Messer geschieht in der vom Maschinenhersteller angegebenen Rei-henfolge.
Nach dem Anbau der Messer erfolgt die „Wegbewegung der Messer“, was die korrekte Ausführung der „Anbewegung der Messer“ ermöglicht. Um die Einstellung vorzunehmen, wird ein Bogen zwischen die Zylinder auf die gesamte Arbeitsbreite eingelassen. Die Einstellung des Schneidens erfolgt ausschließlich auf dem oberen Messer, da dieses Messer genau von Einstellungsschrauben verschoben werden kann. Das untere Messer braucht dagegen keine besondere Einstellung, vorausgesetzt, dass der Anbau ordnungsgemäß durchgeführt wurde. Nach dieser „Grobeinstellung“ erfolgt noch eine Feineinstellung der Messer. Hierfür kann als zu schneidendes Material ein synthetischer Lappen oder ein wasserdurchgedrungener Pappenbogen verwendet werden. Erst wenn der Schnitt über die gesamte Maschinenbreite perfekt und gratfrei ist, kann eine endgültige Schneidphase durchgeführt werden.
Bei allen Arbeiten sind die Sicherheitsvorschriften unbedingt einzuhalten.
Wechsel der Rasierklingenmesser am Längsschneider
Die Rasierklingenmesser werden während der Produktion zyklisch und automatisch durch eingebaute Schleifscheiben nachgeschliffen. Hierzu dient eine Schleifvorrichtung auf dem Messerwerkzeugträger. Die Schleifrollen werden mit dem am Druckventil eingestellten Druck auf die Messer gesenkt. Der Schleifzyklus ist von der Art der Produktion abhängig. Trotzdem haben die Messer eine maximale Lebensdauer, da der Durchmesser des Messers durch das Schleifen verkleinert wird und somit die Eintauchtiefe nicht mehr gewährleistet werden kann. Der Durchmesser, bei dem ein Messerwechsel vorgenommen werden muss, wird im jeweiligen Maschinenhandbuch genannt.
Handelt es sich bei dem Messer um ein zweiteiliges Messer, so kann die Auswechselung in der Maschine vorgenommen werden. Hierfür werden die einzelnen Segmente abgeschraubt und die neuen wieder montiert.
Anders ist es bei einem einteiligen Messer: Hier muss der Messerwerkzeugträger von der Welle abgenommen werden, dann erst kann das Messer abgeschraubt und das neue Messer wieder angeschraubt werden.
Auch müssen die Sicherheitsvorschriften unbedingt beachtet werden. Insbesondere müssen Sicherheitshandschuhe getragen werden.
Wechsel Tellermesser am Längssschneider
Das Wechseln der Tellermesser erfolgt analog zum Wechsel der Rasierklingenmesser und kann somit wie bereits beschrieben vollzogen werden.
Rill- und Schneidstation in einer Baugruppe der Wellpappenanlage
In diesem Maschinenteil der Wellpappenanlage (WPA) wird die Wellpappe, die als Endlos-Material gefertigt wird, in Längsrichtung gerillt und geschnitten.
Beim Längsschneiden der fertigen Wellpappe werden zwei Schneidprinzipien angewandt. Zum einen kommt der klassische Scherschnitt mit Tellermessern zum Einsatz, wie bereits oben beschrieben. Zum anderen wird der Einmesserschnitt („Rasierklingenmesser“) verwendet. Beim Rasierklingenschnitt liegt das Material dabei auf einer großen Fläche auf, und das Obermesser taucht in das Material ein und läuft in eine Nut hinein.
Die Laufgeschwindigkeit
Das angetriebene Obermesser hat eine sehr hohe Drehgeschwindigkeit und sorgt dadurch für einen sauberen und einwandfreien Schnitt. Diese Anordnung gestattet eine schnelle und einfache Einstellung der Formatbreite.
Rüsten des Längs- beziehungsweise Querschneiders
Die Einstellung des Längs- und Querschneiders erfolgt über den elektronischen Weg. Die Werte werden von den auftragsrelevanten Daten entnommen und an den Längs- bzw. Querschneider übergeben. Ein manuelles Eingreifen ist damit nicht mehr erforderlich. Allerdings sollte das Material nach dem Schnitt unbedingt auf Maßhaltigkeit kontrolliert werden.

Abb. 6.2.50: Tellermesser und Rasierklingenmesser (Quelle: Eigene Darstellung)
Schneidprobleme
Bei Schneidproblemen müssen Messer bei Abnutzungentweder ausgetauscht oder nachgestellt werden. Wenn ein Schnitt ein Fehlerbild aufweist, dann gibt es auch hier mehrere Faktoren, die geprüft beziehungsweise geändert werden müssen.
1. Messer ist unscharf – abgenutzt (Dieses Thema wird in Abschnitt 6.2.2.2 Messerausführlich behandelt). Das gilt sowohl für das Prinzip mit den Tellermessern als auch für das Rasierklingen-messer.
2. Prinzip Tellermesser – Ober- und Untermesser laufen nicht dicht genug aneinander vorbei. Sie müssen nachgestellt werden.
3. Prinzip Rasierklingenmesser – das Messer läuft nicht in der Nut des Unterkörpers. Messer oder Unterkörper müssen nachgestellt werden.
Querschneider / Kurzquerschneider – Bauteil einer Wellpappenanlage
Sowohl der Querschneider als auch der Kurzquerschneider trennen die endlosen Bahnen quer zur Laufrichtung. Beide Querschneider haben zwei synchron zueinander laufende Messer.

Abb. 6.2.51: Querschneider/Kurzquerschneider (Quelle: Eigene Darstellung)

Abb. 6.2.52: Ober- und Untermesser im Querschneider (Quelle: Eigene Darstellung)
Schneidprobleme
Wenn ein Schnitt ein Fehlerbild aufweist, dann gibt es auch hier mehrere Faktoren, die geprüft beziehungsweise geändert werden müssen.
1. Messer ist unscharf – abgenutzt (Dieses Thema wird in Abschnitt 6.2.3 Messer ausführlich behandelt).
2. Ober- und Untermesser laufen nicht dicht genug aneinander vorbei. Synchronität herstellen.
Rollenschneidemaschine
Die Rollenschneidemaschine schneidet die Papierbahn in bestimmte Breiten und übernimmt das Aufwickeln der geteilten Bahn zu versand- und verarbeitungsfähigen Rollen. Die Maschine arbeitet wie die Schneidstation einer Wellpappenanlage.

Abb. 6.2.53: Rollenschneidmaschine (Quelle: Eigene Darstellung)
Boxmaker
Der Boxmaker macht alle Verarbeitungsschritte in einem. Rillen und Schneiden – längs und quer, Schlitzen und Drucken. Viele FEFCO Konstruktionen kann diese Maschine in einem Arbeitsgang herstellen, diese müssen dann nur noch geformt und verschlossen werden.

Abb. 6.2.54: Boxmaker der Marke Göpfert (Quelle: Firma Bunkus)
Querschneider im Boxmaker
Dieser Schnitt gleicht in der Arbeitsweise dem des Schnellschneiders, jedoch gibt es hier keine Schwingbewegung des Messers. Stattdessen sind die Messer hier sektionsweise unterschiedlich hoch und tauchen somit wie bei einer Schwingbewegung ins Material ein.

Abb. 6.2.55: Messer im Haumesserbalken eines Boxmakers der Marke Göpfert (Quelle: Firma Bunkus)
Längsschneiden im Boxmaker
Die Baugruppe für das Längsschneiden ist vergleichbar mit der Baugruppe „Rill- und Schneidstation“ einer Wellpappenanlage sowie einer Kreisschere. Die Ober- und Untermesser befinden sich auf einer Ober- beziehungsweise Unterwelle.

Abb. 6.2.56: Ober- und Unterwelle eines Boxmakers mit Ober- und Untermesser (Quelle: Eigene Darstellung)
Schneidprobleme
Wenn ein Schnitt ein Fehlerbild aufweist, dann gibt es auch hier mehrere Faktoren, die geprüft beziehungsweise geändert werden müssen.
1. Messer ist unscharf – abgenutzt (Dieses Thema wird in Abschnitt 6.2.2.2 Messerausführlich behandelt). Das gilt sowohl für das Prinzip mit den Tellermessern als auch für das Rasierklingenmesser.
2. Prinzip Tellermesser – Ober- und Untermesser laufen nicht dicht genug aneinander vorbei. Messer müssen nachgestellt werden.
3. Prinzip Rasierklingenmesser – das Messer läuft nicht in der Nut vom Unterkörper. Messer oder Unterkörper müssen nachgestellt werden.
Kreisschere
Auch die Kreisschere ist vergleichbar mit der Baugruppe aus der Wellpappenanlage – „Rill- und Schneidstation“. Die Kreisschere ist ausschließlich für das Längsschneiden konzipiert. Einige Maschinen haben als Option ein Ritzaggregat für das Ritzen von oben und unten beziehungsweise Innen- und Außenritz. Moderne Kreisscheren sind aus Sicherheitsgründen so abgekapselt, dass die einzelnen Elemente wie Ober- und Untermesser sowie Rillkörper von außen nicht mehr einsehbar sind. Die Maschineneinstellung erfolgt entweder manuell von außen oder elektromotorisch über das Bedienfeld.

Abb. 6.2.57: Kreisschere (Quelle: Firma Bunkus)

Abb. 6.2.58: Razor Blade (Rasierklingenmesser) – Schnitt in der Kreisschere (Quelle: Kreisschere SMT bei der Firma Bunkus)

Abb. 6.2.59: Messerhalter einer Kreisschere – Razor-Blade-Schnitt (Quelle: Kreisschere SMT bei der Firma Bunkus)
Schneidprobleme
Wenn ein Schnitt ein Fehlerbild aufweist, dann gibt es auch hier mehrere Faktoren, die geprüft beziehungsweise geändert werden müssen.
1. Messer ist unscharf – abgenutzt (Dieses Thema wird in Abschnitt 6.2.2.2 Messerausführlich behandelt). Das gilt sowohl für das Prinzip mit den Tellermessern als auch für das Rasierklingenmesser.
2. Prinzip Tellermesser – Ober- und Untermesser laufen nicht dicht genug aneinander vorbei. Die Messer müssen nachgestellt wer-den.
3. Prinzip Rasierklingenmesser – das Messer läuft nicht in der Nut vom Unterkörper. Die Messer oder Unterkörper müssen nachgestellt werden.
- Zum Verfassen von Kommentaren bitte anmelden.
6.2.2.2 Das Messer für den Scherschnitt
Messer für den Scherschnitt werden unterteilt in
1. Rundmesser: Diese werden für das Schnellverfahren bei dem Längsschneiden eingesetzt. Die Rundmesser teilen sich in unterschiedliche Messerarten auf. Je nach der Härte des Schneidgutes ist ihr jeweiliges Einsatzgebiet zu gliedern. Für Karton und Papier werden Kreismesser verwendet. Dagegen werden Tellermesser zum Schneiden von weichen beziehungsweise dicken Stoffen (z. B. Wellpappe) und Topfmesser für harte und dicke Stoffe (z. B.Hartpappen) eingesetzt.

Abb. 6.2.60: Rundmesserprofile (Quelle: Eigene Darstellung)
Ähnlich wie beim Untermesser einer Pappschere wird auch hier ein Freiwinkel angeschliffen, um die Reibung zwischen Ober- und Untermesser zu verringern. In einem Bereich von 2 mm ist ein Messerwinkel von 60° vorgesetzt (Vorfase). Abhängig vom Schneidgut ist auch die entsprechende Schneidfase (Abb. 6.2.61).

Abb. 6.2.61: Schneidfasen (Quelle: Eigene Darstellung)

Abb. 6.2.62: Messerarten für Rundmesser (Quelle: Vokore)
Bei den Rundmessern setzen sich immer mehr die Razor Blades (Rasierklingenmesser) durch. Ihr Vorteil ist der saubere Schnitt. Zudem können diese Messer mithilfe passender Schleifscheiben während der Rotation geschärft und geschliffen werden.

Abb. 6.2.63: Messerarten – Razor Blade (Rasierklingenmesser) mit Schleifscheiben (Quelle: Vokore)
Anders als Rundmesser arbeitet das Razor Blade-Messer nicht gegen ein Untermesser, sondern gegen eine feststehende Unterlage oder einen Unterkörper mit eingefräster Nut.

Abb. 6.2.64: Messer mit feststehender Unterlage (Quelle: Bunkus GmbH)

Abb. 6.2.65: Messer mit Unterkörper und eingefräster Nut (Quelle: Produktion der Firma Bunkus GmbH)
2. Querschneidemesser: Diese Messerstangen werden an den Messertrommeln eines Querschneiders oder an einem Messerbalken in der Maschine befestigt. Die Messer haben die Aufgabe, das Material quer zur Maschinenlaufrichtung zu trennen. Die Befestigung kann mittels Schrauben befestigt oder mit Druck eingeklemmt werden.
Beim konventionellen Querschneiden schneidet ein rotierendes Obermesser gegen ein feststehendes Untermesser. Beim Gleichlauf-(Synchron)prinzip arbeiten zwei rotierende Messertrommeln gegeneinander und erzeugen so einen reinen Scherenschnitt.
Andere Querschneider arbeiten nicht im rotierenden, sondern im Hubverfahren. Dazu gehören unter anderem die Maschinen „Gandria – Längs- und Querschneider“ oder Boxmaker z.B. SRE der Firma Göpfert. Bei der Gandria arbeiten Ober- und Untermesser im Hubverfahren gegeneinander und scheren so das Schneidgut ab (ähnlich wie bei einer Schere). Beim Boxmaker senkt sich der Messerbalken, und das Messer läuft in den Spalt zwischen den beiden Untermessern.

Abb. 6.2.66: Messerbalken mit Messer im Boxmaker (Quelle: Produktion der Firma Bunkus GmbH)
Auch beim Querschneidemesser entscheiden das Schneidgut und natürlich die Maschinen (Querschneider) über die Art des Messers. Die Befestigung kann mittels Schrauben befestigt oder mit Druck eingeklemmt werden.

Abb. 6.2.67: Querschneidemesser (Quelle: Vokore)

Abb. 6.2.68: Querschneidemesser mit Feinverzahnung Wellenschliff (Quelle: Vokore)

Abb. 6.2.69: Messersegment für Obermesser/Messerbalken Boxmaker (Quelle: Produktion der Firma Bunkus GmbH)
- Zum Verfassen von Kommentaren bitte anmelden.
6.2.3 Laserstrahltrennen
6.2.3.1 Einführung
Das Trennen mit Laserstrahl wird hauptsächlich in der Kunststoffindustrie eingesetzt. Auch in der Papierindustrie findet dieses Verfahren Anwendung, wenn auch vornehmlich in der Musterfertigung. Es ist in der Papierindustrie nicht so ohne Weiteres anwendbar, da an den Schnittkanten Verfärbungen beziehungsweise Verbrennungen auftreten.
- Zum Verfassen von Kommentaren bitte anmelden.
6.2.3.2 Prinzip
Ein Lichtstrahl im Infrarotbereich mit einer Wellenlänge von 10,6 μm ist im Gegensatz zum sichtbaren Licht monochromatisch (einfarbig) und nahezu parallel (Bewegung nur in einer Schwingungsebene). Dadurch ist es möglich, den Lichtstrahl straff zu bündeln.
Der Laserstrahl bringt den zu schneidenden Werkstoff im Bereich von 0,05 bis 0,25 mm Durchmesser zum Schmelzen.

Abb. 6.2.70: schematische Abbildung eines Lasers (Quelle: Eigene Darstellung)
Für die Materialien Holz, Kunststoff und Papier wird ein CO2-Laser eingesetzt. Gerade im Stanzformbau kommt der CO2-Laser zum Einsatz. Die hohe Genauigkeit und Qualität der Schnittfuge gepaart mit der hohen Flexibilität macht den Einsatz dieser Technik so interessant.
Abb. 6.2.70 zeigt schematisch den Aufbau einer Laserschneidanlage zum Bearbeiten von Holz. Der Resonator (Laserstrahlquelle) führt den Laserstrahl mit einem Durchmesser von rund 20mm zu einem wassergekühlten Umlenkspiegel und von dort zum Schneidkopf. Dieser besteht aus einer Konkavlinse, der Luftzufuhr und der Düse. Die Konkavlinse verdichtet den Laserstrahl im Fokus und erzeugt so die zum Schneiden benötigte Strahldichte.
Oberhalb der Schneiddüse wird über die Luftzuführung Blasluft zugeführt – diese besteht aus Stickstoff, Helium und Druckluft. Der Luftstrom bläst den erzeugten Schnittspalt frei, gleichzeitig verhindert er das Entstehen von Kondenzfeuchtigkeit in der Schnittspalte. Zur Verringerung von Rußablagerungen in der Schnittspalte können „Pulsen“, eine erhöhte Sauerstoffzugabe und eine gute Fokussierung beitragen.
Zur Einstellung der Schnittbreiten stehen dem Anwender die Höhe der Fokuseinstellung und die Geschwindigkeit des Antriebes zur Verfügung. (Quelle: Fakten aus ESUpedia – „Stanzwerkzeugefür die Karton- und Well-pappenverarbeitung“ vom Fach verband deutscher Stanzformhersteller e.V.)
- Zum Verfassen von Kommentaren bitte anmelden.
6.2.4 Wasserstrahltrennen
6.2.4.1 Einführung
Seit Jahren wird das Wasserstrahl-Schneidverfahren in der Papierindustrie angewendet. Hauptvorteile dieses Verfahrens sind der absolut staubfreie Schnitt, die erhöhte Produktionsgeschwindigkeit und die ungequetschten faserfreien Schnittkanten. Der Nachteil dieses Verfahrens sind die hohen Investitionskosten.
- Zum Verfassen von Kommentaren bitte anmelden.
6.2.4.2 Prinzip
Das auf den gewünschten Betriebsdruck komprimierte Schneidwasser wird durch eine Düse, die für einen scharfen und gebündelten Wasserstrahl sorgt, auf das Schneidgut gebracht. Von größter Bedeutung ist der Düsenwerkstoff. Der Bohrungsdurchmesser liegt zwischen 0,05-0,25 mm.
Die verfahrensspezifischen Vorteile der Wasserstrahltechnologie können wie folgt zusammengefasst werden: Der Bearbeitungsprozess ist „kalt“ – es entstehen demzufolge keine thermisch bedingten Veränderungen am geschnittenen Material. Durch die geringe Schnittspalte ist eine optimale Ausnutzung des zu schneidenden Materials möglich.
- Zum Verfassen von Kommentaren bitte anmelden.
6.3 Vorbereitungen für das Fügen von Packmitteln
Das Kapitel 6.3 befindet sich noch in der Bearbeitung und wird unmittelbar nach der Fertigstellung auf unserer Homepage www.hpv-ev.org/index.php/bildung/literatur/ veröffentlicht werden.
Es steht Ihnen frei, hier eigene Inhalte ein zu stellen!
- Zum Verfassen von Kommentaren bitte anmelden.
6.4 Hilfsstoffe - 6.4.1 Klebstoffe
6.4.1.1 Zuordnen der Fügeverfahren
Die Entwicklung der menschlichen Gesellschaft ist maßgeblich dadurch beeinflusst worden, dass es immer besser gelang, komplexe Gegenstände herzustellen. Dazu wurden im Laufe der Zeit eine ganze Reihe von unterschiedlichsten Fügeverfahren oder Verbindungstechniken entwickelt (siehe Abb. 6.4.1).
Prinzipiell unterscheidet man drei grundsätzliche Fügetechniken:
• Kraftschlüssiges Fügen: Kraftschlüssiges Fügen ist das Verbinden zweier oder mehrerer Fügeteile aufgrund von Kraft, ohne dass eine über die zulässige Spannung hinausgehende Beanspruchung entsteht. Beispiele für kraftschlüssige Verbindungen: Schraubverschluss an Flaschen, Click and Close-Dosen
• Formschlüssiges Fügen: Formschlüssiges Fügen ist das Verbinden zweier oder mehrerer Fügeteile aufgrund ihrer Form oder mittels Formelementen.
• Stoffschlüssiges Fügen: Stoffschlüssiges Fügen ist das Verbinden zweier oder mehrerer Fügeteile aufgrund von Adhäsions- und Kohäsionskräften.
Die meisten dieser Fügeverfahren ermöglichen nur das Fügen bestimmter Materialgruppen, zum Beispiel das Nähen bei Stoffen oder das Schweißen bei Metallen. Das am universellsten einsetzbare Fügeverfahren ist das Kleben, da nahezu alle Materialen und Material-Kombinationen gefügt werden können. Bei Briefhüllen kommen beispielsweise Nassklebebeschichtungen, Selbstklebebeschichtungen und Haftklebebeschichtungen zum Einsatz.
Eine besondere Rolle im Zusammenhang mit dem Fügen spielt die Entwicklung so genannter Verbundwerkstoffe. Diese neuen Werkstoffe mit ihren vielfältigen Einsatzmöglichkeiten schaffen besondere Herausforderungen an die Verarbeitungstechnik, insbesondere dann, wenn verschiedenartigste Werkstoffe zu Bauteilen gefügt werden, um ihre unterschiedlichen vorteilhaften Eigenschaften auch im Verbund zu nutzen.
| Stoffschlüssige Verbindungen | Lötverbindungen |
| Schweißverbindungen | |
| Klebverbindungen | |
| Formschlüssige Verbindungen | Bolzenverbindungen |
| Schnappverbindungen | |
| Schraubverbindungen (Ringhefter, Mutter und Schraube) | |
| Kraftschlüssige Verbindungen | Elastischer Schluss (Nietverbindungen) |
| Feldschluss (Magnetismus, Schwerkraft) | |
| Reibschluss (Pressverbindungen, z. B. Büroklammer hält einige Blätter, Keil hält die Tür auf) | |
| Mischformen | z. B. Kleben und Punktschweißen |
Abb. 6.4.1: Einteilung der Verbindungstechniken (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.10 Anwendungen von Klebstoffen in der Packmittelherstellung und Verarbeitung
Klebstoffe sind seit eh und je ein entscheidendes Prozessmaterial bei der Herstellung und Weiterverarbeitung von Packmitteln aus Papier, Pappe und Karton, aber auch aus Kunststoffen und anderen Materialien. Während bis zum Beginn des letzten Jahrhunderts Klebstoffe auf Basis natürlicher Rohstoffe – zum Beispiel Proteine, Stärke oder Zellulose – zur Klebung des Naturproduktes Papier eingesetzt wurden, lassen sich viele der heutigen Anforderungen aufgrund des Einsatzes verschiedenster Materialien und deren Oberflächeneigenschaften nur mithilfe synthetischer Rohstoffe lösen.
Wellpappe und Kartonagen
Der mengenmäßig wichtigste Bereich der Verpackungsherstellung, bei dem Papierprodukte mithilfe von Klebstoffen hergestellt werden, ist die Herstellung von Wellpappe (Abb. 6.4.19), die ein wichtiges Material für die Herstellung von Um- oder Transportverpackungen ist. Die Entstehung der Wellpappenindustrie geht auf das Jahr 1874 mit der Erteilung eines englischen Patentes zurück, das beschreibt, dass die Klebung einer ebenen Papierbahn mit einer gewellten Papierbahn ein Material ergibt, das eine ausgezeichnete Polsterwirkung zeigt und damit hervorragend als Verpackungsmaterial geeignet ist.

Abb. 6.4.19: Wellpappe (Quelle: Eigene Darstellung)
Die ersten Wellpappenklebstoffe waren die klassischen in der Papierindustrie verwendeten Klebstoffe. Am häufigsten wurde eine Mischung aus Getreidemehl und Wasser verwendet. Aufgrund der großen Mengen an Klebstoffen, die für diese Anwendung benötigt werden, spielen hier, neben den technischen Eigenschaften, die Rohstoffpreise eine entscheidende Rolle. 1939 wurde das Stein-Hall-Verfahren zur Her-stellung eines Wellpappenklebstoffs auf Stärkebasis entwickelt, wodurch die Leistungen der Wellpappe herstellenden Maschinen deutlich gesteigert werden konnten.
Das Stein-Hall-Verfahren gilt als Standardverfahren zur Herstellung von Wellpappenleim. Es wurde in den 30er-Jahren des vergangenen Jahrhunderts von den Amerikanern Stein und Hall entwickelt. Native Stärke (auch natürliche Stärke) zählt zu den Kohlenhydraten. Natürliche Stärke ist einer der wichtigsten Reservestoffe in pflanzlichen Zellen, zum Beispiel Mais-, Weizen- oder Kartoffelstärke. Native Stärke ist die preisgünstigste Stärke überhaupt.
Stein-Hall-Klebstoffe bestehen aus einer Mischung bereits verkleisterter Stärke – als kolloidale Lösung vorliegend – mit nativer, unverkleisterter, in Wasser dispergierter Stärke. Mit dieser Kombination kann man den Feststoffgehalt des Klebstoffs deutlich erhöhen, ohne gleichzeitig die Viskosität so weit ansteigen zu las-sen, dass er auf dem Walzenauftragssystem nicht zu verarbeiten wäre. In diesem Zustand ist der Klebstoff jedoch noch nicht klebfähig. Nach dem Auftrag, beim Zusammendrücken der Wellpappe, wird dabei die Klebschicht kurzzeitig so stark erwärmt, dass die dispergierte, native Stärke ebenfalls verkleistert und es zu einem steilen Viskositätsanstieg kommt; dieser gewährleistet, dass die frisch geklebte Wellpappe den im weiteren Produktionsverlauf auftretenden Kräften standhält. Als Dispergieren bezeichnet man die Homogenisierung von Stoffen oder auch die optimale Durchmischung. Quelle: https://www.chemie.de/lexikon/Dispergieren.html
Die mit Stärkeklebstoffen mögliche Kombination aus technischen Eigenschaften und Preis hat dazu geführt, dass die Herstellung von Wellpappe mengenmäßig eines der wichtigsten Einsatzgebiete von natürlichen Polymeren in Klebstoffen ist. Um sich den ständig verändernden Herstellungstechnologien anzupassen, werden die Wellpappenklebstoffe kontinuierlich weiterentwickelt. Der Trend geht zu immer schneller laufenden Wellpappenproduktionsmaschinen. Für die verwendeten Klebstoffe bedeutet dies, dass ihre technologischen Parameter wie Viskosität, Geliertemperatur und Anfangsklebrigkeit ständig den erhöhten Maschinentakten und den Qualitätsanforderungen angepasst werden müssen.
Kaschierung
Bei der Weiterverarbeitung der Wellpappen und auch von Kartonpapieren ist ein weiteres wichtiges Einsatzfeld die Kaschierung dieser Pappen. Für die Kaschierung werden im Allgemeinen Dispersionsklebstoffe auf Basis weichgemachter Polyvinylacetat-Homopolymere oder von Ethylen-Vinylacetat-Copolymeren eingesetzt. Gefordert werden besonders gute Planlagen der Kaschierung und eine schnelle Stanzbarkeit. Da es sich um eine relativ einfache Klebung handelt, ist auch hier der Preis der eingesetzten Klebstoffe mit entscheidend. Zur Reduzierung der Rohstoffkosten werden den Dispersionen daher häufig Füllstoffe, beispielsweise Kreide (Kalziumkarbonat), zugemischt. Die Klebstoffe werden im Klebprozess mit Walzen aufgetragen.
Folder Gluer
Um Wellpappe als Um- oder Transportverpackungen einsetzen zu können, müssen aus den Wellpappen Kartonagen hergestellt werden. Dies geschieht auf so genannten „Folder Gluern“, indem die gefalteten Wellpappen mithilfe von Dispersionsklebstoffen auf Basis von weichgemachten Polyvinylacetat-Homopolymere zu Um- oder Transportverpackungen geklebt werden (Längsnahtklebung). Der Auftrag der Klebstoffe erfolgt auf modernen Maschinen mit elektromagnetisch gesteuerten Düsen (Abb. 6.4.20). Je nach Kartonstärke werden auch mehrere Düsen eingesetzt.
Polyvinylacetat (Kurzzeichen PVAc, manchmal auch nur PVA) ist ein thermoplastischer Kunststoff. Es handelt sich dabei um einen amorphen, transparenten, geruch- und geschmacklosen Kunststoff. Quelle: https://www.chemie-schule.de/KnowHow/Polyvinylacetat.
Homopolymere sind Polymere, die vollständig aus nur einer monomeren Verbindung aufgebaut sind. Einfacher ausgedrückt: Bestehen die Makromoleküle aus Grundbausteinen (Monomeren) der gleichen Art, werden sie als Homopolymere bezeichnet. Quelle: https://www.chemie.de/lexikon/Homopolymer.html

Abb. 6.4.20: moderne Maschine der Firma hhs mit elektromagnetisch gesteuerten Düsen für den Klebstoffauftrag (Quelle: Baumer hhs)
Faltschachteln
Faltschachteln sind eine der am häufigsten eingesetzten Verkaufsverpackungen (Abb. 6.4.21). Zur Herstellung werden Vollpappen (nach dem Falten mithilfe von Dispersionsklebstoffen auf Basis von weichgemachten Polyvinylacetat-Homopolymeren oder Ethylen-Vinylacetat-Copolymeren zu Schachteln geklebt (Längsnahtklebung).
Vinylacetat ist eine chemische Verbindung aus der Gruppe der Carbonsäureester. Sie liegt in Form einer farblosen Flüssigkeit mit süßlichem Geruch vor. Vinylacetat ist chemisch instabil, lichtempfindlich und neigt dazu, spontan zu polymerisieren.
Carbonsäureester sind Ester der Carbonsäuren. Sie sind eine wichtige Gruppe von organischen Verbindungen. Natürliche Fette sind Carbonsäureester, die durch Verseifung zu mehrwertigen Alkohol – etwa Glycerin – und Alkalisalzen der Fettsäuren zerlegt werden können. Des Weiteren sind etliche Aromastoffe Carbonsäureester. Ester bilden eine Stoffgruppe organischer Verbindungen, die formal oder tatsächlich durch die Reaktion einer Sauerstoffsäure und eines Alkohols unter Abspaltung von Wasser (eine Kondensationsreaktion) entstehen.
Copolymere sind Polymere, die aus zwei oder mehr Arten von Monomereinheiten zusammengesetzt sind. Quelle: chemie.de
Da die Verkaufsverpackungen häufig verkaufsfördernde Aufgaben haben, werden Faltschachteln in einer Vielzahl von Konstruktionen hergestellt und weisen in der Regel veredelte Oberflächen auf. Von gestrichenen Kartonagen über kaschierte Kartonagen bis hin zu hochwertig bedruck-ten und lackierten Kartonagen werden alle Papierveredelungsarten eingesetzt. Bei der Auswahl der für die Längsnähte eingesetzten Klebstoffe spielen diese Oberflächeneigenschaften eine entscheidende Rolle. Das Aufbringen der Dispersionsklebstoffe erfolgt in der Regel über Scheiben, bei neuen Maschinen immer öfter mit Düsen, die über elektromagnetisch gesteuerte Ventile verfügen (siehe Abb. 6.4.20).

Abb. 6.4.21: Faltschachteln (Quelle: Jowat SE)
Flexible Verpackungen
Einer der wichtigsten Trends im Verpackungsmaterialbereich der letzten Jahre war und ist der vermehrte Einsatz von Kunststoffen und besonders von Kunststofffolien, die zu flexiblen Verpackungen (siehe Abb. 6.4.22) verarbeitet werden. Flexible Verpackungen werden sowohl aus Monofolie, häufiger jedoch aus Verbundfolie aus verschiedenen Kunststofffolien, oder aus Kombinationen zwischen Kunstofffolien, Metallfolien oder Papier hergestellt. Hierbei ist das grundlegende Prinzip die Kombination verschiedener Materialien mit ausgewählten Eigenschaften, um einen überproportionalen Anstieg in der Leistungsgüte bezüglich Eigenschaften wie Temperaturbeständigkeit, Barriereeigenschaften, mechanischer Festigkeit oder optischer Attraktivität zu erzielen. Die Palette der Materialien, die für Verbundkombinationen eingesetzt werden, reicht von Polyethylen, Polypropylen und Papier bis zu Polyvinylchlorid, Polyvinylidenfluorid (PVDC), Zellglas, Polyester, Polyamid und Aluminium. Die Kunststofffolien sind oftmals mit Aluminium oder Siliciummonoxid (SiOx) bedampft beziehungsweise mit Polyvinylidenchlorid oder Acryl beschichtet, um die Barriereeigenschaften oder auch den Lichtschutz zu erhöhen. Polyvinylidenfluorid (Kurzzeichen PVDF) ist ein transparenter, teilkristalliner, thermoplastischer Fluorkunststoff.

Abb. 6.4.22: im Trend – flexible Verpackungen aus Kunststofffolie (Quelle: Eigene Darstellung)
Für die verschiedenen Anwendungen sind eine Vielzahl spezieller Kaschierklebstoffe entwickelt worden. Eine wichtige Gruppe der Kaschierklebstoffe sind dabei die Polyurethan-Klebstoffe (PUR-Kaschierkleb-stoffe), die entweder auf aromatischen oder aliphatischen Isocyanaten basieren. Die Isocyanate leiten sich von der Isocyansäure ab. Die Isocyanate sind chemisch hochreaktive Verbindungen, die die Struktur R-N=C=O aufweisen. Die Isocyansäure ist eine reaktive, wenig beständige Cyansauerstoffsäure. Ihre Ester und ihre Salze heißen Isocyanate. Quelle: https://www.chemie.de/lexikon/Isocyanate.html
Die Isocyanatgruppe, auch NCO-Gruppe, besteht aus einem Stickstoff-Atom (N) mit einer freien Valenz, welches über eine Doppelbindung an ein Kohlenstoff-Atom (C) gebunden ist, welches wiederum über eine weitere Doppelbindung an ein Sauerstoff-Atom (O) bindet.
Lösemittelbasierende Kaschierklebstoffe, die aufgrund ihrer sehr guten technischen Eigenschaften schon lange verwendet werden, werden auch heute noch in großer Menge eingesetzt. Die Herstellung von Verbunden mit diesen Klebstoffen erfordert jedoch einen beträchtlichen Energieaufwand für die Trocknung sowie größere Rohstoffmengen für den Klebstoff zum Beispiel durch das zugesetzte Lösemittel. Unter dem Gesichtspunkt von Arbeits- und Umweltschutz sind diese Systeme nicht optimal, auch wenn das Produktionssystem mit einer Lösemittelrückgewinnungsanlage gekoppelt ist.
Um diese Nachteile zu überwinden, wurden „High Solid“ und lösemittelfreie PUR-Kaschierklebstoffe entwickelt. Die ersten Produkttypen der lösemittelfreien PUR-Kaschierklebstoffe waren einkomponentige, feuchtigkeitshärtende Systeme. Hergestellt als NCO-terminierte Polyether- beziehungsweise Polyester-Prepolymere waren sie auf vorhandene oder zugeführte Feuchtigkeit angewiesen, um zu einem Polyharnstoff-Polyurethan zu vernetzen. Heute werden diese Systeme vorzugsweise nur noch für Papierverbunde eingesetzt, zum Beispiel aus gereckten Polypropylen gegen Papier. Bei PUR Klebstoffen kann eine Rezepturkomponente aus einem Präpolymer bestehen, an dessen beiden Enden (terminiert) sich jeweils eine reaktive NCO-Gruppe befindet. Alternativ könnten auch Präpolymere mit endständigen OH-Gruppen (OH-terminiert) eingesetzt werden.
Um diesen Limitierungen der lösemittelfreien, feuchtigkeitsvernetzenden Ein-Komponenten-Systeme zu entgehen, wurden Zwei-Komponenten-Systeme entwickelt. Diese zwei-Komponenten-Standard-Systeme sind in der Regel Polyester- beziehungsweise Polyether-basiert und haben einen Polyisocyanathärter. Polyisocyanate sind organische Verbindungen, die zwei oder mehrere Isocyanatgruppen (–N=C=O) enthalten. Beide Komponenten sind bei Raumtemperatur flüssig und können kalt, vorzugsweise zwischen 25 und 45°C, verarbeitet werden. In den letzten Jahren gab es weitere Entwicklungen von Systemen, die von 40 bis 70°C zu verarbeiten sind.
Diese neue Generation lösemittelfreier Kaschierklebstoffe verbindet die Vorteile der Anfangshaftung eines „High-Solid“-Systems mit der leichten Verarbeitbarkeit einer lösemittelfreien Flüssigphase. Die Prepolymere werden so synthetisiert, dass eine schnelle Aushärtung mit dem Härter in Stufen erfolgt, beginnend mit der gewünschten und vollständigen Abreaktion der Monomere.
Für sterilisierbare Aluminium/Kunststoff-Verbunde wurden lösemittelfreie Kaschierklebstoffe auf Basis aliphatischer Isocyanate entwickelt. Diese so genannten aliphatischen PUR-Kaschierklebstoffe werden bei 70°C mit herkömmlichen Kaschiermaschinen, Dosier- und Mischgeräten verarbeitet. Ihr wesentlicher Vorteil ist die Abwesenheit aromatischer Isocyanate, was im Hinblick auf lebensmittelrechtliche Bestimmungen an Bedeutung zunimmt. Aliphatische Kohlenwasserstoffe (vom griechischen aleiphar – fettig) sind organische verzweigte oder unverzweigte ketten- oder ringförmige Kohlenwasserstoffketten. PUR = Polyurethan Quelle: https://www.chemie.de/lexikon/Aliphatische_Kohlenwasserstoffe.html
Die Voraussetzung für den Einsatz aller erwähnten PUR-Kaschierklebstoffe ist, dass nur nachvollständiger Aushärtung die thermische und mechanische Beständigkeit im Verbund erreicht wird. In Abhängigkeit vom Klebstofftyp, der Folien-kombination und der Aushärtetemperatur dauert die Aushärtezeit eine Woche und länger. Diese Aushärteperiode kann durch Temperung verkürzt werden, in jedem Fall ist der generelle Zeitbedarf für die Produktion von Verbunden inklusive Bedruckung, Schneiden und so weiter von großer Bedeutung. Tempern ist eine Form der Wärmebehandlung. (Quelle: https://de.wikipedia.org/wiki/Tempern).
Die Kapitalbindungskosten, verursacht durch lange Aushärtezeiten, beeinflussen immer mehr die Kostensituation. Dies gilt besonders bei Geschäften mit hohem Wettbewerbsdruck. So ist es keine Überraschung, dass man nach einem Kaschierklebstoff Ausschau hält, der sozusagen auf Kommando aushärtet. Eine Möglichkeit, diesen Wunsch zu erfüllen, besteht im Einsatz von strahlenhärtenden Systemen. Diese Systeme haben zudem den Vorteil, eine sehr schnelle Anfangshaftung zu erzielen.
Vergleicht man die Anfangshaftung von Kaschierklebstoffen, so ist zu erkennen, dass lösemittelfreie Systeme eine wesentlich niedrigere Anfangshaftung haben als lösemittelhaltige Systeme. Die Gründe dafür sind der deutlich niedrigere Molekulargewichtsbereich und die andere Molekulargewichtsverteilung, die eine so niedrige Viskosität möglich macht, dass man die Systeme ohne Verdünnung durch Lösemittel auftragen kann. Mit strahlungshärtenden Kaschierklebstoffen hat man die Möglichkeit, den Klebstoff lösemittelfrei und niedrigviskos aufzutragen und nach der Bestrahlung sowohl eine hohe Anfangshaftung als auch eine sehr schnelle Endfestigkeit zu erreichen. Die verschiedenen Vernetzungsmechanismen der radikalischen und kationischen Polymerisation erlauben verschiedene Prozessschritte bezüglich Bestrahlung und Kaschiervorgang.
Radikale sind reaktive Teilchen, die ein freies, ungepaartes Elektron besitzen. Sie sind die Initiatoren der radikalischen Polymerisationen. Solche Radikale werden in der Regel in einem der eigentlichen Reaktion vorgelagerten Schritt durch Einwirkung von sichtbarem Licht oder anderer energiereicher Strahlung beziehungsweise Wärme gewonnen. Für die kationische Polymerisation werden als Initiatoren starke Brönsted-Säuren oder Lewis-Säuren wie Bortrifluorid () bzw. Aluminiumtrichlorid () in Verbindung mit Wasser eingesetzt. Bei der Hydrolyse der Lewis-Säuren Bortrifluorid und Aluminiumtrichlorid werden Oxoniumionen gebildet. Die Reaktion wird durch die Addition eines Protons an eine Doppelbindung des Monomers gestartet, wobei ein Carbo-Kation entsteht, das mit einem weiteren Alkenmolekül reagiert und so das Kettenwachstum sichert. Quelle und weiterführende Informationen: https://www.lernhelfer.de/schuelerlexikon/chemie/artikel/polymerisation
Ein Kation ist ein positiv geladenes Ion. Da positiv geladene Ionen bei einer Elektrolyse zur Kathode (dem Minuspol) wandern, wurde für sie der Name Kationen gewählt.
Eine weitere Möglichkeit, Lösemittel zu eliminieren, besteht im Einsatz von wässrigen Kaschierklebstoffen. Als Basis für solche Systeme werden ein- oder zweikomponentige Polyurethandispersionen oder Acrylatdispersionen eingesetzt. Diese Kaschierklebstoffe können auf existierenden Kaschiermaschinen eingesetzt werden und erfordern daher nur geringe Investitionen bei einer Umstellung. Beim Einsatz wässriger Systeme ergibt sich zudem der Vorteil einer hohen Anfangshaftung und einer schnellen Aushärtung. Ein weiterer Vorteil ist, dass keine Restlösemittel im Verbund verbleiben. Nachteilig bei den wässrigen Kaschierklebstoffen ist jedoch, dass für die Trocknung hohe Energiemengen benötigt werden. Außerdem erreichen sie im Allgemeinen nicht die Performance der lösungsmittelhaltigen und lösungsmittelfreien Systeme.
Briefhüllen
Briefumschläge und Versandtaschen gehören zu den mengenmäßig am häufigsten hergestellten „Verpackungen“ aus Papier, wobei heute Geschwindigkeiten von über 1.500 Briefumschlägen pro Minute Stand der Technik sind. Bei der Herstellung werden die Seitennähte in der Regel mit Dispersionsklebstoffen auf Basis von weichgemachten Polyvinylacetat-Homopolymeren geklebt. Für die Einklebung von Fenstern (zum Einsatz kommen hier Materialien wie Pergamin oder transparente Polystyrolfolien) werden je nach Material Klebstoffe auf Basis von weichgemachten Polyvinylacetat-Homopolymeren oder Ethylen-Vinylacetat-Copolymeren benötigt, wobei der Auftrag mit Klischees oder Düsen erfolgt.
Bei den Verschlussklebstoffen unterscheidet man drei unterschiedliche Systeme:
A) mit Wasser reaktivierbare Beschichtungen
B) Haftklebstoffbeschichtungen
C) selbstklebende Adhäsionsverschlüsse.
Bei den mit Wasser reaktivierbaren Beschichtungen handelt es sich um Klebfilme, die so hydrophob eingestellt sind, dass ihre Oberfläche bei Benetzung mit Wasser so gut angelöst wird, dass eine Klebung möglich wird. Hergestellt werden solche Beschichtungen aus gut redispergierten Kunstharzdispersionen, die in der Regel mit wasserlöslichen Stärken oder Dextrinen gemischt werden. Hergestellt werden diese Beschichtungen, indem sie bei der Produktion der Briefumschläge aufgetragen und dann getrocknet werden. An diese Beschichtungen werden die Anforderungen gestellt, auf der einen Seite möglichst schnell reaktivierbar zu sein, dann aber auch schnell abzubinden, um einen sicheren und dauerhaften Verschluss des Briefumschlags, besonders in Kuvertierautomaten, zu gewährleisten. Um ein vorzeitiges Kleben zu verhindern, müssen die reaktivierbaren Beschichtungen blockfest sein – das heißt: Durch normale Luftfeuchtigkeit darf eine Reaktivierung nicht in dem Maß geschehen, dass es zu einer Klebung kommt.
Bei Haftklebstoffbeschichtungen erfolgt die Klebung, das Verschließen der Briefhüllen, durch ein kurzes Andrücken des Haftklebstofffilms auf die Papieroberfläche. Bei den eingesetzten Haftklebstoffen handelt es sich gewöhnlich um Produkte auf Basis von Acrylatdispersionen. Es ist aber auch möglich, Haftklebstoffe auf Basis von Acrylathotmelts oder auf Basis von thermoplastischen Kautschuken, die für die entsprechende Applikation mit Harzen und Ölen abgemischt werden, herzustellen.
Nach der Herstellung der Filme werden diese, damit es nicht zu einem frühzeitigen Kleben kommt, abgedeckt. Das geschieht entweder mit silikonisierten Papieren oder mit silikonisierten Folien.
Bei Adhäsionsverschlüssen wird der Klebstoff, hier handelt es sich in der Regel um so genannte Latexbeschichtungen, auf beide Seiten des Briefumschlags an der Klebstelle aufgebracht. Bei Latex handelt es sich um die Kautschukmilch aus Hevea-Bäumen. Jede Beschichtung für sich ist nur wenig adhäsiv. Erst durch Kontakt der beiden Beschichtungen wird die Klebung ermöglicht. Bei den Latexverschlüssen erfolgt die Klebung anschließend unter Druck, wobei die Latexklebstoffe ineinander diffundieren und somit die Klebung ermöglichen. Dieser Prozess ähnelt dem Kontaktkleben, wie man es von den Kontaktklebstoffen in der Schuh- und Holzindustrie kennt.
Tüten, Beutel und Säcke
Tüten, Beutel und Säcke sind wichtige Verpackungsformen für viele Artikel des täglichen Lebens. Tüten und Beutel (siehe Abb. 6.4.23) – ganz gleich, ob Spitztüten oder aufwändige Block- und Kreuzboden-beutel – können aus den unterschiedlichsten Materialien und Materialkombinationen (zum Teil sind die Materialien noch bedruckt oder kaschiert) hergestellt werden. Von einfachen Papiertüten, die nach wie vor mit Stärkeklebstoffen geklebt werden, bis hin zu aufwändigen Beutelkonstruktionen, die mithilfe von Dispersionsklebstoffen oder Schmelzklebstoffen hergestellt werden, gibt es eine Vielzahl von Applikationen (Längsnahtklebungen, Bodendeckblattklebungen oder Teilkaschierungen), für die jeweils spezielle Klebstoffe entwickelt worden sind. Je nach geforderter Adhäsion kommen Dispersionsklebstoffe auf Basis von weichgemachten Polyvinylacetat-Homopolymeren, Ethylen-Vinylacetat-Copolymeren oder Acrylatdispersionen, die zur Verbesserung der Adhäsion mit Harzdispersionen abgemischt werden können, zum Einsatz. Schmelzklebstoffe werden dort eingesetzt, wo nicht saugende Materialien, wie zum Beispiel Polyolefinfolie geklebt werden. Hier kommen Schmelzklebstoffe auf Basis thermoplastischer Kautschuke (zum Beispiel Styrol-Butadien-Styrol oder Styrol-Isopren-Styrol-Blockcopolymere) zum Einsatz, die für die entsprechende Applikation mit Harzen und Ölen abgemischt werden. Da Tüten und Beutel auf schnelllaufenden Maschinen – mit Leistungen von 150 bis 200 Tüten oder Beuteln pro Minute und mehr – hergestellt werden, ist ein sauberer Maschinenlauf der eingesetzten Klebstoffe unabdingbar.
Styrol-Butadien-Kautschuk ist der Ausgangsstoff für die weitaus am meisten hergestellte Variante des synthetischen Gummis. Sein Kurzzeichen ist SBR, abgeleitet von der englischen Bezeichnung „Styrene Butadiene Rubber“. Es ist ein Copolymer aus Butadien und Styrol.
Butadien (Vinylethylen) ist ein farbloses Gas mit mildem, aromatischem Geruch. Es ist ein ungesättigter Kohlenwasserstoff.
Styrol (auch Phenylethen) ist eine farblose, leichtflüssige, süßlich riechende Flüssigkeit. Sie dient vor allem zur Herstellung von Kunststoffen wie dem Polystyrol und ABS. Quelle: Chemie.de

Abb. 6.4.23: Tüten und Beutel aus unterschiedlichen Materialien (Quelle: Eigene Darstellung)
Bei der Herstellung von Papiersäcken werden nach wie vor Stärkeklebstoffe für die Längsnahtklebung und auch für die Bodenklebung eingesetzt. Für die Einklebung von Ventilen in den Säcken und für eine mögliche Polyethylen-Innenlagenklebung werden Dispersionsklebstoffe mit besonders breiten Adhäsionsspektren eingesetzt. Je nach geforderter Adhäsion kommen hierbei Ethylen-Vinylacetat-Copolymer-Dispersionen, Acrylatdispersionen oder Naturlatex, abgemischt mit Harzdispersionen, zum Einsatz.
Eine besondere Herausforderung im Bereich der Beutel- und Sackherstellung ist die Griffherstellung, besonders beim Einsatz von Recyclingpapier, Schrenzpapier oder bei Natronkraft-Papier.
Schrenzpapier ist ein Papier, das vollständig aus unsortiertem Recyclingpapier besteht und dadurch seine charakteris-tische graue beziehungsweise bräunliche Färbung erhält. Es ist in den Stärken 70 bis 140 g/qm das Grundmaterial für verschiedene Verpackungsmaterialien.
Natronkraftpapier ist ein vorwiegend einseitig glattes, geripptes und hochwertiges Verpackungspapier, das in der Regel aus 100% Sulfatzellstoffen (Frischfasern) hergestellt wird.
Beim Einsatz von Dispersionsklebstoffen kommt es immer wieder zu Durchschlagserscheinungen, die zwar optisch oft nicht wahrnehmbar sind, jedoch zu Störungen im Produktionsprozess führen. Grobdisperse Dispersionsklebstoffe, die wenig niedermolekulare Substanzen beinhalten, oder auch stärkehaltige Dispersionsklebstoffe, wenn deren Trocknung nicht zu langsam ist, können hier Lösungen sein. Weitere Probleme tauchen bei der Griffanklebung auf. Damit es nicht zur Verschiebung der Griffe während der Fertigung auf den immer schneller laufenden Maschinen kommt, werden sehr schnell abbindende Dispersionsklebstoffe benötigt. Eine andere Möglichkeit ist der Einsatz von Schmelzklebstoffen.
Für die Herstellung von Polyethylensäcken werden reaktive zwei-komponentige Polyurethanklebstoffe eingesetzt. Hierbei wird der Klebstoff für die Klebung der Deckblätter im Allgemeinen mithilfe von Walzen aufgetragen. Die Einklebung der Ventile erfolgt entweder ebenfalls mit reaktiven zwei-komponentigen Polyurethanklebstoffen oder mit Schmelzklebstoffen auf Basis synthetischer, thermoplastischer Kautschuke, die mit Harzen und Ölen abgemischt werden.
Aufrichten und Verschließen von Trays und Karton
Neben dem Einsatz von Klebstoffen bei der Herstellung von Packmitteln ist ein weiteres großes Anwendungsfeld für Klebstoffe im Verpackungsbereich dort zu finden, wo Verpackungen gefüllt werden. Hier ist besonders das sichere Verschließen von Verpackungen, nicht zuletzt als Originalitätssicherung, unverzichtbar. Ferner werden viele Verpackungen zur Kennzeichnung des Inhalts etikettiert.
Aufrichten von Trays
Für das Aufrichten von Trays (siehe Abb. 6.4.24a) werden im Allgemeinen Schmelzklebstoffe mit einer extrem kurzen Abbindezeit eingesetzt. Es dominieren eindeutig Produkte mit Ethylen-Vinyl-Acetat- Copolymeren (EVA) oder Polyolefin-Polymeren als Basispolymer aufgrund ihrer interessanten anwendungstechnischen Eigenschaften, die mit Harzen und Wachsen abgemischt werden.

Abb. 6.4.24a: Auftrag von Schmelzklebstoff (Quelle: Eigene Darstellung)

Abb. 6.4.24b: Von links kommen vier „Strahlen“ Schmelzklebstoff ausden Düsen. Damit gelangt der Schmelzklebstoff auf die rechte Kartonlasche – und dann wird geklebt. (Quelle: Firma Nordson)
Verschließen von Verpackungen aus Papier, Pappe, Wellpappe
Das Kleben ist das wichtigste Verfahren zum Verschließen von Verpackungen aus Papier, Karton und Pappe. Dabei kommen überwiegend folgende Systeme in Betracht:
• Dispersionsklebstoffe
• Schmelzklebstoffe
• selbstklebende Verpackungsklebebänder und
• wasseraktivierbare Klebestreifen.
Dispersionsklebstoffe werden in vielen Fällen zum Verschließen von Faltschachteln direkt nach der Befüllung eingesetzt. Das Aufbringen der Dispersionsklebstoffe erfolgt über Scheiben, bei neuen Maschinen immer öfter mit Düsen, die über elektromagnetisch gesteuerte Ventile verfügen (siehe Abb. 6.4.20).
Beim Verschließen von Um- oder Transportverpackungen werden Schmelzklebstoffe, selbstklebende Verpackungsklebebänder oder wasseraktivierbare Klebestreifen eingesetzt.
Welche der drei erwähnten Möglichkeiten eingesetzt wird, hängt sowohl vom Automatisierungsgrad der Verpackungslinie als auch von der Maschinenkonzeption ab. Auch die Belastungen, denen die Verpackungen bei Transport und Lagerung ausgesetzt sind, spielen eine Rolle bei der Auswahl des Verschlusssystems. In bestimmten Fällen werden auch Dispersionsklebstoffe eingesetzt, besonders im Two-Shot-Verfahren – das heißt in Kombination mit Schmelzklebstoffen. Das Two-Shot-Verfahren arbeitet mit zwei unterschiedlichen Klebstoffen gleichzeitig. Diese Kombination wird zum Beispiel dort eingesetzt, wo zum einen die Schnelligkeit der Schmelzklebstoffe benötigt wird, um die Verpackungen sicher auf schnelllaufenden Verpackungslinien zu verschließen, und zum anderen die gute Wärme- und Chemikalienbeständigkeit, beispielsweise gegen ätherische Öle, der Dispersionsklebstoffe benötigt wird, um eine sichere dauerhafte Klebung zu gewährleisten.
Schmelzklebstoffe für das Verschließen von Verpackungen
Schmelzklebstoffe, so wie sie in der Verpackungsindustrie eingesetzt werden, sind thermoplastische, wasserunlösliche Polymermischungen. Auch im Bereich des Verschließens von Verpackungen dominieren Produkte aus Ethylen-Vinyl-Acetat-Copolymeren oder Polyolefin-Polymeren als Basispolymer. Für spezielle Anwendungen (Heißabfüllung) können auch Schmelzklebstoffe auf Basis von Copolyamiden oder Copolyestern eingesetzt werden, die sich durch deutlich höhere Schmelzbereiche und damit verbunden eine deutlich höhere Wärmestandfestigkeit auszeichnen. Durch entsprechende Abmischungen mit Harzen (Kohlenwasserstoffharze oder Naturharzderivate) und Wachsen sowie anderen Polymeren lassen sich für die jeweiligen Anwendungsfelder maßgeschneiderte Produkte entwickeln. Die bei Raumtemperatur festen Schmelzklebstoffe werden zur Applikation aufgeschmolzen und binden in Bruchteilen von Sekunden ab. Die sich beim Zusammenführen der Kartonlaschen bildenden Klebstofffilme haben dabei eine Dicke von ca. 0,2 bis 0,8 mm. Beim Einsatz von Schmelzklebstoffen lassen sich hohe Maschinengeschwindigkeiten erreichen. Das Aufschmelzen bedingt jedoch einen gewissen apparativen Aufwand, der jedoch durch die hohen Maschinenlaufleistungen und damit rationellen Produktionen wieder ausgeglichen wird.
Ein Trend, der bei den Schmelzklebstoffen für die Verpackungsindustrie in den letzten Jahren zu beobachten ist, ist die Entwicklung von Niedrigtemperatur-Schmelzklebstoffen. Hierbei handelt es sich um Schmelzklebstoffe, die im Vergleich zu den traditionellen Produkten bei deutlich niedrigeren Temperaturen verarbeitet werden. Waren in der Vergangenheit Arbeitstemperaturen zwischen 160 und 180°C erfor-derlich, so werden Niedrigtemperatur-Schmelzklebstoffe zwischen 120 und 140°C (selten auch so genannte „Coldmelts“ oder „Warmmelts“ mit Verarbeitungstemperaturen von 80 bis 130°C ) verarbeitet. Wegen der niedrigen Temperaturen, denen der Schmelzklebstoff ausgesetzt ist, wird er thermisch wesentlich weniger beansprucht. Dies führt zu einer verbesserten Viskositätsstabilität und auch die Farbe bleibt über Tage unverändert. Durch die niedrige Auftragstemperatur werden die Auftragsgeräte weniger beansprucht, was zu einer längeren Lebensdauer, weniger Wartung und zu einem geringeren Energieverbrauch führt.
Selbstklebende Verpackungsklebebänder für das Verschließen von Verpackungen
Bei selbstklebenden Verpackungsklebebändern für das Verschließen von Um- oder Transportverpackungen (siehe Abb. 6.4.25) handelt es sich um einige Zentimeter breite Streifen (vorzugsweise 30 bis 100 mm), die mit so genannten Haftklebstoffen beschichtet sind. Unter Haftklebstoffen versteht man Klebstoffe, die bei Raumtemperatur unter Druckeinfluss (Pressure Sensitive Adhesives) kleben können. Im Verpackungsbereich am häufigsten eingesetzt werden Klebebänder, deren Basismaterial aus biaxial gereckter Polypropylenfolie besteht (BOPP, ca. 80 Prozent). Biaxial gereckte Folie wird in beiden Richtungen (biaxial) gereckt. Sie wird beispielsweise für aromadichte Lebensmittel-verpackungen verwendet. Seltener werden Klebebänder eingesetzt, deren Trägermaterial PVC ist. Papier als Trägermaterial wird nur in Ausnahme-fällen eingesetzt. Was die verwendeten Haftklebstoffe angeht, so gibt es prinzipiell drei Systeme, die für die Herstellung von selbstklebenden Verpackungsklebebänder verwendet werden: lösemittelbasierende Haftklebstoffe, wasserbasierende Dispersionssysteme und heute immer mehr Schmelzklebstoffe. Die Schichtstärken der Klebstofffilme auf den Trägermaterialien liegen dabei in der Größenordnung zwischen 16 und 100 μm.

Abb. 6.4.25: Klebebänder (Quelle: Wikipedia)
Wasser-reaktivierbare Klebstreifen für das Verschließen von Verpackungen
Bei Wasser-reaktivierbaren Klebstreifen handelt es sich in der Mehrzahl um Klebstreifen aus Kraftpapier. Das Kraftpapier hoher Festigkeit (50 bis 150 g/m²) ist mit einem durch Wasser aktivierbarem (in der Regel nicht thermoplastischem) Klebstoff, zum Beispiel Tier- und Pflanzenleim, beschichtet. Zur Erhöhung der Zugfestigkeiten werden Klebstreifen zum Teil mit Verstärkungseinlagen aus Filamentgarnen versehen (Filament = Textilfaser). Die so genannte Gummierung wird vor der Klebung mit Wasser reaktiviert und anschließend wird das Klebeband aufgetragen. Durch Wegschlagen des Wassers in das Kartonmaterial bindet der Klebstoff ab.
Etikettierung
Im täglichen Gebrauch müssen alle Packmittel gekennzeichnet werden. Neben der Angabe des Inhalts sind auch technische und durch den Gesetzgeber vorgeschriebene Informationen auf der Verpackung anzugeben. Neben dem Bedrucken erfolgt das in der Regel durch das Etikettieren. Da Etiketten nicht nur „technische“ Aufgaben, sondern in erste Linie auch werbetechnische Funktionen haben, sind sie zum Teil sehr aufwändig gestaltet. Hierbei werden Etiketten aus Papier oder Kunststoff hergestellt, die in den meisten Fällen auf die Verpackung geklebt werden. Das kann entweder mit der Hilfe von vorbeschichteten Etiketten erfolgen, oder der Klebstoffwird beim Etikettierprozess direkt aufgetragen.
Die Herstellung von vorbeschichteten Etiketten (Haftetiketten) erfolgt durch das Beschichten bahnförmiger Trägermaterialien aus Papier sowie Kunststoff- und Metallfolien mit Haftklebstoffen (ähnlich wie bei Verpackungsklebebändern); die Schichtdicken betragen dabei in der Regel zwischen 18 und 50 μm. Die für solche Applikationen eingesetzten Klebstoffe basieren aufunterschiedlichen Technologien. Neben Haftklebstoffen auf Basis von Naturkautschuk, die gewöhnlich als Lösemittelsysteme eingesetzt werden, und Haftschmelzklebstoffen auf Basis thermoplastischer Kautschuke oder Acrylaten werden heute vermehrt Dispersionsklebstoffe für diese Anwendung eingesetzt. Besonders Acrylatdispersionen zeigen hier außergewöhnlich gute technische Eigenschaften: Hier ist insbesondere die Transparenz zu erwähnen. Neben den klassischen wasserbeständigen Haftklebstoff-Etiketten gibt es auch Haftklebstoff-Etikettensysteme, gewöhnlich mit Kunststofffolien als Etikettenmaterial, die für den Mehrweg geeignet sind. Hier kommen laugenlösliche Haftklebstoffbeschichtungen zum Einsatz, die unter den Bedingungen der Flaschenwaschanlagen ihre Adhäsion verlieren und gemeinsam mit den Kunststoffetikettenmaterialien sicher entfernt werden können.
In der Etikettiertechnik, bei der der Klebstoff während der Etikettierung aufgetragen wird, haben sich unterschiedliche Technologien entwickelt. Bei den so genannten Schildetiketten erfolgt die Etikettierung in der Regel mit wasserbasierenden Klebstoffen. Bei der Rundumetikettierung werden heute in den meisten Fällen Schmelzklebstoffe verwendet.
Das Etikettieren mit Klebstoffen auf wässriger Basis hat eine lange Tradition. Die ersten Klebstoffe, die für die Etikettierung eingesetzt wurden, waren wässrige Produkte auf Basis natürlicher Polymere wie Dextrin, Stärke oder Casein. Auch heute noch nehmen Klebstoffe auf Basis von Casein eine besondere Stellung bei der Glasetikettierung ein. Sie können sowohl auf nassen als auch auf trockenen, kalten oder auf warmen Glasoberflächen aufgebracht werden und ergeben ausgezeichnete Klebungen. Sie zeichnen sich durch hervorragende Laufeigenschaften auch bei höchsten Maschinengeschwindigkeiten aus (bis zu 80.000 Flaschen in der Stunde und mehr). Etikettierklebstoffe auf Basis von synthetischen Polymeren zeichnen sich durch hohe Ergiebigkeit und durch eine hohe Anfangsklebkraft sowie durch einen geringeren Eigengeruch aus und führen aufgrund ihres sehr sauberen Laufverhaltens zu weniger Verschmutzung an den Etikettiermaschinen. Bei wässrigen Systemen wird der Klebstoff gewöhnlich über Walzen und Segmente aufgetragen (siehe Abb. 6.4.26).

Abb. 6.4.26: Etikettierung von Flaschen. Der Klebstoffauftrag erfolgt über eine Walze. (Quelle: Eigene Darstellung)
Bei Schmelzklebstoffen handelt es sich um Systeme, die zu 100 Prozent aus Feststoffen bestehen. Zur Applikation werden sie aufgeschmolzen und flüssig entweder auf das Etikett oder auf den Behälter aufgetragen. Dort kühlen sie in Bruchteilen von Sekunden ab und führen zu einer schnellen und dauerhaften Klebung. Die zur Etikettierung eingesetzten Schmelzklebstoffe werden auf Basis synthetischer, thermoplastischer Kautschuke oder Ethylen-Vinylacetat-Copolymeren sowie Harzen, Wachsen und Ölen hergestellt. Das Mischungsverhältnis wird dabei den jeweiligen Anforderungen angepasst. Je nach Bedarf können diese Schmelzklebstoffe eine kurze oder eine sehr lange „offene Zeit“ aufweisen. Ihre Verarbeitung erfolgt bei Temperaturen zwischen 120 und 170°C, wobei besonders bei Folienetiketten ein deutlicher Trend zu niedrigen Verarbeitungstemperaturen zu erkennen ist.
Schmelzklebstoffe haben sich besonders bei der Rundum-Etikettierung von Flaschen und Dosen bewährt. Je nach Behältermaterial werden Schmelzklebstoffe mit unterschiedlichen Adhäsionseigenschaften eingesetzt. Sie eignen sich zum Etikettieren von Behältern aus Glas, aber auch für Behälter aus Metall oder Kunststoff. Die besondere Stärke der Schmelzklebstoffe ist ihre sehr gute „Mitnehmerfunktion“ aufgrund ihrer hohen Anfangsklebkraft und ihrer aufgrund der kurzen Abbindezeiten schnellen Klebung. Bei den zu etikettierenden Behältern ist darauf zu achten, dass diese nicht zu kalt sind, damit der Schmelz-klebstoff nicht zu schnell abkühlt und es daher nicht zur Ausbildung einer ausreichenden Adhäsion kommt. Empfehlenswert ist ferner eine Trocknung der Gebindeoberflächen mit einem Gebläse.
Bei der Rundumetikettierung mit Schmelzklebstoffen liegen die Etikettierleistungen bei bis zu 60 000 Behältern pro Stunde. Als Etikettenmaterial werden sowohl Papier als auch die unterschiedlichsten Kunststofffolienarten eingesetzt. Im Konterdruck produzierte transparente Folienetiketten lassen sich genauso präzise verarbeiten wie Etiketten aus geschäumten Kunststoffen mit isolierender Wirkung. Bei der Schmelzklebstoff-Etikettierung mit zugeschnittenen Etiketten liegen die fertigen Etiketten in einem Magazin vor. Im Gegensatz zur Etikettierung mit wässrigen Systemen werden die Etiketten nicht von einer mit dem Klebstoff beschichteten Palette entnommen, sondern die mit Schmelzklebstoff beschichtete Flasche zieht das Etikett aus dem Magazin. Der Auftrag der Schmelzklebstoffe erfolgt dabei entweder mithilfe von Walzen oder mit Düsen (siehe Abb. 6.4.27).

Abb. 6.4.27: Vorbereitung der Etikettierung mit Schmelzklebstoff: Zunächst wird der Behälter mit Klebstoff beaufschlagt (Quelle: Firma Langguth).
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.11 Besondere Anforderungen an die Klebung (an die Klebstoffe)
Neben rein technischen Anforderungen können beim Kleben auch weitere Anforderungen wichtig sein. Besonders Anforderungen aus den Bereichen des Arbeits-, Umwelt- und Verbraucherschutzes werden heute immer wichtiger.
Lebensmittelrechtliche FragestellungenVon den vielen gesetzlichen Regelungen, die heute bei der Verarbeitung von Klebstoffen in der Industrie zu beachten sind, sind für Klebstoffe, die in Verpackungen für Lebensmittel eingesetzt werden, besonders lebensmittelrechtliche Fragestellungen wichtiger. Der derzeit stattfindende Europäische Harmonisierungsprozess im Bereich der Lebensmittelbedarfsgegenständegesetze hat zu neuen Anforderungen geführt, da die Europäische Gesetzgebung besonders die Migration von Stoffen aus Lebensmittelbedarfsgegenständen, wie beispielsweise Verpackungen, in die Lebensmittel bewertet und über globale und spezifische Grenzwerte regelt. Als „Migration“ wird das Wandern (Migrieren) niedermolekularer Stoffe, wie beispielsweise Weichmacher, an die Oberfläche von Kunststoffen (zum Beispiel Folien) oder in umgebende Stoffe bezeichnet. Dies kann in toxikologischer Hinsicht besonders wichtig zum Beispiel bei Lebensmittelverpackungen, Arzneimitteln und Spielzeug, aber auch bei Gebrauchsgütern wie Textilien sein.
Da lebensmittelrechtliche Fragestellungen im Allgemeinen mengenbezogene Größen sind und Wechselwirkungen zwischen der Verpackung und dem Lebensmittel auch von der Art des verpackten Lebensmittels abhängen, kann letztlich nur der Hersteller der fertigen Verpackung beziehungsweise der Abfüller des Lebensmittels entscheiden, ob die gesetzlichen Vorgaben eingehalten werden. Auf allen Produktionsstufen, also auch bei der Herstellung und Weiterverarbeitung von Packstoffen, müssen jedoch immer die Anforderungen der EU-Verordnungen (EG) Nr. 1935/2004 und (EG) Nr. 2023/2006 berücksichtigt werden. Die EU-Verordnung Nr. 1935/2004 legt einheitliche Vorschriften in Bezug auf Verpackungsmaterialien und Gegenstände wie zum Beispiel Flaschen und Behälter fest, die mit Lebensmitteln wechselwirken können. Quelle und weiterführende Informationen: https://eur-lex.europa.eu/legal-content/DE/TXT/?uri=LEGISSUM:l21082a
Die EU-Verordnung Nr. 2023/2006 vom 22. Dezember 2006 regelt die gute Herstellungspraxis für Materialien und Gegenstände, die dazu bestimmt sind, mit Lebensmitteln wechselwirken zu können. Quelle und weiterführende Informationen: https://www.verbrauchergesundheit.gv.at/dateien/lebensmittel/rechtstexte/lm_recht_eu_kontaktmaterialien_vo_2023-2006.pdf?63y0e8
Zur Formulierung von Klebstoffen, die zu lebensmittelrechtlich konformen Verpackungen führen können, steht heute eine breite Palette geeigneter Rohstoffe zu Verfügung, die entsprechende gesetzliche Anforderungen (zum Beispiel die Positivlisten der EU-Regelungen oder die Empfehlungen des Bundesinstitutes für Risikobewertung, BfR) erfüllen. Sollen Verpackungen für Lebensmittel hergestellt werden, müssen alle Akteure der Lieferkette die notwendigen Informationen austauschen, um eine lebensmittelsichere Verpackung zu gewährleisten.
Recycling von Verpackungen
Verpackungen sind ein unverzichtbarer Bestandteil unseres Wirtschaftslebens. Ohne adäquate Verpackungen sind ein sicherer Transport und eine sichere Lagerung der meisten Waren nicht möglich. Obwohl Verpackungen so wichtig sind, werden sie in der Öffentlichkeit eher als Problem gesehen: Es geht um wachsende Müllberge oder Plastikmüll in den Ozeanen. Daher ist es nicht überraschend, dass sowohl auf nationaler als auch auf europäischer Ebene vom Gesetzgeber entsprechende Maßnahmen veranlasst wurden. So ist in Deutschland seit dem 01. Januar 2018 das Verpackungsgesetz in Kraft. Ziel dieses Gesetzes ist es, den Verpackungsmüll durch ein stärkeres Recycling der gebrauchten Verpackungen zu verringern. Man möchte wie in allen Industriegebieten zu einer Kreislaufwirtschaft kommen. Dazu werden, abhängig von den Verpackungsmaterialien, in Zukunft für alle Verpackungsmaterialien erhöhte Recyclingquoten (siehe Abb. 6.4.28) vorgegeben.
Ab dem 1. Januar 2019 steigen die Anforderungen an die Verwertung von Verpackungen und dann nochmals zum 1. Januar 2022. Für den Packmittelhersteller und Verarbeiter kann das weitgehende Auswirkungen haben. Damit die Verpackungen recycelt werden können, müssen sie bestimmte Vorgaben erfüllen, die schon bei der Entwicklung und der Herstellung von Verpackungen berücksichtigt werden müssen („Design for Recycling“). Da in der Regel nur die primären Rohstoffe (Papier, Kunststoff, Glas oder Metall) wiederverwendet werden sollen, müssen alle für die Funktion der Verpackungen wichtigen Stoffe und damit auch Klebstoffe oder Druckfarben so gewählt werden, dass sie das Recycling der Primär-Rohstoffe nicht behindern.
Bei der Auswahl der bei der Herstellung und Verarbeitung von Packstoffen eingesetzten Klebstoffe muss der Verarbeiter in Zukunft also auch Fragen des Recyclings einbeziehen. Hierbei ist es wichtig, den ge-wählten Recyclingprozess so gut wie möglich zu kennen, um den „richtigen“ Klebstoff zu wählen.
| Material | Bisher | Ab 2019 | Ab 2022 |
| Glas | 75 % | 80 % | 90 % |
| Pappe, Papier, Karton | 70 % | 85 % | 90 % |
| Eisenmetalle | 70 % | 80 % | 90 % |
| Aluminium | 60 % | 80 % | 90 % |
| Getränkekartonverpackungen | 60 % | 75 % | 80 % |
| Sonstige Verbundverpackungen | 55 % | 60 % | 70 % |
| Kunststoffe (werkstoffliche Verwertung) | 36 % | 58,5 | 63 % |
Abb. 6.4.28: gesetzlich vorgeschriebene Recycling-Quoten für einzelne Verpackungsmaterialien (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.2 Kleben als Fügeverfahren
Der Begriff „Kleben“ stammt aus dem althochdeutschen „kliban“ (norddeutsch „Klei" = toniger Schlick) und „leimen" aus dem indogermanischen „leimo“ = Lehm. Als Klebstoff wird heute der für den Fügeprozess Kleben eingesetzte Prozesswerkstoff bezeichnet. Nach der DIN EN 923 ist ein Klebstoff ein
„Nichtmetallischer Werkstoff, der Fügeteile durch Flächenhaftung (Adhäsion = Haften gleich- oder verschiedenartiger Stoffe aneinander) und innere Festigkeit (Kohäsion = innere Festigkeit eines Werkstoffes) verbinden kann“ (Abb. 6.4.2).
Obwohl es auch Klebstoffe auf Basis anorganischer Substanzen gibt, wie beispielsweise Wasserglas (Natrium- beziehungsweise Kaliumsilikat) oder Produkte auf Basis von Zement, ist die überwiegende Mehrzahl der heute eingesetzten Klebstoffe den organischen Substanzen zuzuordnen. Hiervon sind rund 85 Prozent synthetisch, aber auch noch 15 Prozent „natürlichen“ Ursprungs.

Abb. 6.4.2: schematischer Aufbau einer Klebung. Klebstoffe verbinden Fügeteile durch Adhäsion und Kohäsion. (Quelle: Eigene Darstellung)
Kleben ist das einzige Fügeverfahren, mit dem sich nahezu alle Materialien fügen lassen. Durch Kleben, ein stoffschlüssiges Fügeverfahren, lassen sich gleiche oder verschiedene Werkstoffe ohne strukturelle Veränderungen der Fügepartner verbinden. Bei der Entwicklung der modernen Verbundwerkstoffe hat man sehr schnell die Grenzen der traditionellen Verbindungstechniken erkannt. Bei thermischen Verfahren, wie beim Schweißen oder Löten, verändert der Werkstoff innerhalb der Wärmeeinflusszone seine spezifischen Eigenschaften. Bei mechanischen Verfahren, wie Nieten oder Schrauben, muss man die zu verbindenden Werkstücke „verletzen“, indem man Löcher in sie bohrt und damit unter Umständen schwächt. Ferner ermöglichen diese Verbindungen hauptsächlich punktförmige Kraftübertragungen. Die Klebtechnik zeigt diese Nachteile nicht.
Kleben als Fügeverfahren wirdzudem auch dort besonders erfolgreich eingesetzt, wo automatisierte Prozesse stattfinden, wie zum Beispiel bei der Herstellung von Packmitteln und der Verwendung von Ver-packungen aus Papier, Pappe oder Kunststoff. Aufgrund der Vielzahl im Verpackungsbereich eingesetzten Materialien und den sehr vielfältigen Anforderungen an Verpackungen ist das Kleben im Verpackungsbereich schon sehr früh als Fügeverfahren eingesetzt worden. Heute gibt es tausende von speziellen Klebstoffen für den Verpackungsbereich, um alle Anforderungen optimal abdecken zu können. Damit das Fügen mittels Klebstoff auch wirklich erfolgreich durchgeführt werden kann, ist es wichtig, dass bei der Anwendung der „richtige“ Klebstoff „richtig“ eingesetzt wird.
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.3 Geschichte der Klebtechnik
Das „Kleben“ ist eine der ältesten Techniken der Menschen. Schon vor tausenden von Jahren verwendeten Menschen Klebstoffe zum Fügen komplexer Gegenstände. In der jüngeren Steinzeit benutzten Menschen Birkenharz unter anderem zum Befestigen von Speer- und Beilspitzen. Die Mesopotamier benutzten Eiweiß, verschiedene Pflanzenharze und Asphalt zu Bauzwecken. Um 3000 v.Chr. kannten die Sumerer das Herstellen von Leim aus tierischen Häuten. Etwa 1500 vor Christus verwendeten die Ägypter tierische Leime für Furnierarbeiten und das Kleben wurde „professionalisiert“, indem der Beruf des Leimkochers (Kellopsos) entstand. Die im alten Ägypten entwickelte Kunst des Leimsiedens wurde später von den Griechen und Römern übernommen.
Jahrtausendelang wurden immer bessere, auf den vorhandenen natürlichen Rohstoffen (pflanzlichem oder tierischem Ursprung) basierende Klebstoffe entwickelt, bis im Jahre 1841 mit der Erfindung der Vulkanisierbarkeit von Kautschuk die Geschichte der synthetisch modifizierten Rohstoffe einsetzte. Anfang des zwanzigsten Jahrhunderts wurden mit den Phenolharzen die ersten vollsynthetischen Rohstoffe hergestellt. Vollsynthetische Klebstoffe gibt es seit dem Beginn des 20. Jahrhunderts. Auch heute gibt es für manche Anwendungen immer noch aus natürlichen Rohstoffen hergestellte Klebstoffe. In der modernen Klebstofftechnologie steht inzwischen jedoch eine Vielzahl maßgeschneiderter synthetischer Rohstoffe zur Verfügung. Diese ermöglichen es, Klebstoffe zu entwickeln, die unterschiedlichsten Anforderungen genügen.
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.4 Grundlagen des Klebens
Alle Klebstoffe verwenden die physikalischen Eigenschaften Adhäsion und Kohäsion, um zwei Fügeteile miteinander zu verbinden. Beide Phänomene beruhen auf elektromagnetischen Wechselwirkungen zwischen Atomen oder Molekülen. Während man mit Kohäsion die Kräfte beschreibt, welche die innere Festigkeit von Stoffen bewirken, bezeichnet man mit Adhäsion die Kräfte, die das Haften gleicher- oder verschiedenartiger Stoffe aneinander bewirken. Die Reichweite dieser Kräfte beträgt nur einige wenige Angström.
Das Ångström ist eine nach dem schwedischen Physiker Anders Jonas Ångström benannte Maßeinheit der Länge. Das Einheitenzeichen ist Å. 1 Å = 100.000 fm = 100 pm = 0,1 nm = 10-4μm = 10-7mm = 10-8cm = 10-10m. Anders ausgedrückt: 1 μm = 0,0001 Å.
Mehr zu den Grundlagen des Klebens findest du hier:
"Die Kunst des Klebens." als PDF, bereitgestellt vom FCI (Fonds der chemischen Industrie)
"Die Kunst des Klebens" als interaktive Übung, bereitgestellt vom FCI (Fonds der chemischen Industrie)
Adhäsion
Adhäsion, das Haften gleicher- oder verschiedenartiger Stoffe aneinander, ist ein allgegenwärtiges Phänomen. Das Beschlagen von Glasscheiben, das Hinterlassen von Fingerabdrücken, das Haften von Kreide an Tafeln und so weiter, beruht auf der Adhäsion von kleinsten Teilchen an den Oberflächen unterschiedlicher Gegenstände.
Die Grundlage aller Adhäsionskräfte sind elektromagnetische Wechselwirkungen. Dabei spielen die so genannten Van-der-Waals-Kräfte eine wichtige Rolle, was die Adhäsion angeht. Diese werden durch kurzzeitige Veränderungen der Ladungsverteilung in der Elektronenhülle von Molekülen als auch durch Dipolkräfte hervorgerufen. Mit Van-der-Waals-Kräften, benannt nach dem niederländischen Physiker Johannes Diderik van der Waals (1837–1923), bezeichnet man die relativ schwachen nicht-kovalenten Wechselwirkungen zwischen Atomen oder Molekülen, deren Wechselwirkungsenergie mit etwa der sechsten (!) Potenz des Abstandes abfällt. Die Atombindung (auch kovalente Bindung, Elektro-nenpaarbindung oder homöopolare Bindung) ist eine Form der chemischen Bindungen und ist als solche für den festen Zusammenhalt von Atomen in vielen chemischen Verbindungen verantwortlich.
Einen wichtigen Beitrag zur Adhäsion liefern ferner, sofern OH- oder NH-Gruppen in den Molekülen vorhanden sind, Wasserstoffbrückenbindungen. Bei reaktiven Molekülen, die mit einer Oberfläche wechselwirken, kann es auch zu kovalenten chemischen Bindungen kommen. Allerdings treten solche chemischen Bindungen nur bei wenigen Kombinationen von Füge teilen und Klebstoffen auf, zum Beispiel zwischen Silikon und Glas, Polyurethan und Papier, Holz und Glas oder Epoxidharz und Alu-minium. In einigen dieser Klebverbindungen konnte nachgewiesen werden, dass chemische Bindungen bis zur Hälfte aller Wechselwirkungen ausmachen können. Bei Metallen und Gläsern können auch ionische Bindungen eine Rolle spielen. So genannte „mechanische Verankerungen“ werden in porösen Materialien wie beispielsweise Papier diskutiert, spielen aber, wenn überhaupt, nur eine untergeordnete Rolle (siehe Abb. 6.4.3).

Abb. 6.4.3: Adhäsionskräfte (Quelle: Eigene Darstellung)
Damit Stoffe zu anderen Stoffen eine ausreichende Adhäsion ausbilden können, müssen sie in der Lage sein, sich sehr nah zu kommen, da die Kräfte, die zur Adhäsion führen, nur im Bereich einiger Angström (siehe Abb. 6.4.4) wirken. Damit Festkörper eine ausreichende Adhäsion entwickeln können, müssen Rauigkeiten ihrer Oberflächen ausgeglichen werden, damit sie sich ausreichend nahekommen können. Diese Rolle füllt der Klebstoff aus. Sie werden in der Regel als Flüssigkeiten aufgetragen und füllen so die Unebenheiten aus.

Abb. 6.4.4: Kräfte bei der Adhäsion in Abhängigkeit von der Entfernung der wechselwirkenden Moleküle – zum Beispiel Klebstoff und ein Fügeteil (Quelle: Eigene Darstellung)
Da Festkörper in diesen Dimensionen in der Regel deutlich größere Rauigkeiten aufweisen, berühren sich beim Zusammenfügen von Festkörpern nur wenige Kontaktpunkte (Abb. 6.4.5) die Adhäsion ausbilden können, was im Allgemeinen nicht ausreicht, die Gewichtskräfte der einzelnen Fügepartner zu kompensieren. Wenn es jedoch gelingt, Festkörper so fein zu strukturieren, dass sie sich ausreichend nah an die Oberfläche anderer Teile anpassen können, ist ein Haften möglich.
Ein Beispiel hierfür ist der Gecko (Abb. 6.4.6). Die Füße dieser Echsen weisen eine besondere Struktur auf. Jeder einzelne besitzt auf der Fußsohle pro Quadratmillimeter bis zu 5.000 Härchen, deren Durchmesser nur ein Zehntel der Dicke eines menschlichen Haars beträgt. An den Enden tragen diese Härchen Hunderte von noch feineren Strukturen, deren Dicke nur 200 bis 500 Nanometer beträgt. Sie sind es letztlich, die den Gecko an der Wand halten, und zwar so sicher, dass man, wie Messungen ergaben, schon eine Gewichtskraft von zehn Newton pro Fuß aufwenden muss, um ihn abzulösen.

Abb. 6.4.5: Haftung zweier Fügeteile mit oder ohne Klebstoff (Quelle: Eigene Darstellung)

Abb. 6.4.6: Gecko an einer Glasscheibe: Haftung durch feine Härchen an den Füßen. (Quelle: Fotolia)
Technisch wesentlich einfacher lässt sich diese Anforderung jedoch durch Flüssigkeiten, die eine gegebene Oberfläche benetzen, erfüllen. Aus diesem Grund werden die meisten Klebstoffe als Flüssigkeiten eingesetzt. In diesem Zusammenhang ist es jedoch wichtig, dass die Flüssigkeiten die Oberfläche der Fügeteile ausreichend benetzen können. Ohne eine ausreichende Benetzung können keine guten Adhäsionskräfte ausgebildet werden (umgekehrt gilt leider nicht, dass eine gute Benetzung zwangsläufig zu einer guten Klebung führt).
Wie gut sich Oberflächen benetzen lassen, hängt vom Verhältnis der Oberflächenspannungen der Flüssigkeit und der Festkörper ab. Als erster Hinweis gilt, dass die Oberflächenspannung des Fügeteils höher als die Oberflächenspannung des Klebstoffs sein soll, damit der Klebstoff auf der Oberfläche spreitet (Abb. 6.4.7). Unter Spreitung (engl. Spreading) versteht man die Ausbreitung und flächige Verteilung von Flüssigkeiten auf Oberflächen.

Abb. 6.4.7: Tropfenform mit Randwinkel – ist der Randwinkel kleiner als 30°, so liegt eine gute Benetzung und damit die Grundvoraussetzung für ein erfolgreiches Kleben vor. (Quelle: Eigene Darstellung)
Mehr zu Adhäsion findest du hier:
"Adhäsion von Fremdkörpern", bereitgestellt von Keyence.
Kohäsion
Als Kohäsion wird die innere Festigkeit von Stoffen bezeichnet. Während ideale Gase keine und Flüssigkeiten nur eine sehr geringe Kohäsion aufweisen, zeichnen sich Feststoffe zum Teil durch sehr hohe Kohäsionswerte aus. Besonders kovalente chemische, metallische oder ionische Bindungen im Feststoff tragen zu hohen Kohäsionskräften bei.
Kovalente Bindung (auch Atombindung, Elektronenpaar-bindung oder homöopolare Bindung) ist eine Form der chemischen Bindungen und als solche für den festen Zusammenhalt von Atomen in molekular aufgebauten chemischen Verbindungen verantwortlich. Die ionische Bindung ist eine chemische Bindung, die auf der elektrostatischen Anziehung positiv und negativ geladener Ionen basiert.
Die hieraus resultierenden Festigkeiten sind dann besonders hoch, wenn die Wechselwirkungen dreidimensional durch den ganzen Feststoff gehen. Aber auch Wechselwirkungen zwischen polaren Gruppen einzelner Moleküle (Dipole) tragen zur Kohäsion bei.
Das Innere von abgebundenen Klebstoffen lässt sich in der Regel als Feststoff zwischen zwei anderen Feststoffen betrachten. Aufgrund der Wechselwirkung durch die Haftung an der Oberfläche der Fügeteile weist der Klebstoff in der Adhäsionszone eine modifizierte chemische Struktur und Zusammensetzung auf, die vom Zustand in der Kohäsionszone abweicht. Folglich sind hier auch die makroskopischen Eigenschaften des Klebstoffs verändert. In der Übergangszone zwischen Adhäsions- und Kohäsionszone verändern sich Struktur und Zusammensetzung der Klebstoffe und damit auch deren makroskopische Eigenschaften kontinuierlich. Der Einfluss der Übergangszone kann beispielsweise darin bestehen, dass eine Entmischung des Klebstoffs auftritt, indem kleine Klebstoffbestandteile in Poren der Oberfläche diffundieren, wodurch die optimale Zusammensetzung des Klebstoffs gestört werden kann.
Im Bereich der Kohäsionszone weist der Klebstoff seine nominellen, in den Datenblättern angegebenen Festigkeitseigenschaften auf. Für organische Klebstoffe, die in der Klebfuge nach dem Abbinden als Poly-mer vorliegen, sind verschiedene molekulare Kräfte für die Kohäsion verantwortlich (siehe Abb. 6.4.8).

Abb. 6.4.8: Kohäsionskräfte (Quelle: Eigene Darstellung)
• Kovalente chemische Bindungen innerhalb der Klebstoff-Polymere,
• chemische Bindungen zwischen den Polymeren, die zu einer dreidimensionalen Vernetzung führen können (Duroplasten),
• Zwischenmolekulare Wechselwirkungen (Dipolkräfte beziehungsweise Van-der-Waals-Kräfte) zwischen den Klebstoff-Molekülen (Polymere und den weiteren Rezepturbestandteilen) und
• molekulare Verschlaufungen von Klebstoff-Polymeren.
Die genannten Mechanismen beeinflussen bereits die Eigenschaften des noch nicht abgebundenen Klebstoffs und bestimmen beispielsweise die Viskosität. Die Viskosität ist ein Maß für die Zähflüssigkeit eines Fluids. Der Kehrwert der Viskosität ist die Fluidität, ein Maß für die Fließfähigkeit eines Fluids. Je größer die Viskosität, desto dickflüssiger (weniger fließfähig) ist das Fluid; je niedriger die Viskosität, desto dünnflüssiger (fließfähiger) ist es (Quelle: https://www.chemie.de/lexikon/Viskosität.html).
Welche Werte für die Kohäsion eines Klebstoffs erreichbar sind, wird seitens des Herstellers durch die Zusammensetzung des Klebstoffs weitgehend festgelegt. Aber auch der Verarbeiter beeinflusst durch die Verarbeitung, und hier besonders durch die Ausführung des Abbindeprozesses, entscheidend die Höhe der erreichten Kohäsion. Nur wenn der Abbindeprozess optimal, das heißt möglichst störungsfrei, ausgeführt wird, werden die theoretisch möglichen Festigkeiten auch erreicht.
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.5 Klebstoffarten
Einteilung der Klebstoffe
In der Literatur gibt es ganz unterschiedliche Einteilungen der Klebstoffsysteme. Eine der ältesten Unterteilungen ist die in natürliche und synthetische Klebstoffe, womit man die Herkunft der dem Klebstoff zu-grunde liegenden Rohstoffe meint. Da die DIN EN 923 bei Klebstoffen von Nichtmetallen spricht, kann man ferner zwischen organischen (aus Molekülen, deren Gerüst vorwiegend aus Kohlenstoff besteht) und an-organischen, nichtmetallischen Klebstoffen unterscheiden. In DIN EN 923 sind Begriffe definiert, die in der Klebstoffindustrie verwendet werden, sowie solche, die sich in der klebstoffverarbeitenden Industrie auf Klebstoffe beziehen (Quelle und weitere Informationen: https://www.beuth.de/de/norm/din-en-923/106937855).
Klebstoffe auf Basis von Silikonen nehmen in dieser Einteilung eine Sonderstellung ein, da das Basispolymer aus Siloxanketten besteht, allerdings weisen diese Systeme in der Regel Seitenketten aus Kohlenstoffverbindungen auf (siehe Abb. 6.4.9). Siloxane sind chemische Verbindungen mit der allgemeinen Formel R3Si–[O–SiR2]n–O–SiR3, wobei R Wasserstoffatome oder Alkylgruppen sein können. Im Gegensatz zu den Silanen sind die Siliciumatome nicht untereinander, sondern durch genau ein Sauerstoffatom mit ihrem benachbarten Silicium-Atom verknüpft: Si–O–Si.

Abb. 6.4.9: Einteilung der Klebstoffe nach chemischer Basis (Quelle: Eigene Darstellung)
Chemisch gesehen liegen alle abgebundenen organischen Klebstoffe als Polymere vor. Daher ist eine weitere häufig benutzte Klassifizierung die Einteilung nach dem Abbindemechanismus (siehe Abb. 6.4.10), der nach der Applikation des Klebstoffs zu seiner Endfestigkeit (Kohäsion) führt. Hierbei wird gewöhnlich zwischen physikalisch und chemisch abbindenden Systemen unterschieden. Chemisch abbindende Systeme werden zudem in Ein- oder Mehrkomponenten-Systeme unterteilt. Zusätzlich gibt es eine Reihe von Klebstoffsystemen, die sowohl physikalisch als auch chemisch abbinden.

Abb. 6.4.10: Einteilung nach Verfestigungsmechanismus (Quelle: Eigene Darstellung)
Physikalisch abbindende Klebstoffe
Eine Möglichkeit, bei physikalisch abbindenden Klebstoffen ein gutes Benetzen der Fügeteiloberflächen durch den Klebstoff zu ermöglichen, besteht darin, die Rezepturbestandteile (Polymere, Harze und weitere) in einem Lösemittel zu lösen. Bei Klebstoffen auf Basis stark hydrophiler Rohstoffe kann das Wasser sein, bei vielen synthetischen Polymeren gelingt das nur in organischen Lösemitteln.
Hydrophilie (von altgriechisch ϋδωρhýdor „Wasser“ sowie φίλοςphílos „liebend“ ) bedeutet wasserliebend. Das besagt, dass ein Stoff stark mit Wasser wechselwirkt.
Klebstoffe auf Basis wässriger kolloidaler Lösungen
Polymere, die über viele hydrophile Gruppen verfügen, lassen sich unter bestimmten Voraussetzungen in Wasser kolloidal (molekular-dispers) lösen. Molekulardisperse Systeme sind kolloidale Lösungen mit einer Teilchengröße kleiner als 1 nm. Bei molekulardispersen Systemen handelt es sich um klare und durchsichtige Lösungen, bei denen keine Phasengrenze erkennbar ist. Sie zeichnen sich dadurch aus, dass sie physikalisch stabil und homogen sind, d.h., dass sich die gelösten Ionen und Moleküle nicht durch Filtrieren oder Zentrifugieren vom Lösungsmittel abtrennen lassen (echte Lösung).
Das Adjektiv „kolloidal“ bedeutet „sehr fein verteilt“ beziehungsweise „in feinster Verteilung befindlich“ (in einer Flüssigkeit oder Gas). Es wird hauptsächlich in der Chemie verwendet (Quelle: DocCheck-Flexikon)
Der Begriff Kolloid kommt von den griechischen Worten „kolla“ – „Leim“ – und „eidos“ – „Form, Aussehen“. Bei einem Kolloid handelt es sich um ein System aus Clustern (Teilchen mit bis zu 50 000 Atome) oder um kleine Festkörper (Teilchen mit > 50 000 Atome), die innerhalb eines Mediums fein verteilt vorliegen. Die Teilchen dieser so genannten kolloid-dispersen Phase weisen in der Regel Größenordnungen von 1 bis 1000 Nanometer in mindestens einer Dimension auf. Das Medium, in diesem Fall Wasser, in dem diese Teilchen verteilt sind, bezeichnet man als Dispersionsmedium. Aus einer Vielzahl der in der Natur vorkommenden Polymere, wie Zellulose, Stärke oder Proteine, lassen sich unter bestimmten Bedingungen solche kolloidale Lösungen herstellen. Es gibt jedoch auch einige synthetisch hergestellte Polymere, die so hydrophil sind, dass sie solche Lösungen ermöglichen. Da das Wasser aufgrund des hydrophilen Charakters der Polymere relativ fest gebunden ist, wird es in der Klebfuge nur langsam wieder abgegeben. Klebstoffe, die in Form von wässrigen kolloidalen Systemen vorliegen, besitzen daher relativ lange Abbindezeiten.
Wässrige, kolloidale Klebstoffe auf Basis synthetischer Polymere
Obwohl die weitaus überwiegende Zahl der synthetisch hergestellten Polymere in Wasser nicht kolloidal löslich ist, gibt es einige Typen, die sich in Wasser kolloidal lösen. Zu diesen Polymeren gehören Po-lyvinylalkohole, das Polyvinylpyrolidon, verschiedene Polyvinylether wie der Polyvinylmethylether und Harnstoff-Formaldehyd-Harze.
Polyvinylalkohol (Kurzzeichen PVOH, PVA, oder PVAL) ist ein – unter bestimmten Bedingungen – wasserlösliches synthetisches Polymer (Kunststoff) (Quelle: https://www.chemie.de/lexikon/Polyvinylalkohol.html).
Polyvinylpyrrolidon, auch Polyvidon oder Povidon, ist ein Polymer der Verbindung Vinylpyrrolidon. PVP ist ein hygroskopisches, amorphes Pulver mit weißer bis hellgelber Farbe (Quelle: https://de.wikipedia.org/wiki/Polyvinylpyrrolidon).
Polyvinylether, -[CH2-CH(OR) -]n, Thermoplaste, die durch Polymerisation von Methyl-, Ethyl- oder Isopropylvinylether erhalten werden (Quelle: https://www.spektrum.de/lexikon/chemie/polyvinylether/7383).
Mengenmäßig am wichtigsten sind die Polyvinylalkohole; diese sind im Gegensatz zu den meisten anderen Vinylpolymeren jedoch nicht direkt aus dem entsprechenden Monomer herzustellen, da der monomere Vinylalkohol (Enol) nicht stabil ist (Umlagerung in Acetaldehyd). Polyvinylalkohol wird daher durch teilweise oder vollständige Hydrolyse der Acetylgruppen von Polyvinylacetat mit Natriumhydroxid als Katalysator hergestellt. Polyvinylalkohol-Pulver können durch Einstreuen in Wasser und Rühren bei 90°C gelöst werden. Mit abnehmendem Polymerisations- und Hydrolysegrad nimmt die Lösegeschwindigkeit in Wasser zu. Die Viskosität der resultierenden Lösungen hängt von der Molaren Masse, dem Hydrolysegrad, der Konzentration und der Temperatur ab.
Die Molare Masse (Formelzeichen M), ist der Quotient aus der Masse einer Substanz und der Stoffmenge dieser Substanz. Die Einheit ist Gramm pro Mol (Einheitenzeichen: g/mol) oder häufig auch Kilogramm pro Kilo-mol (Einheitenzeichen: kg/kmol). Das Mol (Einheitenzeichen: mol) ist die SI-Basiseinheit der Stoffmenge. Wichtig ist das Mol für Mengenangaben bei chemischen Reaktionen.
SI: Das Internationale Einheitensystem, abgekürzt SI (von frz.: Système international d’unités), ist das auf dem internationalen Größensystem (ISQ) basierende Einheitensystem. Dieses 1960 eingeführte metrische Einheitensystem ist heute das weltweit am weitesten verbreitete Einheitensystem für physikalische Größen. Quelle: https://www.chemie.de/lexikon/Internationales_Einheitensystem.html
Borsäure kann als Verdickungsmittel eingesetzt werden. Wässrige, kolloidale Klebstoffe auf Basis synthetischer Polymere werden für verschiedene Verpackungsanwendungen, zum Beispiel bei der Herstellung von Verpackungshülsen, eingesetzt.
Klebstoffe auf Basis von in organischen Lösemitteln gelösten Polymeren
Als lösemittelbasierende Klebstoffsysteme bezeichnet man Systeme, in denen das thermoplastische Basispolymer (und alle anderen Komponenten) in einem organischen Lösemittel (beispielsweise Ethylacetat oder Toluol) gelöst vorliegt und als Lösung aufgebracht wird. Der Lösemittelgehalt dieser Klebstoffe kann bis zu 85 Prozent betragen. Da sich eine Vielzahl von Rohstoffen als Lösemittelklebstoffe verarbeiten lassen, können Klebstoffe mit unterschiedlichsten Leistungsmerkmalen hergestellt werden. Das Fügen findet häufig statt, nachdem – besonders bei lösemittelundurchlässigen Substraten – während einer so genannten Mindesttrockenzeit nach dem Klebstoffauftrag ein Teil des Lösemittels verdunstet ist, aber noch genügend Lösemittel in der Klebschicht vorhanden ist, um eine Benetzung der zweiten Fügeteiloberfläche zu gewährleisten. Selbst bei lösemitteldurchlässigen Fügeteilen sollte, besonders bei Typen mithohem Lösemittelgehalt, diese Mindesttrockenzeit vor dem Fügen eingehalten werden.
Damit es zu einer zufriedenstellenden Klebung kommen kann, muss das zweite Fügeteil anschließend innerhalb der offenen Zeit zugeführt werden. Durch das Verdunsten (Trocknen) der Lösemittel bindet der Klebstoff ab – das heißt: Zunächst steigt seine Viskosität an. Die Verfestigung erfolgt durch die Ausbildung physikalischer Wechselwirkungen – dazu zählen Van-der-Waals-Wechselwirkungen sowie Verschlaufungen zwischen den Polymerketten. Lösemittelbasierende Klebstoffsysteme verfügen aufgrund der geringen Feststoffgehalte häufig nur über eine geringe Anfangsfestigkeit, die langsam bis zur Handlingsfestigkeit und anschließend bis zur Endfestigkeit ansteigt, wobei jedoch im Allgemeinen keine hohen Zugscherfestigkeiten erreichbar sind. Aufgrund ihrer thermoplastischen Natur verfügen sie ferner nur über eine eingeschränkte Formbeständigkeit bei höheren Temperaturen und neigen unter Belastung zum „Kriechen“. Darüber hinaus reagieren sie naturgemäß empfindlich auf Lösemittel.
Handlingsfestigkeit ist ein Fachbegriff, der sinngleich mit „Mindestfestigkeit“ oder „Weiterbearbeitungsfestigkeit“ ist.
Mit Van-der-Waals-Kräften, benannt nach dem niederländischen Physiker Johannes Diderik van der Waals (1837–1923), bezeichnet man die relativ schwachen nicht-kovalenten Wechselwirkungen zwischen Atomen oder Molekülen, deren Wechselwirkungsenergie mit etwa der sechsten (!) Potenz des Abstandes abfällt. Die Atombindung (auch kovalente Bindung, Elektronenpaarbindung oder homöopolare Bindung) ist eine Form der chemischen Bindungen und ist als solche für den festen Zusammenhalt von Atomen in vielen chemischen Verbindungen verantwortlich. Quelle: https://www.chemie.de/lexikon/Van-der-Waals-Kräfte.html
Lösemittelbasierende Klebstoffsysteme zeigen gute Benetzungseigenschaften auf vielen Substraten, vor allem auf lösemitteldurchlässigen Fügeteilen. Bei verschiedenen thermoplastischen Kunststoffen (zum Beispiel PVC) können sie auch zum Diffusionskleben (siehe Abb. 6.4.11) (Quell- beziehungsweise Kaltschweißen) verwendet werden. Dabei werden beide Klebflächen mit dem Lösemittelklebstoff bestrichen, wobei das eingesetzte Lösemittel imstande ist, die Oberfläche der Fügeteile anzulösen. Nach kurzer Einwirkzeit werden die beiden Fügeteile unter Druck gefügt, wodurch sich die durch das Lösemittel freigelegten Polymerketten der angelösten Oberfläche einander durchdringen, „neue“ Van-der-Waals-Wechselwirkungen bilden und miteinander verschlaufen. Nach Entweichen des Lösemittels entsteht so nach einiger Zeit eine Verbindung, die rein auf Kohäsionskräften beruht.

Abb. 6.4.11: Diffusionskleben schematisch (Quelle: Eigene Darstellung)
Zwar lassen sich Lösemittelklebstoffe heute durch den Einsatz von Lösemittelabsaugung, sowie Lösemittelrückgewinnung oder -verbrennung für Anwender und Umwelt sicher verarbeiten, allerdings erfordern diese Anlagen zum Teil erheblichen finanziellen Aufwand, so dass der Einsatz dieser Klebstoffe häufig ökonomisch nicht sinnvoll ist. In Bereichen, in denen entsprechende Anlagenkonzepte nicht zu verwirklichen sind, wie im Handwerksbereich und bei Haushaltsklebstoffen, werden aus ökologischen Gründen heute lösemittebasierende Klebstoffe vermehrt durch lösungsmittelfreie Systeme (100 % oder Dispersionssysteme) ersetzt.
Dispersionsklebstoffe
Die weitaus überwiegende Zahl der synthetischen Polymere lassen sich nicht in eine wässrige kolloidale Lösung überführen und werden dann, wenn notwendig in organischen Lösemitten gelöst, als Klebstoffe verarbeitet. Um jedoch die Vorteile des „Lösemittels“ Wasser nutzen zu können, geht man den Weg, diese Polymere als wässrige Dispersion einzusetzen. Wie bei den wässrigen, kolloidalen Lösungen wird auch bei diesen, mengenmäßig zu den wichtigsten Klebstoffklassen gehörenden Systemen, Wasser als Transportmittel für Polymere verwandt.
Unter Dispersionen versteht man binäre Systeme (Zweiphasensysteme), in denen ein Stoff in fein verteilter Form in einem anderen Stoff vorliegt. Die äußere durchgehende (kohärente) Phase wird als Dispersionsmittel, die innere zerteilte (inkohärente) Phase als disperse Phase bezeichnet. Bei Dispersionen, die als Rohstoffe für Klebstoffe eingesetzt werden, handelt es sich in der Regel um Polymere oder Harze, die in einer flüssigen kontinuierlichen Phase, meist Wasser, dispergiert sind. Ist das dispergierte Polymer ein Elastomer, so spricht man häufig von „Latex“.
Elastomere sind formfeste, aber elastisch verformbare Kunststoffe, deren Glasübergangspunkt sich unterhalb der Raumtemperatur befindet. Die Kunststoffe können sich bei Zug- und Druckbelastung verformen, finden aber danach wieder in ihre ursprüngliche, unverformte Gestalt zurück. Elastomere finden Verwendung als Material für Reifen, Gummibänder, Dichtungsringe etc. (Quelle: https://www.chemie.de/lexikon/Elastomer.html)
Die einzelnen in Wasser verteilten Teilchen der Polymerdispersion (ein Kubikzentimeter einer handelsüblichen synthetischen Polymerdispersion kann dabei ca. 1012 bis 1015 solcher Teilchen enthalten), die durch Schutzkolloide oder Emulgatoren voneinander getrennt werden, bestehen dabei aus einer großen Zahl von dispergierten Polymermolekülen, die aus den unterschiedlichsten Monomeren aufgebaut sein können.
Nach der Teilchengröße, die für die anwendungstechnischen Eigenschaften besonders wichtig sind, werden folgende Polymerdispersionen unterschieden:
• feindisperse Polymerdispersionen, Teilchengröße ≤ 500 nm
• mitteldisperse Polymerdispersionen, Teilchengröße ≥ 500 – 2.000 nm
• grobdisperse Polymerdispersionen, Teilchengröße > 2.000 – 5.000 nm
Die Stabilität einer Dispersion aus synthetischen, wasserunlöslichen Polymeren gegenüber Sedimentation sowie deren mechanische und chemische Eigenschaften, werden weitgehend vom chemischem Aufbau (Art der Monomere sowie durch die verschiedenen Verknüpfungsmöglichkeiten – Homo-, Co- oder Terpolymer), dem Teilchenradius und der Partikelgrößenverteilung, der elektrischen Ladung, der Grenzflä-chenspannung der Polymerteilchen und der Viskosität bestimmt.
Die Grenzflächenspannung bezeichnet Kräfte, die in der Grenze zwischen zwei verschiedenen Phasen auftreten, die miteinander in Kontakt stehen. Sie bilden eine gemeinsame Grenzfläche, die unter Grenz-flächenspannung steht. Phasen können flüssig, fest oder gasförmig sein. (Quelle: https://de.wikipedia.org/wiki/Grenzflächenspannung)
Damit eine Dispersion überhaupt stabil gegen Absetzen sein kann, benötigen die Polymerteilchen eine Art Schutzhülle aus Emulgatoren oder kolloidalen Molekülen. Je größer die innere Oberfläche der Polymerdispersion (feindisperse Systeme), umso höher ist die notwendige Menge an stabilisierenden Komponenten.
Die Entwicklung von Dispersionssystemen begann Anfang der 20er-Jahre des letzten Jahrhunderts, da viele der zu dieser Zeit entwickelten synthetischen Polymere zwar ausgezeichnete Eigenschaften als Roh-stoff für Klebstoffe zeigten, jedoch nicht in Wasser kolloidal zu lösen waren. Es musste also nacheiner anderen Methode gesucht werden, sie für die Verarbeitung in Wasser zu verteilen. Dies gelang durch die Entwicklung von Dispersionssystemen, deren Ausgangspunkt die Erforschung der Kautschukmilch war. Nachdem man deren chemische Zusammensetzung und Aufbau näherungsweise erkannt hatte, versuchte man durch Emulsionspolymerisation, synthetische Polymerdispersionen herzustellen.
Auch heute noch ist die Emulsionspolymerisation die häufigste Art der Herstellung von synthetischen Polymerdispersionen. Dabei werden Monomere mit reaktiven Kohlenstoffdoppelbindungen mithilfe von Emulgatoren in Wasser dispergiert und mithilfe von Initiatoren polymerisiert. Die dabei entstehenden Dispersionen haben üblicherweise etwa 40 bis 60 Prozent Feststoffgehalt. Neuerdings gelingt es auch, gut verarbeitbare stabile Dispersionen mit bis zu 70 Prozent Feststoffgehalt herzustellen. Das im Gegensatz zu Polymerlösungen bei den Dispersionen das Molekulargewicht der in den Teilchen enthaltenen Makromoleküle keinen signifikanten Einfluss auf die Viskosität hat, ist ein großer Vorteil dieser Systeme, da im Allgemeinen ein höherer Feststoffanteil die Abbindegeschwindigkeit erhöht.
Beim Abbinden von Dispersionsklebstoffen verdunstet das Wasser (oder wird in das zu klebenden Substrat abgegeben) aus dem Zweiphasensystem, wodurch sich die einzelnen Dispersionsteilchen annähern. Nach Überwindung der elektrostatischen Abstoßungskräfte durch Kapillarkräfte und Oberflächenspannungseffekte erfolgt die Ausbildung des Klebstofffilms durch Deformation und Verschmelzen der Teilchen (siehe Abb. 6.4.12).

Abb. 6.4.12: Filmbildung bei Dispersionsklebstoffen – die weißen Kugeln in der Grafik stellen Polymerpartikel dar, die durch das Verdunsten von Wasser immer weiter „verschmelzen“ und schließlich einen gleichmäßigen, „kohärenten“ Film bilden. (Quelle: Eigene Darstellung)
Schmelzklebstoffe
Unter Schmelzklebstoffen versteht man Klebstoffe, die zur Applikation (Auftrag und Benetzung) aufgeschmolzen werden und beim Abbinden durch Abkühlung wieder kristalline oder amorphe Feststoffe ergeben (siehe Abb. 6.4.13). Wie bei vielen anderen Techniken gibt es auch zur Schmelzklebstofftechnik Analogien bei Vorgängen in der belebten Natur. Verschiedene Insektenarten, wie Bienen oder Wespen, verstehen es meisterhaft, Körpersekrete (Wachs) als klebenden Baustoff einzusetzen. Zu den ältesten von Menschen eingesetzten Schmelzklebstoffen gehört Asphalt. Asphalt (griechisch: asphaltos = Erdpech und lat. „bitumen“ = Pech) wurde schon in vorgeschichtlicher Zeit als erwärmter Schmelzklebstoff (bei 120°C bis 160°C) verwendet, um Feuerstein- und Knochenspitzen an Pfeilen zu befestigen. Auch wurden Steinmesser und Steinsägen gefunden, die mit Asphalt in Holzheften befestigt waren.
Bei Schmelzklebstoffen handelt es sich um 100-Prozent-Klebstoffsysteme, die frei sind von Lösemitteln – das heißt: Alle Komponenten verbleiben nach der Applikation in der Klebfuge. Sie liegen bei Raumtemperatur im festen Zustand vor. (100 %-Klebstoffe: Nassschichtdicke = Trockenschichtdicke.) Als Schmelzklebstoffe werden Klebstoffe bezeichnet, die bei Raumtemperatur fest sind und zum Applizieren aufgeschmolzen werden. Schmelzklebstoffe werden dort eingesetzt, wo es auf schnelles Abbinden ankommt. Im Trend sind Systeme, die mit niedrigeren Temperaturen auskommen, um sich zu verflüssigen. Das schont die eingesetzten Maschinen und spart Energie.

Abb. 6.4.13: So funktionieren Schmelzklebstoffe. (Quelle: Eigene Darstellung)
Das vor der Applikation notwendige Aufschmelzen geschieht bei Temperaturen ab 80°C, (bei so genannten „Coldmelts“ oder „Warmmelts“) in der Regel aber zwischen 120 und 160°C. Begriffe wie „Coldmelt“ oder „Warmmelt“ sind Bezeichnungen einiger Firmen für Schmelzklebstoffe, die bei 80 bis 130°C verarbeitet werden. Diese Produkte haben nur ein enges „Applikationsfenster“ und haben sich nicht für die allgemeine Schmelzklebstofftechnologie durchgesetzt. Die niedrigen Verarbeitungstemperaturen führen besonders zu niedrigen Wärmestandfestigkeiten, die den Einsatz solcher Produkte stark limitieren. Das Applizieren kann aber bei Schmelzklebstoffen auf Basis spezieller Polymere (zum Beispiel Polyamide) auch bei Temperaturen von über 220°C erfolgen. Dazu sind eine Vielzahl von Schmelzgeräten entwickelt worden (siehe Abb. 6.4.14).

Abb. 6.4.14: beispielhaftes Klebstoffschmelzgerät der Firma Nordson (Quelle: Nordson)
Beim Klebprozess wird die heiße Klebstoffschmelze auf das zu klebende Teil aufgebracht. Bedingt durch die Temperaturdifferenz zur Umgebung und zum Fügeteil beginnt die Schmelze sofort abzukühlen, was einen zum Teil starken Anstieg der Viskosität zur Folge hat. Schmelzklebstoffe haben daher in der Regel sehr kurze „offene Zeiten“ – das heißt: Das Fügen der zu klebenden Teile muss nach dem Aufbringen der heißen Klebstoffschmelze umgehend erfolgen. Durch das unmittelbare Abkühlen der Schmelze steigt die Viskosität sehr stark an, bis der Klebstoff erstarrt. Klebungen mit Schmelzklebstoffen zeigen daher in der Regel schon nach einigen Sekunden eine Verbindung, die fest und funktionsfähig ist. Dies ermöglicht in Produktionsprozessen sehr schnelle Taktzeiten und unmittelbares Weiterverarbeiten. Aufgrund des thermoplastischen Charakters verringert sich die innere Kohäsion der Schmelzklebstoffe bei erhöhter Temperatur. Unter solchen Bedingungen und/oder statischer Dauerbelastung neigen Klebungen mit Schmelzklebstoffen zum „Kriechen“.
Ferner handelt es sich um reversible Klebungen, die thermisch lösbar und wiederherstellbar sind. Zu beachten ist unter Umständen, dass bei bestimmten wärmesensiblen Substraten (beispielsweise dünne Kunststofffolien) die hohe Wärmebelastung der Fügeteile durch die Schmelze zu Problemen führen kann. Einige dieser Nachteile (Kriechen, geringe Warmformfestigkeit) lassen sich unter Beibehaltung der Vorteile durch die Anwendung reaktiver Schmelzklebstoffsysteme, zum Beispiel reaktiver Polyurethanschmelzklebstoffe, eliminieren.
Für die Herstellung von Schmelzklebstoffen werden je nach Anwendungszweck verschiedene Polymersysteme eingesetzt. Während bei den meisten Schmelzklebstoffen die geforderten Eigenschaften nachträglich – durch Zusätze wie beispielsweise Harze, Wachse, Öle oder Füllstoffe – eingestellt werden, ist es bei bestimmten Polymeren (zum Beispiel Polyamide) möglich, diese schon im Vorfeld durch das Polymerdesign während der Polymerisation zu optimieren.
Reaktive Klebstoffe
Bei chemisch reagierenden (abbindenden oder härtenden) Klebstoffen, oft auch Reaktionsklebstoffe genannt, erfolgt nach dem Auftrag und dem Fügen in der Klebfuge eine chemische Reaktion zur Herstellung des Klebstofffilms. Je nach Art des Klebstoffs können drei verschiedene Klassen von Polymerreaktionen erfolgen (Polymerisation, Polykondensation oder Polyaddition (siehe Abb. 6.4.10)). Wichtig ist, dass der Klebstoff tatsächlich auch erst in der Klebfuge reagiert. Um das sicherzustellen, sind Verarbeitungsverfahren entwickelt worden, die die chemische Reaktion zum festen Klebstoff so lange blockiert oder unterbindet, bis der Klebstoffan seinem letztendlichen Bestimmungsort, der Klebfuge, angelangt ist.
Nach dem Einbringen des Klebstoffs in die Klebfuge folgt das Abbinden durch chemische Reaktion zu einem Feststoff innerhalb einer für jedes System typischen Zeitspanne. Während die Endfestigkeit oft erst nach vielen Stunden oder Tagen erreicht wird, zeigen viele reaktive Klebstoffe schon nach Sekunden oder Minuten ausreichende Festigkeiten, um die gefügten Bauteile weiterverarbeiten zu können (Handlingsfestigkeit).
Das Aushärten aller chemisch reagierenden Klebstoffe wird stark von äußeren Einflüssen, besonders der Temperatur, beeinflusst. Je höher die Verarbeitungs- oder Umgebungstemperatur ist, desto schneller laufen die Aushärtereaktionen ab, wird also die Endfestigkeit erreicht. Häufig erhält man bei höheren Temperaturen auch Endfestigkeiten auf etwas höherem Niveau. Dies liegt daran, dass aufgrund der höheren Teilchenbeweglichkeit die Vernetzungsreaktionen begünstigter ablaufen können und eine höhere Vernetzungsdichte erreicht werden kann. Die Effekte sind bei tieferen Temperaturen umgekehrt. Als Faustregel gilt hierbei, dass eine Temperaturveränderung von ± 10°C die Aushärtezeit halbiert beziehungsweise verdoppelt (Arrhenius-Gleichung).
Die Arrhenius-Gleichung (nach Svante Arrhenius) beschreibt in der chemischen Kinetik die quantitative Abhängigkeit der Reaktionsgeschwindigkeitskonstante k von der Temperatur.
k = A · e
Quelle: https://www.chemie.de/lexikon/Arrhenius-Gleichung.html
Grundsätzlich unterscheidet man bei den Reaktionsklebstoffen zwischen Einkomponenten-Systemen und Mehrkomponenten-Systemen. Während bei den Mehrkomponenten-Systemen in der Regel durch separate Verpackung der einzelnen Komponenten eine mechanische Blockierung vorliegt, kommen bei Einkomponenten-Systemen verschiedene Blockierungsmechanismen zur Anwendung.
Einkomponentensysteme benötigen für die Start der Reaktion einen Initiator, z. B. UV-Strahlung, Wasser, Druck. Zwei- bzw. Mehrkomponentensysteme müssen nach genauer Rezeptur gemischt werden, um ihre Wirkung effektiv zu erreichen.
Klebstoffe auf Basis natürlicher Rohstoffe
→ Pflanzliche Rohstoffe
Wässrige kolloidale Lösungen von pflanzlichen Polymeren, wie Kohlenhydrate (zum Beispiel Stärke oder Zellulose) und Proteine, ergeben in der Regel schon bei geringen Feststoffgehalten hochviskose Systeme, so genannte Leime. Zu den bekanntesten Leimen gehören Stärkeleime. Dies sind wässrige Lösungen aus aufgeschlossener Stärke. Da native Stärke, zum Beispiel aus Mais, Kartoffeln, Reis, aufgrund der in der Natur vorliegenden Strukturen nichtwasserlöslich ist, muss sie bei erhöhter Temperatur (Verkleisterungstemperatur ca. 65°C) oder durch Alkalieinwirkung in eine kolloidal lösliche Form überführt werden. Eine weitere Möglichkeit, Stärke in eine wasserlösliche Form zu überführen, ist der thermische oder säurehydrolytische Abbau der Stärkemoleküle zu Dextrinen (verbunden mit einer deutlichen Abnahme des Molekulargewichts).
Je nach dem Grad des erfolgten Abbaus ergeben sich Leime unterschiedlicher Klebkraft und Verarbeitungseigenschaften. Durch die geringere Molekülgröße kann deutlich mehr Feststoff (Dextrin) in Wasser kolloidalgelöst werden (bis zu 60 Prozent), ohne dass die Viskosität so stark ansteigt, dass die Lösung nicht mehr zu verarbeiten ist. Durch chemische Modifikationen der Stärkepolymere lassen sich gezielt Eigenschaften einstellen. Durch das Aufpfropfen von Acrylamidogruppen lässt sich Stärke zudem so modifizieren, dass so genannte „polymerisierbare Stärken" entstehen, die über eine Strahlenhärtung zu Polymernetzwerken reagieren. Diese modifizierten Typen besitzen deutlich bessere Festigkeitseigenschaften sowie eine höhere Wasserbeständigkeit.
Ein weiteres wichtiges Kohlehydrat ist die Zellulose. Wie Stärke ist auch native Zellulose nicht wasserlöslich. Durch die Modifikation zu Zelluloseethern, zum Beispiel zu Methylether der Zellulose, werden sie kolloidal löslich. Der Methoxylgehalt liegt dabei zwischen 25 und 35 Prozent und ergibt in diesem Bereich ein Maximum an Wasserlöslichkeit. Methylzellulose kommt sowohl in feinfaseriger als auch in granulierter Form in den Handel und wird nach dem Lösen und Quellen in Wasser beispielsweise als Tapetenkleister eingesetzt. Ebenfalls als Zelluloseether wird Carboxymethylzellulose bezeichnet, welche unter anderem als Basisrohstoff zur Formulierung von Klebstoffen für Papierklebungen eingesetzt wird. Andere pflanzliche Kohlenhydrate wie beispielsweise Gummi arabicum werden nur in sehr speziellen Fällen und in geringem Umfang als Klebstoff eingesetzt.
Carboxymethylcellulosen (CMC) sind Celluloseether, Derivate der Cellulose, bei denen ein Teil der Hydroxygruppen als Ether mit einer Carboxymethyl-Gruppe (–CH2–COOH) verknüpft sind. Die Cellulose wird aus Nadel- und Laubhölzern gewonnen. Carboxymethylcellulose wird als Waschmittelzusatz, Bindemittel, Verdicker, Papierleimungsmittel, Schutzkolloid und in Bohrspülungen bei Erdölbohrungen eingesetzt. (Quelle: https://de.wikipedia.org/wiki/Carboxymethylcellulosen)
→ Tierische Rohstoffe
Die wichtigste Substanzklasse für die Herstellung von Klebstoffen tierischen Ursprungs sind Proteine, wobei eine Vielzahl unterschiedlicher Proteine als Basispolymere für Klebstoffe in Frage kommen. So wird das in den so genannten tierischen Leimen als Grundsubstanz vorliegende Glutin aus den verschiedenen Kollagen enthaltenden Körperteilen (Bindegewebe, Häute, Knorpel, Knochen, Sehnen) verschiedener Tiere (Schweine, Rinder, Fische) durch Hydrolyse dieser eiweißhaltigen Verbindungen (Proteine) in Wasser gewonnen.
Glutin: vom lateinischen „glutinosus“ – leimig – und agglutinare – kleben.
Kollagen (Vorstufe Tropokollagen; internationalisierte Schreibweise Collagen) ist ein bei vielzelligen Tieren vorkommendes Strukturprotein (ein Faserbündel bildendes „Eiweiß“) hauptsächlich des Bindegewebes. Kollagen findet sich unter anderem in den weißen unelastischen Fasern von Sehnen, Bändern, Knochen und Knorpel. Auch Schichten der Haut (Unterhaut) bestehen aus Kollagen.
Durch dieses Verfahren erhält man kolloidal lösliche Eiweißabbauprodukte, die eine komplex aufgebaute Proteinstruktur besitzen. Bei der Herstellung von Knochenleim wird gewöhnlich unter Druck gearbeitet, während bei der Hydrolyse von Rohstoffen auf Hautbasis (gewöhnlich Rohhautabfälle und Bindegewebe) ohne Druck sowie bei möglichst niedriger Temperatur gearbeitet wird.
Die Hydrolyse (altgriechisch: ϋδωρ– hydor – „Wasser“ – und λύσιςlýsis – „Lösung, Auflösung, Beendigung“) ist die Spaltung einer (bio)chemischen Verbindung durch Reaktion mit Wasser.
Je nach Güte des Rohstoffs können mehrere „Abzüge" erfolgen, wobei die Temperatur langsam gesteigert wird. Die höherwertigen Produkte liefern dabei die ersten Abzüge. Die Produkte kommen gewöhnlich in körniger, pulverförmiger oder plattenförmiger Form mit gelblicher bis bräunlicher Farbe in den Handel.
Für den Gebrauch werden diese Produkte mit kaltem Wasser zusammengebracht, dabei quellen sie zu einer gallertartigen Masse auf (Gelbildung). In gequollenem Zustand lassen sie sich bei Temperaturen über 30°C schmelzen und ergeben dann den gebrauchsfertigen Klebstoff. Wasserarme Leimgallerten in hochkonzentrierter Form lassen sich durch eine anschließende Erwärmung auf 60 bis 70°C in einen ver-arbeitungsfertigen Leim (Solbildung) überführen. Bei der Abkühlung bildet sich wieder das Gel. Das bekannte schnelle Abbinden der Glutinleime beruht auf dieser reversiblen Sol- und Gelbildung. Besitzt ei-ner der Fügepartner eine für Wasserdiffusion durchlässige Oberfläche, erfolgt das Abbinden unter gleichzeitiger Diffusion des vorhandenen Wassers in das Substrat.
Eingesetzt werden die Produkte unter anderem für die Herstellung wiederanfeuchtbarer Klebstreifen, bei denen die aufgebrachte Klebschicht durch Befeuchtung zur anschließenden Klebung reaktiviert wird. Beim Kontakt des befeuchteten Klebstreifens mit einer Papier- beziehungsweise einer Pappoberfläche setzt ein Wasserentzug ein, so dass das Sol wieder zu Gel rückverwandelt wird und damit erstarrt. Ferner werden Glutinleime in der Druckweiterverarbeitung bei der Herstellung von Buchdeckeln und im Verpackungsbereich zur Herstellung von Schachteln eingesetzt.
Ein weiteres wichtiges Protein, das als Klebstoffrohstoff eingesetzt wird, ist, das zu rund 3 Prozent in Kuhmilch vorkommende Casein. Es besteht aus einer Gruppe von unterschiedlichen Proteinen mit unter-schiedlichen Eigenschaften hinsichtlich Wasseradsorption, Gel- und Filmbildung. Casein wird über Säurefällung (Milchsäure oder Salzsäure) gewonnen, anschließend gewaschen, getrocknet und gemahlen. Da Casein in kaltem Wasser unlöslich ist, muss es bei der Verarbeitung zu flüssigen Klebstoffen in einem alkalischen Medium wie Natronlauge oder Ammoniak aufgeschlossen werden. Dabei hat die Art des Auf-schlussmittels starken Einfluss auf die rheologischen Eigenschaften des Klebstoffs.
Die Rheologie (von altgriechisch: ̀ρε͂ιν– rhein – „fließen“ – und λόγος– logos – „Lehre“) oder Fließkunde ist die Wissenschaft, die sich mit dem Verformungs- und Fließverhalten von Materie beschäftigt.
Um technologischen Eigenschaften, wie das rheologische Verhalten sowie die Fähigkeit zur Gel- und Filmbildung, zu beeinflussen sowie um die emulgierenden Eigenschaften für die jeweiligen Anwendungen zu optimieren, kann die Primärstruktur der Caseine durch verschiedene chemische Reaktionen, beispielsweise durch Alkylierung, modifiziert werden.
Unter einer Alkylierung versteht man in der organischen Chemie einen Vorgang, bei dem in einer chemischen Reaktion an ein Molekül eine aliphatische Alkylgruppe angelagert wird. Aliphatische Kohlenwasserstoffe (griechisch: aleiphar – fettig) sind organische verzweigte oder unverzweigte, ketten- oder ringförmige Kohlenwasserstoffketten (Quelle: https://www.chemie.de/lexikon/Aliphatische_Kohlenwasserstoffe.html). Die Methylierung stellt einen Sonderfall der Alkylierung dar. Eine Alkylgruppe ist ein Teil eines Moleküls, der aus miteinander verbundenen Kohlenstoff- und Wasserstoffatomen besteht.
Ein Haupteinsatzgebiet von Casein ist die Verwendung als Basispolymer zur Herstellung von Etikettierklebstoffen, die für die Etikettierung von Glasflaschen eingesetzt werden. Casein verfügt über sehr gute Klebeigenschaften auch auf nassen, kalten Glasoberflächen, da diese Systeme bei Temperaturerniedrigung einen sehr starken Viskositätsanstieg zeigen. Vorteilhaft für diese Anwendung ist ferner, da viele Glasflaschen als Mehrwegflaschen eingesetzt werden, dass die mit Caseinklebstoff geklebten Etiketten in den Flaschenwaschanlagen mit 1,5 bis 2,5-prozentiger Natronlauge problemlos wieder entfernt werden können.
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.6 Wichtige Begriffe rund um das Thema Klebstoff
Bei der Herstellung, Prüfung und Verarbeitung von Klebstoffen werden viele spezifische Begriffe verwendet, die von Laien oft missverständlich eingesetzt werden. Damit es bei der Kommunikation zwischen Klebstoffhersteller und Klebstoffverarbeiter nicht zu vermeidbaren Missverständnissen kommt, sind im Folgenden einige wichtige Begriffe aus dem Bereich des Klebens aufgeführt. Weitere Begriffe (Be-nennungen und Definitionen) sind unter anderem in der Europäischen Norm 923 zu finden.
In DIN EN 923 sind Begriffe definiert, die in der Klebstoffindustrie verwendet werden, sowie solche, die sich in der klebstoffverarbeitenden Industrie auf Klebstoffe beziehen. Quelle und weiterführende Informationen: https://www.beuth.de/de/norm/din-en-923/106937855
Abbinden
Vorgang, durch den ein Klebstoff seine Festigkeit (Kohäsion) erreicht und die Klebung ihre physikalischen und chemischen Eigenschaften entwickelt (durch physikalische Trocknung oder chemische Reaktion). Auch wenn Klebungen häufig schon nach Sekunden hohe Festigkeiten erreichen können, liegt die Endfestigkeit oft erst nach Stunden vor.
Adhäsion
Bindungskräfte (beruhend auf elektromagnetischen Wechselwirkungen) an der Grenzfläche zwischen dem zu klebenden Gegenstand und dem Klebstoff.
Benetzen
Unter Benetzung versteht man das Verhalten von Flüssigkeiten bei Kontakt mit der Oberfläche von Festkörpern. Ein gutes Benetzen der Klebflächen durch den Klebstoff ist die Grundvoraussetzung für das Zustandekommen der Klebung. Eine gute Adhäsion ist nur nach guter Benetzung möglich. Dazu muss sowohl der Klebstoff ausreichend fließfähig sein und eine den Oberflächenspannungen der Klebflächen angepasste Oberflächenspannung haben. Ferner muss darauf geachtet werden, dass die Klebeflächen frei von Verunreinigungen sind, die die Oberflächenspannung beeinflussen.
Blocken
Unerwünschtes Verkleben von Lackierungen oder Beschichtungen im Stapel oder in der Rolle bei längerem Lagern, insbesondere verursacht durch hohen Druck, hohe Lagertemperatur und/oder Feuchtigkeit.
Dispersion
Eine Dispersion ist ein heterogenes Gemisch aus mindestens zwei Stoffen, die sich nicht oder kaum ineinander lösen oder chemisch miteinander verbinden. Dabei sind ein oder mehrere Stoffe (disperse Phase) fein verteilt in einem anderen kontinuierlichen Stoff (Dispersionsmedium).
Ergiebigkeit
Menge an Klebstoff, den man zum Kleben einer bestimmten Fläche benötigt, angegeben zum Beispiel in Quadratmeter je Kilogramm Klebstoff. Die Angabe kann auch in Stückzahl der zu klebenden Körper pro Klebstoffmenge erfolgen. Stark abhängig unter anderem von der Oberflächenbeschaffenheit des zu klebenden Materials, sowie von der Art des Klebstoffauftrags.
Haftklebstoff
Klebstoff, der bei Raumtemperatur in trockenem, abgebundenem Zustand dauerklebrig ist und der unter kurzem, geringem Druck leicht an Oberflächen haftet. Dazu müssen die Moleküle an der Oberfläche so beweglich sein, dass sie sich so gut an die zu klebende Oberfläche annähern können, dass eine spürbare und für den Anwendungszweck ausreichende Adhäsion entwickelt wird. Der Begriff Haftklebstoffe be-schreibt also keine eigene Klebstoffart, sondern die Oberflächeneigenschaften eines Klebstoffs. Der Klebstofffilm kann dabei durch das Abbinden eines lösemittel-, eines wasserbasierenden, oder eines Schmelzklebstoffes hergestellt werden. Haftklebstoffe werden in der Regel als Beschichtungen angewandt, beispielsweise bei so genannten Selbstklebebändern oder Haftetiketten.
Lösemittel
Flüssigkeit oder Gemisch von Flüssigkeiten (Wasser oder organische Flüssigkeiten), die bei der Klebstoffherstellung zum Lösen oder beim Verdünnen des Bindemittels, zum Einstellen der Klebstoffkonsistenz, ohne chemische Veränderung verwendet wird. Durch das Lösemittel können in bestimmten Rahmen auch Anwendungseigenschaften beeinflusst werden.
Klebfuge
Zwischenraum zwischen den beiden Klebflächen, der durch die Klebstoffschicht ausgefüllt wird. Die Größe der Klebfugenfläche entspricht der KIebfläche.
Kleister
Klebstoffe in Form eines wässrigen Quellungsproduktes beispielsweise aus Stärke oder organischen Zelluloseethern. Kleister bilden schon in geringsten Konzentrationen (2–20 Prozent) eine hochviskose, kurz abreißende, nicht fadenziehende Masse.
Kohäsion
Bindungskräfte (elektromagnetische Wechselwirkungen) der kleinsten Bestandteile des Klebstoffs unter sich, was zur inneren Festigkeit des Klebstoffs (wie bei allen anderen Feststoffen) führt. Die Kohäsion bildet sich im Verlauf des Abbindens eines Klebstoffs. Daher sollte der Abbindeprozess so wenig wie möglich gestört werden.
Kunstharze
Hierbei handelt es sich um auf synthetischem Wege durch Polymerisations-, Polyadditions- oder Polykondensationsreaktionen hergestellte, hochmolekulare Stoffe, die unter anderem zur Herstellung von Klebstoffen Verwendung finden.
Klebstoff
Nach der DIN EN 923 ist ein Klebstoff ein „Nichtmetallischer Werkstoff, der Fügeteile durch Flächenhaftung (Adhäsion = Haften gleich- oder verschiedenartiger Stoffe aneinander) und innere Festigkeit (Kohäsion = innere Festigkeit eines Werkstoffes) verbinden kann".
Leim
Leime sind wässrige Lösungen von Klebstoffen. Nach einer neueren Definition (DIN 16921) kann es sich um Lösungen von tierischen, pflanzlichen oder synthetischen Grundstoffen in Wasser handeln.
Offene Zeit
Unmittelbar nach dem Auftrag eines Klebstoffs erfolgt durch die unterschiedlichen Abbindeprozesse zuerst ein Anstieg der Viskosität. Dadurch ist eine gute Benetzung der zweiten Fügeteiloberfläche, die zu einer ausreichenden Adhäsion führt, nur eine bestimmte Zeit lang gegeben. Diese Zeitspanne wird als „offene Zeit“ bezeichnet. Bis wann bei einer Klebung noch eine zufriedenstellende Benetzung vorliegt, die zu einer Klebfestigkeit führt, die alle Erwartungen erfüllt, hängt dabei sehr von den an die Klebung gestellten Forderungen ab. Die absolute Zeitspanne der „offenen Zeit“ reicht von Bruchteilen von Sekunden bei sehr schnellen Schmelzklebstoffen oder Reaktionsklebstoffen bis hin zu quasi beliebig langen Zeiten bei den Haftklebstoffen. Die Länge der „offenen Zeit“ wird dabei von der Formulierung der Klebstoffe, entscheidend aber auch vom Klebprozess beeinflusst. Parameter, die die „offene Zeit“ beeinflussen, sind unter anderem die Temperatur, die Schichtdicke des Klebstoffs, die Saugfähigkeit oder die Wärmeleitfähigkeit der Substrate. Eine Angabe der „offenen Zeit“ als Klebstoffeigenschaft ist daher nicht möglich.
Topfzeit
Zeitspanne vom Ansetzen eines reaktiven Klebstoffs durch Auflösen oder Vermischen mehrerer Komponenten bis zu dem Zeitpunkt, bis zu welchem der Klebstoffansatz brauchbar ist. In der Regel ist dabei die Viskosität der limitierende Faktor, da eine zu hohe Viskosität eine ausreichende Benetzung erschwert und so dann auch keine ausreichende Adhäsion erreicht wird.
Tack
Anzugsmoment eines Klebstoffs. Geprüft wird der Tack (auch „Zügigkeit“ genannt) beispielsweise, indem man den Klebstoff zwischen zwei Fingerspitzen gibt und die subjektive „Klebrigkeit“ bestimmt (beobachtbar ist auch der Abriss oder das Fadenziehen). Bei mit Haftklebstoffen beschichteten Substraten lässt sich der Tack auch in einem Prüfgerät messen, beispielsweise durch die Messung des „Looptacks“.
Verdünnungsmittel
Löse- und Dispergiermittel, das dazu dient, die Konzentration und die Viskosität des Klebstoffs herabzusetzen oder eingedickte Klebstoffe wieder auf die für die Verarbeitung erforderliche Viskosität zu bringen. Das Verdünnen sollte nur in Ausnahmefällen erfolgen, da Klebstoffe in der Regel so hergestellt werden, dass sie direkt eingesetzt werden können.
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.7 Auswahl der Klebstoffe
Soll ein neuer Klebstoff bei der Herstellung oder Weiterverarbeitung von Packstoffen eingesetzt werden, müssen folgende Fragen geklärt sein:
1. Welche Materialien werden miteinander geklebt?(Papier-Papier; Papier-Metall; Papier-Kunststoff; Kunststoff-Kunststoff)
2. Wie sind die Oberflächen der zu klebenden Materialien beschaffen?(lackiert, beschichtet, bedruckt)
3. Welches Packgut wird verpackt? (Lebensmittel, hygroskopische Stoffe)
4. Wie wird das fertige Packstück behandelt? (Transport, Lagerung, Übersee)
Nachdem alle relevanten Fragen geklärt sind, können ein entsprechender Klebstoff ausgesucht werden, Versuchsklebungen durchgeführt und nach einer Stunde und nach 24 Stunden (Gefahr der Scheinklebung) getestet werden. In besonderen Fällen kann auch eine „Langzeituntersuchung“ sinnvoll sein. Wenn bei den Kontrollen eine einwandfreie Klebung festgestellt wird, kann der Klebstoff eingesetzt werden.
Während das Kleben von unveredelten Papieren im Allgemeinen keine Schwierigkeiten bereitet, besteht bei der Verarbeitung von beschichteten und lackierten Papieren, Aluminiumfolien, Kunststofffolien oder Verbundfolien das Hauptproblem darin, die Klebstoffrezeptur so auf den jeweiligen Packstoff abzustimmen, dass ausreichende Adhäsion erzielt wird. Besonders ist auf die Oberflächenspannung der zu klebenden Materialien zu achten, und die Klebstoffe sind so auszusuchen, dass eine ausreichende Benetzung erfolgt (siehe Abb. 6.4.15).
Abb. 6.4.15: Die ausreichende Benetzung mit Klebstoffen ist essenziell. (Quelle: Eigene Darstellung)
Die zu klebenden Teile sollen nicht mit schwer zu klebenden Oberflächenveredelungen (zum Beispiel Drucken, Lackierungen) belegt sein. Lackierungen oder Beschichtungen lassen sich oft an den Klebestellen aussparen oder vor dem Kleben entfernen. Im Falle der Klebung von Kunststoff beziehungsweise Lackoberflächen sowie von Metallfolien ist deshalb eine besonders enge Zusammenarbeit zwischen dem Verarbeiter und dem Hersteller von Klebstoffen erforderlich.
Die Anwendung von wässrigen Klebstofflösungen oder von Dispersionen ist im Regelfall nur möglich, wenn zumindest eine saugfähige Packstoffoberfläche zur Verfügung steht. Dispersionen können auch genutzt werden, wenn beide Fügeteile nicht saugfähig sind. Es bedarf eines entsprechend hohen Feststoff-gehalts und eines Streifenauftrags, so dass die Restfeuchte über die klebstofffreien Streifen verdunsten kann.
Besser ist es in der Regel jedoch, wenn man zwei weitgehend porenfreie (nicht saugfähige Materialien) Packstoffe mit so genannten 100-Prozent-Systemen (zum Beispiel Schmelzklebstoffe) klebt, sofern nicht gegebenenfalls einem Schweiß- oder Siegelverfahren der Vorzug zu geben ist. Durch die Verwendung von 100-Prozent-Systemen lassen sich dann die gewünschten schnellen Produktionsprozesse verwirklichen.
Beim Kleben von Substraten, die wärmeempfindlich sind, sollte vor dem Einsatz von Schmelzklebstoffen geprüft werden, ob die Substrate bei den Verarbeitungstemperaturen der Schmelzklebstoffe eventuell Schaden nehmen. Sollte das der Fall sein, sind Klebstoffe einzusetzen, die bei Raumtemperatur zu verarbeiten sind.
Die Verwendung von Lösemittelklebstoffen (Kleblacke) sollte auf Sonderfälle beschränkt bleiben, weil die Verarbeitung dieser Klebstofftypen zu besonderen Maßnahmen zwingt (geschlossene Anleimsysteme, Absaugvorrichtungen). Zudem ist beim Einsatz solcher Systeme zu prüfen, ob die Lösemittel möglicherweise die Oberflächen der Fügeteile in nicht gewünschter Form beeinflussen.
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.8 Verarbeitung der Klebstoffe: Lagerung und Vorbereitung der Klebstoffe
Bei der Lagerung von Klebstoffen sind die speziellen Vorschriften, welche durch den Klebstoffhersteller vorgegeben werden, unbedingt einzuhalten. Am günstigsten sind für wässrige Lösungen und Dispersionsklebstoffe Lagerungstemperaturen im Bereich von +10 bis +20°C. Pulverförmige Klebstoffe, die als Grundlage wässriger Lösungen dienen, müssen in trockenen Räumen aufbewahrt werden. Schmelzklebstoffe sind in dieser Beziehung relativ unempfindlich, die Lagertemperaturen sollten nur nicht so hoch sein, dass ein Verblocken von Granulaten möglich ist. Wasserhaltige Klebstoffe können durch Fro-steinwirkung unbrauchbar werden. Gebrauchsfertige Klebstoffe sollten nach Möglichkeit nicht länger als drei bis sechs Monate gelagert werden, da sonst strukturelle Veränderungen erfolgen können (immer die speziellen Vorgaben der Klebstoffhersteller beachten). Angebrochene Gebinde müssen immer gut verschlossen werden, um eine Verunreinigung der Klebstoffe zu vermeiden.
Dispersionen sollten nach Möglichkeit unverdünnt verwendet werden. Wird in Ausnahmefällen dennoch eine Verdünnung erforderlich, so darf aus Stabilitätsgründen nicht mehr als 5-10 Prozent Wasser zu-gesetzt werden, da eine Zugabe von Wasser die Stabilität der Dispersion stark herabsetzt (Gefahr des Absetzens der dispergierten Kunststoffteilchen). Der Zusatz von Wasser oder von Lösemitteln, die vom Klebstoffhersteller empfohlen sein müssen, soll niemals auf der Maschine vorgenommen werden.
Klebungen sind nach Möglichkeit bei einer Raumtemperatur von +18° bis +25°C durchzuführen. Kühl gelagerte Klebstoffe müssen vor der Verarbeitung temperiert werden. Um eine ausreichende Abbinde-geschwindigkeit wasserhaltiger Klebstoffe zu erzielen, soll die relative Luftfeuchtigkeit der Lager- und Fabrikationsräume nicht höher als 60-65 Prozent liegen.
Klebstoffpulver (zum Beispiel Zellulosederivate wie Tapetenkleister, Dextrine oder aufgeschlossene Stärken) werden in Lösung gebracht, indem man das Pulver unter stetigem Rühren gleichmäßig in das vorgelegte Wasser gibt. Mithilfe geeigneter Rührwerke ist anschließend für eine gute Homogenisierung der Klebstofflösungen zu sorgen. Dabei ist darauf zu achten, dass nicht zu viel Luft in der Klebstofflösung (Schaumbildung) eingebracht wird. (Es gibt auch Redispergierpulver, die aber nur mit hoher Scherung in eine stabile Dispersion überführt werden können.)
Beim Einsatz von Schmelzklebstoffen ist regelmäßig die Verarbeitungstemperatur zu kontrollieren. Eine zu hohe Temperatur belastet die organischen Bestandteile der Schmelzklebstoffe (Verkracken) und führt im schlimmsten Fall zu einer Unbrauchbarkeit der Schmelzklebstoffe. Die Reinigung der Anleimaggregate von Klebstoffrückständen sollte im noch nicht abgebundenen Zustand vorgenommen werden. Klebstoffeinrichtungen sollten nicht zu lange laufen, ohne dass Klebstoff verbraucht wird (Wasserverlust – Viskositätserhöhung).
Wenn ein neuer Klebstoff bei maschinellen Anlagen eingesetzt werden soll, sollte eine Verträglichkeitsprüfung (alter und neuer Klebstoff) außerhalb der Maschine durchgeführt werden. Bei negativem Ergebnis ist die gesamte Klebstoff-Verarbeitungseinrichtung zu reinigen.
Die optimale Auftragsstärke des Klebstoffs hängt sowohl von der Rauigkeit und Saugfähigkeit des Packstoffes als auch von der Maschine und vom Klebstoff ab. Im Allgemeinen ist ein möglichst dünner Auftrag anzustreben, wobei jedoch sichergestellt werden muss, dass der Auftrag zu einem geschlossenen Klebstofffilm zwischen den Fügeteilen führt.
- Zum Verfassen von Kommentaren bitte anmelden.
6.4.1.9 Prüfungen
Prinzipiell unterscheidet man Prüfungen des Klebstoffs und Prüfungen der Klebung.
Prüfung von Klebstoffen
Prüfungen an Klebstoffen dienen zur Ermittlung spezieller Eigenschaften der Klebstoffe während deren Entwicklung, zur Qualitätskontrolle bei der Herstellung und beim Wareneingang beim Verarbeiter. Sie dienen dazu, die spezifischen Eigenschaften des Klebstoffs, sowohl vor, als auch nach dem Abbinden zu ermitteln. Die Eigenschaften der noch nicht abgebundenen Klebstoffe sind neben der Qualitätskontrolle besonders für deren Verarbeitbarkeit relevant.
Eine der wichtigsten Kenngrößen eines Klebstoffs, der zur Qualitätskontrolle dient, ist die Viskosität, da Klebstoffe in der Regel bei der Applikation als Flüssigkeiten vorliegen. Hierbei kann es sich um eine „Einpunktmessung“ handeln – das heißt: Man prüft die Viskosität bei einer festgelegten Temperatur mit einem definierten Schergefälle oder man nimmt Viskositätsprofile in Abhängigkeit von der Temperatur oder vom Schergefälle auf. Bei allen trocknenden Systemen sind der Feststoffgehalt und bei wässrigen Systemen zudem noch der pH-Wert wichtig. Bei reaktiven Mehrkomponenten-Systemen ist ferner die Prüfung der Topfzeit üblich.
Um die Eigenschaften des abgebundenen Klebstoffs zu bestimmen, wird in der Regel ein Film des zu untersuchenden Klebstoffs unter festgelegten Bedingungen hergestellt. Damit man Klebstofffilme ohne Träger erhält, kann man einen Klebstofffilm beispielsweise auf einem Untergrund applizieren, zu dem er so wenig Adhäsion entwickelt (beispielsweise auf einer Teflonplatte), dass man ihn ohne Beschädigung abziehen kann. An solch isolierten Klebstofffilmen können dann alle Eigenschaftstests, wie sie aus der Kunststoffindustrie bekannt sind, durchgeführt werden. Die mechanische Festigkeit (Kohäsion) des Films, die Reißfestigkeit, die Dehnung und die Elastizität der Klebstofffilme werden durch eine zerstörende Prüfung im Zugversuch bestimmt (siehe Abb. 6.4.16 und 6.4.17).
Wichtig ist häufig auch zu prüfen, wie sich die Kohäsion unter der Einwirkung verschiedener Umwelteinflüsse wie Temperatur, Feuchtigkeit, Lösemittel oder Strahlung verhält. Da viele Klebstoffe thermoplastischen Charakter zeigen, ist besonders die Untersuchung der Änderungen der Klebstofffilmeigenschaften, beispielsweise ein Erweichen oder Verspröden unter Temperatureinfluss, wichtig. Dies gilt, wenn auch in geringerem Maß, ebenso für duroplastische und elastische Klebstofffilme.
Der primäre Unterschied zwischen thermoplastischen und duroplastischen Kunststoffen ist die Hitzebeständigkeit. Hervorgerufen wird diese Eigenschaft durch den Umstand, dass Thermoplaste „schmelzbar“ und Duroplaste „nicht schmelzbar“ sind. Die Formbeständigkeit von Thermoplasten kann schon bei Temperaturen ab +70°C nicht mehr gegeben sein. Duroplaste sind dagegen bis zu Temperaturen von +500°C hitzebeständig. Auch die chemische Beständigkeit von Duroplasten ist sehr gut, daher wird dieser Stoff häufig in der chemischen Industrie eingesetzt. Mit Fakten aus: stintmann.de

Abb. 6.4.16: Zugscherversuch – schematische Darstellung (Quelle: Fraunhofer IFAM)

Abb. 6.4.17: grafische Darstellung der Zugkraft in Abhängigkeit vom Weg (Quelle: Fraunhofer IFAM)
Für den Verarbeitungsprozess wichtige Parameter wie die offene Zeit oder das Abbindeverhalten werden in der Regel nicht im Rahmen einer Qualitätskontrolle geprüft, sehr wohl aber, um die grundsätzliche Eignung eines Klebstoffs für den geplanten Prozess zu ermitteln. Für all diese Prüfungen gibt es sowohl genormte als auch so genannte „Hausmethoden“ der Klebstoffhersteller. Beim Vergleich der gefundenen Werte sind daher immer die Methode und die Prüfbedingung zu beachten.
Beispiele für bestimmte Prüfungen
Bestimmung der Viskosität
Die Viskosität ist ein Maß für innere Reibung der Klebstoffe bei wirbelfreier Strömung. Sie wird dadurch gemessen, dass die Kraft („Schubspannung“) bestimmt wird, die erforderlich ist, um die Teilchen der Flüssigkeit mit einer bestimmten Verformungsgeschwindigkeit („Schergefälle“) gegeneinander zu verschieben. Die Viskosität ergibt einen Kennwert für das Fließverhalten von noch nicht abgebundenen Klebstoffen unter vorgeschriebenen Bedingungen. Da es sich bei den meisten Klebstoffen um nichtnewtonsche Flüssigkeiten handelt, deren Viskosität vom Schergefälle und von der Dauer der Scherbeanspruchung abhängt, ist eine genaue Festlegung der Prüfmethode und der Prüfgeräte notwendig. Ein einfacher Vergleich des „Zahlenwerts“ der Viskosität auf Datenblättern ist daher nicht möglich.
Ein newtonsches Fluid (nach Isaac Newton) ist ein Fluid (also eine Flüssigkeit oder ein Gas) mit linear viskosem Fließverhalten. Bei diesen Fluiden ist also die Schergeschwindigkeit proportional zur Scherspannung. Solche Fluide, wie beispielsweise Wasser und Luft, werden durch eine belastungsunabhängige Viskosität charakterisiert. Ihre Bewegung gehorcht den Gleichungen von Navier-Stokes. Davon abweichendes Verhalten heißt nichtnewtonsch und ist Gegenstand der Rheologie. Beispiele für nichtnewtonsche Flüssigkeiten sind Blut, Zementleime, Treibsand und Ketchup. Das Verformungsverhalten derartiger Stoffe lässt sich nicht mehr einfach durch das Newtonsche Gesetz (siehe unten) beschreiben. Quelle: https://de.wikipedia.org/wiki/Newtonsches_Fluid
Da die Viskosität in der Regel auch temperaturabhängig ist, ist auf eine genaue Temperierung während der Messung zu achten. Viskositäten werden in der Maßeinheit Pascalsekunde (Pa s) angegeben. In der Praxis wird der tausendste Teil dieser Einheit, die Milli-Pascalsekunde (mPa s), verwendet, um besser handhabbare Zahlenwerte zu bekommen.
Bestimmung des pH-Wertes wässriger Klebstoffe
Der pH-Wert (Maßzahl für den basischen oder sauren Charakter einer Lösung; der dekadische negative Logarithmus der Wasserstoffionenkonzentration) von wasserbasierenden Klebstoffen ist eine wichtige Kenngröße, beispielsweise bei Dispersionsklebstoffen. Bei Verdünnungen von Dispersionsklebstoffen und Latices sollte darauf geachtet werden, dass der pH-Wert nicht verändert wird, damit keine Koagulation entsteht. Koagulation = Gerinnung: Allgemeiner Begriff für die Änderung des kolloidalen Zustandes, insbesondere den Übergang vom Sol- in den Gelzustand durch den Zusatz von Elektrolyt, Neutralsalzen, Säuren, Basen oder durch Erhitzung.
Bestimmung der Abbindezeit
Nach DIN 16920 ist die Abbindezeit die Zeitspanne, innerhalb der die Klebung nach dem Vereinigen eine für die bestimmungsmäßige Beanspruchung erforderliche Festigkeit erreicht. Die Abbindezeit ist, wie die offene Zeit, von der Zusammensetzung des Klebstoffs, aber auch von vielen Parametern, die bei der Verarbeitung relevant sind (Temperatur, Auftragsmenge und Auftragsart), abhängig. Aufgrund der Kom-plexität der Messung erfolgt die Prüfung in der Regel nach so genannten Hausmethoden. Das Verfahren ermöglicht einen relativen Vergleich von Klebstoffen untereinander, die nach der gleichen Methode gemessen worden sind. Der Vergleich von „Zahlenwerten“ unterschiedlicher Hersteller ist nur bedingt möglich.
Prüfung der Klebung
Die Prüfung von Klebverbindungen (Bauteilprüfungen) dient einerseits zur Ermittlung der Eigenschaften des geklebten Produkts und andererseits der Qualitätskontrolle bei der Verarbeitung der Klebstoffe. Für diese Tests steht eine Vielzahl, in der Regel auf das geklebte Produkt optimierte Methoden, zur Verfügung. Bei diesen Methoden kann es sich um zerstörende als auch zerstörungsfreie Kurz- und Langzeittests handeln. In der Praxis überwiegen die Kurzzeittests, da diese mit geringerem Zeit- und Geräteaufwand verbunden sind.
Bei der Herstellung einer Klebung wird im Allgemeinen das Ziel verfolgt, dass die Fügung bei deren Überlastung Materialbruch in den Fügeteilen zeigt. Oft entstehen allerdings Mischbrüche, das heißt sowohl Brüche in den Fügeteilen als auch im Klebstoff sowie zwischen Fügeteil und Klebstoff (siehe Abb. 6.4.18a). Reine Adhäsionsbrüche deuten meist auf eine unzureichende Oberflächenvorbehandlung oder falsche Klebstoffauswahl hin und sollten vermieden werden, da hier eine erhöhte Gefahr besteht, dass durch Unterwanderung der Klebschicht, zum Beispiel durch Feuchtigkeit, die Alterungsbeständigkeit der Klebung leidet.

Abb. 6.4.18a: Kohäsionsbruch (Faserausriss) bei einer Verpackungsklebung (Quelle: Eigene Darstellung)

Abb. 6.4.18b: schematische Darstellungen Kohäsionsbruch, Adhäsionsbruch und Mischbruch (Quelle: Fraunhofer IFAM)
Prüfung von Klebnähten
Wenn man die Festigkeit der Klebnähte testen will, muss man sich darüber im Klaren sein, wie weit der Abbindeprozess bereits fortgeschritten ist. Die Endfestigkeit wird erst erreicht, wenn das Abbinden vollständig abgeschlossen ist. Je nach Klebstoffsystem und Verarbeitungsbedingungen kann das Minuten bis Tage dauern. So ist beim häufig eingesetzten wässrigen System im Bereich der Klebungen von Papier, Pappe und Karton zu berücksichtigen, dass das aus den Klebstoffen diffundierende Wasser zuerst die Festigkeiten der Substrate verringert, bis der Klebstofffilm „trocken“ ist und das Verpackungsmaterial seine Gleichgewichtsfeuchte wieder erreicht hat. Die Prüfungen können dann maschinell oder auch manuell durchgeführt werden. Sinnvoll ist daher eine Messung, wenn man aus Erfahrung davon ausgehen kann, dass das Abbinden weitestgehend abgeschlossen ist. Sicherheitshalber sollte der Prüftest nach 24 Stunden wiederholt werden.
Photographic Activity Test (PAT)
Der PAT-Test hat sich als Eignungstest für Archivmaterialien durchgesetzt, der heute als internationale Norm ISO 18916 „Photographic Activity Test“ – kurz PAT – vorliegt. Die Norm beschreibt ein Prüfverfahren, bei welchem Materialproben bei 70°C und 86 Prozent relativer Luftfeuchte über längere Zeit in engen Kontakt mit speziellen Detektormaterialien gebracht werden. Die messtechnische Bewertung der Detektormaterialien vor und nachder Inkubation ergibt dann eine als zuverlässig eingestufte Aussage, ob ein Material als Archivmaterial geeignet ist oder nicht (Inkubation: vom lateinischen incubare – „aufliegen“, „ausbrüten“).
- Zum Verfassen von Kommentaren bitte anmelden.
Technologie des Klebebindens - Heidelberg
Die Geschichte des Klebebindens
Als Emil Lumbeck im Jahr 1938 erstmals lose Blätter auffächerte und deren seitliche Blattkanten mit einer Kunstharzdispersion verband, war dies die Geburtsstunde eines Bindeverfahrens, das heute die industrielle Buch- und Broschurenherstellung dominiert. Der Vorläufer des Klebebindens – das sogenannte Lumbeckverfahren – erzeugte auf Anhieb sehr gut haltbare Buchblöcke.
Aber erst mit der Entwicklung der maschinellen Klebebindung Mitte des 20. Jahrhunderts gelang der neuen Technologie der endgültige Durchbruch: Sie ermöglicht es, die Buchproduktion inline zu automatisieren und leistungsstarke Fließstrecken aufzubauen. Niedrige Verarbeitungskosten und hohe Maschinengeschwindigkeiten verhalfen dem hochwertigen und optisch ansprechenden Bindeverfahren zum Erfolg und legten den Grundstein für seine heutige Bedeutung.
Das Klebebinden hat sich seitdem grundlegend weiterentwickelt. Auf die geänderten Anforderungen eines sich im ständigen Wandel befindlichen Marktes wurde mit innovativen Klebstoffen und neuen, automatisierten Maschinen reagiert. Ob Wirtschaftlichkeit, Produktionsgeschwindigkeit, Qualität oder Umweltschutz: Permanente Innovationen haben neue Standards gesetzt und das Klebebinden noch effektiver gemacht.
Hier gehts zum PDF "Technologie des Klebebindens", bereitgestellt von Heidelberg.
- Zum Verfassen von Kommentaren bitte anmelden.
Videoclip-Bibliothek zur Druckweiterverarbeitung
In vielen Fällen können den Lehrerinnen und Lehrer an Berufskollegs nur eingeschränkt auf Lehrmaterial zurückgreifen. Dies gilt besonders für das fachlich weitgefächerte Gebiet der Druckweiterverarbeitung. Für einige Bereiche gibt es bereits Videomaterial, das speziell für Lehrzwecke unter didaktischen Gesichtspunkten entwickelt wurde. Darüber hinaus existiert eine Vielzahl von Videoclips, die für Werbezwecke produziert wurden. Unter didaktischen Aspekten betrachtet sind viele davon ganz oder in Teilen so gut gemacht, dass sie den Fachunterricht erheblich bereichern und unterstützen können.
Dieses Material liegt hier für den Unterricht geschnitten, bearbeitet und zusammengestellt vor. Es hat sich bereits in Lehrveranstaltungen der Universität Wuppertal bewährt und ist von den Studierenden, insbesondere von denen, die für ein Lehramt an Berufschulen Studieren, als sehr hilfreich begrüßt worden.
Wir bedanken uns bei den nachstehenden Firmen für die freundliche Überlassung der Bildrechte:
Affeldt – Maschinenbau GmbH, Neuendorf
Bielomatik, Neuffen
Bograma AG, Turbenthal (CH)
Durrer Spezialmaschinen AG, Küssnacht (CH)
Ferag AG, Hinwil (CH)
Heidelberger Druckmaschinien AG, Heidelberg
Koenig & Bauer AG, Würzburg
Kolbus GmbH & Co KG, Rahden
Mathias Bäuerle GmbH, St. Georgen
Meccanotecnica S.p.A., Torre de Roveri (I)
Müller Martini AG, Bad Mergentheim und Zofingen (CH)
Theisen & Bonitz Maschinenbau GmbH, Burscheid
- Zum Verfassen von Kommentaren bitte anmelden.
Videos zum Klebebinden
Corona - Hochleistungsklebebinder, bereitgestellt von Müller Martini.
Die Klebebindelinie I, bereitgestellt von Kolbus.
Die Klebebindelinie II, bereitgestellt von Kolbus.
Zeitschriftenfertigung mit der Publica Rollstream, bereitgestellt von FERAG und Kolbus.
Klebebinden im Detail, bereitgestellt von Heidelberg.
Der Dreimesserautomat.
Der Dreimesserautomat im Detail, bereitgestellt von Kolbus.
Auftrag des Klebers im Detail, bereitgestellt von Müller Martini.
Rückenbearbeitung beim Klebebinden.
Rillen beim Klebebinden im Detail.
Zusammentragen, bereitgestellt von Heidelberg.
- Zum Verfassen von Kommentaren bitte anmelden.
LF 7: Logistische Prozesse steuern
- Zum Verfassen von Kommentaren bitte anmelden.
7.1 Aufgaben und Definition
Die Aufgabe der Logistik besteht darin, die richtige Menge der richtigen Ware zum richtigen Zeitpunkt am richtigen Ort zu haben. Im Idealfall bedeutet dies: Für die Produktion stehen bei benötigten 1000 Teilen genauso viele Materialien zur Verfügung, die ohne Fehler (Ausschuss) bearbeitet werden; in der Folge verlassen genau 1000 Teile zum richtigen Zeitpunkt das Werk. Im Herstellungsbetrieb wird kein Lagerplatz in Anspruch genommen und der Kunde erhält die Ware zur bestellten Zeit in der richtigen Menge am richtigen Ort. Häufig wird auch von der 7-R-Regel gesprochen. Es geht darum,
• das richtige Produkt
• in der richtigen Menge
• in der richtigen Qualität
• am richtigen Ort
• zur richtigen Zeit
• zu den richtigen Kosten
• an den richtigen Kunden
auszuliefern.
In anderen Quellen ist auch von der 6-R-Regel die Rede. Eine allgemein gültige Regel existiert nicht. 6 R steht für:
• das richtige Produkt
• zur richtigen Zeit
• am richtigen Ort
• in der richtigen Menge
• in der richtigen Qualität und zu den
• richtigen Kosten.
Die 7-R-Kriterien gehen zurück auf die Seven-Rights-Definition des amerikanischen Eisenbahn-Transport-Experten E. Grosvenor Plowman (In: Lectures on Elements of Business Logistics, Stanford University, Graduate School of Business, 1964).

Abb.7.1: Bereiche der Logistik (siehe Kapitel 7.2.1) (Quelle: Eigene Darstellung)
Definition von Logistik: Ihre Aufgabe ist es, den gesamten Material- und Warenfluss durch Organisation und Steuerung zu koordinieren.
- Zum Verfassen von Kommentaren bitte anmelden.
7.10 Packhilfsmittel
Packhilfsmittel sind Bestandteile von Verpackungen,
• die den Zusammenhalt der Packmittel sichern – dazu zählen Heftbänder, Umreifungen und Klebebänder,
• ihren Verschluss bilden,
• die Packmittel zum Schutz des Packguts ergänzen – dazu zählen Schaumstoff, Holzwolle, Luftkissen, Trockenmittel, Oxidationsschutzmittel oder Bauteile wie das Aromaschutzventil
• oder zur Kennzeichnung dienen – dazu zählen Etiketten, Plomben oder Banderolen.
Packhilfsmittel dienen dazu, den Inhalt der Verpackung, aber auch diese selbst (Kantenschutz) beim Transport zu schonen. Dazu zählen aber auch Kennzeichnungsmittel, die beispielsweise auf die Zerbrechlichkeit des Verpackungsinhaltes aufmerksam machen.
- Zum Verfassen von Kommentaren bitte anmelden.
7.10.1 Verschleißmittel
Verschleißmittel sind Materialien, die nur einmalig gebraucht werden können. Sie dienen dazu, Verpackungen beim Versand zu schützen. Die Ware, die verpackt wurde, wird mithilfe von Verschleißmitteln versandfertig gemacht. Dazu zählen Tapeband, Wickelfolien, Stretchfolien, Einmalverpackungen etc.
- Zum Verfassen von Kommentaren bitte anmelden.
7.10.2 Schutz- und Füllmittel
Zu den Schutz- und Füllmitteln gehören Materialen, die günstig in der Herstellung sind und bei geringem Materialeinsatz ein hohes Volumen erreichen können.


Abb. 7.12: Beispiele für Füllmittel (Quelle: Eigene Darstellung)

Abb 7.13: Kantenschutz für Versandverpackungen (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
7.10.3 Kennzeichnungsmittel
Zur Kennzeichnung von Versandwaren werden gern selbstklebende Schilder auf die Verpackungen aufgebracht. Die Warn- oder Sicherheitsschilder machen durch leuchtende Farben auf sich aufmerksam. Sie vermitteln dem Kunden durch Bildzeichen oder Schrift das richtige Handling mit der Verpackung oder dem Inhalt.

Abb. 7.14: Warn- und Sicherheitskennzeichnungen für den Transport verpackter Güter (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
7.11 Gefahrstoff/Gefahrgut
Die beiden Begriffe „Gefahrstoff“ und „Gefahrgut“ sind nicht identisch und voneinander zu trennen: Die Kennzeichnung eines Gefahrstoffes soll über Gefahren beim Umgang mit diesen Stoffen (insbesondere bei deren Herstellung, Weiterverarbeitung und Verwendung) informieren; die Gefahrgutkennzeichnung ist auf die Transportgefahren abgestimmt (zum Beispiel mit Informationen über die Gefahren, die von ihn ausgehen). Über die Verpackungsgruppen I, II und III sind Gefahrgüter unterschiedlicher Gefährlichkeit international verbindlich voneinander abgegrenzt.
Gefahrstoffe sind Substanzen, die ein chemisches Gefährdungspotenzial aufweisen – und zwar unabhängig davon, ob es sich um einen Reinstoff oder eine daraus hergestellte Zubereitung handelt. Für diese Stoffe gelten weltweit dieselben Definitionen; diese sind im „Global Harmonized System“ (GHS – Global harmonisiertes System zur Einstufung und Kennzeichnung von Chemikalien) festgelegt. Gefahrensymbole (auch Gefahrenkennzeichen genannt) sowie Risiko- und Sicherheitssätze informieren über die Gefährlichkeit eines Stoffes.
Wenn Gefahrstoffe transportiert werden, spricht man von Gefahrgut. Internationale Grundlage des Gefahrgutrechts sind die von den Vereinten Nationen herausgegebenen „Recommendations on the Transport of Dangerous Goods“ ("Empfehlungen für den Transportgefährlicher Güter", siehe Merkblatt der Berufsgenossenschaften „A 013 – Beförderung gefährlicher Güter“). Auf ihnen basieren die meisten internationalen Abkommen, die es für die einzelnen Tarnsportwege (Luft, Schiene, Wasser, Straße) gibt. Exemplarisch ist hier das Europäische Übereinkommen über die internationale Beförderung gefährlicher Güter auf der Straße (ADR) zu nennen: Es regelt den Transport gefährlicher Güter im Straßenverkehr und ist in der gesamten Europäischen Union sowie den assoziierten Staaten gültig.
Ausführliche Informationen finden Sie im Merkblatt der Berufsgenossenschaften „A 013 – Beförderung gefährlicher Güter“ im Internet unter https://downloadcenter.bgrci.de/resource/downloadcenter/downloads/A013_Gesamtdokument.pdf

Abb. 7.15: Liste von Gefahrstoffkennzeichnungen (Quelle: Eigene Darstellung)
Nachfolgend finden Sie Erklärungen sowie eine Übersicht der aktuellen Kennzeichnungen für Gefahrgüter aus dem Bundesministerium für Verkehr und digitale Infrastruktur.
Orangefarbene Warntafel:

Orangefarbene Warntafel, vorn und hinten am Fahrzeug: Allgemeiner Hinweis auf gefährliche Güter.

Orangefarbene Warntafel mit Kennzeichnungsnummern, vorn, hinten und ggf. seitlich an Tankfahrzeugen, an Fahrzeugen mit Aufsetztanks und an Tankcontainern sowie bei Gefahrgütern in loser Schüttung. Hinweis auf bestimmte gefährliche Güter und deren Gefahren.
Die Nummern bedeuten: Obere Hälfte = Nummer zur Kennzeichnung der Gefahr (Gefahrnummer)
2 Entweichen von Gas durch Druck oder chemische Reaktion
3 Entzündbarkeit von flüssigen Stoffen (Dämpfen) und Gasen oder selbsterhitzungsfähiger flüssiger Stoff
4 Entzündbarkeit von festen Stoffen oder selbsterhitzungsfähiger fester Stoff
5 Oxidierende (brandfördernde) Wirkung
6 Giftigkeit oder Ansteckungsgefahr
7 Radioaktivität
8 Ätzwirkung
9 Gefahr einer spontanen heftigen Reaktion
Die Verdoppelung einer Ziffer weist auf die Zunahme der entsprechenden Gefahr hin. Wenn die Gefahr eines Stoffes ausreichend von einer einzigen Ziffer angegeben werden kann, wird dieser Ziffer eine „0“ angefügt.
Folgende Ziffernkombinationen haben jedoch eine besondere Bedeutung (Beispiele):
22 tiefgekühlt verflüssigtes Gas, erstickend.
323 entzündbarer flüssiger Stoff, der mit Wasser reagiert und entzündbare Gase bildet.
X333 pyrophorer flüssiger Stoff, der mit Wasser gefährlich reagiert.
X423 entzündbarer fester Stoff, der mit Wasser gefährlich reagiert und entzündbare Gase bildet.
44 entzündbarer fester Stoff, der sich bei erhöhter Temperatur in geschmolzenem Zustand befindet.
539 entzündbares organisches Peroxid.
90 umweltgefährdender Stoff, verschiedene gefährliche Stoffe.
X vor der Nummer zur Kennzeichnung der Gefahr = Stoff reagiert in gefährlicher Weise mit Wasser.
Untere Hälfte = Nummer zur Kennzeichnung des Stoffes (UN-Nummer). Auf den Gefahrzetteln kann eine Aufschrift in Zahlen oder Buchstaben vorhanden sein.
Gefahrzettel, Großzettel (Placards) und Kennzeichen:


Abb. 7.16: Übersicht von Kennzeichnungen für Gefahrgüter (Quelle: BMVI)
- Zum Verfassen von Kommentaren bitte anmelden.
7.11.1 Verpackungen für gefährliche Güter
Die Verpackungsgruppen (VG) I, II und III stehen für eine transportrechtliche Einteilung von Gefahrgütern. Bei VG I handelt es sich um Stoffe mit hoher Gefahr. VG II signalisiert Stoffe mit mittlerer Gefahr, VG III signalisiert Stoffe mit geringer Gefahr. Für die Beförderung gefährlicher Güter werden Umschließungen verwendet, die besonders sicher sein müssen. Da der Transport gegebenenfalls weltweit erfolgt, wurden internationale Regelwerke geschaffen, welche diese Sicherheitsanforderungen festlegen. Hier wird unter anderem beschrieben, wie sich die einzelnen Umschließungen voneinander abgrenzen, aus welchen Materialien sie hergestellt werden dürfen, wie die Umschließungen gebaut werden müssen und welche Prüfungen erforderlich sind. Ferner ist festgelegt, dass die Herstellung nach einem Qualitätssicherungsprogramm (QSP) erfolgen muss und dass Umschließungen von einer kompetenten Stelle/Behörde zugelassen werden müssen.

Abb. 7.17: beispielhafte Verpackung von Gefahrgütern (Quelle: New Africa – stock.adobe.com)
- Zum Verfassen von Kommentaren bitte anmelden.
7.11.2 Einteilung Gefahrgutklassen
Der Umgang mit Gefahrgut wurde von den Vereinten Nationen in den Model Regulations der UN Recommendations on the Transport of Dangerous Goods, die derzeit in der Revision 18 (2013) gültig sind, festgelegt. Insgesamt gibt es neun Klassen, die jeweils noch in weitere Unterklassen unterteilt sind.
Klasse 1: Explosivstoffe und Stoffe, die Explosivstoffe enthalten. Beispiele aus der Logistik: Sprengstoffe, Feuerwerk
Klasse 2: Gase und gasförmige Stoffe. Beispiele aus der Logistik: Druckgaspackungen, Spraydosen
Klasse 3: endzündbare flüssige Stoffe. Beispiele aus der Logistik: Treibstoffe, Farben, Alkohole
Klasse 4: entzündbare feste Stoffe. Beispiele aus der Logistik: Zündhölzer, Schwefel, Phosphor, Aluminiumstaub, Kohlenstäube, Kaliumverbindungen, Natriumverbindungen, Aluminiumpulver.
Klasse 5: entzündend (oxidierend) wirkende Stoffe. Beispiele aus der Logistik: Desinfektionsmittel, Wasserstoffperoxid, Kaliumpermanganat, Härter für Lacke, Peroxidessigsäure
Klasse 6: giftige Stoffe. Beispiele aus der Logistik: Schädlingsbekämpfungsmittel, Desinfektionsmittel, Blausäure, ansteckungsgefährliche Stoffe wie Blut und Gewebeproben.
Klasse 7: radioaktive Stoffe. Beispiele aus der Logistik: Medikamente mit strahlenden Komponenten, medizinische Geräte, die radioaktive Stoffe enthalten.
Klasse 8: ätzende Stoffe. Beispiele: Säuren, Laugen, Batterien (nass).
Klasse 9: verschiedene gefährliche Stoffe und Gegenstände. Beispiele: Lithiumbatterien, umweltgefährdende Stoffe, genetisch veränderte Organismen.
- Zum Verfassen von Kommentaren bitte anmelden.
7.12 Verpacken
7.12.1 Grundprinzip des Verpackungsvorgangs
Packstoffe (Packmittel + Packhilfsmittel) umschließen das Packgut und werden zur Verpackung.
- Zum Verfassen von Kommentaren bitte anmelden.
7.12.2 Tätigkeiten beim Verpacken
Verpacken bedeutet, aus Verpackung und Packgut eine Packung zu machen. Dazu kann man sich einer Reihe technischer Hilfsmittel bedienen. Dazu zählen Packtische, Geräte wie Waagen, Handabroller, Etikettenspender, Folienschweißgeräte, Umreifungsgeräte, Hefter, Messer, Scheren und Einwickelgeräte. Darüber hinaus stehen Maschinen zur Verfügung. Dazu zählen Verpackungsmaschinen, Abfüllanlagen, Stretchwickelmaschinen und Folienschrumpfanlagen (siehe Abbildung 7.16).
Der grundsätzliche Ablauf ist in der Regel stets derselbe:
1. Verpackungsauftrag entgegennehmen
2. Kommissionierung
3. ermitteln, wie schwer die Ware ist (Nettogewicht)
4. informieren, wohin die Ware geht – wegen möglicherweise zu beachtender besonderer Versandvorschriften, Versandart festlegen
5. Auswahl des richtigen Packmittels
6. Verpacken unter Berücksichtigung der Sicherheitsvorschriften
7. Ausfüllen mit Füllstoffen und Schutzmitteln
8. Sicherung der Ladung
9. Verschluss des Packmittels
10. Prüfung der äußeren Verpackung und der Umverpackung
11. Etiketten und Papiere anbringen beziehungsweise aufbringen
12. Feststellen des Bruttogewichts
13. Bereitstellung zum Abtransport
- Zum Verfassen von Kommentaren bitte anmelden.
7.12.3 Vermeidung von Abfall
Beim Verpacken muss auch auf die Umwelt Rücksicht genommen werden. Hierfür gelten Grundsätze:
Vermeidung von Abfall: Verpackungen sollten so ausgesucht werden, dass möglichst kein Müll anfällt oder die Verpackung wiederverwertet werden kann.
Verwertung von Verpackungen: Es soll nach Möglichkeit etwas neues Brauchbares daraus entstehen – zum Beispiel Plastik Granulat (stoffliche Verwertung) oder Energie zum Beispiel durch Verbrennung (energetische Verwertung).
Beseitigung von Verpackungen: Was nicht verwertet (wiederverwendet/recycelt) werden kann, muss umweltverträglich entsorgt werden.
Die Verpackungsverordnung definiert einige Begriffe anders:
• Verpackung = alles, worin Ware ist und was der Handel oder der Verkäufer behalten darf.
• Verkaufsverpackung = die Verpackung, in der der Kunde die Ware mit nach Hause nimmt (zum Beispiel eine CornflakesPackung).
• Umverpackung = zusätzliche Verpackung um die Verpackung, zum Beispiel die Folie um Kaugummipackungen oder auch um Großpackungen herum.
• Transportverpackung = die Verpackung, die dem Transport der Ware dient, zum Beispiel Gitterboxpaletten.
• Mehrwegverpackung = Verpackungen, die mehrfach für den gleichen Zweck wiederverwendet werden und meist mit Pfand belegt sind.
• Verbundverpackungen = Verpackungen, bei denen mehrere verschiedene Materialien untrennbar miteinander verbunden sind, zum Beispiel Tetrapacks.
• langlebige Verpackungen = Verpackungen, die auf dauerhaften Gebrauch ausgerichtet sind, zum Beispiel CDHüllen.
• restentleerte Verpackungen = Verpackungen, deren Inhalt entnommen wurde und an denen höchstens noch kleine Reste anhaften.
• Verpackungen mit schadstoffhaltigen Füllgütern, zum Beispiel Tonerkartuschen. Die Unterscheidung ist wichtig, da die Verpackungsverordnung diverse Rücknahmepflichten des Vertreibers (oder Herstellers) vorsieht.
• Transportverpackungen müssen von Hersteller und Vertreiber zurückgenommen und wiederzuverwenden sein.
• Umverpackungen sind vor Abgabe an den Endverbraucher zu entfernen oder diesem ist die Möglichkeit zu geben, sie vor Ort kostenlos zurückzugeben.
• Verkaufsverpackungen sind zurückzunehmen.


Abb. 7.18: Beispiele automatischer Verpackungsanlagen (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
7.2 Logistik
7.2.1 Logistikbereiche
Logistik soll den gesamten Material- und Warenfluss koordinieren. Das reicht vom Lager quer durch alle Wertschöpfungsstufen im Unternehmen, von der Ersatzteilversorgung und Instandhaltung bis zur Personalleitung und Warenverteilung.
Produktionslogistik
• verantwortlich für den reibungslosen Materialfluss vom Rohmateriallager über den Produktionsprozess zum Fertigwarenlager.
Beschaffungslogistik
• verantwortlich für die Materialversorgung der Wertschöpfungsstufen. Wertschöpfungsstufen dienen dazu, Produkte durch Veredelung hochwertiger und damit teurer zu machen.
Lagerlogistik
• verantwortlich dafür, die Lagersysteme optimal auszunutzen und das Lager optimal zu organisieren.
Ersatzteillogistik
• stellt die Verfügbarkeit der benötigten Ersatzteile dar.
Instandhaltungslogistik
• gewährleistet die ständige Bereitschaft der technischen Anlagen.
Informationslogistik
• sorgt für den reibungslosen Informationsfluss.
Personallogistik
• ist verantwortlich für den Personalbedarf und die Beschaffung.
Distributionslogistik
• kümmert sich um die internen und externen Prozesse der Warenverteilung.
- Zum Verfassen von Kommentaren bitte anmelden.
7.2.2 Ziele der Logistik
Logistik soll die Kosten senken, hohe Lagerbestände und Fehlmengen vermeiden sowie die Lieferbereitschaft erhöhen. Darüber hinaus sollen Transporte bestmöglich verplant und überflüssige Transporte vermieden werden. Zudem soll Logistik dafür sorgen, dass unnötige Leerfahrten ausbleiben.
- Zum Verfassen von Kommentaren bitte anmelden.
7.2.3 Unternehmenslogistik
Unternehmenslogistik umfasst alle Aufgaben zur integrierten Planung, Koordination, Durchführung und Kontrolle der Güterflüsse sowie der güterbezogenen Informationen. Unter„Integrierter Planung“ versteht man die gedankliche Entwicklung, Vorwegnahme, Bewertung und Ausführung einer Lösungsstrategie zur Behebung eines Mangels.
In der betrieblichen Praxis werden unter der Logistik-Funktion unternehmensspezifisch unterschiedliche Aufgaben zusammengefasst. In Anlehnung an Professor Peter Klaus lassen sich drei Konzepte unter-scheiden. (Peter Klaus war Universitätsprofessor an der Friedrich-Alexander-Universität Erlangen-Nürnberg. Fachgebiete: Betriebswirtschaftslehre und Logistik. Erbeschäftig tsich unter anderem mit Anwendungen betriebswirtschaftlichen und logistischen Know-hows auf Aufgabenstellungen des Trans-ports und Verkehrs sowie der strategischen und operativen Führung von Logistiksystemen.)
•„TUL-Logistik“ – die Abkürzung steht für Transport, Umschlag und Lager. Dies sind die Kernprozesse der Logistik.
• Der Begriff „Koordinationslogistik“ steht für ein erweitertes Verständnis von Logistik. Betont werden hier zusätzlich planende und steuernde Aktivitäten des Koordinierens sowie der ganzheitlichen Optimierung arbeitsteiliger Funktionen: Dazu zählen Beschaffungs-, Produktions- und Servicefunktionen, um Kundenbedürfnisse zu befriedigen.
• In der jüngeren Vergangenheit ist eine dritte Bedeutung der Logistik in den Vordergrund getreten. Hier geht es um dynamische Aspekte des Mobilisierens und Fließens von Objekten in unternehmensübergreifenden Netzwerken (Flow-Management). Dabei werden auch Menschen, Informationen und andere nicht materielle Größen (zum Beispiel Dienstleistungen) in die Gestaltung einbezogen.
- Zum Verfassen von Kommentaren bitte anmelden.
7.2.4 Logistische Prozesse optimieren
7.2.4.1 Lagersoftware
Eine Lagersoftware schafft einen allgemeinen Überblick über die Lagerbestände. Damit können auch logistische Prozesse optimiert werden. Der Fachbegriff für eine Lagersoftware lautet ERP. Das steht für Enterprise Resource Planning. Der deutsche Begriff dafür lautet: Warenwirtschaftssystem. Mit einem Lager und den einzulagernden Artikeln sind mehrere Prozesse und Begriffe verbunden – dazu gehören der Vertrieb, der Einkauf, die Stammdaten, das Personal und die Produktion.
- Zum Verfassen von Kommentaren bitte anmelden.
7.2.4.2 Lagerkennzahl
Lagerkennzahlen dienen dazu, die Wirtschaftlichkeit eines Lagers zu berechnen. Die Zahlen sind Statistikdaten, die Informationen über ein Lager und die dort gelagerten Artikel beinhalten.
- Zum Verfassen von Kommentaren bitte anmelden.
7.2.4.3 Lagerkennzeichnung
Ein Lager sollte strukturiert und geordnet sein. Durch die Lagerkennzeichnungen kann man dies sehr gut erreichen: Man benutzt Farben, Nummerierungen und Symbole, damit die Ware schneller gefunden werden kann! Damit lassen sich auch unterschiedliche Lagerzonen unterscheiden – zum Bespiel solche für besonders gefährliche, wertvolle oder besonders häufig umgeschlagene Güter. Der Prozess der Lagerkennzeichnung sollte mindestens einmal im Jahr durchgeführt werden, um den Bedarf anzupassen und die Effizienz der Lagerhaltung aufrechtzuerhalten und die Flächen nachhaltig optimal zu nutzen.
Ein aus dem Alltag allseits bekanntesBeispiel für den Nutzen von Lagerkennzeichnungen kennen wir aus Parkhäusern: Damit geparkte Autos leichter wiedergefunden werden können, sind Parkhäuser vielfach in Farbzonen unterteilt.Vielfach sind Lagerkennzeichnungen als Etiketten an Regalen angebracht. Diese enthalten von Computern vergebene Zahlen-Kombinationen und Strichcodes, die zum Beispiel eingescannt werden können. So „kennt“ das ERP-System die vorhandenen Lagerbestände.
- Zum Verfassen von Kommentaren bitte anmelden.
7.2.5 Optimierung – Kostenreduzierung
Der Begriff „Lager“ ist heute in vielen Bereichen als Auslöser von Verschwendung und Kostenverursacher verrufen. Im Zuge von Lean Production (Schlanker Produktion) streben viele Manager danach, Material- und Warenbestände in Lagern zu reduzieren, um die ihrer Meinung nach per se zu hohen Kosten für die Bewirtschaftung zu senken. Diese Unternehmensverantwortlichen machten das Lager zudem für eine zu niedrige Flexibilität in den Logistikprozessen verantwortlich.
Diese Sichtweise ist sehr einseitig. Sie trifft vor allem für Lager zu, die schon mehr als zwei Jahrzehnte oder länger in Betrieb sind, beziehungsweise für Lager, die nicht zukunftsorientiert geplant und errichtet wurden. Bei alten Lagern ist der Aufwand für Wartung und Instandhaltung erheblich, zum Teil gibt es keine Ersatzteile mehr. Nicht zukunftsorientierte Lager können nicht an veränderte Artikel- und Behälter-strukturen, variable Umschlagsmengen angepasst werden und sie sind nicht mandantenfähig. Bei Mandantenfähigkeit (engl.: Multi-client capability) handelt es sich um Lagerverwaltungsprogramme (Bestandsführung), die Bestände verschiedener Kunden in einem Lagerverwalten und führen können – zum Beispiel bei Logistikdienstleistern.
Moderne Lager und Lagerstrukturen sind heute immer ein Bestandteil einer durchgängigen Supply-Chain-Management-Lösung (SupplyChain = Lieferkette). Das Lager ist vollständig in den Informations- sowie Warenfluss integriert und wird entweder komplett mit automatischen Systemen oder zumindest mit Unterstützung durch Datenfunk- und Leitsysteme gesteuert. Doch auch in modernen Lagern lassen sich schon nach kurzer Betriebszeit Potenziale zur Kostensenkung finden.
- Zum Verfassen von Kommentaren bitte anmelden.
7.2.6 Kostenstrukturen in Lagern und Möglichkeiten ihrer Optimierung
Gesamtlagerkosten setzen sich zusammen aus Transportkosten im Lager, Kommissionier-, Verpackungs-, Betriebs-, Bestands- und Leergutkosten. Es ist wichtig, alle diese Kosten im Einzelnen zu kennen. Wie hoch der Anteil der einzelnen Kostenart an den Gesamtkosten ist, hängt stark von den jeweiligen Funktionen ab, die das Lager zu erfüllen hat und wie stark automatisiert es arbeitet. Wer Einsparungen erzielen will, muss alle Einzelpositionen und deren Entwicklung kennen.
- Zum Verfassen von Kommentaren bitte anmelden.
7.2.7 Logistikdienstleistung
Logistik- und Postunternehmen werden auch als KEP-Dienste bezeichnet (Kurier-, Express- und Paketdienste). Diese differenzieren sich unter anderem danach, ob sie Groß- oder Kleinkunden bedienen. Weitere Abgrenzungskriterien sind unter anderem Gewicht und Volumen der Sendungen, Schnelligkeit des Güterversandes und Service. Je nach Volumen und Gewicht werden Industriegüter durch Kurier-, Express- und Paketdienste, im Stückgut- oder Sammelladungsverkehr oder auf direktem Wege im Teil- und Komplettladungsverkehr befördert.
Von Stückgut- oder Sammelladungsverkehr spricht man, wenn Industriegüter transportiert und verteilt werden sollen, die für KEP-Dienstleister zu groß oder zu schwer und für individuelle Direktfahrten wiederum zu klein sind. Von Teil- und Komplettladungsverkehr ist die Rede, wenn das zu transportierende Gut vom Absender ohne weiteren Umweg zum Empfänger transportiert wird.
- Zum Verfassen von Kommentaren bitte anmelden.
7.2.8 Logistik und Lean Management
Lean Management will „Werte ohne Verschwendung“ schaffen. Alle Aktivitäten, die für die Wertschöpfung notwendig sind, sollen optimal aufeinander abgestimmt werden, und überflüssige Tätigkeiten (Verschwendung, japanisch: „muda“) sollen vermieden werden. Lean Management überprüft und verbessert das bestehende System aus zwei Perspektiven: Aus der Sicht des Kunden, dessen Wünsche nach Verfügbarkeit, Individualität, Qualität und Preisgestaltung möglichst optimal erfüllt werden sollen, und aus der Sicht des Unternehmens selbst, das profitabel sein und darüber hinaus ständig seine Wettbewerbsfähigkeit verbessern muss. Genaue Prozessdefinitionen und Schnittstellenbeschreibungen, klare Verantwortlichkeiten, frühes Reagieren auf Fehler und einfache Organisationsmethoden führen zu stabilen Prozessen, aus denen qualitativ hochwertige Produkte entstehen.
Ein Geschäftsprozess (GP) besteht aus logisch verknüpften Einzeltätigkeiten (Aufgaben, Aktivitäten), die ausgeführt werden, um ein geschäftliches oder betriebliches Ziel zu erreichen. Ein Geschäftsprozess ist wiederholbar und mit Wertschöpfung verbunden.
Schnittstellen können zum Beispiel sein:
• Übernahme von Material in die Fertigung
• Übergabe von einem Fertigungsabschnittzu einem anderen
• Übergang der Güter vom Werkverkehr zur Spedition
Werden Schnittstellen nicht richtig definiert beziehungsweise koordiniert, so kann es zu Reibungsverlusten kommen. Mehr Information: http://www.steuerlinks.de/organisation/lexikon/schnittstelle.html
Wichtige mit Lean Management verbundene Begriffe und Prinzipien sind:
• Kontinuierlicher Verbesserungsprozess: aus dem japanischen Kaizen (jap. Kai = Veränderung, Wandel; Zen = zum Besseren) entwickelte Optimierungsstrategie. Diese bezieht alle Mitarbeiter ein.
• Standards sind Basis für Verbesserungen: Leistungsverbesserungen können nur durch die Einhaltung von Standards aufrechterhalten werden (Quelle: Kaizen-Instititute).
• Just-in-time-Produktion (JIT): Sie wird auch als bedarfssynchrone Produktion bezeichnet. Hierbei handelt es sich um ein logistikorientiertes, dezentrales Organisations- und Steuerungskonzept, bei dem Güter nur in der Stückzahl und zu dem Zeitpunkt produziert und geliefert werden, wie diese auch tatsächlich zur Erfüllung der Kundenaufträge benötigt werden. JIT-Produktion erfordert einen abgestimmten Produktions- und Materialfluss entlang einer Lieferkette (Supply-Chain). Dies kann nur durch eine enge Zusammenarbeit zwischen einem Lieferanten und einem Abnehmer erreicht werden.
• Der nachgelagerte Prozess ist der Kunde: Er bestimmt, was für ihn „richtig“ ist. Damit legt er den Wert fest, an dem Prozesse auszurichten sind (nach Bobbert, Julia [Hrsg.]: Lean Logistics – Methodisches Vorgehen und praktische Anwendung in der Automobilindustrie).
• Die Verbesserung erfolgt immer aus der Sicht des Produktes beziehungsweise des Kunden: Hierbei gelten die so genannten „5R“ als Leitsatz: Das richtige Teil muss sich in der richtigen Qualität zum richtigen Zeitpunkt, in der richtigen Menge, am richtigen Ort befinden (zitiert nach Motzko, Christoph: Praxis des Bauprozessmanagements - Termine, Kosten und Qualität zuverlässig steuern).
Wertschöpfung und Verschwendung werden getrennt: Als Verschwendung werden alle Prozessschritte bezeichnet, die nicht unmittelbar zur Wertschöpfung beitragen. Einmal angestoßen entsteht aus der Reduzierung von Verschwendung ein kontinuierlicher Verbesserungsprozess auf allen Ebenen eines Unternehmens (angelehnt an Lean-Magazin). Krisen werden als Chancen verstanden: Eine Krise muss nichts Negatives sein, sondern sollte als Chance verstanden werden, Fehler zu erkennen und abzustellen. Oft ist eine Krise ein Wendepunkt zur Neuentwicklung.
- Zum Verfassen von Kommentaren bitte anmelden.
7.3 Logistische Prozesse steuern

Abb. 7.2: schematische Darstellung einerinternationalen logistischen Kette. (Quelle: Christiani Verlag, http://www.christiani.de/pdf/77519_probe.pdf)
- Zum Verfassen von Kommentaren bitte anmelden.
7.3.1 Bestandteile der Logistik im Packmittel herstellenden Betrieb
| Betrieb | ||
| Beschaffung | Produktion | Absatz |
| Versorgungslogistik | Innerbetriebliche Logistik | Distributionslogistik |
| Stärke | Klischees | Fertigware |
| Papier | Werkzeuge | Bogenware |
| Farbe | Leim | Halbfertigware |
- Zum Verfassen von Kommentaren bitte anmelden.
7.3.2 Aspekte des Materialflusses
Häufig sind bei fehlender Logistikoptimierung folgende Schwachstellen anzutreffen:
• unstrukturierte Prozesse, schichtübergreifende Differenzen in der Versorgung,
• keine klaren Verantwortungsbereiche, unklare Übergabequalität,
• lange Fahrwege, die mit nicht konsolidierten Transporten zurückgelegt werden,
• keine Routenverkehre,
• unnötige und aufwändige Umpackprozesse,
• keine „Pull“-orientierte Materialsteuerung, die vom Kunden angestoßen wird,
• große Materialbestände in den Produktionsbereichen,
• fehlende Transparenz über den tatsächlichen Arbeitsaufwand der Mitarbeiter,
• fehlende Transparenz über die innerbetrieblichen Logistikkosten je Teil.
Konsolidieren von Transporten: Sendungen werden zunächst in Sammeldepots gebündelt (konsolidiert) und dann zu einem anderen zentralen Umschlagplatz gebracht. Von dort werden sie an die Empfänger verteilt. Dieses Prinzip reduziertden Aufwand, der bei Direktfahrten zwischen Absendern und Empfängern entstehen würde.
Pull-Orientierung: Entscheidungen über konkrete Liefermengen und Lieferzeitpunkte werden bei Pull-Systemen nicht am Produktionsstandort getroffen, sondern im Handel. Die vom Kunden gewünschte Menge wird anschließend beim Hersteller„gezogen“, so wie es das englische Verb „to pull“ (ziehen) auch sagt.
Im Gegensatz dazu steht die Push-Orientierung. Hier entscheidet der Herstelle raufgrund von Prognosen über die Liefermengen. Das Push-Prinzip (von englisch „to push“ = drü-cken) wird zum Beispiel bei der Markteinführung eines Produktes oder bei der Produktion von Ersatzteilen angewendet.
Um Logistikkosten zu sparen, sollten Waren eine klar festgelegte Wertschöpfungskette durchlaufen, statt immer wieder in die Hand genommen zu werden. Abbildung 7.3 zeigt beispielhaft Verschwendung von Ressourcen in der Logistik (links) und einen effzienten Ablauf (rechts) nach dem Pull-(Zieh-)Prinzip.

Abb. 7.3: Ineffiziente und effiziente Logistik (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
7.3.3 Innerbetriebliche Logistikprozesse
Als Intralogistik bezeichnet man die logistischen Material- und Warenflüsse, die sich innerhalb eines Betriebsgeländes abspielen. Der Begriff wurde definiert, um eine Abgrenzung zum Warentransport außerhalb eines Werkes zu schaffen, zum Beispiel durch eine Spedition.
Aus der Historie des innerbetrieblichen Materialflusses kann man eine enge Verknüpfung mit dem logistischen Gedanken ableiten: Logistikwissenschaftler sehen im Auftauchen der automatisierten Hochregallager- und Warenverteilsysteme Mitte des 20. Jahrhunderts den Zeitpunkt, zu dem aus dem einfachen Transportieren, Umschlagen, Lagern innerhalb eines Unternehmens eine logistische Leistung wurde.
Die wachsende Globalisierung der Märkte hat immer mehr deutsche Unternehmen dazu bewegt, technische Lösungen und Konzepte im Bereich der Automatisierung zu entwickeln, um sich vor der Konkurrenz von Herstellern aus Billiglohnländern zu schützen. Dieser wachsende Automatisierungsgrad in der Intralogistik wurde überwiegend durch wachsende Leistungsfähigkeit (Geschwindigkeit und Kompatibilität) bei Rechnern und Steuerungen erreicht. Das erste Einsatzgebiet von Rechnern in der Logistik war die Lagerverwaltung. Die Aufgabe der ersten EDV-gestützten Lagerverwaltungssysteme ähnelte der eines Buchhalters, der lediglich Warenein- und -ausgänge verbucht und nicht steuernd in die Prozessabläufe eingreift.
Neuere Generationen von Lagerverwaltungssystemen wurden geprägt durch technische Innovationen im Bereich der
• relationalen Datenbanken,
• leistungsfähigeren Hardware- und Betriebssysteme,
• Vernetzungstechniken (z.B. mit Werkstückförderer),
• Strichcodes sowie strichcodefähigen Drucker und Strichcode-Lesegeräte,
• mobilen Peripherie und durch
• hochverfügbare Systeme mit geringen Ausfallquoten.
Das relationale Datenbankmodell ist das am weitesten verbreitete Modell, das in der Datenbankentwicklung als Standard genutztwird. Relationale Datenbanken sind Sammlungen von Tabellen und Beziehungen (Relationen), die miteinander verknüpft sind. Jede Zeile (auch Tupel genannt) in einer Tabelle ist ein Datensatz (record). Jedes Tupel besteht aus einer großen Reihe von Attributen (Eigenschaften), den Spalten der Tabelle. Ein Relationsschema legt dabei die Anzahl und den Typ der Attribute für eine Tabelle fest. Vertiefende Informationen gibt es hier: http://www.datenbanken-verstehen.de/datenbank-grundlagen/datenbankmodell/relationales-datenbankmodell/
Der Grad der erforderlichen Automatisierung hängt auch davon ab, wie hoch der Durchsatz in einem Lager und wie hoch die Warenvielfalt dort ist. Geht die Betrachtung von den Geschäftsprozessen eines Distributions- bzw. Handelszentrums aus, so gibt es zwischen dem Wareneingang und dem Warenausgang immer die Prozesse "Lagern", "Transport" und Auftragsabwicklung. DIe heute erreichte
Entwicklung der objektorientierten Softwaretechnik und die zunehmende Durchdringung der industriellen Softwareproduktion ermöglichen einen hohen Wiederverwendungsgrad und eine hohe Anpassungs-fähigkeit hinsichtlich zukünftiger Anforderungen.
- Zum Verfassen von Kommentaren bitte anmelden.
7.3.4 Güter im Betrieb transportieren
In der Logistik gibt es verschiedene Hilfsmittel, um Güter zu transportieren. In den meisten Fällen werden Paletten mithilfe von Staplern bewegt.

Abb. 7.4: Stapler und Hubwagen (Quelle: Eigene Darstellung)
Beim Fahren eines Staplers ist Vorsicht geboten. Mehr Informationen dazu gibt es hier:
https://www.youtube.com/watch?v=dJdCJMyBi5I
- Zum Verfassen von Kommentaren bitte anmelden.
7.4 Arbeits- und Unfallschutz
7.4.1 Vorschriften, Rechte und Pflichten
Der allgemeine Arbeitsschutz soll Leben und Gesundheit der Arbeitnehmer schützen, ihre Arbeitskraft erhalten sowie die Arbeit menschengerecht gestalten. Sicherheitsvorschriften kann der Arbeitgeber per Dienstanweisung erlassen. Sie können auch durch eine Betriebsvereinbarung in Kraft gesetzt werden. In beiden Fällen sind sie für die Arbeitnehmer verbindlich. Elementare Sicherheitsvorschriften, die vor erheblichen Gesundheitsgefahren schützen sollen, sind unbedingt einzuhalten. Wer dagegen verstößt, riskiert arbeitsrechtliche Konsequenzen bis hin zur fristlosen Kündigung des Arbeitsverhältnisses.
Das deutsche Arbeitsschutzsystem ist durch eine duale Struktur gekennzeichnet. Es besteht aus dem staatlichen Arbeitsschutz (Bund und Länder) und den selbstverwalteten Unfallversicherungsträgern. Der Staat erlässt Gesetze, Verordnungen und Regeln staatlicher Ausschüsse. Die Unfallversicherungsträger erlassen nach Bedarfsprüfung und mit Genehmigung von Bundesregierung und Ländern eigene Unfallverhütungsvorschriften.
Die Aufsicht und die Beratung der Betriebe erfolgt durch die Aufsichtspersonen der zuständigen staatlichen Aufsichtsbehörden (Länder) und der Unfallversicherungsträger (Quelle für die Inhalte: Europä-ische Agentur für Sicherheit und Gesundheitsschutz am Arbeitsplatz, redaktionell bearbeitet). Dazu zählen insbesondere die gewerblichen Berufsgenossenschaften und Unfallkassen.
Relevant für den Arbeitsschutz sind auch Normungen und Regelungen des DIN, der VDE und Richtlinien des VDI. Das Deutsche Institut für Normung e. V. (DIN) ist die bedeutendste nationale Normungsorganisation in der Bundesrepublik. Die unter der Leitung von Arbeitsausschüssen dieser Normungsorganisation erarbeiteten Normen werden als DIN-Normen be zeichnet. Das DIN ist ein eingetragener Verein und wird privatwirtschaftlich getragen. Nicht nur klassische DIN-Normen beschreiben den Stand der Technik, zum Beispiel in Bezug auf die Sicherheit von Produkten. Auch mehr als 1800 nationale Richtlinien des Vereins Deutscher Ingenieure (VDI) sind anerkannte Regeln derTechnik, die unter anderem den Arbeitsschutzbetreffen. (Quelle: Kommission für Arbeitsschutz und Normung, KAN)
Wichtig ist auch:
• Die sicherheitstechnischen Anforderungen an Maschinen, Anlagen, Werkzeugen etc. müssen erfüllt sein.
• Arbeitsschutz ist eine Aufgabe des Arbeitgebers und der Arbeitnehmer gleichermaßen.
• Der Arbeitgeber hat zum Beispiel dafür Sorge zu tragen, dass bestimmte Arbeitsplätze beziehungsweise Arbeitsverfahren in puncto Arbeitsschutz überprüft und kontrolliert werden.
• Er muss auch Maßnahmen einleiten, um weitere Arbeitsunfälle oder Berufskrankheiten zu unterbinden.
• Jeder Arbeitnehmer muss vor seinen Arbeitsantritt Unterweisungen von einem seiner Vorgesetzten erhalten.
• Die Arbeitnehmer haben allerdings auch selbst die Pflicht, Unfallgefahren am eigenen Arbeitsplatz einzudämmen. So ist es im Lager grundsätzlich Pflicht, die vorhandenen Schutzausrüstungen zu nutzen – zum Beispiel Sicherheitsschuhe, um Verletzungen an den Füßen zu vermeiden, wenn schwere Teile herunterfallen
• Streng verboten und ein möglicher Kündigungsgrund ist der Konsum von Drogen oder Alkohol im Lager.
Der Arbeitgeber muss Schutzausrüstung bereitstellen und dafür sorgen, dass diese auch getragen wird! Im Lager handelt es sich dabei zum Beispiel um:
• Warnkleidung,
• Wetterschutzkleidung (Jacke, Mütze),
• Hautschutzmittel,
• Kopfschutz (Schutzhelme, Haarnetze),
• Sicherheitsschuhe,
• Brillen und Masken,
• Gehörschutz (schalldämpfende Kopfhörer) und
• Arbeitskleidung (Handschuhe, Arbeitsanzug).
Laut Unfallverhütungsvorschrift muss der Arbeitgeber die folgenden Zeichen aufstellen:
• Verbotszeichen
• Rettungszeichen
• Gebotszeichen
• Warnzeichen
• Brandschutzzeichen
- Zum Verfassen von Kommentaren bitte anmelden.
7.4.2 Für die Gefahrenabwehr wichtige Zeichen im Betrieb

Abb. 7.5: Diese Zeichen muss man kennen und interpretieren können. (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
7.5 Art der Eingangslager
7.5.1 First in – First out
First In – First Out (engl. der Reihe nach) wird häufig abgekürzt mit FIFO. Es ist gleichbedeutend mit „First come, first served“ beziehungsweise FCFS. Das bedeutet auf deutsch: Wer zuerst kommt, mahlt zuerst, FIFO und FCFS bezeichnen alle Verfahren der Speicherung, bei denen diejenigen Elemente, die zuerst gespeichert wurden, auch zuerst wieder aus dem Speicher entnommen werden. Eine solche Datenstruktur wird auch als (Warte-)Schlange bezeichnet. Weitere mögliche Prinzipien:
• „Highest In – First Out“-Verfahren (HIFO): Hier wird das Element zuerst entnommen, das den höchsten Wert besitzt.
• „Lowest In – First Out“-Verfahren (LOFO): Hier wird zuerst das Element mit dem niedrigsten Wert entnommen.
In der Warenwirtschaft ist der FIFO-Standard am stärksten verbreitet. Denn die zuerst gelagerten Bestände sollten nach Möglichkeit auch zuerst verbraucht werden.
- Zum Verfassen von Kommentaren bitte anmelden.
7.5.1.1 Warenwirtschaft
Im Bereich der Warenwirtschaft ist FIFO das übliche Verfahren, da die ältesten (zuerst gelagerten) Bestände auch nach Möglichkeit zuerst verbraucht werden sollten. Bei der Lagerung von Schüttgütern wird das FIFO-Prinzip durch ein Silo nur annähernd erfüllt. Waren mit einem Mindesthaltbarkeitsdatum beziehungsweise Verfallsdatum werden in der Regel nach dem FEFO-Verfahren (First Expired – First Out) ausgelagert. Für nicht verderbliche Schüttgüter hingegen wird die kostengünstigere Lagerung in Halden angewendet, die nur wieder von oben abgetragen werden können, also nach dem LIFO-Verfahren betrachtet werden. Der Unterschied zwischen beiden Verfahren ist insbesondere für die Bestandsbewertung wichtig.
Von der Warenwirtschaft unterschieden wird betriebliche Buchhaltung. Hier bedeutet FIFO die Verbuchung von Warenzugängen zu historischen Kosten und die Bewertung des Lagerwertes nicht nach durchschnittlichen Kosten (Durchschnittskosten × alter Bestand + Ist-Kosten × hinzukommender Bestand/Gesamtbestand), sondern nach den Ist-Kosten des ältesten noch nicht verbrauchten Warenzugangs.
- Zum Verfassen von Kommentaren bitte anmelden.
7.5.1.2 Produktionstechnik
In der Produktionstechnik/Produktionssteuerung wird FIFO verwendet, um zwei Prozesse miteinander zu verknüpfen. Verknüpfen bedeutet hier: Der Nachfolgeprozess steuert den Vorgängerprozess, ohne dass irgendwelche ERP-Werkzeuge (Enterprise Resource Planning) benötigt werden. Wie in der Definition bereits angesprochen, geht es bei FIFO darum, dass jene Ware, die zuerst im Zulauf gelagert wird, auch als erstes verbraucht wird.
ERP/Enterprise Resource Planning: Darüber steuern Unternehmensverantwortliche Ressourcen wie Kapital, Personal, Betriebsmittel, Material, Informations- und Kommunikationstechnik und IT-Systeme. Durch rechtzeitige und bedarfsgerechte Planung und Steuerung sollen alle Abläufe ständig optimiert und so die Wertschöpfung gesteigert werden.
Die Lagerung der Ware bezieht sich allerdings nur auf kurze Zeiträume. In der Regel geht es darum, die Versorgungssicherheit der Nachfolgeprozesse sicherzustellen, damit es hier nicht zu Stillständen kommt. Angewendet wird diese Systematik, wenn der Lieferprozess schnellere Taktzeiten ausführt oder wenn der Lieferprozess für mehrere Produkte benötigt wird.
- Zum Verfassen von Kommentaren bitte anmelden.
7.5.2 Last In – First Out
Last In – First Out bedeutet auf deutsch „zuletzt herein – zuerst hinaus“. Abgekürzt spricht man von LIFO. Dabei werden die jüngsten Bestände zuerst verbraucht. Bei der LIFO-Bewertung im Rechnungswesen wird diese Annahme nur fiktiv für Bewertungszwecke vorgenommen. Effektiv beziehungsweise physisch kann aber auch eine andere Lagerbewirtschaftung gewählt worden sein (z.B. FIFO).
Prinzip

Abb. 7.6: Darstellung eines Stacks(Stapels) mit den 4 Schritten (Quelle: Eigene Darstellung)
1) in (A),
2) „in“ (B),
3) „out“ (B),
4) „out“ (A)
Das LIFO-Prinzip ähnelt einem vertikalen Bücherstapel. Elemente werden in der entgegengesetzten Reihenfolge abgerufen, in der sie zuvor abgelegt wurden – das heißt: Das erste beziehungsweise unterste Element wird als Letztes abgerufen. Die Operation, bei der ein neues Objekt auf den Stapel gelegt wird, nennt man „Push“. Bei der Operation „Pop“ wird das oberste Objekt (Top of Stack) gelesen und gleichzeitig gelöscht. Sollte das oberste Objekt nur gelesen und nicht gelöscht werden, so wird eine Operation namens „Top“ oder „Peek“ benutzt.
Die Bezeichnungen Push und Pop entstanden aus der Ähnlichkeitzu einem Stapel von Tabletts in einer Cafeteria: Wird ein Tablettauf den Stapel gestellt, so wird der Stapel hinuntergedrückt (english „to push“ für„drücken“); wird ein Tablett vom Stapel entfernt, so „poppt“ der Stapel nach oben.
- Zum Verfassen von Kommentaren bitte anmelden.
7.5.3 First Expired – First Out-Prinzip
First Expired – First Out (deutsch etwa: „Zuerst ablaufend – zuerst raus“), häufig abgekürzt mit FEFO, bezeichnet ein Verfahren der Lagerung, bei der Elemente, die zuerst ablaufen, zuerst ausgelagert werden. Es unterscheidet sich vom verwandten FIFO-Prinzip, weil nicht der Zeitpunkt der Einlagerung beziehungsweise des Wareneingangs, sondern das Mindesthaltbarkeitsdatum beziehungsweise das Verfallsdatum vorrangig entscheidend für die Reihenfolge der Entnahme ist.
- Zum Verfassen von Kommentaren bitte anmelden.
7.5.4 Wareneingangskontrolle
Im Rahmen der Wareneingangskontrolle werden alle angekommenen Waren daraufhin überprüft, ob das richtige Produkt in der richtigen Anzahl und in einem ordnungsgemäßen Zustand eingetroffen ist.
- Zum Verfassen von Kommentaren bitte anmelden.
7.6 Codierungen – Kennzeichnungen
7.6.1 Barcodes

Abb. 7.7: Barcode (Quelle: Eigene Darstellung)
Als Strichcode, Balkencode, Streifencode oder Barcode wird eine optoelektronisch lesbare Schrift bezeichnet, die aus verschieden breiten parallelen Strichen und Lücken besteht. „Bar“ kommt in diesem Fall vom englischen Wort „bar“ für „Balken“. Der Begriff „Code“ steht hierbei nicht für Verschlüsselung, sondern für die Abbildung von Daten in binären Symbolen. Die Daten in einem Strichcode werden mit optischen Lesegeräten, wie zum Beispiel Barcode-Lesegeräten (Scanner) oder Kameras, maschinell eingelesen und elektronisch weiterverarbeitet.
Mehr zu diesen sog. 2 D-Codes gibt es hier.
Aktuelle Leifäden, bereitgestellt von Keyence, gibt es hier.
Weitere Leitfäden gibt es hier direkt zum Download:
Leitfaden zur Implementierung von 2D-Codes, Band 1.
Leitfaden für die Überprüfung von 2D-Codes.
Verifizierungsleitfaden für 1D- und 2D-Codes.
Leitfaden für die direkte Teilemarkierung.
Heute sind Etiketten mit Barcodes in der Logistik weit verbreitet. Sie könnten in Zukunft von der RFID-Technik überholt werden. Mit Transpondern können dabei auf winzige Chips gespeicherte Daten ausgelesen werden, die zu einem Produkt gehören. Auf diesen Chips können wesentlich mehr individuelle Informationen zu einem Produkt hinterlegt werden. Anders als Barcodes, die sich in Sichtweite befinden müssen, um mit einem Lesegerät ausgelesen werden zu können, können RFID-gekennzeichnete Waren überall im Raum gefunden und identifiziert werden.
- Zum Verfassen von Kommentaren bitte anmelden.
7.6.2 RFID
RFID steht für „radio-frequency identification“. Im Deutschen steht dies für „Identifizierung mithilfe elektromagnetischer Wellen“. Mit dieser Technologie für Sender-Empfänger-Systeme lassen sich Objekte automatisch und berührungslos durch Radiowellen identifizieren und lokalisieren. Das erleichtert die Datenerfassung sehr.
Ein RFID-System besteht aus einem Transponder (umgangssprachlich auch Funketikett genannt), der sich am oder im Gegenstand beziehungsweise Lebewesen befindet und einen kennzeichnenden Code enthält. Dieser Code kann mit einem Lesegerät ausgelesen werden.
RFID-Transponder können so klein wie Reiskörner sein und implantiert werden, etwa bei Haustieren. Darüber hinaus können RFID-Transponder über ein spezielles Druckverfahren stabiler Schaltungen aus Polymeren hergestellt und so in Etiketten integriert werden. Die Vorteile dieser Technik ergeben sich aus der Kombination der geringen Größe, der unauffälligen Auslesemöglichkeit (zum Beispiel beim 2010 neu eingeführten Personalausweis) und dem geringen Preis der Transponder (teilweise im Cent-Bereich). Diese neue Technik kann den heute noch weit verbreiteten Barcode ersetzen.

Abb. 7.8: RFID-Etikett (Quelle: Wikipedia)
Die Kopplung geschieht durch vom Lesegerät erzeugte magnetische Wechselfelder geringer Reichweite oder durch hochfrequente Radiowellen. Damit werden nicht nur Daten übertragen, sondern der Transponder wird auch mit Energie versorgt. Nur wenn größere Reichweiten erzielt werden sollen und die Kosten der Transponder nicht entscheidend sind, werden aktive Transponder mit eigener Stromversorgung eingesetzt.
Das Lesegerät enthält eine Software, die den eigentlichen Leseprozess steuert, und eine RFID-Middleware mit Schnittstellen zu weiteren EDV-Systemen und Datenbanken.
- Zum Verfassen von Kommentaren bitte anmelden.
7.6.3 RFID versus Barcode
Über die bislang verwendete EAN-Nummer des Barcodes kann lediglich die Art des Artikels identifiziert werden. EAN heißt European Article Number: Sie stellt eine international unverwechselbare Produkt-kennzeichnung für Handels-artikel dar. Zusätzliche Informationen oder Unterscheidungsmerkmale für jedes einzelne Produkt können damit nicht gespeichert werden. Dies ist mit der Transponder-Technologie möglich, und das wird als deren wesentlicher Vorteil gesehen.
Die Entsprechung zur EAN ist bei RFID der Electronic Product Code, kurz: EPC. Die zentrale Vergabe von Nummernkontingenten durch EPC-Global sorgt für eine weltweit eindeutige Identifikation von Waren. Die folgende Tabelle informiert über die wesentlichen Unterschiede von RFID-Tags gegenüber Barcodes:
| Barcode | RFID (Smart Label) |
| Nicht beschreibbar | Wiederbeschreibbar |
| Direkte Sichtverbindung erforderlich | Funkübertragung ohne Sichtkontakt |
| Lesefehler durch Schmutz / Beschädigung möglich | Umweltresistent |
| Leserate ca. 90% | Leserate ca. 99% |
| 12–15 Zeichen | Speicherung von aktuell 96 KB |
| Handscannen in der Regel erforderlich | Automatisches Lesen durch Gates |
| Nur Einzelscannung möglich | Bulk-Read, stapelweise Lesen |
| Sehr kostengünstig | Teurer, ca. 25 Cent für passive Tags |
Die zunehmende Einführung von RFID wird jedoch die Kennzeichnung durch Barcodes nicht vollständig ersetzen. Zwar entstehen grundsätzlich neue Möglichkeiten der Identifikation, in bestimmten Fällen kann es aber aus Kostengründen vorteilhafter sein, auf die konventionellen Barcodes zurückzugreifen.
- Zum Verfassen von Kommentaren bitte anmelden.
7.6.4 Bildzeichen auf Verpackungen
Bildzeichen auf Verpackungen dienen dazu, die Handhabung zu vereinfachen, indem zum Beispiel ein Glas für zerbrechliche Ware auf die Verpackung gedruckt wird.

Abb. 7.9: Bildzeichen auf Verpackungen (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
7.7 Konditionierung
7.7.1 Definition in Bezug auf die Verarbeitungsmaterialien
Die Definition: Fachsprachlich ist bei der Konditionierung davon die Rede, einen Werkstoff oder Ähnliches vor der Bearbeitung an eine Bedingung anzupassen. Papier zum Beispiel wird vor dem Drucken an die Feuchtigkeit und Temperatur des Raumes angepasst.
- Zum Verfassen von Kommentaren bitte anmelden.
7.7.2 Einfluss von Feuchte
Wellpappe und Karton, die vielfach in der Lagerwirtschaft eingesetzt werden, sind aus pflanzlichen Fasern hergestellt. Deshalb sind sie hygroskopisch (ziehen Wasser an) und neigen zu Quellungen. Zudem verschlechtern sich die statischen (Stapel-)Eigenschaften, weil das Material weich wird. Durch unsachgemäße Lagerung und Ladungspflege können Dimensionsänderungen (Quellen), Deformierungen (Welligwerden) und Festigkeitsminderungen (Reißen) eintreten. Schäden sind irreversibel, da es bei Trocknung infolge innerer Spannungen zum Verziehen und zur Fleckenbildung (Trocknungsränder) beziehungsweise zum Platzen und zu Rissbildung kommt.
Deshalb müssen Wellpappe und Karton vor Feuchtigkeit geschützt werden. Das heißt: In Lagerräumen muss auf das Raumklima geachtet werden. Die optimale relative Luftfeuchte für Wellpappe beträgt bei ge-mäßigtem Klima 65 Prozent (Quelle: Fachinformationen der deutschen Transportversicherer).
In Abhängigkeit von der Temperatur kann ein bestimmtes Luftvolumen nur eine gewisse Höchstmenge Wasserdampf aufnehmen. Das geläufigste Maß für die Luftfeuchtigkeit ist die relative Luftfeuchtigkeit, angegeben in Prozent (%). Sie gibt für die aktuelle Temperatur und den aktuellen Druck das Verhältnis des momentanen Wasserdampfgehalts zum maximal möglichen Wasserdampfgehalt an. Steigt die Temperatur, so kann die Luft mehr Wasserdampf binden. Je tiefer die Temperatur, umso weniger.
- Zum Verfassen von Kommentaren bitte anmelden.
7.8 Kommissionieren
7.8.1 Definition
Kommissionierung ist das Zusammenstellen von bestimmten Teilmengen (Artikeln) aus einer bereitgestellten Gesamtmenge (Sortiment) aufgrund von Aufträgen. Dabei kann es sich um einen Kundenauftrag oder auch um einen Produktionsauftrag handeln. Der Mitarbeiter, der den Auftrag zusammenstellt, wird als Kommissionierer, Picker oder Greifer bezeichnet. Picker kommt aus dem Englischen von „to pick“. Das heißt auch „greifen“.
- Zum Verfassen von Kommentaren bitte anmelden.
7.8.2 Gründe einer Kommissionierung
In einem Lager ist die Kommissionierung die wichtigste Aufgabe. Die Waren werden laut Auftrag (heißt auch: Kommission) zusammengestellt. Auf einer Kommissionierliste stehen Daten wie Lagerort, Artikel-bezeichnung und Entnahmemenge.
Die Entnahme der einzelnen Artikel/Waren wird in Greifeinheiten erfasst („Picks“). Mit der Messung der Greifeinheiten wird die Arbeitsleistung der Kommissionierer gemessen. Für die Entnahme von Waren, also für eine Kommissionierung, gibt es verschiedene Gründe. Außerbetriebliche Gründe sind – natürlich – Kundenbestellungen oder auch Kundenreklamationen, die zu Neulieferungen führen. Innerbetriebliche Gründe einer Warenentnahme sind Anforderungen der Produktion, Sortimentsänderungen, das Auffüllen des Verkaufs- oder Kommissionier-Lagers, Umlagerungen von Artikeln und die Inventur.
- Zum Verfassen von Kommentaren bitte anmelden.
7.8.3 Systematik der Kommissionierung
Das Kommissioniersystem besteht aus dem Zusammenwirken dreier Faktoren:
• Informationsflusssystem
• Materialflusssystem
• Organisationssystem
Beim Informationsfluss geht es um die Auftragserfassung, die Feststellung der Lieferfähigkeit, die Aufbereitung des Auftrages beziehungsweise die Bestellung zu einem Kommissionierauftrag, die Weitergabe des Auftrages an den Kommissionierer, das Quittieren der Entnahme und das Verbuchen in der Warenentnahme.
Beim Materialfluss geht es um die Bereitstellung und Entnahme der Ware, die Kontrolle der kommissionierten Artikel sowie die Abgabe und Versandvorbereitung der Kommission.
Beim Organisationssystem geht es zum Beispiel um die Frage, in welcher Reihenfolge die Aufträge bearbeitet werden.

Abb. 7.10: Kommissioniersysteme (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
7.8.4 Kommissionier-Methoden
Als Kommissioniermethoden kommen hauptsächlich die folgenden drei zum Einsatz:
• auftragorientierte, serielle Kommissionierung
• auftragorientierte, parallele Kommissionierung inklusive der Variante mit Übergabestelle
• serienorientierte, parallele Kommissionierung
Auftragsorientierte, serielle Kommissionierung
Bei der auftragsorientierten, seriellen Kommissionierung arbeitet meist ein und derselbe Kommissionierer jeder Auftrag separat und Position um Position ab. Diese Methode stellt die einfachste Kommissioniermethode dar. Hierbei können die einzelnen Kommissionieraufträge ohne weitere Bearbeitung direkt kommissioniert werden.
Auftragsorientierte, serielle Kommissionierung mit Übergabestelle
Kommissionierer A entnimmt für den Auftrag die Artikel aus der Lagerzone 1 und übergibt den Auftrag sowie die entnommenen Artikel an den Komissionierer B usw. Bei dieser Kommissioniermethode durch-läuft also jeder Auftrag eine Lagerzone nach der anderen.
Auftragsorientierte, parallele Kommissionierung
Um eine auftragsorientierte, parallele Kommissionierung durchführen zu können, muss der Kommissionierauftrag in mehrere Teile gesplittet werden. Diese einzelnen Auftragsteile werden dann von mehreren Kommissionierern, häufig in räumlich getrennten Lagerbereichen, zeitgleich bearbeitet und an einem Zusammenführungsplatz abgelegt.
Serienorientierte, parallele Kommissionierung
Die serienorientierte, parallele Kommissionierung ist ohne den Einsatz eines EDV-Systems kaum umsetzbar. Dabei werden mehrere Aufträge gleichzeitig in mehreren Lagerbereichen bearbeitet. Eine Besonderheit dabei ist, dass Teile, die im zu kommissionierenden Auftrag enthalten sind, auch gleich mit den zeitgleich zu kommissionierenden Aufträgen abgeglichen werden und sofort mit ausgelagert werden. Somit werden nicht bei jedem Auftrag immer wieder dieselben Lagerplätze angefahren, auf denen die am häufigsten benötigten Teile liegen. Es wird also die benötigte Gesamtmenge entnommen und auf die einzelnen Aufträge aufgeteilt. (Quelle für diesen Absatz: Logistik-Wiki.de, redaktionell bearbeitet)
- Zum Verfassen von Kommentaren bitte anmelden.
7.9 Konfektionieren
7.9.1 Definition
Als Konfektionieren bezeichnet man in der Produktion und Technik jegliche Art von Aufteilung, Längeneinteilung oder Festlegung anwendungsspezifischer Endstücke und Abmessungen. Die Person, die diese Arbeiten durchführt, heißt Konfektionär. Dieser Begriff kommt aus der Textilindustrie. Hier bezeichnete er den Facharbeiter, der Muster entwickelt sowie den Zuschnitt und die gesamte Produktion bis zur Verpackung des fertigen Teils überwacht. Der Begriff des „Konfektionierens“ wurde später auf vergleichbare Arbeiten in anderen Industriebereichen übertragen.
Hier geht es zum Beispiel um:
• den Zuschnitt eines Kabels (elektrisches Kabel oder Lichtwellenleiter) und das Anbringen der Steckverbinder,
• die Verpackung von Kleinteilen,
• das Ausführen einer Verpackungsart – hierzu gehören Rolle, Bündel bei Kabeln und Seilen, Blisterverpackung und Schachtel.
- Zum Verfassen von Kommentaren bitte anmelden.
7.9.2 Konfektionieren mit Paletten
Palettendisplays werden mit Ware befüllt („konfektioniert“) angeliefert. Sie dienen als Versandverpackung und zugleich zur Präsentation von Waren. Standard-Grundflächen sind 40 x 60 cm („1/4-Palette“) oder 60 x 80 cm (halbe Palette, auch Displaypalette, EUR 6-Palette oder Düsseldorfer Palette genannt). Es gibt auch abweichende Palettenmaße. Es gibt Ein- und Mehrwegpaletten. Die Konfektionierung auf Paletten hat sich heute durchgesetzt. Paletten können heute mit RFID-Chips ausgestattet und so in der Logistik automatisch und damit kostensparend verwaltet werden.
- Zum Verfassen von Kommentaren bitte anmelden.
7.9.3 Paletten mit RFID-Technologie

Abb. 7.11: schematische Darstellung einer Palette mit RFID-Chip (Quelle: www.world-pallet.com)
Wird in eine Palette ein RFID-Chip eingebaut, so kann diese automatisch erfasst und verwaltet werden – und zwar ohne Sichtkontakt zwischen Datenträger und Lesegerät. Das steigert die Effizienz und spart Kosten.
- Zum Verfassen von Kommentaren bitte anmelden.
Best Practice Beispiele der Firma psb zu Intralogistik
PDFs
- Automatisches Kommissionier und Vorratslager
- Automatischer Warentransport im Bundeswehrkrankenhaus
- Flexible Lösungen für effiziente Produktionsversorgung
- Distributionszentrum für elektrotechnische Installationselemente
- Rationelles Lager- und Kommissioniersystem
- Automatisches Paletten- und Behälterlagersystem
- Leistungsstarker Multi-Channel-Vertrieb
- Hochleistungs-Intralogistik für den E-Commerce
- Just-in-Sequence – Fertigung von PKW-Sitzgarnituren
- Modernes Logistikzentrum für optoelektronische Teile
- Distributionszentrum für hochwertige Schreibgeräte
- Produktionslogistik - Hochleistungs-Intralogistik
- Multifunktionale Distribution von Hänge- und Liegeware
- Hocheffiziente E-Commerce Lösung mit fortschrittlichem Retouren-Management
- Trolleylose Hängefördertechnik
- Eingassiges AKL mit direkter Versorgung der Produktion
- Lager- und Kommissioniersystem für Fahrräder
- Flexibles Puffer- und Sequenziersystem
- Flexible Produktion von Großgetrieben
- Distributionszentrum zur Verteilung von Kristallwaren
- Distributionszentrum für hochwertige Tiernahrung
- Lagersystem für Backwaren im Tiefkühlbereich
- Effiziente Shuttle-Technik für bis zu vierfachtiefe Kartonlagerung
Videos (Achtung: Große Dateien)
- API Computerhandelsgesellschaft
- Hager Group
- Kopp Verlag
- Krämer Pferdesport
- Kräuterhaus Sanct Bernhard
- Mayoral
- Montblanc
- Maschinenfabrik Reinhausen
- New Look I
- New Look II
- SEW Eurodrive
- Vet-Concept
- Wentronic I
- Wentronic II
- Wentronic III
- wolfkraft I
- wolfkraft II
- Zum Verfassen von Kommentaren bitte anmelden.
Handbuch Elektrostatik
Das Handbuch der Elektrostatik - bereitgestellt von Keyence.
- Zum Verfassen von Kommentaren bitte anmelden.
LF 8: Packmittel entwickeln und Produktionsprozesse planen
- Zum Verfassen von Kommentaren bitte anmelden.
8.1. Computer-aided design
8.1.1 Definition, Möglichkeiten und Funktionsweise
Das folgende Kapitel beschäftigt sich mit der Geschichte von CAD-Systemen und den Möglichkeiten, die in solch einem System stecken (CAD = computer-aided design. Deutsch: rechnerunterstütztes Konstruieren oder Zeichnen am Bildschirm). Nach der Einführung der ersten Personal Computer in den 1980er-Jahren installierten die Entwicklungsabteilungen der Verpackungsindustrie auch die ersten CAD-Systeme. Diese benötigten damals noch eine spezielle Hardware und waren mit der EDV von Verwaltung oder Produktion nicht kompatibel. Der Durchbruch und der Einzug in die meisten Entwicklungsabteilungen gelang in den 1990er-Jahren, als es möglich wurde, mit CAD-Programmen auf den inzwischen leistungsfähigeren Standard-PCs zu arbeiten.

Abb. 8.1: Beispiel einer CAD-Arbeitsfläche (Quelle: Eigene Darstellung)
Es gibt eine große Anzahl von CAD-Programmen für die verschiedensten Branchen. Das erste und wohl bekannteste System ist sicher AutoCAD. AutoCAD ist ein vektororientiertes Zeichenprogramm. Es kam Ende 1982 auf den Markt und hat inzwischen viele Updates hinter sich. Inzwischen gibt es ein breites Angebot verschiedener Hersteller von CAD-Programmen speziell für den Verpackungsbereich. Durch die Verwendung dieser CAD-Programme ist es heute möglich, Konstruktionen am Bildschirm zweidimensional (2D) wie auch dreidimensional (3D) zu entwickeln und darzustellen. CAD-Programme ermöglichen am Bildschirm auch Drehungen in drei Dimensionen. So kann das entwickelte Objekt aus jedem gewünschten Winkel betrachtet werden. CAD-Programme gibt es inzwischen für alle gängigen Betriebssysteme wie Windows, Mac OS X oder Linux. In der Regel ist dazu keine spezielle Hardware erforderlich. Die Bedienung erfolgt über eine Tastatur, durch Auswahlmenüs mittels Maus oder ein Grafiktablett (externe Menüauswahl). Für besondere Aufgaben (zum Abtasten von unregelmäßigen Konturen) kann auch ein Digitiser angeschlossen werden (Digitiser = Tablett zur Erfassung unregelmäßiger Punkte auf einer Vorlage). Die Tools (Werkzeuge) eines CAD-Programms sind branchenabhängig. Auch die Arbeitsweise ist sehr unterschiedlich. Anfangs wurde über Koordinatenangaben ohne grafische Unterstützung gearbeitet. Dann folgte das linienorientierte Arbeiten wie am Reißbrett. Heute ar-beitet man mehr flächen- oder körperorientiert. Bedingt durch die Vernetzung von CAD, ERP und DTP sowie die hohen Qualitätsansprüche moderner Abpackautomaten sind die Voraussetzungen und Anforderungen bei der Erstellung von Verpackungen gestiegen.
ERP = Enterprise-Resource-Planning. Das steht für die Vernetzung aller Geschäfts- und Produktionsprozesse, die für die Durchführung eines Auftrages notwendig sind, über eine gemeinsame Software. Software-Anbieter sind hier zum Beispiel SAP, Oracle und Sage. DTP = Desktop-Publishing. Frei übersetzt steht das für grafisches Gestalten am Bildschirm mithilfe einer Software.
Da bei der Konstruktion von Verpackungen neben den Konstruktionsdaten automatisch weitere Daten anfallen, werden diese den nachfolgenden Abteilungen wie Kalkulation oder Einkauf zur Verfügung gestellt. Beispiel einer typischen Arbeitskarte aus der Verpackungsentwicklung:

Abb. 8.2: Arbeitskarte mit allen wichtigen Angaben zu einer neu konstruierten Verpackung. Alle Daten aus der Verpackungskonstruktion werden in einer Arbeitskarte zusammengefasst. Diese dient als Arbeitsgrundlage für andere Abteilun-gen in den Unternehmen. (Quelle: Eigene Darstellung)
Bei durchgängigen System-Vernetzungen geben ausgereifte Standards gewisse Parameter für Kalkulationsformeln im Hintergrund automatisch weiter. Dazu gehören zum Beispiel Leimverbrauch, Packmaße, Werkzeugkosten und vieles mehr. Um Insellösungen und unnötige Mehrarbeit durch Doppeleingaben von Daten zu vermeiden, ist die Anbindung von CAD-Systemen an ERP-Systeme (Enterprise-Resource-Planning) eine logische Weiterführung dieses Prozesses.
Die Funktionsweise eines CAD-Systems orientiert sich an Koordinaten und verwendet dazu Vektorgrafiken – diese sind aus Linien zusammengesetzt, die bestimmte Punkte in einem Koordinatensystem miteinander verbinden. Vektorgrafiken benötigen nur wenig Speicherplatz. Durch ihren logischen Aufbau sind diese Koordinatensystem miteinander verbinden. Vektorgrafiken benötigen nur wenig Speicherplatz. Durch ihren logischen Aufbau sind diese Daten leicht zu konvertieren, um damit CNC-gesteuerte Peripheriegeräte wie Drucker oder Plotter anzusteuern.
Um das Koordinatensystem im CAD und seine Wirkungsweise zu verstehen, betrachten wir nun die Achsen bei einer 2D-Konstruktion. Diese Achsen heißen „x“ = Horizontal- und „y“= Vertikal. Bei einer 3D-Konstruktion bezeichnen „x“ und „y“ die Grundfläche (Länge x Breite) und „z“ als weitere Achse die Höhe (Vertikale) eines zu konstruierenden Objektes. Die 2D-Konstruktion erfolgt in der waagerechten x- und der senkrechten y-Achse. Die 3D-Konstruktion benötigt zu-sätzlich die z-Achse. Die x- und die y-Achse beschreiben hier die Grundfläche eines Verpa-ckungsobjektes, die z-Achse zeigt dessen Höhe an. Koordinatenangaben beginnen immer mit der x-Achse, dann folgen y- und z-Achse.

Abb. 8.3: ein Koordinatenkreuz (Quelle: Eigene Darstellung)
Bei der freien Konstruktion befindet sich der O-Punkt immer an der Kreuzung der x- und y-Achsen. Bei der Koordinatenangabe unterscheidet man zwischen „direkt“ und „indirekt“.
Beispiel 1 (siehe Abb. 8.5): Es soll eine Linie diagonal vom O-Punkt 20 mm nach links und 20 mm nach unten gezeichnet werden. Dazu ist im Menü die Funktion „direkt“ auszuwählen und folgende Koordinate einzugeben:
-20 ; -20
Das Trennungszeichen kann je nach CAD-System auch ein anderes sein – zum Beispiel ein Komma oder auch ein Leerzeichen. Nach Abschluss der Eingabe stellt das Programm die Linie automatisch in den sichtbaren Bereich des Bildschirms. Soll ein Linienbeginn außerhalb des O-Punktes beginnen, benötigt man die Funktion „indirekt“.
Beispiel 2 (siehe Abb. 8.5): Es soll eine Linie „indirekt“ 20 mm rechts- und 20 mm oberhalb des O-Punktes beginnen. Dazu muss der Konstrukteur im Menü die Funktion „indirekt“ auswählen und folgende Koordinaten eingeben:
20 ; 20
Wie man sieht, kann dabei auf das Vorzeichen „+“ verzichtet werden. Das System hat nun unsere eingegebene „indirekte“ Position als aktuellen Nullpunkt angenommen, von dem aus nun weiter konstruiert werden kann.

Abb. 8.4: Koordinatenkreuz mit direkter und indirekter Position (Quelle: Eigene Darstellung)
Die aufgeführten einfachen Beispiele sollen nur grundlegend erläutern, wie CAD funktioniert. In der Regel wird der Konstrukteur heute auf Standards zurückgreifen oder einzelne Module aus einer Datenbank nutzen, um eine Verpackung zu entwerfen.
Programme können heute Standard-Verpackungen aus dem ECMA- oder FEFCO-Katalogen allein durch die Angabe der Code-Nummer, der Größe und des Materials automatisch konstruieren. Module sind eine Untergruppe der Standards und beziehen sich auf einzelne Elemente, die man zusammenstellen kann (Laschen, Fenster, Verschlüsse). Grundsätzlich besteht ein Standard aus Einzelmodulen.
ECMA = European Carton Makers Association; FEFCO = Fédération Européenne des Fabricants de Carton On-dule (Europäische Vereinigung der Wellpapphersteller). Diese Organisationen haben bestimmte Codes für Verpackungen entwickelt. Jede Code-Nummer steht für eine bestimmte Bauform. Siehe Buch 1.
- Zum Verfassen von Kommentaren bitte anmelden.
8.1.2 Marktübersicht: Hersteller von Branchensoftware
Je nach Branche gibt es mehr oder weniger Hersteller von CAD-Software. Maschinenbau oder Architektur arbeiten schon länger mit CAD. Hier sind die meisten Software-Anbieter zu finden. In der Verpackungsbranche ist die Anzahl der einsetzbaren CAD-Programme hingegen überschaubar. Natürlich kann man Verpackungen auch mit gängigen Zeichenprogrammen, wie zum Beispiel Illustrator, konstruieren. Doch die Grenzen dieses Standardprogramms werden bei Sonderkonstruktionen schnell sichtbar. Ein weiteres Hemmnis: Illustrator oder vergleichbare Software „wissen“ nichts über vorhandene Standards oder Moduldatenbanken. Das hätte sehr lange Bearbeitungszeiten zur Folge. Hier eine Übersicht der gängigen CAD-Programme für die Verpackungsbranche:
| • ArtiosCAD von ESKO | www.esko.com/de |
| • AutoCAD von AUTODESK | www.autodesk.de |
| • packedia von DVS | www.dvserp.de |
| • VPACK von ERPA | www.erpa.de |
Die Reihenfolge ist alphabetisch ohne Wertung sortiert. Das Anforderungsprofil der Nutzer ist so vielfältig und unterschiedlich, dass es kein „bestes“ CAD-Programm für jeden Anwender gibt. Anders als im Maschinenbau oder der Architektur gibt es in der Verpackungsindustrie nur vergleichsweise wenige CAD-Programme. Die Halbwertzeit von CAD-Programmen ist sehr kurz, und es kommen laufend neue Entwicklungen oder Module hinzu. Darum ist eine detaillierte Beschreibung der einzelnen Programme nicht sinnvoll. Interessenten erfahren im Detail mehr unter den beigefügten Internet-Adressen.
Ein CAD-Programm muss vom Handling und seinen modularen Bestandteilen zum jeweiligen Betrieb passen. Überflüssige Module verschwenden unter Umständen Geld und Speicherplatz. Die Auswahl des „richtigen“ CAD-Programms hängt weitgehend davon ab, wofür es benötigt wird. Das lässt am besten ermitteln über ein „Pflichtenheft“ beziehungsweise ein „Anforderungsprofil“, in dem gelistet wird, was das Programm können sollte. Augenmerk sollte auf das Handling, die Logik von Befehlen, den modularen Aufbau und brauchbare Standards gelegt werden. Grundsätzlich kann man davon ausgehen, dass ein umfassendes Programm standardmäßig sehr viele Module enthalten kann, die ungenutzt nur Speicherplatz belegen und zum anderen auch kostenintensiv sein können. Bei komplexen Programmen darf auch der Schulungsbedarf nicht unterschätzt werden.
Wenn sich ein größerer Betrieb mit 200 Mitarbeitern ein High End-Programm zulegt, kann das unter Umständen sinnvoll sein. Wird dieses System mit der betriebsinternen SAP-Plattform verbunden, um der Verwaltung oder dem Einkauf Zugriff auf die Konstruktionsdaten zu ermöglichen, so rechnen sich die Mehrausgaben dank der Rationalisierungsvorteile sehr schnell. Werden die Möglichkeiten einer 3D-Animation für die Unternehmens-Homepage genutzt oder wird daraus automatisch Werbematerial für den Vertrieb erstellt, so ist auch hier eine die Investition in eine aufwändigere CAD-Software sinnvoll. Für Kleinunternehmen, die nur ab und zu eine Konstruktion erstellen oder ein Muster ausplotten, rechnet sich das eher nicht. Im nächsten Schritt geht es darum, wie Betriebe anhand eines Pflichtenheftes ihr Anforderungsprofil an eine Software erstellen und danach die Entscheidung für die Beschaffung fällen. Ein Pflichtenheft ist eine Auflistung von Leistungsmerkmalen: Welche Ausstattung sollte die Software haben? Wie einfach sollte sie zu bedienen sein? Und wie steht all das im Verhältnis zum Preis? Hier ein beispielhaftes Anforderungsprofil in einem Pflichtenheft: Alle Punkte sollten zugleich mit „sehr wichtig“, „wichtig“ und „optional“ gewichtet werden. Tipp für das Anforderungsprofil: Alle Punkte auflisten, die das System können muss oder sollte. Im Anschluss dann nach Wichtigkeit bewerten. Es erleichtert die Auswahl, mehrere Systeme nach einem solchen Kriterienkatalog zu vergleichen.
• Standards FEFCO
• Module FEFCO
• Standards ECMA
• Module ECMA
• Übersichtlichkeit Menü
• Bedienung über Tastatur und Maus
• Anschlussmöglichkeit für Peripheriegeräte (Drucker, Zeichen-, Schnei-deplotter, Digitiser)
• Modularer Aufbau (es wird nur gekauft, was benötigt wird)
• Anbindung zu betrieblichen ERP-Systemen (zum Beispiel SAP, Oracle)
• Erstellen von Präsentationen in 3D
• Lizenz pro Arbeitsplatz
• Service (Kosten und Umfang)
• Update (Kosten)
Um einen Überblick zu erhalten, werden die Punkte aus dem Pflichtenheft mit den Leistungen verschiedener CAD-Programme in einer Tabelle gelistet, bewertet und verglichen. Die nachfolgende Abbildung zeigt einen möglichen Aufbau dieser Auswertungstabelle. Grundlage der Bewertung ist ein mittelständischer Betrieb mit 80 Mitarbeitern, der vorwiegend Displays aus Welle für den Süßwarenmarkt fertigt. In der Tabelle des Anforderungsprofils sind den einzelnen Anforderungen Wertigkeiten zugewiesen – von „sehr wichtig“ über „wichtig“ bis „optional“. Je wichtiger eine Anforderung ist, umso höher ist die damit verbundene Punktzahl.
Benötigt ein Unternehmen zum Beispiel Standards aus dem ECMA-Katalog weniger oder gar nicht, so erhält diese Anforderung nur ein „wichtig“ oder „optional“. Hat ein Anbieter einen umfassenden und optimalen ECMA-Standardkatalog in seiner Software integriert und rangiert dieser Punkt im Pfichtenheft nur unter „wichtig“ oder „optional“, so erhält er nur Punktzahlen von 10 bis 29. Die schwächste Bewertungsstufe „optional“ wird für Eigenschaften ausgewählt, die für die Arbeit nicht zwingend erforderlich sind, aber weitere Möglichkeiten erschließen können.

Abb. 8.5: Pflichtenheft mit Bewertung der einzelnen Anforderungen (Quelle: Eigene Darstellung)
Abbildung 8.6 zeigt, wie sich die verschiedenen Systeme aus Sicht der Interessenten und ihrer Anforderungen „schlagen“. Die Punktzahlen werden am Ende des Bewertungsprozesses zu einer Gesamtbenotung addiert.
Ein in drei Bedarfsklassen gegliedertes Punktesystem ermöglicht in der Gesamtschau eine fundierte Entscheidung, welches CAD-System am besten geeignet für das jeweilige Unternehmen ist. Wichtig: Vor der Benotung muss Klarheit darüber geschaffen werden, welche Aufgaben das CAD-System erfüllen muss. Nur dann ist die Analyse auch treffsicher.

Abb. 8.6: Pflichtenheft CAD-Auswertungstabelle (Quelle: Eigene Darstellung)
Zur Erklärung der Punktvergabe sehen wir uns in der Abbildung 8.7 die erste Zeile der Tabelle „AUTODESK“ etwas näher an. Die „Standards FEFCO“ waren zuvor im Pflichtenheft als eine sehr wichtige Anforderung festgelegt worden. Die Anforderung „sehr wichtig“ ist mit einer Spanne von 30 bis 39 Punkten bewertet. Wenn AUTO-DESK bei dieser Anforderung nur 30 von möglichen 39 Punkten erhält, so kann das bedeuten, dass keine Standards aus dem FEFCO-Katalog in der Software integriert sind. Es kann aber auch heißen, dass die Standards nicht der DIN entsprechen und somit nur eingeschränkt einsetzbar sind. Die angegebenen Bewertungen und der Notenschlüssel im vorangegangenen Beispiel sind rein fiktiv und sollen nur der Erklärung dienen. In der Praxis ist ein Pflichtenheft natürlich viel umfangreicher. Die Art und Weise der Wertung und der Notenschlüssel wird auch je nach Unternehmen und Anforderung unterschiedlich sein.
Aufgabe
Erstellen Sie ein Pflichtenheft für die Auswahl eines CAD-Programms. Verwenden Sie dazu die Beschreibung der Leistungsmerkmale der Anbieter (siehe Link-Liste von Anbietern zu Beginn von Kapitel 8.1.2 Marktübersicht: Hersteller von Branchensoftware). Ihr Entscheidungsfall: Ihr Unternehmen hat 40 Mitarbeiter und einen Jahresumsatz von 3 Mio. €. Es werden hauptsächlich Displays aus Wellpappe produziert. Das CAD-Programm ist eine Insellösung, es gibt im Betrieb keine Plattform zur Steuerung von Geschäfts- oder Produktionsprozessen (ERP). Das CAD-Programm soll über Standards aus dem FEFCO-Katalog verfügen und in der Lage sein, einen einfachen Schneideplotter anzusteuern, um gelegentlich Muster zu schneiden. Der Außendienst soll mit Präsentationsmaterial in Form von 3D-Zeichnungen unterstützt werden. Der CAD-Arbeitsplatz wird bei Bedarf nur von zwei Packmitteltechnologen aus der Produktion benutzt.
- Zum Verfassen von Kommentaren bitte anmelden.
8.1.3 Programmtechnik
Bei der Konstruktion von Standardverpackungen kann in der Regel auf Designbibliotheken zurückgegriffen werden (Designbibliotheken = fertige Konstruktionen, die im Programm hinterlegt sind).
• ECMA (European CartonMakers Association) für Verpackungen aus Karton und
• FEFCO (European Federation of Corrugated Board Manufacturers) für Verpackungen aus Welle.
In diesen Bibliotheken (Bibliothek = Sammlung verschiedener Laschen) sind sowohl Bausteine verschiedener Konstruktionselemente wie auch fertige Konstruktionen hinterlegt. Diese können durch die Eingabe der Code-Nr. und der A/B/H Maße aufgerufen oder auch miteinander kombiniert werden. Abbildung 8.7 zeigt an einem einfachen Beispiel, wie eine Bibliothek oder ein Standard (Standard = Sammlung aus verschiedenen Konstruktionen, die aus den verschiedenen Laschen einer Bibliothek zusammengesetzt wurden) aufgebaut ist. Eine Standardkonstruktion besteht aus einem Body und verschiedenen Laschen. Die Machart einer Konstruktion wird durch die ECMA- oder FEFCO-Nummer festgelegt. Je nach Konstruktionstyp bekommt ein Body zum Beispiel die Lasche „T1a“, „T1b“, „Glue 1“ oder „Glue 2“.

Abb. 8.7: Modularer Aufbau ECMA A11.20.01.01 (Quelle: Eigene Darstellung)
Neben den mit der Software mitgelieferten Standards für die vollautomatische Konstruktion kann der Entwickler auch eigene Standards schreiben und so nach seinen eigenen Erfahrungen werkstoffbezogene Parameter, wie zum Beispiel Zugaben, als Funktion der Materialdicke oder des Gewichtes, einbringen. Beispiel für Parameter/Einflussgröße: Durch Änderung der Materialdicke ändert sich auch das Versatzmaß.
Die Möglichkeit der Definition und Speicherung von verschiedenen Bausteinen gestattet es, immer wiederkehrende Formen einmal festzulegen und dann bei Bedarf wieder aufzurufen. Dabei können solche Bausteine 1:1 übernommen oder auch erst im Zuge der Konstruktion auf das gewünschte Maß gebracht werden. Eine Zusatzeinrichtung ermöglicht es, nicht definierte Figuren oder komplizierte Zuschnitte von einer Zeichnung mit einem Digitiser abzutasten und direkt in die Konstruktion einzugeben. Diesen Vorgang nennt man „Digitalisieren“.
Wenn die Daten im CAD-Programm erst einmal erfasst sind, kann die Konstruktion am Bildschirm aus allen Perspektiven angeschaut, verschoben oder auf andere Weise verändert werden. Zugleich liefert das Programm auch für andere Betriebsbereiche die erforderlichen Daten. Im CAD konstruierte Details können ausgeschnitten, kopiert, gespiegelt, gedreht, verschoben und formatiert werden, ohne die grundlegende Zeichnung zu verändern.
Die Konstruktion kann in mehrere Ebenen oder Sektionen aufgebaut werden. Ebenen oder Sektionen sind wie transparente Folien zu verstehen, die einzelne Konstruktionsbereiche aufnehmen und gemeinsam die endgültige Konstruktion darstellen. Jede Ebene kann geändert werden, ohne die anderen Ebenen zu beeinflussen. Bei der Arbeit mit CAD-Systemen ist es sehr einfach, die Konstruktionsdaten im gewünschten Datenformat für nachfolgende Arbeitsgänge wie Kalkulation, Druckvorstufe oder Stanzformenbau bereitzustellen.
Im Folgenden soll die grundlegende Funktionsweise eines Programmbefehls an einem Beispiel beschrieben werden. Je nach System und Programmiersprache werden sich die Befehle und Zeichen natürlich unterscheiden. Das Beispiel soll zur Veranschaulichung nur einen kurzen Programmabschnitt zeigen.
Typ : Faltschachtel Box A11.20.01.01 mit oder ohne Magazinschlitze
# -------------------------------------------------------------------------
# Kontrolle, ob Maß „A“, „B“ oder das „H“-Maß unterschritten wird.
#
"Wenn A kleiner 15 mm, B kleiner 15 mm und H kleiner 10 mm ist, wird die Konstruktion mit exit abgebrochen“
%Y{if(A<15||B<15||H<15)[print "%162";exit]}
"Abfrage auf zusätzlichen Optionen und Art der Lasche. Wird bei Antwort 4 (Magazinschlitze) „1“ ausgewählt, (1 ist nein) kommt [flag=2] eine Seitenlasche ohne Magazinschlitze zum Einsatz"
%Y{askif antw1 0 "%336"} # Vermassung j/n
%Y{askif antw2 0 "%112"} # Matrize j/n
%Y{askif antw3 0 "%761"} # Aendern der Konstanten
%Y{askif antw4 0 "%766"} # Magazinschlitze j/n
%Y{if (antw4==1)[flag=2]}
"Programmzeile zur Festlegung der Länge einer Seitenlasche. Grundformel (e+f+x)/2 mit den Parametern, dass die Lasche „g“ mindestens 12 mm und maximal 30 mm sein darf. Parameter = Festlegung von Maßen, denen die Werte entsprechen müssen."
%Y{g=(e+f+x)/2}
%Y{if(g<12/fact)g=12/fact}
%Y{if(g>30/fact)g=30/fact}
Nach der Beantwortung aller im Menü gestellten Abfragen wird die Konstruktion automatisch erstellt.
Die folgenden Tabellen geben einen Einblick darüber, wieviele Parameter notwendig sind, um eine Standardfaltschachtel zu beschreiben, d.h. zum Aufruf einer Konstruktion aus der Bibliothek.

Abb. 8.8: Tabellen zur Errechnung der Variablen (Quelle: Eigene Darstellung)
Um die Zuordnung der einzelnen Parameter zu erleichtern, sind diese in der folgenden Grafik erläutert.

Abb. 8.9: Bezeichnung der Parameter und Variablen (Quelle: Eigene Darstellung)
A = Länge
B = Breite
H = Höhe
C = Klebelasche
e = Deckel
g = Seitenklappe
r = Radius
f = Einstecklasche
y = Verriegelungsschlitz
w = Einzugsmaß
z = Verriegelungssteg
v = Versatzmaß
x = Versatzmaß
d = Materialdicke
Inzwischen ist es bei den gängigen CAD-Systemen auch möglich während der Konstruktion von Laschen oder Standards diese aufzuzeichnen, mit Parametern zu versehen und dann als Standard abzuspeichern. Je nach Konstruktionstyp kommen noch weitere Parameter und Variablen zum Einsatz. Die computergestützte Packmittelentwicklung mit den entsprechenden Standard-Programmen hat die verfügbare kreative Zeit verlängert. Sie hat jedoch – bedingt durch die zur Verfügung stehenden Daten – auch mehr Verwaltungsaufgaben und Dienstleistungen in die Entwicklungsabteilungen gebracht.
Durch die im Programm und den Standards hinterlegten Vorgaben und Tabellen ist es heute innerhalb weniger Minuten möglich, eine neue Standardverpackung zu entwerfen, diese zu dokumentieren und Muster zu schneiden. In der Eingabemaske der CAD-Software sind dazu in der Regel nur wenige Daten einzutragen. Neben den kundenspezifischen Angaben, wie Kunde oder Kundennummer, werden noch die technischen Angaben zur Konstruktion benötigt. Dazu zählen: Konstruktionsnummer, ECMA-Code, A/B/H-Maße, Materialdicke oder g/m², Materialqualität und Faserlauf.
Zusätzliche Angaben für die Dokumentation oder für nachfolgende Abteilungen (zum Beispiel Kalkulation) können je nach Anforderung unter anderem auch Gewicht und Fläche der Konstruktion, das offene Format, das verklebte Format, die Nutzeneinteilung, das Bogenformat, Abfall in Prozent, der Name des Entwicklers und das Datum der Erstellung ausgegeben werden. Mit entsprechender Software ist es möglich, Bilder und / oder Texte auf die Kontur aufzulegen und im 3D-Modus auf Passgenauigkeit zu überprüfen.
Die erstellten 3D-Modelle können dem Kunden zur Ansicht per Mail übermittelt werden. 3D-Darstellungen werden zunehmend nicht nur zur Kundenpräsentation, sondern auch zur Funktionsprüfung verwendet. 3D-Darstellungen sind hervorragend für die Kundenpräsentation einer neuen Verpackung geeignet. Sie leisten aber auch wertvolle interne Dienste, weil sie im Vorfeld bereits Konstruktionsfehler sichtbar machen.

Abb. 8.10: Prüfung Farbübergang (Quelle: Eigene Darstellung)

Abb. 8.11: Fehlerhafte Überfüllung. (Überfüllung = die Farbe wird so weit über die Schnitt- oder Biegekanten geführt, bis keine Farblücken mehr zu sehen sind.) (Quelle: Eigene Darstellung)
Bei aufwändigen Konstruktionen und anspruchsvollem Druckbild kann mittels eines Faltmoduls auch ein Bild- oder Farbübergang digital überprüft werden. Schon vor dem Druckgang kann so geprüft werden, ob eine falsche oder fehlende Überfüllung vorliegt. Dies kann damit bereits im Vorfeld korrigiert werden.
- Zum Verfassen von Kommentaren bitte anmelden.
8.2 Plotter
8.2.1 Marktübersicht
Bei den Herstellern von Plottern gibt es eine große Bandbreite und die unterschiedlichsten Anwendungsgebiete. Die zu bearbeitenden Materialien reichen von Folie über Karton, Stoff, Kork, Gummi und Holz bis zu Metall. Die Bauweise eines Plotters richtet sich nach dem zu bearbeitenden Material. Plotter arbeiten je nach Material, das bearbeitet werden soll, mit Wasserstrahl, Laser oder auch mit Messerschnitt. Das ist die in der Verpackungsindustrie häufigste Methode. Wird bei der Bearbeitung von Folie, Karton oder Wellpappe überwiegend mit Messerschnitt gearbeitet, so kommt bei Holz und Metall Laser oder Wasserstrahl zum Einsatz. Die folgenden gelisteten Anbieter sind unter anderem auch in der Verpackungsindustrie bekannt. Das Listing ist alphabetisch und stellt keine Bewertung dar. Die Entscheidung für die Auswahl eines Plotters ist von seinem Aufgabengebiet abhängig.
| ARISTO | www.aristo.de |
| DYSS | www.dyss.com |
| ELCEDE | www.elcede.com |
| ESKO KONGSBERG | www.esko.com |
| LASERCOMB | www.lasercomb.de |
| ROLAND | www.rolanddg.de |
| ZÜND | www.zund.com |
Man unterscheidet grundlegend zwischen Rollen- oder Flachbettplotter. Rollenplotter werden überwiegend bei der Arbeit mit Papier und Folien eingesetzt.
Mit Flachbettplottern können neben Papier und Folie je nach Bauweise auch steife und harte Materialien bearbeitet werden.
- Zum Verfassen von Kommentaren bitte anmelden.
8.2.2 Zeichnungs- und Plotterwerkzeuge
Moderne Rollenplotter beherrschen neben dem Zeichnen und Schneiden auch das Drucken (print and cut). Zum Zeichnen kommen in der Regel Faserschreiber oder Gasdruckminen zum Einsatz. Zum Schneiden werden Schleppmesser, aber inzwischen auch Tangentialmesser verwendet.
Bei einem Schleppmesser befindet sich die Schneidenspitze nicht in der Achsenmitte. Plottet man die gewünschten Konturen, wird das Messer hinterher gezogen (geschleppt). Bei Schneideplottern mit Tangentialmessern führt ein eigener Motor das Messer in jeder Kurve im entsprechenden Winkel mit. So lassen sich stärkere und dickere Materialien genauer verarbeiten.
Ein Flachbettplotter hat neben den Möglichkeiten des Rollenplotters noch weitere Funktionen und Werkzeuge. Für die exakte Erstellung von Mustern aus Karton benötigt man eine Matrize, um die Rillnuten ausprägen zu können. Die Rillnuten werden vor dem Schneiden der Muster mit einem Fräser in eine dünne Holz- oder Kunststoffplatte eingefräst. Nach dem Fräsen wird mit dem Rillrad das Material in die ausgefräste Nut gedrückt. Mit einem oszillierenden Messer wird dann das Produkt aus dem Material geschnitten. Oszillieren = Schwingen. Kommt vom lateinischen oscillare, schaukeln. Im Gegensatz zu einem Schleppmesser arbeitet ein oszillierendes Tangentialmesser ähnlich wie die Nadel einer Nähmaschine.
Schneideplotter mit tangential gesteuerten Messern besitzen einen wesentlich aufwendigeren Schneidekopf als ein Schleppmesser. Ein eigener Motor führt das Messer in jeder Kurve im entsprechenden Winkel mit. In spitzen Winkeln wird das Messer angehoben, gedreht und wieder abgesetzt. Der Vorteil des Tangentialmessers liegt in seinen vielfältigeren Einsatzgebieten. Die Messer lassen mehr Spielraum bei der Gestaltung der Schneidengeometrie zu, so dass stärkere und dickere Materialien wesentlich genauer verarbeitet werden können als mit Schleppmessern.

8.2.2 Zeichnungs- und Plotterwerkzeuge (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
8.2.3 Aufbau und Funktionsweise eines Plotters
Rollenplotter arbeiten – wie der Name schon sagt – mit Rollen, die das zu bearbeitende Material auf der x- Achse bewegen. Auf der y-Achse läuft auf einer Schiene ein Wagen mit dem Werkzeugkopf über das zu bearbeitende Material. In einem Werkzeugkopf können Faserschreiber, Messer, Rillräder und Fräser integriert sein. Rollenplotter haben einen geringen Platzbedarf und werden überwiegend als Zeichenplotter oder Schneideplotter für Folien oder Etiketten eingesetzt. Rollenplotter besitzen zum Schneiden standardmäßig Schleppmesser, die frei drehend auf einem Messerkopf sitzen. Das Messer wird dabei durch den Zug des Schneidekopfes in die Schneiderichtung gezogen. Zum Zeichnen werden in der Regel Faserschreiber oder auch Gasdruckminen verwendet. Ein Elektromagnet im Werzeugkopf senkt den Stift oder das Messer erst dann auf das Material, wenn gezeichnet oder geschnitten werden soll. Eine Mechanik erlaubt das Anfertigen mehrfarbiger Zeichnungen, indem sich der Werkzeugkopf aus einem Depot die dort vorgehaltenen verschiedenfarbigen Stifte holt. Ein Rollenplotter hat 2 Achsen (x und y). Die „x-Achse“ bekommt ihren Vortrieb durch die Bewegung des Wagens mit dem Werkezugkopf in + oder - Richtung. Die Materialfixierung geschieht in der Regel durch Anpressrollen.

Abb. 8.13: Rollenplotter (Quelle: Eigene Darstellung)
Bei den Flachbettplottern werden unterschiedliche Trennverfahren angeboten. Neben dem Messerschnitt sind auch Laserschnitt oder Wasserstrahlschnitt möglich. Die Achsen verlaufen wie beim Rollenplotter, allerdings wird bei der x-Achse nicht das Material, sondern der Werzeugkopf über eine weitere Schiene bewegt. Der Flachbettplotter verfügt noch über eine weitere Achse „z“ (vertikale Achse) – darüber kann die Eintauchtiefe der Werkzeuge eingestellt werden.

Abb. 8.14: Flachbettplotter (Quelle: Eigene Darstellung)
Neben Messern kommen in der Verpackungsindustrie auch Plotter mit CO2-Lasern und mit Wasserstrahl zum Einsatz. Beim Laserplotter wird das Messer des Schneidplotters durch eine Optik ersetzt, die einen Laserstrahl auf das zu bearbeitende Material lenkt. Vorteil des Laserschneiders ist, dass der Schnitt belastungsfrei für das Material durchgeführt wird – somit können auch sehr feine Konturen geschnitten werden. Üblicherweise werden in diesen Systemen CO2-Laser eingesetzt. Laserplotter kommen in der Regel im Werkzeugbau (Stanzform) und in der Wellpappe zum Einsatz.
Beim Wasserstrahlschneiden wird der Werkstoff mit einem feinen Wasserstrahl mit bis zu dreifacher Schallgeschwindigkeit geschnitten. Hierbei kann ein Strahldurchmesser von bis zu 0,06 mm erzeugt werden. Dadurch lassen sich feinste Schnitte in den verschiedensten Materialien herstellen. In der Verpackungsindustrie findet der Wasserstrahlschnitt zum Beispiel im Stanzformenbau Verwendung (Auswerfermaterial wie Gummi oder Schaumstoff in der Stanzform).
Beim Flachbettplotter mit Messerschnitt erfolgt die Materialfixierung entweder durch elektrostatische Anziehung, durch Erzeugung eines Vakuums unter dem Material oder mechanisch über Klammern bezie-hungsweise Klebestreifen.
- Zum Verfassen von Kommentaren bitte anmelden.
8.3 Nutzenanordnung
8.3.1 Ausschießregeln
Mit modernen CAD-Programmen können auch Nutzenanordnungen (Nutzeneinteilungen) für Standard-Faltschachteln vollautomatisch erstellt werden (zum Beispiel ECMA A20.20.03.01 oder FEFCO 0211). Dazu müssen im Abfragemenü nur das Maschinenformat und die Auflage (Stückzahl der Bestellung) eingetragen werden. In einem weiteren Schritt listet das System nun verschiedene Vorschläge mit Angabe von Bogengröße und Abfall auf. Es liegt nun in der Entscheidung des Entwicklers, welche Variante zum Einsatz kommt.
Bei Sonderkonstruktionen zeigen sich allerdings schnell die Grenzen einer Automatisierung, hier sind für eine optimale Bogenausnutzung nach wie vor Sachverstand und logisches Denkvermögen gefragt. Bei der Nutzeneinteilung sind für eine optimale Produktion unter anderem folgende Regeln einzuhalten:
a) Bei Farbverläufen ist zu prüfen, ob die Nutzen Schnitt an Schnitt gestellt werden können oder ob die Gefahr von Farbanschnitten beim Stanzen besteht.

Abb. 8.15: Fehler Farbanschnitt (Quelle: Eigene Darstellung)

Abb. 8.16: sicherer Farbübergang (Quelle: Eigene Darstellung)
b) Die Nutzen sind so anzuordnen, dass keine später sichtbaren Schnittlinien der konfektionierten Verpackung an der Greiferkante anliegen. Die Einzelnutzen werden durch Stanzbrücken zusammen gehalten. Stanzbrücken sind Stellen in der Schneide eines Bandstahles, wo das Material nicht geschnitten wird. An der Greiferkante treten in der Stanzmaschine hohe Zugkräfte auf, die mit breiteren- oder einer größeren Anzahl von Stanzbrücken ausgeglichen werden müssen.

Abb. 8.17: Stanzbrücken (Quelle: Eigene Darstellung)
Die Anzahl und die Breite der Stanzbrücken hängen von der Materialqualität, dem Materialgewicht pro cm² und der Dicke des Materials ab.
c) Bei schweren Materialien >400 gm² ist darauf zu achten, dass der Bogen in Schmalbahn angelegt wird, um den Biegewiderstand in der Druckmaschine so gering wie möglich zu halten. Bei einem Bogenaufbau in Breitbahn entstehen durch das Biegen über die Zylinder in der Druckmaschine mechanische Widerstände, die die Qualität des Druckes und die Produktionsgeschwindigkeit negativ beeinflussen können. Eine Ausnahme besteht hier nur beim Siebdruck. Somit ist schon bei der Nutzenanordnung darauf zu achten, dass von einem Bogen in Schmalbahn auszugehen ist und die Nutzen entsprechend ihrer Anforderung auf dem Bogen gedreht werden.
Bei Wellpappe entsteht diese Problematik nicht, da dort meist im Flexodruck vom Zylinder auf die flachliegende Welle gedruckt wird oder die Bedruckung über eine Kaschierung erfolgt. Kaschierung = Verbindung von zwei Materialien durch eine vollflächige Verklebung.

Abb. 8.18: Drucken vom Zylinder auf flachliegendes Material (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
8.3.2 Relevanz der Laufrichtung
Während die Nutzenanordnung bei Standardschachteln in der Regel über die CAD-Software abgerufen werden kann, ist bei Sonderkonstruktionen der Faserlaufrichtung besondere Beachtung zu schenken, da diese meist manuell angeordnet werden muß. In unserem Beispiel, handelt es sich um einen Verkaufsaufsteller mit langer Einstecklasche. Als Material kommt ein 500 g/m² GD2 zum Einsatz. Bei GD2-Karton handelt es sich um einen gestrichenen Chromoduplexkarton mit sehr hohem Altpapieranteil. Die obere Lage unter dem Strich ist holzfrei weiß. Die mittlere sowie untere Lage sind grau.

Abb. 8.19: Variante 1 Faserlauf (Quelle: Eigene Darstellung)

Abb. 8.20: Variante 2 Faserlauf (Quelle: Eigene Darstellung)
Breitbahn oder Schmalbahn? Das muss wohlüberlegt sein, denn die unterschiedliche Faserlaufrichtung wirkt sich auf die spätere Biegesteifigkeit und auch das Aussehen einer Verpackung aus.
Bei der Variante 1 tritt beim Druck bedingt durch die Breitbahn ein hoher Biegewiderstand auf. Beim Stanzen müssen viele Stanzbrücken im Bereich der später sichtbaren Schneidlinien eingefräst werden, was optisch negativ auffällt.
Variante 2 hat durch den Aufbau in Schmalbahn eine geringere Biegesteifigkeit. Die meisten Stanzbrücken können an später nicht sichtbaren Schneidlinien eingefräst werden. Neben den zwei gezeigten Varianten sind natürlich noch weitere Möglichkeiten vorstellbar.
- Zum Verfassen von Kommentaren bitte anmelden.
8.3.3 Nutzenanordnung praktisch in einer Ausschießsoftware – zum Beispiel Illustrator
Die meisten Programme, mit denen in der Druckvorstufe gearbeitet wird, ermöglichen auch eine Nutzenanordnung. Dazu werden der Druckvorstufe die CAD-Daten als PDF bereitgestellt. In der Regel ist die Nutzenanordnung aber Aufgabe der Entwicklungsabteilung, da speziell bei Sonderkonstruktionen Fachwissen aus der Weiterverarbeitung notwendig ist.
CAD-Programme für die Verpackungsbranche beherrschen standardmäßig die automatische Anordnung und Berechnung von Nutzen. Sie können auch andere Daten ausgeben, wie zum Beispiel die erforderliche Länge des Bandstahls für die Stanzform. Das ist wichtig für die Kalkulation.
- Zum Verfassen von Kommentaren bitte anmelden.
8.3.4 Nutzenberechnung
Bei aktueller CAD-Software ist die Nutzenberechnung im Basisprogramm enthalten oder sie wird als Zusatzmodul angeboten. Um das Modul nutzen zu können, müssen die Maschinenformate der Druck- und Stanzmaschinen hinterlegt sein. Die Software bietet danach eine automatische und eine manuelle Nutzenberechnung an.
Bei der automatischen Nutzenberechnung wird abgefragt, ob zwischen den Nutzen ein Zwischenschnitt (Abstand zwischen den Nutzen) angebracht werden soll und wie breit dieser sein muss. Danach listet die Software verschiedene Vorschläge auf und gibt dazu auch den anfallenden Abfall in Prozent an. Nach der Auswahl erstellt die Software automatisch die Nutzenanordnung, die dann an den Stanzformbauer übermittelt wird.
- Zum Verfassen von Kommentaren bitte anmelden.
8.3.5 Materialberechnung
Neben den Konstruktionsdaten können über eine CAD-Software auch noch weitere Daten ausgegeben werden. Unter anderem sind das zum Beispiel die Länge des Bandstahls in Meter für die Kalkulation der Stanzform, die Fläche in cm² eines Nutzens oder des gesamten Bogens, um das Material bestellen zu können. Die Software kann auch das Gewicht eines Nutzens ausgeben, um die Transportkosten berechnen zu können.
- Zum Verfassen von Kommentaren bitte anmelden.
8.4 Stücklisten
Stücklisten finden vorwiegend in Verpackungskonstruktion aus Wellpappe sowie bei der Faltschachtel Verwendung. Wenn eine Konstruktion aus mehreren Teilen besteht – wie zum Beispiel bei einem Verkaufsständer –, so muss klar deklariert werden, aus wieviel Teilen die komplette Konstruktion besteht. Das wird in der Regel über eine Stückliste dargestellt.
Nachfolgend eine typische Stückliste für einen Verkaufsständer, der acht verschiedene Sorten von Schokoladentafeln präsentieren soll. Er besteht aus zwölf Teilen.
Verkaufsständer
| Body | Konstruktion Nr. 23558-1 | Stückzahl 1 |
| Einhängetablett | Konstruktion Nr. 23558-2 | Stückzahl 3 |
| Trays | Konstruktion Nr. 23558-3 | Stückzahl 8 |
Durch eine Stückliste wird sichergestellt, dass bei einer mehrteiligen Konstruktion alle Teile in der richtigen Menge produziert werden.
- Zum Verfassen von Kommentaren bitte anmelden.
8.5 Materialkosten, Werkzeugkosten – Definition und Übersicht
Bei den Material- und Werkzeugkosten unterscheidet man zwischen den kalkulierbaren auftragsbezogenen Kosten und den Kosten für notwendige zusätzliche Arbeitsmittel, die nicht direkt berechnet werden. Diese Arbeitsmittel werden in der Regel pauschal jedem Auftrag belastet.
Kalkulierbare Kosten:
Materialien: Folie, Papier, Vollpappe, Wellpappe, Farbe, Lack, Klebstoff.
Werkzeuge: Stanzwerkzeug, Ausbrechwerkzeug, Matrizen, Prägestempel, Blindenschrift, Stanzeisen, Druckplatten, Klischee.
Pauschale Kosten: zum Beispiel Klebeband, Reinigungstücher, Putzmittel und so weiter.
- Zum Verfassen von Kommentaren bitte anmelden.
LF 9: Packstoffe bedrucken und veredeln
- Zum Verfassen von Kommentaren bitte anmelden.
9.1 Raster
9.1.1 Definition und Bedeutung
Der oder das Raster ist eine in druckende und nicht druckende Bildelemente zerlegte Fläche. Um Farbverläufe (Grau-Farbstufen) vom hellsten Ton zum dunkelsten Ton) darzustellen, muss die Vorlage bei der Bildreproduktion durch ein Raster in Rasterpunkte zerlegt (gerastert) werden. Größe und Anzahl der Bildpunkte variieren entsprechend dem jeweiligen Tonwert. Unter Tonwert versteht man, wie gedeckt eine Farbfläche dem Betrachter erscheint. Eine unbedruckte Fläche hat den Tonwert 0 Prozent, eine Volltonfläche 100 Prozent. In der Druckersprache wird ein 25-prozentiger Tonwert mit Viertelton bezeichnet, ein 50-prozentiger Tonwert mit Halbton, ein 75-prozentiger Tonwert mit Dreiviertelton und ein 100-prozentiger Tonwert mit Vollton. Der Tonwert ist ein optisches Maß und wird mit Hilfe von Densitometern gemessen.
- Zum Verfassen von Kommentaren bitte anmelden.
9.1.2 Rasterarten
Folgende Rasterungen werden unterschieden:
• autotypischer Raster
• frequenzmodulierter Raster
Man unterscheidet grundsätzlich zwei Rastertypen. Beim autotypischen Raster sind auf einer Fläche immer gleich viele Rasterpunkte angeordnet. Deren Mittelpunkte haben immer denselben Abstand. Die empfundene Helligkeit einer Fläche ergibt sich daraus, wie groß die Rasterpunkte sind. Beim frequenzmodulierten Raster ist die Anordnung der Rasterpunkte unregelmäßig. Bilder erscheinen
damit realistisch.
Autotypischer Raster
Beim autotypischen oder herkömmlichen Raster sind auf einer bestimmten Strecke immer gleich viele Rasterpunkte angeordnet, die dem jeweiligen Grauwert entsprechen. Sie unterscheiden sich je nach Helligkeit, die wiedergegeben werden soll, in ihrer Größe: Je heller die Fläche erscheinen soll, desto kleiner sind die Rasterpunkte. Beim autotypischen Raster liegen sämtliche Rasterpunkt-Mittelpunkte gleich weit voneinander entfernt. Einzig die Größe der Rasterpunkte bestimmt, wie hell oder dunkel eine Fläche auf uns wirkt.

Abb. 9.1.1: autotypischer Raster (Quelle: Eigene Darstellung)
Frequenzmodulierte Raster
Bei frequenzmodulierten Rastern bleibt zwar die Anzahl der Laserspots gleich, jedoch ist im Gegensatz zu den autotypischen Rastern die Anordnung unregelmäßig. Die Vorteile der frequenzmodulierten Raster
sind immens. Es gibt keine sichtbaren störenden Rasterpunkte mehr. Gedruckte Bilder sind fotorealistisch und ein Moiré tritt nicht mehr auf.
Moiré kommt vom französischen „moirer“ = marmorieren. Ein unerwünschter Moiré-Effekt macht sich bei der Überlagerung von regelmäßigen feinen Rastern durch zusätzliche scheinbare grobe Raster bemerkbar.
Diese sehen ähnlich aus wie die Muster aus Interferenzen.

Abb. 9.1.2: frequenzmodulierter Raster (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
9.1.3 Rastertonwert
Der Rastertonwert ist der Bedeckungsgrad der (zuerst weißen) Papieroberfläche und wird in Prozent angegeben. Er gibt Auskunft über die Größe des Rasterpunktes. Die Abstufung erfolgt zwischen 0 Prozent (absolutes Papierweiß) und 100 Prozent volle (schwarze) Bedeckung der Papieroberfläche. Eine volle Bedeckung nennt man Vollton.
- Zum Verfassen von Kommentaren bitte anmelden.
9.1.4 Rasterweite
Die Rasterweite gibt an, wie viele Rasterzellen sich auf einer Strecke von einem Zentimeter befi nden. Je mehr Rasterzellen pro Zentimeter, desto feiner ist die Rasterung. Beim 60er-Raster (60L/cm) sind auf einem
Zentimeter 60 Rasterpunkte angeordnet. Demzufolge befinden sich dann auf 1 cm² 60 x 60 = 3600 Rasterpunkte. Die Rasterweite ist abhängig von der Oberflächenbeschaffenheit des Bedruckstoffes und vom Druckverfahren.
Folgende Übersicht veranschaulicht die empfohlenen Rasterweiten:
• raue Papiere (zum Beispiel Zeitungspapier): 20er- bis 30er-Raster
• satinierte Papiere/Karton: 40er-Raster
• gestrichene Papiere/Karton: 60er- bis 120er-Raster
- Zum Verfassen von Kommentaren bitte anmelden.
9.1.5 Rasterwinkelung
Die Rasterwinkelung bezeichnet bei regelmäßigen Rastern die Richtung der Rasterung, die an einer Senkrechten gemessen wird. Bei einfarbigen Darstellungen ist die Diagonalstellung des Rasters (45° oder
135°) üblich. Um eine Musterbildung (Moiré) zu vermeiden, sollten bei mehrfarbigen Drucken für jede Farbe unterschiedliche Rasterwinkel verwendet werden.
Gelb = 0°, Magenta = 15°, Cyan = 75°, Schwarz = 45°.
Das Moiré ist eine auffallende, störende Musterbildung durch die Überlagerung regelmäßiger Strukturen, wie zum Beispiel im Raster. Denselben Effekt kann man auch auf Bildern erkennen, wenn jemand zum Beispiel ein sehr schmal gestreiftes Hemd trägt.
- Zum Verfassen von Kommentaren bitte anmelden.
9.2 Industrielle Druckverfahren
Dieses Kapitel stellt die unterschiedlichen industriell verwendeten Druckverfahren vor. Diese sind: Hochdruck/Flexodruck, Flachdruck, Tiefdruck, Durchdruck und Digitaldruck. Die Geschichte des kommerziellen Drucks beginnt Mitte des 15. Jahrhunderts in Mainz. Die Leistung von Johannes Gutenberg, der als Erfinder des Buchdrucks in Europa gilt, bestand in der Entwicklung eines Handgießinstruments und einer Bleilegierung zur Produktion einzelner beweglicher Lettern aus Metall.

Abb. 9.2.1: Handgießinstrument (Quelle: Eigene Darstellung)

Abb. 9.2.2: Buchdruckerpresse (Quelle: https://www.europeana.eu/de/item/90402/RP_P_OB_103_256)
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.1 Hochdruckverfahren/Buchdruck
Der Hochdruck ist das älteste Druckverfahren. Das klassische und in Europa Johannes Gutenberg zugeschriebene Verfahren ist der Druck mit beweglichen Lettern. Die druckenden Teile sind erhaben. Abgedruckt werden nur die hochstehenden Linien, Stege oder Flächen der Druckform. Es ist ein direktes Druckverfahren – das heißt: Die Druckform gibt die Farbe direkt auf den Bedruckstoff ab.
Hochdruck arbeitet mit pastösen Druckfarben (Pastös = breiig). Typische Druckerzeugnisse sind hier: Bücher, Akzidenzien wie Visitenkarten, Briefumschläge.

Abb. 9.2.3: schematische Darstellung des Buchdrucks (Quelle: Eigene Darstellung)
Texte wurden aus einzelnen Lettern gesetzt und als Satz ausgebunden. Ausbinden: Umwickeln des Satzes mit einer Schnur, um dem aus einzelnen Buchstaben bestehenden Satzgefüge Halt zu geben. Für höhere Auflagen wurde die Stereotypie eingesetzt. Stereotypie: Verfahren zur Herstellung von Buchdruckplatten durch Abformung eines aus Lettern oder Zeilen zusammengesetzten Schriftsatzes in eine sogenannte Mater und deren Abguss in eine Metall-Legierung. Bilder wurden von sogenannten Klischees aus Metall, auch Galvanos genannt, gedruckt. Als Klischee (von franz.: cliché, Abklatsch, billige Nachahmung) bezeichnete man ursprünglich den Druckstock – zumeist eine Metallplatte – zur Wiedergabe von Bildern im Hochdruckverfahren. Bei Halbtonvorlagen fertigte man Rasterätzungen an, bei Strichvorlagen (Zeichnungen) waren es Strichätzungen.

Abb. 9.2.4: einzelne Lettern (Quelle: wilhei / pixelio.de
https://www.pixelio.de/media/277207)

Abb. 9.2.5: Galvano (Quelle: Eigene Darstellung)
Hochdruck/Flexodruck
Hierbei handelt es sich um ein direktes Hochdruckverfahren, wie dies auch beim Buchdruck der Fall ist. Flexodruckformen sind besonders elastisch. Es ist hier nur ein geringer Anpressdruck nötig, um das Motiv direkt von der Druckform auf den Bedruckstoff zu übertragen. Deshalb kann der Flexodruck bei einer großen Bandbreite von Materialien angewendet werden – dies geschieht vor allem im Verpackungsbereich, hier speziell bei der Wellpappe. Die Farbwerke beim Flexodruck sind einfach aufgebaut. Das Einfärben der Flexoklischees geschieht über Rasterwalzen mit Flüssigfarben.Typische Druckerzeugnisse sind hier: Kunststofffolien, Wellpappen-Verpackungen.

Abb. 9.2.6: schematischer Druckvorgang. 1 Tauchwalze, 2 Rasterwalze, 3 Klischee, 4 Gegendruckzylinder
(Quelle: Eigene Darstellung)

Abb. 9.2.7: einzelne Klischees (Quelle: Eigene Darstellung)

Abb. 9.2.8: Flexodruckform (Quelle: Eigene Darstellung)

Abb. 9.2.9: Flexoklischees (Quelle: Eigene Darstellung)

Abb. 9.2.10: Flexodruckmaschinen mit acht Klischees (Quelle: Eigene Darstellung)

Abb. 9.2.11: Tauchwalzenfarbwerk einer Foliendruckmaschine – Flexodruck (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.10 Maschinenkonfigurationen
Klassisch unterscheidet man Maschinen, die Materialien von der Rolle oder Bogen bedrucken. Bei einseitig bedruckten Materialien spricht man von „Schöndruck“. Beim beidseitigen Druck heißt die erste Seite „Schöndruck“ und die zweite Seite „Widerdruck“. Im Tiefdruck und Flexodruck haben sich überwiegend Rollenmaschinen etabliert. Im Offsetdruck sind sowohl Rollen- als auch Bogenmaschinen verbreitet. Selbstverständlich gibt es auch Maschinenkonfigurationen, die zum Bedrucken bestimmter Produkte ausgelegt sind – zum Beispiel von dreidimensionalen Objekten. Im Folgenden geht es um die Konfigurationen von Bogenoffsetdruckmaschinen für das Bedrucken von Packmaterialien.
In einer Bogenoffsetdruckmaschine lassen sich Packmittel einer Bedruckstoffstärke von 0,04 mm bis 1,0 mm hochwertig bedrucken und veredeln. Das Bogenmaterial wird auf Paletten in den Anleger gefahren. Die Bogen werden über den Saugbändertisch in die Druckwerke transportiert. In jedem Druckwerk wird jeweils eine Druckfarbe verdruckt. Zusätzlich zu den Druckwerken für Cyan, Magenta, Yellow und Schwarz ist es im Verpackungsdruck verbreitet, Sonderfarben einzusetzen. Sonderfarben sind zum Beispiel Firmenfarben wie das „Milka-Lila“. Um Farbschwankungen zu vermeiden, werden diese nicht im Druckprozess aus vier Farben zusammengesetzt, sondern als fertig gemischte Druckfarbe in einem gesonderten Werk verdruckt.
Zusätzlich kann die Maschine mit Lackwerken ausgestattet werden. Eine Lackierung dient zum Schutz des Druckerzeugnisses und / oder zur Veredelung. Im Lackwerk wird der Lack wie in einem Flexodruckwerk über eine Rasterwalze dosiert. Nach dem letzten Druck oder Lackwerk werden die Bogen in den Ausleger gefördert und auf der Palette gestapelt. Der Ausleger kann mit zusätzlichen Trocknermodulen ausgestattet werden, um die Farben und Lacke zu trocknen oder zu härten. Eingesetzt werden können Trockner, die Infrarot-Strahlung, Thermoluft oder UV-Licht erzeugen. Welches Trocknersystem benötigt wird, hängt von den verwendeten Farben und Lacken ab.
 Abb. 9.2.41: eine Fünf-Farben-Bogenoffset-Druckmaschine mit Lackwerk für das einseitige Bedrucken eines Packmittels (Quelle: Eigene Darstellung)
Abb. 9.2.41: eine Fünf-Farben-Bogenoffset-Druckmaschine mit Lackwerk für das einseitige Bedrucken eines Packmittels (Quelle: Eigene Darstellung)
Abb. 9.2.41 zeigt eine Offsetdruckmaschine zum einseitigen Bedrucken des Bedruckstoffes. Soll auch die Rückseite bedruckt werden, werden die einseitig bedruckten Bogen entweder außerhalb der Druckmaschine gewendet und ein zweites Mal bedruckt oder inline in der Druckmaschine gewendet. Der einseitige Druck wird als Schöndruck, der beidseitige Druck als Schön- und Widerdruck bezeichnet. Eine Schön und Widerdruckmaschine wird mit einer Wendetrommel ausgestattet.

Abb. 9.2.42: eine Sechs-Farben-Bogenoffset-Druckmaschine mit Doppellackwerk und Wendung nach dem ersten Druckwerk zum beidseitigen Bedrucken des Packmittels. (Quelle: Eigene Darstellung)
Mit zwei Lackwerken können die Veredelungsergebnisse gesteigert werden – zum Beispiel, indem man zwei Lacke kombiniert. Zwischen zwei Lackwerken wird die erste Lackschicht gehärtet. Trockner zwischen Druck- und Lackwerken werden als Zwischentrockner bezeichnet, Trockner im Ausleger als Endtrockner.
Abb. 9.2.43: Matt-Glanz-Effekte, die zum Beispiel mit einem Doppellackwerk erzeugt werden können
(Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.11 Viskosität
Die Viskosität ist ein Maß für die Zähflüssigkeit eines Mediums. Je dickflüssiger es ist, um so höher ist die Viskosität. Sie ist ein Maß für den inneren Flüssigkeitswiderstand gegen das Fließen und wird definiert durch den Reibungswiderstand, den eine Flüssigkeit einer Deformation durch eine Druck- oder Schubspannung entgegensetzt. Druckfarben sind farbmittelhaltige Gemische die mithilfe einer Druckform auf einen Bedruckstoff übertragen werden und dort eine zu trocknende Schicht bilden. Sie sind in ihrer Zusammensetzung und in ihren Eigenschaften den Druckverfahren angepasst. Die mechanischen Eigenschaften der Druckfarbe werden auch rheologische Eigenschaften genannt. Die Rheologie (von griechisch rhei ‚fließen‘ und griechisch logos ‚Lehre‘, vgl. panta rhei) oder Fließkunde ist die Wissenschaft, die sich mit dem Verformungs- und Fließverhalten von Materie beschäftigt.
Die Vielzahl der Druckverfahren und ihrer Bedruckstoffe erfordert die Anpassung und Zusammensetzung der Druckfarben. Beim Offsetdruck ist die Druckfarbe zähflüssiger als beim Tief-, Sieb- oder Flexodruck. Der Farbtransport wird über die Zügigkeit der Farbe bestimmt. Dies ist diejenige Kraft, die notwendig ist, den Druckfarbenfilm in sich zu trennen. Sie ist ein komplexes Verhältnis von Viskosität, Kohäsion und Adhäsion und wird in der Druckfarbenprüfung als „tack“ gemessen. Die Zügigkeit (engl.: tack) bezeichnet in der Rheologie der Druckfarben den inneren Zug (Kohäsion), mit dem sich eine Farbschicht ihrer Spaltung entgegensetzt.
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.12 Additive Farbmischung
Der Sinneseindruck „Farbe“ entsteht beim Menschen, wenn Licht einer bestimmten Wellenlänge oder eines Wellenlängengemisches auf die Netzhaut des Auges fällt. Im Gehirn wird dadurch eine Farbempfindung ausgelöst. Kein Gegenstand ist farbig ohne Licht. Erst Licht vermittelt unserem Sinneseindruck die Farbigkeit eines Gegenstandes. Aber deren Interpretation im menschlichen Gehirn lässt sich nur abschätzen. Je nach Farbtüchtigkeit des einzelnen Auges und der Umgebungsbeleuchtung wird eine Farbe unterschiedlich wahrgenommen und beschrieben.
Licht ist Strahlung, die sich sehr schnell – mit einer Geschwindigkeit von 300.000 Kilometern pro Sekunde (Lichtgeschwindigkeit) – ausbreitet. Wenn weißes Licht auf einen Gegenstand trifft, wird es entweder absorbiert, reflektiert oder es trifft als Teil der Absorption oder Reflexion ein. Dies ist abhängig von den Eigenschaften des beleuchteten Gegenstandes. Das vom Gegenstand zurückgeworfene oder hindurch-gelassene Licht wird über das Auge aufgenommen und in Nervenimpulse umgewandelt, die im Gehirn die Farbempfindung auslösen.
Der sichtbare Wellenlängenbereich für unser menschliches Auge liegt zwischen 380 Nanometer (ultraviolettes Licht) und 780 Nanometer (Infrarotlicht). Mit einem Prisma kann man Licht in seine Bestandteile aufspalten und sieht alle Farben des Regenbogens.

Abb 9.2.44: Aufspaltung des Lichtes in seine Bestandteile. (Quelle: Eigene Darstellung)
Die additiven Grundfarben sind Rot, Grün und Blau. Werden alle Farben des Spektrums überlagert, so entsteht die Farbe Weiß.

Abb. 9.2.45: additiver Farbkreis (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.13 Subtraktive Farbmischung
Die subtraktiven Grundfarben sind Cyan, Magenta und Gelb. Diese Farben werden als Körperfarben bezeichnet und werden in der Druckindustrie eingesetzt. Farbige Bilder werden mit den Druckfarben Cyan, Magenta, Gelb und Schwarz gedruckt.
Beim Sehen – oder besser – beim Entstehen von Farbe müssen drei Dinge immer vorhanden sein:
• Licht
• Objekt
• Betrachter
Fehlt nur eines, so ist kein Farbeindruck der Körperfarbe möglich. Für das Farbsehen ist auch eine gewisse Helligkeit die Voraussetzung, da die Zapfen im menschlichen Auge erst ab einer gewissen Helligkeit aktiv werden. Das ist der Grund, dass bei Dunkelheit keine Farbe wahrgenommen werden kann.

Abb. 9.2.46: subtraktiver Farbkreis (Quelle: Eigene Darstellung)
Druckfarben sind lasierende (durchscheinende) Substanzen, die wie Farbfilter wirken. Das bedeutet: Wenn die drei Grundfarben in annähernd gleichen Teilen miteinander vermischt werden, wird für unser Auge das gesamte einfallende Licht absorbiert, es gibt dadurch keine Reflexion – und wir sehen ein nahestehendes Schwarz. Mischen wir die beiden Druckfarben Gelb und Cyan in annähernd gleichen Teilen, sehen wir Grün. Bei der subtraktiven Farbmischung entstehen aus den Mischfarben:
• Cyan + Gelb = Grün
• Gelb + Magenta = Rot
• Magenta + Cyan = Blau
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.14 Autotypische Farbmischung
Farbige Bilder werden mit den Druckfarben Cyan, Magenta, Gelb und Schwarz gedruckt. Das Zusammenspiel von additiver und subtraktiver Farbmischung wird als autotypische Farbmischung bezeichnet. Beim Drucken muss ein Bild in einzelne kleine Punkte zerlegt werden, die als Rasterpunkte bezeichnet werden. Im Offsetdruck sind die Rasterpunkte in Abhängigkeit vom gewünschten Farbton unterschiedlich groß. Im Zusammendruck der einzelnen Farben stehen die Punkte nebeneinander oder überlagern sich teilweise oder ganz. Unser Auge ist zu träge, die einzelnen Farbpunkte auf dem Papierweiß zu unterscheiden. Die Farben werden für unser Auge additiv gemischt und wahrgenommen.

Abb. 9.2.47: autotypische Farbmischung – Darstellung der Rasterpunkte auf dem Bedruckstoff
(Quelle: Heidelberg)
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.15 Farbmetrik
Jeder Mensch nimmt Farben mit seinen Augen anders wahr und kommt dadurch auch zu unterschiedlichen Farbbeschreibungen. Unser Farbempfinden hängt vom Reizzustand der rot-, grün- und blauempfindlichen Rezeptoren unseres Auges ab.
Farbe ist abhängig von:
• dem Licht, dem sie ausgesetzt ist,
• der Größe der farbigen Fläche,
• den Umgebungsfarben beziehungsweise des Hintergrundes,
• dem Betrachtungswinkel und
• der individuellen Wahrnehmung des Betrachters.
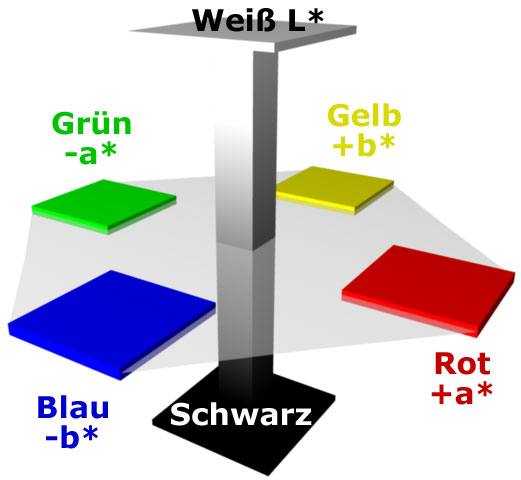

Abb. 9.2.48: L*a*b*- Koordinaten im CIELAB-System (Quelle: www.CIELab.de)
Da jeder Mensch Farben etwas anders empfindet, wurden in den 70er-Jahren Standards entwickelt, um Farben messbar zu machen. Eine Schlüsselrolle hierbei nimmt der so genannte Normalbetrachter ein. Das CIELAB-Farbsystem wurde 1976 definiert als ein Farbraum, der durch die Achsen L* a* und b* aufgespannt wird. Dabei ist L* die Hell-Dunkel-Achse, die senkrecht steht und von Schwarz (L* = 0) bis Weiß (L* = 100) reicht. Im rechten Winkel dazu liegen die Achsen a* und b*, die auch untereinander im rechten Winkel zueinander stehen. a* ist die Rot-Grün- und b* die Gelb-Blau-Achse. Die Messung einer Farbe ist nichts anderes als ein standardisiertes Farbsehen. Die beiden Faktoren „Licht“ und „Betrachter“ sind dabei genormt. Gemessen wird heute mit Spektralfotometern, die im Bereich von 400 -700 nm alle 10 nm messen. Ein Nanometer (nm) ist der millionste Teil eines Millimeters.
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.15.1 Lichtarten
In verschiedenen Zweigen der Industrie, sonstiger Wirtschaftsunternehmen und dem Einzelhandel, ebenso auch im Privatbereich, sind je nach Bedarf verschiedene Lichtquellen im Einsatz. Dazu zählen verschiedene Arten von Leuchtstofflampen, Glühbirnen, Energieleuchtmittel oder auch natürliches Tageslicht. Vieles wird von unserem Auge, je nach Umgebung, als Weiß empfunden. Dieser Mangel beeinflusst unsere Farbwahrnehmung. So kommt es, dass Farbproben bei bestimmten Lichtverhältnissen übereinstimmen und bei anderen aber nicht (Metamerie-Effekt). Deshalb hat sich zur Farbabstimmung in der grafischen Industrie die Lichtart „Daylight D50 Farbtemperatur 5000 Kelvin Mittagshimmel Tageslicht“ oder „Tageslicht D65 Durchschnittliches Nordhimmel-Tageslicht“ durchgesetzt.
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.15.2 Normalbeobachter
Im Auge des Menschen sorgen die Stäbchen für die Hell-Dunkel-Unterscheidung und die Zäpfchen für das Farbensehen. Die Zäpfchen besitzen drei Spektralwertfunktionen für die Bewertung der Farben Rot, Grün und Blau. Jeder Mensch sieht und beurteilt Farben zwar etwas anders, aber im Großen und Ganzen sind diese drei Funktionen bei allen normalsichtigen Menschen in etwa gleich. Deshalb wurde aus dem durchschnittlichen Farbempfinden vieler Testpersonen ein „Normalbeobachter“ als Grundlage für die Farbme-trik definiert. Im Jahr 1931 wurde von der CIE in einer Testreihe der 2-Grad-Normal-beobachter definiert; im Jahr 1964 wurde der Test von der CIE wiederholt: Mit einer größeren Farbfläche wurde der 10-Grad-Normalbetrachter definiert. (CIE = International Commission on Illumination)
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.15.3 Delta E
Delta E ist das Maß für den empfundenen Farbabstand und steht als Zeichen der Differenz zwischen Soll- und Ist-Wert des Farbvergleiches. Dieser Wert lässt sich nur mit einem geeichten Messinstrument ausfüh-ren, dem Spektralfotometer.
Für Farbdifferenzen Delta E ist der Abstand als euklidischer Abstand der L*a*b* -Werte. Der euklidische Abstand ist der Abstandsbegriff der euklidischen Geometrie. Der euklidische Abstand zweier Punkte in der Ebene oder im Raum ist die zum Beispiel mit einem Lineal gemessene Länge einer Strecke, die diese zwei Punkte verbindet.
Delta E-Bewertung
• 0,0 – 0,5 kein bis fast kein Unterschied
• 0,5 – 1,0 Unterschied kann für das geübte Auge bemerkbar sein
• 1,0 – 2,0 unmerklicher Unterschied
• 2,0 – 4,0 wahrgenommener Farbunterschied
• 4,0 – 5,0 wesentlicher Farbunterschied, der selten toleriert wird
• oberhalb 5,0: Die Differenz wird als andere Farbe gewertet.
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.2 Tiefdruckverfahren
Der Tiefdruck ist ein direktes Druckverfahren. Die Druckform entsteht durch Ätzung, Laser- oder Diamantgravur eines Tiefdruckzylinders. Das Tiefdruckverfahren ermöglicht hohe Auflagen. Angewendet wird es vornehmlich im Magazin- und Werbedruck sowie zum Bedrucken von Folien für Verpackungen. Der Tiefdruck nutzt lösemittelhaltige dünnflüssige Druckfarben. Er ermöglicht eine hohe Farbbrillanz. Er bietet einen guten scharfen Rasterpunkt. Nachteil: Die Druckformherstellung ist aufwändig und teuer. Typische Druckerzeugnisse sind: Zeitschriften und Kataloge in hohen Auflagen ab etwa 300.000 Exemplaren. Tiefdruck kommt auch bei Verpackungsfolien und Tetra Packs (eher Getränkekarton) zum Einsatz.

Abb. 9.2.12: Rasternäpfchen (Quelle: Eigene Darstellung)
Rasternäpfchen werden mit Farbe gefüllt. Ein Rakel entfernt die überschüssige Farbe, dabei stützt sich das Rakel auf den Stegen zwischen den Näpfchen ab. Im Druckbereich wird die Farbe von der Form auf das Papier übertragen.

Abb. 9.2.13: Farbübertrag (Quelle: Francesca Favilla, Casiopea,
https://wiki.ead.pucv.cl/Archivo:Huecograbado.fran.jpg)
{kind=link}

Abb. 9.2.14: Tiefdruckzylinder (Quelle: Eigene Darstellung)
Abb. 9.2.15: Mikroaufnahme eines gravierten Tiefdruckzylinders (Quelle: Eigene Darstellung)

Abb. 9.2.16: verschiedene Gravierverfahren, Rundstichel, Spitzstichel (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.3 Flachdruckverfahren
9.2.3.1 Flachdruckverfahren – Lithografie
Alois Senefelder (1771–1834) entdeckte bei Vervielfältigungsversuchen von Musiknoten, dass Solnhofener Kalkstein sich gut als Grundlage für ein neues Druckverfahren eignete, die Lithografie. Damit wurde zum Beispiel der musikalische Nachlass von Wolfgang Amadeus Mozart vervielfältigt. Auf eine plangeschliffene Steinplatte zeichnete er zunächst mit fetthaltiger Tusche oder Kreide seitenverkehrt die zu druckenden Partien; dadurch wurden diese Stellen wasserabweisend. Danach befeuchtete er die Druckform mit einer wässrigen Lösung aus Gummiarabikum und verdünnter Salpetersäure. Dies bewirkte, dass die nicht beschrifteten Stellen Wasser hielten und so fettabweisend wurden. Die im dritten Arbeitsgang mit einer Rolle aufgebrachte fetthaltige Druckfarbe haftete nur noch an den wasserabweisenden Partien. Schließlich wurde ein Bogen Papier auf den Stein gelegt und die Druckfarbe durch kräftiges Aufpressen übertragen.
Steindruck nutzt pastöse (breiige) Druckfarben. Er wurde früher für den Bilderdruck, für farbige Bücher und den Notendruck eingesetzt. Heute gibt es ihn nur noch im künstlerischen Bereich (z. B. Grafiken), weil er im Vergleich zu anderen neueren Druckverfahren für die Massenproduktion unwirtschaftlich ist.. Senefelders metallografische Flachdruckpräparationen von Stahl-, Zink-, Messing und Kupferplatten wurden zur Grundlage des Offsetdrucks.

Abb. 9.2.17: Solnhofener Kalkstein (Quelle: Eigene Darstellung)

Abb. 9.2.18: Lithograf (Quelle: Eigene Darstellung)
Erstmalig wurde der Steindruck in Offenbach kommerziell eingesetzt: Der Musikverleger Johann Andé vervielfältigte damit den 1799 gekauften musikalischen Nachlass von Wolfgang Amadeus Mozart. Die Sammlung enthielt unter anderem die Opern „Figaro“ und „Zauberflöte“, eine Reihe von Streichquartetten und -quintetten, einige Klavierkonzerte und die Serenade „Eine kleine Nachtmusik“. Die Rechte am damals neuartigen Druckverfahren hatte er von dessen Erfinder Alois Senefelder gekauft.

Abb. 9.2.19: Alois Senefelder (Quelle: Franz Hanfstaengl (1834): Alois Senefelder, Lithographie, https://commons.wikimedia.org/wiki/File:Alois_Senefelder2.jpg)
{kind=link}
Senefelder experimentierte mit verschiedenen Konstruktionsformen einer Druckpresse. Letztendlich arbeitete er mit einer Stangenpresse. Ein Nachbau befindet sich im Statdtmuseum Offenbach.

Abb. 9.2.20: Senefelders Zylinderpresse (Quelle: Wikipedia,
https://de.wikipedia.org/wiki/Datei:Stamps_of_Germany_(BRD)_1972,_MiNr_715.jpg)
_1972,_MiNr_715.jpg){kind=link}

Abb. 9.2.21: Senefelders Stangenpresse (Quelle: Senefelders Barpresse. Zeichnung aus seinem eigenen Buch A Complete Course of Lithography, 1819, https://digitaltmuseum.no/021188600064/litografiet-og-stavanger-utstilling-pa-norsk-grafisk-museum-apner-varen)
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.3.2 Flachdruckverfahren – Offsetdruck
Der Offset-Druck (englisch: „to set off“ oder „offset“; deutsch: „absetzen“ oder „Versatz“) ist ein indirektes Flachdruckverfahren. Der Offset-Druck ist der am weitesten verbreitete Druck für Werbematerialien aller Art. Dazu zählen Flyer, Zeitungen, Magazine und der Verpackungsdruck. Das Verfahren ist eine Weiterentwicklung des Steindrucks und beruht auf dem unterschiedlichen Benetzungsverhalten verschiedener Stoffe. Die druckenden und nicht druckenden Stellen befinden sich beim Offsetdruck auf einer Ebene.
Beim Druckvorgang zwischen Druckplatte und Papier wird ein mit einem Gummituch bespannter Zylinder zwischengeschaltet. Die Druckfarbe wird also indirekt auf den Druckbogen übertragen. Dies ermöglicht einen gleichmäßigen Druck, mit dem auch hohe Auflagen bei gleichbleibender Qualität produziert werden können. Anders als beim bereits beschriebenen Steindruck können beim Offsetdruck die Prozesse weitgehend automatisiert werden. Als Druckvorlage dienen hier millimeterdünne Aluminiumplatten. Um im Offset-Verfahren ein farbiges Bild zu drucken, müssen mindestens vier Farben, mit der Bezeichnung Cyan, Magenta, Yellow und Schwarz passgenau übereinander gedruckt werden. Jede dieser vier Druckfarben (Cyan, Magenta, etc.) wird in in einzelnen Arbeitsschritten aufgebracht.
Eigenschaften der Offsetdruckform:
Druckende und nichtdruckende Elemente liegen auf einer Höhe – deshalb spricht man hier von Flachdruck. Die druckenden Anteile der Form sind wasserabweisend beschichtet – hydrophobisch. Die nicht druckenden Anteile sind wasserfreundlich – hydrophil.

Abb. 9.2.22: Druckform (Quelle: Eigene Darstellung)
Arbeitsgänge beim Offsetdruck
Feuchtung: Ein dünner Film Feuchtmittel wird durch die Feuchtauftragswalze auf die Platte übertragen. Um eine gleichmäßige Benetzung der Oberfläche zu erzielen (spreiten), sind im Feuchtmittel Zusatzstoffe enthalten wie Tenside und Alkohol. Alle nicht druckenden Anteile der Form sind jetzt mit Feuchtmittel benetzt.

Abb. 9.2.23: Feuchtung (Quelle: Eigene Darstellung)
Einfärben: Die fetthaltige Druckfarbe wird durch Farbauftragswalzen auf die trockenen Anteile der Druckform aufgetragen. Die Grenzflächenspannung zwischen Feuchtmittel und Druckfarbe ist so groß, dass Abbildungen und Texte exakt auf den Bedruckstoff übertragen werden.

Abb. 9.2.24: Färben (Quelle: Eigene Darstellung)
Der Offsetdruck ist ein indirektes Druckverfahren, der Bedruckstoff berührt nicht direkt die Druckform. Die Druckform ist seitenrichtig, so kann Text auf der Form gelesen werden. Ein Gummituch, das auf einen Zylinder aufgespannt ist, dient als Zwischenträger der Farbe von der Form zum Bedruckstoff.

Abb. 9.2.25: Prinzip des indirekten Druckverfahrens (Quelle: Eigene Darstellung)
Der Plattenzylinder / Druckformzylinder trägt die Druckform (Offsetplatte). Der Plattenzylinder ist im Umfang und seitlich einstellbar, um die einzelnen Farben deckungsgleich übereinander drucken zu können (Register, Passer).
Der Gummituchzylinder trägt das Gummituch. Das Gummituch (Drucktuch) dient als flexibler Zwischenträger für den Farbübertrag von der Platte zum Bedruckstoff.
Der Druckzylinder dient zum Transport der Bögen durch die Druckzone. Der Bedruckstoff wird dabei von einer Reihe von Greifern in seiner Position fixiert.
Über das Feuchtwerk wird die Platte bei jeder Zylinderumdrehung mit Feuchtmittel benetzt. Alle nicht druckenden Anteile der Druckform werden mit Feuchtmittel angefeuchtet. Über das Farbwerk werden die wasserabweisenden und somit trockenen Anteile der Druckform eingefärbt. In der Druckzone werden Druckfarbe sowie Feuchtmittel auf den Bedruckstoff übertragen.
Die im Offset-Druck erzeugten Produkte lassen sich durch folgende Merkmale erkennen: randscharfer Ausdruck ohne Quetschränder oder zerrissene Ränder sowie eine homogene Rückseite ohne Prägungen oder Schattierungen.
Der Offsetdruck ist das am meisten eingesetzte Druckverfahren. Ob glatt, geprägt, strukturiert oder rau – fast alle Papier-, Kartonarten, Kunststoffe können als Bogenformate oder von der Rolle professionell bedruckt werden.

Abb. 9.2.26: schematische Darstellung einer Offset-Druckmaschine (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.4 Durchdruckverfahren
Der Siebdruck, auch als „Serigrafie“ bezeichnet, ist ein Druckverfahren, bei dem die Druckfarbe mit einem Gummirakel durch ein feinmaschiges textiles Gewebe hindurch auf das zu bedruckende Material gedruckt wird. Deshalb spricht man hier von Durchdruckverfahren. Verwendet wird fließfähige Druckfarbe. An den Stellen des Gewebes, wo dem Motiv entsprechend keine Farbe gedruckt werden soll, sind die Maschen des Gewebes farbundurchlässig gemacht worden.Typische Siebdruck-Erzeugnisse sind: Plakate, Fahrzeugplanen, Skalen, Schilder, Glasplatten, Flaschen, Bälle, Kugelschreiber, Dosen, Textilien, Stoffe oder T-Shirts und Bedienfeldbeschriftungen an Maschinen.

Abb. 9.2.27: Drucksieb (Quelle: Eigene Darstellung)

Abb. 9.2.28: Schema Siebdruck (Quelle: Eigene Darstellung)

Abb. 9.2.29: Siebdruck – Rotation (Quelle: Eigene Darstellung)

Abb. 9.2.30: Innenliegendes Rakel (Quelle: Eigene Darstellung)

Abb. 9.2.31: Mikroaufnahme eines Rasterpunktes auf dem Sieb (Quelle: Eigene Darstellung)

Abb. 9.2.32: Siebdruckmaschine zum Bedrucken von T-Shirts (Quelle: Hebbecker)
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.5 Digitaldruckverfahren

Abb. 9.2.33: Digitale Drucksysteme (Quelle: Eigene Darstellung)
Xerografie (image one print one):
Die Xerografie erlaubt höchst individuelle Druckerzeugnisse, weil man hier den Inhalt mit jedem Druckbogen ändern kann – zum Beispiel bei aktuellen Events oder persönlichen Fotobüchern. Anders als bei konventionellen Druckverfahren werden beim Digitaldruck die Daten direkt aus dem digitalen Datenbestand auf den Bedruckstoff übertragen. Dabei kann sich der Inhalt bei jedem Druckbogen ändern.
Die Druckfarben sind hier pulverartig (Toner-basiert) oder flüssig (Inkjet/HP Indigo).
Typische Druckerzeugnisse und Anwendungen für die Xerografie sind: Kleine Auflagen bis herunter zu einem Stück - zum Beispiel bei Fotobüchern sowie Schnelldruck für Events und farbige Handbücher mit Inhalten, die sich oft ändern.

Abb. 9.2.34: Funktionsprinzip der Xerografie (Quelle: Eigene Darstellung)

Abb. 9.2.35: Thermosublimationsdruck (Quelle: Eigene Darstellung)

Abb. 9.2.36: digitale Druckmaschine (Quelle: HP Development Company, L.P.)
Tintenstrahldruck / Large Format Printing:
Flüssigtoner wird mittels Düsen auf den Bedruckstoff geschossen. Es handelt sich dabei zurzeit noch um ein langsames Druckverfahren. Für einen A1-Bogen (Format 594 °— 841 mm) werden rund 35 Sekunden benötigt. Typische Druckerzeugnisse für LFP sind: großformatige Gewebe, Folien, Werbeplakate (Einzeldrucke). Das Drucken großer Formate (Large Format Printing, LFP) im Tintenstrahldruck ist zeitaufwändig.

Abb. 9.2.37: Tintenstrahldrucker (Quelle: HP Development Company, L.P.)

Abb. 9.2.38: schematische Verfahrensdarstellung des Tintenstrahldrucks (Quelle: Eigene Darstellung)
Hier ein Beispiel variabler Daten, um Drucke zu personalisieren. Mit Digitalduck ist es möglich, das Druckbild von Bogen zu Bogen zu verändern.

Abb. 9.2.39: variable Daten (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.6 Arbeitsplatzgrenzwerte (AGW-Wert)
Der Arbeitsplatzgrenzwert (AGW-Wert) ist ein wichtiges Instrument zum Schutz der Beschäftigten vor Gefährdungen ihrer Gesundheit und Sicherheit durch Gefahrstoffe. Die Definition des AGW-Werts findet sich in § 2 Abs. 8 der Gefahrstoffverordnung (GefStoffV). Danach ist der AGW-Wert
die höchstzulässige Konzentration eines Arbeitsstoffes in der Luft am Arbeitsplatz, die nach dem gegenwärtigen Stand der Kenntnis auch bei wiederholter und langfristiger, in der Regel täglich achtstündiger Belastung, jedoch bei Einhaltung einer durchschnittlichen Wochenarbeitszeit von 40 Stunden im Allgemeinen die Gesundheit der Beschäftigten nicht beeinträchtigt und diese nicht unangemessen belastet.
Arbeitsstoffe können hier Gas, Dampf oder Schwebstoffe sein. Die tägliche achtstündige Belastung ist ein Schichtmittelwert. Expositionsspitzen während einer Schicht werden entsprechend mit Kurzzeitwerten beurteilt, die nach Höhe, Dauer und Häufigkeit und zeitlichem Abstand gegliedert sind. Früher wurde der AGW-Wert als „Maximale Arbeitsplatz-Konzentration“ (MAK-Wert) bezeichnet.
In der Regel wird der AGW-Wert als Durchschnittswert über Zeiträume bis zu einem Arbeitstag oder einer Arbeitsschicht berechnet. Bei der Aufstellung von AGW-Werten sind in erster Linie die Wirkungscharakteristika der Stoffe berücksichtigt, daneben aber auch – soweit möglich – praktische Gegebenheit der Arbeitsprozesse beziehungsweise der durch diese bestimmten Belastungsmuster. Maßgebend sind dabei wissenschaftlich fundierte Kriterien des Gesundheitsschutzes – und nicht die technischen und wirtschaftlichen Realisationsmöglichkeiten in der Praxis.
AGW-Werte geben für die Beurteilung der Bedenklichkeit oder Unbedenklichkeit der am Arbeitsplatz vorhandenen Konzentration eine Urteilsgrundlage ab. Sie sind jedoch keine Konstanten, aus denen das Eintreten oder Ausbleiben von Wirkungen bei längeren oder kürzeren Einwirkungszeiten errechnet werden kann. Ebenso wenig lässt sich aus AGW-Werten oder der Einstufung als krebserzeugender Arbeitsstoff im Einzelfall eine festgestellte oder angenommene Schädigung herleiten; dafür ist allein der ärztliche Befund entscheidend – und zwar unter Berücksichtigung aller äußeren Umstände des Fall-Herganges. Angaben in der AGW-Werte-Liste sind daher grundsätzlich nicht als vorgezogene Gutachten für Einzelfallentscheidungen zu betrachten.
Neben der Einwirkung über die Atemwege bestimmen noch eine Reihe anderer Faktoren Art und Ausmaß schädlicher Wirkungen: sensibilisierende Eigenschaften, Hautresorption, Ätzwirkung, Brennbarkeit, Dampfdruck und anderes. Es reicht nicht allein aus, den AGW-Wert einzuhalten. Darüber hinaus muss der Gesundheitszustand der Mitarbeiter auch ärztlich überwacht werden. Nicht geeignet ist der AGW-Wert, um mögliche Gesundheitsgefährdungen durch langdauernde Einwirkung von Verunreinigungen der freien Atmosphäre – zum Beispiel in der Nachbarschaft von Industrieunternehmen – anhand konstanter Umrechnungsfaktoren abzuleiten.
Der Ausschuss für Gefahrstoffe (AGS) erarbeitet oder bewertet AGW-Werte. Diese werden in der „Technischen Regel für Gefahrstoffe 900“ (TRGS 900) festgelegt. Als Hilfe zur Wirksamkeitskontrolle bei der Gefährdungsbeurteilung können neben den AGW-Werten im Sicherheitsdatenblatt auch Herstellergrenzwerte – „Derived No Effect Level“ (DNEL) – angegeben werden.
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.7 Biologischer Grenzwert (BGW-Wert)
Der biologische Grenzwert (BGW-Wert) wird in § 2 Abs. 9 der Gefahrstoffverordnung (GefStoffV) definiert.
Der BGW-Wert ist die toxikologisch-arbeitsmedizinisch abgeleitete Konzentration eines Stoffes, seines Metaboliten (Stoffwechselprodukt) oder eines Beanspruchungsindikators in biologischen Materialien, bei dem im Allgemeinen die Gesundheit eines Beschäftigten für maximal acht Stunden täglich und 40 Stunden wöchentlich nicht beeinträchtigt wird.
Er wurde früher als Biologischer Arbeitsstoff-Toleranzwert, BAT-Wert, bezeichnet.
Der Ausschuss für Gefahrstoffe (AGS) legt die BGW-Werte als Höchstwerte für gesunde Einzelpersonen in der „Technischen Regel für Gefahrstoffe 903“ (TRGS 903) fest. Gemessen werden diese Werte in der Regel im Blut oder Urin. Die BGW-Werte dienen im Rahmen der speziellen arbeitsmedizinischen Vorsorge oder des Biomonitorings zur Kontrolle der Belastung der Mitarbeiter mit Gefahrstoffen.
Die jeweils aktuellen Fassungen der TRGS 900 und der TRGS 903 sind auf der Homepage der Bundesanstalt für Arbeitsschutz und Arbeitsmedizin (BAuA) unter www.baua.de zu finden.
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.8 Flammpunkt und Verdunstungszahl von Lösemitteln
Als Flammpunkt bezeichnet man die Temperatur, ab der sich ein über dem Lösemittel bildendes Lösemitteldampf- / Luftgemisch durch eine externe Zündquelle, zum Beispiel durch einen Funken oder eine Flamme, entzünden lässt.
In der Druckindustrie ist die Einteilung der Prozessmittel – zum Beispiel der Wasch-und Reinigungsmittel – bis zum 1. Januar 2003 nach der Verordnung über brennbare Flüssigkeiten (kurz VbF) erfolgt. Diese wurde teilweise durch die Betriebssicherheitsverordnung abgelöst. Dennoch ist die alte Einteilung nach der Verordnung über brennbare Flüssigkeiten noch häufig anzutreffen.
Hierbei werden die brennbaren Flüssigkeiten nach ihrem Flammpunkt in Gefahrenklassen eingeteilt. In der neuen Einteilung werden Flüssigkeiten mit einem Flammpunkt größer 55 °C nicht mehr gesondert gekennzeichnet. Eine Übersicht der Einteilungen mit Beispielen anhand typischer Prozessmittel in der Druckindustrie ist in Abbildung 9.2.40 aufgeführt.

Abb. 9.2.40: Einteilung der Prozessmittel im Offsetdruck in verschiedene Gefahrenklassen anhand des Flammpunktes – und Vergleich zwischen alter Verordnung über brennbare Flüssigkeiten und aktueller Betriebssicherheitsverordnung (Quelle: Eigene Darstellung)
Der Flammpunkt ist für den Endanwender eine wichtige Kennzahl für den sicheren Umgang mit Reinigungs- und sonstigen Prozessmitteln bezogen auf die Ausbildung von leicht entzündlichen Lösemittel-Luftgemischen.
Für die Druckindustrie und weitere angrenzende Industriezweige hat die Berufsgenossenschaft Energie Textil Elektro Medienerzeugnisse (kurz BG ETEM) Wasch- und Reinigungsmittel mit einem Flammpunkt unter 55 °C als nicht mehr zulässig eingestuft.
Die Verdunstungszahl gibt an, wie schnell ein Lösemittel bei Raumtemperatur verdunstet. Je höher die Verdunstungszahl, desto langsamer verdunstet ein Lösungsmittel. In der Praxis wird die Verdunstungszeit des Lösemittels Ethylether als 1 festgelegt und die des langsamer verdunsten-den Lösemittels als ein Vielfaches davon angegeben. Je größer die Verdunstungszahl, desto langsamer verdunstet (trocknet) das Lösemittel. Beispielsweise hat Isopropanol (kurz IPA) eine Verdunstungszahl von 11 – das heißt: Es verdunstet 11 Mal langsamer als Ethylether.
Im Offsetdruck haben sich vor allem schwer flüchtige Reinigungsmittel, also solche mit einer großen Verdunstungszahl, durchgesetzt. Erster Vorteil: Der Waschmittelverbrauch ist geringer, weil das Reinigungsmittel länger auf der Oberfläche verbleibt. Zweiter Vorteil: Die Raumluft im Drucksaal ist durch den Einsatz von Reinigungsmitteln mit hoher Verdunstungszahl weniger belastet.
Bei Druckfarben kann der Hersteller die Trocknungsgeschwindigkeit seines Produktes durch Zugabe von Lösemitteln einstellen. Ein Lösemittel mit hoher Verdunstungszahl bewirkt eine langsamere Trocknung. Lösemittel mit niedrigerer Verdunstungszahl beschleunigen hingegen den Trocknungsprozess. Das durch Lösemittel beeinflusste Trocknungsverhalten kommt vor allem bei Druckfarben für den Flexodruck und Tiefdruck zum Einsatz.
- Zum Verfassen von Kommentaren bitte anmelden.
9.2.9 Migration von Druckfarben
Migration ist in der Druckindustrie hauptsächlich im Lebensmittelverpackungsbereich wichtig. Darunter versteht man Folgendes: Lack- und Farbbestandteile können sich aus der bedruckten Verpackung lösen und sich im Verpackungsgut, also im verpackten Lebensmittel, anreichern. Das kann gesundheitliche Folgen für den Endverbraucher haben, zumindest aber kann es sich geschmacklich oder geruchlich auf die verpackten Lebensmittel auswirken. Bei konventionellen Druckfarben kann es beispielsweise zur Migration von Mineralölbestandteilen aus der Farbe kommen. Bei UV-Farben sind vor allem die Fotoinitiatoren problematisch.
Fotoinitiatoren sind photoaktive Substanzen. Diese sind Bestandteile strahlungshärtender Lacke und Harze, die unter Bestrahlung mit UV-Licht ausgehärtet werden können. Diese Moleküle sind sehr klein und können auch durch mehrere Schichten Verpackungsmaterial „wandern“. Mehr: https://de.wikipedia.org/wiki/Photoinitiator
Der Europäische Verband der Druckfarbenhersteller (EuPIA) hat eine Richtlinie zur Herstellung von Farben erstellt, die im Bereich des Lebensmittelverpackungsdrucks eingesetzt werden dürfen. Hier wird beispielsweise festgelegt, dass keine Rohstoffe eingesetzt werden, die als krebserzeugend, erbgutverändernd oder fortpflanzungsgefährdend eingestuft sind. Für Stoffe, die als unbedenklich gelten, gilt ein Migrationsgrenzwert < 0,01 mg pro Kilogramm Packgut.
- Zum Verfassen von Kommentaren bitte anmelden.
9.3 Veredelungsverfahren
9.3.1 Beschichten
9.3.1.1 Einführung und Begriffsdefinitionen
Von Papier, Karton und Pappe werden oft Eigenschaften verlangt, die diese von Natur aus nicht oder nicht ausreichend haben. Um ihr Eigenschaftsprofil an das Verlangte anzupassen, müssen sie mit anderen Materialien, die die nachteiligen Eigenschaften des Papiers nicht aufweisen, kombiniert werden. Auf diese Weise können die günstigen Merkmale der beiden miteinander kombinierten Materialien gesteigert und die ungünstigen überspielt werden. Für die Kombination eines Materials mit Papier, Karton und Pappe stehen drei verschiedene Verfahrenstechniken zur Verfügung – das Beschichten, das Laminieren beziehungsweise Kaschieren und das Imprägnieren. Diese sind durch folgende Merkmale gekennzeichnet:
• Beschichten: Auftragen einer porenfreien oder im Vergleich zu Papier sehr feinporigen Schicht auf die Oberfläche von Papier ohne Verwendung eines Haftvermittlers oder Klebstoff. Eine Beschichtung verän-dert somit das Rohpapier in seinen Volumeneigenschaften nicht, es wird aber dicker.
• Laminieren beziehungsweise Kaschieren: Aufbringen einer in der Regel porenfreien Schicht auf die Oberfläche von Papier und deren Fixierung mithilfe eines Haftvermittlers oder Klebstoff. Häufig, aber nicht immer, ist die Schicht eine Kunststofffolie. Auch hier verändern sich die Volumeneigenschaften des Papiers nicht, wie beim Beschichten wird es aber dicker.
• Imprägnieren: Tränken des Papiers mit einer Substanz, die die Volumeneigenschaften beeinflusst. Papier kann auf diese Weise wasser- und fettabweisend gemacht werden, die Substanz kann aber auch die Poren im Papier vollständig ausfüllen, wie es beispielsweise bei Dekorpapieren der Fall ist. Im Unterschied zu den vorgenannten Verfahren wird das Papier durch die Imprägnierung nicht oder nicht nennenswert dicker.
Im Vordergrund steht zunächst die Verfahrenstechnik der Beschichtung. Diese wird sowohl in der Papier erzeugenden Industrie als auch in der Papier verarbeitenden Industrie angewendet. Das Streichen von Papier ist ein Beschichtungsverfahren, das ausschließlich in der Papier erzeugenden Industrie angewendet wird. Aufgetragen wird eine dünne Schicht einer wässrigen Streichfarbe, die im Wesentlichen aus Bindemittel und Weißpigment besteht. Wesentlicher Grund für das Streichen ist die Verbesserung der Bedruckbarkeit.
Beschichtungsverfahren, die in der Papierverarbeitung angewendet werden, dienen der Oberflächenveredelung mit dem Ziel, bestimmte funktionelle und / oder dekorative Effekte zu erzielen. Das Beschichtungsmittel kann in ganz unterschiedlicher physikalischer Form vorliegen. Die Spannbreite reicht hier von dampfförmig bis hochviskos und pastös. Das Beschichtungsmittel kann lösemittelhaltig, wässrig, ölbasiert oder auch frei von Lösemittel oder Wasser sein. Eine Übersicht über die vielfältigen Erscheinungsformen von Beschichtungsmitteln zeigt Abbildung 9.3.1.

Abb. 9.3.1: mögliche physikalische Formen von Beschichtungsmitteln (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
9.3.1.2 Lackieren
Eine spezielle Form der Beschichtung ist das Lackieren. Wie in Abb. 9.3.1 gezeigt, gibt es eine Vielzahl unterschiedlicher Lacksysteme. Sie sind dadurch gekennzeichnet, dass sie in der Lage sind, auf oft be-druckten Papieroberflächen einen glatten und dichten Film zu bilden. Lacke haben Aufgaben zu erfüllen, die sich in zwei Gruppen einteilen lassen, wobei auch Kombinationen beider Gruppen vorkommen:
Gruppe 1: Lacke mit funktionellen Merkmalen. Dazu zählen unter anderem Eigenschaften wie Siegelfähigkeit oder Antisiegelfähigkeit, Scheuerfestigkeit, Antihafteigenschaften, Reib- und Gleiteigenschaften, glänzende und matte Eigenschaften und vieles mehr.
Gruppe 2: dekorativ wirkende Eigenschaften. In erster Linie zur Erhöhung der Werbewirksamkeit einer Verpackung oder eines Druckerzeugnisses. So lassen sich beispielsweise mit der Spotlackierung mit einem Mattlack auf vollflächiger Vorlackierung mit Glanzlack attraktive Effekte erzielen, auf die unten näher eingegangen wird. Lacke für Dekorationszwecke müssen nicht zwangsläufig transparente Filme bilden, sie können auch pigmentiert sein, um bestimmte Effekte zu erlauben.
Mehr zu den Grundlagen des Lackierens findest du hier:
"Was das Leben bunt macht." als PDF, bereitgestellt vom FCI (Fonds der chemischen Industrie)
Zunächst werden hier die wichtigsten Lacksysteme mit ihren charakteristischen Merkmalen dargestellt.
Lösemittellack
Lösemittellacke („Nitrolacke“) entsprechen in ihrer Zusammensetzung lösemittelhaltigen Tiefdruck- und Flexodruckfarben, jedoch fehlt ihnen das dort vorhandene Farbmittel. Grundbestandteile sind somit Bindemittel, Additive und Lösemittel. Nach dem Auftragen trocknet der Lack sehr schnell physikalisch durch Wegschlagen (Einziehen) in das Papier und vor allem durch Verdunsten in die Atmosphäre. Das Bindemittel bildet dabei einen festen und dichten Film.
Lösemittellacke gibt es auch als 2-Komponenten-Lack: Hier wird die physikalische Trocknung (Verdunsten des Lösemittels) mit der Aushärtung durch die chemische Reaktion der beiden Komponenten kombiniert. Beide Lackkomponenten werden erst kurz vor der Verarbeitung miteinander vermischt. Die Reaktion der Komponenten beginnt unmittelbar nach ihrer Mischung. Infolge der Reaktion steigt die Viskosität des Lacks allmählich an. Diesem Viskositätsanstieg kann zunächst durch Lösemittelzugabe begegnet werden. Nach einer gewissen Reaktionszeit gelingt das aber nicht mehr, und der Lack ist dann nicht mehr zu verarbeiten. Das Zeitfenster der Lackverarbeitbarkeit bezeichnet man mit „Topfzeit“. Infolge der chemischen Reaktion der Komponenten bildet sich ein sehr beständiger und mechanisch belastbarer Lackfilm.
Dispersionslack
Die wichtigsten Rezepturbestandteile eines Dispersionslacks zeigt Abbildung 9.3.2.

Abb. 9.3.2: die wichtigsten Rezepturbestandteile eines Dispersionslacks (Quelle: Eigene Darstellung)
Nach dem Auftrag trocknen die Lacke physikalisch durch Wegschlagen des Wassers in das Papier beziehungsweise Verdampfen in die Atmosphäre. Letzteres wird in der Regel durch eine Trocknung beispielsweise durch einen Infrarot (IR)-Strahler unterstützt. Dabei lagern sich die Polymerpartikel zusammen und bilden schließlich einen Film (vgl. Abbildung 9.3.3).

Abb. 9.3.3: die Vorgänge bei der Filmbildung eines Dispersionslacks (Quelle: Eigene Darstellung)
Je nach der Auswahl der Rezepturbestandteile und ihrer Mischungsverhältnisse können Dispersionslacke mit spezifischen Eigenschaften ausgestattet werden, sodass sie optimal an folgende Zwecke angepasst werden können:
Schutzlacke
Überzug bedruckter Papiere mit einem vor Verscheuern und Verschmutzen schützenden Lackfilm.
Glanz- und Mattlacke
Speziallacke zur Erzielung besonders ausgeprägter dekorativer Glanz- oder Mattwirkung.
Gleitfähige Lacke oder Antirutschlacke
Je nach Anforderung können durch bestimmte Additive eine besonders hohe Gleitfähigkeit des lackierten Papiers oder auch genau das Gegenteil erreicht werden.
Nassblockfeste Lacke
Standard-Dispersionslacke können dazu neigen, in der Gegenwart von Feuchtigkeit klebrig zu werden und dann zu blocken. Diese Neigung kann durch geeignete Additive verhindert werden.
Ultraschallschweißbare Lacke
Speziallacke, die mithilfe der Schwingungsenergie von Ultraschall thermisch aktiviert werden können und die dadurch klebewirksam werden. Nach dem Abkühlen entsteht eine feste Verbindung zu Fügeteilen aus Papier oder Kunststofffolie.
Heißkalanderlacke
Speziallacke zur Herstellung von höchstem Glanz mithilfe eines Kalanders. Kalander (von frz. calandre „Rolle“) ist ein System aus mehreren aufeinander angeordneten beheizten und polierten Walzen aus Schalenhartguss oder Stahl. Diese erlauben es, durch den Drucknip der Walzen durchlaufende lackierte Papiere mit Druck und Hitze zu beaufschlagen. Der Lack wird dadurch in einen verformbaren Zustand gebracht, der es erlaubt, den Glanz und die Glätte der Kalanderwalzen auf seine Oberfläche abzubilden.
Effektlacke
Hierzu zählen Lacke, mit denen sich durch die Zumischung von speziellen Farb- oder Metallpigmenten spezielle Effekte erzielen lassen. Mit den heute verfügbaren Bronze- und Aluminiumpigmenten lassen sich sehr hohe Glanzwerte erzielen. Eine besonders dekorative Anmutung lässt sich mit Perlmuttpigmenten erzielen. Wenn das Lackauftragssystem die Erzeugung sehr hoher Lackschichtdicken zulässt, wie es beispielsweise im Siebdruck der Fall ist, können Oberflächenreliefs realisiert werden, die sich durch Betasten spüren lassen. Auf diese Weise lassen sich sogar Blindenschriften drucktechnisch erzeugen.
Aussparungen/Spot-Lackierungen
Mit Spotlackierungen lassen sich dekorative Effekte auf der zu lackierenden Oberfläche erzielen, zum Beispiel durch Hochglanzlackierung von Bildern, während das Bildumfeld unlackiert bleibt oder mit Mattlack lackiert wird. In jedem Fall müssen die bedruckten und lackierten Flächenelemente sehr exakt übereinander liegen. Auch wenn der Lack hoch transparent oder lasierend ist, würden Passerfehler sehr stören. Aussparungen (lackfreie Stellen) werden beim Lackieren von Faltschachteln benötigt, um die Verfestigungsgeschwindigkeit der verwendeten Dispersionsklebstoffe nicht durch eine vom Lack gebildete Sperrschicht zu behindern. So dürfen Pharmafaltschachteln, die mittels wässrigem Inkjet mit variablen Daten und/oder Serialisierungsnummern versehen werden müssen, an den zu bedruckenden Stellen nicht lackiert sein. Zum Lackieren werden in der Regel Lackplatten beziehungsweise Vollton-Flexoplatten verwendet, bei denen die Aussparungen für die lackfreien Stellen manuell eingeschnitten werden.
Duftlacke
Mit Lacken als Gestaltungselement für Verpackungen lassen sich – wie gezeigt – die visuelle und die haptische Wahrnehmung ansprechen. Mit Duftlacken kann auch der Geruchssinn mit einbezogen werden. Dazu werden mikroverkapselte Duftstoffe in den Lack vor dem Auftrag eingearbeitet. Wenn die im Lackfilm eingebetteten Mikrokapseln zum Beispiel durch Reiben oder allein schon durch Berühren der Oberfläche beschädigt werden, wird der Duftstoff freigesetzt.
Drucklack
Ein Drucklack ist im Wesentlichen eine Offsetdruckfarbe ohne Farbmittel. Ihre wichtigsten Rezepturbestandteile zeigt Abbildung 9.3.4.

Abb. 9.3.4: Hauptrezepturbestandteil eines Drucklacks (Quelle: Eigene Darstellung)
Der Lackauftrag erfolgt mit einem Offsetdruckwerk. Der Lack wird mit dem Offset-Farbwerk verrieben und mit der für die Lackierung benutzten Druckform über das Drucktuch auf den Bedruckstoff übertragen. Spotlackierungen sind also einfach möglich. Wie die Bogen-Offsetfarbe auch, trocknet der Drucklack zunächst physikalisch durch Wegschlagen des Öls in das Papier. Dabei bildet sich ein weitgehend fester Harzfilm. Danach setzt die chemische Trocknungsphase durch Oxidation des Harzes mit Luftsauerstoff ein. Wie bei der Offsetfarbe ist die Schichtdicke von Drucklackfilmen mit etwa 2 μm (entsprechend etwa 2 g/m²) gering. Deshalb ist auch die Glanzwirkung von Drucklacklackierungen eher mäßig.
Strahlenhärtender Lack
Strahlenhärtende Lacke sind frei von verdunstenden oder wegschlagenden Bestandteilen wie Lösemittel oder Wasser. Sie bestehen vollständig aus chemisch reaktiven synthetischen Polymeren, die unter der Einwirkung energiereicher Strahlung in Sekundenbruchteilen einen außerordentlich festen, kratzfesten und beständigen Lackfilm bilden.

Abb. 9.3.5: die wichtigsten Rezepturbestandteile strahlenhärtender Lacke (Quelle: Eigene Darstellung)
Als energiereiche Strahlung kann UV (Ultraviolett)-Strahlung oder Elektronenstrahlung verwendet werden. Die jeweils wichtigsten Rezepturbestandteile strahlenhärtender Lacke zeigt Abbildung 9.3.5.
UV-härtende Lacke sind in der Papierverarbeitung das dominierende strahlenhärtende Lacksystem. Die Elektronenstrahlhärtung wird bevorzugt bei sehr dicken Lackfilmen verwendet, wie sie zum Beispiel bei der Herstellung von Laminaten für Fußböden benötigt werden. Solche Lackfilme, die mehrere 100 μm dick sein können, würden von der UV-Strahlung nicht mehr durchdrungen und somit nicht vollständig gehärtet werden.
Bei den UV-härtenden Lacken unterscheidet man zwei Produktgruppen, nämlich
• die radikalisch härtenden UV-Lacke auf der Basis der Acrylat-Chemie, bei denen die Härtung nach Verlassen der UV-Bestrahlungszone abgeschlossen ist, und
• die kationisch härtenden UV-Lacke auf der Basis der Epoxyd-Chemie, bei denen es nach dem Verlassen der Bestrahlungszone zur Nachhärtung kommt, die erst nach Stunden oder Tagen vollständig abgeschlossen ist.
Epoxidharze (EP-Harze) sind Kunstharze, die Epoxidgruppen tragen. Sie sind härtbare Harze (Reaktionsharze), die mit einem Härter und gegebenenfalls mit Zusatzstoffen zu einem duroplastischen Kunststoff umgesetzt werden können.
Wie Abb. 9.3.5 zu entnehmen ist, wird im Falle von UV-härtenden Lacken ein Fotoinitiator benötigt, der bei elektronenstrahlhärtenden Lacken entfallen kann. Fotoinitiatoren sind photoaktive Substanzen. Sie bilden bei Belichtung mit UV-Licht Radikale und lösen eine Polymerisation von zum Beispiel ungesättigten Acrylaten aus. Der Grund dafür ist die wesentlich höhere Energie der Elektronenstrahlung im Vergleich zur UV-Strahlung. Die UV-Strahlung kann deshalb die Reaktion der Polymere nicht direkt auslösen, vielmehr bedarf es dazu eines Fotoinitiators. Sie sind dadurch gekennzeichnet, dass sie die UV-Strahlung absorbieren können und sich dadurch verändern. Diese Veränderung führt dazu, dass sie nun die Polyreaktion starten können.
Fotoinitiatoren für radikalische und kationische Lacksysteme sind unterschiedlich. Solche für radikalische Systeme bilden durch UV-Bestrahlung Radikale (das sind Moleküle mit einem einzelnen äußerst reaktiven Elektron), kationisch härtende Lacksysteme haben Säuren als Fotoinitiator, die bei UV-Bestrahlung H+-Ionen (Protonen) abgeben können. In allen Fällen muss das Absorptionsvermögen des Fotoinitiators auf die spektralen Emissionseigenschaften des UV-Strahlers abgestimmt sein.

Abb. 9.3.6: das Acrylat-Molekül und seine symbolische Darstellung (Quelle: Eigene Darstellung)
Die Härtung ist also eine Polyreaktion zwischen den Molekülen des reaktiven Lackbindemittels, zu deren Start ein Fotoinitiator nötig ist, der durch energiereiche UV-Strahlung aktiviert wird. Der Vorgang der Polyreaktion wird schematisch in den Abbildungen 9.3.6, 9.3.7 und 9.3.8 am Beispiel der radikalischen Reaktion erläutert. Als Radikale bezeichnet man Atome oder Moleküle mit mindestens einem ungepaarten Elektron, die meist besonders reaktionsfreudig sind. Um die Vorgänge einfacher darstellen zu können, wird zunächst das zugrunde liegende Acrylat-Molekül symbolisiert. Basis der Polyreaktion ist die Aufspaltung der Doppelbindung mithilfe eines durch UV-Strahlung aktivierten Radikals (vgl. Abbildung 9.3.7).
UV‐Strahlung
Abb. 9.3.7: Das durch die UV-Strahlung aktivierte Radikal R kann ein Elektronenpaar der Doppelbindung im Acrylat aufspalten. Dadurch verbindet es sich mit dem Acrylat-Molekül, das dadurch selber zum Radikal wird. (Quelle: Eigene Darstellung)
Die Startreaktion setzt sich nun fort, wodurch sich eine sehr lange Kette aus Acrylat-Molekülen, das Polyacrylat, bildet (vgl. Abbildung 9.3.8).

Abb. 9.3.8: Fortsetzung der Polyreaktion und Bildung von Polyacrylat (Quelle: Eigene Darstellung)
Die Polyreaktion bricht ab, wenn das radikalische Polyacrylat auf einen aktiven Fotoinitiator oder ein anderes radikalisches Acrylat oder Polyacrylat trifft und die beiden einzelnen Elektronen ein bindendes Elektronenpaar bilden können. Am Ende des Prozesses sollten idealerweise alle Ausgangsacrylate des Lackbindemittels zu einem festen Polyacrylatfilm ausreagiert sein. Die Reaktion findet nur während der UV-Bestrahlung statt und hört sofort auf, wenn der Bedruckstoff die Bestrahlungszone verlassen hat. In der Bestrahlungszone muss die empfangene Strahlungsleistung ausreichend hoch sein, damit die Reaktion vollständig ablaufen kann.
Es ist also möglich, dass in der Lackschicht noch Reste des monomeren Acrylats enthalten sind, es kann aber auch überschüssiger Fotoinitiator vorhanden sein. Diese Substanzen verursachen den typischen Geruch der radikalisch härtenden UV-Lacke. Sie können auch gesundheitliche Risiken bergen. Bei kationisch härtenden Lacken setzt sich im Unterschied zu den radikalischen Systemen auch nach dem Verlassen der UV-Bestrahlungszone die einmal gestartete Polyreaktion fort (Nachhärtung). Deshalb sind diese Lacksysteme deutlich geruchsärmer als die radikalischen.
Strahlenhärtende Lacke können je nach Mischungsverhältnis der Rezepturbestandteile und Wahl der Molekülgrößen dick- oder dünnflüssig eingestellt werden, sodass sie auf die Anforderungen von Lackwerken beziehungsweise Druckverfahren angepasst werden können. Sie sind als Glanzlack, Mattlack oder Effektlack verfügbar.
Lackfilmbildung und Oberflächenspannung
Damit Lacke einen gleichmäßigen und geschlossenen Film bilden können, müssen sie die zu lackierende Oberfläche benetzen können. Dies ist dann der Fall, wenn die Oberflächenspannung ?S der Oberfläche größer als die des Lacks ?L ist.
?S > ?L
Die Oberflächenspannung ist eine wichtige Kenngröße von Flüssigkeiten und Festkörpern. Bei Festkörpern charakterisiert sie die Wasserfreundlichkeit beziehungsweise die Benetzbarkeit durch Wasser. Bei Flüssigkeiten ist sie ein Maß für das Benetzungsvermögen. Je höher die Oberflächenspannung einer Oberfläche ist, desto besser kann Wasser sie benetzen, also auf der Oberfläche zu einem Film verlaufen. Ist die Oberflächenspannung niedrig, dann benetzt Wasser nicht, sondern perlt zusammen. So perlen beispielsweise auf einem frisch gewachsten Autolack Regentropfen zusammen, weil dessen Oberflächenspannung durch den Wachsauftrag stark abgesenkt wurde. Bei alten und stumpfen Autolacken dagegen ist die Oberflächenspannung hoch – und deshalb können Regentropfen einen gleichmäßigen Wasserfilm bilden.
Die Oberflächenspannung von Flüssigkeiten kann leicht mit einem sogenannten Tensiometer gemessen werden. Ihre Einheit ist mN/m (Millinewton pro Meter). Wasser hat zum Beispiel eine Oberflächenspannung von 72,8 mN/m, die Oberflächenspannung von Lacken liegt in der Regel um 30 mN/m. Öle und Wachse haben sehr niedrige Oberflächenspannungen, die unter 20 mN/m liegen können. Ein Öltropfen, der auf Wasser aufgetropft wird, benetzt die Wasseroberfläche sehr gut und dehnt sich auf ihr zu einem großflächigen dünnen Film aus. Die Oberflächenspannung von Teflon ist noch niedriger als die von Öl. Damit beschichtete Pfannen werden sogar von Öl nicht benetzt.
Um erfolgreich lackieren zu können, muss die zu lackierende Fläche eine Oberflächenspannung haben, die größer als die des Lacks ist. Da es mühselig ist, stets die Oberflächenspannung des Lacks messen zu müssen, begnügt man sich mit dem oben angegebenen Durchschnittswert. Als Regel gilt, dass die Oberflächenspannung ?S der zu lackierenden Oberfläche größer als 30 mN/m sein muss, erfahrungsgemäß sollte sie sogar größer als 35 mN/m sein. Insbesondere bei bedruckten Oberflächen können diese Mindestwerte der Oberflächenspannung deutlich unterschritten werden. Der Lack perlt dann zusammen und bildet ein unruhiges Erscheinungsbild. Oft wird das als „Orangenhaut-Effekt“ bezeichnet (vgl. Abbildung 9.3.9).

Abb. 9.3.9: Lackbenetzungsstörungen (Orangenhaut-Effekt). Bildquelle: Michael Huber, Druckfarben-Echo Nr. 6
Zur Prüfung der Oberflächenspannung von zu lackierenden Flächen gibt es eine Reihe einfacher Hilfsmittel. Dazu zählen Prüftinten, die es mit verschiedenen Oberflächenspannungseinstellungen gibt. Die Prüftinten werden beginnend mit der niedrigsten Oberflächenspannung nacheinander auf die zu prüfende Fläche aufgetropft; dann wird beobachtet, ob die Tinte zusammenperlt oder zu einem Film verläuft. Die gesuchte Oberflächenspannung liegt im Bereich der Tinte, die gerade noch perlt, und der Tinte, die gerade nicht mehr perlt und einen Film bildet.
Beispiel: Um zu prüfen, ob ein Bedruckstoff lackierbar ist, muss seine Oberflächenspannung größer als 35 mN/m sein. Wenn eine Prüftinte, deren Oberflächenspannung 30 mN/m ist, auf der Oberfläche perlt, dann ist der Bedruckstoff sehr wahrscheinlich nicht lackierbar, weil seine Oberflächenspannung kleiner als 30 mN/m sein muss.
Wenn eine zu geringe Oberflächenspannung gefunden wurde und der Bedruckstoff dadurch sehr wahrscheinlich nicht lackierbar ist, dann kann durch eine geeignete Vorbehandlung die Lackierbarkeit durch Erhöhung der Oberflächenspannung hergestellt werden. Gut geeignet zur Erhöhung der Oberflächenspannung sind zum Beispiel Corona- oder Plasma-Vorbehandlungen mit ionisierter Luft. Eine Corona-Entladung entsteht zwischen 2 geeignet geformten Elektroden mithilfe eines starken elektrischen Feldes. Bei einer gewissen Feldstärke beginnt die Luft zwischen den Elektroden ionisiert zu werden; dies ist durch eine schwache Leuchterscheinung zu erkennen. Ein ionisiertes Gas wird auch als Plasma bezeichnet. Wird die Spannung weiter erhöht, so kommt es zur Bildung sogenannter Stromfäden, in denen ein starker Ionenstrom fließt. Bei noch weiterer Steigerung der Spannung kommt es schließlich zu elektrischen Durchschlägen und Blitzentladungen. Für die direkte Corona-Vorbehandlung wird die Be-triebsspannung benötigt, die zu den Stromfäden führt.
Eine der beiden Elektroden wird nun als Leitwalze ausgebildet, über die die vorzubehandelnde Materialbahn geführt wird. Die zweite Elektrode ist in der Regel kammförmig ausgebildet und dicht oberhalb der Materialbahn angeordnet. Bei richtiger Wahl der Betriebsspannung bildet sich eine Vielzahl von Stromfäden, die die Oberfläche der Materialbahn möglichst gleichmäßig belegen sollten. Die hier mit hoher Energie auftreffenden ionisierten Luftmoleküle verändern die chemische Zusammensetzung der Materialbahn: Dadurch steigen ihre Polarität und damit ihre Oberflächenspannung an.
Bei indirekter Corona-Vorbehandlung – diese wird auch als Plasma-Vorbehandlung bezeichnet – wird das Plasma mit den Stromfäden im Inneren eines Düsenkörpers erzeugt und von dort mithilfe eines Gasstroms ausgetragen. Eine unmittelbar vor der Düsenöffnung angeordnete Materialbahn wird durch die mit dem Gasstrom auftreffenden energiereichen ionisierten Luftmoleküle ebenfalls chemisch verändert – das hebt die Oberflächenspannung an.
Während die Corona-Vorbehandlung bahnbreit und damit vollflächig wirkt, kann eine Plasma-Vorbehandlung auf die Materialfläche beschränkt bleiben, auf die der Gasstrom auftrifft. Die Wirkung der Vorbehandlung lässt im Laufe der Zeit nach. Lackierungen auf vorbehandelten Flächen sollten deshalb sofort nach der Vorbehandlung erfolgen.
Auftragsgeräte für Lacke
Nach dem Auftrag sollte der Lack einen möglichst gleichmäßigen und glatten Film bilden. Der gerade aufgetragene Lackfilm ist in der Regel noch rau; es bedarf einer gewissen Zeit, bis er glatt geflossen ist. In dieser Zeit beginnt das Wegschlagen, sofern die lackierte Fläche saugfähig ist. Wenn zu viel Lack wegschlagen kann, geht der erzielbare Glanz zurück. Zur Optimierung des Glanzes muss der Zeitpunkt einsetzender Trocknung richtig gewählt werden, damit der Lack so weit wie möglich glatt geflossen und noch nicht zu viel Lack weggeschlagen ist. Die Güte der Lackierung hängt bei bedruckten Flächen auch davon ab, ob die Druckfarbe noch feucht oder bereits trocken ist. Im Flexo- und Tiefdruck wird nach jedem Druckwerk getrocknet. Hier ergeben sich kaum Unterschiede des Lackglanzes, wenn inline oder offline lackiert wird. Im Bogenoffsetdruck wird inline dagegen stets die noch nicht vollständig oxidativ getrocknete Farbe lackiert.
Als Auftragsverfahren können indirekte Verfahren wie zum Beispiel Offsetdruckwerke infrage kommen. So werden Drucklacke über das Farbwerk oder Dispersionslacke über das Feuchtmittelwerk über eine Offsetdruckplatte und Drucktuch aufgetragen. Letztere Möglichkeit der Verarbeitung von Dispersionslacken in Offsetdruckmaschinen hat den Namen „Wasserkastenlack“ begründet. Mit indirekten Verfahren können nur verhältnismäßig dünne Lackfilme im Bereich 2 – 4 μm oder etwa 2 – 4 g/m² erzeugt werden (μm = Mikrometer = 10-⁶ Meter. Im technischen Sprachgebrauch auch kurz μ (Aussprache „mü“)). Wasserkastenlackierungen müssen nach dem Auftrag mit IR- oder Heißlufttrocknern getrocknet werden.
Mit direkten Auftragsverfahren lassen sich dagegen Lackfilmdicken im Bereich 4 – 8 μm oder etwa 4 – 8 g/m² erreichen. Die direkten Verfahren sind dem Flexodruck entlehnt. Das heißt: Die Lackübertragung erfolgt mit einer weichen fotopolymeren Hochdruckform (im einfachsten Fall kann das auch ein Gummituch sein), die für Aussparungen oder Spotlackierungen entsprechend strukturiert werden kann. Die „Einfär-bung“ des Formzylinders geschieht entweder durch ein offenes System mit Glattwalzen-Dosierung oder in einem geschlossenen System mittels Kammerrakel und Rasterwalze (vgl. Abbildung 9.3.10).

Abb. 9.3.10: direkte Lackauftragsverfahren.
(a) offenes System mit glatter Dosierwalze,
(b) geschlossenes System mit Rasterwalze und Kammerrakel
(Quelle: H.Kipphan, Handbuch der Printmedien)
In vielen Druckmaschinen findet man heute in der Regel direkt arbeitende Lackauftragswerke, oft sogar zwei hintereinandergeschaltete Lackwerke, sodass mit Vorlackauftrag und Hauptlackauftrag besonders glänzende Lackierungen erzeugt werden können. Mit zwei Lackwerken können auch besondere dekorative Effekte erzielt werden – zum Beispiel matte Spotlackierungen auf vollflächiger Glanzlackierung. Im Falle von Dispersionslacken müssen die Lackwerke mit IR-Trocknern ausgestattet sein, im Falle von UV-Lacken mit den entsprechenden UV-Strahlern.
Spezielle Lackiermaschinen zum Beispiel mit Glattwalzenauftrags-verfahren können Lackfilmdicken von 20 μm (entsprechend etwa 20 g/m²) und mehr erzeugt werden. Lackiermaschinen sind offline-arbeitende Maschinen; sie sind also nicht in Druckmaschinen integriert. Noch dickere Lackschichten mit Schichtdicken von mehr als 200 μm lassen sich mithilfe des Siebdrucks erzielen.
Während Maschinen zum Auftragen von Lack in der Regel das Ziel haben, möglichst dicke Schichten zu erzeugen, gibt es auch Anwendungsbeispiele, bei denen es genau umgekehrt darauf ankommt, möglichst dünne und dabei gleichmäßige Schichten auf Papier oder auch Folie zu erzeugen. Dies ist bei der Beschichtung mit Silikon der Fall. Silikonisierte Papiere oder Folien werden als Trennmaterial in der Selbst-klebetechnik, als Verpackungsmaterial für klebrige Packgüter und viele andere Zwecke eingesetzt, bei denen es auf die Trenneigenschaften ankommt.
Silikonschichten haben in der Regel Schichtdicken zwischen 0,8 und 1,5 μm (entsprechend etwa 0,8 und 1,5 g/m²). Bei Papieren erfordern derartig dünne Schichten eine glättende und die Papierporen abdeckende Vorlackierung. Wegen der rheologischen Eigenschaften der Silikone – unabhängig davon, ob sie als wässrige Dispersion, als lösemittelfreies Silikon oder als strahlenhärtendes Silikon vorliegen – ist die zugehörige Auftragstechnik sehr speziell konfiguriert. Ähnlich wie bei einem Offset-Farbwerk werden Mehrwalzenauftragssysteme benötigt, um das Silikon hinreichend verreiben zu können. Die Auftragswerke sind je nach Maschinengeschwindigkeit 5- oder 6-Glattwalzensysteme. Weiterhin müssen die Walzen einen großen Durchmesser haben, damit das Abschleudern von Silikonpartikeln, das so genannte „misting“, so gering wie möglich stört.
- Zum Verfassen von Kommentaren bitte anmelden.
9.3.1.3 Extrusionsbeschichtung, Wachsbeschichtung
Es gibt eine Vielzahl von Papierverarbeitungsprodukten wie zum Beispiel flexible Verpackungen, Verpackungen für Flüssigkeiten und vieles mehr, die mit einer flüssigkeits- oder gasdichten Beschichtung versehen werden müssen. Wie Abbildung 9.3.11 zu entnehmen ist, müssen die Packstoffe nicht nur dicht sein. Sie müssen noch eine Reihe weiterer Anforderungen erfüllen: Dazu zählen Siegelfähigkeit, Bedruckbar-keit, Rillbarkeit und mechanische Stabilität.

Abb. 9.3.11: Anforderungen an Packstoffe zur Verpackung flüssiger oder gasförmiger Packgüter – Erläuterungen im Text (Quelle: Eigene Darstellung)
Wie müssen die Kombinationspartner beschaffen sein, damit sie geeignet sind, Papieren Barriereeigenschaften gegenüber Gasen und Flüssigkeiten sowie alle anderen Merkmale des Anforderungsprofils zu verleihen? Um Papier gasdicht zu machen, muss es mit einer porenfreien Be-schichtung versehen werden. Denn es ist nicht möglich, ein porenfreies Papier herzustellen.
Die Porenfreiheit alleine genügt für die Gasdichtigkeit aber nicht. Gase wie CO2 (Kohlensäure in Getränken) besitzen einen kleinen Dipol, sie sind nur wenig polar. Durch diese Eigenschaft sind sie ölfreundlich. In der Chemie werden Moleküle, bei denen die Schwerpunkte der negativen und der positiven Ladungsträger nicht zusammenfallen, als Dipole bezeichnet (Dipol-Moleküle). Wasser hat einen starken Dipol und ist stark polar: Deshalb verträgt es sich nicht mit Öl.
Würde man das Papier mit PE oder Wachs beschichten, wäre das zwar eine porenfreie Beschichtung – weil PE aber ölfreundlich ist, würde das CO2 fast ungehindert durch die PE-Beschichtung diffundieren. (PE = Polyethylen – ein durch Kettenpolymerisation von Ethen hergestellter thermoplastischer Kunststoff. Polyethylen gehört zur Gruppe der Polyolefine.) CO2-haltige Getränke können deshalb nicht in Getränkeverpackungen aus PE-beschichtetem Karton abgepackt werden. Dafür müssen spezielle PET-Flaschen verwendet werden, weil PET-Moleküle viel polarer als PE und deshalb für die Kohlensäure dicht sind. (PET = Polyethylenterephthalat – ist ein durch Polykondensation hergestellter thermoplastischer Kunststoff aus der Familie der Polyester.)
Auch Flüssigkeiten können Papier nicht durchdringen, wenn es porenfrei beschichtet ist. Wasser, Milch und Säfte sind stark polar, sie können deshalb wenig polare, ölfreundliche und im Wasser nicht lösliche Kunststoffe wie PE und PP nicht durchdringen. Verpackungen für flüssige Nahrungsmittel bestehen deshalb aus PE-beschichtetem Papier („Tetrapack-Verpackungen“). Ein weitgehend gas- und flüssigkeitsdichtes Papier kann also dadurch hergestellt werden, dass es mit einer porenfreien Beschichtung versehen wird. Das Verfahren, mit dem das geschieht, ist die Extrusionsbeschichtung.
Geeignete Werkstoffe dafür sind thermoplastische Kunststoffe – meistens Polyethylen (PE), die im Interesse der angestrebten Porenfreiheit in verhältnismäßig dicker Schicht (um 20 μm entsprechend etwa 20 g/m²) aufgetragen werden müssen. Der Grund dafür ist, dass auch polymere Schichten nicht ideal porenfrei sind. Vielmehr lassen die molekulare Struktur der Kunststoffe winzige Poren und Kapillaren zu, die allerdings für den Flüssigkeitstransport kaum, wohl aber für den Gas- und Dampftransport ausreichen. Die Dichtigkeit einer Schicht hängt neben der Stärke des Dipols ihrer Moleküle auch stark von der molekularen Struktur des Kunststoffs ab. Stets nimmt die Dichtigkeit zu, wenn die Schichtdicke wächst.
Namensgeber der Extrusionsbeschichtung ist ein spezielles Kunst-stoffverarbeitungsgerät, der Extruder. Abbildung 9.3.12 zeigt das Schema eines Extruders. Extrusion kommt aus dem Lateinischen (extrudere = hinausstoßen, -treiben). Dabei werden feste bis dickflüssige härtbare Massen unter Druck kontinuierlich aus einer formgebenden Öffnung herausgepresst.

Abb. 9.3.12: Schema eines Extruders. Erläuterungen im Text. (Quelle: www.galean.de)
Er besteht im Wesentlichen aus einem Hohlzylinder, in dem eine axial angeordnete und motorisch angetriebene Schnecke rotiert. Der zu verarbeitende Kunststoff muss als schüttfähiges Granulat vorgelegt werden. Die Schnecke zieht das Granulat ein, verdichtet und entgast es, bis es zwischen Schnecke und Zylinderwand mit Unterstützung von Heizzonen zum Schmelzen des Kunststoffs kommt. Die Schmelze wird dann unter Druck durch ein geeignet geformtes Werkzeug ausgepresst. Im Falle der Extrusionsbeschichtung bahnförmiger Materialien ist das Werkzeug ein über die gesamte Breite der zu beschichtenden Bahn reichende Breitschlitzdüse, aus der die Schmelze in Form eines gleichmäßig dicken Schmelzenstroms austritt. Im Kontakt mit der Bahn erstarrt die Schmelze unterstützt von einer Kühlwalze rasch und erzeugt einen gleichmäßigen flächigen Film. Das Beschichtungsverfahren ist schematisch in Abbildung 9.3.13 dargestellt.

Abb. 9.3.13: Schema des Extrusions-Beschichtungsverfahrens. (Quelle: Eigene Darstellung)
(1) Beschichtungsrohpapier,
(2) Bahnvorbehandlung,
(3) Breitschlitzdüse (Seitenansicht) am Kopf eines Extruders, der nicht eingezeichnet ist,
(4) Schmelze,
(5) Fertigprodukt.
Sehr ähnlich wie Extrusionsbeschichtungsanlagen arbeiten Anlagen zur Beschichtung mit Wachs oder Paraffin. Der Begriff „Wachs“ ist in chemischer Hinsicht sehr vage; er umschreibt eine Vielzahl verschie-dener Stoffe, die Ähnlichkeit mit der Beschaffenheit von Bienenwachs haben. Es sind in der Regel bei Raumtemperatur Feststoffe, die aber schon bei mäßiger Erwärmung schmelzen. Die Schmelzenviskosität sinkt dann mit steigender Temperatur. Aufgrund dessen werden für ihre Verarbeitung keine Extruder benötigt, sondern es genügt ein beheizbarer Behälter mit einer geeignet geformten Auslaufdüse, aus dem das flüssige Wachs in Form eines gleichmäßigen Vorhangs herausläuft (daher auch die Bezeichnung „curtain coating“).
Im Kontakt mit dem Beschichtungsrohpapier kühlt die Schmelze rasch ab und bildet einen flächigen Wachsfilm. Flüssiges Wachs kann auch mit dafür geeigneten beheizbaren Walzenauftragsgeräten verarbeitet werden. Angewendet wird das Verfahren zur Herstellung von Einschlagpapieren für Lebensmittel oder auch zur Beschichtung von Wellpappebogen, aus denen Steigen für die Verpackung von Fleisch und Fisch sowie von frischem Obst und Gemüse produziert werden. Wenn statt Wachs Bitumen als Beschichtungsmaterial verwendet wird, lassen sich klimadichte schwere Verpackungspapiere herstellen, die für den Einschlag von Papierrollen oder Maschinenteilen geeignet sind. Wegen ihres problematischen Verhaltens im Altpapierrecycling sind sie heute weitgehend durch PE-extrusionsbeschichtete Papiere ersetzt worden.
- Zum Verfassen von Kommentaren bitte anmelden.
9.3.1.4 Metallisierung
Metallisierte Oberflächen werden vor allem bei sehr hochwertigen Verpackungen eingesetzt. Auch Papier ist metallisierbar. Für hochglänzende Ergebnisse muss es aber vorbehandelt werden. Metallisierte Etiketten werden zum Beispiel für Premiumgetränke verwendet.
Für die Erzeugung hochglänzender Metalleffekte werden Kunststofffolien und Papiere mit Metall (überwiegend Aluminium) bedampft. Der entstehende Metallglanz ist umso höher, je glatter die vorgelegte Materialbahn ist. Kunststofffolien und insbesondere PET-Folien sind deshalb ohne weiteres für hochglänzende Metallisierungen geeignet. Auch Papier kann direkt metallisiert werden, jedoch bleibt aufgrund der Rauheit der Metalleffekt matt. Erst nach der Beschichtung mit Speziallacken gelingt es, auch auf Papier hochglänzende Metallisierungen herzustellen.
Die Metallisierung selbst findet in einer Hochvakuumkammer statt, deren Querschnitt Abbildung 9.3.14 schematisch zeigt. Ab- und Aufwicklung der Materialbahn im oberen Bereich der Kammer, die auf mittleres Hochvakuum evakuiert wird. Die Materialbahn überläuft eine Kühlwalze, die in den unteren Teil der Kammer hineinragt. Dieser Teil der Kammer muss auf sehr hohes Hochvakuum evakuiert werden. Unterhalb der Kühlwalze befindet sich das Schmelzbecken, in dem Aluminium aufgeschmolzen wird. Der Metalldampf kondensiert auf der Materialbahn und bildet einen dünnen metallisch glänzenden Film.

Abb. 9.3.14: schematischer Querschnitt durch eine Hochvakuumkammer zur Metallisierung von Material-bahnen. Erläuterungen im Text. (Quelle: Eigene Darstellung)
(1) Abwicklung,
(2) Kühlwalze,
(3) Schmelzbecken zur Erzeugung von Aluminiumdampf,
(6) Leitwalzen,
(7) Aufwicklung.
Die Dicke der erzeugten Schichten ist gering, sie beträgt nur etwa 0,02 μm. Die fertig metallisierte Materialbahn muss in der Regel überlackiert werden, um die Metallschicht vor Korrosion zu schützen und um eine bedruckbare Oberfläche zu schaffen. Metallisierte Folien und Papiere werden vorwiegend zur Erzeugung dekorativer Effekte mit hoher Wertanmutung verwendet. Oft sind sie im Bereich flexibler Verpackungen zu finden. Metallisierte Etikettenpapiere haben sich zudem einen festen Platz in der Ausstattung von Ein- und Mehrwegflaschen erobert, insbesondere bei Flaschen für Premiumgetränke.
Bedrängt wird die kostenintensive Hochvakuummetallisierung allerdings durch die Fortschritte in der Formulierung von Druckfarben mit Metalleffektpigmenten, mit denen sich zumindest matte Metalleffekte drucktechnisch kostengünstig erzielen lassen. Wenn glänzender Metalleffekt nur kleinflächig benötigt wird, ist der Prägefoliendruck eine Alternative zur vollflächigen Hochvakuummetallisierung.
- Zum Verfassen von Kommentaren bitte anmelden.
9.3.2 Kaschieren und Laminieren
Mit den Begriffen Kaschieren und Laminieren bezeichnet man Veredelungsverfahren, bei denen zwei Materialien (Bogen oder Rolle) unter Verwendung eines Klebstoffs miteinander verbunden werden. Der Klebeprozess findet im Drucknip zweier glatter oder mit einer Prägestruktur versehener, bei einigen Verfahren auch beheizbarer, Walzen statt. Das Walzenpaar wird als Kaschierwerk bezeichnet. Der Druck-nip ist die Stelle, wo sich Plattenzylinder / Gummituchzylinder sowie Gummituchzylinder / Gegendruckzylinder treffen (Druckspaltzone). Das Wort „nip“ stammt aus dem Englischen und heißt „Walzenspalt“ (Quelle: Leo.org)
Obwohl Kaschieren und Laminieren verfahrenstechnisch gesehen das gleiche bezeichnen, können sie doch auf folgende Weise unterschieden werden:
Von Kaschieren spricht man in der Regel dann, wenn die miteinander zu verbindenden Materialien undurchsichtig sind. So wird beispielsweise eine Graupappe mit marmoriertem Papier kaschiert, um daraus einen Briefordner oder eine Buchdecke herzustellen.
Von Laminieren spricht man, wenn eines der Materialien oder beide transparent sind. So wird beispielsweise ein Druckbogen mit einer transparenten Kunststofffolie laminiert, um damit eine äußerst hochwertige Druckveredelung zu erzielen. Verfahrenstechnisch gibt es also keine Unterschiede zwischen Kaschieren und Laminieren. Die Verfahren lassen sich aber nach der Art der verwendeten Klebstoffe wie folgt einteilen:
• Nasskaschierung mit einem wässrigen Klebstoff und
• Trockenkaschierung mit
• lösemittelhaltigen Klebstoffen,
• lösemittelfreien Klebstoffen,
• wässriger thermisch reaktivierbarer Dispersionsklebstoff,
• Wachs und
• thermisch reaktivierbaren Klebstoffen.
Kaschierungen und Laminierungen werden sehr häufig im Wesentlichen für dekorative Zwecke eingesetzt. Dafür ist der Briefordner ebenso ein Beispiel wie die Veredelung eines Druckbogens mit einer Folienlaminierung. Letzteres stellt wegen der besonderen Glanzwirkung und mechanischen Festigkeit die höchste Form der Druckveredelung dar.
Kaschierungen und Laminierungen von Papier mit Kunststofffolien stellen aber auch die Kombination von Papier mit einer porenfreien Schicht dar, wie es notwendig ist, um Papier gas- beziehungsweise flüssigkeitsdicht zu machen (vgl. Abschnitt 9.3.1.3. Extrusionsbeschichtung). Laminate aus Papier und Kunststofffolie werden deshalb auch zur Herstellung von vor allem flexiblen Verpackungen verwendet, bei denen die Packstoffe besondere Sauerstoff-, Aromastoff- oder Flüssigkeitsdichtigkeiten aufweisen müssen.
Merkmale der jeweiligen Verfahrenstechniken des Kaschierens beziehungsweise Laminierens sind:
Nasskaschieren
Wie erwähnt, ist das Verfahren durch die Verwendung eines wässrigen Klebstoffs gekennzeichnet. Das bedingt, dass mindestens eines der Materialien für Wasserdampf durchlässig sein muss. Der Grund dafür wird am Verfahrensschema in Abbildung 9.3.15 deutlich.

Abb. 9.3.15: Verfahrensschema der Nasskaschierung. Erläuterungen im Text. (Quelle: Eigene Darstellung)
Die abgewickelten Bahnen (1) und (2) durchlaufen nach dem Auftrag des wässrigen Klebstoffs das Kaschierwerk, in dem beide Bahnen mithilfe eines Walzenpaares fest zusammengepresst und miteinander verklebt werden. Danach durchlaufen sie einen Trockner, in dem das durch den Klebstoff eingetragene Wasser entfernt wird. Vor dem Aufwickeln muss das Fertigprodukt auf Raumtemperatur abgekühlt werden. Der Trocknungsprozess ist nur möglich, wenn das durch die Wärmezufuhr verdampfte Wasser entweichen kann. Je nach Zusammensetzung des Verbundes können verschiedene wässrige Klebstofftypen verwendet werden (vgl. Abb. 9.3.16).
| Materialbahn 1 | Materialbahn 2 | Klebstoffarten |
| Papier / Karton / Pappe | Papier | Dispersionsklebstoff, Stärkeklebstoff, Glutinklebstoff |
| Kunststofffolie | Dispersionsklebstoff, 1‐ oder 2‐komponentig, lösemittelfreie Klebstoffe | |
| Aluminiumfolie | Wasserglasklebstoff, Extrusions‐/ Wachsbeschichtung |
Abb. 9.3.16: Tabelle zur Wahl des Klebstoffs bei der Nasskaschierung (Quelle: Eigene Darstellung)
Trockenkaschieren
Kennzeichen aller Trockenkaschierverfahren ist, dass der Kaschierklebstoff ohne flüchtige Inhaltsstoffe ist, wenn im Kaschierwerk die beiden Bahnen des Verbundes miteinander verbunden werden. Er muss aber immer noch so viel Restklebrigkeit aufweisen, dass eine sichere Verbindung zur zweiten Bahn möglich ist. Die Herstellung von Restklebrigkeit kann durch beheizbare Walzen des Kaschierwerkes unterstützt werden. Ein Verfahrensbeispiel für das Trockenkaschieren zeigt Abbildung 9.3.17.
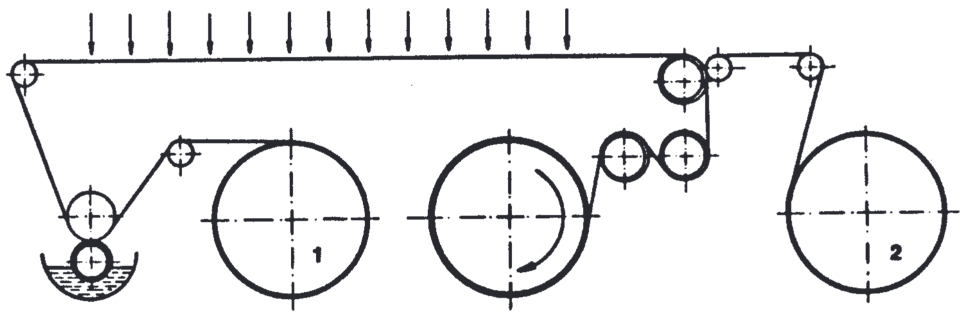
Abb. 9.3.17: Verfahrensschema der Trockenkaschierung. Erläuterungen im Text. (Quelle: Eigene Darstellung)
Der Kaschierklebstoff wird auf die Bahn (1) aufgetragen und dann getrocknet. Das Kaschierwerk, in dem die Bahn (1) mit der Bahn (2) vereinigt wird, muss gegebenfalls beheizbare Walzen aufweisen, um den trockenen Klebstofffilm thermisch reaktivieren zu können. Zum Verfahren des Trockenkaschierens gibt es zahlreiche Varianten. Wird statt eines lösemittel- beziehungsweise wasserfreien Klebstoffs ein lösemittelfreies 1- oder 2-komponentiges Klebstoffsystem oder ein Wachs beziehungsweise Hotmelt eingesetzt, kann auf den Trockner verzichtet werden. Die Bauform solcher Kaschiermaschinen vereinfacht sich entsprechend (vgl. Abbildung 9.3.18).
Schmelzklebstoffe, auch Heißklebstoffe, Heißkleber, Hotmelt genannt, sind lösungsmittelfreie und bei Raumtemperatur mehr oder weniger feste Produkte, die im heißen Zustand auf die Klebefläche aufgetragen werden und beim Abkühlen eine feste Verbindung herstellen.
Für spezielle Kaschieraufgaben können auch mit Hotmelt vorbeschichtete Papiere und Folien eingesetzt werden, deren Klebstoffbeschichtung dann unmittelbar vor dem Kaschierwerk oder durch beheizte Walzen im Kaschierwerk durch Wärmezufuhr thermisch reaktiviert werden.

Abb. 9.3.18: Verfahrensschema zum Trockenkaschieren mit einem lösemittelfreien 1- oder 2-komponentigen Klebstoff oder Wachs beziehungsweise Hotmelt. (Quelle: Eigene Darstellung)
Beflocken
Das Beflocken ist ein Veredelungsverfahren, bei dem Papier mit einer Schicht aus kurzen Fasern, dem Flock, versehen wird; dabei wird die Faser mit einem Dispersionsklebstoff senkrecht stehend auf der Papieroberfläche fixiert. In Abbildung 9.3.19 ist der Verfahrensablauf schematisch dargestellt. Grundlage des Verfahrens ist die elektrische Aufladung der Fasern, die dann in einem Hochspannungsfeld senkrecht in den Klebstofffilm hineingeschossen werden. Nach dem vollständigen Verfestigen des Klebstofffilms sind die Fasern fest mit dem Papier verbunden. Nicht gebundene und überschüssige Fasern werden abgesogen und zurückgeführt.

Abb. 9.3.19: Verfahrensschema des Beflockens (Quelle: Eigene Darstellung)
Durch Beflockung erhalten Verpackungen eine samtige, textile, Anmutung, die im Wesentlichen dekorativen Zwecken dient und die Werbewirksamkeit steigert. Das wird auch durch die tastbare, also haptische, Wahrnehmbarkeit gefördert.
Das Beflocken kann vollflächig oder lokal begrenzt in Form einer vorgegebenen Kontur erfolgen. Im letzteren Fall muss der Klebstoff entsprechend der gewünschten Kontur drucktechnisch – zum Beispiel mittels Siebdruck – auf das Papier aufgebracht werden.
- Zum Verfassen von Kommentaren bitte anmelden.
9.3.3 Imprägnieren
Das Imprägnieren ist eine Veredelungsform, die sowohl in der Papiererzeugung als auch in der Papierverarbeitung in vielen Formen Anwendung findet. Ziel ist es, Eigenschaften des Papiervolumens zu modifizieren, die Dicke aber nicht zu verändern. Das kann die Faseroberflächen und damit die Wände von Kapillaren, aber auch den Inhalt von Kapillaren und Poren betreffen. Das Papier bekommt dadurch Merkmale, die es ohne Imprägnierung nicht hätte. Die Flüssigkeitsmenge, die pro Zeiteinheit durch das Papier transportiert wird, hängt unter anderem vom Porenradius des Papiers ab. Papier kann deshalb nur flüssigkeitsdicht sein, wenn es porenfrei ist. Dieser Zusammenhang war bei der Extrusionsbeschichtung von Papier und der Folienlaminierung genutzt worden.
Eine weitere Möglichkeit eröffnet sich durch das Imprägnieren, wenn durch das Imprägniermittel die Poren des Papiers vollständig zum Beispiel mit Kunststoff ausgefüllt werden und das Papier dadurch dicht wird. Dies wird bei den unten näher beschriebenen so genannten Imprägnaten angewendet.
Die Menge der durch Papier transportierten Flüssigkeit hängt auch von deren Viskosität ab. So kann beispielsweise ein saugfähiges Küchenpapier mit einem Füllfederhalter nicht beschrieben werden, weil die dünnflüssige Tinte sofort in die Poren und Kapillaren des Papiers wegschlagen und dadurch die Schrift unleserlich werden würde. Mit einem Kugelschreiber, dessen Tinte sehr dickflüssig ist, kann das Papier dagegen problemlos beschrieben werden. Beim Imprägnieren will man aber, dass das Imprägniermittel schnell in das Papier eindringt; es muss also möglichst dünnflüssig sein.
Nicht alle Imprägnierverfahren haben die vollständige Füllung der Poren im Papier zum Ziel, es gibt auch solche Verfahren, bei denen nur die Faseroberflächen beschichtet werden sollen. Als eine solche Form der Imprägnierung kann man das Leimen von Papier bezeichnen. So behandelte Papiere verhindern das Eindringen wässriger Flüssigkeiten in die Poren. Geleimte Papiere lassen sich mit einem Füllfederhalter beschreiben, weil die Tinte nicht wegschlägt, sondern auf der Papieroberfläche trocknet und damit die Erzeugung randscharfer Schriften möglich macht.
Geleimt wird Papier bereits im Rahmen der Papiererzeugung. Ziel ist es, die Oberflächen der Fasern für Wasser schlechter benetzbar zu machen. Um das zu schaffen, muss die normalerweise hohe Oberflächenspannung der Fasern abgesenkt werden. Ein Weg dazu ist die Bedeckung der Faseroberflächen mit Harzen, die eine niedrige Oberflächenspannung haben. Dazu wird in der Regel eine wässrige Harzlösung dem Faserstoff in der Masse zugegeben. Durch die Einstellung geeigneter Bedingungen während des Blattbildungsprozesses auf dem Papiermaschinensieb werden Harzmoleküle auf den Faseroberflächen fixiert. Die Bedeckung mit Harz muss nicht vollflächig sein. Im Kontakt mit Wasser kann deshalb ein geleimtes Papier nach wie vor quellen und schließlich in seine Einzelfasern zerfallen. Beim Beschreiben genügt aber schon ein schwacher Grad der Wasserabweisung, um die Tinte am schnellen Wegschlagen und Verlaufen zu hindern.
Mit Harz geleimte Papiere sind zwar beschreibbar, aber – wie erwähnt – nicht wasserbeständig oder gar wasserdicht. Wird statt Harz ein geeignetes Fluorpolymer, dessen Oberflächenspannung viel geringer als die des Harzes ist, verwendet, lässt sich die Oberflächenspannung der Faserwände im Vergleich zur Harzleimung noch weiter absenken. Auf diese Weise können sogar öl- und fettabweisende (oleophobe) Eigenschaften erzeugt werden. Auch hier braucht die Bedeckung der Faserwände nicht vollflächig zu sein, die fettabweisenden Eigenschaften bleiben im Gegensatz zu den Wasser abweisende Eigenschaften dennoch dauerhaft, weil die Fasern von Fett nicht angequollen werden können. Bei der Herstellung fettdichter Lebensmittel- und Tierfutterverpackungen finden solche Imprägnierungen breite Anwendung.
Eine weitere bedeutende Anwendung von Imprägnierverfahren in der Papierverarbeitung ist die Herstellung von Imprägnaten aus Dekorpapier für die Herstellung von Möbelplatten, Paneelen und Laminatfußböden. Hier ist es das Ziel, die Poren des Dekorpapiers vollständig mit Harz zu füllen, um es auf diese Weise völlig dicht, porenfrei und beständig gegen Flüssigkeiten zu machen. Als Imprägniermittel werden wässrige Lösungen reaktiver Harze zum Beispiel auf der Basis von Melamin-Formaldehyd verwendet. Wie das Schema in Abbildung 9.3.20 zeigt, ist wesentlicher Bestandteil des Imprägnierverfahrens die möglichst vollständige Tränkung des Papiers mit dem Harz, wobei der Überschuss mit einem Abquetschwalzenpaar entfernt wird.

Abb. 9.3.20: Schema eine Imprägniermaschine zur Herstellung von Harz-Imprägnaten aus Dekorpapier
(Quelle: Eigene Darstellung)
Während der anschließenden Trocknung beginnt zwar die chemische Reaktion der Harzkomponenten, sie wird aber nicht abgeschlossen. Das geschieht erst im letzten Produktionsschritt, in dem alle Lagen eines Laminats unter hohem Druck und hoher Temperatur miteinander verpresst werden.
- Zum Verfassen von Kommentaren bitte anmelden.
9.3.4 Prägen und Folienprägen
9.3.4.1 Prägen
Prägen ist ein druckumformendes Verfahren, bei dem das flächige Verarbeitungsgut eine dauerhafte dreidimensionale Formänderung erfährt. Im Gegensatz zu allen Druckverfahren erlaubt es das Prägen, die dritte Dimension dekorativ und gestalterisch mitzuverwenden. Wenn dann auch noch wie beim Folienprägen Gold- und Silberfarben sowie Hochglanzeffekte einbezogen werden, entsteht ein Produkt edelster Anmutung. Außer dekorativen Zwecken dient das Prägeverfahren auch dazu, zum Beispiel tastbare Symbole zu erzeugen, wie es bei der Blindenschriftprägung auf Pharmafaltschachteln geschieht. Nicht zu vergessen ist auch, dass so einfache Dinge wie Partyteller oder Schalen aus Karton durch ein Prägeverfahren entstanden sind.
Insgesamt sind beim Prägen somit drei Verfahrensziele zu unterscheiden:
• die Strukturierung flächiger Gebilde wie Tapeten, Überzugspapiere usw.,
• die Hervorhebung von Zeichen wie Schriften oder Symbole oder schmückenden Ornamenten auf Siegelmarken, Visitenkarten, Verpackungen usw. und
• die Formung von Hohlkörpern wie Teller und Schalen.
Beim Prägen wird die sehr niedrige Elastizitätsgrenze von Verarbeitungsgütern aus Papier bei Druckbelastungen ausgenutzt. Papier lässt sich also verhältnismäßig leicht durch Druck plastisch, das heißt dauerhaft, verformen. Normalerweise kann Papier dabei auf etwa 50 Prozent seiner Anfangsdicke komprimiert werden. Stets bleiben auch elastische, das heißt nicht dauerhafte, Verformungsanteile erhalten; diese sorgen dafür, dass die erzeugte Verformung sich zu einem Teil zurückbilden kann, wenn der verformende Druck abgeschaltet wird. Dieser Vorgang wird mit Rückschwellung bezeichnet.
Die bleibende plastische Verformung des Verarbeitungsgutes nach dem Druckumformprozess wird durch die bezogene Formänderung beschrieben, worunter der Quotient aus Dickenänderung und Anfangsdicke verstanden wird. Ein Richtwert für die Rückschwellung mag 20 Prozent der Anfangsdicke sein, entsprechend einer bezogenen Formänderung von 0,2. Die durch die Druckumformung bewirkte Gestaltänderung ist mit Dehnungs- und Stauchungsvorgängen verbunden. Erstere begrenzen die Verformbarkeit von Papier, denn die Bruchdehnung liegt in der Regel bei 4 Prozent, im Einzelfall kann sie aber sehr stark davon nach oben und nach unten abweichen. Stets ist die Dehnbarkeit stark vom Feuchtegehalt des Verarbeitungsgutes und der Temperatur abhängig. Generell können folgende Werte bei Prägevorgängen als typisch angesehen werden:
• bez. Formänderung: 0,3 – 0,6
• Feuchte, % 7 – 10
• Druck, Mpa 25 – 35
• Temperatur, °C 20 – 120
• Zeit, s 0,3 – 3
Prägewerkzeuge
Ein Prägewerkzeug besteht aus zwei Teilen, der Patrize und der Matrize. Als Matrize wird das aus Metall oder Kunststoff gefertigte Werkzeugteil bezeichnet, in dem die Partien, die später hochgeprägt werden sollen, vertieft eingraviert sind (Negativform). Die Patrize ist ein Werkzeug aus Metall, Kunststoff oder Hartpappe, bei dem die zu prägenden Partien erhaben sind (Positivform). Schematische Darstellungen von Matrize und Patrize siehe Abbildung 9.3.21 (b) und (c). Bei zweiseitigen Vollprägen können auch zwei Matrizen ohne Patrize zum Einsatz kommen, bei einseitigen Vollprägen wird eine Matrize durch eine ebene Patrize ersetzt.

Abb. 9.3.21: Prägewerkzeuge. (a) zweiseitiges Vollprägen, (b) Hohlprägen, (c) Hohlkörperprägen, (1) Matrize, (2) Prägegut, (3) Patrize (Quelle: Eigene Darstellung)
Prägearten
Es gibt zahlreiche Arten der Prägung. Zur Kennzeichnung der Prägearten sind folgende Bezeichnungen üblich:
Blindprägung oder Vollprägung
Sehr allgemeiner Begriff, der keine Aussagen darüber macht, ob die Prägung vertieft ist (Tiefprägung) oder erhaben ist (Hohlprägung). Das Prägegut wird verformt, wobei die Farbe unverändert bleibt. Auf der Rückseite kann das Prägegut plan (einseitige Blindprägung), vertieft oder erhaben sein (zweiseitige Blindprägung). Blind- beziehungsweise Vollprägungen werden oft auch mit Farblosprägung, Druckprägung oder Kaltprägung bezeichnet.
Reliefprägung
Der Begriff kennzeichnet eine Prägung mit erhabenen Strukturen (Hohl- oder Hochprägung) mit entsprechenden Vertiefungen auf der Rückseite. Das Prägewerkzeug besteht aus einer Matrize und einer Patrize. Die Prägung kann farblos ausgeführt sein oder mit Farbe erfolgen.
Kaltprägung und Heißprägung
Die Begriffe kennzeichnen lediglich die Temperatur, bei der die Prägung ausgeführt wird. Kaltprägungen werden bei Raumtemperatur und Heißprägungen bei höheren Temperaturen mit beheizten Werkzeugen erzeugt. Die Verformung von Papier und Karton geschieht dauerhafter, wenn sie bei höherer Temperatur vorgenommen wird. Der Begriff Heißprägung darf nicht mit der Heißfolienprägung verwechselt werden.
Prägedruck
Kombination von Prägen und Drucken in einem Arbeitsgang. Wenn ein fertig vorgedrucktes Motiv nachträglich herausgeprägt wird, spricht man vom geprägten Druck.
Schneidschriftprägung
Vor der Heißprägung wird das Prägegut mit einem heißsiegelfähigen Papier abgedeckt. Beim Prägeprozess wird das Papier vom beheizten Prägewerkzeug aktiviert und wird von diesem im Bereich der Prägung auf das Prägegut aufgesiegelt. Hat das Prägewerkzeug angeschärfte Kanten, kann im Prägeprozess der überstehende Rest des heißsiegelfähigen Papiers durchstanzt und abgezogen werden. Es lassen sich so farbige Embleme erzeugen, die bei Verwendung mehrerer unterschiedlich gefärbter Papiere auch mehrfarbig sein können.
Hohlkörperprägen
Das Hohlkörperprägen ist eine Sonderform des Hohlprägens, das sich von diesem durch die Größe der Prägefläche unterscheidet. Angewendet wird es zur Herstellung von Tellern und Schalen aus in der Regel beschichteten Papieren und Kartons.
Maschinentechnik
Maschinell können Prägungen rotativ mit zylindrischen Prägewerkzeugen oder mit Flachbettprägewerkzeugen hergestellt werden. Für rotative Prägungen werden Prägekalander verwendet.
Kalander (von frz. calandre „Rolle“) ist ein System aus mehreren aufeinander angeordneten beheizten und polierten Walzen aus Schalenhartguss oder Stahl. Sie bestehen aus einem gegebenenfalls auch beheizbaren Walzenpaar, die mit entsprechendem Druck zugestellt werden und durch deren Drucknip die zu prägende Bahn hindurchläuft. In der Regel besitzt einer der Zylinder eine weiche Oberfläche aus Gummi oder Papier, während der zweite Zylinder mit einem Relief entsprechend der gewünschten Prägestruktur versehen ist. Um zu verhindern, dass sich das Relief im Laufe der Nutzungszeit in die Oberfläche des glatten Zylinders abprägt, haben beide Zylinder unterschiedliche Durchmesser.
Prägekalander sind vor allem für die Verarbeitung bahnförmiger Materialien wie Papier, Karton, Kunststofffolien und Verbunde daraus geeignet. Ihre Herstellung ist sehr kostenintensiv, sodass der Einsatz von Prägekalandern nur bei entsprechend hohen Auflagen wirtschaftlich sinnvoll ist. Dies ist bei der Tapetenproduktion der Fall, auch im Rollentiefdruck produzierte Zuschnitte für Zigarettenschachteln können mit einem inline-Prägewerk mit Schmuckprägungen versehen werden. Rotative Prägeverfahren finden weiterhin bei der Veredelung von Papier, Karton und Kunststofffolien durch Leinenstrukturprägungen oder ähnliche Prägestrukturen Verwendung. Hologrammeffekte werden rotativ in Kunststofffolien geprägt.
Wesentlich kostengünstiger sind Flachbettprägewerkzeuge, die der Verarbeitung von bogenförmigen Materialien vorbehalten sind. Prägeklischees aus Metall, Hartpappe oder Kunststoff können in Flachbettstanzen integriert werden. Die Matrize mit der Negativform der Prägestruktur kann auf der Werkzeugplatte und die Patrize mit der Positivform der Prägung passgenau auf die Gegen-Zurichtung montiert werden. Der aufzubringende Prägedruck hängt von der Gesamt-Prägefläche und den Eigenschaften des zu prägenden Materials ab. Bei der Bestückung der Werkzeuge für die Flachbettstanze muss deren Druckbelastbarkeit beachtet werden.
Der Prägedruck, also die Kombination von Druck und Prägen, findet als Linien- oder als Flächenprägedruck Anwendung. Beispiel für den Linien-Prägedruck ist der Stahlstich-Tiefdruck oder Intaglio-Druck. Anders als beim normalen Tiefdruck wird hier das Druckmotiv in die Oberfläche der Tiefdruckwalze aus Stahl linienförmig oder in Schriftform mit feinen Sticheln eingestochen, also nicht aus Rasterpunkten zusammengesetzt. Die so erzeugten sehr feinen vertieften Linien werden eingefärbt und die Walzenoberfläche farbfrei gewischt. Wenn das Papier durch den Drucknip von Druckwalze und der mit einer dünnen Gummiauflage versehenen Gegendruckwalze (Presseur) läuft, wird es vom Presseur mit Drücken bis zu 10.000 N/cm gegen die Druckwalze gepresst. Dabei kommt es zur Farbübertragung; gleichzeitig wird das Papier in die vertieften Linien und Schriften gepresst. Auf diese Weise können sehr feine Striche und Schriften sehr präzise wiedergegeben werden, wobei diese gleichzeitig reliefartig herausgearbeitet werden.
Um den Reliefcharakter noch zu verstärken, kann der Presseur als zur Matrize passende Patrize ausgeführt werden. Stahlstich-Tiefdruck findet vor allem im Wertpapier- und Banknotendruck Verwendung. Die speziellen Linien und Schriftenstrukturen werden dort als Guillochen bezeichnet. Guilloche = spezielles Muster, ein Ornament aus mehreren ineinander verwickelten und überlappenden Linienzügen.
Beispiel für den Flächen-Prägedruck ist der Siegelmarkendruck, dessen Druckform als Hochdruckform ausgebildet ist, deren vertieften Stellen als Matrize fungieren. Die Oberfläche der Form wird eingefärbt und das Prägegut wird mit einer der Matrize entsprechenden Patrize angepresst. Die in die Vertiefungen der Druckform eingepressten Stellen der Prägung bleiben dadurch farbfrei, während die übrigen Flächen eingefärbt werden. Diese Technik, die allerdings keine Übertragung feiner Prägestrukturen ermöglicht, wird vor allem für Etiketten und Anhänger verwendet.
Videos
- Prägen: rund auf rund
- Prägen: rund auf flach
- Prägen: flach auf flach
- Heißfolienprägen
- Heißfolienprägen flach
- Blindprägen
- Zum Verfassen von Kommentaren bitte anmelden.
9.3.4.2 Heißfolienprägung
Das Heißfolienprägeverfahren dient in erster Linie der Erzeugung spiegelglatter und glänzender Flächenelemente aus Gold, Silber, Aluminium, Kupfer und Metallicfarben auf der Oberfläche von Bedruckstoffen aus Papier, Karton und Kunststofffolie. Im Gegensatz zu den klassischen Druckverfahren wird bei der Heißfolienprägung keine flüssige Farbe übertragen, sondern ein äußerst dünner Lackfilm, der einseitig metallisiert und/oder mit einer dünnen deckenden oder lasierenden Farbstoffschicht versehen ist.
Hergestellt wird das sehr fragile Flächengebilde wie folgt: Zunächst wird auf eine dünne PET-Folie eine extrem dünne Trennschicht aufgetragen, auf die wiederum ein Schutzlackfilm aufgebracht wird. Nach dem Trocknen wird die PET-Folie mit Trennschicht und Lackfilm auf der Lackfilmseite mithilfe einer Hochvakuumbedampfungsanlage zum Beispiel mit Aluminiumdampf metallisiert (vgl. Abschnitt 9.3.1.4 Metallisierung) oder mit einer deckenden Farbschicht eingefärbt. Der Herstellprozess wird dann durch Auftragen einer thermisch reaktivierbaren Haftschicht beendet. Den Aufbau der Heißprägefolie und Richtwerte für die Dicken der einzelnen Schichten zeigt Abb. 9.3.22.

Abb. 9.3.22: Aufbau und Funktionsweise einer Heißprägefolie. Erläuterungen im Text. (Quelle: Eigene Darstellung)
Im Heißprägeprozess wird die Heißprägefolie im kleinen Abstand über den Bedruckstoff aufgespannt. Als Druckform dient ein Prägestempel, der das Motiv als erhabene Form trägt, ähnlich einer Druckform im Hochdruck. Das aus Metall gefertigte Prägewerkzeug ist beheizbar, sodass damit die Prägefolie durch Druck und Hitze auf den Bedruckstoff gepresst wird, wobei durch die Wärme die Haftschicht aktiviert wird und auf dem Bedruckstoff haftet, nicht jedoch außerhalb der erwärmten Prägeform. Mit dem sich zurückbewegenden Prägestempel federt die Prägefolie in ihre Ausgangslage zurück, wobei sich die auf dem Bedruckstoff haftende Fläche an der Trennschicht von der PET-Folie ablöst. Auf dem Bedruckstoff verbleibt die durch den Schutzlack geschützte Metallisierungsschicht innerhalb der vom Prägestempel erzeugten Vertiefung.
Die Metallisierung wird in der Regel aus Aluminium hergestellt. Die Schicht wirkt silbrig glänzend, wenn der Schutzlack vollständig transparent ist. Ein goldfarbener Metallglanz wird durch einen gelb eingefärbten Schutzlack erreicht. Statt Aluminium kann auch Kupfer aufgedampft werden. Wie erwähnt, kann die Metallisierung auch durch eine deckende Farbschicht ersetzt werden.
Wenn auch der Heißfolienprägedruck in erster Linie für spiegelglatte und glänzende Flächenelemente gedacht ist, kann er doch auch mit einer Reliefprägung kombiniert werden, indem der Prägestempel mit dem gewünschten Relief ausgestattet wird. Auch Hologramme können mit dem Heißprägefoliendruck erzeugt werden. Dazu wird vor der Beschichtung der PET-Folie in diese auf der zu beschichtenden Seite das Hologramm geprägt. Diese Prägung wird im Druckprozess auf den übertragenen Lackfilm abgebildet. In der Regel sind die Werkzeuge für die Heißfolienprägung flach und die zugehörigen Verarbeitungsmaschinen intermittierend arbeitend, verfügbar sind aber auch rotative Prägemaschinen.
- Zum Verfassen von Kommentaren bitte anmelden.
9.3.4.3 Kaltfolienprägung
Beim Kaltfolienprägeverfahren trägt die Prägefolie keine Haftschicht, ist aber ansonsten identisch mit der Heißprägefolie aufgebaut. Auf die Flächenbereiche des Bedruckstoffes, die beprägt werden sollen, wird zunächst ein UV-härtbarer Haftlack aufgedruckt (vgl. Abbildung 9.3.23). Durch eine kurze UV-Bestrahlung wird die Vernetzung des Lacks gestartet, aber nicht zu Ende geführt. Dadurch behält der Lack noch Klebrigkeit. Nun wird die Prägefolie zugeführt und mit einer Glattwalze auf die Oberfläche des Bedruckstoffes gepresst, wobei es im Bereich des Haftlacks zu einer festen Klebeverbindung kommt. Ein weiterer kurzer UV-Bestrahlungsvorgang durch die Prägefolie hindurch setzt den Härtungsprozess so weit fort, dass danach analog zum Heißprägefolienverfahren die restliche Prägefolie abgezogen werden kann. Der Haftlack kann nun noch durch eine weitere UV-Bestrahlung fertig vernetzt werden.
Ziel der Kaltfolienprägung ist wie bei der Heißfolienprägung die Erzeugung spiegelglatter und glänzender Metalleffekte auf dem Bedruckstoff. Es ist einfach in der Anwendung, weil kein beizbares Prägewerkzeug benötigt wird, es muss aber ein Druckwerk zum Aufdrucken des Haftlackes zur Verfügung stehen. Aufgrund dieses Eigenschaftsprofils wird das Verfahren bevorzugt in Rollen-Etikettendruckmaschinen angewendet.

Abb. 9.3.23: Schema des Kaltfolienprägeverfahrens. (Quelle: Eigene Darstellung)
(1) Flexodruckwerk zum Aufdrucken des Haftlacks,
(2) UV-Strahler zur Vorhärtung,
(3) Abrollung der Prägefolie,
(4) Anpresswalze mit Gegendruckwalze,
(5) UV-Strahler zur Zwischenhärtung,
(6) Abzug der restlichen Prägefolie,
(7) Aufrollung der Prägefolie,
(8) beprägter Haftlack,
(9) UV-Strahler zur Fertighärtung
- Zum Verfassen von Kommentaren bitte anmelden.
9.3.4.4 Cast & Cure-Verfahren
Das Cast & Cure-Verfahren, das von einigen Anbietern auch mit „Laser-Gloss-Verfahren“ bezeichnet wird, dient der Erzeugung groß- oder kleinformatiger Hologramme auf Bedruckstoffen, um damit die Hologrammtechnik für die grafische Gestaltung und Dekoration von Verpackungen zu nutzen. Es ist vom Prinzip her ein einfaches Verfahren, dessen wesentliche Merkmale gewisse Übereinstimmungen mit dem Prägefoliendruck zeigen. "cast & cure" sind englische Begriffe. Übersetzt bedeuten sie so viel wie „einen Abdruck herstellen und aushärten.“ Die Verfahrensschritte sind wie folgt:
• Lackieren des Bedruckstoffes mit einem speziellen UV-härtbaren Lack.
• Vorhärten des Lacks mit kurzer UV-Bestrahlung. Ziel ist es, einen nicht mehr klebrigen, aber noch verformbaren Zustand des Lackes zu erzielen.
• Zuführung einer PET-Folie mit einseitiger Hologrammprägung.
• Anpressen der Folie an den lackierten Bedruckstoff, wobei die geprägte Folienseite in Kontakt mit dem Lackfilm kommt. Durch den Anpressdruck wird die Prägestruktur der Folie auf die Lackoberfläche übertragen (engl.: Cast). Fortsetzen der Lackhärtung (engl.: Cure) durch kurzzeitige UV-Bestrahlung durch die noch in Kontakt mit dem Lack befindliche PET-Folie zur Fixierung der übertragenen Präge-struktur.
• Abziehen der PET-Folie von der Lackoberfläche. Die Folie kann mehrfach wiederverwendet werden.
• Nachhärtung des geprägten Lacks mithilfe von UV-Bestrahlung.
Auch wenn für die Realisierung des Verfahrens eine spezielle Maschinentechnik benötigt wird, kann es wirtschaftlicher als ein Prägefolienverfahren sein. Dies gilt insbesondere dann, wenn der Hologrammeffekt großflächig erzeugt werden soll. Außerdem kann die zum Herstellen des Abdrucks verwendete Folie mehrfach verwendet werden, während für den Prägedruck jeweils unbenutzte oder neue Folienflächen verwendet werden müssen.
- Zum Verfassen von Kommentaren bitte anmelden.
Druck-Tipps der Firma Heidelberg
- Zum Verfassen von Kommentaren bitte anmelden.
Information der Firma Heidelberg zu Rastertechnologien
- Zum Verfassen von Kommentaren bitte anmelden.
Informationen der Firma Heidelberg zu Color Management
Fachwissen Color Management, bereitgestellt von Heidelberg.
- Zum Verfassen von Kommentaren bitte anmelden.
Informationen der Firma Heidelberg zu Farbe und Qualität
Fachwissen Farbe und Qualität, bereitgestellt von Heidelberg.
- Zum Verfassen von Kommentaren bitte anmelden.
LF 10: Fertigungsanlagen steuern
- Zum Verfassen von Kommentaren bitte anmelden.
10.1 Betreiben von erzeugungsspezifischen Fertigungsanlagen
In diesem Kapitel werden die verschiedensten Maschinen, Geräte, Anlagen und Fertigungssysteme beschrieben. Die Anzahl der zu fertigenden Packmittel ist sehr vielfältig, und somit werden auch ganz unterschiedliche Fertigungsanlagen eingesetzt, um diese Packmittel herzustellen. Die eingesetzten Maschinen und Anlagen sind nach den zu verarbeitenden Materialien und Packmittelarten unterteilt.
In den einzelnen Abschnitten sind dann – ausgehend von der Art der Packmittel und Fertigungsaufträgen – die Maschinen und Anlagen beschrieben. Die Maschinen und Anlagen sind zwar sehr unterschiedlich im Aufbau, in der Komplexität und Flexibilität; dennoch gibt es für alle Fertigungsanlagen gewisse Gemeinsamkeiten. Maschinen und Anlagen unterstützen den Menschen bei seiner Arbeit. Sie führen Fertigungsschritte aus – entweder durch Befehle des Maschinenbedieners oder automatisch gesteuert nach Programmanweisungen. Moderne Maschinen und Anlagen sind die Hauptvoraussetzung, um die Produktivität einer Fertigung zu erhöhen.
Um die Funktion und Wirkungsweise einer Maschine zu erkennen, kann man sie verallgemeinernd als technisches System bezeichnen, dem Energie, Stoffe oder Informationen zugeführt werden. Sie erfahren dort eine Umsetzung und verlassen danach die Maschine wieder.

Abb. 10.1.1: Maschine als technisches System am Beispiel einer Flachbettstanzmaschine (Quelle: Eigene Darstellung)
Nach der systemtechnischen Betrachtungsweise kann man die Maschinen entsprechend ihrer Hauptfunktion in drei Maschinenarten unterteilen:
Energieumwandelnde Maschinen: Kraftmaschinen
Stoffumwandelnde Maschinen: Arbeitsmaschinen
Informationsumsetzende Maschinen: Datenverarbeitungsanlagen
Kraftmaschinen sind in ihrer Hauptfunktion Maschinen zur Energieumwandlung. In ihnen wird eine zugeführte Energie in eine für einen bestimmten Verwendungszweck erforderliche Energieform umgewan-delt.
Beispiel: Elektromotoren sind die am häufigsten eingesetzten stationären Kraftmaschinen im industriellen Bereich. Sie dienen zum Beispiel als Antriebseinheit für Verarbeitungsmaschinen, Hebezeuge, Transportsysteme, Pumpen und Verdichter. In Elektromotoren wird elektrische Energie in Bewegungsenergie umgesetzt.
Allgemeine Informationen zu Verpackungsmaschinen, bereitgestellt von Keyence.
- Zum Verfassen von Kommentaren bitte anmelden.
10.2 Begriffserklärung: Maschinen und Anlagen
Arbeitsmaschinen sind in ihrer Hauptfunktion stoffumsetzende Maschinen. Mit ihnen werden Stoffe mithilfe von Energie
• von Ort zu Ort transportiert.
• in eine andere Form gebracht.
• in einen anderen Energiezustand versetzt.
Auf einer Stanzmaschine werden zum Beispiel aus einem Bogenmaterial mithilfe der elektrischen Antriebsenergie ausgestanzte Faltschachtelnutzen hergestellt. Mit Pumpen und Hebezeugen werden Packstoffe und Packmittel transportiert. Mit einem Extruder wird Kunststoffgranulat zu einer Folienbahn verändert.
Datenverarbeitungsanlagen nehmen Daten und Eingabebefehle (Informationen) auf, verarbeiten sie und geben Daten und Steuerbefehle aus. Sie können allgemein als informationsumsetzende Maschinen bezeichnet werden. Datenverarbeitungsanlagen bestehen aus Geräte-Baugruppen, der sogenannten Hardware.

Abb. 10.2.0: Dateingabe, Datenverarbeitung, Datenausgabe (Quelle: Eigene Darstellung)
Die Dateneingabe erfolgt über Eingabegeräte (zum Beispiel Bedienfeld einer CNC-Steuerung). Die Daten-Verarbeitung übernimmt der Rechner. Die Daten-Ausgabe kann zum Beispiel als Bilddarstellung auf einem Monitor oder Schaltbefehl für die Vorschubmotoren einer Flachbettstanzmaschine erfolgen. Geräte und Anlagen zur Datenverarbeitung können Personalcomputer, CNC-Steuerungen oder CAD-Anlagen sein. Moderne Fertigungsanlagen können aus vielen verschiedenen Maschinen und Geräten bestehen, in denen Energien, Packstoffe und Informationen umgesetzt werden. Kraftmaschinen, Arbeitsmaschinen, Transport- und Handhabungssysteme sowie Datenverarbeitungsanlagen sind hier zu einer Einheit verknüpft, die die kostengünstigste Fertigung von Packstoffen oder Packmitteln ermöglicht.

Abb.: 10.2.1: Wellpappenherstellung und Inline-Maschine zur Schachtelherstellung (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3 Schneidsysteme im Packmittel erzeugenden Betrieb
Schneiden ist nach DIN 8588 ein mechanisches Materialtrennverfahren ohne Spanbildung. Das Schneiden wird in Packmittel verarbeitenden Betrieben mit Schnellschneidern (Messerschnittprinzip) durchgeführt.

Abb. 10.3.1: Schnellschneider (Quelle: POLAR-Mohr)
Neben dem Zuschneiden von bedruckten oder unbedruckten Papier-, Pappe-, Kartonbogenstapeln auf das richtige Format der Weiterverarbeitungsmaschine (Stanzen-, Falzmaschinen) wird der Schnellschneider im Verpackungsbereich hauptsächlich für das maßhaltige Schneiden von Etiketten, Einlagen sowie im Werbemittelbereich zum Vereinzeln von Flyern, Postkarten und Visitenkarten eingesetzt. Auch andere Materialien wie zum Beispiel Verbundstoffe, Kunststoff-, Gummiplatten (Lacktücher) sowie Folien können geschnitten werden. In Betrieben, die sich auf große Schneidaufträge spezialisiert haben kommen heute bis ins Detail durchgeplante Schneidsysteme zum Einsatz (siehe Abb. 10.3.3). Kleine, weniger häufige Schneidaufgaben an Einzelformaten werden aber auch heute noch auf Pappscheren bearbeitet.

Abb. 10.3.2: Pappschere mit Untergestell (Quelle: Schmedt)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.1 Der moderne automatisierte Schneidprozess – Workflow „Schneiden“
Bei einem Schneidsystem wird die eigentliche Schneidemaschine durch Peripheriegeräte so weit ergänzt, dass ein vollautomatischer Materialfluss gewährleistet ist. Termin- und Kostendruck erfordern in der Weiterverarbeitung weitgehend automatisierte Produktionsabläufe. Hochgradig automatisierte Schneidsysteme erfüllen diese Kundenansprüche durch die Rationalisierung von Arbeitsprozessen, durch Leistungssteigerung, die Verringerung der Durchlaufzeiten und die ergonomische Gestaltung des Arbeitsplatzes. Der Schneidprozess lässt sich in die automatisierten Teilschritte „Stapeln/Beladen“, „Rütteln“, „Pressen/Positionieren“, „Schneiden“, „Entladen, Bündeln/Banderolieren“ gliedern. Diese Teilprozesse sind wiederum mit automatischen Puffer- und Fördersystemen verbunden. Die folgende Abbildung zeigt die weitgehende automatisierte Abfolge eines modernen Schneidprozesses.
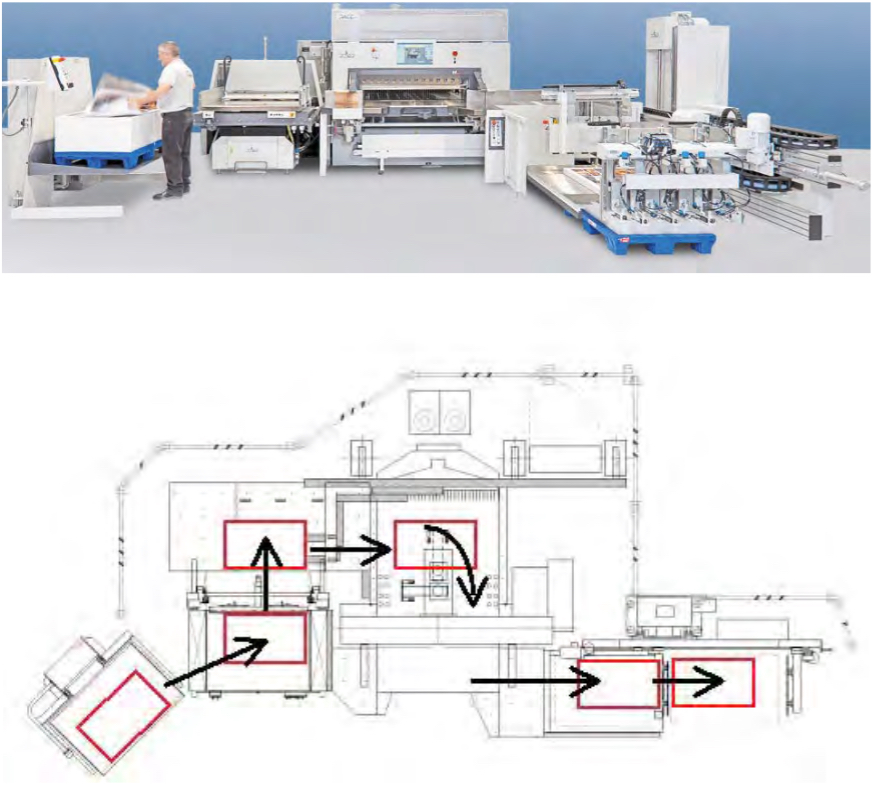
Abb. 10.3.3: Workflow „Schneiden“ (Quelle: Eigene Darstellung)
Der Workflow „Schneiden“ setzt sich aus folgenden genau aufeinander abgestimmten Teilschritten zusammen: Das Schneidgut wird mit einem Stapellift auf eine optimale Arbeitshöhe gebracht, vom Bediener in den Rüttelautomat gelegt, gerüttelt und anschließend vom Greifersystem auf den Hintertisch des Schnellschneiders transportiert. Materialbewegungen auf dem Hintertisch erfolgen automatisiert durch Drehgreifer. Nach dem Schneiden werden die Lagen mit einem seitlichen Verschiebesystem automatisch auf eine Palette abgesetzt, während gleichzeitig weitergeschnitten werden kann. Ferner besteht die Möglichkeit, den Schneidabfall durch eine Vordertischöffnung zu entsorgen.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.2 Der Schnellschneider
Schnellschneider werden in der grafischen Industrie auch als Planschneider, Papierschneidemaschine oder Schneidemaschine bezeichnet. Der Schnellschneider arbeitet nach dem Messerschnittprinzip – das heißt: Ein bewegliches Obermesser schneidet gegen eine feststehende Schneidunterlage (Schneidleiste). Schnellschneider sind in ihrer Größe auf die verschiedenen Maschinenformatklassen der Druckmaschinen abgestimmt, da sie hauptsächlich in der Druckweiterverarbeitung eingesetzt werden.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.2.1 Maschinenschema
Ein Schnellschneider ist im Allgemeinen aus folgenden Maschinenelementen aufgebaut: Der Maschinenständer ist das vertikale tragende Gussteil. Der Ständer führt das Messer und nimmt den Tisch auf. Mit dem Hauptschalter wird die Maschine eingeschaltet. Die Lichtschranke ist eine wichtige Sicherheitseinrichtung. Die Schneidtasten haben zwei Funktionen: Schneiden und „Tischluft aus“. Die Lufttaste dient zum Einschalten der Tischluft. Die Handfeineinstellung am Handrad ist für die manuelle Sattelbewegung gedacht. Bei allen Maschinen ist auch eine schnelle Eingabe über das Display möglich.

Abb. 10.3.4: Handrad (Quelle: Eigene Darstellung)

Abb.10.3.5: Display (Quelle: POLAR-Mohr)
Schnellschneider werden über Handtasten und ein Fußpedal bedient. Sie dürfen nur von geschultem Personal bedient werden und müssen auch aus Gründen der Sicherheit in einem einwandfreien technischen Zustand sein.
Mit dem Fußpedal wird der Pressbalken abgesenkt und die Tischluft ausgeschaltet. Betrachtet man die Maschine von hinten, so fällt der Tisch mit dem Sattel zuerst auf. Der Exzenterbolzen für die Messerverstellung wird bei einfachen Maschinen nur bei dem Messerwechsel mit Pleuelverstellung gebraucht. Bei großen Maschinen kann der Messerwechsel von vorne durchgeführt werden. Der Hauptantrieb treibt das Getriebe und die Hydraulik an. Die Hintertischverkleidung ist eine wichtige Sicherheitseinrichtung. Der Sattel dient als Materialanschlag. Der Hintertisch dient als Auflagefläche für das Schneidgut und nimmt die Führung sowie den Antrieb für den Sattel auf. Die folgende Abbildung zeigt exemplarisch das Maschinenschema eines Schnellschneiders der Firma Polar.

Abb. 10.3.6: Maschinenschema (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.2.2 Arbeitssicherheit im Schneidprozess
Generell dürfen Maschinen nur in technisch einwandfreiem Zustand, im bestimmungsgemäßen Gebrauch, sicherheits- und gefahrenbewusst unter Beachtung der jeweiligen Betriebsanleitung von geschultem Personal eingesetzt werden. Unter bestimmungsgemäßem Gebrauch versteht man bei Schnellschneidern, dass diese ausschließlich zum Schneiden von Papieren, Karton, Pappen oder Kunststofffolien eingesetzt werden. Eine andere Verwendung bedarf der schriftlichen Einwilligung des Maschinenherstellers.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.2.3 Sicherheitsrelevante Maschinenelemente
Aus Sicherheitsgründen ist es notwendig, die Schneidtasten gleichzeitig zu betätigen. Weitere Sicherheitseinrichtungen sind Lichtschranken und Hintertischschutz.

Abb. 10.3.8: Schneidtasten (Quelle: Eigene Darstellung)

Abb. 10.3.9: Lichtschranke (Quelle: Eigene Darstellung)

Abb. 10.3.10: Hintertischschutz (Quelle: POLAR-Mohr)
Das Bedienpersonal muss vor Inbetriebnahme der Maschine die Betriebsanleitung und die Sicherheitsunterweisung gelesen haben. Der Bediener sollte die sicherheitsrelevanten Maschinenelemente kennen und vor jedem Gebrauch deren Funktion überprüfen.

Abb. 10.3.7: sicherheitsrelevante Maschinenelemente (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.2.4 Sicherheitsunterweisung des Bedienpersonals
Die Betriebsanleitung muss für den Bediener jederzeit zugänglich an der Maschine greifbar sein. Die gesetzlich vorgeschriebene persönliche Schutzausrüstung ist zu tragen. Das Mindestalter beträgt 18 Jahre. Während des Arbeitsablaufes dürfen keine weiteren Personen in den Arbeitsbereich eintreten oder eingreifen. Ein Messerwechsel darf nur von speziell geschultem Personal ausgeführt werden.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.2.5 Technische Daten und Formatbereiche
Schnellschneider und die auf die jeweilige Formatklasse abgestimmten Systemkomponenten stehen in folgenden gängigen Maschinenformaten zur Verfügung:
Halbformat 46 x 64 und 52 x 74
Mittelformat 63 x 88 und 75 x 105
Großformat 89 x 126 und 102 x 142 sowie 126 x 164
Weitere Sonderformate sind ebenfalls erhältlich.
Ist die Schneidemaschine zu klein für das Schneidgut, so kann das Drehen sehr aufwendig werden. Deshalb sollte bei der Bemessung der Schnittbreite die Diagonale des größten zu verarbeitenden Bogens etwas kleiner sein als die Schnittbreite der Maschine. Von dieser Regel sollte nur abgewichen werden, wenn die „großen“ Bogen eine wirkliche Ausnahme sind und nicht oft geschnitten werden.

Abb. 10.3.11: Schnittbreite der Maschine (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.2.6 Wichtige Maschinenelemente und ihre Funktionsweise
Das Schneidgut wird durch den Sattel und einen seitlichen Anschlag positioniert. Der Pressbalken fixiert das Schneidgut von oben auf dem Maschinentisch. Der Messerbalken, an dem das Messer befestigt ist, führt die Schwingschnittbewegung durch das Schneidgut aus. Die Schneidleiste stellt das Gegenwerkzeug zum Messer im Messerschnittprinzip dar.

Abb. 10.3.12: Maschinenkomponenten (Quelle: Eigene Darstellung)
Die Messeraufnahme
Die starre Konstruktion verhindert weitgehend eine Verbiegung des an ihm befestigten Messers. Es wird im Maschinengestell in Gleitbahnen leicht beweglich, aber spielfrei so geführt, dass das Messer die Schwingschnittbewegung ausführt. Das Messer wird bei dieser Konstruktion schwingend schräg durch das Schneidgut gezogen. Das Messer tritt nicht auf der gesamten Schnittlinie parallel in das Schneidgut ein. Hierdurch ist der Kräfteanstieg bei Schnittbeginn weicher, und die Konstruktion der Maschine wird weniger stark belastet.

Abb. 10.3.13: Schwingschnitt (Quelle: Eigene Darstellung)
Der Messerantrieb wird vom Antriebsmotor über Getriebe abgeleitet und enthält eine Überlastsicherung in Form eines Bruchbolzens (Abscherbolzen). Die Länge der Zugstange zwischen Antrieb und dem Messerträger ist veränderlich, um die durch das Nachschleifen entstehende Verkürzung des Messers ausgleichen zu können.
Das Messer des Planschneiders
Die Messer werden in unterschiedlichen Stahlqualitäten hergestellt. Die Auswahl erfolgt je nach zu bearbeitendem Schneidauftrag. Es werden fünf verschiedene Güteklassen verwendet:
1. niedrig legierte Stähle
2. hochlegierte Stähle HSS
3. Hartmetall HM Standardkörnung
4. Feinstkorn-Hartmetall FK-HM
5. Ultrafeinstkorn-Hartmetall UFK-HM

Abb. 10.3.14: Messer für Planschneider (Quelle: Eigene Darstellung)
Bei den Messermaterialien spricht man von Verbundstoffen. Auf einen nicht gehärteten Grundkörper werden die Legierungen in verschiedenen Qualitätsstufen aufgebracht. Das sind niedrig legierte Werkzeugstähle für Standardmesser, Hochleistungsschnellstähle mit 18 Prozent Wolframgehalt (HSS 18-Messer) und gesinterte Hartmetalle (HM-Messer). Der wesentliche Unterschied bei den verschiedenen Messerqualitäten besteht in der Standzeit und ihren Anwendungsbereichen.

Abb. 10.3.15: Messerqualitäten und Messerstandzeiten (Quelle: https://www.tkmgroup.com/de)
Winkel am Schneidmesser
Zur Erreichung der Schnittanforderungen sind die Schnittwinkel, der Keilwinkel ? und der Fasenwinkel ? genau einzuhalten. Die Wahl des Messerwinkels ist von der Beschaffenheit des Schneidgutes abhängig. Ferner ist auch die Standzeit ein Kriterium für die Wahl des richtigen Winkels. Folgende Faustregel kann angewendet werden:
weiches Schneidgut = kleiner (schlanker) Messerwinkel
hartes Schneidgut = großer (stumpfer) Schnittwinkel

Abb. 10.3.16: Wichtige Bezeichnungen am Messer. Keilwinkel ?, Fasenwinkel ? (Quelle: Eigene Darstellung)
Die Schnittwinkel liegen zwischen 17° und 30°. Werden verschiedene Papier- oder Pappearten abwechselnd geschnitten, so ist es von Vorteil, den größeren Schnittwinkel zu wählen. Hartmetallmesser haben eine Doppelfase (auch Vorfase genannt), zum Beispiel 20/24° – dies hat den Vorteil, dass man die Messer so einfacher und besser schleifen kann. Eine Doppelfase wird beim Scheiden großer Bogen eingesetzt, da so die Verdrängung vor dem Messer durch den schlanken Messerkörper wesentlich geringer ist.
Bei einem guten Stahlmesser (nicht Hartmetall) wird der wirkliche Radius einer sehr scharfen Schneide etwa fünf Tausendstel Millimeter betragen. Wird dann mit dem Messer geschnitten, wird der Radius durch Abnutzung größer. Besonders zu Beginn der Nutzung eines frisch geschliffenen Messers verändert sich der Radius sehr stark und schnell. Schnell wird sich der Radius auf etwa zehn Tausendstel Millimeter vergrößern.

Abb. 10.3.17 (Quelle: Eigene Darstellung)
Dieser Zustand ist dann als normal scharfes Messer zu bezeichnen. Ist ein Messer stumpf, so sollte es gewechselt werden. Schneiden mit einem stumpfen Messer birgt das Risiko großer Schnittdifferenzen in sich. Durch die stark zunehmenden Schnittkräfte können langfristig sogar die Maschinenführungen beschädigt werden. Ein Messer ist beim Schneiden von Papier stumpf, wenn die Schnittfläche und/oder der Abfall (beim Schneiden von Papier) zusammenkleben.

Abb. 10.3.18: stumpfe Messer (Quelle: Eigene Darstellung)
Man kann an typischen Schnittgeräuschen hören, wann ein Messer scharf oder stumpf ist. Bei Verwendung eines gut geschliffenen Messers ist (beim Schneiden von Papier) ein durchgehend heller Ton zu vernehmen. Wird das Messer stumpf, so ändert sich das Schneidgeräusch bis hin zu einem lauten Knall beim Zertrennen der unteren Bogen.
Die Schneidleiste
Die Schneidleiste ist das Unterschnittwerkzeug des Maschinenmessers. Je nach Art des verwendeten Messers kann sie aus verschiedenen Kunststoffen gefertigt sein. Der Kunststoff der Schneidleiste muss zäh, darf aber auch nicht zu hart sein. Ist das Material zu weich, dann schneidet das Messer zu tief ein. Die unteren Bogen werden nicht sauber durchgeschnittten. Ist sie zu hart, wird das Messer schneller stumpf oder bricht gar aus.
Hart-PVC: Früher wurden Schneidleisten aus Hart-PVC angeboten. Diese wurden in erster Linie für Hartmetallmesser eingesetzt.
Polypropylen: Heute werden fast nur noch Polypropylen-Schneidleisten mit einer Härte 60-85 Shore angeboten.
Nylon: Die Nylon-Schneidleiste hat den Vorteil, dass sie sich nach dem Schnitt wieder ein Stück weit verschließt. Hierdurch wird der untere Bogen des Schneidgutes besser gestützt und sicherer getrennt.
Die Shore-Härte, benannt nach Albert Ferdinand Shore, ist eine Kennzahl, die vorwiegend für Elastomere und gummielastische Polymere eingesetzt wird. Quelle und weiterführende Informationen: http://wiki.polymerservice-merseburg.de/index.php/SHORE-Härte
Ausgewechselt oder umgedreht sollte die Schneidleiste dann werden, wenn sich das Messer so tief eingearbeitet hat, dass die unteren Bogen eines Stapels abreißen. Auch bei jedem Messerwechsel ist die Schneidleiste umzudrehen oder auszuwechseln. Die Schneidleiste nützt sich umso schneller ab, je härter das Schneidgut ist. Ein regelmäßiger Wechsel (rund 800 Schnitte) der Schneidleiste erhöht die Standzeit des Messers. Wichtig ist deshalb auch die exakte Höheneinstellung des Messers beim Messerwechsel. Das Messer sollte im unteren Totpunkt der Maschine nur so weit in die Schneidleiste eindringen, dass das Material gerade noch durchgeschnitten wird.
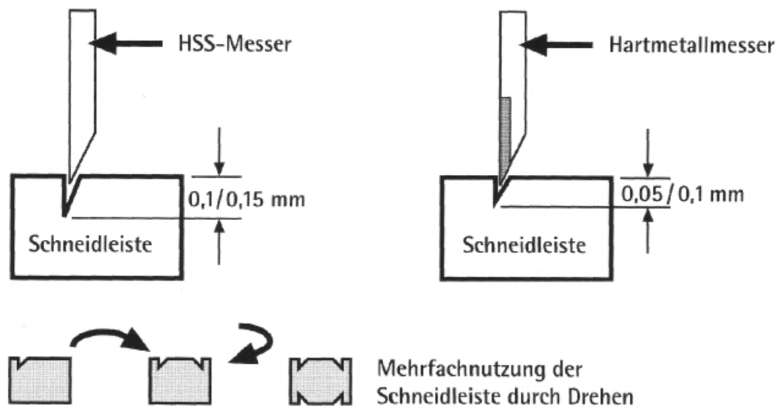
Abb. 10.3.19: Eintauchtiefen bei unterschiedlichen Messerqualitäten (Quelle: POLAR-Mohr)
Der Pressbalken und der optische Schnittandeuter
Der Pressbalken soll das Schneidgut beim Schneiden festhalten. Durch die stufenlos einstellbare Hydraulik lässt sich der richtige Pressbalkendruck bei modernen Schneidemaschinen je nach Schneidgut und Schneidbreite einstellen. Die Einstellwerte sind wesentlich abhängig von den Eigenschaften des Schneidgutes. Um die Schnittlinie zu erkennen, kann der Pressbalken mithilfe des Fußpedals (mechanischer Schnittandeuter) auf das Schneidgut abgesenkt werden. Die Schneidmarkierungen auf dem zu schneidenden Druckbogen können so genau angefahren werden. Mit dem Einschalten des optischen Schnittandeuters wird eine schmale Linie auf das Schneidgut projiziert. So lassen sich die Schnittmarken genau ansteuern.

Abb. 10.3.20: optischer Schnittandeuter (Quelle: Eigene Darstellung)
Arbeiten mit dem Abdeckblech
Das Abdeckblech ist eine Stahlplatte, die auf der Unterseite des Pressbalkens eingerastet werden kann. Bei hohen Pressdrücken oder weichem Schneidgut kann so ein Abdruck des Pressbalkens im Schneidgut verhindert werden. Höhenunterschiede in Schneidlagen sind durch ein flexibles Abdeckblech durch Filz- oder durch Schaumgummiunterlagen auszugleichen, da nur so eine vollflächige Pressung für genaues Schneiden erreicht wird.

Abb. 10.3.21: Abdeckblech (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.2.7 Weitere Maschinenelemente, die den Schneidprozess am Schnellschneider optimieren
Gesamttischluft
Heutzutage erscheint es als völlig überflüssig, den Lufttisch zu erwähnen. Wie wichtig diese unterstützende Funktion ist, weiß jeder Papierschneider aus Erfahrung, wenn er vergessen hat, die Tischluft zwischen den einzelnen Schneidvorgängen zu programmieren.
Vorder- oder Hintertischluft
Die Trennung der Luftfunktion für Hintertisch- und Vordertischluft ist dann sehr hilfreich, wenn vom Vordertisch große Nutzen entfernt werden, aber hinter der Schneidlinie noch Papier liegt. Hat man in diesem Fall nur einen schaltbaren Bereich zur Verfügung und aktiviert die Luft, so besteht die Gefahr, dass das Schneidgut hinter der Schneidlinie verrutscht und nicht mehr korrekt geschnitten wird.
Nutzenholz
Ein Nutzenholz hilft dabei, das ungeschnittene oder das geschnittene Material zu richten.

Abb. 10.3.22: Nutzenholz (Quelle: Eigene Darstellung)
Autotrim
Eine wichtige Neuerung im Bereich der Schneidemaschinenoptionen ist die Erfindung „Autotrim“. Die Funktionen „Tisch öffnen und schließen“, „absenken und anheben“ sowie „Autotrim-Richten“ können pro-grammiert werden.

Abb. 10.3.23: Autotrim-Richten (Quelle: Eigene Darstellung)
Automatisches Richten
Werden überwiegend kleine Nutzen verarbeitet, so lohnt sich der Einsatz einer Richtstation. In diesem Fall entfällt das manuelle Stützen und Wiederaufrichten durch den Bediener. Die Richtstation übernimmt das Nutzenhandling nach dem Schnitt. Ein Ausschieber transportiert das gefertigte Schneidgut ab.

Abb. 10.3.24: Richtstation (Quelle: Eigene Darstellung)
Drehsattel
Wenn das Druckbild nicht genau parallel zur Anlageseite steht, kann diese Ungenauigkeit mit dem Drehsattel ausgerichtet werden.

Abb. 10.3.25: Drehsattel (Quelle: Eigene Darstellung)
Neigesattel
Besteht ein hoher Qualitätsanspruch in Bezug auf Ober-/Unterschnitttoleranzen, so kann ein Neigesattel gute Dienste leisten. Manuell über das zusätzliche Bedienteil oder automatisch durch das Schneidprogramm kann der Sattel in seiner vertikalen Stellung zum Messer verändert werden. Hierzu wird der Sattel hinten motorisch angehoben oder abgesenkt.

Abb. 10.3.26: Neigesattel (Quelle: Eigene Darstellung)
Punktanlage am Sattel (Fixomat)
Zum Ausgleich von Papierverzug (zum Beispiel Papierkanten konvex, konkav) bietet die Sonderfunktion „Fixomat“ Punktanlagen am Sattel. Sind die Außenkanten des Papiers konvex, so ist das korrekte Anlegen am Sattel nicht möglich.

Abb. 10.3.27: Sonderfunktion „Fixomat“ (Quelle: Eigene Darstellung)
Niederhalter vor dem Sattel (Rechen)
Sind die oberen Bogen rund und liegen nicht plan, verrutschen sie beim Anlegen des Schneidgutes am Sattel, was zu Schnittdifferenzen führt. Ein Niederhalter am Sattel hält die oberen Bogen auf dem einge-legten Material.

Abb. 10.3.28: Niederhalter (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.3 Das Schneidgut
Die Beschaffenheit des Schneidgutes bestimmt wesentlich die Auswahl des Messerwinkels und die Einstellung des richtigen Pressdruckes. Je besser diese beiden Parameter abgestimmt werden, desto höher ist die erzielbare Schnittqualität.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.3.1 Weiches Schneidgut
Unter weichem Schneidgut versteht man Papiere, die sich unter Druck stark zusammendrücken lassen. Das sind zum Beispiel Durchschlagpapiere, Saugpost, Seidenpapier, Holzpappe, ungestrichener Primärfaserkarton und Löschpapier. Diese Schneidmaterialien haben folgende Eigenschaften, die sich beim Schnitt sehr unangenehm bemerkbar machen:
a) schlechte Gleiteigenschaften,
b) hohes Luftvolumen im Stapel,
c) Weichheit des Schneidgutes an sich
a) Schneidgut staut sich vor dem Messer => Das Messer verkeilt sich, es kann zu hohem Schneiddruck kommen. Schneidgut deshalb immer an der linken Seite anlegen, wenn die Messerbewegung von links nach rechts erfolgt. Ein Anlegen des Schneidgutes an der rechten Seite würde den Stau noch begünstigen, da der rechte Seitenanschlag den Materialfluss zusätzlich behindern würde.

Abb. 10.3.29: Schneidgutstau (Quelle: Eigene Darstellung)
b) Das Schneidgut wird vom Messer unter dem Pressbalken herausgezogen. Das führt zu einem Überschnitt – das heißt: Die oberen Lagen des Stapels werden kürzer als die unteren. Um diesem Phänomen entgegenzuwirken, wird die Verwendung eines schlanken Messerwinkels empfohlen, und/oder die Vorpresszeit sollte erhöht werden.

Abb. 10.3.30: Effekte eines stumpfen und eines scharfen Messers (Quelle: Eigene Darstellung)
c) Ein stumpfes Messer zieht mehr als ein scharfes Messer.
d) Bei weichem Schneidgut und zu hoch eingestelltem Pressdruck besteht die Gefahr, dass die Pressbalkenkontur das Schneidgut verformt, hier kann mit einem Abdeckblech Abhilfe geschaffen werden. Falls das noch nicht ausreicht, kann ein dicker Pappestreifen oder ein Filzstreifen zwischen Abdeckblech und Schneidgut gelegt werden.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.3.2 Normales Schneidgut
Als normal bezeichnet man Schneidgut, das sich mit einem Messerwinkel von 24° und mittlerem Pressdruck (2000 kg) gut verarbeiten lässt. Das sind zum Beispiel Schreibpapiere, Postkartenkarton und Druckpapiere.
Merke: Hartes Schneidgut = stumpfer Messerwinkel; weiches Schneidgut = schlanker Messerwinkel.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.3.3 Hartes Schneidgut
Bei hartem Schneidgut (zum Beispiel Kunstdruckpapiere, gummierte Papiere, Graupappe und gestrichener Sekundärfaserkarton) kann das Messer im Schnitt ausweichen. Ein stumpfer Messerwinkel mit einer angeschliffenen Fase sorgt für gute Schneidergebnisse, wobei auch der gute Materialfluss vor dem Messer erhalten bleibt.
Hartes Schneidgut = stumpfer Messerwinkel; weiches Schneidgut = schlanker Messerwinkel.

Abb. 10.3.31: unterschiedliche Messerwinkel (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.3.4 Schneidgutvorbereitung
Das Schneidgut sollte ohne Verzug (linear, unregelmäßig) und in guter Planlage vorliegen. Dies wird durch die richtigen Klimabedingungen beim Transport und während der Lagerung erreicht.
Die vier Aufgaben von Schnittzeichen
Die Schneidbarkeit des Druckbogens muss durch eine entsprechende Anordnung der einzelnen unterschiedlich großen Nutzen gewährleistet sein. Insbesondere Sammelbogen mit vielen kleinen Nutzen sind konzentriert zu vernutzen, um später im Schneidprozess keine Probleme zu bekommen. Generell sind Druckbogen mit Schnittzeichen zu versehen.
Schnittzeichen erfüllen vier wesentliche Aufgaben:
1. Schnittzeichen kennzeichnen die Schnittposition.

Abb. 10.3.32: Schnittzeichen (Quelle: Eigene Darstellung)
2. Schnittzeichen dienen zur Kontrolle des Verzuges.
3. Schnittzeichen erlauben eine Kontrolle des Pressdrucks. Wird ein Druckbild angeschnitten, so kann man den Verlauf des Schnittes gut erkennen. Im Bild läuft der Schnitt schräg oder die Druckbogen liegen nicht gerade aufeinander. Bei Schnitten neben dem Schnittzeichen ist der Verlauf des Schnittes nicht genau zu erkennen.

Abb. 10.3.33: Druckbild angeschnitten (Quelle: Eigene Darstellung)
4. Kontrolle der Schneidgutvorbereitung. Ein vorausgehender Rüttelprozess des Bogenstapels trägt wesentlich zu einem genauen Schnitt bei. Wenn einzelne Bogen nicht wie die anderen liegen, kann dies schnell erkannt und für Abhilfe gesorgt werden.
Eigenschaften von schlecht vorbereitetem Schneidgut---> Welliges Schneidgut tritt auf, wenn Bogenbereiche oder Bogenschichten ungleichmäßig wachsen. Hierfür gibt es vielfältige Gründe: Temperatur- oder Luftfeuchtigkeitsschwankungen, einseitige Feuchtung oder Trocknung. Auch bewusste mechanische Veränderungen des Papiers in drei Dimensionen zum Beispiel durch Prägen, Stanzen und Perforationen tragen dazu bei.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.4 Der Workflow „Schneiden“ – viel mehr als nur Schneiden
Unter dem Workflow „Schneiden“ versteht man den weitgehend automatisierten Arbeitsfluss von der Schneidgutvorbereitung bis zu den fertig geschnittenen, vereinzelten, banderolierten und abgepackten Nutzen. Folgende Prozessschritte werden dabei durchlaufen: Der erste Prozessschritt ist das Rütteln. Anschließend werden die Bogenstapel, je nach Bedarf ausgepresst, in die Schneidemaschine transportiert, geschnitten und aus der Schneidemaschine heraustransportiert.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.4.1 Mengenbestimmung vor dem Schneiden
Um die genaue Bogenanzahl vor dem Schneiden zu bestimmen, werden verschiedene Techniken eingesetzt:
Abstechen
Beim Abstechen wird mit einer einstellbaren Lehre das Ries grob abgestochen. Die Genauigkeit schwankt mit dem Gefühl des Bedieners und der Dickenschwankung des Schneidgutes. Ein Ries ist eine aus dem arabischen Wort rizmah abgeleitete Mengeneinheit für Formatpapiere. Es bezeichnet die variable Menge von Papierbogen („Blatt“), die in Ries-Einschlagpapier verpackt werden. Diese Verpackungsart wird auch als "geriest" bezeichnet.

Abb. 10.3.34: Abstechen (Quelle: Eigene Darstellung)
Abdrücken
Das Abdrücken ist ein Vergleich des zu bestimmenden Stapels mit einem Referenzstapel. Die beiden Stapel werden nebeneinandergelegt und mit einem Daumendruck von oben verglichen.

Abb. 10.3.35: Abdrücken (Quelle: Eigene Darstellung)
Zählen
Das Zählen von Hand, das sehr langwierig ist und nur bei kleinen Mengen durchgeführt wird, kann durch maschinelle, mechanische Zähler oder durch Wiegen rationeller gestaltet werden.
Optisches Abtasten
Der Sensor wird an den aufeinandergestapelten Bogen vertikal vorbeigefahren und versucht, zwischen den Blattkanten und dem zwischen den Blättern liegenden Schatten zu unterscheiden.
Maschinelles mechanisches Zählen
Beim mechanischen Zählen wird eine Ecke des zu bestimmenden Stapels Blatt für Blatt angesaugt, von dem Stapel etwas getrennt und dann durch einen Niederhalter separiert. Dieses Verfahren hat den Vorteil, dass es wirklich jeden Bogen zählt.

Abb. 10.3.36: mechanisches Zählen (Quelle: Eigene Darstellung)
Wiegen
Wiegen des Stapels. Hierbei wird ein ermitteltes Referenzgewicht mit dem zu bestimmenden Papierstapel verglichen.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.4.2 Das Rütteln des Schneidguts
Ein Rüttler wird verwendet, um sicherzustellen, dass alle Bogen in dem zu schneidenden Stapel die gleiche Position haben, d.h. parallel liegen und exakt geschnitten werden können. Zunächst muss das Material von Hand aufgefächert werden, bevor es in den Rüttler gelegt wird. Durch die Luft zwischen den einzelnen Bogen rutscht das Schneidgut gegen den hinteren und seitlichen Anschlag des Rüttlers.

Abb. 10.3.37: Rüttler (Quelle: POLAR-Mohr)

Abb. 10.3.38: Materialpositionierung (Quelle: Eigene Darstellung)
Wie auf der Abb. 10.3.38 zu erkennen ist, wurde das Schneidgut in einer Richtung gut positioniert: Der dunkle senkrechte Strich rechts zeigt, dass das Papier in allen Arbeitsgängen vor dem Schneiden seitlich ordentlich positioniert wurde: Der senkrechte violette Streifen links zeigt, dass die Materialpositionierung in der anderen Richtung nicht immer optimal war.
Einflüsse, die das Rütteln erschweren
→ klebendes Papier
Es kann vorkommen, dass die Druckbogen in der Auslage der Druckmaschine oder beim Trocknen nach dem Drucken miteinander verkleben. Die Bogen müssen dann vor dem Rütteln von allen Seiten aufgelüftet werden.
→ rollendes Papier
Aufgrund mangelnder Planlage kommt es zum Einrollen (Rollen des Bogens parallel zur längeren Bogenseite) der bedruckten Bogen an der hinteren Anlage des Rüttlers. Durch Rollen der Bogenecken oder das Einschieben eines Rundholzes entsteht mehr Steifigkeit im Stapel.
→ Perforationen im Schneidgut
Beim Rütteln von gestanzten oder perforierten beziehungsweise geprägten Bogen kann es zum Verhaken der Bogen untereinander kommen. Hier hilft nur, weniger Material zu nehmen. Eine Ausstreichwalze muss in diesem Fall abgeschaltet werden, da es zur Beschädigung der Bogen kommen kann.
→ Kunststofffolien
Kunststofffolien besitzen in der Regel eine sehr hohe Adhäsion. Um diesem Phänomen entgegenwirken zu können, muss zwischen die einzelnen Folien ein Papierbogen gelegt werden. Dieses „Einschießen“ eines anderen Werkstoffs hebt die Haftwirkung der Folien auf, und der Stapel wird beweglich.
→ große Formate
Besonders bei großen Formaten ist ein gewisser Verzug innerhalb des Druckbogens unausweichlich. Durch den Einsatz von Anlegemarken wird aus der flächigen Anlage eine Punktanlage. Somit ist wieder ein genaues Rütteln möglich. Lediglich bei wenig steifen Bogen oder Materialien mit hoher Rollneigung sind Anlegemarken nicht geeignet.
→ zu viel Luft zwischen den Bogen
Durch das Entfernen der Luft zwischen den Bogen wird der Transport erleichtert und die Schnittqualität verbessert. Hierzu wird eine Ausstreichwalze verwendet.

Abb. 10.3.39: Ausstreichwalze (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.4.3 Materialtransport im Schneidprozess
Für das Beladen
Wenn das Materialaufkommen in seiner Größe begrenzt ist, wird die Schneidmaschine meist vom Bediener per Hand beschickt. Alternativ gibt es viele halbautomatische oder vollautomatische Varianten, die meist über den Hintertisch der Schneidmaschine realisiert werden. Ab mittleren Formatgrößen (A3 aufwärts) wird ein schwenkbarer Rüttler verwendet. Das Schneidgut muss als ganze Einheit und ohne Verschieben in die Schneidmaschine transportiert werden.
Beim Einsatz eines Chipmarkers werden die Lagen blattgenau bis zur vollen Einsatzhöhe des Schnellschneiders auf einmal vom Stapel abgenommen. Der Transomat-Schieber oder ein optionales Greifertransportsystem transportiert die Lagen – kreuzungsfrei – direkt auf den Hintertisch.

Abb. 10.3.40: Beladen eines Schnellschneiders (Quelle: Eigene Darstellung)
Materialweitertransport
Während der Entladung der Maschine über den Vordertisch kann zur gleichen Zeit über den Hintertisch neues Material zugeführt werden. Die Schneidlage wird durch ein Greifersystem auf dem Hintertisch entweder rechts oder links um 90 oder 180 Grad gedreht und mit einem automatischen Anleger positioniert.

Abb. 10.3.41: automatischer Anleger (Quelle: POLAR-Mohr)
Materialpufferung
Stapelregale dienen zum vertikalen und platzsparenden Zwischenlagern von Schneidgut. Wird in einem Schneidsystem ein Rüttelautomat eingesetzt, so können die gerüttelten Lagen nach hinten in ein Stapelregal entladen werden.

Abb. 10.3.42: Stapelregal (Quelle: POLAR-Mohr)
Pressstation oder Pressen ohne Schnitt
Um die Schnittqualität zu erhöhen, kann es notwendig sein, die Luft zwischen den Bogen vor dem Schneidprozess zu entfernen. Hierzu wird eine Pressstation eingesetzt. Die vorgefertigten Lagen werden der Pressstation zugeführt und danach durch ein Greifersystem auf den Hintertisch der Schneidemaschine transportiert. Der Druck ist entsprechend dem Schneidgut zwischen 0,5 t bis 5 t variabel einstellbar.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.4.4 Handhabung des Schneidgutes im Schnellschneider
Das Papier ist beim Schneiden durch den Pressbalken fixiert. Durch den Winkel auf der Vorderseite des Messers wird das geschnittene Gut während des Schnittes abgedrängt und nach vorn verschoben. Mit einem Niederhalter wird das Schneidgut niedergehalten – und es verrutscht nicht in der sonst üblichen Art und Weise.

Abb.10.3.43: ohne Niederhalter (Quelle: Eigene Darstellung)

Abb. 10.3.44: mit Niederhalter (Quelle: Eigene Darstellung)
Folgen weitere Schnitte, so muss das Schneidgut neu angelegt werden.

Abb. 10.3.45: bewegliche Autotrim-Einrichtung (Quelle: Eigene Darstellung)
Die Wahl des Pressdrucks beeinflusst das Schneidergebnis entscheidend. Durch den Pressvorgang wird das Schneidgut zusammengedrückt. Dadurch entfernt sich das Schneidgut etwas vom Sattel. Hebt sich der Pressbalken nach dem Schnitt wieder an, wird sich das Papier nicht wieder vollständig zurückbewegen.

Abb. 10.3.46: Pressvorgang (Quelle: Eigene Darstellung)
Die richtige Schnittanlage
Ob links, rechts oder in der Mitte geschnitten – die Schnittposition ist von folgenden Gesichtspunkten abhängig:
– Kleine oder große Nutzen werden durch das rechte Seitenlineal vor dem Messer zur Abstützung von geschnittenen Nutzen benutzt.
– Eine abwechselnde Schneidposition führt zu einer gleichmäßigeren Abnutzung des Messers und somit zu einer Verlängerung der Standzeit. Jedoch hat richtiges Anlegen und damit hohe Schneidgenauigkeit immer Vorrang.
– Material mit schlechten Gleiteigenschaften (Kunststofffolien) haben hohe Verdrängungskräfte vor dem Messer. Deshalb sollten diese Materialien möglichst links angelegt und geschnitten werden. Dadurch gibt es keinen Stau durch das rechte dreieckige Seitenlineal.
– Beim Drehen des Schneidgutes entstehen oft Ungenauigkeiten durch unsauberes Anlegen. Diese addieren sich bei einem Rundumbeschnitt von einem Schnitt zum nächsten auf.
Ist das Druckbild nicht gerade auf dem Bogen, so kann das eingeleg-e Material mit einem Drehsattel geschwenkt werden, sodass ein schiefes Druckbild ausgeglichen wird.

Abb. 10.3.47: schiefes Druckbild (Quelle: Eigene Darstellung)

Abb.10.3.48: Drehsattel (Quelle: Eigene Darstellung)
Das Materialhandling von kleinen Nutzen und die Materialverdrängung durch das Messer können ein Problem darstellen. Das Umkippen von schmalen Streifen kann mit hölzernen Stützen (Nutzenholz) verhin-dert werden.

Abb. 10.3.49: Materialverdrängung (Quelle: Eigene Darstellung)

Abb.10.3.50: Nutzenholz (Quelle: Eigene Darstellung)
Einstellung des Pressdrucks
Eine moderne Schneidemaschine hat je nach Maschinengröße einen hydraulisch regelbaren Pressdruckbereich von 150 kg bis etwa sieben Tonnen. Der Pressdruck errechnet sich aus der eingestellten Presskraft geteilt durch die gepresste Auflagefläche (Pressbalkenbreite x Schnittbreite). Der materialbezogene Pressdruck muss entsprechend der Schnittbreite erhöht oder reduziert werden. Folgende Abbildung bei Vierteln eines Kartonstapels im Format 700 x 1000 mm verdeutlicht die Zusammenhänge.
Als Pressdruck werden an der Maschine einmalig vier Tonnen eingestellt. Das Abdeckblech hat eine Breite von 10 Zentimetern. Nun wird die Schnittfolge abgearbeitet.
Abb. 10.3.51: Pressdruck je nach Schnittposition
Grundsätzlich gilt: „Wähle den Pressdruck nie höher als unbedingt erforderlich.“ Er sollte nur so hoch eingestellt werden, dass sich das Schneidgut beim Schnitt nicht verschiebt oder nach vorne herausgezogen wird. Wird die Pressfläche zum Beispiel auf einen Quadratzentimeter reduziert, so ist es selbstverständlich, dass jetzt die volle Presskraft auf eine sehr kleine Zone wirkt. Hierdurch wird es natürlich starke Abdrücke in den oberen Bogen geben.

Abb. 10.3.52: Pressfläche (Quelle: Eigene Darstellung)
Empfindliche Materialoberflächen werden durch zu hohen Pressdruck beschädigt. Das Schneidgut wird an der Oberfläche unschön verformt. Hier gilt folgende Grundregel:
Weiches Schneidgut = hoher Pressdruck
Hartes Schneidgut = niedriger Pressdruck
Durch das Einlegen weicher Unterlagen unter den Pressbalken können die Ränder der Pressfläche beziehungsweise des Abdeckbleches entschärft werden. Um damit eine sichere Pressung zu erreichen, muss jedoch der Pressdruck geringfügig erhöht werden. Die folgende Abbildung zeigt die Veränderung des Pressdrucks über die Schnittbreite der verschiedenen Schneidemaschinen.
Die kleine Maschine (links) hat den geringsten maximalen Pressdruck, und die große Schneidemaschine mit 1,76 m Schnittbreite ganz rechts hat den höchsten maximalen Pressdruck. Beim Schneiden benötigt man mehr Pressdruck, je breiter das Schneidgut ist.

Abb. 10.3.53: Diagramm Schnittbreite (Quelle: Eigene Darstellung)
Wird der Pressdruck zu hoch gewählt, so ist das Erkennen von Schneidfehlern zunächst schwieriger. Beim extremen Überschreiten vom Optimum weicht das Messer unten nach vorne aus, wodurch die unteren Bogen länger werden. Es entsteht Überschnitt.
Moderne Schneidmaschinen verfügen über eine automatische Pressdruckregulierung über die Schnittbreite. Gemäß der gewählten Voreinstellung wird der Pressdruck selbstständig an die Schnittbreite angepasst.

Abb. 10.3.54: Streifen schneiden (Quelle: Eigene Darstellung)
Die folgende Tabelle zeigt Beispiele von Pressdrücken sowie Messerwinkel für verschiedene Materialien (mittelhohe Lagen) bei einer Schnittbreite von mehr als zwei Dritteln der Maschinenbreite. Höhere und breitere Lagen erfordern höhere Pressdrücke, schmalere Lagen erfordern niedrigere Pressdrücke:

Abb. 10.3.55 (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.5 Fehlerbilder im Schneidprozess
In der folgenden Tabelle werden häufig auftretende Fehlerbilder im Schneidprozess aufgeführt. In der rechten Spalte finden sich Tipps, wie diese Fehlerbilder behoben werden können:

Abb. 10.3.56 (Quelle: Eigene Darstellung)
Grundsätzlich müssen vor der Fehlerbehebung die Sicherheitshinweise in der Bedienungsanweisung gelesen werden. Generell sollte bei der Fehlerbehebung immer nur ein Tipp umgesetzt werden. Nach der Umsetzung des Tipps (Fehlerbehebung) sollte unmittelbar die Kontrolle erfolgen. Nur so ist es möglich, die tatsächliche Ursache für einen Fehler genau festzustellen.
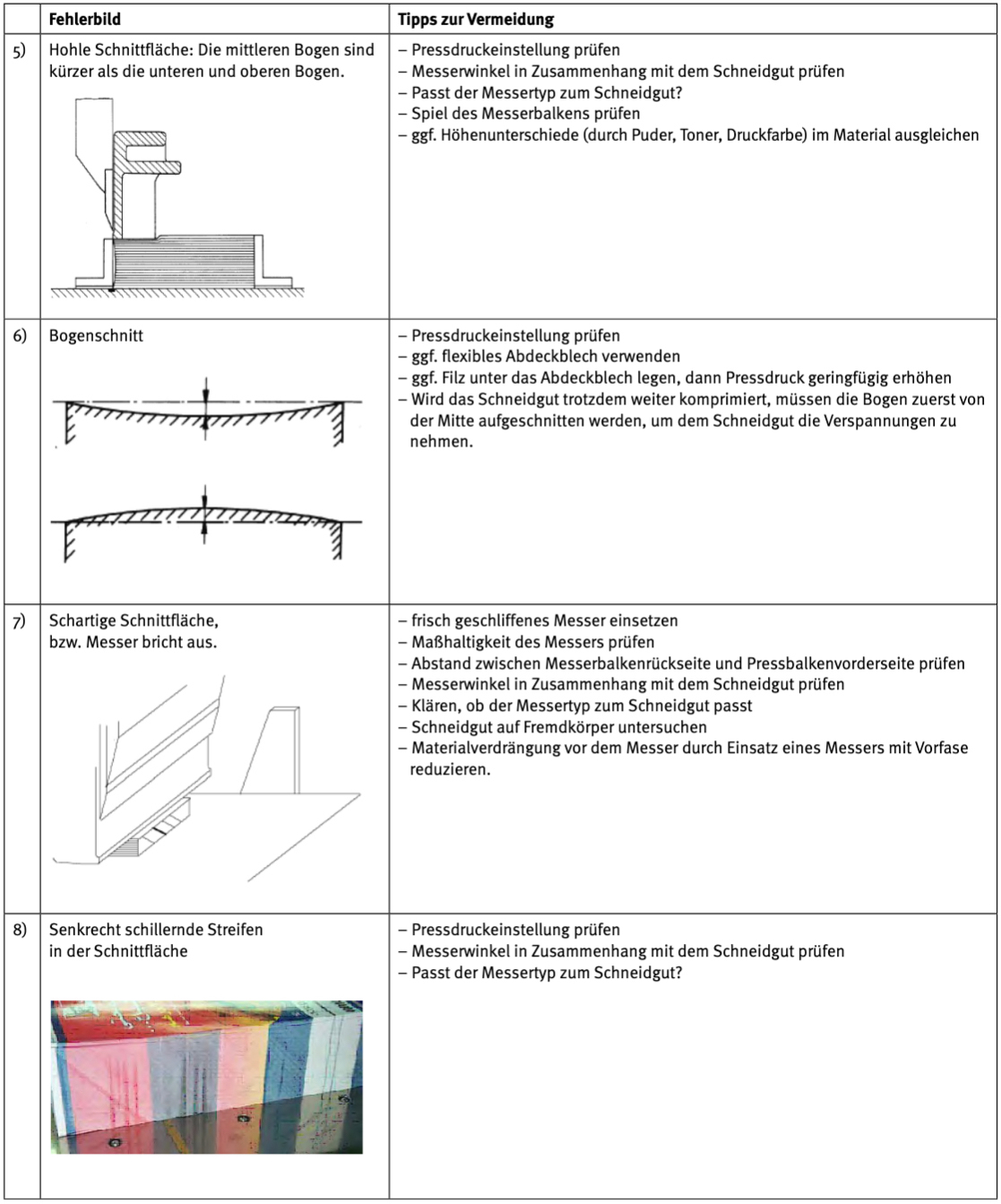
Abb. 10.3.57 (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.6 Verschiedene Schneidaufträge aus der Praxis
Winkelschnitt, Rundumbeschnitt, Halbieren oder Vierteln von Bogen sowie das Aufschneiden von Etiketten oder Karten, Einlagen – das werden im Packmittel verarbeitenden Betrieb die häufigsten Schneidaufträge sein. Höchste Genauigkeit erfordert das Zuschneiden von Etiketten. Was darunter genau zu verstehen ist und wie dabei vorzugehen ist, wird im folgenden Abschnitt genauer beschrieben.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.6.1 Winkelschnitt aus 70 x 100 cm
Ein Winkelschnitt empfiehlt sich, wenn das Papier nicht winklig ist und bei der weiteren Verarbeitung zweier zueinander im rechten Winkel liegender Seiten bedarf. Hierzu sollte das Papier zuerst an der langen Seite geschnitten werden. Das Material wird so um 90° gedreht, dass die Schnittkante des ersten Schnittes an ein Seitenlineal angelegt wird. Die Anlage am Sattel wird nur zur Erlangung des Schnittmaßes benutzt. Die winkligen Seiten werden für die Weiterverarbeitung markiert.

Abb. 10.3.55: Winkelschnitt (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.6.2 Rundumbeschnitt
Ein Rundumbeschnitt empfiehlt sich, wenn das unbedruckte Papier äußerlich beschädigt ist oder sich offensichtlich wegen seiner ungenügenden Winkligkeit oder Maßhaltigkeit nicht zum gewünschten Weiterverarbeitungsverfahren eignet. Hierzu sollte das Papier zuerst an der langen Seite geschnitten werden. Das Material wird so um 90° gedreht, dass die Schnittkante an ein Seitenlineal angelegt wird. Die Anlage am Sattel wird nur zur Erlangung der Maßhaltigkeit benutzt. Nach dem ersten Schnitt wird das Material noch drei Mal in der gleichen Richtung um 90° gedreht, an Sattel und Seitenlineal angelegt und wieder geschnitten. Beim Rundumbeschnitt muss das Anlegen des Materials sehr sorgfältig geschehen, da sich sonst die Differenzen vervielfachen.

Abb. 10.3.56: Reihenfolge des Rundumbeschnitts (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.6.3 Bogen halbieren/vierteln
Muss ein Bogen halbiert werden und genügt das Material in seiner Winkligkeit und Maßhaltigkeit den Ansprüchen der weiteren Verarbeitung, so kann es einfach nur halbiert werden. In diesem Fall sollten aber beide Nutzen auf das neue Maß beschnitten werden.

Abb. 10.3.57: Halbieren (Quelle: Eigene Darstellung)
Bezüglich der Winkligkeit des zu beschneidenden Materials ist es besser, zuerst einen Winkelschnitt durchzuführen. Danach wird die Länge des Materials auf Maß gebracht und halbiert. Damit ist jeder Nutzen an zwei Seiten beschnitten.

Abb. 10.3.58: Winkelschnitt bei Halbierung (Quelle: Eigene Darstellung)
Wird bedrucktes Material halbiert, so sind die Anforderungen für den folgenden Arbeitsgang über den Weg des Schneidens entscheidend. Oft ist ein einfaches Halbieren nicht möglich. Sei es, dass das Druckbild angeschnitten werden soll, oder sei es, dass eine exakte Maßhaltigkeit gefordert ist. In diesen Fällen ist ein Rundumbeschnitt mit nachfolgendem Halbieren des Materials notwendig.
- Zum Verfassen von Kommentaren bitte anmelden.
10.3.6.4 Aufschneiden von Etiketten
Das Aufschneiden von Etiketten soll an folgendem Fallbeispiel beschrieben werden:
Druckmaschine: Speedmaster
Papierformat: 70 cm x 100 cm
Druckbeginn an der Vordermarke: 1,5 cm
Druckbeginn an der Seitenmarke: 1,8 cm
Produkt: 77 Nutzen angeschnittene Etiketten
Zwischenschnitt: 0,4 cm in beiden Richtungen
Endformat: 8,4 cm x 8,4 cm

Abb. 10.3.59: Fallbeispiel (Quelle: Eigene Darstellung)
Bei der Schnittreihenfolge von 1-36 erfordert jeder Schnitt einen gesonderten Programmpunkt im Schneidprogramm.

Abb. 10.3.60: Schnittreihenfolge (Quelle: Eigene Darstellung)
Bei der Verarbeitung von Etiketten muss eine große Schnittgenauigkeit eingehalten werden. Dies liegt daran, dass Etikettiermaschinen sehr schnell laufen – deshalb können schon kleine Maßdifferenzen Störungen verursachen. Damit die hohen Qualitätsansprüche erfüllt werden können, sind an den Schneidemaschinen Einrichtungen wie Autotrim, programmierbarer Dreh- und Neigesattel, Fixomat, Niederhalter vor dem Messer und am Sattel, automatische Pressdruckregulierung und das Korrekturmodul wichtige Sonderausstattungen. Aber nicht nur gute Maschinen sind gefragt, auch der Papierschneider benötigt viel Erfahrung in Bezug auf das Schneidverhalten bei den verschiedenen Materialien.
- Zum Verfassen von Kommentaren bitte anmelden.
10.4 Herstellung von biegesteifen Packmitteln
10.4.1 Herstellung von Wellpappe
Für die Herstellung von Wellpappe werden verschiedene Papierqualitäten bearbeitet und zusammengefügt. Diese sind:
• eine zur Welle geformte Papierbahn, die in der Mitte des Verbundes liegt und
• mit Deckbahnen verbunden ist.

Abb. 10.4.1.1: Komponenten zur Herstellung einwelliger Wellpappen (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.4.1.1 Aufbau und Funktion der Wellpappenanlage – WPA
In der Wellpappenanlage (WPA) reihen sich unterschiedliche Verfahrensstufen aneinander. Sie wird nach ihren Hauptbestandteilen in folgende drei Gruppen eingeteilt:
• einseitige Wellpappenmaschine: Formen der Welle und Verkleben mit der Deckenbahn.
• Kaschiermaschine: Zusammenfügen und Verkleben der einzelnen Bahnen sowie der Außendeckenbahn.
• Verarbeitungsmaschinen: Rillen quer, Format Schneiden und Ablegen.
Diese Gruppen sind durch bestimmte Teilsysteme miteinander verbunden.

Abb. 10.4.1.2: vereinfachtes Gesamtschema einer Wellpappenanlage (Quelle: Eigene Darstellung)
Die Wellpappenanlage (WPA) setzt sich je nach Ausbaustufe aus einer bestimmten Anzahl von Einzelaggregaten zusammen. Der Produktionsablauf in der Anlage ist weitestgehend automatisiert und erfolgt über hintereinander geschaltete Maschinengruppen. Diese sind steuerungstechnisch miteinander zu einer Einheit verknüpft.
Zur begrifflichen Abgrenzung nennt man eine Maschine zur Erzeugung einseitiger Wellpappen „Einseitige Wellpappenmaschine“. Maschinen, mit denen ein-, zwei- oder dreiwellige Wellpappe hergestellt werden, nennt man dagegen „Wellpappenanlage“. Der Unterschied soll zeigen, dass die Wellpappenanlage eine Kombination verschiedener Aggregate ist. Ältere Maschinen haben eine Arbeitsbreite von 2,10 m, modernere Maschinen sind etwas breiter – zum Beispiel 2,45 m bis maximal 3,30 m. Die höchsten bisher erreichten Geschwindigkeiten liegen bei 400 m/min.
- Zum Verfassen von Kommentaren bitte anmelden.
10.4.1.2 Maschinenaufbau der WPA im Detail
Die WPA unterteilt sich in zwei große Bereiche: das Wet End und das Dry End.

Abb. 10.4.1.3: Aufbau einer Wellpappenanlage (Quelle: Fa. BHS) – das Wet End
Zum Wet End gehören:
• Abrollung und Splicer, Single Facer
• Vorheizer
• Riffelwalzenstation
• Kaschierstation
• Auftragswerk für Klebstoff
• Brücke
• Abrollungen für die Außenbahnen

Abb. 10.4.1.4: Aufbau einer Wellpappenanlage (Quelle: Fa. BHS) – das Dry End
Zum Dry End gehören:
• Heiz- und Zugpartie
• Kurzquerschneider
• Schneid- und Rillstation
• Querschneider – Erzeugung der Abschlagslänge
• Ablage
Wet End, Abrollung und Splicer, Single Facer
Die Abrollung hat die Aufgabe, ein sicheres und ruhiges Halten der Papierrolle zu gewährleisten. Gleichzeitig wird eine konstante Bahnspannung erzeugt, indem die ablaufende Papierbahn abgebremst wird.

Abb. 10.4.1.5: Prinzip – Abrollung (Quelle: Eigene Darstellung)

Abb. 10.4.1.6: Blick auf Abrollung des Wellenstoffes (Quelle: Fa. BHS)
Die Konstruktion der Abrollung ist für Decken- und Wellenpapiere gleich. Es kommen bei großen Anlagen aufgrund des hohen Gewichtes der Rollen und zugunsten eines schnellen Rollenwechsels achslose Abrollungen zum Einsatz. Dabei dringen zwei Zentrierkonen seitlich in die Hülse ein und fixieren die Rolle. Dies geschieht in den meisten Fällen durch einen formschlüssigen Kontakt zwischen Hülse und Spannkonen. Durch das Aufspannen der Spannkonen in der Hülse wird es ein kraftschlüssiges Fügen.
Splicer
Der Splicer dient zum sicheren Ankleben der neuen Rolle (Bahn) an die ablaufende Rolle (Bahn) – und zwar möglichst bei voller Produktionsgeschwindigkeit. In Abhängigkeit der Maschinenendgeschwindigkeit kann vor dem Splicen die Maschinengeschwindigkeit reduziert werden.

Abb. 10.4.1.7: Prinzip – Splicer (Quelle: Eigene Darstellung)
Der Rollenwechsel (Spleißen) erfolgt automatisch. Dies geschieht über eine zweite Abrollung, in der die neue Rolle für den Rollenwechsel vorbereitet ist. Die neue Rolle ist mit einem zweiseitigen Klebeband versehen. Beim Wechseln wird die neue Rolle auf die Geschwindigkeit der ablaufenden Rolle beschleunigt. Damit werden Spannungsspitzen vermieden. Die Papierbahn wird oberhalb der Abrollung in Schlaufen geführt. Damit entsteht für das Spleißen eine Pufferzone. Die Absenkung der Maschinengeschwindigkeit, gepaart mit der überschüssigen Papierbahn in der Pufferzone, ergibt die Zeit für den Rollenwechsel.
Nach dem Spleißen der neuen Rollenbahn an die ablaufende Rollenbahn wird die Bahn der alten Rolle abgeschlagen, und die Wellpappenanlage wird wieder auf Geschwindigkeit gefahren. Ihr Arbeitstempo war, wie bereits erwähnt, zuvor etwas verlangsamt worden.Die Abrollung hat somit neben der Regulierung der Bahnspannung auch die Funktion der Rollenbeschleunigung im Rollenwechselvorgang.
Wet End, Vorbereitung der Bahnen (Konditionierung des Papiers)
Die Decken- und Wellenbahnen müssen vor ihrer Verarbeitung, sprich dem Riffeln und Verkleben, vorbereitet werden. Es ist wichtig, dass beide Bahnen vergleichbare Ausgangswerte in Bezug auf Temperatur und Feuchtegehalt haben. Diese Vorbehandlung nennt man Konditionierung; sie garantiert, dass beide Bahnen beim Verarbeitungsprozess dimensionsstabil bleiben.
Wir unterscheiden:
– Aufheizen der Deckenbahn
– Vorbereitung der Wellenbahn
Vorheizer
Das Vorwärmen der Decken- und Wellenpapiere erfolgt über einen Vorheizer.

Abb. 10.4.1.8: Prinzip – Vorheizer (Quelle: Eigene Darstellung)
Beim Vorheizer handelt es sich um einen Trockenzylinder. Die Beheizung der Zylinder erfolgt mit Dampf. Der Dampfdruck kann dabei bis zu 10 bar betragen. Der über einen Dampfkopf in den Zylinder einströmende Dampf unterliegt aufgrund des größeren Durchmessers des Zylinders zur Dampfleitung einer Druckänderung. Diese Druckänderung in Verbindung mit einer Abkühlung der Zylinderoberfläche durch das Papier lässt den Dampf kondensieren. Die dabei abgegebene latente Wärme führt zur Beheizung des Zylinders. Das sich bildende Kondensat wird über einen Siphon durch den Dampfkopf wieder aus dem Zylinder abgeleitet. Über dieses Prinzip werden auf der Zylinderoberfläche Temperaturen bis zu 190°C erzielt. Dampfköpfe sind Drehdurchführungen für den Anschluss von statischen Leitungen an rotierende Anlagensysteme wie zum Beispiel Zylinder, in die der Dampf hinein- und das Kondensat herausgeleitet werden.

Abb. 10.4.1.9: Aufbau eines Trockenzylinders mit Dampfkopf und stehendem Siphon (Quelle: Eigene Darstellung)
Durch den Kontakt des Papiers mit der Zylinderoberfläche wird die Wärme ins Rohpapier übertragen und damit die Bahn erwärmt. Der Grad der Erwärmung kann durch den Umschlingungswinkel der Bahn um den Zylinder verändert werden. Mit zunehmender Temperaturerhöhung in der Papierbahn verändert sich auch der Trockengehalt des Papiers. Die Ausgangsfeuchte im Papier von durchschnittlich sieben Prozent sinkt.

Abb. 10.4.1.10: Prinzip – Vorheizer mit Verstellung der Umschlingung (Quelle: Eigene Darstellung)
Das Aufwärmen der Papierbahn dient insbesondere zur:
– weiteren Verkleisterung des Klebstoffes
– Minimierung von Spannungen im Papier zwischen Decken- und Wellenbahn
Üblicherweise wird die Deckenbahn reguliert erwärmt. Es ist aber auch möglich, Deck- und Wellenbahn reguliert zu erwärmen, wenn Feuchtigkeitsunterschiede vorhanden sind. Die erreichte Temperatur auf der Deckenbahn bestimmt dabei den Aufheizungsgrad der Wellenbahn.
Die Vorbereitung der Wellenbahn ist im Gegensatz zur Deckenbahn aufwendiger. Über die Funktion des Aufwärmens der Papierbahn hinaus ist der Vorheizzylinder auch noch angetrieben. Durch den angetrie-benen Vorheizzylinder wird ein Überschuss an Papier der Riffelpartie zugeführt.
Größere Bedeutung als das Aufheizen der Wellenbahn hat die Regulierung der Feuchte. Der Riffelprozess läuft bei einer Feuchte von 7 bis 9 Prozent optimal ab. Da ein Teil der Ausgangsfeuchte des Rohpapiers durch das Vorheizen verdampft, ist eine Nachbefeuchtung notwendig.
Dabei werden die Rohpapiere nach ihren holzhaltigen Anteilen unterschieden:
• Altpapier-Wellenstoff: 6 bis 8 Prozent
• Halbzellstoff-Wellenstoffe: 8 bis 10 Prozent
Das Sprühsystem wird beidseitig angewandt und ist in Zonen (Kammern) aufgeteilt. Entsprechend dem Feuchteprofil der Papierbahn wird die Bahn besprüht. Dies geschieht durch eine Sprühdampfbehandlung. Durch Einbringen von Feuchtigkeit vermindert sich die Steifigkeit des Papiers. Die Dehnbarkeit wird erhöht, und es werden innere Spannungen im Papier abgebaut. Diese Effekte wirken sich beim Umformungsprozess wie auch bei der Verklebung der einzelnen Bahnen positiv aus. Für eine gute Verklebung ist eine Steuerung der Penetration des Klebstoffes in das Papier hinein entscheidend. Mit einer optimalen Feuchte an der Papieroberfläche kann das Eindringen des Klebstoffes gesteuert werden. Es ist wichtig, dass der Klebstoff an der Papieroberfläche verbleibt und nicht in das Papier wegschlägt.

Abb. 10.4.1.11: Feuchtigkeitsverteilung im Papier während der Vorkonditionierung (Quelle: Eigene Darstellung)
Einseitige Maschine – Modul Facer
In der einseitigen Wellpappenmaschine erfolgt einerseits die Umformung von der glatten zur gewellten Bahn (das Riffeln), andererseits wird diese nun gewellte Bahn mit der ersten Deckenbahn verklebt.
Die einseitige Maschine ist als das Kernstück der gesamten Wellpappenanlage anzusehen und umfasst folgende Bereiche:
• Formen der Wellenbahn durch mit Dampf beheizte Riffelwalzen
• Auftrag des Klebstoffes auf die Wellenspitzen
• Ankleben einer Deckenbahn auf die einseitige Wellpappe

Abb. 10.4.1.12: Prinzip – einseitige Maschine mit Anpressband und die Herstellung von zwei Wellentypen (Beispiel B- und E-Welle, Quelle: Fa. BHS)
Wet End – das Riffeln von Papier
Das Ziel beim Riffeln liegt darin, das Papier bei hoher Maschinengeschwindigkeit möglichst schonend und mit geringer Beanspruchung auf Zug, Druck und Biegung umzuformen. Wichtig ist, dass die Formbeständigkeit bis zur Fixierung an die Deckenbahn durch Klebstoff erhalten bleibt.

Abb. 10.4.1.13: Riffelvorgang im Detail – Schema (Quelle: Eigene Darstellung)
Durch den Riffelprozess wird eine vertikale Linienkraft von bis zu 100 kN/m auf das Wellenpapier ausgeübt. Gleichzeitig erfolgt eine Übertragung des Drehmomentes von der unteren angetriebenen Riffelwalze über das Papier auf die obere Riffelwalze, die nicht angetrieben ist. Dadurch kommt es zu einer irreversiblen Änderung des Papiergefüges und der damit verbundenen Ausformung der Welle. Gleichzeitig führt dieser Vorgang zu einer Dickenreduzierung der Papierbahn. Das Riffeln bedeutet eine Verformung des Papiers. Im Papier muss eine ausreichende Elastizität vorhanden sein, um eine zerstörungsfreie Formbarkeit des Papiers zu ermöglichen.
Die Elastizität und Formbarkeit werden durch in der Papierfaser befindliche Bestandteile von Lignin (Holzanteile) und Zellulose (holzfreie Anteile) hervorgerufen. Diese Bestandteile verhalten sich thermoplastisch unterschiedlich. Das thermoplastische Verhalten von Stoffen wird bestimmt durch Wärme und Feuchtigkeit. Bei Lignin ist die thermoplastische Temperatur bei 120° und damit höher als bei Zellulose. Die Feuchtigkeitsaufnahme ist dafür bei Zellulose höher als bei Lignin. Damit erfolgt bei Abkühlung oder Entzug von Feuchtigkeit der Erstarrungspunkt bei Lignin eher als bei Zellulose. Den Erstarrungspunkt unter den Bedingungen von Temperatur unter Einfluss von Feuchtigkeit wird „Glasübergangstemperatur“ genannt. Deshalb sind für die Wellenbildung eine entsprechend hohe Temperatur und ein definierter Feuchtigkeitsgehalt im Papier entscheidend.
Beim Einlaufen des Papiers zwischen die beiden Riffelwalzen hat die Papierbahn (durch den angetriebenen Vorheizer) eine höhere Geschwindigkeit als die Riffelwalzen. Damit entsteht ein Materialüberschuss bei der Wellenbahn im Verhältnis zur Deckenbahn, das entspricht dem sogenannten Einzugsfaktor bei der Riffelung. Unter dem Einzugsfaktor versteht man das Verhältnis der Länge eines Abschnitts der gewellten Bahn zur Länge des Abschnitts nach dem Herausziehen der Wellen, also des Abschnitts im planliegenden Zustand. Er ist wichtig, um den Wellenrohpapierbedarf für die Produktion einer Wellpappe zu berechnen.
Umschlingungswinkel (Theta ?)
Unter dem Umschlingungswinkel versteht man die „Summe aller Winkel“, die sich durch den Kontakt zwischen dem Papier und der Riffelwalze ergeben. Der Umschlingungswinkel ist von der Anzahl der Zähne, die vom Papier berührt werden, und dem Riffelprofil abhängig. Die sich daraus ergebene Riffelgeometrie bestimmt das Wellenprofil.

Abb. 10.4.1.14: Einlauf des Rohpapiers in die Riffelzone (Modell) (Quelle: Eigene Darstellung)
Einzugsfaktor
Durch den Wellungsvorgang erfolgt im Gegensatz zu den flachen Bahnen (Wellen- und Deckenrohpapier) ein Mehrverbrauch an Papier bei der Wellenbahn. Dieser zusätzliche Verbrauch wird durch den Einzugsfaktor ausgedrückt. Er hängt im Wesentlichen vom Wellenprofil ab und wird vorwiegend als materialökonomische Kenngröße verwendet. In der Praxis bestehen Differenzen zwischen den theoretischen und den tatsächlichen Einzugsfaktoren. Diese rühren hauptsächlich aus dem Verhalten des Wellenpapiers bei der plastischen Verformung her.
Die Einflussgrößen dabei sind:
• die geometrischen Verhältnisse zwischen der unteren Riffelwalze und der oberen Anpresswalze,
• die elastischen Dehnungen des Deckenpapiers unter Zugbeanspruchung,
• die partiell entstehende Feuchtigkeitszunahme beim Auftrag des Klebstoffes und
• die Schrumpfungsvorgänge beim Trocknen der Papierbahn innerhalb der Riffelwalzen.
Berechnung des Einzugsfaktors:
Die praktische, einfache Berechnung für die Beurteilung des Mehrverbrauchs bei der Wellenbahn ist:


Abb. 10.4.1.15: schematische Darstellungen von Wellenhöhe und Wellenteilung (Quelle: Eigene Darstellung)
Für eine überschlägige, einfache Berechnung wird die Wellenhöhe durch die Wellenbreite geteilt. Somit ergibt sich ein Faktor, mit dem der Materialeinsatz der Deckenbahn multipliziert wird und sich die größere benötigte Wellenmenge berechnet. Eine umfangreichere und genauere Berechnung werden durch Arbeitsvorbereiter vor Herstellung der Wellpappe errechnet und den Maschinenführern in absoluten Papiermengen vorgegeben.

Abb. 10.4.1.16: Einzugsfaktoren für übliche Wellpappenprofile (Quelle: Eigene Darstellung)

Abb. 10.4.1.17: Übersicht nach Wellenprofilen (Quelle: Eigene Darstellung)
Wie aus der Tabelle zu ersehen ist, muss im Riffelspalt für das jeweilige Riffelprofil eine entsprechend größere Menge an Papier zugeführt werden. Die richtige Geometrie ist entscheidend für die Ausformung der Welle.
Die Beanspruchung des Papiers bei der Riffelung
Beim Umformungsprozess (der Wellenbildung) wird das Papier starken Zug-, Druck-, Biege- und Scherbeanspruchungen ausgesetzt. Diesen kann es nur standhalten, wenn es eine bestimmte Temperatur und Feuchte aufweist. Sonst kann es zu Wellenbrüchen kommen.

Abb. 10.4.1.18: Beanspruchung des Wellenpapiers am Zahnkopf (Quelle: Eigene Darstellung)
Die einzelnen Beanspruchungen führen zu hohen Belastungen im Papier. Nur durch das Einbringen von Temperatur und Feuchte wird die Elastizität des Papiers erhöht und es kann ein zerstörungsfreier Umformungsprozess ablaufen. Der Formungsprozess der Welle hängt weiter von der Geometrie der Riffelwalzen, ihrer Oberflächenbeschaffenheit, der Maschinengeschwindigkeit und natürlich den bereits beschriebenen Eigenschaften im Papier ab. Nachfolgend werden die einzelnen Belastungsarten beschrieben.
Zugbeanspruchung
Beim Einzug der flachen Papierbahn in den Riffelspalt erfährt die Papierbahn aufgrund der Wegdifferenz von Wellenberg zu Wellenberg eine Verringerung der Geschwindigkeit in horizontaler Richtung – die Bahn wird abgebremst. Durch die gleichmäßige Winkelgeschwindigkeit der Riffelwalzen und die höhere Zufuhrgeschwindigkeit der flachen Papierbahn in den Riffelspalt entstehen Reibungskräfte, die die Zugspannung im Einlaufspalt erhöhen. Diese Erscheinung (Relativbewegungen) ist innerhalb des Riffelvorgangesweitestgehend beendet, wenn sich das Papier den Riffelwalzenzähnen vollständig angepasst hat.
Die Biege- und Druckbeanspruchung
Zusätzlich zu den Zugbeanspruchungen treten während des Riffelns Biegespannungen an den Riffelzähnen und Druckbeanspruchungen zwischen den Riffelwalzen auf. Der Grund dafür ist der ausgeübte Anpressdruck der Riffelwalzen auf das Papier. Bei der Umschlingung des Papiers um den Riffelzahn wird die äußere Lage des Papiers gedehnt und die innere Lage gestaucht.
Belastung auf das Papier durch Biegespannung
Das Papier wird in der Außenlage über sieben Prozent gedehnt. Unter Vernachlässigung von Unregelmäßigkeiten in der Faser- und Blattstruktur ist in der Innenlage damit eine Stauchung auch um etwa sieben Prozent zu vermuten. Im Papierquerschnitt betrachtet ergibt sich eine Addition beider Biegespannungen (Dehnung + Stauchung) auf eine 14-prozentige Änderung der Papierdimension. Das Papier kann dieser extremen Belastung nur deshalb standhalten, weil es, aufgrund seines Feuchtegehaltes und der eingebrachten Temperatur, ein viskoelastisches Verhalten ausweist.
Belastung auf das Papier durch Druckspannung
Um ein Zurückziehen des Wellenstoffs aus der Riffelzone zu verhindern, wird ein bestimmter Liniendruck zwischen den Riffelwalzen eingestellt. Dies geschieht unter Beachtung der Papierbahndicke. Damit sollen die Zerstörung des Papiers beim Riffelprozess vermieden und das Auftreten von Wellenfehlern verhindert werden.
Wellpappenfehler
Deformierte – schrägliegende – Welle
Die Qualität der Wellenprägung ist deutlich zu erkennen, wenn man einen scharfen Schnitt durch das Wellpappen-Profil macht. Bei Betrachtung des Querschnitts erkennt man nun die schrägliegende Welle.

Abb. 10.4.1.19: Wellenausbildung – normal und schief (deformiert) (Quelle: Eigene Darstellung)
Die Ursachen können sein:
• Die Riffelwalzen stehen nicht parallel.
• Die Anpresswalze am Klebstoffwerk quetscht die Welle.
• Es liegen falsche Einstellungen beim Transport des Verbundes vor – zum Beispiel zu hohe Druckbelastungen in der Zug- und Heizpartie.
• Das Wellenpapier ist nass.
Beschädigte Wellen
Wellenbruch
Abb. 10.4.1.20: prinzipielle Darstellung von Wellenbrüchen (Quelle: Eigene Darstellung)
Die Ursachen hierfür können sein:
• Papier ist beim Umformen zu trocken oder
• Papier ist zu feucht.
Durchschnittene Riffelung
Die Wellpappe wurde während der Riffelung einseitig durchschnitten. Die Ursachen für diesen Wellpappenfehler können sein:
• fehlende Parallelität der Riffelwalzen oder
• ungleichmäßiges Papierquerprofil (mA, Dicke).
Die Wellpappe wurde während der Riffelung beidseitig durchschnitten. Die Ursachen sind:
• eine falsche Bombage der Riffelwalzen oder
• ungleichmäßiges Riffelprofil.
Bombierte Walzen sind im Walzenumfang in der Mitte dicker als an den Rändern. Damit bleiben die Walzen trotz des Druckes zueinander parallel.
Risse in der geriffelten Bahn
Die Ursachen sind:
• übermäßige Spannungen in der Wellenbahn; starke Abbremsung,
• Riffelprobleme durch falsche Tiefeneinstellung,
• neue Riffelwalzen,
• fehlende Parallelität der beiden Riffelwalzen zueinander oder
• nicht adäquate Papierqualität: zu wenig Zugfestigkeit, ungeeignete Papierstärken (mA zu hoch/ zu niedrig).
Hoch-Tief-Erscheinung
Fehler in der Formbeständigkeit lassen sich an den sogenannten Hoch-Tief-Erscheinungen erkennen. Deutlich werden diese Fehler in der Verminderung des Flach-Stauch-Widerstands der Wellpappe.

Abb. 10.4.1.21: Hoch-Tief-Effekte (Quelle: Eigene Darstellung)
Wet End – Aufbau der Riffelwalzen
Riffelwalzen werden, um eine Durchbiegung der Walzen zu vermeiden beziehungsweise eine exakte Parallelität der Walzen über die gesamte Breite zu garantieren, bombiert (siehe Abb. 10.4.1.23). Die Bombage beträgt je nach Arbeitsbreite zwischen 0,2 und 1,6 Millimeter. Damit ist ein konstanter Liniendruck über die Breite gegeben. Die Walzen sind verchromt, sodass ihre Oberfläche glatt ist. Die Riffelwalzen werden wie die Vorheizer mit Dampf beheizt.

Abb. 10.4.1.22: Riffelwalzenpaar (Quelle: Eigene Darstellung)
Wenn Walzenzylinder in der Mitte dicker sind als an den äußeren Seiten, bezeichnet man das als Bombage. Die schematische Darstellung zeigt überzeichnet, warum dies geschieht. Die Bombage der Walzen sorgt im Arbeitsprozess für einen gleichmäßigen Walzenspalt.
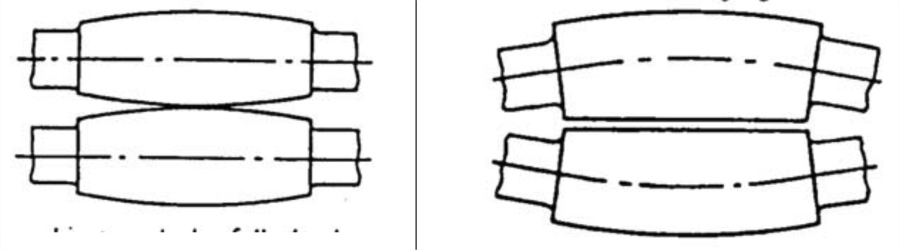
Abb. 10.4.1.23: Bombierte Walzen ohne und mit Belastung im Arbeitsprozess (Quelle: Eigene Darstellung)
Arbeitsweise der Wellpappenanlage: Wet End – Bauarten von Riffelwalzensystemen
Um den Wellenstoff an den Riffelwalzen bis zur Fixierung mit der Deckenbahn zu halten, werden verschiedene Konstruktionen angewendet:
• Wellpappenmaschinen mit Führungsblechen,
• führungslose Wellpappenmaschinen, die mit Unterdruck arbeiten und
• führungslose Wellpappenmaschinen, die mit Überdruck arbeiten.
Der Einsatz der verschiedenen Systeme hängt im starken Maße von den konstruierten Geschwindigkeiten der Anlage ab. Das System der Wellpappenmaschinen mit Führungsblechen ist in älteren und langsameren Wellpappenanlagen im Einsatz. Das Führungsblech ist auf einen Abstand von 0,3 mm eingestellt.
Abb. 10.4.1.24: Riffelwalzen mit Führungsblech (Quelle: Eigene Darstellung)
Schnelle Wellpappenanlagen arbeiten ohne Führungsblech – man spricht in diesem Fall von einem führungsblechlosen Maschinensystem („fingerless single facer“). Solche Maschinen arbeiten mit Druck- und Vakuumtechnik.
Überdruck-Maschinen
Diese arbeiten mit einer im Single Facer integrierten Überdruck-Kammer. Das Anpressen der Wellenbahn an die Riffelwalze erfolgt mithilfe einer Druckdifferenz. Beim Überdrucksystem befindet sich das Papier vom Riffelspalt (obere und untere Riffelwalze) bis zum Anpressspalt (untere Riffelwalze und Anpresswalze) in einer Überdruckkammer. Die Schwierigkeit in diesem System besteht darin, dass das Klebstoffauftragswerk mit in der Überdruckkammer sein muss, was die Dichtheit des Systems erschwert.
Unterdruck-Maschinen
Bei den Unterdruck-Maschinen gibt es zwei konstruktive Lösungen:
• erzeugtes Vakuum aus der Riffelwalze oder
• angelegtes Vakuum in einer Kammer, welches gegen die Riffelwalzen wirkt.
Bei der ersten Konstruktion wird das Vakuum von den Stirnseiten der Riffelwalze über axiale Bohrungen über Nuten an die Oberfläche der Walzen gebracht. In der zweiten Konstruktionsvariante wird durch die Unterdruckzone, die zwischen dem Wellenpapier und der unteren Riffelwalze ausgebildet ist, das gewellte Papier formtreu gegen die Oberfläche der Riffelwalze gepresst. Der Unterdruck wird in beiden Fällen durch ein Sauggebläse erzeugt.
Arbeitsweise der Wellpappenanlage: Wet End – Klebstoffauftrag
Zum Verbinden der geriffelten Papierbahn mit dem Deckenpapier (Fixierung) ist ein Klebevorgang notwendig. Dieser Verfahrensschritt ist ein wichtiger Bestandteil der einseitigen Wellpappenmaschine. Die Riffelung sowie das Verkleben erfolgen unmittelbar nacheinander im gleichen Maschinenbereich an den Riffelwalzen. Technologisch erfolgt die Verklebung der Wellenbahn und der Deckenbahn in einer 180°-Drehung um die untere Riffelwalze. Der Klebstoff wird bei rund 90° aufgetragen. Der gesamte Vorgang dauert wenige Millisekunden.

Abb. 10.4.1.25: schematische Darstellung des Klebevorgangs (einseitige WPA, Quelle: Fa. BHS)

Abb. 10.4.1.26: prinzipielle Darstellung – Auftragen des Klebstoffs (Quelle: Fa. BHS)
Anpressen und Verkleben
Durch das Anpressen der ebenen Deckenbahn mit der benetzten gewölbten Fläche der Wellenbahn wird ein Teil des Klebstoffs aus der Kontaktzone verdrängt, und es bilden sich Dickschicht- und Dünnschichtbereiche.

Abb. 10.4.1.27: Darstellung – Anpresszone (Quelle: Eigene Darstellung)

Abb. 10.4.1.28: Ablauf der Verklebung zwischen Wellen- und Deckenpapier: Hier entstehen zunächst Dünnschicht- (1) und Dickschichtbereiche (2) des Klebstoffs. Ein Teil des Klebstoffs wird beim Anpressen durch das Papier aufgesaugt. Das vierte Teilbild zeigt die Wellpappe nach dem Aushärten. (Quelle: Eigene Darstellung)
Der Klebstoff unterliegt in der Phase der Verbindung der beiden Bahnen zwei entscheidenden Bedingungen:
1. Der Klebstoff muss bis zum Anpressen der Deckenbahn an die mit Klebstoff versehene Wellenbahn eine ausreichende Viskosität behalten. Die Penetration des Klebstoffs soll in beiden Bahnen möglichst gleichmäßig sein. Dabei muss aber berücksichtigt werden, dass die Viskositätdes Klebstoffs beim Aufbringen auf das Wellenpapier sprunghaft ansteigt. Das ist die Folge eines einsetzenden Entwässerungsvorganges beim Klebstoff durch die Saugwirkung des Papiers und die Wärme der Riffelwalze.
2. Weiterhin soll der Klebstoff bis zum Aufbringen der Deckenbahn eine ausreichende Klebekraft haben, um einen festen Verbund zu gewährleisten.
Das Verhalten des Klebstoffs zwischen Auftrag und Verkleben mit der Deckenbahn ist gekennzeichnet durch die Zeit, in der die Stärke (als Hauptbestandteil des Klebers) das in sich gespeicherte Wasser abgibt. Die Steuerung des Kapillardruckes (Saugwirkung des Papiers) erfolgt durch die Papiereigenschaften. Im Klebstoff bestimmen die verwendete Stärke, ihr Aufschlussgrad der Stärke und die beigegebenen Füllstoffe das Klebeverhalten und die offene Zeit des Klebers. Die Verbundfestigkeit wird, neben den Papiereigenschaften und der Klebstoffgüte, von der Größe der Klebefläche und dem ausgeübten Druck auf die Klebestelle bestimmt.

Abb. 10.4.1.29: optimale Verklebung zwischen Wellen- und Deckenpapier (Quelle: Eigene Darstellung)
Klebstoff
Mit zunehmender Leistungssteigerung der Verarbeitungsmaschinen haben sich die Technologie sowie der Einsatz und die Zusammensetzung des Klebemediums geändert. Während früher die Deckenbahn vollflächig mit Klebstoff bestrichen wurde, werden heute nur die Wellenberge mit Klebstoff benetzt. Dieser technologische Wandel bringt hohe ökonomische Einsparungen.
Der Klebstoff wird aus Stärke hergestellt. Dabei werden in Deutschland für Klebstoffe in der Wellpappenindustrie hauptsächlich Mais-, Weizen- und Kartoffelstärke verwendet.
"In Deutschland wird Leim auf Basis von Mais-, Weizen- oder Kartoffelstärke bzw. Kombinationen daraus verwendet. Stärkeleim hat eine geringe Fließfähigkeit (Viskosität), kann aber trotzdem mit modernen Leimwerken gleichmäßig über die ganze Arbeitsbreite der Wellpappenmaschine aufgetragen werden.“ (Quelle: https://www.wellpappe-wissen.de/wissen/wellpappe/bauprinzip/verklebung.html)
Abb. 10.4.1.30: Stärketyp und Stärkekörner (Quelle: Fa. Cargill)
Stärke ist ein makromolekularer Naturstoff, der aus Glukose synthetisiert wird und beim pflanzlichen Stoffwechsel als Energiespeicher dient. Wenn die Stärke aus den Pflanzenteilen als weißes Pulver isoliert ist, wird sie als native Stärke bezeichnet. Native Stärke besteht aus harten – in Wasser unlöslichen – Körnern, deren Größe und Form von der Pflanzenart abhängig ist. In der Wellpappenindustrie wird vorwiegend Maisstärke verwendet.
Stärkeaufbereitung
Die Stärke wird in kaltem Wasser angesetzt, danach wird die Slurry (flüssiges Medium versetzt mit festen Substanzen) erhitzt. Ab einer Temperatur von rund 80°C beginnt das Korn zu quellen und bei weiterer Temperaturzunahme (85 bis 105°C) zu verkleistern. Bei der Verkleisterung kommt es zu einer Volumenvergrößerung des Stärkekorns. Die Verkleisterung kommt nur dann zustande, wenn neben der Temperatur auch die notwendige Wassermenge für die Quellung vorhanden ist. Das hängt mit dem Wasseraufnahmevermögen des Korns zusammen. Aus diesem Grund sollte der Feststoffgehalt nicht über 30 Prozent liegen.

Abb. 10.4.1.31: verschiedene Zustände der Stärke vor und nach der Verkleisterung (Quelle: Eigene Darstellung)
Bei der Verkleisterung ist infolge der starken Quellung ein rascher Anstieg der Viskosität vorhanden. Sie ist so hoch, dass ein Feststoffgehalt von 30 Prozent eine pastöse Konsistenz hervorbringt. Um den Klebstoff pumpfähig zu machen, sind entweder Ansätze mit geringerem Feststoffgehalt vorzunehmen oder eine Nachverdünnung notwendig. Zu niedrige Feststoffgehalte führen zu Trocknungsproblemen und Leistungseinbußen der Anlage.
Verklebung
Unzureichende beziehungsweise schlechte Verklebung
Abb. 10.4.1.32: Beispiel einer schwachen Verklebung – Klebstoffauftrag zu mager (Quelle: Eigene Darstellung)
Bei einer unzureichenden Verklebung ist entweder die Klebstoff-Auftragsmenge zu gering oder der Klebstoff-Film ist ungleichmäßig verteilt. Auch die Eindringtiefe des Klebstoffs in das Papier (Penetration) kann zu gering sein, sodass der Gelierungsprozess nicht stattfindet und die Klebkraft des Klebstoffs sinkt.Typische Merkmale dieser Erscheinung sind weiß aussehende mehrlagige Streifen auf den Wellenkronen.
Wie erkenne ich eine schlechte Verklebung?
• Bahnen lassen sich ohne nennenswerten Kraftaufwand trennen.
• Bei der Trennung der Bahnen entsteht fast kein Faserabriss.
• Es zeigen sich sichtbare „Markierungen“ (Streifen) durch Anpresswalzen.
Durch eine „zerstörende Prüfung“ – das Abschälen einer Deckenbahn von der Wellpappe – kann festgestellt werden, ob der Klebstoffauftrag ausreichend war und somit eine gute Verklebung vorliegt.

Abb. 10.4.1.33: Beispiel einer einwandfreien Verklebung (Quelle: Eigene Darstellung)
Woran erkenne ich eine gute Verklebung?
• An den Verbindungsstellen findet sich reichlich Faserabriss.
• Deutliche Abrissmarkierungen sind zu sehen.
Klebstoffauftrag zu reichlich
Der Klebstoff ist niedrigviskos und kann 75 bis 85 Prozent Wasser enthalten. Bei einem Mehrauftrag an Klebstoff mit dieser hohen Feuchtigkeit nimmt die Feuchte in der Wellpappe sprunghaft zu. Da diese Er-scheinung partiell (Wellenberge und Umgebung) auftritt, führt dies zu höheren Spannungen im Verbund. Das Verziehen der Wellpappe-Bogen ist die Folge.
Wie erkenne ich einen zu reichlichen Klebstoffauftrag?
• Die Klebstoff-Fuge ist unverhältnismäßig breit, es zeigt sich ein waschbrettähnliches Erscheinungsbild.
• Die Wellenkronen weichen auf.
• Der Gelierungsprozess des Klebstoffs ist erschwert.
Arbeitsweise der Wellpappenanlage: Wet End – Brücke
Die Brücke ist das Verbindungsglied zwischen der einseitigen Wellpappenmaschine und der Kaschieranlage. Die Wellpappe kann sich in dieser Zone den klimatischen Umgebungstemperaturen anpassen. Diese klimatische Anpassung ist wichtig, da durch das Aufheizen der Bahnen und die Einbringung hoher Feuchtigkeit Spannungen in der Wellpappe auftreten können. Diese Spannungen führen zu krummen Bogen (Warp). Die Brücke dient weiterhin als Transporteinrichtung, in der das produzierte Material gepuffert wird. Diese Pufferung wird dadurch erreicht, dass die Brücke eine niedrigere Produktionsgeschwindigkeit als die WPA hat. Der Hochtransport der einseitigen Wellpappe zur Brücke muss knickfrei erfolgen. Dort wird die einseitige Wellpappe in gleichmäßigen Schlaufen gelegt.

Abb. 10.4.1.34: schematische Darstellung einer Brücke (Quelle: Eigene Darstellung)
Die Brückenmengenregelung hält die Speichermenge auf der Brücke konstant. Dies geschieht durch Anpassung der Anlagengeschwindigkeit der einseitigen Gruppe(n).
Arbeitsweise der Wellpappenlage: Wet End – Verbinden der einseitigen Wellpappe mit der zweiten Außendeckenbahn
Der zweite Deckbogen wird ebenfalls vorkonditioniert, wie auch vorher die einseitige Wellpappe. Dabei handelt es sich ausschließlich um eine Wärmebehandlung. Diese Maßnahme dient zur Feuchtigkeits- und Temperaturangleichung der zweiten Deckenbahn. Danach erfolgt der gleichmäßige Auftrag des Klebstoffs über die Arbeitsbreite auf die Wellenspitzen der einseitigen Bahn(en). Die Anzahl der Klebstoffauftragswerke richtet sich nach der Anzahl der einseitigen Bahnen. Die Auftragswerke sind dabei übereinander angeordnet. Der Klebstoffauftrag erfolgt über eine Auftragswalze, die den Klebstoff aus einer Wanne schöpft. Eine weitere Walze entfernt dabei den überschüssigen Klebstoff. Es entsteht ein gleichmäßig eingestellter Film. Dieser Anlageteil wird als Kaschiermaschine bezeichnet und dient zur Aufbringung des Klebers und des Anklebens des zweiten Deckbogens.

Abb. 10.4.1.35: Prinzip – Ablauf im Kaschierwerk (Quelle: Eigene Darstellung)
Aufbau der Wellpappenanlage: Dry End, Heiz- und Zugpartie
Das Zusammenführen der Bahnen (einseitige Bahn(en) und Kaschierliner) erfolgt unmittelbar vor dem Einlaufspalt der Heiz- und Zugpartie, sodass die erste Berührung untereinander in einem Punkt erfolgt. Das Verkleben der Bahnen erfolgt im Bereich der Heizplatten durch die zugeführte Wärmeenergie und dem damit verbundenen Entzug der Feuchtigkeit. Der Transport der Wellpappe über die Heizplatten geschieht durch einen Transportgurt, der belastet ist. Das verdampfte Wasser muss vom oberen Gurt aufgenommen und danach abgeführt werden. Es handelt sich hierbei um eine Kontakttrocknung. Diese geschieht bei Geschwindigkeiten bis 300 m/min.
Die Trocknung umfasst im Wesentlichen zwei Aufgaben:
• die Bereitstellung der Wärme, die zum Verkleistern der noch nicht aufgeschlossenen nativen Stärke erforderlich ist, und
• der Trocknung beziehungsweise Entfernung des überschüssigen Wassers.
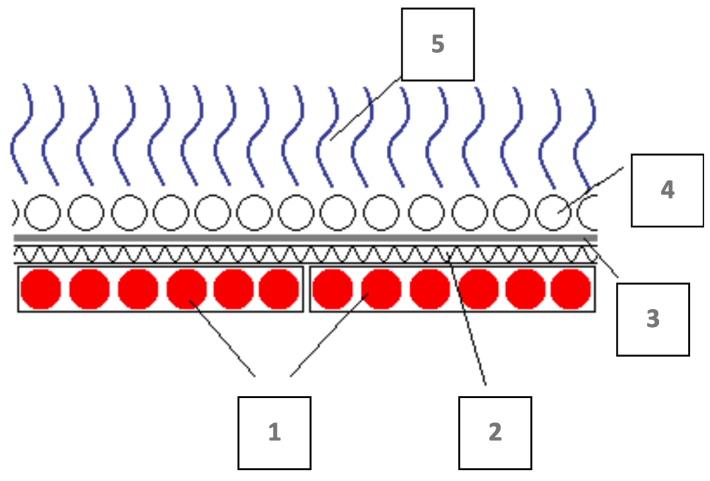
1 Heizplatten 2 Wellpappenbahn 3 Transportgurt (oben) 4 Belastungswalzen 5 verdampfendes Wasser
Abb. 10.4.1.36: Prinzip – Trocknung der Wellpappe (Quelle: Eigene Darstellung)
Die Heizplattenpartie wird in drei Gruppen aufgeteilt:
• Aufheizbereich,
• Verdampfungsbereich und
• Regelbereich für den Endtrockengehalt.
Mit diesem System werden auftretende Verspannungen in der Wellpappe abgebaut. Nach den Heizplatten folgt ein Untergurt und zieht die Wellpappenbahn mithilfe des Obergurtes durch die Maschine.
Planlage eines Bogens
Wenn die Wellpappenbogen nicht planliegen, werden diese kurz „krumme Bogen“ genannt. Diese können zu Problemen in der Verarbeitung führen. Die Wellpappe wölbt sich nach dem Austrocknen. Dies ist auf das unterschiedliche Dehnen und Schrumpfen der Außen- und Innenbahnen zueinander zurückzuführen. Ursachen dafür können sein:
• unterschiedliche Feuchtegehalte der einzelnen Bahnen sowie
• unterschiedliche Faserstoffzusammensetzung und Faserorientierung im Rohpapier.
Es gibt unterschiedliche Abweichungen von der Planlage. Wir kennen den Curl (Quer- und Längswölbung), die S-Wölbung und die Querverspannung (Propeller).
Querwölbung
Die Querwölbung entsteht durch zu hohe Feuchtigkeit in der Deckenbahn oder der einseitigen Wellpappe.
Querwölbung nach unten:
Dazu kommt es, wenn zu viel Feuchtigkeit in der unteren Deckenbahn ist:
• Die untere Deckenbahn ist nass oder kalt.
• Die obere Deckenbahn ist heiß oder trocken.
Querwölbung nach oben:
Dazu kommt es, wenn zu viel Feuchtigkeit in der einseitigen Wellpappe ist.
Längswölbung
Eine Längswölbung nach oben oder unten tritt in Papierlaufrichtung auf. Ursache ist eine zu hohe Spannung bei der Wölbung nach unten in die Deckenbahn. Diese dehnt sich während des Trocknens in der Heizpartie. Diese Deckenbahn zieht sich später wieder auf ihre ursprüngliche kürzere Länge zusammen, und die Wellpappe wölbt sich in die Laufrichtung abwärts. Für Längswölbungen ist auch das Dehnungsverhalten (Elastizität) des Papiers mitverantwortlich.
Längswölbung nach unten:
Dazu kommt es, wenn eine zu hohe Spannung in der unteren Deckenbahn herrscht.
• Die untere Deckenbahn hat sich während der Verklebung in der Heizpartie gedehnt.
• Beim Abkühlen nach dem Trocknungsprozess zieht sie sich zusammen.
Längswölbung nach oben:
Dazu kommt es bei übermäßiger Spannung in der Wellpappen-Rückseite.

Abb. 10.4.1.38: Darstellungen von Längswölbungen (Quelle: Eigene Darstellung)
S-Wölbung
Die S-Wölbung stellt sich quer zur Papierlaufrichtung ein. Die Ursache liegt in einem ungleichmäßigen Feuchtequerprofil in der einen oder anderen Papierbahn. Die trockenere Seite schrumpft.

Abb. 10.4.1.39: Darstellung einer S-Wölbung (Quelle: Eigene Darstellung)
Propeller-Wölbung
Bei der Propeller-Wölbung kommt zur S-Wölbung noch eine Verdrehung des Verbundes hinzu. Die Ursachen liegen im ungleichmäßigen Feuchtequerprofil der einen oder anderen Papierbahn. Diese können vom Rohpapier wie auch der Verklebung der Wellpappe herrühren. In den meisten Fällen liegen beide Faktoren vor. Hauptsächliche Probleme sind aber die zu große Abweichung in der Orientierung der Fasern und das Feuchtequerprofil des Papiers:
• ungleichmäßige Feuchtigkeit in den Papieren
• Quetschung der Pappe, zu hohe Zugspannung in der WPA

Abb. 10.4.1.40: Darstellung einer Propellerwölbung (Quelle: Eigene Darstellung)
Schlechte Planlage von Wellpappe ist in den meisten Fällen auf Feuchtigkeitsunterschiede in den Papieren zurückzuführen. Insbesondere die Deckenpapiere sind dabei die Hauptursache. Das kommt daher, dass für die Deckenpapiere hochwertigere Rohstoffe (mehr Langfaseranteile) eingesetzt werden und dass die Faserorientierung in einem Festigkeitsverhältnis von 1:2 (quer zu längs der Papierbahn) abweichen kann. Sehr entscheidend sind in diesem Zusammenhang auch die Winkel, in denen die Fasern im Papier liegen. Diese sollten nicht über 3° vom rechtem Winkel abweichen. Aber auch die eingestellte Trocknung zwischen einseitiger Wellpappe und zwei Deckbogen (Arbeit der Vorheizer) ist für Spannungen im Verbund von Bedeutung. Es ist zu ermitteln, ob diese Spannungsunterschiede aus dem Rohpapier kommen oder durch den Klebstoffauftrag.
Bedeutung beziehungsweise Einfluss der Planlage
Die Planlage ist entscheidend dafür, damit Wellpappe stabil auf dem Stapel liegt und sich problemlos auf Rollenbahnen transportieren lässt. Vor allem Feuchtigkeitsunterschiede in den Papieren können zu schlechter Planlage führen. Diese sorgt auch in der Weiterverarbeitung für Probleme.
Die Planlage ist auch entscheidend für:
• die Stabilität der Stapel und den problemlosen Transport auf den Rollenbahnen,
• die automatische Beschickung der Verarbeitungsmaschinen und damit die Produktivität der Anlage,
• den Durchlauf in den Verarbeitungsmaschinen und damit die Qualität der Weiterverarbeitung,
• das Entstehen von Passerungenauigkeit beim Drucken, Schlitzen und Stanzen,
• Störungen beim Verschließen,
• die Abnahme des Stauchwiderstandes und damit der Stabilität sowie
• das Ausmaß des Ausschusses.
Arbeitsweise der Wellpappenanlage: Dry End – Kurzquerschneider
Vor der Schneid- und Rillstation ist der Kurzquerschneider in der WPA platziert und kommt zum Einsatz beim Formatwechsel, um eine Lücke für die Aufnahme des neuen Formats zu schaffen. Weiterhin werden im Kurzquerschneider fehlerhafte Bahnabschnitte oder Splicer herausgeschnitten.

Abb. 10.4.1.41: Prinzip des Schneidvorgangs – quer (Quelle: Eigene Darstellung)
Der Schneidevorgang ist wie beim Querschneider. Beim Querschneider wird die für das entsprechende Format hergestellte Abschlagslänge erzeugt.
Arbeitsweise der Wellpappenanlage: Dry End – Schneid- und Rillstation
Die Rill- und Schneidstation ist eine Baugruppe der WPA. Hier beginnt die Verarbeitung der Formate. In ihr wird die Bahn in Längsrichtung entsprechend den vorgegebenen Abmessungen gerillt und geschnitten.

Abb. 10.4.1.42: Prinzip einer Rill- und Schneidstation (Quelle: Eigene Darstellung)
Zuerst wird die Bahn am Rand beschnitten und damit auf die gewünschte Breite gebracht. Das Beschneiden des Randes wird aus zwei Gründen durchgeführt:
– Es geht zum einen darum, Differenzen im Lauf zwischen Liner- und Wellenbahnen am Rand auszugleichen.
– Zum anderen ist der Beschnitt erforderlich, weil an den Rändern der Wellpappe aus klebtechnischen Gründen kein Klebstoffauftrag erfolgt. Deshalb wird die nicht verklebte Wellpappe am Rand abgeschnitten.
Nach dem Beschneiden des Randes wird die Bahn zur Vorbereitung der Biegestellen gerillt.

Abb. 10.4.1.43: Verarbeitung der Wellpappe, Schneiden und Rillen (Quelle: Eigene Darstellung)
Beim Rillen wird durch Verdichten und Verdrängen der Wellpappe eine Rille geformt. Dabei kommt es zur Aufspaltung des Verbundes. Dieses Verfahren wird dort angewandt, wo höhere Festigkeiten verlangt werden und eine höhere Toleranz in der Maßgenauigkeit zulässig ist. Für das Rillen muss der Werkstoff über eine ausreichende Elastizität verfügen. Diese wird hauptsächlich durch eine entsprechende Feuchte im Werkstoff und der Faserrichtung im Papier beeinflusst.

Abb. 10.4.1.44: Typen von Rillenkörpern (Quelle: Eigene Darstellung)
Beim Längsschneiden der fertigen Wellpappe werden zwei Schneideprinzipien angewandt. Dies ist zum einen der klassische Scherenschnitt, indem mit einem Ober- und einem Untermesser („Tellermesser“) die Bahnen getrennt werden. Zum anderen gibt es den Einmesserschnitt („Rasierklingenmesser“): Die Wellpappe liegt hier auf einer großen Fläche auf, und ein Obermesser taucht in den Verbund ein und läuft in eine Nut.
Das angetriebene Messer sorgt für einen sauberen und einwandfreien Schnitt. Die Anordnung gestattet eine schnelle und einfache Einstellung des Formates.

Abb. 10.4.1.45: Prinzip eines „Tellermessers“ und eines „Rasierklingenmessers“ (Quelle: Eigene Darstellung)

Abb. 10.4.1.46: Blick auf einen Einmesserschnitt mit Absaugung (Randbeschnitt) (Quelle: Eigene Darstellung)
Arbeitsweise der Wellpappenanlage: Dry End – Querschneider: Erzeugung der Abschlagslänge
Die in Längsrichtung gerillte und geschnittene Bahn wird auf einem Querschneider auf ein entsprechendes Format geschnitten.

Der nachfolgende Querschneider trennt nun die endlosen Bahnen quer zur Laufrichtung, also parallel zum Wellenverlauf. Er kann aus einer, zwei oder drei übereinanderliegenden Stationen bestehen. Beim Verlassen der Rill- und Schneideinheit werden die Bahnen je nach erforderlicher Schnittlänge auf die verschiedenen Stationshöhen gelenkt.

Abb. 10.4.1.47: Einzugssituation in den Querschneider (Quelle: Eigene Darstellung)
Die verwendeten Querschneider haben zwei synchron zueinander laufende Messer.

Abb. 10.4.1.48: Anordnung der Messer in der Quermesserpartie (Quelle: Eigene Darstellung)
Der Synchronlauf bedeutet, dass zum Zeitpunkt des Schnittes die Geschwindigkeit der Messertrommeln und der Wellpappenbahn exakt gleich ist. Damit wird ein rechtwinkliger und sauberer Schnitt erzielt.

Abb. 10.4.1.49: Verlauf der Messergeschwindigkeit bei einer Umdrehung (Quelle: Eigene Darstellung)
Arbeitsweise der Wellpappenanlage: Dry End – Ablage
Die Ablage ist das letzte Teilstück der WPA. Die Formate, die vom Ausgang des Querschneiders kommen, werden in diesen Bereich weitertransportiert. Dabei werden die Formate auf den jeweiligen Transportsektionen durch Bänder oder Gurte bis zur Ablagestation geführt. Eine Verringerung der Transportgeschwindigkeit in diesem Bereich führt zu einer Schuppung der einzelnen Bögen übereinander. Die Ablage einer WPA hat keine seitliche Ausrichtung, da mehrere Stapel nebeneinander liegen können.

Abb. 10.4.1.50: Prinzipielle Darstellung einer Ablage (Quelle: Eigene Darstellung)

Abb. 10.4.1.51: Blick auf den Transport, den fertigen Zuschnitt und den Stapel (Quelle: Eigene Darstellung)
Die Stapel werden im Allgemeinen durch ein Rollen- beziehungsweise Bandtransportsystem zur Weiterverarbeitung beziehungsweise zu einem Zwischenlager geleitet.
- Zum Verfassen von Kommentaren bitte anmelden.
10.4.1.3 Veredelung von Wellpappe
Kaschieren
Das meistgenutzte Verfahren, um offsetbedruckte Verpackungen herzustellen, ist das Kaschieren (Bekleben) von einseitig beklebter Wellpappe – offener Wellpappe – mit Papier- oder Kartonbogen, die vorher im Offsetverfahren bedruckt werden. Das Ziel ist das Herstellen einer eigenständigen fertigen Lage und eine Eigenschaftsverbesserung zu erreichen.

Abb. 10.4.1.52: prinzipielle Darstellung des Kaschierens von Wellpappe (Quelle: Eigene Darstellung)
Die kaschierten Formate werden anschließend mit den bekannten Verarbeitungsmaschinen aus der Wellpappen- und Faltschachtelindustrie zu hochwertigen Verpackungen und Displays weiterverarbeitet.
Maschinen zur Umsetzung dieses Verfahrens werden als Kaschiermaschinen bezeichnet. In der Praxis unterscheidet man zwischen den Anlagen, die offline oder inline produzieren.
Offline → Format (Wellpappe – ein- oder zweiwellig) + Format (Karton)
→ Rolle (Wellpappe – einwellig) + Format (Karton)
Inline → einseitige Wellpappe + Format (Karton)
Offline: Der Produktionsschritt „Kaschieren“ findet in einer externen Maschine statt, in der die vorab produzierten Materialien zu einem Produkt verbunden werden.
Die bereitgestellten Materialien sind:
– Wellpappe (offen, einwellig, zweiwellig) in einer WPA produziert.
– Kartonformate mit einer Druckmaschine im Offsetdruckverfahren bedruckt.
Inline: Der Produktionsschritt Kaschieren findet in einer Anlage statt, die die Wellpappe (in der Regel offene Welle) selbst herstellt, und direkt in der Anlage wird diese mit den vorab bedruckten Kartonformaten zu einem Produkt verbunden.
Vordrucken
Die vorgedruckten Rollen – Kraft- oder Testliner – werden in die Abrollung für die Außendecke der Wellpappe eingehängt, abgerollt und im Kaschierwerk mit der einseitigen oder zweiseitigen offenen Wellpappe zu einer einwelligen oder zweiwelligen Wellpappe verbunden. Durch dieses Verfahren wird der Waschbretteffekt, wie er beim Flexodirektdruck entsteht, weitestgehend vermieden.

Abb. 10.4.1.53: Verkleben der einseitigen Wellpappe mit vorbedruckter Bahn (Außendecke) (Quelle: Eigene Darstellung)
Das Druckbild wird mit einer speziellen Flexodruckmaschine von Rolle zu Rolle auf das Papier gedruckt. Der Druckprozess läuft im Vergleich zum Wellpappendirektdruck bei viel höheren Geschwindigkeiten ab. Weiterhin besteht die Möglichkeit, eine optimierte Druckqualität umzusetzen – das heißt: Man kann eine höhere Anzahl von Rasterpunkten auf das Papier drucken.
Vorgedruckte Bahnen mit einer einseitigen Wellpappenbahn zu verkleben, geht schneller als Wellpappendirektdruck.
Effektiv ist das Vordrucken einerseits bei großen Auflagen in der Verpackungsfertigung und anderseits bei einem regelmäßig sich wiederholenden einfachen Druckmotiv – dem sogenannten Streudruck.
- Zum Verfassen von Kommentaren bitte anmelden.
10.4.1.4 Weiterverarbeitung
Die Verarbeitung von Materialien zu einer biegesteifen Verpackung umfassen allgemein gesehen folgende Prozesse:
– Drucken
– Veredeln
– Trennen
– Vorbereiten
– Umlegen/Falten
– Verschließen
– Auswerfen und Ablegen
- Zum Verfassen von Kommentaren bitte anmelden.
10.4.1.5 Wellpappenspezifische Weiterverarbeitung
Bei der Verarbeitung von Wellpappe zu einer Verpackung oder einem Verpackungszubehör folgen in der Regel mehrere Verfahrensschritte beziehungsweise Teilprozesse hintereinander. Dabei durchläuft das Verpackungsmaterial Wellpappe als Formatware eine Maschine beziehungsweise Anlage oder mehrere hintereinander folgende Anlagen mit dem Ausstoß der fertigen Verpackung.
Für die Verarbeitung von Wellpappe finden daraus ableitend folgende Prozesse statt:
– Einlegen/Einziehen
– Drucken
– Schneiden
– Rillen
– Schlitzen
– Stanzen
– Falten
– Verschließen
– Zählen/Stapeln
– Bündeln/Ausstoßen
– Ablegen
Anhand der durchgeführten Prozesse erhält man als Endprodukt die Verpackung. Man unterscheidet grundsätzlich zwischen folgenden Verpackungsarten:
– Verpackungen mit werkzeugloser Verarbeitung – plano
– Verpackungen mit werkzeugloser Verarbeitung – geschlossen
– Inlineverpackungen
– Gestanzte Verpackungen – plano
– Gestanzte Verpackungen – verschlossen
Grundvoraussetzung für eine einwandfreie Verarbeitung der Wellpappe zu einer Verpackung, welche die Qualitätsanforderungen seitens der Kunden erfüllt, ist eine fehlerfreie Wellpappe. Eine sehr gute Wellpappenqualität heißt:
– sehr gute Planlage
– hohe Maßhaltigkeit
– sauberer Kantenschnitt
– gute Verklebung
– gleichmäßiges Kaliber
– exakte Wellenform
– saubere Oberfläche
– sehr gute Rillqualität (Ausführung und Abmessungen – WPA-Rillung)

Abb. 10.4.1.54: gute Wellpappenqualität (Quelle: Eigene Darstellung)
Die Wellpappe kommt dabei als Formatware ungerillt oder schon gegen die Welle gerillt (WPA-Rillung) in die Verarbeitung. Bevor die Verarbeitungsprozesse umgesetzt werden, sollen die Wellpappenformate von der WPA kommend mindestens vier bis acht Stunden in einem Zwischenlager verweilen. Dies ist entscheidend für den vollständigen Trocknungsprozess des Klebstoffes. Anschließend werden die Formate auftragsbezogen der jeweiligen Verarbeitungsmaschine zugeführt.

Abb. 10.4.1.55: Formatware im Zwischenlager vor der Verarbeitung (Quelle: Fa. Minda)
- Zum Verfassen von Kommentaren bitte anmelden.
10.4.1.6 Inline-Maschine
Viele Transport- und Umverpackungen (Faltkisten) werden auf einer typischen Verarbeitungsmaschine für Wellpappe, dem sogenannten Inliner, gefertigt. Die meisten Verpackungsformen für den Inliner findet man im FEFCO-Katalog unter der Rubrik „02 Faltschachtel/Faltkisten“.
FEFCO: Féderation Européenne des Fabricants du Carton ondulé (Föderation der europäischen Wellpappenverbände). Entsprechend den Anforderungen von Industrieunternehmen, Logistikern und Handel an Transport, Schutz und Präsentation des zu verpackenden Füllgutes haben sich mit der Zeit verschiedene Typen und Formen von Wellpappenverpackungen herauskristallisiert:
02 Faltkisten
03 Deckelschachteln
04 Falthüllen und Trays
05 Schiebeschachteln
06 Formfeste Schachteln
07 Fertig geklebte Schachteln
08 Inneneinrichtungen
(Quelle: https://www.wellpappe-wissen.de/wissen/wellpappen-verpackung/typen-und-formen/kodifizierung.html)
Die Faltschachteln (Faltkisten) bestehen in der Regel aus einem Stück mit einer durch Laschenklebung, Drahtheftung bzw. Klebestreifen verbundenen Fabrikkante sowie Deckel- und Bodenklappen. Sie werden flach zusammengefaltet versandt, sind gebrauchsfertig und werden anhand der Klappen verschlossen. Es folgen einige typische Verpackungen (Auswahl) für Inliner.

Abb. 10.4.1.56: Fertigung ohne Rotationsbaustein (Quelle: https://www.wellpappe-wissen.de/)

Abb. 10.4.1.57: Fertigung mit Rotationsbaustein (Quelle: https://www.wellpappe-wissen.de/)
Diese Inline-Maschine ist eine sehr kompakte Anlage und entstand durch die Aneinanderreihung (inline) der folgenden Einzelmaschinen:
– Einzugstation
– Druckwerke
– Rill- und Schlitzmaschine
– rotierende Stanze
– Faltstation mit Verschluss-Einheit
– Zähl- und Stapelstation
– Auswerf- und Ablegestation
Alle Prozesse der Verarbeitung folgen nacheinander in einer Linie. Die zugeschnittenen Wellpappenformate werden in einem Arbeitsgang bedruckt, gerillt, auf das gewünschte Schachtelformat geschlitzt und gestanzt.

Abb. 10.4.1.58: Wellpappenformat vorbereitet – gedruckt, gerillt, geschlitzt und gestanzt
(Quelle: Adler-Umzüge UG)
Die vorbereiteten Wellpappenformate werden direkt weitertransportiert, gefaltet und verschlossen. Die fertigen Faltkisten werden gezählt und zu einem Paket aufgestapelt. Bei Bedarf wird das Paket gebündelt und abschließend manuell oder automatisch abgelegt.

Abb. 10.4.1.59: Produktionsablauf. Die Richtung geht von rechts nach links – vom Einziehen bis zum Stapeln des fertigen Produktes. (Quelle: Eigene Darstellung)
In einer Inline-Maschine können je nach Ausstattung die Verschlussarten Gluen, Tapen und Heften umgesetzt werden.
→ Slottern: Die Rill- und Schlitzstation wird auch Slotter genannt. Der Zuschnitt wird nach dem Bedrucken beim Durchlauf der genannten Station gerillt und geschlitzt.
→ Gluen: Die Laschenklebung, auch „Gluen“ genannt, ist die am häufigsten eingesetzte Verschlussart. Der flüssige Klebstoff wird mit einem Leimrad oder mit Düsen aufgetragen. Der Zuschnitt benötigt eine Klebelasche.
→ Tapen: Die Band- oder Streifenklebung, auch „Tapen“ genannt, ist die zweithäufigste Verschlussart und kommt zum Einsatz:
– bei einfachen Transport- und Umverpackungen.
– bei Verpackungen ohne Verschlusslasche (Größe und Form des Packgutes).
→ Heften: Der Zuschnitt wird aus der Faltstation in die Verschlussstation geführt und mit Klammern aus Draht verschlossen. Ein Heftkopf formt die Heftklammer und treibt diese durch alle zu verbindenden Wellpappenlagen und biegt sie rückseitig um. Es entsteht eine punktuelle, stabile Verbindung. Der Zuschnitt benötigt eine Heftlasche.

Abb. 10.4.1.60: Aufbaukonzept– Inliner mit Rotationsstanze und Verschlussarten „Gluen“, „Tapen“ und „Heften“ (Quelle: Fa. Martin)
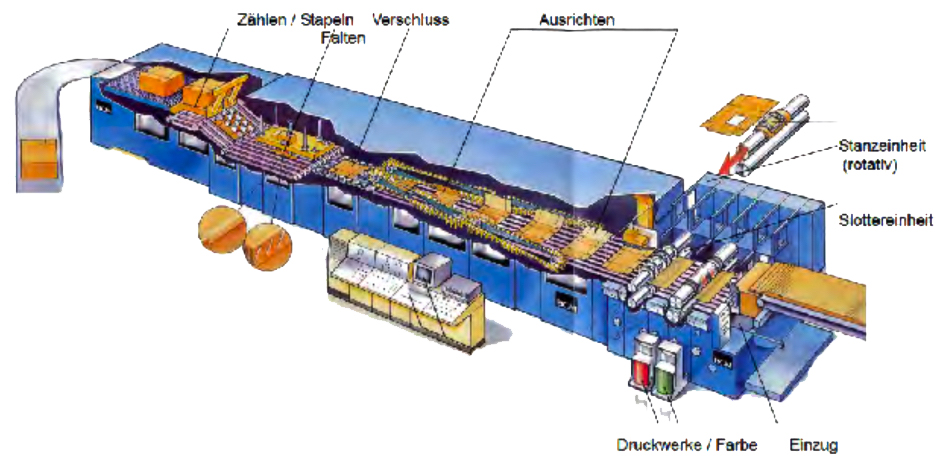
Abb. 10.4.1.61: Aufbau und Funktion – Inliner (Quelle: Fa. BGM)
Die gesamte Maschine kann zentral vom Steuerpult bedient werden. Bei modernen Anlagen sind auch Rüstvorgänge für wiederkehrende Aufträge vollautomatisch einstellbar. Durch moderne Elektronik kann heute sehr schnell, innerhalb von wenigen Minuten, ein Auftragswechsel auf der Inline-Maschine durchgeführt werden. Die Schlitzwerke mit den Schlitzmessern, die Rillkörper und auch die Faltstation werden gleichzeitig auf das neue Format umgestellt.
Ablauf
a) Einzug der Bogenformate
Der Einschubbereich kann manuell mit den Formaten aufgefüllt werden. In der Regel erfüllt heute ein Prefeeder diese Aufgabe automatisch. Er vereinzelt die Formate vom Stapel und führt sie taktweise in geringer Anzahl dem Einschub zu. Durch die Schaffung eines kontinuierlichen Schuppenstroms wird eine optimierte Bogenzufuhr angepasst an die Formatgröße und Wellpappenqualität gewährleistet. Die eingelegten Formate werden einzeln mit Riemen und Saugunterstützung von unten in die Maschine eingeführt. Dabei dürfen die Formate nicht schief und unregelmäßig eingezogen werden.

Abb. 10.4.1.62: prinzipielle Darstellung eines Feed-Belt (Einschubsystem) (Quelle: Fa. Martin)
b) Drucken
Der erste rotierende Arbeitsschritt ist das Bedrucken der Formate im Flexodruck (siehe LF 9). Für jede Farbe sind einzelne Druckwerke notwendig. Es werden meist wasserlösliche Druckfarben mit geringer Viskosität verwendet. Die Konstruktion der Druckwerke ist einfach und relativ kostengünstig. Bei modernen Systemen wird die Farbe mit einem Rakel auf der Rasterwalze egalisiert und dosiert, das heißt, der Farbüberschuss auf der Rasterwalze wird abgestreift. Das bedeutet eine gute Dosierung der Farbe und gewährleistet eine konstante und gleichmäßige Übertragung der Farbmenge. Bei dem sogenannten Kammerrakel wird die Farbe nicht mehr aus einer Farbwanne geschöpft, sondern direkt in das an der Rasterwalze sitzende Rakelsystem gepumpt.

Abb. 10.4.1.63: prinzipielle Darstellung einer Farbübertragung mit Rasterwalze und Kammerrakel (Quelle: Eigene Darstellung)

Abb. 10.4.1.64: prinzipielle Darstellung einer Druckmaschine mit Kammerrakel (zwei Farben, Quelle: Fa. Martin)
Die nicht verbrauchte Farbe läuft zurück und bleibt somit im Kreislauf erhalten.
c) Slottern – Rillen / Schlitzen / Schneiden
Im Slotter werden die Bogen rotativ nur längs gerillt und geschlitzt. Die Rill- und Schlitzkörper rillen parallel zur Welle, sie schlitzen die Boden- und Deckelklappen und schneiden die sogenannte Fabrikkante. Unter Fabrikkante versteht man die bei einer Faltschachtel (zum Beispiel Wellpappenfaltkarton) produktionstechnisch bedingte Kante, die bereits in der Fertigung verbunden werden muss (Quelle: https://www.horn-verpackung.de/verpackungsglossar-F/fabrikkante). Dazu wird der Wellpappenzuschnitt mit einer entsprechenden Verschlusslasche versehen, um anschließend mittels Klebstoff oder Heftklammern verbunden zu werden. Beim Verschließen mit Klebestreifen entfällt die Lasche. (Quelle: Eigene Darstellung)

1 Wellenpaar mit Vorriller und Laschen- / Kantenquetschung
2 Wellenpaar mit Rillkörper
3 Wellenpaar mit Schlitzkörper, einen kombinierten Schlitz- und Knipskörper und Randkreismesser

Abb. 10.4.1.65: Aufbau und Ablauf – Slotterteil (Quelle: Eigene Darstellung)
d) Stanzen
Über die Rotationsstanze können bei Bedarf mit Teilwerkzeugen Ausstanzungen wie einfache Konturen (Klappenabschrägungen, Schlitze) oder Handgrifflöcher sowie Zusatzriller gefertigt werden.

Abb. 10.4.1.66: rotatives Stanzwerkzeug (Quelle: Eigene Darstellung)
Beim rotativen Stanzen gibt es in der Regel weder ein eigenes Ausbrechwerkzeug noch eine Ausbrecheinheit in der Maschine. Die Entfernung des Abfalls übernimmt die Gummierung der Stanzform. Sie dient auch zur Fixierung, zum Abstreifen und zum Weitertransport des Wellpappenformats beim Stanzvorgang.
Die Rotationsstanze gehört heute bei vielen Inline-Maschinen zur Grundausstattung. Sie sorgt für Ausstanzungen wie einfache Konturen (Klappenabschrägungen, Schlitze) oder Handgrifflöcher sowie Zusatzriller. Es werden auch mit Komplettwerkzeugen vollwertige Verpackungen rotativ gestanzt und somit inline gefertigt.
e) Falten
Das vorbereitete Wellpappenformat wird durch den Vorwärtstransport ungefaltet in die Falt- und Klebestation übernommen. In vielen Inlinern werden die Faltkisten in der Regel mit der Verschlussart „Gluen“ gefertigt. Je nach Einstellung der Faltstation (Führung und Faltriemen) befindet sich die Klebelasche beim Falten auftragsbezogen auf der Innen- oder Außenseite der Faltschachtel. Werden die Faltkisten getaped oder geheftet, müssen die Inliner mit entsprechenden Aggregaten, wie einem Tapingkopf oder einem Heftkopf ausgestattet sein.
Der Bogen durchläuft folgende Bereiche:
– Vorwärtstransport
– Kleben (Gluen)
– Falten
– Verschließen/Ausrichten
– Transport und Zählung
– Stapeln, Ausrichten und Bündeln
– Auswurf

Abb. 10.4.1.67: Prinzip – Endprozesse der Inline-Produktion (Quelle: Eigene Darstellung)
Die Transportbänder arbeiten unterstützend mit Vakuum und gewährleisten somit einen gleichmäßigen und ausgerichteten Transport. Speziell ausgestattete Faltriemen legen die große und kleine Seitenklappe kraftvoll und gleichzeitig schonend um.

Abb. 10.4.1.68: Prinzip – Faltstation (Quelle: Fa. Martin)
Die Faltstation ist je nach Hersteller und Umsetzung der Falt- und Verschlussprozesse in der Lage, die Faltschachteln während des Transports nur nach oben (Abb. 10.4.1.69) oder nur nach unten (Abb. 10.4.1.70) zu falten. Beide Prinzipien haben sich bewährt.

Abb. 10.4.1.69: Blick auf Faltvorgang (Obenfalter) und Ausrichten (Quelle: Fa. Bahmüller)
Nach dem Falten erfolgt in vielen Anlagen beim Gluen beziehungsweise vor dem Tapen und Heften der wichtige Teilprozess des Ausrichtens (Abb. 10.4.1.69). Beim Gluen liegt hier der Vorteil, denn die Faltkisten lassen sich auch nach dem Aufbringen des Klebstoffes und dem Zusammenlegen der Klappen immer noch korrigieren.

Abb. 10.4.1.70: Blick auf Faltvorgang (Untenfalter, Quelle: Fa. Martin)
f) Kleben (Gluen)
Verbinden von festen Werkstoffen mit Klebstoff, sodass eine nicht lösbare Verbindung entsteht. Das Kleben der Faltzuschnitte aus Wellpappe wird einheitlich als „Gluen“ bezeichnet.

Abb. 10.4.1.71: Prinzip – Wirkung bei der Verklebung (Quelle: Eigene Darstellung)
Klebstoffe entfalten ihre Haftwirkung durch Adhäsion und Kohäsion. Adhäsion ist die Haftwirkung an der Grenzfläche zwischen zwei artfremden Werkstoffen. Sie entsteht durch zwischenmolekulare Kräfte oder echte chemische Bindung (Bindekräfte an der Grenzfläche zwischen Fügeteilen und Klebstoff.)
Kohäsion ist die Summe aller zwischenmolekularen Kräfte in artgleichen Substanzen, die beim Zusammenhalt im Innern eines Körpers wirksam sind, beziehungsweise die innere Festigkeit des Klebefilms durch molekulare Bindungskräfte.
Der Klebevorgang lässt sich formal in drei Phasen untergliedern:
1. Benetzen – Auftragen des Klebstoffes nach der Auftragsgeometrie
2. Anziehen – Beginn des Klebevorganges beim Klebstoff
3. Abbinden – Bei Klebstoffen bezeichnet dies den Übergang vom flüssigen oder pastenförmigen in den festen Zustand.
Diese Verfestigung vollzieht sich entweder physikalisch (zum Beispiel durch Abkühlen, Lösungs- und Dispersionsmittelverdunstung) oder chemisch (zum Beispiel Vernetzen) und führt zur maximalen Klebefestigkeit, die sich somit einstellt.
Für die Umsetzung des Verschlussprozesses „Gluen“ muss die Verpackung mit einer Klebelasche ausgestattet sein, welche den Klebstoff aufnehmen und nach dem Falten die Verbindung zur gegenüberliegenden Klappe eingehen kann.

Abb. 10.4.1.72: Prinzip – Gluen von Wellpappe und „Klebenaht“ innen in der Verpackung (Quelle: Eigene Darstellung)
Bei modernen Maschinen erfolgt der Klebstoffauftrag berührungslos. Die Düsen spritzen sehr fein verteilt – je nach Geometrie – den Klebstoff auf die Wellpappe. Auf der vorgesehenen Klebestelle wird der Klebstoff zur Herstellung einer Verschlussnaht streifenförmig oder punktuell aufgetragen.
Beim streifenförmigen Klebstoffauftrag kann der Klebstoff auch auf der Gegenklappe aufgetragen werden. Über das Auftragssystem werden der Beginn des Klebstoffauftrags, die Klebespurlänge und, wenn technisch möglich, auch die Anzahl der Streifen eingegeben.

Abb. 10.4.1.73: Auftragsformen – Auftrag von Klebstoff (Quelle: Eigene Darstellung)
Verschlussart Kleben bedeutet und kann interpretiert werden:
• verschließen mit Streifen beziehungsweise Band → Tapen
• verschließen mit Klebstoff → Gluen
Überwachungssysteme für den Klebstoffauftrag registrieren Fehlstellen oder Auftragsaussetzer und machen dies bemerkbar beziehungsweise schleusen die fehlerhaften Verpackungen gleich aus.
Einflussfaktoren für eine sichere und stabile Klebequalität sind:
• Auftragsmenge
• Auftragsbeginn und -länge
• Trocknungszeit
• Einkleben von Abfall
• Klebstoffsorte
Weitere Verschlussarten im Inliner sind das Tapen (mit Klebeband) und das Heften (mit Drahtklammern). Beide Verfahren erfordern die technischen Voraussetzungen in der Maschine. Einerseits erhöht dies die Flexibilität des Verschließens. So sind zum Beispiel die Kombinationen Glue-Tapen und Glue-Heften umsetzbar. Anderseits sind beide Verfahren nicht so schnell wie das Gluen und erfordern kostenaufwendigere Verschlusshilfsmittel (Tapingstreifen und Heftdraht). Außerdem ist beim Tapen und beim Heften der Verschluss nach der Umsetzung fixiert. Die Seitenklappen können nicht mehr aus- beziehungsweise nachgerichtet werden.
Das Tapen wird mit dem Aufbringen eines Taping-Streifens umgesetzt. Der Klebestreifen aus Kraftpapier ist auf der Rückseite mit einer wärmeaktivierbaren Klebeschicht (Erweichungstemperatur: über 80°C) beschichtet. Für eine höhere Festigkeit sorgt eine Fadenverstärkung gekreuzt in Diagonalrichtung. Diese Verstärkung in Diagonalrichtung ist vor allem dadurch begründet, dass die Belastung an der Verschlusskante quer zur Streifenlaufrichtung erfolgt und hier eine Verstärkung gegen Ein- und Weiterreißen notwendig ist. Beim Verschließen mit Klebestreifen, dem Tapen, wird keine Verschlusslasche benötigt – das heißt: An dieser Stelle erfolgt keine Verdickung der Faltschachtel.
Prozessablauf:
• Einstellen der Startlänge und Streifenlänge (bei Auftragseinstellung)
• Abrollen von der Taping-Rolle
• Schneiden der Streifenlänge/Schneiden quer
• Aktivieren der Klebesubstanz des Streifens mit Wärme (Heißluft)
• Auftragen und Anpressen des Streifens auf Verschlussklappen

Abb. 10.4.1.74: Prinzip – Tapen von Wellpappe und „Klebenaht“ außen an der Verpackung (Quelle: Eigene Darstellung)
Für die Umsetzung des Heftens muss die Verpackung mit einer Verschlusslasche von rund 35 bis 40 Millimeter ausgestattet sein. Der Abstand von Klammer zu Klammer beträgt in der Regel zwischen 30 und 40 Millimeter.
Durch das Heften werden die Wellpappenklappen unlösbar und relativ stabil miteinander verbunden. Allerdings geschieht dies genau betrachtet nur punktuell – und zwar an der Stelle, wo die Heftklammer eingebracht wird. Als Heftmaterial wird in der Wellpappenverarbeitung veredelter Draht eingesetzt. Der Draht wird durch das Heftgut – das heißt: alle Papierbahnen der Wellpappe – durchgedrückt und auf der Rückseite flach auf das Material aufgepresst oder in der Regel bei Wellpappe in das Material um- beziehungsweise eingerollt.

Abb. 10.4.1.75: prinzipielle Darstellung des Heftens von Wellpappe und „Heftnaht“ außen an der Verpackung (Quelle: Eigene Darstellung)
Der Vorteil der Heftung besteht darin, dass die Klammer durch alle Papierbahnen greift und somit alle verbindet. Beim Gluen und Tapen werden nur die Deckenbahnen verbunden. Allerdings ist die Gefahr gegeben, dass die Packgüter beim Befüllen beziehungsweise Bestücken beschädigt werden können.
Verglichen mit dem Prozess des Tapens und erst recht im Vergleich zum Gluen ist die Produktionsgeschwindigkeit der Heftanlagen am niedrigsten. Die Produktionsgeschwindigkeit hängt von der Verpackungsgröße sowie -form und dem Maschinentyp ab.
Vor Auftragsbearbeitung werden an der Maschine folgende Daten eingegeben beziehungsweise eingestellt:
• Klappenhöhe – das heißt: Beginn des Heftens mit der ersten Klam-mer ist fixiert.
• Klammeranzahl – das heißt: Damit wird der Abstand von Klammer zu Klammer festgelegt.
Im Prozess formt der Heftkopf aus dem von einem Bund abgerollten Draht eine Klammer in U-Form.
Die Klammerteile werden als Rücken und Schenkel bezeichnet. Die Klammerschenkel werden parallel durch alle Papierlagen getrieben und stoßen auf den im Heftaggregat integrierten Tiegel. Die Schenkel erfahren eine links- beziehungsweise rechtsseitige Richtungsänderung und werden zurück in die Wellpappe (Heftlasche) gedrückt.

Abb. 10.4.1.76: prinzipielle Darstellung – Heftklammer vor dem Heften und im Material (Quelle: Eigene Darstellung)
Die normalen Rückenlängen in der Verpackungsindustrie sind 14 oder 17 mm. Die Schenkellängen ergeben sich aus der Heftgutdicke plus der halben Rückenlänge minus etwa 1 mm, sodass sich die Drahtschnittlänge für eine Klammer circa berechnen lässt:
L = 2 • (lR+ s0)
L = Drahtlänge pro Klammer
lR = Länge des Klammerrückens (Rückenlänge)
s0 = Dicke des Heftgutes vor Heftung (Heftgutdicke)
Beispiel:
• Heftgut – BC-Wellpappe → Dicke = 7 mm
• Klammerrücken → Länge = 17 mm

Abb. 10.4.1.77: Prozess des Heftens in der Praxis (Quelle: Fa. Bahmüller)
g) Zählen und Stapeln
Die Faltschachtel ist jetzt gefaltet sowie verschlossen und wird durch Riemen in die nächste Einheit, die Zähl- und Stapelstation, weitergeleitet. Die Stapelbildung erfolgt nach und nach von unten (Abb. 10.4.1.78). Jede gefaltete Faltschachtel durchläuft eine Lichtschranke. Diese sendet Signale zu einem Summenzähler. Wenn eine vorgegebene Zahl erreicht ist, geht der Stapel zur Bündeleinheit oder direkt zum Maschinenaustritt. Alles läuft automatisch ab.

Abb. 10.4.1.78: prinzipielle Darstellung einer Zähl- und Stapelstation von unten (Quelle: Eigene Darstellung)
Speziell bei den Inline-Maschinen, die als Unterfalter arbeiten, erfolgt die Stapelbildung nach und nach von oben (Abb. 10.4.1.79). Das Prinzip unterscheidet sich aber nicht grundlegend, denn auch hier wird beim Erreichen der vorgegebenen Anzahl im Stapel ein Trenner eingeführt – allerdings geschieht dies unter der zuletzt gefalteten Faltkiste. Das darunter befindliche Paket wird durch eine Pressrollstrecke zur Bündeleinheit befördert.

Abb. 10.4.1.79: Prinzip – Zähl- und Stapelstation mit Paketbildung von oben; Fa. Bobst
h) Abnehmen und Ablegen
Das fertige Paket – ungebündelt oder gebündelt – wird manuell oder in der Regel vollautomatisch abgenommen und abgelegt. Robotereinrichtungen greifen die Pakete schonend und legen diese gut ausgerichtet auf den Stapel ab (Abb. 10.4.1.80). Bei Bedarf werden auch Zwischenlagen eingelegt.

Abb. 10.4.1.80: Blick auf vollautomatische Ablage – gebündelte Pakete
(Quelle: https://i1.kknews.cc/SIG=km3ia5/ctp-vzntr/96n00954r74n4168nsrpn4076qqs518o.jpg)
{kind=link}
- Zum Verfassen von Kommentaren bitte anmelden.
10.4.1.7 Qualität – Inline-Fertigung einer Verpackung aus Wellpappe
Im Inliner laufen alle Teilprozesse hintereinander ab. Der Mitarbeiter muss kontinuierlich die Qualität entsprechend der Vorgabe an der gefertigten Verpackung direkt prüfen. Es folgen wichtige ausgewählte Qualitätskriterien zu den einzelnen Teilprozessen.
Qualität – Drucken
1. Art des Druckes
Vergleich des eingerichteten Zuschnitts mit der Druckvorlage unter gleichen Beleuchtungsverhältnissen.
• Druckbild – das heißt: die Vollständigkeit – überprüfen: Es dürfen keine Bildteile, Zeichen oder Buchstaben fehlen.
• Druckstand – das heißt: überprüfen, ob Druckelement auf Kopf steht, ob Druckbild sich außerhalb oder auf Rillung befindet. Es dürfen in der Regel der Tapingstreifen und das später eingesetzte Verpackungsband keine Teile vom Druckbild verdecken.
• Farbe/Farbton: Farbe ist eben nicht, was diese als Farb-Pigment darstellt, sondern wie diese auf das menschliche Auge wirkt beziehungsweise von ihm wahrgenommen wird.
2. Druckausführung
Kontrolle der eigentlichen Druckqualität im Detail mit folgenden Schwerpunkten:
• Quetschränder
• Schärfe des Druckumrisses
• Ausfüllende Fläche/kein Waschbrett
• Sauberkeit (kein Verschmieren der Farbe)
• Passergenauigkeit (Bezeichnung für das standgerechte Drucken mehrerer Druckformen aufeinander, vor allem bei mehrfarbigen Druckarbeiten.)
Die Qualitätskontrolle des Drucks beantwortet zum Beispiel folgende grundlegenden Fragen:
a) Ist auch wirklich alles abgedruckt, was in der Vorlage steht?
b) Ist alles richtig herum gedruckt?
c) Stimmt die Farbe auf dem Produkt dem Augenschein nach mit der Druckvorlage überein?
d) Hat der Druck Quetschränder verursacht?

Abb. 10.4.1.81: Beispiel für keine ausfüllende Farbfläche (Quelle: Eigene Darstellung)

Abb. 10.4.1.82: Beispiel für Verschmieren der Farbe (Quelle: Eigene Darstellung)

Abb. 10.4.1.83: Passerkreuz (Quelle: Eigene Darstellung)
Qualität – Rillen, Schneiden und Stanzen
Rillung nach folgenden Schwerpunkten überprüfen:
• gleichmäßige Prägeform der Rillung, sodass ein problemloses und sauberes Umbiegen der Seitenklappen der Faltschachtel aus Wellpappe möglich ist. Die Rillung knickt an der Stelle, die dafür vorgesehen ist (Konstruktion, Maßgenauigkeit, Automatenverpackung).
• Rillung mittig zu Lage der Schlitze
• Rückstellkräfte, Spannungen im Material zu spüren
• kein Platzen der Innen- und/oder Außenseite beim Umbiegen der Rillung oder in der unmittelbaren Nähe derselben.

Abb. 10.4.1.84: Beispiel für aufgeplatzten Außenriller (Quelle: Eigene Darstellung)
Schnitt- und Stanzqualität nachfolgenden Schwerpunkten überprüfen:
• Beschaffenheit von Schnittkanten – das heißt: saubere und rückstandslose Trennung von Abfallteilen sowie saubere und durchgehende Schnittkanten
• Beschaffenheit der Schlitze – das heißt: saubere und nach Vorgabe ausgeführte Schlitze. Es werden die Schlitztiefe, die Position zum Riller, zur Perforation sowie zum Druckbild geprüft. Der Schlitz muss komplett frei von Abfall sein und saubere Schlitzkanten aufweisen.
Eine wichtige Überprüfung ist die Maßhaltigkeit speziell beim Stanzen, da alle Linien im Stanzwerkzeug enthalten sind. Auch ein Aufplatzen der Innendecke soll beim Stanzen vermieden werden.

Abb. 10.4.1.85: Beispiel für aufgeplatzte Innendecke (Quelle: Eigene Darstellung)
Qualitätskriterien – Falten und Gluen
a) Haltbarkeit der Verklebung mit Klebstoff
Grundsätzlich ist die Verklebung ausreichend, wenn die innige Verbindung der zu verklebenden Innen- und Außendecke stattgefunden hat, also fest genug eingeschätzt wird. Die spezifische Prüfung ist das Aufreißen der Verklebung. Werden die verbundenen Papiere beziehungsweise Papierlagen dabei zerstört beziehungsweise gespalten, so ist die Verklebung als sehr gut zu bewerten.
b) Sauberkeit der Verklebung
Bei zu viel Klebstoff besteht die Gefahr, dass Klebstoffüber die Klebelasche hervorquillt und im Stapel oder auch innerhalb der Verpackung eine Verbindung mit benachbarten Papieren eingeht. Auch ein Einkleben von Abfall (Klebelasche beziehungsweise Rotationsstanze) muss vermieden werden.
c) Klebegenauigkeit
Die Anlage ist so einzurichten, dass die Verklebung an den vorgesehenen Stellen und in der vorgeschriebenen Weise erfolgt. Die Klebegenauigkeit beeinflusst nicht nur die Optik einer Verpackung, sondern in den meisten Fällen auch deren Brauchbarkeit.
– Winkelgenauigkeit der Verklebung: Sind die gemeinsamen Schnittkanten der Boden- beziehungsweise Deck-Klappen bündig?
– Spaltbreite an der Verklebekante: Kann die innere Boden- und Deck-Klappe beim Ausrichten problemlos eingefaltet werden?
Beim Tapen sind zu überprüfen:
– Länge des Taping-Streifens: Dieser muss der „gedachten Schlitztiefe“ angepasst werden und darf nicht zu kurz und nicht zu lang sein (Toleranzbereich).
– Position des Taping-Streifens: Dieser muss mittig platziert sein.
Beim Heften sind zu überprüfen:
– Verformung der Klammern: Diese müssen nach innen eingerollt sein.
– Positionierung der Klammern: Stimmen die Position der ersten Klammer, der Klammerabstand und die Klammeranzahl?
Qualitätskriterien – Stapel, Paketbildung und Bündeln
Beim fertigen Paket müssen Ausrichtung sowie Stückzahl der Verpackungen stimmen. Das Bündelband soll nicht zu straff sein, sodass in der unteren und oberen Verpackung das Band beim Bündeln nicht eindrückt beziehungsweise einschneidet.
- Zum Verfassen von Kommentaren bitte anmelden.
10.4.1.8 Fertigung eines Packmittels aus Wellpappe – in Sondergröße und in Kleinserie
Verpackungen in Kleinserie oder in Sondergrößen werden aus wirtschaftlichen Aspekten und aus Gründen der Form und Größe einer Verpackung nicht über einen Inliner gefertigt. Hier kommen weitere bewährte Anlagen der Wellpappenverarbeitung zum Einsatz.
Für das Vorbereiten (Rillen, Schlitzen, Stanzen) der Formate können dies Anlagen wie ein Slotter, eine Rollenstanze oder ein Boxmaker sein. Muss die Verpackung verschlossen werden, so geht es in der Regel weiter über halbautomatische Verschlussanlagen. Diese arbeiten mit den bekannten Glue-, Taping- und Hefteinrichtungen, welche auch im Inliner angewendet werden. Eine spezielle Anlage ist eine Doppelkopfheftmaschine.
Große Verpackungen meist für den Transportbereich, die über das Format speziell der Breite der Verarbeitungsmaschinen hinausgehen, werden als sogenannte „Zweiteiler“ gefertigt. Zwei Hälften werden manuell zusammengelegt und in die Maschine eingeführt. In einem Prozessgang werden beide Heftprozesse gemeinsam ausgeführt.

Abb. 10.4.1.86: prinzipielle Darstellung des Doppelheftens (Quelle: Fa. Bahmüller)
In der Regel erfordern die genannten Anlagen mehr Personal für die Fertigung einer Verpackung. In vielen Fällen werden die Formate manuell beziehungsweise halbautomatisch zugeführt und die fertigen Verpackungen ebenfalls manuell beziehungsweise halbautomatisch entnommen und abgelegt.
- Zum Verfassen von Kommentaren bitte anmelden.
10.4.2 Weiterverarbeitungsmaschinen für Packmittel aus Karton und Wellpappe

Stanzmaschinen
Handstanztiegel
Zur Herstellung von Stanzzuschnitten (fassonierte Zuschnitte) für Kleinauflagen werden Stanztiegel eingesetzt. Dabei muss jeder Bogen von Hand in die Maschine eingelegt und nach der Bearbeitung auch wieder manuell entnommen werden. Das Ausbrechen des Abfalls und das Trennen der Nutzen erfolgt grundsätzlich von Hand.

Abb. 10.4.2.1: schematische Darstellung eines Schwingstanztiegels (Quelle: Eigene Darstellung)
Aufbau:
1. Grundgestell:
• besteht aus Schweißkonstruktion (selten noch Gusskörper) mit einer schräg liegenden Aufspannfläche für den Bandstahlschnitt.
• besitzt Führungen für die Tiegelschaukel.
2. Tiegelschaukel (Tiegelschwinge):
• aus einer Schweißkonstruktion bestehender Körper mit plan gearbeiteter Aufspannfläche für die Stanzplatte.
• führt die eigentliche Arbeitsbewegung aus.
• sichert über ihre Führungen im Grundgestell ein genau paralleles Anpressen der Stanzplatte an die Aufspannfläche der Stanzform im Grundgestell.
3. Zugstangen:
• Je nach Modell können in den Zugstangen neben den exzentrischen Einstellbuchsen auch Einrichtungen zur Justierung der Parallelität der Tiegelschwinge eingebaut sein.
4. Einstellbuchsen:
• Sie sind unabhängig voneinander einstellbar, sodass entsprechend der Messeranordnung in der Stanzform auch unterschiedliche Drücke links und rechts realisiert werden können.
5. Antriebszahnräder:
• Zahnraduntersetzungen verwenden Pfeilzahnräder und vermindern dadurch ruckartige und geräuschvolle Bewegungen.
Arbeitsweise: Die zu verarbeiteten Materialstapel liegen neben der Maschine.
Arbeitsweise:
Die zu verarbeiteten Materialstapel liegen neben der Maschine. Die Bedienperson entnimmt jeweils einen Bogen vom Stapel und legt diesen auf die Oberfläche der Gegenstanzplatte. Für eine genaue Anlage dienen Anlegemarken. Durch Tasterbetätigung auf dem Frontschutzbügel oder einem hängenden Bedientableau wird die Tiegelschaukel durch die beiden Zugstangen gegen den auf der Aufspannfläche des Grundgestells befestigten Bandstahlschnitt gezogen und dadurch bearbeitet.
Bei großen Zuschnitten wird entweder mit zwei Personen eingelegt oder es wird im Einzelhub gefertigt. Bei normalgroßen Stanzformaten wird im Dauergang mit einer von der Bedienperson gewählten Verzögerung gefahren.

Abb. 10.4.2.2: Produktion bei der Bunkus GmbH. (Quelle: Klaus Markward)
Die Einzelnutzen dürfen nicht ganz getrennt werden, weil sie sonst beim Entnehmen und Ablegen des Bogens abfallen könnten. Deshalb müssen die Schneidlinien im Werkzeug durch Haltepunkte unterbrochen werden. Das Ausbrechen der Zuschnitte, das Entfernen des Stanzrandes und der Abfallstücke muss in einem separaten Arbeitsgang unabhängig von der Maschine in Handarbeit erfolgen.
Schutzeinrichtungen:
Stand der Technik sind heute Laserscanner an der Maschine, die beide Seiten und den Bereich zwischen Oberkante Stanzplatte am Grundgestell sowie der Vorderkante der Tiegelschwinge überwachen. Außerdem kommen Schutzbügel, Plexiglasabdeckungen, Begrenzungstische beziehungsweise Trittmatten zum Einsatz.

Abb. 10.4.2.3: Handstanztiegel mit Trittschutzmatten (Quelle: Eigene Darstellung)

Abb. 10.4.2.4: Handstanztiegel mit Laser-Sicherheitssystem (Quelle: Eigene Darstellung)
Vorteile dieses Systems:
- Stark verkürzte Reaktionszeiten
- sofortiges sicheres Abschalten
- optimale Zugänglichkeit des Tiegels
- komplett freie Arbeitsebene
- Gitter entfallen
- ungehindertes freies Einlegen des Bogens
- geringerer Platzbedarf
- Trittschutzmatten und Bügel entfallen
Flachbettstanze
Diese Maschinen werden auch als Vertikalstanzautomaten beziehungsweise Autoplatinen bezeichnet. Sie werden für größere Auflagen eingesetzt.
Es wird grundsätzlich immer nur ein Bogen, der automatisch einem Stapel entnommen, durch die Maschine gezogen und auf einen Stapel abgelegt wird, bearbeitet. Die Bogen mit mehreren Nutzen können gleichzeitig gestanzt, gerillt, perforiert oder geprägt werden. Von der Planlage der Bogen hängt maßgeblich die Leistung, die Passergenauigkeit von Druck und Stanzung sowie der störungsfreie Lauf der Maschinen ab.
Flachbettstanzen werden zur Verarbeitung von Karton, Voll- und Wellpappe eingesetzt. Sie werden von unterschiedlichsten Herstellern (z.B. Bobst, Heidelberg) gebaut. Die Bogenformate liegen von 580 mm x 450 mm bei Karton bis zu 2100 mm x 1300 mm bei Wellpappe. Die zu verarbeitenden Materialien können eine flächenbezogene Masse von 80 – 3000 g/m² haben und eine Dicke von 0,1 – 10 mm aufweisen. Die Verarbeitungsgeschwindigkeiten liegen zwischen 3000 – 10000 Bogen/Stunde. Die Stanzkraft einer Maschine kann je nach Größe bis 500 t reichen.
Hier eine Aufstellung gängiger Maschinendaten:
Abb. 10.4.2.5: Aufstellung gängiger Maschinendaten (Quelle: Bobst Group SA)
Vorteile dieses Systems:
Flachbettstanzen eignen sich bestens für die Produktion von:
• hohen Auflagen
• Schleppnutzen
• komplizierten Zuschnitten, die sauber vom Abfall getrennt, exakt gefertigt und gezählt werden.
Die Produktivität einer Flachbettstanze hängt wesentlich von folgenden Faktoren ab:
• Maschinenzustand und technische Ausrüstung
• Ausbildung der Maschinenbesatzung
• Qualität und Planlage der eingesetzten Formate
• Organisation des gesamten Umfeldes (Werkzeuge, Farben, Klischees)
• Wartung und Instandhaltung

Abb. 10.4.2.6: Zuordnung der einzelnen Maschinenabschnitte (Quelle: Bobst Group SA)
Arbeitsweise:
Eine Flachbettstanze besitzt einen Antriebsstrang mit Antriebsmotor, Schwungrad und Wellen sowie Kupplung, Bremse und Sicherheitsschnecke und einen Transportstrang mit Kette und Greiferwagen (Balken) mit Sicherheitsverriegelung. Der unterste Bogen eines Stapels wird durch eine Einlassschranke (Einstellung auf Materialstärke) mittels einer Ansaugplatte den Greiferstangen zugeführt.
Die Greiferstangen sind mit mechanischen Greifern ausgerüstet, die sich öffnen, den Bogen erfassen und festklemmen. Die Greiferstangen werden von zwei parallel laufenden Ketten durch die Maschine geführt. Der Bogen wird so von Station zu Station durch die gesamte Maschine bis zur Greiferrandabtrennung geführt.

Abb. 10.4.2.7: Zu sehen sind hier Greifer. Diese greifen den Bogen und transportieren ihn durch die Maschine. (Quelle: Bobst Group SA)

Abb. 10.4.2.8: Greiferstange mit den Greifern (Quelle: Bobst Group SA)
Arbeitsgänge:
• Beschicken und Anlegen
• Stanzen (Fassonieren)
• Ausbrechen
• Greiferrandabtrennung
• Ablage
• Nutzen trennen (maschinell oder manuell)
Die Maschinenstationen haben folgende Aufgaben zu erfüllen:
Beschicker: Insbesondere bei großen Formaten beziehungsweise schwerer Wellpappe wurde das Einlegen von Hand automatisiert. Der Stapel läuft auf der Rollenbahn in die Anlage mit Hebebühne. Ein Schieber bewegt ein Paket Wellpappe zum Einschub auf einen Tisch der Stanzmaschine. Dort erfolgt durch Riemen und einen beweglichen Anschlag die Schuppung der Bogen; diese werden durch Förder-bänder in den Einschub der Stanzmaschine gebracht.

Abb. 10.4.2.9: automatische Stapelzuführung in das Anlagesystem (Bogenzuführung)
(Quelle: Bobst Group SA)
Registersystem (Power Register): Dieses System ermöglicht eine Stanzung, die genau dem Druckbild entsprechend durchgeführt wird. Die Ausrichtung erfolgt anhand der Bogenvorder- beziehungsweise Seitenkante oder durch eine Kontrollkamera, die die Position der Druck- und Stanzmarken liest. Bogen, die außerhalb der Toleranz liegen, werden über eine Ausschleusestation ausgeschieden.

Abb. 10.4.2.10: Power-Register II
(Quelle: Bobst Group SA)

Abb. 10.4.2.11: Registerkontrolle durch Kamera (Quelle: Bobst.com)
Die Vorteile der Kontrolle durch eine Kamera bei der Produktion, bereitgestellt von Keyence.
Einschub: Er besteht aus einem vorderen Anschlag mit Einlassschranke, den Seitenanschlägen (Geraderichter gegebenenfalls mit Gebläse für sicheres Zuführen von dünnem Material), der hinteren Bogenabstützung und gegebenenfalls hinteren Geraderichtern für eine perfekte Bogenausrichtung. Der Einschub erfolgt mit Saugplatte und teilweise mit Teleskopsaugnäpfen.

Abb. 10.4.2.12: Einschub (Quelle: bobst.com)

Abb. 10.4.2.13: Seitenanschläge mit Geraderichter (Quelle: bobst.com)

Abb. 10.4.2.14: hintere Bogenabstützung (Quelle: bobst.com)

Abb. 10.4.2.15: Saugplatte (Quelle: bobst.com)

Abb. 10.4.2.16: Stanztiegel (Quelle: bobst.com)
Die Stanzbewegung wird senkrecht (vertikal) ausgeführt. Die Stanzform wird mit den Messern und biegevorbereitenden Linien nach unten hängend in einen Schließrahmen montiert.

Abb. 10.4.2.17: linkes Bild – die Montage der Stanzform im Schließrahmen ist korrekt ausgeführt. Rechtes Bild – die Befestigungsschrauben sind zu stark angezogen, somit hat sich der Schließrahmen verzogen. (Quelle: Bobst Group SA)

Abb. 10.4.2.18: Im oberen Schaubild sind in der Stanzform keine Druckausgleichslinien eingesetzt, der Stanztiegel wird ungleich belastet. Um dieses zu verhindern, werden Stanzlinien eingebaut (untere Abbildung). (Quelle: Bobst Group SA)
Hierbei unterscheidet man folgende Vertikalstanzsysteme:
1. Bewegter Untertisch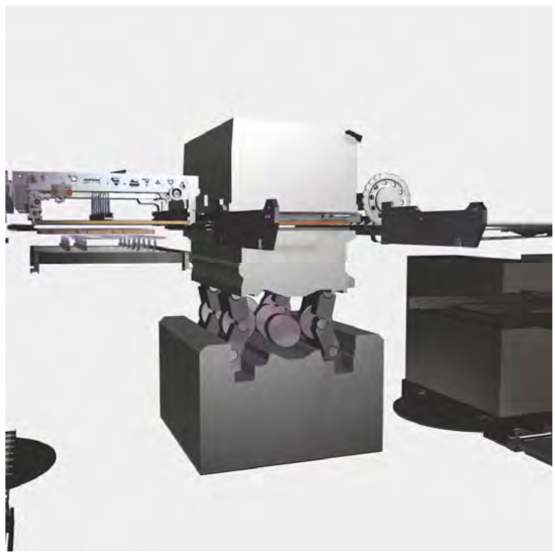
Abb. 10.4.2.19: bewegter Untertisch (Quelle: Bobst Group SA)
Ein beweglicher Stahltisch (Tiegel) wird durch vier Pleuelstangen und vier Kniehebelgelenke nach oben, d.h. gegen die Stanzform, gedrückt. Beim Absenken des Tiegels muss die Gummierung den Bogen aus der Stanzform drücken.
2. Bewegter Obertisch (System Heidelberg):
Abb. 10.4.2.20: bewegter Obertisch (Quelle: Eigene Darstellung)
Der Obertisch wird von einem Exzenterwellenantrieb gegen die schwere ruhende Masse des Untertisches bewegt. Damit bewegt sich der zu verarbeitende Bogen immer horizontal auf einer Ebene durch die Maschine.
3. Ausbrechstation:
Abb. 10.4.2.21: Ausbrechstation (Quelle: Bobst Group SA)
In dieser Station werden die Abfälle am Bogenrand (links, rechts, hinten) und innerhalb der Nutzen ausgestoßen. Es bleibt nur der für den Weitertransport notwendige Greiferrand mit den anhängenden Nutzen verbunden.
Das Ausbrechwerkzeug für Wellpappbogen besteht aus zwei Teilen: Das untere (auch „mittlere“ genannt) Ausbrechbrett ist eine 12 mm dicke Sperrholzplatte, auf der alle im Zuschnitt auszustoßenden Teile sichtbar sind. Das obere Ausbrechwerkzeug besteht aus einer 15 mm dicken Sperrholzplatte, auf der die Konturen der Verpackung aufgebracht sind. An den Stellen, wo Abfall durch das untere Werkzeug ausgestoßen werden soll, befinden sich Ausbrechstifte, Ausbrechstreifen aus Metall oder Holzteile. Schaumgummiblöcke oder -streifen dienen als Niederhalter und verhindern, dass sich die gestanzten Zuschnitte im oberen Ausbrechwerkzeug festklemmen.
Die beiden Werkzeuge liegen bei der Produktion übereinander. Der Wellpappbogen wird mit der Greiferschiene zwischen die beiden Werkzeuge eingeführt. Der Hub des Stanztiegels wird über Hebel in die Ausbrechstation übertragen und damit der Abfall von oben nach unten durch das untere Ausbrech-werkzeug ausgestoßen.
Abtrennen des Greiferrandes: Die Greiferschiene fährt nach dem Ausbrechvorgang in die Abtrenn-vorrichtung des Greiferrandes. Der Greiferrand ist noch über kleine Materialbrücken mit dem Bogen verbunden.

Abb. 10.4.2.22: In diesem Segment wird der gestanzte und ausgebrochene Bogen vom Greiferrand abgetrennt und je nach Einstellung als gezähltes Paket abgelegt. (Quelle: Bobst Group SA)
Je nach Maschinenhersteller und -typ kann das Abquetschen der Haltepunkte auch durch die Bewegung des Greiferbretts gegen eine Stahlkante erfolgen. Zum Abschlagen des Greiferrandes ist ein auftragsbezogenes oberes und unteres Abschlagbrett einzusetzen. Die Bretter bestehen aus 15 Millimeter dickem Sperrholz oder Multiplexplatten. Die Distanz zur Stanzkontur ist je nach Material unterschiedlich. Im Allgemeinen gilt: Je steifer das Material, desto größer ist die Distanz.
Der gestanzte Bogen fällt auf die Zähleinrichtung und läuft als Paket in die Nutzentrennstation. Der Greiferrandstreifen verbleibt in der Greiferschiene und wird nach dem Öffnen der Greiferfedern seitlich aus der Maschine ausgestoßen.
Ablage: Die Maschine verfügt über eine Ganzbogenablage für ausgebrochene oder nicht ausgebrochene Bogen. Hier kann die Anzahl der übereinander gelegten Zuschnitte bestimmt werden. Die Anzahl wird vom einrichtenden Personal in Abhängigkeit von der Materialstärke oder nach Kundenwunsch eingestellt. Danach kann alternativ die Nutzentrennung in der Maschine erfolgen.
Nutzentrennstation: Diese Station ermöglicht das Trennen der Nutzen in Längs- und Querrichtung. Das kann durch auftragsbezogene oder individuell verstellbare Werkzeuge erfolgen.

Abb.: 10.4.2.23: Nutzentrennstation mit Nutzentrennwerkzeug (Quelle: Bobst Group SA)
Der Stapel kommt aus der Ablage, wird bis in die Mitte der Station geführt. Mittels Stempel wird der vordere und hintere Nutzen gehalten, der vordere und hintere Tisch knickt nach unten und trennt somit den vorderen von den weiteren Schleppnutzen. Der abgetrennte Nutzen wird zum Drehtisch transportiert und um 90 Grad gedreht. Es folgt eine weitere Nutzentrennstation, die die einzelnen Nutzen, die vor dem Drehen neben einander und jetzt hintereinander liegen, trennen kann.


Abb. 10.4.2.24: Arbeitsweise einer Nutzentrennstation ohne Nutzentrennwerkzeit (Quelle: Fa. Cartoflex GmbH)
Auflistung der Werkzeuge
Abb. 10.4.2.25: Stanzwerke in der Übersicht (Quelle: Bobst Group SA)
Sicherheits- und Schutzvorrichtungen:
1. Fotoelektrische Zellen am Ausgang vom Stanztiegel und der Abfallausbrechstation überwachen den Weitertransport der Bogen.
2. Elektromechanische Auslösevorrichtungen stoppen die Maschine bei:
• Fehlanlagen
• Ablösen des Bogens aus den Greifern (im Stanztiegel oder der Ausbrechstation)
• Verstopfungen des Durchganges der Greiferstangen
• Überlastungen
3. Lichtsignale informieren den Maschinenführer über die Ursache des Stillstandes.
4. Die Maschinen arbeiten nur bei geschlossenen Schutzgittern.
5. Der Kettenantrieb ist durch eine Kugelrutschkupplung gesichert – das heißt: Bei Verstopfungen wird das Kettensystem des Bogentransports ausgelöst, und die Maschine wird gestoppt.
Für jede Maschine und von jedem Hersteller gibt es individuelle Wartungspläne, die unbedingt eingehalten werden sollten. Denn nur eine sehr gut gepflegte Maschine kann den hohen qualitativen Ansprüchen genügen. Pflege, Schmierung, Öl- und Filterwechsel usw. – dieser allgemeine Wartungsservice umfasst alle regelmäßig vorzunehmenden Servicearbeiten, welche die einwandfreie Funktion der Maschine garantieren. Praktische Anleitungen ermöglichen es, die Servicearbeiten selbst vorzunehmen. Diese Wartungsarbeiten werden in der Regel dokumentiert.
Hier nun Auszug aus einem Wartungsplan (der Firma Cartoflex GmbH, Lüneburg)

Abb. 10.4.2.26: Auszüge aus einem Wartungsplan (Quelle: Fa. Cartoflex GmbH)

Abb. 10.4.2.27: Inline-Fertigung „Masterline“: alle Maschinenstationen von der Beschickung bis zur Palettierung im Überblick (Quelle: Bobst Group SA)
Die Inline-Fertigung mit der „MASTERLINE“ ermöglicht das Drucken und Stanzen in einem
Arbeitsdurchgang mit einer Leistung von bis zu 7500 Bogen/h. Eine komplette Verarbeitungslinie „MASTERLINE" besteht in der Regel aus folgenden Komponenten:
• Automatischer Beschicker,
• Druckmaschine mit bis zu 8 Farben,
• Stanzautomat Autoplatine® (Die präzise und stabile Stanzkraftübertragung benötigt weniger Zurichtung und schont die Werkzeuge.),
• Nutzentrenner mit automatischer Lagenbildung,
• Palettierer.
Hier die Erklärungen der einzelnen Baugruppen (vgl. dazu Abb. 10.4.2.27):
Vollautomatischer Beschicker (LOADER)
Er zentriert den Stapel bereits beim Einlauf. Der eingefahrene Stapel wird bis auf den letzten Bogen in Pakete mit einer Höhe von wahlweise 40 – 250 mm separiert. Das letzte Paket einer Palette wird auf einen Zwischentisch deponiert. Hierdurch kann eine kontinuierliche Bogenzuführung bei maximaler Geschwindigkeit ohne Unterbrechung beim Stapelwechsel erzielt werden.
Druckmaschine (Masterflex) bis zu acht Farben
Diese Druckmaschine arbeitet im Flexodruck-Verfahren. Mehr darüber im Kapitel „9.2 Industrielle Druckverfahren“.
Stanzautomat – Autoplatine „Mastercut“
Mehr über diesen Stanzautomaten auf den Seiten der Bobst Group: https://www.bobst.com/dede/produkte/stanzen/flachbettstanzen/uebersicht/machine/mastercut-21/#.XPTkaC1XaL5
Nutzentrenner (BREAKER) und automatische Lagenbildung
Der Breaker kann Nutzen mit einem Minimalmaß von 200 x 200 mm mit geringstem Druck trennen und hinterlässt keine Markierungen auf den obersten Bogen. Hinter dem Nutzentrenner besteht die Möglichkeit für eine halb- oder vollautomatische Lagenbildung.
Lagenverdoppler
Die aus der Ablage und dem Nutzentrenner kommenden Stapel können hier bis zu einer Höhe von 600 Millimeter übereinandergelegt werden.
Palettierer (PALLETIZER)
Durch die Ausrichtung von allen vier Seiten sorgt der Palettierer für eine perfekte Stapelqualität. Die automatische Zuführung von Schutzbogen sichert die Stabilität des Stapels während des Transports. Durch die vollständige Automatisierung der Produktionsanlage wird ein maximaler Produktionsausstoß an bedruckten Zuschnitten bei optimaler Qualität erreicht. Es gibt eine Reihe von Eigenschaften und Stanzmaschinenerweiterungen, die die Rüstzeiten verringern.
Centerline
Die Ausrüstung mit „Centerline“ garantiert eine schnelle und genaue Werkzeugpositionierung. Durch die Verwendung eines feststehenden Referenzpunktes, auf den sich alle beweglichen Elemente der Maschine beziehen, können die Werkzeuge außerhalb der Maschine vorgerüstet werden. Referenzpunkte sind die Maschinenachse und die erste Stanzlinie.
Die Werkzeuge sind mit Zentrier- und Centerlinekerben ausgerüstet und ermöglichen so das Zentrieren der Werkzeuge im Schließrahmen beziehungsweise in der Maschine.
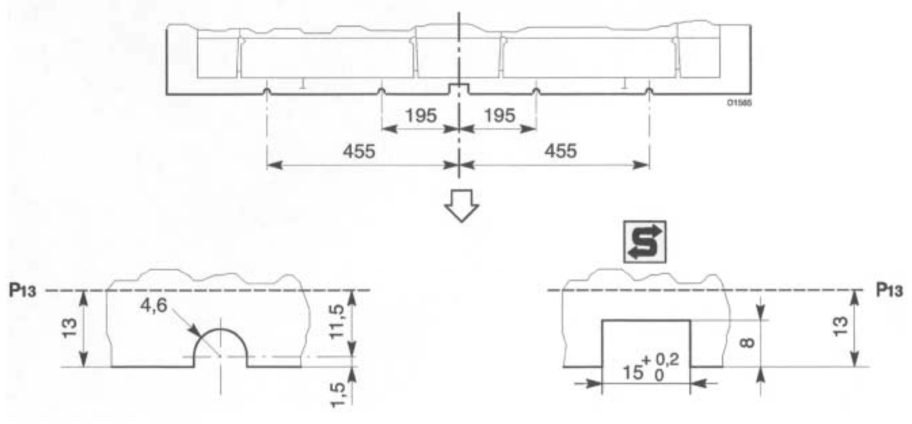
Abb. 10.4.2.28: Schaubild „Zentrier- und Centerlinekerben“ (Quelle: Bobst ABC, Bobst Group SA)
Der Schließrahmen ist mit einem vordefinierten Lochschema versehen, hier werden die Werkzeuge mit dem Schließrahmen verbunden.

Abb. 10.4.2.29: Schaubild „Position der Befestigungslöcher im Schließrahmen“ (Quelle: Bobst ABC, Bobst Group SA)
Schwenkbarer Einrichtetisch
Mit dem schwenkbaren Einrichtetisch vor dem Stanztiegel, Ausbrechstation und der Nutzentrennung kann während der Produktion der Folgeauftrag vorbereitet werden.

Abb. 10.4.2.30: Abbildungen eines schwenkbaren Einrichtetisches (Quelle: Bobst Group SA)
Ausbildung der Riller
Für das zu stanzende Material müssen die richtigen Rilllinien ausgewählt werden. Dabei müssen die Rilllinienhöhe und -breite entsprechend der Materialstärke berücksichtigt werden. Folgende Probleme können hier beispielsweise auftreten:
• Rillwiderstand ist zu hoch: Das kann zu großen Problemen bei der Weiterverarbeitung an der Faltschachtelklebemaschine beziehungsweise an den Verpackungsautomaten führen.
• Aufbrechen der Rillung: Dies ist ein wesentlicher Fehler. Insbesondere auf der Außenseite wird er zu einer Kundenreklamation führen.
• Rillkanal ist zu breit oder zu tief.
• Die Rillung wird unsauber ausgeführt.
Schnittqualität
Eine gute Schnittqualität kann vom Bediener durch Zurichten beeinflusst werden. Die Schnittqualität wird auch maßgeblich vom zu stanzenden Material und der Beschaffenheit der Stanzmesser beeinflusst. Die Schnittqualität sinkt mit dem Verschleiß der Messer und muss deshalb ständig überprüft werden.
Haltepunkte
Die Anzahl der Haltepunkte kann durch das Prinzip des bewegten Obertisches reduziert werden. Die Anzahl ergibt sich aus der Materialstärke, Kartonfaserrichtung und der Materialbeschaffenheit.
Funktionsprüfung
Die Funktionskontrolle ist immer zu Beginn eines Auftrages durchzuführen – diese hat stichprobenartig oder nach den Vorgaben der Qualitätssicherung zu erfolgen.
Gleichmäßigkeit der Nutzen
Die Gleichmäßigkeit der Prägungen und Rillungen auf allen Nutzen ist durch eine sehr geringe Toleranz im Herstellungsverfahren der Ober- und Untertische in der Stanzstation jederzeit gewährleistet.
Prüfkatalog für Verpackungen aus Wellpappe
Prüfmerkmale und Fehlerbewertung für Packmittel aus Wellpappe
(Quelle: Verband der Wellpappen-Industrie e.V., VDW, Auszüge
https://www.wellpappen-industrie.de/data/04_Verband/05_Publikationen/04_Broschueren/VDW_Pruefkatalog_2014.pdf)
Der Prüfkatalog unterscheidet nach folgenden Fehlerarten:
Kritische Fehler (KF): Fehler, bei deren Vorhandensein/Auftreten kritische Folgen wirksam werden können, z. B. sie
• gefährden Menschenleben oder Gesundheit,
• oder verstoßen gegen gesetzliche Bestimmungen,
• oder führen zur Zerstörung oder Veränderung des Füllgutes,
• oder beeinträchtigen erheblich die Zuverlässigkeit der Lagerung
• oder beeinträchtigen erheblich die Effizienz von Produktionswerkzeugen, Abfüll- und Konfektionierungseinrichtungen.
Hauptfehler (HF): Fehler, bei deren Vorhandensein/Auftreten Beeinträchtigungen wirksam werden können, z. B. sie
• führen zur Funktionsuntüchtigkeit und somit zum Ausfall des Packmittels/der Packung,
• oder haben Reklamationen seitens des Abnehmers zur Folge,
• oder rufen Leistungsminderung in der Produktion hervor
• oder beeinträchtigen die Effizienz von Produktionswerkzeugen, Abfüll- und Konfektionierungseinrichtungen.
Nebenfehler (NF): Fehler, bei deren Vorhandensein/Auftreten keine wesentlichen Folgen wirksam werden, z. B. sie
• stellen eine allgemeine Qualitätsminderung dar.
Den Fehlerarten werden Fehlerklassen zugeordnet, die wie folgt definiert sind:
• Fehlerklasse 1: Packmittel unbrauchbar
• Fehlerklasse 2A: Brauchbarkeit des Packmittels stark beeinträchtigt
• Fehlerklasse 2B: Brauchbarkeit des Packmittels bedingt beeinträchtigt
• Fehlerklasse 3: Brauchbarkeit des Packmittels wenig beeinträchtigt(...)


- Zum Verfassen von Kommentaren bitte anmelden.
10.5 Herstellung von flexiblen Packmitteln
10.5.1. Beutelmaschinen für Papierbeutel

Abb. 10.5.1: schier unerschöpfliche Designvielfalt – Beutel mit und ohne Flach- beziehungsweise Kordelgriff sowie mit und ohne Sichtfenster. (Quelle: Eigene Darstellung)
Maschinentypen in Anwendung
Zur Herstellung von Beuteln aus Papier werden dem Beuteltyp entsprechende spezifische Maschinen eingesetzt.
1. Flach- und Seitenfaltenbeutelmaschine >> Flach- und Seitenfaltenbeutel
2. Blockbodenbeutelmaschine >> Blockbodenbeutel, Papiertragetaschen mit Griff
3. Kreuzbodenbeutelmaschine >> Kreuzbodenbeutel
4. Spitztütenmaschine >> Spitztüten
Heutzutage dominieren Maschinen für Flach- und Seitenfaltenbeutel, gefolgt von Blockbodenbeutel- und Tragetaschenmaschinen. Spitztütenmaschinen führen ein Nischendasein.

Abb. 10.5.2: Flach- und Seitenfaltenbeutelmaschine MATADOR NG (Quelle: Garant Maschinenhandel GmbH)

Abb. 10.5.3: Blockbodenbeutelmaschine TRIUMPH 2-T8 (Quelle: Garant Maschinenhandel GmbH)

Abb. 10.5.4: Kreuzbodenbeutelmaschine (Quelle: Garant Maschinenhandel GmbH)

Abb. 10.5.5: Spitztütenmaschine (Quelle: Garant Maschinenhandel GmbH)
Da jede Beutelmaschine nur einen gewissen Formatbereich abdeckt, werden zur Herstellung eines Beuteltyps unterschiedlich große Maschinen benötigt. Die heutzutage am meisten eingesetzten Maschinen sind hauptsächlich Typen zur Herstellung von Flach- und Seitenfaltenbeuteln. Diesen folgen mit Abstand Blockbodenbeutel- und Tragetaschenmaschinen. Ende der 90er-Jahre beziehungsweise Anfang 2000 wurde viele Überarbeitungen und Neuentwicklungen im Beutelmaschinenbereich getätigt. Viele mechanische Komponenten wurden durch DC-Servomotoren abgelöst. Als Servomotor werden spezielle Elektromotoren bezeichnet, die die Kontrolle der Winkelposition ihrer Motorwelle sowie der Drehgeschwindigkeit und Beschleunigung erlauben. (Mehr Informationen: https://de.wikipedia.org/wiki/Servomotor) Touchscreens mit produktorientierten Benutzeroberflächen ersetzten konventionelle Bedienpulte. Jobspeicher in der Maschinensteuerung helfen dem Anlagenführer, Rüstzeiten zu minimieren.
Diese Evolution im Beutelmaschinenbereich hat allerdings nicht alle Anlagenzweige erreicht. Kreuzbodenbeutel- und Spitztütenmaschinen sind überwiegend Altbestände und werden zur Herstellung von Retro- und Nischenprodukten eingesetzt. In den 80er-Jahren sind viele Kreuzbodenbeutel- und Spitztütenmaschinen verschrottet worden, da ihre Erzeugnisse im Massenmarkt von Falten- und Blockbodenbeutel abgelöst worden waren. Genutzt wird die Spitztüte heute noch beispielsweise als Packmittel für Pommes Frites; gebräuchlich ist sie auch noch für das Verpacken von Obst und Gemüse auf dem Wochenmarkt oder zum Verpacken von Süßigkeiten auf dem Weihnachtsmarkt oder der Kirmes.
Grundsätzlich arbeiten alle Beutelmaschinen nach dem gleichen Muster: Es beginnt mit der Abwicklung der Außenbahn. Dann folgen das Hintergestell, die Schlauchbildung, die Hauptmaschine und die Ablage. Auch wenn für jeden Beutel ein anderer Maschinentyp benötigt wird, weisen diese doch eine Vielzahl von ähnlichen beziehungsweise gleichen Grundkomponenten auf.
Dazu zählen:
1. Abwicklung mit Bremssystem für die Materialrolle,
2. Bahnführungsteile wie Leitwalzen etc.,
3. Hintergestell zur Aufnahme von verfahrensnotwendigen Stationen wie Vorzug, Perforation, Klebstoffauftrag auf die Längsnaht, Einschnitteinrichtung, Lochung, Daumenloch etc.,
4. Schlauchbildung,
5. Hauptvorzug für den Papierschlauch,
6. Schlauchtrennung und Transport der Schlauchabschitte,
7. Bodenfalz/Bodenmacherzylinder,
8. Bodenklebung,
9. Bodenschließung sowie
10. Ablagetisch mit Zähleinrichtung.
Aufbau Beutelmaschine von der Rolle arbeitend
| 1 | Abwicklung Außenbahn | 4 | Hauptmaschine |
| 2 | Hintergestell | 5 | Ablagetisch |
| 3 | Schlauchbildung |
Abb. 10.5.6: Diese Abbildung zeigt von rechts nach links grundsätzlich die Produktionsschritte einer Beutelmaschine von der Abwicklung der Außenbahn bis zur Ablage des fertigen Beutels. (Quelle: Eigene Darstellung)
Als weitere Gemeinsamkeit kann man die Verarbeitung von Rollenmaterial ansehen. Mehr als 95 Prozent der Beutelmaschinen arbeiten von der Rolle und trennen den Papierschlauch über Perforation oder Rotationsmesser in Einzelabschnitte. In einigen Teilbereichen wie bei Warenversandbeuteln und Papier-tragetaschen gibt es allerdings Maschinenkonstruktionen, die vom Blatt arbeiten und mit Stapelanlegern ausgerüstet sind.
Flach- und Seitenfaltenbeutelmaschinen
 Abb. 10.5.7: Auswahl verschiedener Flach- und Seitenfaltenbeutel mit und ohne Fenster und mit verschiedenen Perforierungen (Quelle: Garant Maschinenhandel GmbH)
Abb. 10.5.7: Auswahl verschiedener Flach- und Seitenfaltenbeutel mit und ohne Fenster und mit verschiedenen Perforierungen (Quelle: Garant Maschinenhandel GmbH)
Flach- und Seitenfaltenbeutel wurden in der Vergangenheit auf verschiedenen Maschinentypen produziert, die sich sehr ähnelten, jedoch unterschiedliche Trennsysteme für den Papierschlauch einsetzten. Dazu zählten Schlägerprinzip, Rotacut [Bisley & French], Teilperforation + rotierendes Messer im Transport und Vollperforation im Hintergestell. In breiter Anwendung ist heute nur noch die Vollperforation im Hintergestell – die Anlagen werden auch als Perforier-und Abreißmaschine bezeichnet. Durch eine vom Endkunden geforderte höhere Komplexität der Packmittel sind viele Maschinen mit Sondereinrichtungen und Zusatzaggregaten ausgestattet.
Maschinelle Fertigung von Flach- und Seitenfaltenbeuteln

Abb. 10.5.8: Flach- und Seitenfaltenbeutelmaschine MATADOR NG mit Bahntrenneinrichtung, Sichtstreifen, Inlinedruckwerk, Heißnadelperforation und Etikettierer (Quelle: Garant Maschinenhandel GmbH)
Abwicklung für die Materialrollen
Da bei der Beutelherstellung überwiegend Rohmaterialien im Endlos-Verfahren verarbeitet werden, benötigt man eine Abwicklung zur Aufnahme der Rollen. Weitere Aufgaben der Abwicklung sind das seitliche Positionieren der Rolle und der Aufbau einer für den Prozess benötigten Bahnspannung, um ein Verlaufen der Bahn zu verhindern (schwimmende Bahn). Diese Eigenschaften werden durch den Einsatz von Seitenregisterverstellung und Bahnspannungsregelung gewährleistet.
| 1 | Schwenkarme (Antriebs- und Bedienungsseite) |
| 2 | Wickelwelle |
| 3 | Materialrolle |
| 4 | Pneumatische Füllpistole |
| 5 | Schiebelager |
Abb. 10.5.9: Komponenten der Materialabwicklung (Quelle: Eigene Darstellung)
Funktionsweise der Bahnspannungsregelung
Um die Materialbahn auf einer annähernd konstanten Spannung zu halten, ist es erforderlich, die Materialrolle während des Abrollens abzubremsen. Das Abbremsen wird durch ein Bremselement zum Beispiel eine Scheibenbremse, eine Magnetpulverbremse oder einen Bremsmotor erreicht. Da der Durchmesser der Materialrolle und damit auch der Angriffspunkt der Bahnzugkraft laufend abnimmt, muss auch das Bremsmoment entsprechend verringert werden. Diese Forderung erfüllt eine Bahnspannungseinrichtung. Die Aufgabe der Einrichtung besteht darin, Bahnspannungsänderungen auszugleichen, die sich durch die Durchmesseränderung der Materialrolle ergeben. Der Ultraschallsensor misst den Abstand zur Materialrolle, aus dem der Durchmesser der Materialrolle berechnet wird.
Am Touch-Panel wird der Sollwert für die Bahnspannung eingegeben. Aus diesem Wert resultiert der erforderliche pneumatische Luftdruck, der durch einen elektropneumatischen Regler auf die Pneumatik-Zylinder (4; SK01) der Pendelwalze (3; SK01) wirkt. Die Pendelwalze (3; SK01) befindet sich in senkrechter Stellung, wenn die Bahnspannung und das Bremsmoment im Gleichgewicht stehen.
Beim Anfahren oder Anhalten der Maschine kann es zu Bahnspannungsschwankungen in der Materialbahn kommen. Bei diesen Schwankungen bewegt sich die Pendelwalze (3; SK01) nach links oder rechts. Bewegt sich die Pendelwalze (3; SK01) sehr weit nach links oder rechts, so ändert sich das Bremsmoment des Bremselementes, um die Pendelwalze (3; SK01) wieder in die Senkrechte Stellung zu bringen.

| 1 | Materialbahn | 2 | Umlenkwalzen |
| 4 | Pneumatikzylinder | 5 | Bremsmotor |
| 3 | Pendelwalze |
Abb. 10.5.10: schematische Darstellung der Bahnspannungsregelung mit Pendelwalze in der Abwicklung
(Quelle: Eigene Darstellung)
Maschinen die Rolle/Rolle arbeiten – zum Beispiel Druckmaschinen und Rollenschneider – benötigen zusätzlich noch einen Aufwickler, der aus der veredelten Materialbahn wieder eine Rolle bildet. Für eine störungsfreie Weiterverarbeitung sollten Rollen immer kantengerade und klanghart gewickelt sein.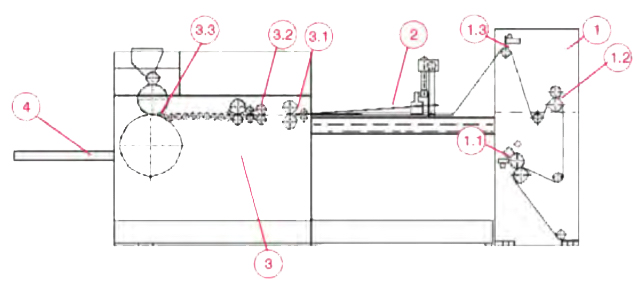
| 1 | Hintergestell | 2 | Schlauchbildung | 3 | Hauptmaschine |
| 1.1 | Vorzug Hintergestell | 3.1 | Hauptvorzug | ||
| 1.2 | Perforierstation | 3.2 | Festhalte- & Abreißstation | ||
| 1.3 | Längsklebung | 3.3 | Bodenklebestation & Falzzylinder | ||
| 4 | Ablagetisch & Zählung |
Abb. 10.5.11: Funktionsblöcke der Hauptmaschine (Quelle: Eigene Darstellung)
Vorzüge
Die Vorzüge im Hintergestell (siehe Position 1.1 im vorangegangenen Schema) und der Hauptmaschine (siehe Position 3.1 im vorangegangenen Schema) sorgen für den Materialtransport/-vorzug in Bahn- beziehungsweise in Schlauchform und bauen die für die im Materialkontakt stehenden Bearbeitungsstationen wie Perforation, Klebstoffauftrag auf die Längsnaht, Schlauchbildung etc. notwendige Bahnspannung auf. Die Bahnspannung kann vom Anlagenführer beeinflusst werden, um unterschiedlichen Materialien gerecht zu werden. Früher ging das mechanisch über Handräder und Drehzahlüberlagerungsgetriebe. Durch den Einsatz von Servomotoren geschieht dies heute auf elektronischem Wege.

Abb. 10.5.12: Vorzug im Hintergestell (Quelle: Eigene Darstellung)

Abb. 10.5.13: Vorzug in der Hauptmaschine (Quelle: Eigene Darstellung)
Perforierstation
Die für die Beutelherstellung benötigte Perforation wird im Hintergestell eingebracht. Die Station besteht in der Regel aus einer gummierten Gegenwalze, die von der Materialbahn umschlungen wird und dem Perforationsbalken, der die Perforiermesser trägt. Der Perforationsbalken kann je nach Ausführung mit ein bis vier Nutzen bestückt werden und wird in der Regel mit einem Servomotor angetrieben. Bei älteren Maschinen muss hier je nach Beutellänge noch eine Umfangsänderung durch den Einsatz unterschiedlicher Zwischenstücke vorgenommen werden. Je nach Ausführung der Perforation lassen sich unterschiedliche Klappenlängen und Klappenformen erzielen. Ohne ausreichende Perforation ist ein sauberes Trennen der Schlauchabschnitte nicht möglich.

Abb. 10.5.14: Perforationsbalken (Quelle: Eigene Darstellung)

Abb. 10.5.15: Perforationsschienen (Quelle: Eigene Darstellung)

Abb. 10.5.16: schematische Darstellung, wie ein Schlauch gefaltet wird, aus dem am Ende durch Perforation Schlauchstücke für die Weiterverarbeitung zu Beuteln entstehen (Quelle: Eigene Darstellung)
Schlauchbildung

Abb. 10.5.17: Schlauchbildung in Richtung Hintergestell (Quelle: Eigene Darstellung)

Abb. 10.5.18: Seitenansicht Schlauchbildung (Quelle: Eigene Darstellung)
In der Schlauchbildung wird die Papierbahn zu einem geklebten Papierschlauch geformt. Der Querschnitt des Papierschlauchs beziehungsweise des Beutels wird durch die Ausführung und Breite des Formatblechs bestimmt. Für Flachbeutel wird nur ein Blech benötigt. Bei Seitenfaltenbeuteln benötigt man ein Formatblech, das aus dem Ober- und Unterblech besteht. Zwischen diesen beiden Blechen werden mit den Seitenfalten-schienen/-rollen die Falten eingelegt. Um die Papierbahn bei der Schlauchbildung sicher führen zu können, kommen noch weitere Elemente wie Führungsstäbe, Anlaufrollen und Schrägrollen zum Einsatz. Formatbleche sind in der Regel Festformate – das heißt: Sie sind in der Schlauchbreite nicht variabel. Die Seitenfaltenbreite kann jedoch durch die Eintauchtiefe der Seitenfaltenschienen -rollen im Formatblech variiert werden. Je nach Maschinenausstattung kann die Schlauchbildung auch zweibahnig erfolgen.

Abb. 10.5.19: Vakuumblech (Quelle: Eigene Darstellung)
Eine weitere Möglichkeit zur Schlauchbildung sind Vakuumbleche. Hier sind die Formatbleche in allen Fällen Festformate – das heißt: Die Seitenfalten sind auch fix. Die Formatbleche sind als Hohlkammerprofil ausgeführt und an bestimmten Stellen mit Vakuumbohrungen versehen, durch die die Papierbahn angesaugt und geführt wird. Bei dieser Art der Schlauchbildung ist die mechanische Belastung der Papierbahn durch Bahnführungsteile sehr reduziert.
Klebstoffauftrag auf die Längsnaht beziehungsweise Längsklebung
Im Schema der Abbildung 10.5.11 ist dies unter Position 1.3 dargestellt.

Abb. 10.5.20: (1) Klebstoffauftragskopf, (2) Vorratsbehälter mit pneumatischer Leimpumpe (Quelle: Eigene Darstellung)

Abb. 10.5.21: Bahnrisssensor (Quelle: Eigene Darstellung)
In der Längsklebung wird eine Klebstoffspur auf eine Materialkante aufgetragen die für den seitlichen Verschluss der zum Schlauch geformten Papierbahn benötigt wird. Die Standardanwendung ist eine Klebstoffdüse, die von einer pneumatisch angetriebenen Düse für Kaltleim gespeist wird. Die Klebstoffauftragsmenge kann stufenlos geregelt werden und wird proportional der Bahngeschwindigkeit angepasst. Bei der Längsklebung von Sichtstreifenbeuteln kommt meistens Hotmelt (Schmelzklebstoff) zum Einsatz.
Festhalte- und Abreißstation (3.2)
(Quelle: Eigene Darstellung)
Die Festhalte- und Abreißstation sorgt für die Trennung der vorperforierten Materialbahn in Einzelabschnitte. In der Regel besteht diese Station aus oberen und unteren Festhaltewalzen, oberen und untere Vorholerwalzen/-rollen sowie oberen und unteren Abreißwalzen. Die Festhaltewalzen laufen immer etwas langsamer als die Bahngeschwindigkeit, um keine Schläge, die beim Abreißen entstehen, in die Bahn zu übertragen. Die Abreißwalzen laufen immer schneller als die Festhaltewalzen, da zum „Abreißen“ des Schlauches immer eine Geschwindigkeitsdifferenz benötigt wird. Der Kontakt zum Schlauch wird über Leisten, die in die Walzen eingefräst beziehungsweise eingeschraubt sind, hergestellt. Die Prozesslänge erstreckt sich nur über einige Grad des Walzenumfangs, da sich sonst – bedingt durch den Geschwindigkeitsunterschied von Bahn zu Festhaltewalzen – ein zu großer Materialstau bilden würde, der von der Vorholerstation nicht mehr ausgeglichen werden kann.

| 1 | obere Festhaltewalze | 1a | untere Festhaltewalze |
| 2 | obere Abreißwalze | 2a | untere Abreißwalze |
Abb. 10.5.23: schematische Darstellung der Vorzug- & Abreißstation (Quelle: Eigene Darstellung)
Bändertransport/Klebstoffauftrag auf den Boden und Bodenklebung/Bodenfalzung
Nach der Trennung des Schlauches in Einzelabschnitte übernimmt ein Zwischentransport mit Bändern oder Rollen die Überleitung des Schlauches zum Falzzylinder. Hier erfolgen die für den Keilboden notwendige Bodenfalzung und der Bodenklebstoffauftrag. Ein Andrückblech sorgt für die Umlegung der Bodenklappe, bevor Transportrollen und Rundriemen für ein sicheres Abstellen des Produktes auf dem Ablagetisch sorgen.
Ablage mit Zählvorrichtung
Beim Abstellen der Beutel auf dem Ablagetisch werden nach einer vorwählbaren Menge Zählmarken gesetzt. Dieses ermöglicht eine gleichbleibende Paketbildung und Befüllung der Umverpackung.

| 1 | Falzzylinder |
| 2 | Falzmesser |
| 3 | Leimschiene |
| 4 | Zange |
| 5 | Andrückblech |
| 6 | Transportrollen |
Abb. 10.5.24: Falzzylinder mit Ablagetisch eine Faltenbeutelmaschine – die Nummerierung zeigt, wo sich was befindet (Quelle: Eigene Darstellung)
Inlinedruckwerke
Flexodruck-Inlinedruckwerke stehen in Line mit der Beutelmaschine. Sie folgen in der Line der Abrollung nach und ermöglichen das Bedrucken der Papierbahn.

Abb. 10.5.25: Inline-Druckwerk LINAFLEX NL (Quelle: Garant Maschinenhandel GmbH)

Abb. 10.5.26: Sichtstreifeneinrichtung: Der durchsichtige Sichtstreifen ist links im Vordergrund auf der Bahn gut zu erkennen. (Quelle: Eigene Darstellung)
Hier wird ein Teil der Papierbahn durch ein transparentes Material (in der Regel OPP) ersetzt. Durch den Sichtstreifen hat man einen Blick auf das Füllgut. OPP steht für „Orientierte Polypropylen-Folie“. Dabei wird eine Folie aus Polypropylen in Längs- oder Querrichtung oder in beide Richtungen (Biaxial) gereckt. Dadurch lässt sich die Stärke und das Gewicht pro Quadratmeter der Folie definieren. Ebenso können durch das Recken der Folie die mechanischen Eigenschaften verbessert, die Transparenz erhöht, die Kältebeständigkeit verbessert und die Gasdurchlässigkeit vermindert werden. (Quelle: www.schweizer-verpackung.ch/html/opp-folie.html)

Abb. 10.5.27: Fensterstanze im betrieblichen Umfeld (Quelle: Eigene Darstellung)
Mit Fensterstanzen kann partiell ein Teil der Papierbahn ausgestanzt werden. Fensterstanzen werden oft mit Zettelgebern oder ähnlichen Aggregaten kombiniert, die ein transparentes Material auf die Bahn applizieren können. Der Zweck ist wie bei der Sichtstreifeneinrichtung eine optische Präsentation des Füllgutes. Der Zettelgeber ist nicht erforderlich, wenn man einen Beutel ohne Fenster produzieren möchte, oder das Loch im Beutel (zum Beispiel bei einem Kerzenbeutel) nicht verschlossen werden soll.
Klappenapparat
Abb. 10.5.28: Beutel mit Klappe. Oben zu sehen sind die Wicket-Lochungen. (Quelle: Eigene Darstellung)
Zur Fertigung von Klappen bezüglich Länge und Lage werden Klappenapparate benötigt. Diese sind in die Maschinen integriert oder nachgeschaltet. Typische Anwendungen sind Geschenkbeutel mit Verschlussstreifen oder Industrieverpackungen wie Brotbeutel mit Thürlings-/Wicketlochung, die maschinell abgefüllt werden.
Thürlings-/Wicketlochungen werden benötigt, um die Beutel maschinell abzufüllen. In die Löcher werden dazu Stahl-Bügel eingeführt und dann aufgehängt. Beutel werden von Herstellern lose oder zu Paketen zusammengefasst geliefert. Dabei werden die Beutel durch Transportdorne, die Löcher an einem Ende (oder Rand) der Beutel durchsetzen und die Beutel als Paket zusammenhalten, geliefert. Diese Löcher mit verschiedenen Durchmessers werden auch „Thürlingslöcher“ genannt. Der Benutzer der Beutel muss den Transportdorn aus dem Beutel-Paket herausziehen und das Paket auf einen Dorn an einer Verpackungsmaschine (Thürlingsmaschine oder andere) aufsetzen.
Lochstanzen
Mit Lochstanzen werden sogenannte Wicket- oder Thürlingslöcher in den Beutel gestanzt. Mit Hilfe dieser Löcher können die Beutelpakete in Auffüllmaschinen aufgenommen werden.
Heißnadelperforation
Die Heißnadelperforation ermöglicht die Einbringung von kleinen Löchern in einen thermoplastischen Werkstoff (zum Beispiel OPP) und wird für die Belüftung des Füllgutes benötigt. Die typische Anwendung ist zum Beispiel die Heißabfüllung von Brot, da es dort zur Bildung von Kondenswasser durch ein „Schwitzen“ des heißen Brotes kommen würde.
Viele thermoplastische Folien wie zum Beispiel PP müssen heiß perforiert werden, um die Reißfestigkeit zu erhalten. Eine elektrisch erhitzte und bahnsynchron angetriebene Nadelwalze in Verbindung mit einer hitzefesten Gegenwalze garantieren absolut runde Löcher mit sauber verschweißten Rändern. (Quelle: https://www.afs.biz/?pid=41&site_usesDetail_cid=12&site_usesDetail_nid=13)
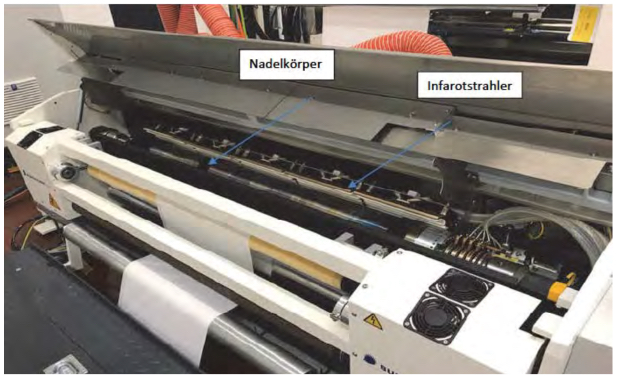
Abb. 10.5.29: Perforieren einer Folie durch Heißnadelperforation (Quelle: Eigene Darstellung)
Verschlussstreifenspender / Etikettierer / Zettelgeber / Netzaggregat
Diese Einrichtungen sind Zusatzaggregate, die unterschiedliche Materialien auf die laufende Materialbahn applizieren können. Das können selbstklebende Etiketten oder Verschlussstreifen sein. Zettelgeber beziehungsweise Netzaggregat kommen meistens in Verbindung mit einer Fensterstanze zum Einsatz. Das in den Beutel gestanzte Fenster wird mit einem durchsichtigen Material hinterlegt, um Sicht auf das Füllgut zu ermöglichen.
Ablagesammler
Abb. 10.5.30: Ablagetisch eine MATADOR NG (Quelle: Garant Maschinenhandel GmbH)
Den Ablagesammler kann man praktisch als Teilautomation, für die Paketbildung und die Paketabnahme bezeichnen. Die Beutelpakete werden nach dem Erreichen der vorgegebenen Stückzahl von der vertikalen in die horizontale Lage gebracht und weiter transportiert, je nach Anforderung kann eine Fädelung beziehungsweise Bündelung nachgeschaltet werden.
Blockbodenbeutel- und Tragebeutelmaschinen
Blockbodenbeutelmaschinen sind seit Anfang der 1950er-Jahre auf dem Markt – und die auf ihnen produzierten Erzeugnisse finden in zahlreichen Verpackungslösungen ihre Anwendung. Blockbodenbeutel werden oft für die industrielle Abfüllung von Zucker, Mehl, Hülsenfrüchte, Kaffee, Tee, Grillkohle, Tiernahrung, Tierhygieneprodukte und Bauprodukte eingesetzt. Durch den sich beim Auffalten entstehenden Boden hat der Blockbodenbeutel sehr gute Standeigenschaften. Er eignet sich hervorragend zum Abfüllen von Schüttgütern.
Der Begriff „Schüttgut“ bezeichnet ein körniges oder auch stückiges Gemenge, das in einer schüttfähigen Form vorliegt. Bestimmt werden die Eigenschaften von Schüttgut durch die Korngröße und die Kornverteilung sowie die Schüttdichte, den Schüttwinkel, die Feuchtigkeit und die Temperatur.
| Rechenbeispiel: Berechnung der Beutelgröße für 1 Kilogramm Mehl 1.000 (Liter) / 610 (min. Fülldichte) = 1,36 l 1,36 l sind 1.360 cm³ / Beutelbreite (10,5 cm) = 129/6,5 cm (Bodenbreite) = 19,926 Schütthöhe bei dem Beutelformat 10,5 cm x 6,5 cm | |||
| Beispielhafte Schüttdichten einiger gängiger Füllgüter (in t/m³) | |||
| Füllgut | Zustand | Min. Fülldichte | Max. Fülldichte |
| Beton | Stein | 2,08 | 2,40 |
| Getreide, Mehl | Mehl | 0,61 | 0,64 |
| Kaffee | geröstet | 0,35 | 0,41 |
| Kochsalz | 0,67 | 0,80 | |
| Sand | DIN, nass | 2,10 | 2,10 |
| Zement | DIN, gerüttelt | 1,90 | 1,90 |
(Quelle: http://www.bv-net.de/deutsch/080_service/08600_schuettguttabelle.htm)

Abb. 10.5.31: Blockbodenbeutel für Lebens- und Genussmittel (Quelle: Garant Maschinenhandel GmbH)

Abb. 10.5.32: Blockbodenbeutel für zum Beispiel Tiernahrung, Kohlen, Gemüse
(Quelle: Garant Maschinenhandel GmbH)
Bedingt durch diese Eigenschaft und dem zusätzlichen ökologischen Aspekt der besseren Umweltverträglichkeit wird der Blockbodenbeutel mit eingeklebten Griffen auch gerne als Alternative zur Polytragetasche eingesetzt.

Abb. 10.5.33: fast unbegrenzte Designvielfalt: Blockbodenbeutel mit Kordel- und Flachgriffen
(Quelle: Garant Maschinenhandel GmbH)
Im englischsprachigen Raum wird der Blockbodenbeutel als SOS-Bag bezeichnet (SOS = in diesem Fall die Abkürzung für „Self Opening System“). Bei den heute erhältlichen Maschinen unterscheidet man zwischen einformatigen und den variablen Maschinen. Erstere werden überwiegend zur Produktion von sehr einfachen Blockbodenbeuteln eingesetzt – dazu zählen Fast Food-Verpackungen. In Europa sind überwiegend formatvariable Maschinen anzutreffen. In dem Segment gibt es dann Klein-, Mittel- und Großformat-Maschinen. Kleine Beutelformate reichen von Beutelbreiten zwischen rund 50 und 230 Millimetern – das entspricht Volumina von 0.15 Litern bis zu 5 Litern. Als mittlere Formate gelten Breiten bis zu 320 Millimetern und Volumina bis zu 10 Litern. Großformate reichen bis zu Breiten von 540 Millimetern und Volumina bis zu 60 Litern.

Abb. 10.5.34: Blockbodenbeutelmaschine TRIUMPH 2 B (Quelle: Garant Maschinenhandel GmbH)

Abb. 10.5.35: Blockbodenbeutelmaschine TRIUMPH 3 MR (Quelle: Garant Maschinenhandel GmbH)
Um den Marktanforderungen gerecht zu werden, können Blockbodenbeutelmaschinen mit einer Vielzahl an Zusatzeinrichtungen kombiniert werden. Ein Großteil wie Fensterstanze, Ablagesammler, Zettelgeber, Netzaggregat, Lochstanze, Sichtstreifeneinrichtung sind identisch oder sehr verwandt mit den in Faltenbeutelmaschinen verwendeten Aggregaten. Weitere Zusatzeinrichtungen wie Tragegriffaggregate, Fütterungseinrichtung, Bodendeckblattaggregat und Rollen-Splicer finden fast nur in Blockbodenbeutelmaschinen Anwendung.
In modernen Wellpappenanlagen erfolgt das Wechseln der Papierrolle automatisch mittels einer Splice-Einrichtung, auch Splicer genannt. Der Name ist von dem Englischen „to splice“ abgeleitet und bedeutet „verbinden“ oder „spleißen“. Das ist ein seemännischer Ausdruck für das Verbinden von Tauen oder zum Einflechten einer Öse. Die neue Bahn wird an die alte fast abgelaufene mit Doppelklebeband befestigt. Heute sind Splicer auf dem Markt, die einen fliegenden Rollenwechsel bei Maschinenlaufgeschwindigkeiten von bis zu 400 m/min ermöglichen. (Quelle: https://www.wellpappe-wissen.de/wissen/wellpappe/wellpappenanlage/splicer.html)
Aufbau einer Blockbodenbeutelmaschine
Wie bei den Faltenbeutelmaschinen erfolgt der Einzug des Rohmaterials endlos von der Rolle. Deswegen sind die Stationen Abrollung, Längsklebung und Schlauchbildung sehr ähnlich, sie sind allerdings den höheren Materialstärken angepasst. Viele Anwendungen sind auch mehrlagig ausgeführt – das bedeutet, dass man mit zwei oder drei Bahnen arbeitet und auch die dementsprechende Zahl an Abrollungen benötigt wird. Produktspezifische Stationen wie Einschnitte für rechteckige Bodenklappen, Querklebung, Längsklebungen, Perforation, Daumenloch etc. sind im Hintergestell beziehungsweise Tragegriffaggregat angeordnet. Der Vorteil einer rechtwinkligen Bodenklappe ist, dass die zu bedru-ckende Fläche im Boden größer wird, dies wird zum Beispiel für einen EAN-Code genutzt. Außerdem wird die zu verklebende Fläche vergrößert. Dadurch erreicht man eine höhere Tragbarkeit im Boden.
Die Längsklebung wird heute nur noch mit Düsen ausgeführt. Daumenlocheinrichtungen kommen nur noch sehr selten zum Einsatz, da überwiegend maschinell abgefüllt wird.
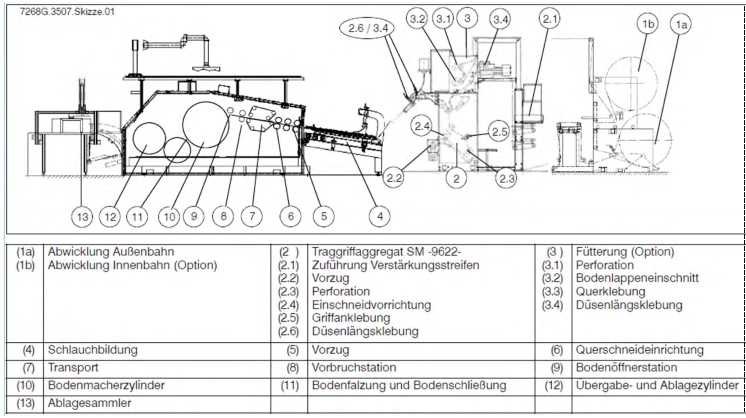
Abb. 10.5.36: schematische Darstellung einer Blockbodenbeutelmaschine (Quelle: Eigene Darstellung)
Die Schlauchbildung kann als Festformat oder mit variabler Breite ausgeführt werden. Das Formatblech besteht aus zwei horizontal konisch zulaufenden Blechen. Zwischen den Blechen stehen die Seitenfaltenrollen, mit denen die Faltentiefe bestimmt wird. Die Materialbahn wird mithilfe von Anlaufrollen und Führungsstäben in dem Formatblech zu einem exakten Seitenfaltenschlauch geformt. In den letzten Jahren kommen immer öfter variable Formatbleche zum Einsatz. Hier ist das Formatblech in Längsrichtung geteilt und getrennt aufgehängt. Durch seitliche Verschiebung der Formatblechhälften lässt sich die Schlauchbreite variieren. Das Ganze erfolgt meistens motorisch und ist in die Maschinensteuerung eingebunden.

Abb. 10.5.37: variable Schlauchbildung (Quelle: Eigene Darstellung)
Der Seitenfaltenschlauch wird über den Hauptvorzug transportiert und der rotierenden Querschneideinrichtung zugeführt. Beides ist in der Regel per Servomotor angetrieben. Änderungen an Abschnittlänge, Bahnspannung, Messergeschwindigkeit werden über das Bedienpanel vorgenommen. Je nach Materialpaarung kommen Glatt- oder Zackenschnitt zum Einsatz. Ob Glatt- oder Zackenschnitt eingesetzt wird, entscheidet der jeweilige Kunde. Wenn der Abnehmer verblockungsfähiges Material einsetzt, wird der Zackenschnitt bevorzugt.
In der Hauptmaschine findet man zwei Prozessgeschwindigkeiten:
VP = Geschwindigkeit Papier = Bahngeschwindigkeit und VT = Geschwindigkeit Takt = Maschinengeschwindigkeit.
Während des Querschneidens hat der Schlauchabschnitt noch Bahngeschwindigkeit und wird über die ersten Transportrollen, die synchron laufen, festgehalten. Die ersten Transportrollen transportieren auch den Abschnitt zum zweiten Transportrollenpaar, das mit Taktgeschwindigkeit läuft. Durch mechanische Kurven werden die zweiten Transportrollen abgesenkt und die ersten Transportrollen angehoben. Dadurch wird der Schlauchabschnitt auf Taktgeschwindigkeit beschleunigt und zur Vorbruchstation transportiert. Hier wird eine Querrillung zur besseren Bodenformung eingebracht; dann wird der Abschnitt zur nächsten Bearbeitungsstation transportiert.

Abb. 10.5.38: sieben Schrittevom Bodenmacherzylinder bis zur Ablage des fertigen Beutels (Quelle: Eigene Darstellung)
Bodendeckblattaggregat
Abb. 10.5.39: Bodendeckblattaggregat (Quelle: Eigene Darstellung)
Zur Verstärkung des Bodens kann auf dem Beutelboden noch ein Deckblatt aufgeklebt werden. Dazu wird oberhalb des Ablagezylinders eine Bodendeckblatteinrichtung angebracht. Hier wird mit einem Schneid- und Saugzylinder ein Blatt von einer Endlosbahn abgeschnitten, mit Klebstoff beaufschlagt und auf den Beutelboden aufgebracht.
Fütterungseinrichtung
Für die Herstellung von Beuteln, die aus mehreren Materiallagen bestehen, werden so genannte Fütterungseinrichtungen benötigt. Hauptkomponente dieser Einrichtungen ist die Querklebung – diese trägt quer zur Laufrichtung Klebstoff auf die Materialbahn auf und ermöglicht somit eine Verbindung der einzelnen Materialbahnen am Beutelrand und Beutelboden. Der Klebstoffauftrag erfolgt im Flexodruckverfahren, deswegen sind die Klebstoffauftragswerke einem Flexodruckwerk sehr ähnlich.

Abb. 10.5.40: Fütterungseinrichtung (Quelle: Eigene Darstellung)

Abb. 10.5.41: Darstellung eines Griffaggregates (Quelle: Eigene Darstellung)
Die nachfolgende Darstellung (Abb. 10.5.42) zeigt schematisch die Bildung eines Kordelgriffaggregates. Griffaggregate gibt es in den Ausführungen „Flachgriff“ oder „Kordelgriff“. Beim Flachgriff handelt es sich um einen mehrfach gefalteten und flach gelegten Papierschlauch. Der Kordelgriff besteht aus einer gedrehten Papierkordel mit drei bis fünf Millimetern Durchmesser und zwei Trägerstreifen, welche die Kordelschlaufe fixieren. Griffaggregate lassen sich in zwei Funktionsblöcke aufteilen, die Griffbildung und die Griffaufbringung. Bei Blockbodenbeuteln mit Griff muss in der Querschneideeinrichtung ein ausgespartes Messer eingesetzt werden, da man sonst die Griffe abtrennen würde. Um jedoch im weiteren Verfahrensablauf eine einwandfreie Trennung der Schlauchabschnitte zu ermöglichen wird beziehungsweise werden die Materialbahn beziehungsweise Bahnen vor Aufbringung der Griffe an vier Punkten vorperforiert. Deswegen ist an der Oberkante des fertigen Beutels oft ein leichter Versatz im Schnittbereich zu erkennen.

| 1 | Beutelmaterial | 2 | Kordelspule |
| 3 | Schlaufenbildung & Trennung der Trägerbahn | 4 | Griffbandzuführung |
| 5/6 | Perforation / Bodeneinschnitt | 7 | Einzelgriffzuführung |
| 8 | Schlauchbildung | 9 | Schlauchabschnitt |
| 10 | Vorbruch | 11 | Bodenöffnung |
| 12 | Bodenklebung | 13 | Bodenschließung |
| 14 | Ablage |
Abb. 10.5.42: die einzelnen Verarbeitungsstufen auf dem Weg zum fertigen Beutel (Quelle: Eigene Darstellung)

Abb. 10.5.43: Kordelgriffaggregat (Quelle: Eigene Darstellung)

Abb. 10.5.44: Abwicklung obere und untere Trägerbahn (Quelle: Eigene Darstellung)

Abb. 10.5.45a: Griffschlaufenbildung (Quelle: Eigene Darstellung)

Abb. 10.5.45b: Griffschlaufenbildung (Quelle: Eigene Darstellung)

Abb. 10.5.45c: Griffschlaufenbildung – Streifenzuführung zur Griffaufbringung (Quelle: Eigene Darstellung)

Abb. 10.5.46: Griffaufbringung mit Hotmeltklebung: Das zugeführte Band wird getrennt, die Griffe werden vereinzelt, der Papierbahn zugeführt und mit Hotmelt auf die Papierbahn geklebt. (Quelle: Eigene Darstellung)
Flachgriffaggregat Abb. 10.5.47: Abwicklung des Griffstreifens (Quelle: Eigene Darstellung)
Abb. 10.5.47: Abwicklung des Griffstreifens (Quelle: Eigene Darstellung)

Abb. 10.5.48: Ablauf Vorrillungen, Klebstoffauftrag, Faltungen (Quelle: Eigene Darstellung)

Abb. 10.5.49: Faltungen Bedienseite, Antriebsseite (Quelle: Eigene Darstellung)

Abb. 10.5.50: Lage von Abschnittmessern, Vorzügen und Streifentransport (Quelle: Eigene Darstellung)
Zur Herstellung der eigentlichen Papiergriffe muss der zuvor gefertigte Schlauch geschnitten und vereinzelt werden.

Abb. 10.5.51: Streifenzuführung zur Griffbildung (Quelle: Eigene Darstellung)
Dieses erfolgt durch zwei Abschnittmesser und dem Griffstreifentransport. Zur Faltung des eigentlichen Griffes muss der Griff quer zur Laufrichtung auf den Henkelbildungszylinder übergeben werden. Von diesem wird er Mittels Vakuum und Greifer festgehalten.

(Quelle: Eigene Darstellung)
Zur einfacheren Faltung des Griffes werden zwei 45 Grad-Falzungen eingebracht. Und mithilfe der Griffbildungsbleche (siehe folgendes Bild) werden der rechte und linke Schenkel des Griffes nach hinten umgeklappt.

(Quelle: Eigene Darstellung)
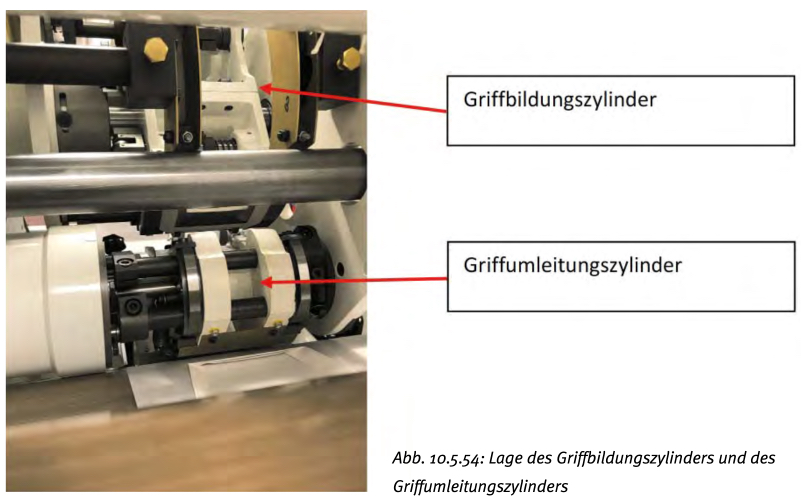
(Quelle: Eigene Darstellung)
Danach erfolgt die Übergabe des Griffes an den Griffumleitzylinder.

(Quelle: Eigene Darstellung)
Zur Erreichung einer höheren Tragkraft kann der Griff noch mit einem Verstärkungsblatt ausgestattet werden.

Abb. 10.5.56: Abwicklung mit Verstärkungsstreifen (Quelle: Eigene Darstellung)

Abb. 10.5.57: Bahnzuführung Verstärkungsstreifen mit 90 Grad-Wendestange und Bahnkantenregelung (Quelle: Eigene Darstellung)

Abb. 10.5.58: Verstärkungszettelaggregat (Quelle: Eigene Darstellung)

10.5.59: Leimkastenaufnahmen und weitere Maschinendetails (Quelle: Eigene Darstellung)

10.5.60: Fertiger (auseinandergenommener) Beutel mit Flachgriffen (Quelle: Eigene Darstellung)
Wie in vielen anderen Bereichen des Lebens hat auch in der Beutelproduktion die Elektrotechnik um sich gegriffen. Letzter Stand der Technik sind Produktionsmaschinen mit Jobspeicher und servomotorischen Einzel sowie Verstellantrieben. Im Gegensatz zu früheren Zeiten konnten die Rüstzeiten auf ein Viertel des ursprünglichen Zeitbedarfs reduziert werden.
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.2 Produktionsmaschinen- und Anlagen für Industriesäcke

Abb. 10.5.2.1: Industriesäcke in verschiedenen Designs (Quelle: Eigene Darstellung)
Industriesäcke (siehe Band 1, Seite 168) werden heute im Füllgewichtsbereich von etwa fünf bis 50 Kilogramm beziehungsweise mit Füllvolumina von rund zwei bis 170 Litern produziert. Die Abgrenzung zum Beutel fällt zunehmend schwerer, da es einerseits immer kleinere Sackformate gibt, andererseits aber auch Gebinde auf Beutelmaschinen produziert werden, deren Füllvolumina im Bereich von Säcken liegen. Flexible Behälter für Füllgewichte, die über 50 Kilogramm (in der Praxis meist 200 bis 1000 Kilogramm) hinausgehen, werden als FIBC bezeichnet. FIBC steht für Flexible Intermediate Bulk Container, umgangssprachlich werden diese auch „Big Bag“ oder „Container Bag“ genannt. Sie werden hier nicht weiter betrachtet.
Säcke bieten den Vorteil eines universell einsetzbaren, einfach zu handhabenden, kostengünstigen und ökologischen Verpackungsmittels für die Verpackung von Schüttgütern. Ihre Hauptverwendungen liegen in den drei Produktsegmenten:
• Baustoffe (Zement, Kalk, Gips) und Mineralien
• Nahrungs- und Tierfuttermittel
• chemische Produkte
Hinzu kommen Sonder-Einsatzfälle wie Müllsäcke, Polstersäcke, Sandsäcke oder Säcke für die Umverpackung.
Im Verhältnis zum Füllvolumen benötigen Säcke nur eine sehr geringe Menge an Verpackungsmaterial. 50 Kilogramm Zement können mit 130 g Papier oder 90 g Polypropylen (PP) sicher transportiert werden, was einem Tara von 0,26 % beziehungsweise 0,18 % entspricht. In der Regel werden sie daher als Einwegverpackung verwendet. Gefüllte Säcke sind durch eine Person ohne Hilfsmittel handhabbar und daher nicht auf hoch entwickelte Transport- und Logistik-Infrastruktur wie Straßen, Schienennetz, Lagerhäuser, Silofahrzeuge, Hebezeuge, Gabelstapler, Paletten usw. angewiesen. Sie kommen dort zum Einsatz, wo Transport- und Umschlagsysteme auf der Basis von Großgebinden (wie zum Beispiel Big-Bags, Octabins oder Silo-Transportfahrzeugen) nicht vorhanden, nicht einsetzbar oder nicht wirtschaftlich sind:
• bei fehlender Verkehrs- und Logistik-Infrastruktur (zum Beispiel in sogenannten Entwicklungsländern),
• bei Unzugänglichkeit des Einsatzorts (beengte Altstadt, Bergbau, Bohrinseln) sowie
• im Falle des Bedarfs von Kleinmengen.
Octabins sind große achteckige Behältnisse für den Transport von Schüttgütern wie Granulat und Ähnliches.
Industriesäcke können als vorgefertigte Säcke bei einem Sackhersteller produziert, zum Verwender transportiert und dort befüllt oder Inline in einem Arbeitsgang aus Flach- oder Schlauchfolie hergestellt, befüllt und verschlossen werden. Dieser Prozess ist als FFS (Form, Fill, Seal) bekannt.

Abb. 10.5.2.2: Form-, Füll- und Verschließanlage (FFS, Quelle: Windmöller & Hölscher)
Als Fügeverfahren für Industriesäcke kommen Näh-, Kleb-, Schweiß- und Heißluft-Siegelprozesse zur Anwendung. Die Auswahl richtet sich primär nach dem Sackwerkstoff und dem Sacktyp, kann aber auch durch wirtschaftliche Überlegungen mitbestimmt werden. Auswahlkriterien für den Sackwerkstoff sind lokale Verfügbarkeit, die Anforderungen hinsichtlich des Produktschutzes, die Optik (das Aussehen) sowie die Kosten.
Papiersackherstellung
Papiersäcke sind weltweit verbreitet und nehmen mit einer Produktionsmenge von jährlich rund 25 Milliarden Stück weltweit den zweiten Platz hinter Bändchengewebesäcken (mehr als 40 Milliarden Stück pro Jahr) ein. Ihre Konstruktion (Format, Sackwandaufbau, Ausstattung) ist äußerst flexibel auf die spezielle Abfüll- und Logistiksituation anpassbar. Leistungsfähige Sackpapiere bieten hohe mechanische Festigkeit, hohe Abfüll-Leistungen durch gute Entlüftbarkeit sowie Rutschfestigkeit und Bedruckbarkeit. Darüber hinaus sind sie temperaturstabil, atmungsaktiv und hygienisch. Spezielle Ausrüstungen, wie zum Beispiel PE-Beschichtungen oder Folienzwischenlagen, erhöhen den Schutz des Produktes vor Umwelteinflüssen oder zielen auf eine attraktive Anmutung.
Papiersäcke werden aus nachwachsenden Rohstoffen hergestellt. Das gilt sowohl für die Sackpapiere als auch für die meisten Klebstoffe. Papiersäcke lassen sich daher nach ihrer Verwendung problemlos recyceln, kompostieren oder verbrennen und verhalten sich neutral in der CO2-Bilanz.
Es gibt eine ganze Reihe von Bauformen für Papiersäcke. Die größte Bedeutung am Markt haben geklebte Kreuzbodensäcke, gefolgt von genähten und geklebten Seitenfaltensäcken. Während Kreuzboden- und Nähsäcke sowohl in der Form von Ventil- als auch oben offenen Säcken auftreten, gibt es geklebte Seitenfaltensäcke (Pinch- und Rollbodensäcke) nur als oben offene Säcke.

Abb. 10.5.2.3: geklebte Seitenfaltensäcke (Pinchsäcke). Rollbodensäcke sehen im fertigen Zustand kaum anders aus. Die Kopfnaht wird nach der Befüllung jedoch fast immer genäht, bei Pinchsäcken geschieht dies nur manchmal. (Quelle: Eigene Darstellung)
Die Auswahl eines konkreten Sackkonzeptes richtet sich nach dem Füllprodukt und der vorhandenen Abfülltechnik, nach logistischen und Marketinggesichtspunkten, aber auch nach Kriterien der Sackproduktion – dazu zählen die Investitionshöhe für die erforderlichen Maschinen, die Stückkosten oder die Losgrößenflexibilität. Die Produktionsweise für geklebte Säcke ist stärker mechanisiert beziehungsweise automatisiert als für Nähsäcke. Sie benötigt daher weniger Personal, ist deutlich produktiver, aber auch kapitalintensiver.
Nähsäcke haben gerade wegen ihrer Personalintensität stark an Bedeutung verloren, halten sich aber noch immer in gewissen Märkten, in denen Personalkosten geringere Bedeutung haben oder Kleinstserien nachgefragt werden. Ein weiterer Nachteil besteht in ihrer geringeren Materialeffizienz, da die Sackwand durch die Nähnaht perforiert und damit geschwächt wird.

Abb. 10.5.2.4: genähte Säcke. Heute wird diese Produktionsmethode in Europa kaum noch eingesetzt. (Quelle: Eigene Darstellung)
Ihre Vorteile liegen in den geringen Investitionskosten für die Produktionsmaschinen, in der äußerst flexiblen Produktionsweise und in der einfachen Wiederverwendbarkeit der Säcke, da sich das Nähgarn rückstandslos und beschädigungsfrei entfernen lässt. Aufgrund der geringen Bedeutung in Europa wird an dieser Stelle auf eine detaillierte Darstellung des Fertigungsprozesses verzichtet. Im Prinzip reichen eine einfache Geradschnitt-Schlauchmaschine und ein oder mehrere Nähtische beziehungsweise Nähautomaten.
Die Herstellung von Papiersäcken erfolgt immer zweistufig: Im ersten Schritt verarbeitet die Schlauchmaschine die Papierbahnen zu Schlauchabschnitten, die im zweiten Schritt mit einer Nähmaschine, einem Pinch-, Rollboden- oder Ventilbodenleger zu Säcken konfektioniert werden. Wurden Papiersäcke zu Beginn früher noch per Hand gefertigt, so verläuft die Produktion inzwischen vollautomatisch. Dies gelang durch die Verknüpfung der Schlauchmaschine mit dem Bodenleger. Bis dahin musste die Übergabe der noch offenen Säcke an den Bodenleger per Hand erfolgen. Papiersäcke werden bereits bedruckt, bevor sie den ersten Arbeitsgang (Durchlauf der Schlauchmaschine) erreicht haben: Der Druck erfolgt entweder direkt, nachdem das Papier die Rolle verlassen hat, im sogenannten Flexo-Vorsatz-Druckwerk oder indirekt auf einer separaten Rolle/Rolle-Druckmaschine. Moderne Universal-Schlauch-maschinen können diverse Arten von Schläuchen herstellen, die sich in der Art des Zuschnitts unterscheiden:
– Geradschnitt-Schläuche
– Staffelschnitt-Schläuche
(Quelle: Gemeinschaft Papiersackindustrie e. V.)
Geklebte Kreuzboden- und Kreuzboden-Ventilsäcke
Diese Bauform macht den Hauptanteil der weltweit produzierten Papiersäcke aus. Die oben offene Version wird als Kreuzbodensack bezeichnet, die geschlossene als Kreuzboden-Ventilsack. Zu ihrer Herstellung sind eine Schlauchmaschine und ein Bodenleger erforderlich. Ventilbodenleger sind Maschinen, die sowohl Ventil- als auch oben offene Säcke produzieren können. Bei Kreuzbodenlegern wurden die Bodenklebstoffauftrags- sowie die Ventil- und Bodendeckblatt-Stationen auf einer Maschinenseite weggelassen, sodass sie nur oben offene Säcke produzieren können.

Abb. 10.5.2.5: Universal-Schlauchmaschine AM 8115 von Windmöller & Hölscher (Quelle: Windmöller & Hölscher)
Schlauchmaschinen
Schlauchmaschinen sind Falt-, Trenn- und Klebemaschinen, die aus rollenförmig aufgewickelten Papierbahnen in einem kontinuierlichen Arbeitsprozess ein- oder mehrlagige Schlauchabschnitte fertigen. Die Abschnitte werden je nach Lagenzahl, Papierstärke und Schlauchkonstruktion zu Paketen von etwa 20 – 100 Schläuchen gesammelt und in regelmäßigen Intervallen aus der Maschine geführt. Schlauchmaschinen werden entsprechend der Trenntechnologie für die Schlauchbahn eingeteilt in:
• Geradschnitt-Schlauchmaschinen
• Staffelschlauchmaschinen
• Staffel- und Geradschnitt-Schlauchmaschinen (Universalmaschinen genannt)

Abb. 10.5.2.6: Schlauchenden Staffelsack (links) und Geradschnittsack (rechts) (Quelle: Eigene Darstellung)
Als heutige Hochleistungs-Sackpapiere noch nicht zur Verfügung standen, wurde der Staffelschlauch beziehungsweise der Staffelsack entwickelt, um die Stabilität des Bodens und die Materialeffizienz zu verbessern. Als Säcke noch aus vier oder mehr Lagen bestanden, war letzteres ein ausschlaggebendes Argument. Dagegen steht der erhöhte Produktionsaufwand: Je nach Sortimentsstruktur musste eine Sackfabrik Dutzende bis Hunderte Sätze Staffelformate beschaffen und bevorraten, da jedes Schlauchformat einen eigenen Satz an Messer- und Querklebeplatten erfordert. Außerdem ist spezifisches Know-how zur Erarbeitung und Gestaltung der Staffelkonturen nötig, und auch bei der Produktion muss auf die Anforderungen der Staffelung Rücksicht genommen werden. Mit der Einführung von Hochleistungs-Sackpapieren und der daraus resultierenden Reduzierung der Lagenzahl hat das Argument der Materialersparnis durch Staffelung an Bedeutung verloren. Geradschnittsäcke lassen sich problemloser, schneller und mit weniger Prozessaufwand produzieren. Geradschnittsäcke benötigen aber zur Bodenverstärkung ein Bodendeckblatt; die dafür erforderlichen Aggregate sind zumindest in Europa heute Standard.
Schlauchmaschinen bestehen in der Regel aus folgenden Funktionsbaugruppen:
| 1 | Abwicklung mit Abwickelständern | 5 | Bahnbearbeitungsstation mit (in Laufrichtung): • Entlüftungsperforation (Nadelwalzen) • Bahnvorzügen • Abrissperforation • Querklebung • Registerwalzen • Längsklebung (optional: Daumenausschnittstation) |
| 2 | Bahnzuggeregelter Umfangsantrieb für das kontrollierte Abwickeln dünner Folien | 6 | Schlauchbildung |
| 3 | Umlenkwalzenständer | 7 | Schneid- und / oder Abreißwerk |
| 4 | Bahnlaufregeleinrichtung | 8 | Paketablage mit Ablagetisch |
Abb. 10.5.2.7: technologisches Schema einer W&H Schlauchmaschine. (Quelle: Eigene Darstellung)
* Druckwerke sind nicht in allen Linien integriert.
In vielen Fällen erfolgt die Schlauchproduktion bereits mit vorbedruckten Bahnen. Druckwerke werden hier je nach Bedarf inline betrieben. Alternativ dazu gibt es separate Druckmaschinen, die Rolle auf Rolle arbeiten. Die Rollen werden in diesem Fall an die Schlauchproduktion geliefert. Druckwerke kommen beispielsweise in der Zementsackproduktion zum Einsatz, wo hohe Auflagen in einfachem Druck hergestellt werden. Vorgedruckte Rollen werden in der Regel dort verwendet, wo höhere Druckqualitäten gefordert sind.
Im Folgenden werden die in der vorangegangenen Abb. 10.5.2.7 aufgeführten Baugruppen kurz dargestellt:
1. Die Aufgabe der Abwicklung besteht in der Bereitstellung der Bahnen aus dem „Arbeitsspeicher Rolle“ für die Verarbeitung. Sie besteht aus hintereinander angeordneten, seitlich um jeweils 30 mm versetzten Abwickelstellen mit je einer zusätzlichen ausschwenkbaren Wickelposition für schnelleren Rollenwechsel. Der Versatz dient dazu, die Längsnähte der einzelnen Lagen im Schlauch um diesen Betrag zu staffeln, um jede Lage mit sich selbst verkleben zu können. Jede Abwickelstelle ist mit einer Bahnbremse im Fuß des Gestells ausgerüstet, die bei einem Bahnriss oder Not-Halt die Bahnspannung innerhalb der Maschine aufrechterhält.
2. Der Umfangsantrieb (umgangssprachlich: 4-Quadranten-Antrieb) ist in der Lage, die Materialrolle mithilfe zweier angetriebener Laufräder zu beschleunigen oder abzubremsen, wahlweise in beiden Drehrichtungen. Sein Ansteuersignal bezieht er von einer Pendelwalze, die auf der Materialbahn aufliegt. Dadurch ist es möglich, die Bahnspannung zwischen dieser Abwickelstelle und dem Bahnbearbeitungsteil sehr feinfühlig zu regeln. Benötigt wird diese Funktion bei der Verarbeitung dünner und dehnbarer Materialien, wie zum Beispiel PE-HD-Sperrschicht-Folien. PE-HD ist die Abkürzung für High Density Polyethylen, also Polyethylen hoher Dichte.
3. Im Umlenkwalzenständer werden die einzelnen Lagen in ihre jeweilige Bearbeitungsebene gelenkt. Er besteht aus einem Leitwalzensatz, der in einem einfachen Gestell am Boden montiert ist.
4. Die Bahnlaufregelung gleicht seitlichen Verlauf der einzelnen Papier- oder Folienbahnen aus, der durch unregelmäßige Spannungsverteilungen im Material verursacht wird. Auf diese Weise sorgt sie für eine konstante seitliche Positionierung der Lagen relativ zu den Bahnbearbeitungswerkzeugen und damit für eine spezifikationsgerechte Schlauchgeometrie. Jede Lage verfügt bzw. besteht aus
– über ein Steuerwalzenpaar, das wie ein Fahrradlenker in der Bahnlaufebene schwenkbar ist,
– einem am Gestell angebrachten, nach Bahnbreite einstellbaren Bahnkantensensor,
– einem Auswertegerät,
– einem Stellantrieb für das Steuerwalzenpaar.
Vor dem Einlauf in die Einheit sind vertikal schwenkbare, gebogene Bügelstangen (Bananenform) angebracht, um eventuelle Falten im Material zu beseitigen.

Abb. 10.5.2.8: Bahnlaufregelung einer Vierlagen-Schlauchmaschine mit vorgeschalteten Bügelstangen (Quelle: Eigene Darstellung)
5. In der Bahnbearbeitungsstation sind alle Arbeitsschritte zusammengefasst, die an der flachen Bahn stattfinden:
Am Einlauf der Bahnbearbeitung sind häufig die Stationen für die (optionale) Flächennadelung untergebracht. Die Flächennadelung wird nicht bei allen Säcken durchgeführt. Das ist von den Kundenwünschen und der Sackbauart abhängig. Oben offene Säcke oder Ventilsäcke aus hochporösem Papier werden in der Regel nicht genadelt. Die Stationen für die Flächennadelung bestehen jeweils aus einer Nuten- oder Bürstenwalze, über die die Bahn läuft, sowie einer nicht angetriebenen Nadelwalze. Die Flächennadelung dient dazu, die Bahn mit Entlüftungslöchern zu versehen. Je nach gewünschter Luft-Durchsatzrate kann die Besatzdichte der Walzen variieren; üblich sind 12,5 x 12,5 mm oder 25 x 25 mm Nadelabstand. Bei Verwendung kegeliger Nadeln besteht die Möglichkeit, die Entlüftungsleistung durch die Wahl der Einstechtiefe zu verändern, da dies die Lochgröße bestimmt. Zur schnellen Veränderung des Nadelbildes ohne zeitaufwendigen Tausch der Nadelwalzen sind manche Maschinen mit drehbaren Halterungen („Revolver“) ausgestattet, die jeweils bis zu vier verschiedene Nadelwalzen aufnehmen können. Moderne Schlauchmaschinen verfügen darüber hinaus über eine „Skip-Perforation“-Funktion, bei der die Nadelwalzen taktweise (das heißt: einmal pro Abschnitt) von der Bahn abgehoben werden. Die Abhebung ist so synchronisiert, dass die Bahn im Bereich des Querklebeauftrags nicht perforiert wird. Das unterbindet einen eventuell störenden Durchschlag des Klebstoffs durch die Löcher nach innen oder außen.
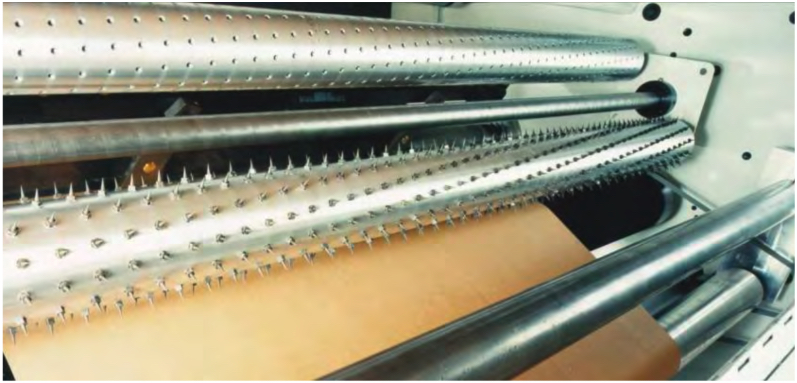
Abb. 10.5.2.9: Flächennadlung mit zwei Nadelwalzen in Vierfach-Revolverhalterung. Die spiralige Nadelanordnung sorgt für einen unterbrechungsfreien Eingriff und damit für einen gleichmäßigen Lauf. Die gesamte Einheit ist innerhalb der Maschine seitlich verstellbar, um die Position des Nadelbilds einzustellen. (Quelle: Eigene Darstellung)
Unmittelbar nach der Flächennadelung folgen die Bahnvorzüge. Sie ziehen die Bahnen von der Rolle bis in den Bahnbearbeitungsteil und sorgen gemeinsam mit dem Hauptvorzug der Maschine im Schneid- / Abreißwerk dafür, die Bahnspannung im Bahnbearbeitungsteil aufrechtzuerhalten. Aufgebaut sind sie als förderwirksames, angetriebenes Walzensystem pro Lage – entweder als Friktionsvorzug oder als drehmomentgeregelter Walzenspalt-Vorzug mit Bahnzugsensor und Direktantrieb.

Abb. 10.5.2.10: Friktionsvorzug. Die Position der einstellbaren Pendelwalze bestimmt das Maß der Umschlingung der angetriebenen Vorzugwalze und damit den Betrag der Friktion (Reibung) zwischen Bahn und Walze. Je höher die Friktion, desto höher ist der Fördereffekt des Systems. (Quelle: Eigene Darstellung)
In der darauffolgenden Perforationsstation wird jede Bahn mit einer quer verlaufenden Abrissperforation versehen, die entweder einer geraden oder konturierten (gestaffelten) Schnittlinie folgt. Pro Lage besteht die Station aus einer angetriebenen Werkzeugwelle (Formatwelle) und einer nicht angetriebenen Gegenwalze (geriffelte Stahl- beziehungsweise Bürstenwalze). Die Formatwelle nimmt die vorkonfigurierte austauschbare Messerplatte (Formatplatte) auf – diese besteht aus einem Aluminium-Trägerprofil mit darauf montierten Messersegmenten. Die damit erzeugte Schnittkontur richtet sich nach dem Schlauchformat und dem gewünschten Staffelverlauf. Die Messer bestehen aus gezahnten Klingen, deren Zähne durch das Material in die Nuten der Riffelwalzen oder in die Bürstenwalze stechen. Zur Synchronisation der Messergeschwindigkeit mit der Bahngeschwindigkeit bei unterschiedlichen Schlauchlängen werden entweder Kurbelschleifengetriebe verwendet, die die Messer für die Zeit des Einstichs auf Bahngeschwindigkeit bringen, oder Durchmesser-variable Perforationseinheiten, bei denen Umlauf- und Bahngeschwindigkeit stets gleich sind.

Abb.10.5.2.11: Abrissperforation. Umlaufende Messerplatte oberhalb, geriffelte Gegenwalze (Nutenwalze) unterhalb der Bahn (Quelle: Eigene Darstellung)
Nach der Perforation gelangen die Bahnen zur Querklebung. Da mit einer Klebung zwei Bahnen miteinander verbunden werden, reicht es aus, die Querklebestation einer vierlagigen Schlauchmaschine nur mit drei Querklebeeinheiten auszustatten. Jede Einheit bringt vor und hinter der Perforationslinie quer zur Bahn jeweils eine Klebepunktlinie auf, um die Bahnen im Kopf- und Fußbereich des Schlauches zu verkleben. Die Verklebung dient dazu, die Schlauchenden im Bodenleger mithilfe von Gummisaugern aufziehen zu können. Sie dient auch dazu, das Eindringen von Füllgut zwischen die Lagen während des Abfüllprozesses zu verhindern. Schlussendlich geht es bei oben offenen Säcken auch darum, dass sich der Sack leicht öffnen lässt.
Jede Einheit besteht aus einer angetriebenen Werkzeugwelle (Formatwelle) mit dem darauf aufgespannten Querklebewerkzeug sowie einem Klebstoffauftragswerk, das durch die angetriebenen Klebe- und Dosierwalzen sowie das Klebstoffbecken oder die Spritzwanne gebildet wird. Bei einfachen Maschinen erfolgt die Versorgung des Querklebewerkzeugs über die Dosierwalze aus dem Becken; modernere Maschinen verfügen über ein wannenloses Klebstoffauftragswerk, bei dem sich der Klebstoff im Walzenspalt befindet; die Wanne dient hier nur der Spritzeraufnahme sowie zu Waschzwecken. Von der Auftragswalzenoberfläche nimmt das Querklebewerkzeug den Klebstoff ab und überträgt ihn auf die Bahn.

Abb.10.5.2.12: Querklebestation – umlaufender Werkzeugträger mit aufmontiertem Querklebewerkzeug (Querklebeplatte in Tupferversion). Die aufgesteckten Gummitupfer (schwarz) erzeugen die Klebekontur. (Quelle: Eigene Darstellung)
Das Werkzeug selbst besteht analog zum Perforationswerkzeug aus einer vorkonfigurierten austauschbaren Querklebeplatte (Formatplatte), die aus einem Aluminium-Trägerprofil mit darauf montierten Übertragungselementen aufgebaut ist. Anstelle von Formatplatten mit fest montierten Klebeelementen werden heute häufig solche verwendet, die mit einer Matrix aus Trägerbolzen für die Aufnahme von Gummitupfern bestückt sind, da sie eine schnelle Veränderung der Klebekontur erlauben.

Abb. 10.5.2.13: Auftragssystem mit Klebstoffwanne (links), wannenloses Auftragssystem (rechts) (Quelle: Eigene Darstellung)
Im Gegensatz zur Perforation besteht in der Querklebung nicht die Notwendigkeit einer exakten Synchronisation von Bahn- und Werkzeuggeschwindigkeit, da die Querklebetupfer die Bahn nur berühren. Geschwindigkeitsdifferenzen führen nur zu einer Verbreiterung des Querklebepunktes und können in gewissem Umfang toleriert werden.
In neuerer Zeit sind die vorbeschriebenen Versionen des „analogen“ Klebstoffübertrags durch rechnergesteuerte Düsensysteme ersetzt worden. Diese ersparen die Beschaffung, Anfertigung und Lagerung der Querklebe-Formatteile, verkürzen die Formatumstellung und erzeugen einen wesentlich präziseren Klebstoffauftrag – sowohl hinsichtlich der Menge als auch der Platzierung.

Abb. 10.5.2.14: Düsenbalken mit Steuerventilen einer digitalen Querklebung
(Quelle: Windmöller & Hölscher)

Abb. 10.5.2.15: Klebstoffauftragsbild (Demo-Version) einer digitalen Querklebung (Quelle: Eigene Darstellung)
Vor dem Einlauf in die Längsklebung sind die Registerwalzen angeordnet. Es handelt sich dabei um pendelnd aufgehängte Leitwalzen, deren Stellung sich über eine Verstellspindel justieren lässt. Ihr Zweck besteht darin, die Länge des Bahnwegs zwischen den Orten des Quer- und des Längsklebeauftrags so zu verändern, dass auch bei Dehnungen oder Längungen einzelner Bahnen die Perforationslinien im fertigen Schlauch deckungsgleich übereinander liegen. Nach dem Passieren der Registerwalzen werden die Lagen aufeinander gelegt, sodass die Querklebepunkte in Kontakt mit der benachbarten Bahn kommen und die Verklebung beginnt. Die Längsklebung überträgt durchlaufende oder im Bereich des Schlauchendes unterbrochene Klebstoffspuren von rund sechs Millimetern Breite, jeweils in geringem Abstand zur Längskante der Bahn. Da die Lagen bereits in der Abwicklung um 30 Millimeter seitlich versetzt wurden, beträgt auch der Abstand der Klebstoffspuren voneinander 30 Millimeter. Die Station besteht aus einem Klebstoffauftragswerk und einer seitlichen Verschiebeeinrichtung zur Anpassung des Klebstoffauftrags an unterschiedliche Schlauchformate. Das Klebstoffauftragswerk verfügt über eine Klebstoffwanne, eine angetriebene Schöpf- und Auftragswalze, eine Dosierwalze und die angetriebene Klebstoffscheibenwelle, auf die ein Satz Klebstoffauftragsscheiben als austauschbares Formatteil aufgesteckt werden kann. Die Anzahl der Klebstoffauftragsscheiben im Satz richtet sich nach der Lagenzahl. Anstelle des Klebstoffauftragswerks kann heute auch ein Auftragsdüsenblock Verwendung finden.

Abb. 10.5.2.16: Registerwalze (oben) und Längsklebung, hier ausgestattet mit vier Klebstoffscheiben mit Lücke zur Unterbrechung des Auftrags im Bereich des Schlauch-Endes (Quelle: Eigene Darstellung)
Sollen mit der Schlauchmaschine auch Schläuche für oben offene Säcke gefertigt werden, so ist sie meist mit einer Daumenausschnittvorrichtung ausgestattet. Diese stanzt einen halbmondförmigen Ausschnitt von ca. 30 mm Durchmesser in die vordere Schlauchwand. Der einseitige Ausschnitt erleichtert die manuelle Öffnung des Sack-Endes für die Befüllung. Die Station besteht aus einem umlaufenden Stanzwerkzeug und dem ebenfalls umlaufenden Gegenstück. Zur Synchronisation von Bahn- und Messergeschwindigkeit bei unterschiedlichen Schlauchlängen kommen entweder Kurbelschleifengetriebe oder durchmesser-veränderliche Stationen zur Anwendung. Statt des Daumenlochwerkzeugs kann auch ein Nadelwerkzeug in die Station eingesetzt werden, mit dem die gesamte Schlauchwand auf einer definierten Fläche (meist unterhalb des Ventils) von innen nach außen durchstoßen werden kann, um die Entlüftungsleistung des Sackes zu erhöhen.

Abb. 10.5.2.17: Flachschlauchbildung, Blick gegen die Laufrichtung. Im Hintergrund sind die Einlaufwalzen zu erkennen. (Quelle: Eigene Darstellung)
6. In der Schlauchbildung erfolgt die Längsfaltung der Flachbahn und die Verklebung zum Schlauch, indem die seitlichen Überstände der Bahn um zwei in Längsrichtung angeordnete Bleche geschlagen werden und die Längsklebung in Kontakt mit der gegenüberliegenden Schlauchseite kommt. Die Schlauchbildung ist ein passives (antriebsloses) System und besteht aus vertikalen Schlauchbildungsholmen mit daran befestigten Einlaufwalzen und inneren Schlauchbildungsblechen sowie Führungsrollen und Stäben, die außen auf den Schlauch aufgelegt werden können. Seitenfalten-Schlauchbildungen sind auf jeder Seite mit zwei übereinander liegenden inneren sowie einem äußeren Blech ausgestattet.
7. Das Schneid- und/oder Abreißwerk trennt die Schlauchbahn in Abschnitte von definierter Länge. Die Trennung erfolgt entweder durch Abriss entlang einer Perforationslinie oder durch einen Schnitt. Die Einheit besteht aus folgenden Unterbaugruppen:
• Der Hauptvorzug ist ein permanent wirkender, förderwirksamer Walzenspalt, der die Schlauchbahn durch die Maschine zieht. Er ist als doppeltes, angetriebenes Walzen- oder einfaches Bänderpaar aufgebaut.
• Der Abreißvorgang ergibt sich aus dem Zusammenwirken von Festhalte- und Abreißwalzen beziehungsweise Bändervorzug und Bänderabreißer. Die Festhaltewalze (nur bei Walzensystemen) ist ein zeitweise wirkender, förderwirksamer Walzenspalt, aufgebaut als einfaches, angetriebenes Walzenpaar. Seine Umfangsgeschwindigkeit ist geringfügig kleiner als die des Hauptvorzugs, um ein Durchrutschen des Schlauchs im Hauptvorzug während des Abrisses zu verhindern. Die Abreißwalze ist analog zur Festhaltewalze beziehungsweise dem Bändervorzug aufgebaut, läuft jedoch mit einer etwa 20 Prozent höheren Geschwindigkeit. Der Abriss erfolgt dadurch, dass die abgehobenen Festhalte- und Abreißwalzen gleichzeitig kurz an die Bahn angedrückt werden. Dabei übt die höhere Geschwindigkeit der Abreißwalze Zugkräfte auf die Schlauchbahn aus, die die Trennung bewirken. Die Andrück-Bewegung der Festhalte- und Abreißwalzen wird durch je eine Exzenterscheibe gesteuert.
• Zwischen Festhalte- und Abreißwalze ist üblicherweise eine Abreißhilfe eingebaut. Sie besteht aus quer eingebauten Laufkörpern, die die Bahn zwischen Festhalte- und Abreißwalze geringfügig umlenken und lokal die Zugspannung erhöhen. Alternativ kann hier auch ein Schneidsystem für den Geradschnitt eingebaut sein, das aus einem oben liegenden Messer-Rotor und einem unten liegenden Gegenkörper besteht.
• Auswerferbänder, die aus angetriebenen Bänderpaaren bestehen und mit Abreißergeschwindigkeit betrieben werden, dienen zum Herausführen der vereinzelten Schlauchabschnitte auf das Schuppen-Transportband der Paketablage.

Abb. 10.5.2.18: Walzenabreißwerk (Papierlaufrichtung von rechts nach links) (Quelle: Eigene Darstellung)

Abb. 10.5.2.19: Bänderabreißwerk (Papierlaufrichtung von rechts nach links) (Quelle: Eigene Darstellung)
8. In der Paketablage findet die Bildung von Schlauchpaketen zur Übergabe in den nachfolgenden Prozess statt. Auf dem langsam laufenden Schuppentransportband werden die Schläuche mit einem Versatz von einigen Zentimetern abgelegt und bis in die Paketsammelbox transportiert, wo sie sich vor einer schwenkbaren Anschlagklappe zum Paket aufstauen. Nach Erreichen einer voreingestellten Schlauchanzahl wird der Kopf des Schuppenstroms auf dem Schuppenband kurzzeitig angehalten, sodass sich die ankommenden Schläuche etwas zusammenschieben. Während dieser Zeit kann die Paket-Anschlagklappe geöffnet, das Paket abtransportiert und die Klappe für den nächsten Sammelzyklus wieder geschlossen werden.
Bodenleger
Bodenleger sind Falt- und Klebemaschinen, die aus paketweise angelieferten Schlauchabschnitten verwendungsfähige oben offene Säcke oder Ventilsäcke aus Papier herstellen. Die fertigen Säcke werden zu Paketen von zehn bis 25 Sack gesammelt und in regelmäßigen Intervallen aus der Maschine geführt.

Abb. 10.5.2.20: Ventilbodenleger AD 8330 (Quelle: Windmöller & Hölscher)
Bodenleger werden entsprechend ihrem vorgesehenen Verwendungsschwerpunkt mit unterschiedlichen Formatbereichen gebaut. Wesentlichen Einfluss hierauf nimmt die Stationslänge (auch: Taktlänge); sie wird durch den Umfang der Werkzeuge (zum Beispiel Rillkörper, Klebstoffklischeezylinder, Zangenzylinder) definiert.
Da der Werkzeugumfang (= Stationslänge) immer einer Sackbreite plus einer Lückenbreite entspricht, ist damit auch die maximale Sackbreite festgelegt. Eine minimale Lückenbreite von etwa zwei bis drei Zentimetern ist erforderlich, um die Säcke mithilfe elektrooptischer Sensoren voneinander unterscheiden zu können.
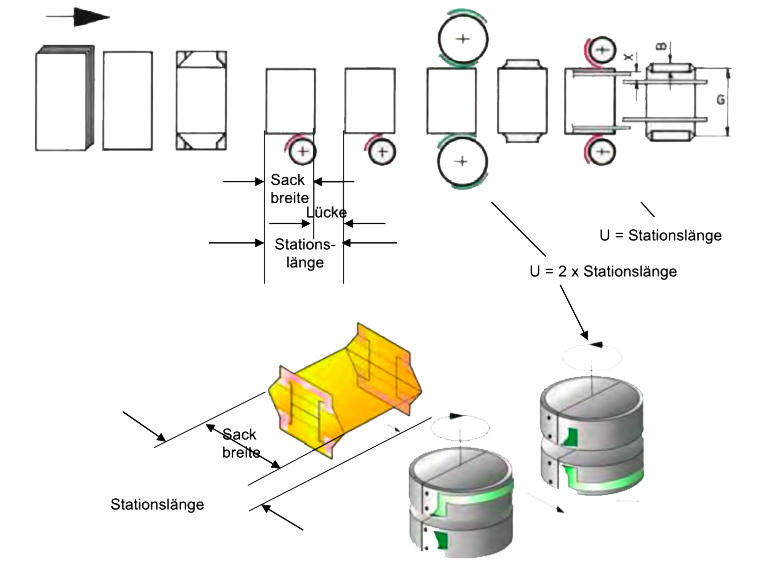
Abb. 10.5.2.21: Abbildung von in der Sackproduktion wichtigen Maßen. Die Größe „G“ (in der Abb. oben rechts) bezeichnet den „Bodenmittenabstand“. Er ist durch Verschieben der Antriebsseite des Bodenlegers gegenüber der feststehenden Bedienungsseite in einem gewissen Bereich veränderbar (siehe auch Abschnitt 3 „Transportsystem“). (Quelle: Eigene Darstellung)
Die Stationslänge (auch Takt beziehungsweise Taktlänge) ist eine konstruktiv festgelegte Größe. Sie bildet sich aus der Summe von Sackbreite und Lücke. Wenn eine kleinere Sackbreite gefahren wird, ist die Lücke größer und umgekehrt. Die maximale Sackbreite ergibt sich also aus der Stationslänge minus Mindestlücke. „Großformatige“ Bodenleger verfügen daher über eine größere Taktlänge als kleinformatigere. Da die Taktlänge nur die maximale Sackbreite begrenzt, ist damit allein keine Aussage über das Sackvolumen möglich, weil es darüber hinaus von Sacklänge und Bodenbreite abhängt. Ein spezifisches Sackvolumen (zum Beispiel 35 Liter) lässt sich durch eine Vielzahl von Kombinationen dieser drei Parameter darstellen. Sie werden so ausgewählt, dass das konkrete Sackformatweitere Anforderungen erfüllt, insbesondere das Palettenmaß einhält. Die Stationslänge beeinflusst aber auch die Leistung des Bodenlegers. Wenn man unterstellt, dass die Transportgeschwindigkeit durch maschinenbauliche Faktoren begrenzt wird, ergibt sich aus einer größeren Taktlänge eine geringere maximal mögliche Geschwindigkeit in Stück pro Minute als bei Wahl einer kleineren Taktlänge.
Beispiel
Maximale Transportgeschwindigkeit 220 m/min:
Bei Taktlänge 754 mm: 220 m/min : 0,754 m = 291 Stück/min
Bei Taktlänge 635 mm: 220 m/min : 0,635 m = 346 Stück/min
In beiden Fällen läuft der Transport des Bodenlegers gleich schnell, es kommen aber unterschiedliche Produktionsmengen pro Zeiteinheit heraus.
Die Wahl der Taktlänge ist also eine der wichtigsten Entscheidungen bei der Ausrichtung der Konstruktion eines Bodenlegers auf ein bestimmtes Marktsegment. Wichtig für den Kunden sind der Formatbereich, der sich nach seinem Sortenprogramm richtet, und natürlich die Leistung in Stück.
Transportgeschwindigkeit und Taktlänge sind zwar die dafür maßgeblichen Faktoren, interessieren ihn aber erst in zweiter Linie.
Die folgende Grafik veranschaulicht die Bearbeitungsabfolge auf einem Ventilbodenleger:

Abb. 10.5.2.22: Bearbeitungsabfolge auf einem W&H Ventilbodenleger (Quelle: Eigene Darstellung)
Erläuterung zu Abb. 10.5.2.21:
1. Vereinzelung der Schläuche aus dem Schlauchpaket
2. Rechtwinklige, lage- und phasenrichtige Ausrichtung der Einzelschläuche
3. Prägung von Bodenmitten- und Dreieckstaschenfalz, optional Einschnitt der Bodenklappen und Kissennadelung
4. zweiphasige Bodenöffnung durch umlaufende Sauger und mechanische Spreizelemente
5. Aufkleben eines einfachen oder doppelten Zettels (als Teil des Ventils) auf eine Dreieckstasche im Scharnierapparat; für einfachere Ventile kann dieser Schritt/diese Station weggelassen werden.
6. Aufkleben eines einfachen oder doppelten Zettels (als weiterer Teil des Ventils) auf das Scharnier im Ventilapparat. Aufbau und technologischer Ablauf im Scharnier- und Ventilapparat ähnlich dem der Schlauchmaschine.
7. Klebstoffauftrag auf die geöffneten Bodenklappen durch ein dem Hochdruckprozess vergleichbares Verfahren oder mithilfe einer Düsenmatrix
8. Falten der Bodenklappen nacheinander um jeweils 180° zum geschlossenen Boden durch Vorbeilaufan entsprechend gestalteten Stäben und Blechen
9. Aufkleben jeweils eines Verstärkungszettels (Bodendeckblatt) auf die geschlossenen Böden durch die Bodendeckblattapparate (Option); Aufbau und technologischer Ablauf in den Apparaten sind vergleichbar mit einem Scharnier- und Ventilapparat.
10. Wenden der Sackböden um 90° (Flachlegung) mit anschließendem Pressen zum Zweck des Ausbildens einer möglichst dichten Verklebung. Das Pressen überwindet die Rückstellkräfte des Papiers so lange, bis der Klebstoff eine ausreichende Klebwirkung ausgebildet hat.
11. Zählen und Paketieren der fertigen SäckeIm Folgenden werden die Baugruppen zu den bereits erläuterten Verfahrensschritten kurz dargestellt:
1. Rotationsanleger
Abb. 10.5.2.23: Rotationsanleger (links) – Blick durch den Paketaufnahmeschacht auf den Rotor (rechts) (Quelle: Eigene Darstellung)
Im Rotationsanleger werden die Schläuche aus dem Schlauchpaket vereinzelt und nacheinander an den Schlauchausrichter übergeben. Da jeweils der unterste Schlauch aus dem Paket abgezogen wird, können immer wieder neue Pakete nachgelegt und damit ein kontinuierlicher Betrieb des Bodenlegers sichergestellt werden. Der Anleger besteht aus dem Gestell, dem darin liegenden Rotor mit Planetenradantrieb, acht Saugtrommeln und der Saugluftsteuerung sowie dem Bänderzylinder. Das notwendige Vakuum wird durch eine separate Pumpe aufgebracht. Durch die Rotation des Rotors und die gleichzeitige gegenläufige Rotation der Saugtrommeln auf dem Rotor ergibt sich eine Bewegung, die die einzelnen Sauger auf einer Zykloidenkurve führt.

Abb. 10.5.2.23a: Zykloide Kurven. Die Zykloide ist eine Kurve, die von einem festen Punkt auf einem Kreis gezeichnet wird, der auf einer Geraden abrollt. Quelle und mehr: https://www.mathi.uni-heidelberg.de/~thaeter/anasem08/02Spezielle%20Kurven_01_11_2008.pdf
In den Umkehrpunkten der Zykloide steht der Sauger für einen sehr kurzen Moment still, sodass der unterste Schlauch des Pakets angesaugt und nach kurzem Weitertransport wieder freigegeben werden kann. Der Bänderzylinder führt die Schläuche dann aus dem Anleger und wirft sie auf den Schlauchausrichter.

Abb. 10.5.2.24: Bewegungsablauf Rotationsanleger. Rot: Zykloide. Ausschnittvergrößerung rechts: Bänderzylinder (Quelle: Eigene Darstellung)
2. Schlauchausrichter Abb. 10.5.2.25: Schlauchausrichter (links) und Funktionsschema (rechts) (Quelle: Eigene Darstellung)
Abb. 10.5.2.25: Schlauchausrichter (links) und Funktionsschema (rechts) (Quelle: Eigene Darstellung)
Diese Station hat die Aufgabe, die Schläuche rechtwinklig zur Maschinenlängsachse sowie lagerichtig zur maschinenfesten Referenzlinie und synchron zu den Bearbeitungsstationen auszurichten. Damit werden die Voraussetzungen für eine rechtwinklige Geometrie des Sackes, für korrekte Bodenbreite und die richtige Position der Nadelungen, Rillungen, Einschnitte, Klebungen und der Zettel geschaffen.
Der Ausrichter besteht aus einem Ausrichtetisch mit mehreren darauf laufenden, parallel angeordneten Zahnriemen mit vertikalen Anschlägen, die etwa im Abstand einer Stationslänge angebracht sind. Zwischen den Zahnriemen verläuft ein Transportbändersystem, das in Laufrichtung leicht schräg angeordnet ist und aus mehreren, parallel angeordneten Ober- und Unterbändern (Habasitbändern) besteht. Ein weiteres vertikal angeordnetes Ausrichteband bildet die Begrenzung zur Bedienungsseite.
Die Habasit Holding AG mit Sitz in Reinach ist ein international tätiger Schweizer Hersteller von Antriebsriemen und Transportbändern. Diese bestehen im vorliegenden Fall aus Gummi mit hoher Haftreibung. Mehr: www.habasit.com
Der Ausrichter fördert die Schläuche mittels der schräg angeordneten Habasitband-Paare mit einer etwas höheren Geschwindigkeit als die Ausrichtezahnriemen. Dadurch werden die Schläuche gleichzeitig gegen die Zahnriemenanschläge und in Richtung Bedienseite gegen das vertikale Ausrichteband geschoben.
3. Transportsystem
Das Transportsystem (kurz: der Transport) erstreckt sich vom Auslauf des Schlauchausrichters bis zur Ausschussweiche und transportiert die Schlauchabschnitte beziehungsweise Säcke durch die Maschine.

Abb. 10.5.2.26: Transportschema (Draufsicht). Rot dargestellt sind die Transportriemen. Die in Laufrichtung linke Maschinenseite ist zur Veränderung der Sacklänge komplett verschiebbar angeordnet. Der Versprung des Transportes am Ende der Maschine ermöglicht das Umlegen der Böden. (Quelle: Eigene Darstellung)

Abb. 10.5.2.27: oberes Transportsystem mit einzeln auswechselbaren, federnd gelagerten Transportrollen, die den Transportriemen führen. (Quelle: Eigene Darstellung)
Die Säcke werden zwischen Transportriemenpaaren auf Antriebs- und Bedienseite eingespannt und befördert. Während der untere Transport fest eingebaut ist, liegt der obere federnd gelagert auf den Säcken auf. Durchmessereinstellbare Riemenscheiben (sogenannte Spreizscheiben) treiben die Riemen an und können zur Synchronisation aller vier Riemen entsprechend eingestellt werden.
4. Nadel-, Rill- und Einschneidstation
Vor der Bodenbildung werden die Falzkanten der Dreiecks taschen und der Bodenmitte durch Prägewerkzeuge vorgebrochen (gerillt), um die eigentliche Falt-Operation zu erleichtern. Optional können Entlüftungslöcher im Bereich unterhalb des späteren Ventils eingestochen und die Schlauchenden zur Vergrößerung der Klebflächen im Boden eingeschnitten werden. Zu diesem Zweck ist die Station je nach Bodenlegertyp mit separaten oder kombinierten Werkzeugen für die Bearbeitungen ausgerüstet. Die Werkzeuge bestehen aus Walzenkörper-Paaren, auf denen die Rill-, Nadel- und Messersegmente und ihre Gegenstücke angebracht sind. Statt harter Gegenstücke finden heute zunehmend auch Elastomer-bezogene (weiche) Gegenwalzen Verwendung.

Abb. 10.5.2.28: Nadel-, Rill-und Einschneidstation (Quelle: Eigene Darstellung)
5. Bodenöffnungsstation
Mit dem Öffnen der Schlauchenden beginnt die Bodenbildung. Während des Durchlaufs der Bodenöffnungsstation ziehen umlaufende, parallel geführte Saugerleisten mit daran befestigten Gummisaugern in einem ersten Schritt die Schlauchwände einige Zentimeter nach oben und unten auf. Dadurch ermöglichen sie den umlaufenden Sicheln, in das Schlauchende einzutreten, es komplett aufzuziehen und die sich bildenden Dreieckstaschen symmetrisch auszurichten. Vertikal angeordnete Tischbleche halten den Schlauchkörper während der Auffaltung nieder und stützen den geöffneten Boden im weiteren Verlauf der Bearbeitung. Sobald die beiden Hälften des Bodenquadrats auf die Tischbleche gefaltet wurden, treten die Sicheln wieder aus den Dreieckstaschen heraus, die unmittelbar darauf mithilfe einer Walze an den Boden angepresst werden.

Abb. 10.5.2.29: Bodenöffnungsstation. Links zu sehen ist das Saugergehäuse mit den dahinter liegenden Saugleisten. Rechts arbeiten die in schräger Ebene rotierenden Sicheln. Im Hintergrund befinden sich die Tischbleche und die Anpresswalzen. (Quelle: Eigene Darstellung)
6. Prüfsystem für den geöffneten Boden
Unmittelbar im Anschluss an die Bodenöffnung erfolgt eine optoelektronische Prüfung des Bodens auf korrekte Geometrie.
Der Begriff Optoelektronik (manchmal auch Optronik oder Optotronik genannt) entstand aus der Kombination von Optik und Halbleiterelektronik; er umfasst im weitesten Sinne alle Produkte und Verfahren, die die Umwandlung von elektronisch erzeugten Daten und Energien in Lichtemission ermöglichen und umgekehrt.
Fehlerhaft geöffnete Böden werden erkannt und am Ende der Maschine über die Ausschussweiche (siehe Punkt 13 dieser Aufstellung) aus der Produktion entfernt. Die für diese Säcke vorgesehenen Ventil- und Bodendeckblätter werden ausgeworfen, der Klebstoffauftrag wird ausgeblendet. Das Prüfsystem besteht aus zwei Reflexionslichtschranken pro Maschinenseite, einem Drehimpulsgeber für die Erzeugung der Streckensignale und der Auswerte- und Anzeige-Software im Steuerrechner der Maschine.

Abb. 10.5.2.30: Nach Bodenbreite verstellbare Lichtschranken des Prüfsystems. Auf dem Bild ist deutlich auch der eingeschnittene Boden zu erkennen. (Quelle: Eigene Darstellung)
7. Ventilapparat
Der Ventilapparat hat die Aufgabe, dem Bodenleger eine schmale Papierbahn zuzuführen, daraus einzelne Abschnitte (Zettel) abzuschneiden, mit Klebstoff zu versehen und auf eine Dreieckstasche des Sackes aufzulegen. Optional kann der Zettel vor dem Auflegen noch längs und / oder quer gefaltet, mit Einschnitten oder einem Daumenausschlag versehen werden.
Der aufgelegte Ventilzettel dient nach dem Zulegen des Bodens als Verstärkung im Bereich und bildet zusammen mit der darunter liegenden Dreieckstasche oder direkt einen Einfüllkanal, der sich durch das Produkt selbst verschließt. Optional kann der Ventilapparat für die Verarbeitung einer zweiten Bahn ausgestattet werden, wodurch zweilagige Ventile, zum Beispiel aus einer Papier-/PE-Folienkombination, auch aus Bahnen unterschiedlicher Breite, herstellbar werden (PE = Polyethylen).
Darüber hinaus ist es möglich, Bodenleger mit einem zweiten Ventilapparat auszurüsten. In solch einem Fall wird der in Laufrichtung erste Apparat als Scharnierapparat bezeichnet, da seine ursprüngliche Aufgabe darin bestand, einen hälftig gefalteten Zettel (Analogie zu einem Türscharnier) aufzulegen, auf den das eigentliche Ventil aufgeklebt wurde. Die Verwendung von zwei Apparaten macht es möglich, Ventilkonstruktionen zu fertigen, die aus bis zu vier Zetteln bestehen, oder solche, die Zettel unterschiedlicher Längen aufweisen.

Abb. 10.5.2.31: Ventilapparat (Draufsicht) (Quelle: Eigene Darstellung)
1. Schrägstangen zur Umlenkung der Bahn
2. Klebstoffauftragswerk für wahlweise Längs- oder Querklebung
3. Daumenlochstanzer beziehungsweise Fransenwerkzeug
4. Schlauchbildung
5. Vorzug
6. Perforationsmesser
7. Abreißzylinder
8. Falzmesserzylinder
9. Zangenzylinder
10. Auswerferbänder für Ausschuss-Zettel
11. Klebstoffauftragswerk
12. Klischeezylinder
Die Ventilbahn wird mithilfe des Vorzugs (Position 5 in Abb. 10.5.2.31) gefördert und zwischen einem feststehenden und einem rotierenden Messer (Position 6 in Abb. 10.5.2.31) bis auf einige schmale Stege quer geschnitten. Die Stege entstehen dadurch, dass das feststehende Messer einige schmale Ausnehmungen aufweist. Sie sorgen dafür, dass die Bahn bis zum Abreißer (Position 7 in Abb. 10.5.2.31) weiterbefördert werden kann. Dieser besteht aus einem Zylinder mit einem quer zur Bahn angeordneten Elastomer-Abreißbalken, der pro Umdrehung einmal auf dem benachbarten Falzmesserzylinder (Position 8 in Abb. 10.5.2.31) aufsetzt. Da die Umfangsgeschwindigkeit des Abreißer-/Falzmesserzylindersystems höher ist als die der ankommenden Bahn, werden Zugkräfte wirksam, die die Bahn entlang der Stege trennen. Der vereinzelte Zettel wird mithilfe eines Bänderpaars in den Spalt zwischen Zangen- (Position 9 in Abb. 10.5.2.31) und Falzmesserzylinder transportiert, dort mithilfe des Falzmessers in die Nut des Zangenzylinders gedrückt und schließlich durch Schließen der Zange eingespannt. Die Ausrück- und Schließbewegungen von Falzmesser und Zange werden durch Auflauf je einer Kurvenrolle auf eine Steuerkurve ausgelöst.

Abb. 10.5.2.32: Zangenzylinder kurz vor dem Schließen der Zange. Das Stahl-Lineal veranschaulicht die Funktion des Falzmessers. Der in Laufrichtung vorstehende Teil des Zettels faltet sich durch das Schließen der Zange zurück und bildet den Umschlag. (Quelle: Eigene Darstellung)
Der jetzt auf dem Zangenzylinder aufliegende Zettelpassiert den Klischeezylinder, der die erforderliche Klebstoffkontur aufdruckt und trifft schließlich auf die Dreieckstasche des ankommenden Sacks. In diesem Moment öffnet sich die Zange, sodass der Zettel am Sack anhaften und als Teil von ihm weiterbefördert werden kann. Soll der Zettel – zum Beispiel im Fall eines ausbleibenden oder fehlerhaften Sacks – jedoch in die Ausschleusung gelangen, werden die Steuerkurven so verstellt, dass die Zange den Zettel nicht mehr greifen kann und der Zettelin das Bänderpaar einläuft.
8. Bodenbreitenrillung
Um die Bodenklappen exakt entlang der vorgesehenen Linien umfalten zu können, werden diese vorgerillt, indem die Bodenklappen den Spalt zwischen den Rillwerkzeugen passieren. Als Rillwerkzeuge finden angetriebene Rillscheiben mit spitzzulaufendem Rand Verwendung, die mit einer Nutscheibe kämmen (siehe Abb. 10.5.2.33, rechtes Bild).

Abb. 10.5.2.33: Bodenbreitenrillung – der Schaumstoffring auf der Rillscheibe fixiert die Bodenklappe durch Anpressen an die Nutscheibe in ihrer Lage und verhindert damit ein Einspringen der Klappe während des Rillvorgangs. Die Maßnahme verbessert die Parallelität der Böden. (Quelle: Eigene Darstellung)
9. Klebstoffauftrag auf den Boden
Der Auftrag des Klebstoffes auf die Bodenklappen erfolgt mithilfe von Klebstoffklischees (zum Teil auch mithilfe gefräster Kunststoffelemente). Die Klischees bestehen aus einem Trägerband, auf die entsprechend der Klebekontur des jeweiligen Sackformats ausgeschnittene Gummistücke aufgeklebt wurden.

Abb. 10.5.2.34: Prinzip des Bodenklebstoffauftrags mithilfe von Gummiklischees (Quelle: Eigene Darstellung)
Klischees stellen also auswechselbare Formatteile dar, die auf Klischeezylinder in der Maschine aufgespannt werden. Die Klischeezylinder selbst sind zweigeteilt, um den unteren und oberen Aufspannkörper entsprechend der Bodenbreite vertikal gegeneinander einstellen zu können. Häufig sind die Aufspannkörper zweinutzig ausgeführt, um ihre Drehzahl zu halbieren und damit der Spritzneigung entgegenzuwirken. Während des Klebstoffauftrags werden die Bodenklappen durch kleine Gegenwalzen abgestützt.
Die Klebstoffübertragung erfolgt aus einer Klebstoffkammer mittels Auftrags- und Dosierwalzen. Es existieren eine Reihe verschiedener Klebstoffwerkskonzeptionen und auch solche ohne Kammer, bei denen der Klebstoff im Umlauf an das obere Ende der Klebstoffwalzen herangepumpt wird und die Walzenoberfläche während des Ablaufens benetzt.
Eine neue Technologie ergänzt den Klebstoffauftrag per Klischee: die Düsenmatrix. Durch die Wahl des Zeitpunkts und der Dauer der Ventilöffnung lässt sich die Position und Länge eines Klebstoffstreifens genau bestimmen. Bei dieser Methode handelt es sich um einen direkten Klebstoffauftrag mithilfe von Düsen. Hierbei läuft der Sack an einem quer zur Laufrichtung angebrachten Düsenblock vorbei, dessen Austrittsöffnungen einzeln oder in Gruppen über Ventile gesteuert werden können. Durch die Wahl des Zeitpunkts und der Dauer der Ventilöffnung lässt sich die Position und Länge eines Klebstoffstreifens genau bestimmen. Nach diesem Prinzip wird das gesamte Klebstoffmuster durch eine Vielzahl paralleler Streifen aufgebaut.

Abb. 10.5.2.35: digitaler Klebstoffauftrag auf eine Ventilbahn mithilfe einer Düsenmatrix (Quelle: Eigene Darstellung)
Die Vorteile des Düsenauftrags (der aufgrund der rechnergestützten Erzeugung des Klebstoffbilds auch unter dem Begriff Digital Pasting (DP) bekannt ist) liegen
• in der Umstellzeitverkürzung durch Wegfall des Formatteilwechsels,
• im Wegfall der Formatteillogistik (Beschaffung, Montage, Reinigung, Aufbewahrung) sowie
• in der Verbesserung der Sackqualität und Verkürzung der Trockenzeit durch die kontrollierte, konstante Klebstoffübertragungsmenge.
10. Bodenzulegung
Unmittelbar an den Klebstoffauftrag schließt sich die Bodenzulegung an. Hier werden die Bodenklappen um 180 Grad umgelegt und die Böden damit geschlossen. Die Bodenzulegung besteht pro Bodenseite aus einem Formatblech und zwei spiralförmig gebogenen Zulegeblechen. Während das Formatblech die Bodenbreite definiert und den inneren Bodenbereich stützt, gleiten die Bodenklappen unter die Zulegebleche und werden dadurch umgelegt. Anstelle eines Formatblechs kann die Zulegung auch mit verstellbaren inneren Stützschienen ausgestattet sein. Format- und Zulegebleche sind für Formatwechsel- und Reinigungsarbeiten auf einem leicht auswechselbaren und schwenkbaren Träger montiert.

Abb. 10.5.2.36: einfache Bodenzulegung in Festformat-Ausführung (Bodenbreite nur durch Austausch des Formatblechs veränderbar). Im Interesse einer guten Bodendichtigkeit sind die Formatbleche um das Maß a geringfügig schmaler geschnitten als die Bodenbreite, sodass der Klebstoffauftrag bis in die Bodenfalzkante hinein erfolgen kann. (Quelle: Eigene Darstellung)
11. Bodendeckblattapparate
Die fertigen Böden können durch das Aufkleben von Bodendeckblättern verstärkt werden. Dazu verfügen Bodenleger üblicherweise auf jeder Maschinenseite über einen Bodendeckblattapparat, dessen Aufbau weitgehend mit dem Ventilapparat identisch ist. Unterschiede sind lediglich im Schneidsystem festzustellen, da auf die größere Zettellänge Rücksicht zu nehmen ist. Häufig verfügen die Bodendeckblattapparate über integrierte Flexo-Druckwerke, die zwischen Abwicklung und Apparat angeordnet sind. Die Breite der Bodendeckblätter wird in der Praxis meist etwas kleiner als die Bodenbreite gewählt. Zur Verstärkung der Bodenkanten kann sie aber auch über die Bodenbreite hinausgehen. In diesem Fall werden die Überstände auf die Rückseite des Bodens gefaltet und dort angeklebt. Die Bodenkantenverstärkung wird meist auf der Ventilseite durchgeführt. Eine vor allem bei Säcken für Tiernahrung anzutreffende Ausstattungsvariante ist die Traggriffeinrichtung, mit der zwei parallele Schlitze in ein Deckblatt aus Papier-/Gewebe-Verbundmaterial eingebracht werden können. Der Bereich zwischen den Schlitzen wird nicht geklebt und dient dadurch als Griff.

Abb. 10.5.2.37: Traggriff-Sack (Quelle: Eigene Darstellung)
12. Bodenwendeeinrichtung
Vor dem Einlauf in die Pressablage ist es erforderlich, die Böden um 90° in die horizontale Ebene zu klappen. Dies geschieht dadurch, dass die Böden in der Bodenwendestation an spiralig gebogenen Blechen oder entsprechenden Stäben entlanggleiten, bis sie flachliegen.

Abb. 10.5.2.38: Bodenwendeeinrichtung (Quelle: Eigene Darstellung)
Die Wendebleche beziehungsweise Wendstäbe sind üblicherweise zu einer komplett herausnehmbaren Einheit zusammengefasst, die von einer Maschinenseite auf die andere getauscht werden kann. Dadurch ist es sehr einfach möglich, die Böden wahlweise nach unten oder nach oben zu wenden. Die Wenderichtung wird durch den Verwender festgelegt und richtet sich nach Drehrichtung des Rotopackers (Füllmaschine), Ausführung des Palettierers und Marketing-Gesichtspunkten (Erscheinung des Aufdrucks im Sackstapel). Für spezielle Anwendungen (zum Beispiel, wenn die Säcke für das spätere Aufwickeln zu einer Sackrolle vorgesehen sind) können die Böden auch unsymmetrisch gewendet werden – ein Boden nach oben, einer nach unten.

Abb. 10.5.2.39: Wendereihenfolgen. Für die unsymmetrische Reihenfolge sind in der Regel zusätzliche Wendebleche erforderlich. (Quelle: Eigene Darstellung)
13. Überführungsstation und Ausschussweiche
Um die Rückstellkräfte des Papiers im Bereich der Bodenmittenfalz zu überwinden und Störungen durch Zurückspringen der gewendeten Böden zu vermeiden, werden die Böden unmittelbar vor der Übergabe in die Pressablage vorgepresst. Dazu durchlaufen sie ein kurzes Pressbandpaar, an dessen Ende sich zwei schräg gestellte Pneumatikzylinder unterhalb der Laufebene der Säcke befinden. Durch Ausfahren der Kolbenstangen können einzelne oder mehrere Säcke in ein oberhalb angebrachtes Transportband-Paar umgelenkt werden, um sie unterbrechungslos aus der Produktion ausschleusen zu können. Dies geschieht entweder automatisch bei fehlerhaften Säcken oder manuell, wenn Säcke zu Prüfzwecken entnommen werden sollen.

Abb. 10.5.2.40: Transportbänder und Sammeltisch der Ausschussweiche (Quelle: Eigene Darstellung)
14. Pressablage
Für die Verklebung der Papiersäcke finden wasserbasierte Klebstoffsysteme Verwendung. Überwiegend handelt es sich dabei um ganz oder teilweise in Wasser aufgelöste Pflanzenstärke, gefolgt von Kunststoff-Dispersionsklebstoffen. Den Klebstoffen ist gemein, dass ihre Anfangs-Haftkräfte (englisch: Tack) gering ausgebildet sind. Sie benötigen daher eine gewisse Zeit, in der das Trägermedium Wasser in das Papier wegschlagen und der Klebefilm Kohäsionskräfte ausbilden kann. Durch Druck wird dieser Prozess beschleunigt. Der Pressablage kommt daher die Aufgabe zu, die Böden so lange im Durchlauf zwischen Bändern zu pressen, bis eine ausreichend feste Klebeverbindung erreicht wurde. Dies ist der Fall, wenn beim Aufziehen einer frischen Bodenklebung direkt nach Verlassen der Ablage ein Papier-Faserriss festgestellt werden kann.
Im Interesse einer langen Verweilzeit durchlaufen die Säcke die Pressbänder in geschuppter Form mit einem Schuppenabstand von rund 10 Zentimetern. Aus dem gleichen Grund versucht man, die Pressbänder auch möglichst lang zu machen. Um sie dennoch auf kurzem Bauraum unterzubringen, werden die Pressbänder über mehrere Ebenen geführt oder mehrfach umgelenkt. Üblich ist daher eine Gestellkonstruktion, die neben den Pressbändern entweder Umschuppstationen, Trommeln oder Walzenstühle aufweist, um einen Bänderverlauf in Z-, S- oder Doppel-S-Form zu realisieren. Damit können Pressbandlängen um 20 Meter auf einer Baulänge von rund 12 Metern und Presszeiten von etwa 40 Sekunden bei einer Bodenlegerleistung von 360 Sack/min erreicht werden.

Abb. 10.5.2.41: Pressablage in drei Ebenen mit zwei Umlenktrommeln, Zähl- und Schuppentrennstation sowie Paketierung auf der Bühne (Quelle: Eigene Darstellung)
Nach der Pressung erfolgt eine optoelektronische Zählung der Säcke, gefolgt von regelmäßiger Trennung der Schuppe, sobald eine voreingestellte Sackzahl im Paket erreicht wurde. Die eigentliche Trennung der Schuppe kommt dadurch zustande, dass die in die Paketierstation einlaufenden Säcke kurzzeitig beschleunigt werden, während die restliche Schuppe ihre Geschwindigkeit beibehält. Die Paketierstation besteht aus einem Tisch mit einer schwenkbaren Paket-Anschlagklappe und auf der Tischfläche laufenden Transportbändern, die das fertig gebildete Paket nach dem Öffnen der Klappe herausfahren.

Abb. 10.5.2.42: 2-Trommel-Pressablage in kompakter Bauweise mit Durchgang zur Antriebsseite, angeordnet vor den Trommeln (Quelle: Windmöller & Hölscher)
Materialflussautomationen
Die einzelnen Fertigungsstufen der Papiersackproduktion sind in der Regel über zwischengeschaltete Intralogistik-Elemente zu durchgehenden Produktionslinien verknüpft. Dadurch erfolgen die Funktionen des Palettierens, Lagerns, Transportierens und Einlegens der Schläuche in den Bodenleger sowie des Transportierens und Palettierens der fertigen Säcke heute überwiegend automatisch. Bei „Intralogistik“ handelt es sich um Planung, Einrichtung, Durchführung und Kontrolle innerbetrieblicher Materialflüsse in Fertigungs- und Handelsunternehmen sowie in öffentlichen Einrichtungen mittels fördertechnischer Systeme und unterstützender Informationssysteme. (Quelle: Gabler-Wirtschaftslexikon) Eingesetzt werden dazu Materialfluss-Automationen (kurz: „Automationen“) – das heißt: Systeme, die Transport-, Speicher- und Handhabungsfunktionen ausführen und sowohl die Schlauchmaschine mit dem Bodenleger als auch den Bodenleger mit dem Palettierer (oder Sackwickler) verbinden.
Neben den rein fördertechnischen Aufgaben (zum Beispiel Transport in der horizontalen und vertikalen Ebene, Richtungsänderung, Sammlung beziehungsweise Verteilung) erfüllen sie noch folgende Funktionen, die für die Papiersackproduktion typisch sind: […]

Abb. 10.5.2.43: Transportband, Drehstation, Eckrollenbahn, Wendestation in Querrichtung, Sammelband (von rechts, im Uhrzeigersinn) (Quelle: Eigene Darstellung)
Durch Dreh- und Wendestationen lässt sich genau vorgeben, in welcher Orientierung die Schlauchpakete in den Aufnahmeschacht des Bodenlegers eingelegt werden. Dies ist wichtig aus Gründen der Ventilpositionierung im Sack. Pressbänder sowie Pressplatten unterstützen den Abbindeprozess der Längs- und Querklebung. Speicherbänder dienen der Vorhaltung eines Schlauch- beziehungsweise Sackvorrats, der die Entkoppelung der angeschlossenen Maschinen erlaubt, zum Beispiel während der Rollenwechsel der Schlauchmaschine oder des Sackwicklers.

Abb. 10.5.2.44: Schematische Darstellung eines Ventilsacks: Das Ventil kann wahlweise in eine der vier gelb markierten Positionen eingelegt werden. Der fertige Boden wird je nach Kundenwunsch auf dem Bodenleger nach vorn (auf den Druck) oder hinten (auf die Längsnaht) gewendet. (Quelle: Eigene Darstellung)
Der Einsatz von Materialflussautomationen dient der Rationalisierung der Produktion durch Personalersparnis und Reduktion des in Zwischenprodukten gebundenen Kapitals. Die Versorgung der Bodenleger mit frischen und undeformierten Schläuchen sowie das Vermeiden von Einlegefehlern steigert ihre Leistung und senkt den Ausschuss. Körperlich schwere und eintönige Arbeit fällt weg (Humanisierung des Arbeitsplatzes), und Zwischenlagerflächen können anderweitig genutzt werden.
Die einzelnen Elemente einer Materialflussautomation lassen sich wie Bausteine universell kombinieren, um die gewünschte Funktionalität in nahezu jeder Aufstellsituation von Schlauchmaschine, Bodenleger und Palettierer zu realisieren. Materialflussautomationen werden überwiegend mit einer festgelegten Zuordnung der Produktionsmaschinen geplant, in der der Materialfluss nach dem Prinzip „First in/First out“ („FIFO“) erfolgt. First In – First Out (englisch für „der Reihe nach“), häufig abgekürzt mit FIFO. In der Warenwirtschaft bedeutet das FIFO-Prinzip, dass bei Bedarf für die Produktion immer die Teile entnommen werden, die sich am längsten im Lager befinden.
Räumlich oder zeitlich flexible Automationen, die ein wahlfreies Verbinden der Maschinen oder ein beliebiges Abrufen der Aufträge erlauben, sind nur mit erhöhtem Aufwand zu realisieren und in der Praxis seltener anzutreffen. Für die Beurteilung der Leistungsfähigkeit einer Automation sind zwei Kenngrößen wichtig: Die Paketfrequenz und die Speicherkapazität, denn sie geben einen Anhalt für den max. möglichen Materialdurchsatz und das Ausmaß an Flexibilität (Entkopplung) der angeschlossenen Maschinen. Die Paketfrequenz gibt an, wie viele Pakete von Säcken pro Minute produziert werden können. Zu typischen Produktivitätsziffern schreibt der Maschinenhersteller Windmöller & Hölscher:
„Wurde bis in die 1980er-Jahre noch von Hand palettiert, lässt sich die inzwischen stark gestiegene Produktivität moderner Papiersack-, Falt- und Klebemaschinen (im Fachjargon „Bodenleger“ genannt) nur noch mit immer schnelleren Palettierern effizient nutzen. Gleichzeitig werden aus Qualitätsgründen flache Pakete – in der heutigen Praxis mit nur 10 bis 12 Säcken pro Paket – gefordert. Beides zusammen trieb die Paketfrequenz der Palettierer von anfangs 10 bis 12 Paketen/min auf inzwischen 33 Pakete/min hinauf.“ (Quelle: https://www.wuh-lengerich.de/de/nc/units/presse/details/news/wh-liefert-300-palettierroboter-arcomat-an-die-papiersackindustrie/)
Materialdurchsatz und Speicherkapazität hängen allerdings auch von der Anzahl der Schläuche pro Paket, die Speicherkapazität darüber hinaus vom Schlauchformat ab. Die Paketfrequenz resultiert sowohl aus der mechanischen Geschwindigkeit der einzelnen Transport- und Handhabungsvorgänge als auch aus technologischen Faktoren. Dies sind insbesondere der Reibungsbeiwert beziehungsweise die Steifigkeit des Sackpapiers in Verbindung mit der Formatgröße der transportierten Schläuche/Säcke.
Info „Reibungsbeiwert“: Sinngleich wird auch Reibungskoeffizient verwendet. Der Reibungskoeffizient, auch Reibungszahl genannt (Formel zeichen μ oder f), ist ein dimensionsloses Maß für die Reibungskraft im Verhältnis zur Anpresskraft zwischen zwei Körpern. (Quelle: https://de.wikipedia.org/wiki/Reibungskoeffizient)
Die Reibung von Papier- und Papierverbunden (Reibver-halten) ist wichtig für die Weiterverarbeitung in automatischen Anlagen. Der Reibungskoeffizient kann in der Anordnung „Papier gegen Papier“ oder in der Anordnung „Papier gegen sonstigen Werkstoff“ gemessen werden. Mehr zur Messung des Reibungsverhaltens zum Beispiel hier: https://www.zwickroell.com/de-de/papier-pappe/papier/messung-des-reibverhaltens-tappi-t-549
Für Sackpapiere sollte der Beiwert beziehungsweise Koeffizient zwischen 0,4 und 0,6 liegen. Geprüft wird nach DIN 53119-1:1997-07. Titel (deutsch): Prüfung von Papier – Bestimmung des Reibverhaltens – Teil 1 beziehungsweise DIN/ISO 15359. Zur Papiersteifigkeit gibt es bisher keine gültigen Testverfahren.
Die Pakete werden überwiegend frei auf Bändern aufliegend transportiert und können durch zu große Änderungen der Geschwindigkeit oder der Richtung „verzogen“ werden – das heißt: Die Lage der einzelnen Schläuche beziehungsweise Säcke im Paket verschiebt sich zueinander. Aus diesem Grund werden in der Praxis Transportgeschwindigkeiten von 0,7 m/s kaum überschritten. Leistungserhöhungen lassen sich durch den Einsatz von Förderelementen erreichen, die mit sanft anlaufender beziehungsweise abbremsender Antriebstechnik (servo- oder frequenzgeregelte AC-Antriebe) ausgerüstet sind. (AC = Abkürzung für alternating current = deutsch: Wechselstrom. Ein AC-Antrieb ist also ein mit Wechselstrom betriebener Elektromotor.)
Von größerer Bedeutung für die Paketfrequenz sind allerdings die Zeiten, die für einzelne Handhabungen erforderlich sind, zum Beispiel das Drehen oder Wenden eines Paketes. Hohe Leistung ist hier regelmäßig nur durch erhöhten maschinenbaulichen und elektrotechnischen Aufwand zu erzielen. Insgesamt ist die Verbindung Schlauchmaschine – Bodenleger hinsichtlich der Paketfrequenz unkritischer als die Verbindung Bodenleger – Palettierer / Sackwickler, da Schlauchpakete etwa drei bis zehn Mal so viel Schläuche wie Sackpakete Säcke enthalten. Heute werden Paketfrequenzen von 14/min am Ausgang der Schlauchmaschine, 8/min am Eingang und 36/min am Ausgang des Bodenlegers erreicht.

Abb. 10.5.2.45: Rollenbahnkombination (Quelle: W+H)

Abb. 10.5.2.46: Transportband (Quelle: mk Technology Group)

Abb. 10.5.2.47: Röllchenbahn (Quelle: mk Technology Group)
Transportelemente umfassen Transportbänder, Rollen- und Röllchenbahnen und dienen der geradlinigen, durchlaufenden oder unterbrochenen (getakteten) Förderung von Paketen in der Horizontalen oder unter leichter Neigung (Überwinden geringer Höhenunterschiede) über kleine bis größere Entfernungen zur Verbindung einzelner Automationselemente. Transportbänder, Rollen- und Röllchenbahnen verbinden die einzelnen Maschinen der Produktionslinie.
Transportbänder werden darüber hinaus als Geschwindigkeitsausgleich zwischen Elementen mit unterschiedlicher Fördergeschwindigkeit sowie als Prüf- und Inspektionsplatz, aber auch als Warteplatz (Paketpuffer) eingesetzt.
Rollenbahnen sind eine Aneinanderreihung von Transportwalzen und finden dort Anwendung, wo sehr kurze Transportentfernungen zu überwinden sind (Längenausgleich) – innerhalb automatischer Prüfplätze, um Pakete in Querrichtung auf die Transportstrecke aufzuschieben sowie als Warteplatz (Paketzwischenspeicher). Für einfache Transportaufgaben, zum Beispiel die Ausgabe von Paketen auf einen Prüf- oder Abnahmetisch, werden antriebslose Röllchenbahnen verwendet; sie überwinden kurze Entfernungen durch Schwerkraftförderung (Neigung). Sie bestehen aus einer Anzahl Achsen, auf denen abwechselnd Laufscheiben und Distanzhülsen aufgefädelt wurden.

Abb. 10.5.2.48: elektronisch angetriebene Kurvenbahn (Quelle: W+H)

Abb. 10.5.2.49: Wendestation in Längsrichtung. Einsatz für Schlauchpakete. (Quelle: Eigene Darstellung)
Richtungsänderer in der Transportebene umfassen Eckförderer und Kurvenbänder. Eckförderer (auch: Eckrollenbahnen) ändern die Transportrichtung um 90° bei gleichzeitiger Änderung der Paketorientierung von Längs- in Querförderung (beziehungsweise umgekehrt). Eckrollenbahnen können mit geringen Modifikationen auch zum Verteilen von Paketen in oder zum Sammeln aus zwei Richtungen eingesetzt werden. Durch Kombination mehrerer Eckrollenbahnen mit einfachen oder rollenbesetzten Tischen lassen sich darüber hinaus automatisierte oder teilautomatisierte Arbeitsplätze für eine Sichtinspektion der Pakete aufbauen. Für die Änderung der Transportrichtung um 90° oder 180° unter Beibehaltung der Paketorientierung (nur Längsförderung!) finden Kurvenbänder Verwendung.
Eckrollenbahnen bestehen im Wesentlichen aus einer elektrisch angetriebenen Rollenbahn zum An- und einem quer dazu arbeitenden Schieber zum Abtransport der Pakete. Je nach Einsatzfall werden Bauformen unterschieden, bei denen die Pakete in Längs- oder Querorientierung einlaufen. Da Staffelschläuche nicht über das Ende geschoben werden können, werden hierfür Eckrollenbahnen verwendet, bei denen die Pakete über einen versenkbaren Riemenquertrieb ein- und über die Rollenbahn auslaufen.
Dreh- und Wendestationen werden dazu verwendet, Pakete um ihre Hochachse oder um ihre Längs- beziehungsweise Querachse zu rotieren, um das Einfüllventil in der gewünschten Ecke des Sackes platzieren zu können, Säcke mit der gewünschten Lage in die Sackrolle oder den Sackstapel zu bringen oder Sackpakete einer Prüfperson in einer für die Prüfung günstigen Lage bereitzustellen. Drehstationen bestehen im Wesentlichen aus einem drehbaren Tisch mit einem darauf angeordneten Transportband. Durch wahlweises Drehen um + 90° beziehungsweise - 90° kann neben der Umlenkung auch eine Umkehrung der Paketorientierung (Kopf beziehungsweise Fuß voraus) erreicht werden, wie sie ansonsten mit der 180°-Drehung bezweckt wird. Drehstationen sind nur für Paketlängstransport geeignet.
Wendestationen verfügen über ein Transportbandpaar, zwischen dem ein Paket durch Pressen in seiner Lage gehalten und mit ihm gewendet werden kann. Pakete können je nach Bauart in Längs- oder Querrichtung einlaufen – das heißt: Das Bänderpaar ist entweder um die Längs- oder die Querachse drehbar angeordnet.
Vertikalförderer umfassen Hubtische und Höhenförderer; sie dienen dazu, Sack- oder Schlauchpakete in vertikaler Richtung zu transportieren, um Höhenunterschiede auf kleinstem Raum zu überwinden. Hubtische bestehen aus einem Transportband, das meist nur ein Paket aufnehmen und zwischen zwei Säulen vertikal bewegt werden kann. Ihre Förderleistung wird neben der Länge des Hubwegs und der Hubgeschwindigkeit durch die Tatsache begrenzt, dass sie eine auf- und abgehende Bewegung ausführen, die jeweils eine Leerfahrt enthält. Hubtische können deswegen nur dort eingesetzt werden, wo die Paketfrequenz unkritisch ist – das heißt: vorwiegend bei der Verbindung von Schlauchmaschine und Bodenleger.

Abb. 10.5.2.50: Höhenförderer (Quelle: Eigene Darstellung)
Höhenförderer stellen dagegen ein System umlaufender Etagenböden dar, mit denen eine kontinuierliche Förderung in einer Richtung, ähnlich einem Paternoster, erreicht wird. Die Etagenböden bestehen aus gelenkig verbundenen Profilstäben, die eine in einer Richtung tragfähige Fläche bilden. Zur anderen Richtung hin lässt sich die Fläche wie eine Jalousie aufwickeln. Diese halbstarren Etagenböden sind in einem Gestell von einer Doppel-L-Form zwischen je zwei Ketten (Zahnriemen) aufgehängt, sodass die Schenkel des L den Ein- und Auslauf, der Schaft den Hubweg darstellen.
Im Einlauf des Höhenförderers wickeln sich die Etagenböden im Einlauf zunächst in die starre Stellung ab und übernehmen dabei – ähnlich wie ein horizontal laufendes Transportband – ein Paket. Beim Passieren der Antriebsketten-Umlenkung erfolgt der Übergang in die Hubbewegung, an deren Ende eine zweite Umlenkung in den horizontalen Auslauf erfolgt. Am Ende des Auslaufes knicken die Etagenböden ab, sodass sie wie ein Transportband ablaufen, dabei das Paket an das nachfolgende Element übergeben und entlang des Kettenverlaufs zum Einlaufpunkt zurückkehren.
Pressbänder und -platten dienen dem Pressen von Schlauch- und Sackpaketen, um die Fügestellen während der Abbindephase der wasserbasierten Klebstoffe zusammenzuhalten und somit Geometrie- oder Dichtigkeitsfehler zu vermeiden. Das Pressen von Sackpaketen hat heute wegen der Fortschritte bei den Pressablagen der Bodenleger an Bedeutung verloren.
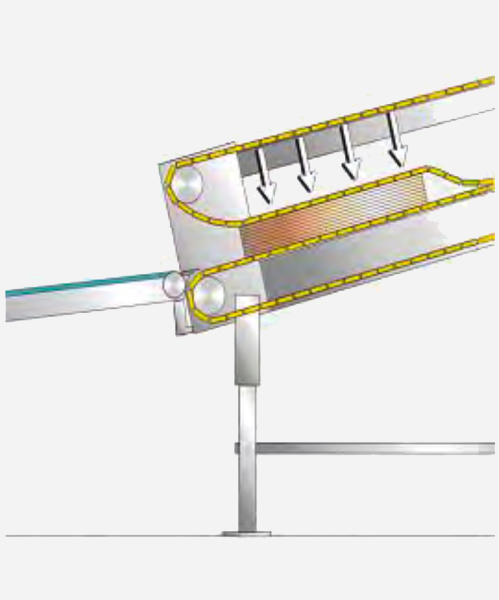
Abb. 10.5.2.51: Lattenpressband (Einlauf) (Quelle: Eigene Darstellung)
Pressbänder mit rund 7,5 bis 12 Metern Länge kombinieren Press- und Förderfunktionen, da die Pakete während des Durchlaufes gepresst werden. Zur Verlängerung der Verweilzeit wird das Band mit der relativ geringen Geschwindigkeit von 0,25 m/s bewegt und rückt jeweils nur für ein Paket vor. Pressbänder bestehen aus einem Bänderpaar, dessen Ober- und Unterband zur Verstärkung des Presseffekts ähnlich einer Jalousie aus schweren Holzlatten gefertigt sind. Da die Pakete fest zwischen Ober- und Unterband eingespannt sind, lassen sich Pressbänder auch unter relativ starker Neigung betreiben, um Höhenunterschiede zu überwinden.
Aus Kostengründen werden heute vermehrt Pressplatten anstelle von Pressbändern eingesetzt. Sie bestehen aus einer schweren Schichtstoffplatte, die pneumatisch auf ein Einzelpaket (selten) oder eine Paketgruppe (häufig) gepresst wird, die sich auf einem darunter liegenden Transport- oder Speicherband befindet. Da die Pressung nicht im Durchlauf erfolgt, sondern nur während der Wartezeit des Pakets beziehungsweise der Gruppe, ist die Verweilzeit und damit die Effektivität jedoch geringer als bei einem Lattenpressband.
Speicherstrecken haben die Aufgabe, Schlauch- oder Sackpakete kurzfristig zu speichern, um ihnen Zeit zum Abbinden der Verklebungen zu geben sowie einen Puffervorrat für unterschiedliche Betriebszustände der angeschlossenen Produktionsmaschinen vorzuhalten. Der Materialpuffer erlaubt den Weiterbetrieb einer Maschine auch dann, wenn die andere die Produktion unterbricht, zum Beispiel zum Rollenwechsel oder zur Beseitigung von Stauchern, und beugt so unnötigen Produktionsverlusten vor.

Abb. 10.5.2.52: Sammelband mit Paketgruppe (Quelle: Eigene Darstellung)
Speicherstrecken bestehen im Wesentlichen aus einer Folge fünf Meter langer Transportbänder, die jeweils eine Gruppe von Sackpaketen aufnehmen und transportieren. Das Ansammeln und Auflösen einer Gruppe erfolgt über das vor- beziehungsweise nachgeschaltete Sammel- und Abrufband, das Bestandteil der Speicherstrecke ist.
Paketgruppen durchlaufen die Speicherbänder grundsätzlich so weit, bis sie zum Abrufband beziehungsweise zu einer bereits wartenden Gruppe gelangen. Sammel- und Abrufbänder laufen dagegen immer nur für die Übergabe eines Einzelpaketes an, bis das Band voll beziehungsweise leer ist. In diesem Fall erfolgt die Übergabe/Übernahme einer gesamten Paketgruppe. Die Gruppenbildung dient dazu, Lücken im Paketstrom zu vermeiden, die sich ergeben könnten, weil Zuführung und Abruf der Pakete nicht synchron erfolgen. Lücken würden die Versorgung des Bodenlegers unterbrechen und zu unerwünschten Wartezeiten führen.
Aus Gründen der Platzersparnis sind die Speicherstrecken üblicherweise oberhalb der Maschinen auf Stützen oder von der Decke abgehängt untergebracht. Schwenk- und Verschiebeeinrichtungen erlauben, Speicherstrecken in mehreren Ebenen über- oder nebeneinander zu betreiben.
Die Kapazität einer Speicherstrecke bemisst sich nach der Speicherbandanzahl sowie dem Format (Anzahl der Pakete pro Band) und der Pakethöhe (Anzahl der Schläuche/Säcke pro Paket) des Produkts. Üblicherweise werden Speicherstrecken für etwa 20 Minuten Bodenleger-Betriebszeit ausgelegt.

Abb. 10.5.2.53: Zubringer (Quelle: Eigene Darstellung)
Der Zubringer ist eine Einrichtung zur Beladung beziehungsweise Beschickung des Rotationsanlegers im Bodenleger mit Schlauchpaketen. Er übernimmt die Einzelpakete am Ende der Speicherstrecke und lädt sie automatisch in den Aufnahmeschacht des Anlegers. Zubringer werden darüber hinaus auch zur Beschickung des Anlegers von Sackwicklern mit Sackpaketen eingesetzt.
Sie sind üblicherweise auf dem Gestell des Rotationsanlegers angeordnet, bleiben aber funktionell Bestandteil der Automation. Je nach Einsatzfall werden Bauformen für die Beschickung mit Paketen in „entgegen“ oder „quer zur Laufrichtung der Verarbeitungsmaschine“ unterschieden.
Zubringer verfügen über einen schwenkbaren Stabrost zur Übernahme eines Paketes aus der Speicherstrecke. Nach der Übernahme senkt der Rost sich ab und übergibt das Paket auf eine gegenüberliegende ebenfalls schwenkbare Gabel, die es in den Aufnahmeschacht des Anlegers einlegt.
Schlauchmaschine, Bodenleger, Palettierer und die verbindenden Automationsstrecken können durch ein vollautomatisches Prozess-Management-System auf der Basis eines Daten-Servers vernetzt werden, um den Produktionsfluss zu optimieren. Das System macht das Produktionsgeschehen der Papiersacklinie transparent, indem es laufend alle Produktions- und Zustandsdaten der angeschlossenen Maschinen verarbeitet und in übersichtlicher Form darstellt. Es zeigt bevorstehende Ereignisse wie Rollen- und Auftragswechsel an, liefert Prognosen, zum Beispiel über Restlaufzeiten, Speicherbelegung oder die Entwicklung der Ausschussmengen, und leitet daraus Handlungsempfehlungen ab: So zeigt es beispielsweise an, dass die Bodenlegergeschwindigkeit erhöht werden sollte. Unter Einhaltung einer gewünschten Mindest-Abbindezeit passt es automatisch die Transportgeschwindigkeiten an die der Produktionsmaschinen an.

Abb. 10.5.2.54: Bedienoberfläche des Prozess-Management-Systems EASY-FLOW (W&H)
Eine flexible Automation bietet den Vorteil, dass sie einen weitgehend unabhängigen Betrieb der angeschlossenen Produktionsmaschinen ermöglicht. Erreicht wird dies durch drastische Erhöhung der Schlauchspeicherkapazität um den Faktor 10 bis 20 gegenüber einer Speicherband-Lösung. Sie erlaubt nicht nur, die Produktion mehrerer Stunden oder gar Schichten aufzunehmen, sondern auch den Zugriff auf die gespeicherten Jobs in beliebiger Reihenfolge. Eine flexible Automation unterscheidet sich von einer traditionellen also nicht in Gänze, sondern nur im Bereich der Zwischenspeicherung. Zwei unterschiedliche Systeme konnten sich am Markt etablieren:
• Flexible Automation mit mobilen Speicherelementen: Dieses System basiert darauf, Pakete in mobilen, mit Etagenböden ausgerüsteten Stapelkästen (Kassetten) zu sammeln und mit ihrer Hilfe zu transportieren beziehungsweise zu lagern: Dabei erfolgt das Beschicken und Entnehmen automatisiert, der Transport der Kassetten je nach Hersteller manuell oder ebenfalls automatisiert. Bei der manuellen Version sind die Kassetten in einem hallenseitig installierten Hängebahnsystem verfahrbar aufgehängt und werden mit Muskelkraft bewegt. Bei der automatisierten Version transportiert ein Schienenfahrzeug die Kassetten zwischen der stationären Beladevorrichtung, den Kassetten-Stellplätzen und der ebenfalls stationären Entladevorrichtung.
• Flexible Automation mit stationären Speicherelementen: Das System basiert auf der Idee eines Speicherturms – das heißt: ein fest im Produktionsraum installierter Stapel von bis zu 12 großflächigen (rund 2,5 Meter x 5 Meter) Speicherebenen, die über vorgeschaltete Be- und Entlade-Vorrichtungen sowie integrierte Transportbänder in jeder Ebenen beschickt und entleert werden können.
Der positive Effekt einer flexiblen Automation liegt darin, dass sie es unabhängig von der jeweiligen Situation an der Schlauchmaschine möglich macht, den Bodenleger immer mit der technologisch maximal erreichbaren Leistung zu betreiben. Um diesen Vorteil tatsächlich realisieren zu können, ist jedoch unter Umständen ein höherer Aufwand in der Auftragsplanung erforderlich.

Abb. 10.5.2.55: Speicherturm mit 12 Ebenen (Quelle: Eigene Darstellung)
Leersackpalettierer
Seit etwa 1985 werden Palettierroboter für das Stapeln fertiger Säcke auf Paletten eingesetzt. Ermöglicht wurden sie durch das Aufkommen der Servo-Antriebstechnik und leistungsfähiger Industriecomputer für die Bahnwegsberechnung. Ging es ursprünglich nur darum, das Personal am Ausgang des Bodenlegers einzusparen und anstrengende sich wiederholende (repetitive) Arbeit abzuschaffen, so sind Palettierer heute deswegen zum unverzichtbaren Bestandteil von Papiersacklinien geworden, weil das stark gestiegene Leistungspotenzial moderner Bodenleger mit mehr als 30 Paketen in der Minute jede manuelle Palettierung völlig überfordern würde. Auch die gestiegenen Qualitätsansprüche der Abfüller haben zu einer weitgehenden Durchdringung der Papiersackindustrie mit Palettierern beigetragen. Neben kantengeraden Palettenstapeln ist dies insbesondere die Forderung nach plan liegenden Paketen, die sich nur mit wenigen Säcken pro Paket erfüllen lässt und deswegen zu einem Anstieg der Paketfrequenz geführt hat. Aus diesem Grund finden die vergleichsweise langsamen KnickarmRoboter auch nur selten Verwendung. Portalroboter haben sich hier aufgrund ihrer Leistungsreserven durchgesetzt. Sie verfügen über zwei lineare Verfahrachsen (Brücke und Laufkatze) für die X- und Y-Richtung sowie eine Drehachse, die sich simultan bewegen lassen, um den Paketgreifer auf direktem Weg und unter beliebigem Drehwinkel an jeden Punkt einer definierten Palettierfläche zu führen.
Der Roboter ist mit dem Bodenleger über eine Förderstrecke verbunden, die auch einige Pakete kurzzeitig zwischenspeichern kann. Kurz vor der Aufnahme des Pakets durch den Greifer wird es exakt positioniert und ausgerichtet, dann angehoben, vom Greifer erfasst, an die gewünschte Position transportiert, dabei gegebenenfalls gedreht und dort aus geringer Höhe auf eine Palettierfläche abgeworfen. Die Palettierfläche ist ein teilbarer Tisch, der jeweils eine komplette Lage aufnimmt, dann auseinanderfährt und sie auf der darunterliegenden Palette beziehungsweise auf dem schon gebildeten Stapel ablegt. Der Palettierer verfügt über ein Leerpalettenmagazin, aus dem automatisch Leerpaletten abgezogen und auf eine vertikal verfahrbare Rollenbahn aufgelegt werden. Ein Hubsystem bringt diese zusammen mit der Leerpalette unter den Tisch und senkt den Stapel im Verlauf des Palettierzyklus kontinuierlich ab. In der Zeit, die für das Bilden einer Lage benötigt wird, presst das Hubsystem den Stapel von unten gegen den Palettiertisch, um den Stapel vorzuentlüften. Nach Erreichen der gewünschten Stapelhöhe senkt das System bis auf die Einlaufhöhe ab, sodass die volle Palette ab- und eine neue Leerpalette zulaufen können. Während des Palettenwechsels werden Pakete auf dem Palettiertisch sowie in der Zuführstrecke zwischengespeichert, sodass der Bodenleger davon nicht berührt wird. Die fertigen Paletten werden in der Regel mithilfe eines Gabelstaplers zur weiteren Lagerung beziehungsweise Bearbeitung abtransportiert. Dies geschieht jedoch auch über Rollenbahnsysteme.
Der Palettierer ist mit einer grafischen Benutzeroberfläche ausgestattet, die eine einfache Programmierung der einzelnen Lagenmuster und der Abfolge der Lagenmuster im Stapel erlaubt.

Abb. 10.5.2.56: ARCOMAT 3 – Portalroboter für Papiersäcke (Quelle: Windmöller & Hölscher)
| → Exkurs: Formeln für die Berechnung des Nutzvolumens (Vn in dm³; a, b, c und e in dm) | |||
| Form | Benennung | Formel | Bemerkungen |
| Offene Säcke | |||
| A1 | Kreuzbodensack | Vn = b² (0,24a + 0,17c – 0,1b) | Beträgt der Abstand der Klebe- oder Schweißnaht auf der Verschlussseite mehr oder weniger als 15 mm, so ist dies im Betrag von a (in dm) zu berücksichtigen. |
| A2 | Faltensack | Vn = (b + e)² (0,3079a – 0,1723e – 0,1508b – 0,1593) | |
| A3 | Blockbodensack | Da bei einem offenen Blockbodensack die ausgezogene Faltentiefe (Faltenbreite) der Bodenbreite entspricht, treffen auf diesen Sack die Formeln des Kreuzbodensacks A1 zu, wenn man für c die Blockbodenbreite, für b die gesamte Schlauchbreite ein-chließlich der doppelten Faltentiefe und für a die um die Verschlussbreite (zum Beispiel 0,5 dm) verminderte Fertigungslänge des Sacks einsetzt. | |
| A4 | Flachsack | Vn = b² (0,3079a – 0,1508b – 0,1593) | |
| Geschlossene Säcke | |||
| B1 | Ventilbodensack | Vn = b² (0,2452a + 0,3273c – 0,1121b) | |
| B2 | Ventilfaltensack | Vn = (b + e)² (0,2355a – 0,036e – 0,088b) | |
| B3 | Ventilflachsack | Vn = b² (0,2355a – 0,088 b) | |
| Erläuterungen: Vn = Nutzvolumen, a = Sacklänge, b = Sackbreite, c = Sackbodenbreite, e = Faltenbreite. Bei geschlossenen Säcken: c = Mittelwert der Sackbodenbreite auf der Boden- und auf der Verschluss- beziehungsweise Ventilseite. dm = Dezimeter = 0,1 Meter (Quelle: Verpackungs-Rundschau 35 (1984) Nr. 4, Tech.-wiss. Beilage, Seite 17 bis 26) | |||
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.3 Maschinen für Kunststoffsäcke
Geschweißte und geklebte Foliensäcke
Etwa ab Mitte der 1950er-Jahre wurden PE-Folien auch zu Industriesäcken verarbeitet. Da sowohl Polymertechnologie als auch Extrusions-Verfahrenstechnik noch in den Kinderschuhen steckten, Säcke aber vergleichsweise hohen Belastungen ausgesetzt sind, kamen hierfür relativ dicke Folien im Bereich von 200-300 μm zur Anwendung, für die man den Begriff „Schwergutfolien“ prägte (μm = Mikrometer = 10⁻⁶Meter). Bei den ersten Säcken handelte es sich um oben offene, aus Schlauchmaterial gefertigte Flachsäcke, deren Bodennaht thermisch geschweißt wurde. Demzufolge bestanden die ersten Foliensackmaschinen aus einer Abwicklung für die Schlauchbahn, einem Querschneider, einer Bodennaht-Schweißstation und einer einfachen Ablage zur manuellen Abnahme der Sackpakete.
Später ergänzte man diese Maschinen um eine Seitenfaltenbildung, bei der die Schlauchfolie vertikal so durch ein Gestell geführt wurde, dass man ein Innenwerkzeug in den Schlauch einsetzen und zusammen mit außen angebrachten Formblechen die Seitenfalten einlegen konnte. Oben offene Flach- und Seitenfaltensäcke mit Bodennaht fanden für eine Vielzahl von Produkten Verwendung. Dazu zählten Salz, chemische Produkte, Düngemittel, Gartenprodukte oder Viehfutter. Der Verschluss erfolgte meist durch Abnähen.
Zu Beginn der 1960er-Jahre entwickelte der Maschinenhersteller Windmöller & Hölscher zusammen mit dem Bayer-Konzern ein Verfahren zur dauerhaften Verklebung von Kunststoff-Folien. Es basierte auf einem reaktiv abbindenden Zwei-Komponenten-Klebstoff, der zuvor bereits in der Schuhindustrie erfolgreich eingesetzt worden war. Er bestand aus Polyurethan-Festharz in Flockenform, das mit einem handelsüblichen Lösemittel verflüssigt und durch Zugabe von Isocyanat vernetzt wurde.
Polyurethanharze bilden eine Brücke zwischen der Kategorie der Duroplaste und der Elastomere, denn sie lassen sich durch die Wahl der Ausgangsstoffe stark in ihren Eigenschaften variieren, von zäh und hartelastisch bis gummielastisch. Ohne Zusatz von Farbpigmenten erscheinen Polyurethane honigfarben und transluzent. Sie weisen gute Beständigkeit gegen viele Lösungsmittel, Salzlösungen, schwache Säuren sowie Laugen auf und haften gut auf den meisten Untergründen. (Quelle: http://www.metalltechnik-lexikon.de/polyurethanharze-pur/)
In einer Synthese aus diesem Klebstoffsystem und der Technologie der Papiersack-Bodenleger entstand in der Folge der Ventilbodenleger AD Plastic für Kreuzboden-Ventilsäcke aus PE-Folien. Die Maschine zielte insbesondere auf Produktsegmente der chemischen Industrie, wie Kunststoffgranulate, Düngemittel und chemische Grundstoffe. Die Nachfrage speiste sich zum einen aus dem Wunsch der chemischen Industrie, eigene Rohstoffe für die Sackherstellung einzusetzen, und andererseits aus dem höheren Produktschutz, den Folie gegenüber Papier bot.

Abb. 10.5.3.1: Ventilbodenleger AD Plastic (W&H)
In zwei wichtigen Details beschritt die AD Plastic Neuland: Zum einen musste das Problem überwunden werden, dass Folien unpolare Oberflächen aufweisen, die eine Benetzung und damit eine erfolgreiche Verklebung verhindern. Ein geeignetes Verfahren für eine Veränderung der Oberflächen-Beschaffenheit ist die Corona-Vorbehandlung, bei der die Folie eine elektrische Hochspannungs-Entladung durchläuft. Aus diesem Grund wurde die AD Plastic mit Corona-Vorbehandlungsanlagen für alle Folienbahnen ausgerüstet.
Die Corona-Vorbehandlung wird eingesetzt, um die Haftung von Lacken und Farben auf Polyolefinen, wie Polypropylen und Polyethylen, zu gewährleisten beziehungsweise überhaupt erst zu ermöglichen. Bei der Coronavorbehandlung wird die zu behandelnde Oberfläche für eine kurze Zeit einer elektrischen Koronaentladung ausgesetzt. An der Oberfläche entstehen polare Moleküle, an die sich beispielsweise Druckerfarbe, Lacke oder Klebstoffe anbinden können.
Zum anderen musste die Klebstoffauftragstechnik an das oben beschriebene Klebstoffsystem angepasst werden. Anstatt wie im Papierbodenleger ein Bodenklebstoffmuster auf den geöffneten Sack zu drucken, erfolgte bei der AD Plastic der Auftrag bereits vor der Bodenöffnung, und zwar streifenförmig parallel zur Bodenkante des Schlauches auf seiner Ober- und Unterseite.

Abb. 10.5.3.2: Prinzip der Schlauchbeleimung. Die endgültige Verklebung des Bodens erfolgt erst mit dem Auflegen des Bodendeckblattes. (Quelle: Eigene Darstellung)
Darauf folgte – ebenfalls noch vor der Öffnung – die Trocknung des Klebstoffs durch Warmluft, um das Lösemittel auszutreiben. In gleicher Weise wurden Ventil- und Bodendeckblattzettel beklebt und getrocknet, bevor sie auf den Sack gelangten. Durch das Auflegen der Ventil- und Deckblatt-Zettel kamen ihre Klebstoff-Schichten in Kontakt mit dem Klebstoff des Schlauches. Starkes Anpressen sorgte für eine Anfangshaftung, die durch etwa zwei- bis dreitägiges Aushärten permanent wurde.
Produzierten die ersten AD Plastic noch vom Rotationsanleger, so setzte sich bald das Inline-Konzept durch, bei dem sie eine Schlauchfolienabwicklung, einen rotativ arbeitenden Querschneider und eine Schlauchdrehstation erhielten. Durch zusätzliche Erweiterung um eine Schlauchbildung sowie gegebenenfalls eine zweite Abwicklung konnten damit auch Flachfolien und Verbunde verarbeitet sowie komplex aufgebaute zweilagige Spezialsäcke produziert werden. Die Einführung eines beheizten Messers im Querschneider erlaubte später sogar die Verarbeitung von beschichtetem beziehungsweise kaschiertem Bändchengewebe.
Das Bändchengewebe wird aus Polypropylen (PP) oder HDPE (englisch: High Density Polyethylen) hergestellt. Alternativ wird es deshalb auch als PP-Gewebe oder HDPE-Gewebe bezeichnet. Es zeichnet sich durch sehr hohe Reißfestigkeit aus. Daher kommt es zum Beispiel auch bei Big Packs, die tonnenschwere Lasten transportieren können, zum Einsatz. Polypropylen als Grundstoff für die Fasern ist bei Raumtemperatur gegen Fette und fast alle organischen Lösungsmittel beständig, abgesehen von starken Oxidationsmitteln. Nichtoxidierende Säuren und Laugen können in Behältern aus PP gelagert werden.

Abb. 10.5.3.3: Ventilsack für Zement aus Bändchengewebe (Mehr zum Thema Bändchen- und Gewebeherstellung siehe Abschnitt „Bändchengewebe") (Quelle: Eigene Darstellung)
FFS – Form/Fill/Seal
In den 1970er-Jahren trat ein neues Konzept der Sackverpackung auf den Markt: FFS (Form/Fill/Seal). Es repräsentiert die Verbindung von Sack- und Abfüllmaschine und überwindet so die traditionelle Zweiteilung von Sackherstellung und Befüllung. FFS steht für englisch: Form/Fill/Seal. Deutsch: Herstellen/Füllen/Verschließen. FFS bedeutet, dass alle diese Aufgaben von einer Maschine erledigt werden.
Eine FFS-Maschine wird unter einem Produktsilo aufgestellt und über eine Waage und ein Fallrohr daran angeschlossen. Sie besteht aus einem Sackherstellteil, der einen oben offenen Seitenfalten-Foliensack mit Bodennaht aus einer entsprechend vorkonfektionierten Rolle fertigt, und einem Füllteil, der den Sack an einen Füllstutzen anhängt, befüllt, vom Stutzen abnimmt, oben verschließt und aus der Maschine befördert. Boden- und Kopfnaht werden durch thermisches Schweißen gefügt und ergeben sofort belastbare Verbindungen – Grundvoraussetzung für die Einsetzbarkeit des Verfahrens. Unter Schweißen versteht man gemäß EN 14610 und DIN 1910-100 „das unlösbare Verbinden von Bauteilen unter Anwendung von Wärme und/oder Druck, mit oder ohne Schweißzusatzwerkstoffen“. (Quelle: https://de.wikipedia.org/wiki/Schwei%C3%9Fen)

Abb. 10.5.3.4: Prinzipdarstellung einer FFS-Absackmaschine für frei fließende Schüttgüter (Quelle: Eigene Darstellung)
FFS konnte zunächst nur für das Absacken frei fließender Produkte eingesetzt werden, die weder mit Luft fluidisiert sind noch schweißhemmende Stäube entwickeln. (Info „Fluidisierung“: Eine Vielzahl von Schüttgütern kann durch Fluidisierung – Durchströmung mit Luft – in einen flüssigkeitsähnlichen Zustand versetzt werden.) Hauptanwendungen sind bis heute Kunststoffgranulate, Düngemittel, Salz- und Salztabletten, Filtersande. Erst seit dem Aufkommen mikrogenadelter Folien lassen sich auch stärker lufthaltige Produkte, wie zum Beispiel Suspensions-PVC, absacken. Eine Suspension ist ein heterogenes (nicht mischbares) Stoffgemisch aus einer Flüssigkeit und einem darin fein verteilten Feststoff. Suspensions-PVC – auch S-PVC – wird in einem Wasserbad hergestellt. Vinylchlorid wird durch sehr intensives Rühren in Wasser verteilt, und als Initiator im Monomer werden lösliche organische Peroxide wie Azobis (isobutyronitril) verwendet. Man spricht hier von einer Suspensionspolymerisation. Staubabsaugungen und eine verbesserte Abdichtung zwischen Sack und Füllstutzen verhindern heute eine Kontamination der Schweißzone, die ansonsten je nach Produkt zum Versagen der Schweißnaht führen könnte.
FFS konnte sich aufgrund seiner günstigen Kostenstruktur sowie des Vorteils einer allseits geschlossenen Verpackung rasch durchsetzen und ersetzte die bisher bei Massenschüttgütern eingesetzten Folien-Ventilsäcke. Diese wurden mehr und mehr auf Spezialsack- und Kleinmengen-Anwendungen zurückgedrängt, die technologisch oder ökonomisch nicht für FFS erreichbar waren. Der Druck auf den vorgefertigten Sack hält jedoch an, da FFS durch technische Weiterentwicklung von Maschine und Packmittel immer mehr Nischen erobert und schon heute ein außerordentlich vielfältiges Einsatzspektrum aufweist. Dazu zählt selbst das Baustoffsegment, in dem stark lufthaltige, staubende und schweißhemmende Produkte erfolgreich abgesackt werden.
FFS-Absackmaschinen arbeiten heute fast ausschließlich im Kontext kompletter Absacklinien, bei denen die FFS-Maschine über Transportbänder an einen Lagenpalettierer angeschlossen ist, der die gefüllten Säcke automatisch auf Paletten (oder auch palettenlos) stapelt. Die Vollpaletten laufen anschließend über Rollenbahnen in eine Wickelstretch- oder Stretchhauben-Maschine, mitderen Hilfe sie durch Überziehen einer Folienhaube beziehungsweise Umwickeln mit Stretchfolie für den Versand gesichert werden.

Abb. 10.5.3.5: Stretchhauben-Maschine „ARGON“ (Quelle: W+H)
Das System FFS stützt sich neben der eigentlichen Absacklinie beim Abfüller auf den Maschinenpark des Folienherstellers, und dort zusätzlich zur Blasfolienanlage auf eine Folien-Konfektionieranlage oder eine Folien-Schlauchmaschine, meist mit integriertem Druckwerk. In dieser Anlage erfolgt der Druck der Schlauchbahn, das Einlegen der Seitenfalten mithilfe eines Innenwerkzeugs sowie gegebenenfalls das Anbringen einer Entlüftungs-Perforation beziehungsweise das Prägen einer Anti-Rutsch-Ausrüstung mit anschließender Aufwicklung zu versandfertigen Rollen. Diese Anlage kann inline mit der Extrusion oder offline betrieben werden. Bei der Extrusion werden Kunststoffe kontinuierlich aufgeschmolzen und durch eine formgebende Düse ausgetragen. Anschließend wird der Kunststoff abgekühlt, sodass Halbzeuge wie Profile, Platten oder Folien entstehen. Maschinen, die das leisten, nennt man Extruder.
| 1 | Folienschlauch-Abwicklung |
| 2 | Flexo-Vorsatzdruckwerk mit Warmluft-Trocknung |
| 3 | Seitenfalten-Einrichtung |
| 4 | Vorzugstation und Aufwicklung |
Abb. 10.5.3.6: Schlauchfolien-Konfektionieranlage CONVERPRINT (W&H)
Alternativ dazu werden vermehrt Schlauchmaschinen eingesetzt, um Flachfolie zum Seitenfaltenschlauch zu verarbeiten und dabei Nadelungen, Schlitzungen und Prägungen anzubringen. Der Schlauchbildungs-prozess kommt immer dann ins Spiel, wenn es um Schlauchversionen geht, die nur aus Flachmaterial herstellbar sind. Dazu zählen Folien, die im feinen Raster bedruckt wurden, ebenso wie Kaschierverbunde – beides Prozesse, die Flachmaterial voraussetzen. Gleiches gilt für die Herstellung von zweilagigen Schläuchen oder solchen mit doppelter beziehungsweise dreifacher Längsnaht zur Erzeugung von Entlüftungskanälen.

Abb. 10.5.3.7: Extruder (Schnittbild, Quelle: W&H)
Das Fügen der Längsnaht erfolgt mithilfe eines Längsnahtextruders, der eine oder mehrere Spuren Polymerschmelze aufträgt und damit eine hochbelastbare Verbindung herstellt. Auch auf dieser Maschine wird das Endprodukt aufgewickelt und als Rollenware zum FFS-Absackbetrieb transportiert.

Abb. 10.5.3.8: Verwendung als Längsnahtextruder (Quelle: W&H)

Abb. 10.5.3.9: Schlauchmaschine POLYTEX für Folien, Verbunde und Gewebe (Quelle: W&H)
Bändchengewebesäcke
Industrielle Gewebe auf der Basis von PE-HD oder PP-Bändchen werden seit mehr als fünfzig Jahren zu Säcken in vielfältigen Formen verarbeitet. Ihr hervorstechendes Merkmal ist die außerordentlich hohe mechanische Belastbarkeit; diese verdanken sie dem Prozess des Verstreckens der Bändchen: Dabei werden die fadenförmigen Polymer-Moleküle in Längsrichtung der Bändchen orientiert. Bändchengewebesäcke finden vorzugsweise dort Verwendung, wo Säcke hohen Belastungen durch Transport, Umschlag und Klima ausgesetzt sind. Dazu zählen Länder in Asien, Afrika, Zentral- und Südamerika, in denen es an Verkehrs- und Logistik-Infrastruktur mangelt, Sackpapier nicht zur Verfügung steht und das Lohnkostenniveau die vergleichsweise arbeitsintensive Herstellung erlaubt.
Die Bändchen, die im fertigen Zustand eine Breite von etwa 2,5 bis 4 mm aufweisen, entstehen durch Extrusion einer Flachfolie, die im Wasserbad abgekühlt und zunächst in Folienstreifen von etwa sieben bis zehn Millimeter Breite geschnitten wird. Im weiteren Verlauf passiert die Streifenschar einen Heißluftofen: Darin werden die Bändchen im warm-plastischen Zustand in Längsrichtung etwa um den Faktor 1:4,5 bis 1:6 verstreckt, anschließend abgekühlt und zum Schluss auf Spulen aufgewickelt. Im nächsten Produktionsschritt verweben Rundwebmaschinen die auf den Spulen aufgewickelten Kett- und Schussbändchen zu (schlauch-förmigem) Rundgewebe.

Abb. 10.5.3.10: Sechs-Schützen-Rundwebmaschine advanTex 850 (Quelle: BSW)
Aus diesem Material lassen sich bereits einfachste Gewebesäcke herstellen, indem Schlauchabschnitte mithilfe eines Glühdrahtes oder heißen Messers (um das Ausfransen der Bändchen an der Schnittkante zu verhindern) abgetrennt und am Boden abgenäht werden. Durch die offene Struktur der Gewebeoberfläche bleibt der Sack luftdurchlässig und nur begrenzt wasserabweisend. Pulverförmige Produkte sind nicht völlig gegen Ausrieseln geschützt. Für einen erhöhten Produktschutz werden daher häufig leichte PE-Bodennaht-Foliensäcke (englisch „Liner“) auf manuellem Wege in diese Säcke eingezogen.
Statt der arbeitsaufwendigen Liner setzt sich zunehmend die Beschichtung des Gewebes mit einer PE- beziehungsweise PP-Schmelze durch. Dafür verwendet man Extruder mit Breitschlitzdüsen, die einen dünnen Schmelzevorhang auf die Gewebebahn auflegen, während diese über eine unterhalb der Düse angeordnete Kühlwalze läuft. Für Rundgewebe wurde das Verfahren entwickelt, es auf doppelt breiten Beschichtungsmaschinen in einem Arbeitsgang auf Vorder- und Rück-seite zu beschichten. Eine Alternative dazu ist die Beschichtung von Flachmaterial und dessen anschließende Verarbeitung zum Schlauch. Dieser Prozess erlaubt auch die Herstellung von Säcken aus Materialverbunden, bei denen das Gewebe zuvor mit Folie, Papier, Vlies oder Aluminiumfolie kaschiert wurde. Durch Kaschierung mit vorbedruckter Folie lässt sich eine hochwertige Optik des Sackes erzielen, die ansonsten aufgrund der unebenen Oberfläche des Gewebes nicht darstellbar wäre.
Beschichtetes und kaschiertes Gewebe ist aufgrund seiner geschlossenen Oberfläche maschinengängig – das heißt: Es kann mit rotierenden Messern geschnitten, elektrostatisch vorbehandelt und mit herkömmlichen Verfahren geklebt werden. Eine Schweißung ist zwar technisch möglich, führt aber zu einem Festigkeitsverlust in der Naht, da die Erwärmung des Materials über den Erweichungspunkt die Orientierung der Polymer-Moleküle wieder aufhebt. Aus diesem Grund beschränkt sich die Herstellung von Gewebesäcken auf genähte, geklebte und heißgesiegelte (siehe nächster Abschnitt) Bauformen, wobei das gesamte Spektrum oben offener und geschlossener (Ventil-)Säcke mit und ohne Seitenfalten am Markt auftritt. Bei Ventilsäcken, die für lufthaltige Produkte vorgesehen sind, macht die geschlossene Oberfläche des Materials jedoch das Anbringen einer Entlüftungsnadelung nötig.
Nach einem Verfahrensvorschlag der Firma Starlinger aus Wien entwickelte W&H ab etwa 1993 den Bodenleger AD Convertex für Kreuzbodenventilsäcke aus beschichtetem Polypropylen-Gewebe, mit dem ein neuartiger, klebstoffloser Fügeprozess auf den Markt kam. Der Prozess nutzt die Beschichtung selbst als Siegelmaterial, das an den Fügestellen durch Heißluft von rund 650°C auf Erweichungstemperatur und durch sofortiges Anpressen die Verbindung mit dem Fügeteil herstellt. Wichtig bei diesem Verfahren ist die Einhaltung eines „Schweißfensters“ – das heißt: ein Temperaturbereich, der die Erweichungstemperatur (Glasübergangstemperatur) des PP-Grundgewebes (rund 170°C) von der der Beschichtung (rund 140°C) trennt, um thermische Beschädigung des Grundgewebes auszuschließen. Realisiert wird die niedrigere Glasübergangstemperatur der Beschichtung durch gezielte Auswahl des Materials beziehungsweise durch Abmischung mit niedrig schmelzenden Polymerwerkstoffen.
Die Vicat-Erweichungstemperatur von Kunststoffen ist eine nach DIN EN ISO 306 standardisierte Methode. Es geht um die sogenannte Vicat-Erweichungstemperatur (Vicatsofteningtemperature, VST). Das ist der Zeitpunkt, wann eine Nadel mit definiertem Durchmesser bei einer bestimmten Heizleistung und einem definierten Druck um einen Millimeter in einen Kunststoff eindringt. Die Temperatur muss um einen bestimmten Betrag (15 K) unter der Vicat-Temperatur liegen, damit die praktische Dauereinsatzgrenze nicht überschritten wird. Typische Vicat-Erweichungstemperaturen (VST) sind:
ABS 108°C
PP 146°C
PC 154°C
Mehr: https://de.wikipedia.org/wiki/Wärmeformbeständigkeit

Abb. 10.5.3.11: Ventilbodenleger AD CONVERTEX fürPP-Bändchengewebesäcke (Quelle: W&H)

| 1. Abwicklung und Bahnlaufregelung | 9. Schlauchöffnungsstation |
| 2. Mikroperforation | 10. Übergang zum Ventilapparat |
| 3. Vorzug | 11. Ventilapparat |
| 4. Speicherschwinge | 12. Bodenbildung |
| 5. Intermittierender Vorzug | 13. Bodendeckblattapparate |
| 6. Querschneider | 14. Paketbildungsstation |
| 7. Umlenkstation | 15. Paketabtransport |
| 8. Sacktransport |
Abb. 10.5.3.12: Prinzipdarstellung eines Ventilbodenlegers für Gewebesäcke (Quelle: Eigene Darstellung)
In jüngster Zeit ist auch die Übertragung des Heißluft-Fügeverfahrens auf co-extrudierte Folien mit einem hinsichtlich des thermischen Verhaltens vergleichbaren Schichtaufbau gelungen. Damit können jetzt auf der gleichen Maschine auch Foliensäcke produziert werden. Info „co-extrudiert“: Die Folie besteht aus mehreren Schichten, deren spezifische Eigenschaften beliebig kombiniert werden können. Damit lassen sich Stärke, Verschweißbarkeit, Steifigkeit, Schutzschichten oder optische Eigenschaften variieren. Besteht eine Coex-Folie aus wenigstens zwei verschiedenen Materialien, wird sie auch Verbundfolie genannt.
Der Bodenleger AD Convertex verarbeitet Flachschlauchmaterial von der Rolle, das mithilfe eines Querschneiders in Abschnitte geteilt wird. Durch eine 90°-Umlenkung gelangen die Abschnitte von der Längs- in die Quer-Orientierung, in der sie die anschließenden Falt- und Siegelprozesse durchlaufen, mit denen die Schlauchenden geöffnet, die Ventile eingelegt, die Böden geschlossen und die Deckblätter aufgelegt werden. Eine modifizierte Version der Maschine verarbeitet Seitenfalten-Schlauchmaterial zu Falzbodensäcken (Pinch-Säcken). Dies erfolgt durch Umlegen und Siegeln der Bodenklappe, die sich aus dem entsprechend gestalteten Schnittverlauf der Schlauchenden ergibt. Da eine derartige Kontur nicht im Geradschnittverfahren, sondern nur durch Abriss entlang einer vorher perforierten Trennlinie zu erzeugen ist, verfügt die Maschine anstelle eines Querschneiders über eine Abreißeinrichtung.
Die Abreißperforation selbst wird auf der oben beschriebenen Schlauchmaschine POLYTEX entweder mithilfe einer Laserperforation oder einer Rotationsstanze in die Flachbahn eingebracht.
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.4 Herstellung von Briefumschlägen
10.5.4.1 Grundlegende maschinelle Herstellungsverfahren
• Fertigung vom Zuschnitt oder Rechteckbogen
• Fertigung von der Rolle
Mit der im Jahr 1913 patentierten Erfindung des Rotationsprinzips begann ein neues Zeitalter der Herstellung von Kuverts. Zunächst wurden weiterhin Zuschnitte verarbeitet. Diese wurden aber kontinuierlich von einem Stapel (jeweils der unterste Zuschnitt) in die Rotationsmaschine eingezogen. Vor Einführung des Rotationsprinzips waren die Zuschnitte noch einzeln in halbautomatische Faltmaschinen eingelegt sowie mit Klebstoff beaufschlagt und gefaltet worden.

Abb. 10.5.4.1: Historische Briefumschlagmaschine (Quelle: W+D)
Alle Arbeitsschritte (wie Klebstoffauftrag und Faltung) wurden kontinuierlich hintereinander ausgeführt – bis hin zum fertigen Kuvert. Im späteren Verlauf der Entwicklung weiterer Maschinen – getrieben von immer stärkerer Nachfrage nach Kuverts – wurde die Produktionsgeschwindigkeit der Maschinen immer schneller. Die damalige Technik, einzelne Zuschnitte kontinuierlich einzuziehen, limitierte die Maschinengeschwindigkeit, sodass daraus resultierend die erste Rollenmaschine konzipiert wurde. Hierbei werden die Kuverts – ebenfalls im rotativen Verfahren – aus einer Papierbahn geschnitten und gefertigt. Hiermit lassen sich bis heute sehr hohe Produktionsgeschwindigkeiten erzielen. Je nach Anforderungen an das Endprodukt (Schnittform, Auflagenhöhe, Material etc.) werden beide Produktionsprinzipien noch heute an den modernsten – mittlerweile durch Servotechnologie betriebenen – Kuvertmaschinen angewendet.
Diese werden im Folgenden im Detail beschrieben.
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.4.2 Maschinentypen
Briefumschlagmaschine vom Zuschnitt oder Rechteckbogen arbeitend
Ein am Markt verwendetes Maschinenkonzept ist die Blattmaschine mit Endablage: W+D 320 BE.

Abb. 10.5.4.2: Blattmaschine W+D 320 BE (Quelle: W+D)
Die Maschine produziert vom Zuschnitt oder Rechteckbogen. Die Abfolge der Produktionsschritte ist aus den abgebildeten Schemata ersichtlich. Die Funktion der jeweiligen Stationen ist vergleichbar. Die erforderlichen Zuschnitte (Stanzlinge) werden entweder in einem separaten Arbeitsgang, dem Stanzen, hergestellt. Oder die Stanzkonturen werden innerhalb der Briefumschlag-Blattmaschine mit einem sogenannten „Komplettschnitt“ aus einem Rechteckbogen geschnitten.
Bis heute gibt es moderne Briefumschlagmaschinen, die einerseits vom Blatt und andererseits von der Rolle arbeiten.

| 1 | Blatteinzug | 11 | Bodenklappenfaltstation |
| 2 | Flexo-Innendruckwerk | 12 | Falteinrichtung für außenliegende Seitenklappen |
| 3 | Flexo-Außendruckwerke | 13 | Heißleim-Haftklebestation |
| 4 | Quer- und Längsvorbruchstation | 14 | Staffelstation |
| 5 | Schneidstation für Fensterausschnitt und Komplettschnitt | 15 | Verschlussklappengummierstation |
| 6 | Fenstermaterialeinklebestation | 16 | Trockenstrecke |
| 7 | Düsenbeleimung und Falteinrichtung für Seitenklappen bei Versandtaschen | 17 | Regulierstation |
| 8 | Seitenklappenfaltstation | 18 | Verschlussklappenfaltstation |
| 9 | Düsenbeleimung für Seitenklappen bei Bookletformaten | 19 | Ablage |
| 10 | Gummierstation für Versandtaschenbodenklappen und Briefumschlagseitenklappen | Blau eingefärbter Text: optionale Maschinenmodule |
Abb. 10.5.4.3: Schema W+D 320 BE mit Legende (Quelle: Eigene Darstellung)
Versandtaschen haben lediglich EINE Seitennaht, bei der die beiden Seitenklappen aufeinander geklebt werden. Der Düsenkopf mit frequenzgesteuertem Ventil ist seitlich (quer zur Maschinenrichtung) positionierbar. Der Klebstoffauftrag erfolgt kontaktlos (non-impact). Die Klebstoffmenge und Klebstoffstreifenlänge sind elektronisch steuerbar. Die Taktung der Klebstoffdüse für den intermittierenden Klebstoffauftrag erfolgt entsprechend der Formatabschnittlänge. Die Einstellung der Menge, Taktung und Streifenlänge muss präzise sein; sonst ist mit Produktionsstörungen zu rechnen, oder die Produkte sind fehlerhaft. Beides kann in späteren Produktionsprozessen, zum Bespiel der Kuvertierung, zu Störungen führen. Dieser Exkurs gilt ebenso für die im kommenden Kapitel vorgestellten, von der Rolle arbeitenden Briefumschlagmaschinen.
Eine weiterer Maschinentyp ist die Blattmaschine mit Mittenablage: W+D 326 BC beziehungsweise W+D 627 C. Grundsätzlich arbeitet sie ähnlich wie der zuvor vorgestellte Maschinentyp. Insbesondere die Ablage der fertigen Produkte ist unterschiedlich.

Abb. 10.5.4.4: Beispiel für eine Briefumschlagmaschine mit Mittenablage: der Maschinen-typ W+D 326 BC
(Quelle: W+D)
Abb. 10.5.4.5: Maschinentyp W+D 627 C (Quelle: W+D)
Briefumschlagmaschine von der Rolle arbeitend
Ein am Markt oft verwendetes Modell ist die Rollenmaschine mit End ablage – W+D 202 RE.

Abb. 10.5.4.6: Maschinentyp W+D 202 RE (Quelle: W+D)
Diese Maschine produziert von der Rolle. Die Abfolge der Produktionsschritte ist aus dem abgebildeten Schema ersichtlich.

| 1 | Rollenwechsler W+D 191 N | 12 | Seitenklappengummierstation |
| 2 | Materialbahnspeicher | 13 | Bodenklappenfaltstation |
| 3 | Bahnlaufregelgerät | 14 | Faltstation für außenliegende Seitenklappen |
| 4 | Flexodruckmaschine W+D 201 | 15 | Staffelstation |
| 5 | Quervorbruchstation | 16 | Verschlussklappengummierstation |
| 6 | Längsvorbruchstation | 17 | Heißleim-Haftklebestation |
| 7 | Formschneidstation (Rotationsschnitt) | 18 | Infrarot-Schlussklappentrocknung |
| 8 | Fensterausschneidstation | 19 | Regulierstation |
| 9 | Fenstermaterialeinklebestation | 20 | Verschlussklappenfaltstation |
| 10 | Faltstation für innenliegende Seitenklappen | 21 | Ablage mit Zählwerk |
| 11 | Trennschneidstation | Blau eingefärbter Text: optionale Maschinenmodule |
Abb. 10.5.4.7: Schema der W+D 202 RE mit Legende (Quelle: W+D)
Die Rollenmaschinen sind mit bis zu fünf Inline-Flexodruckwerken an integrierten Zentralzylinder- oder Mehrzylinder-Druckmaschinen ausgestattet. Die Blattmaschinen wiederum sind mit maximal zwei Flexo-Außendruckwerken und einem Flexo-Innendruckwerk versehen. Durch die hohe Maschinengeschwindigkeit (bis zu 480 m/min) werden an die Farben sehr hohe Ansprüche gestellt, was die Verdruckbarkeit und das Trocknen der Flexofarben betrifft.
Neben der W+D 202 RE gibt es eine weitere Rollenmaschine – die W+D 102 RE.

Abb. 10.5.4.8: Rollenmaschine W+D 102 RE (Quelle: W+D)
Eine weitere Maschinenvariante ist die Rollenmaschine mit Mittenablage – W+D 627 RC. Auch sie arbeitet von der Rolle, lediglich die Anordnung einiger Fertigungssektionen unterscheidet beide Anlagen voreinander. Insbesondere die Ablage der fertigen Produkte ist unterschiedlich.

Abb. 10.5.4.9: Rollenmaschine W+D 627 RC (Quelle: W+D)
Briefumschlagmaschine von der Rolle und/oder vom Zuschnitt oder Rechteckbogen arbeitend
Hierbei wird ein Maschinenkonzept im Markt verwendet – die Kombinationsmaschine mit Mittenablage –Typ W+D 627 KC

| 1 | Rollenwechsler W+D 191 | 16 | 2. Fenstermaterialeinklebestation |
| 2 | Bahnlaufregelgerät | 17 | Seitenklappenfaltstation |
| 3 | Flexodruckmaschine W+D 201 | 18 | Seitenklappengummierstation Düse: Basis (RC/KC) – optional (BC) Walze: Basis (BC) – optional (KC/RC) |
| 4 | Blatteinzug (RC – optional) | 19 | Bodenklappenfaltstation |
| 5 | Formschneidstation an der Bahn (KC/RC) | 20 | Staffelstation |
| 6 | Trennschneidstation (KC/RC) | ||
| 7 | Flexo-Innendruckwerk (BC/KC) | 22 | Verschlussklappengummierstation |
| 8 | Flexo-Außendruckwerke (BC/KC) | 23 | Fenstermaterialrollenwechsler W+D 190 |
| 9 | Längsvorbruchstation an der Bahn (KC/RC) | 24 | Warmluft-Schlussklappentrocknung |
| 25 | Produktentnahmevorrichtung | ||
| 26 | Regulierstation | ||
| 12 | 2. Schneidstation für Formschnitt | 27 | Heißleim-Haftklebestation |
| 13 | Vorbruchstation am Blatt längs/quer (BC/KC) | 28 | Verschlussklappenfaltstation |
| 14 | Fensterausschneidstation | 29 | Ablage mit Zählwerk |
| 15 | Fenstermaterialeinklebestation | ||
| Blau eingefärbter Text: optionale Maschinenmodule Anmerkung zur nicht fortlaufenden Nummerierung: Positionen 10, 11 und 21 sind in dieser Maschinenvariante nicht vorhanden bzw. nicht sichtbar. | |||
Abb. 10.5.4.10: Schema Kombinationsmaschine mit Mittenablage –Typ W+D 627 KC (Quelle: Eigene Darstellung)
Diese Maschine kann sowohl vom Zuschnitt als auch von der Rolle arbeiten. Die Abfolge der Produktionsschritte ist aus den abgebildeten Schemata ersichtlich.

Abb. 10.5.4.11: Kombinationsmaschine mit Mittenablage –Typ W+D 627 KC (Quelle: W+D)
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.4.3 Stationen und Module der Briefumschlagmaschine
Die Funktion der jeweiligen Stationen ist vergleichbar. Nachfolgend werden diese beschrieben.
Blattverarbeitung
Blatteinzug
An allen vom Blatt oder Zuschnitt arbeitenden Maschinen werden am Einzug die Papierbogen aus einem auf dem Stapeltisch positionierten Bogenstapel in die Maschine eingezogen. Der Stapeltisch ist neigungsverstellbar und kann so den Eigenschaften des Papiers angepasst werden. Der Papierstapel wird durch formatabhängig positionierbare Stapelholme auf dem Stapeltisch in Position gehalten. Der unterste Zuschnitt/Bogen wird von Saugern nach unten vom Stapel separiert und anschließend von einer gesteuerten Vakuumwalze aus dem Stapel in die Maschinen eingezogen. Der Stapel kann dabei mit Blasluft minimal angehoben werden – Bläser bringen die Blasluft dabei seitlich in den Stapel, sodass das störungsfreie Ausziehen des Bogens gewährleistet ist. Die Sauger/Bläser sind einstellbar (Position der Sauger/Bläser; der Zeitpunkt der Luftbeaufschlagung und deren Intensität). Die Einzugswelle verfügt über ein gesteuertes Vakuum – das heißt, dass der Saugzeitpunkt (Einsetzen und Beenden der Saugwirkung in Position zum Papier) innerhalb eines Verstellbereichs einstellbar ist. Sowohl die Einstellung des Saugzeitpunkts als auch die spezifische Einstellung der Sauger und Bläser sind papierabhängig.

Abb. 10.5.4.12: Blatteinzug (Quelle: Eigene Darstellung)

Abb. 10.5.4.13: schematische Darstellung des Blatteinzuges (Quelle: Eigene Darstellung)
Blattdruckwerke
Die vom Blatt arbeitenden Briefumschlagmaschinen sind mit einem Innendruckwerk und maximal zwei Außendruckwerken ausrüstbar. Ein Druckwerk besteht auch hier aus Rakelkammer, manuell zustellbarer Rasterwalze, feststehendem voreingestelltem Klischeezylinder, sowie einem Gegendruckzylinder. Das Innendruckwerk verfügt über einen s-paraten Gegendruckzylinder – die beiden Außendruckwerke über einen gemeinsamen Gegendruckzylinder. Die Druckan- und -abstellung erfolgt halbautomatisch.

Abb. 10.5.4.14: Blattdruckwerk in der Produktion (Quelle: Eigene Darstellung)

Abb. 10.5.4.15: schematische Darstellung eines Blattdruckwerkes (Quelle: Eigene Darstellung)
Längs-/Quervorbruch
Unter dem Begriff „Vorbruch“ versteht man das Rillen des Papiers mit rechteckig und rechtwinklig angeordneten Linien, die dem „Formatspiegel“ (Höhe x Breite) entsprechen. Die Aufgabe des Vorbruchs ist es, das Papier für nachfolgende Faltvorgänge der Seiten-, Boden- und Schlussklappen an der entsprechenden Stelle derart zu verändern, dass ein kantenscharfer Falz gewährleistet ist. Das Rillen erfolgt bei Blattmaschinen innerhalb einer Station durch zwei unterschiedliche Werkzeuge. Der Längsvorbruch für Seitenklappen erfolgt mittels rotierender Rillmesser gegen eine Gummiwelle, der Quervorbruch für Boden- und Schlussklappe mittels zweier achsparalleler Rillmesser innerhalb der Vorbruchwalze gegen gummibeschichtete „Polsterwalze“. Die Einstellungen sind entsprechend dem zu verarbeitenden Papier vorzunehmen. Eine zu starke Rillung führt zu Beschädigungen des Papiers und kann im Verlauf der Produktion zum Reißen des Materials im Falz führen. Hingegen verursacht eine zu geringe Rillung Faltungenauigkeiten – zum Beispiel Doppelfalz oder Formatgrößentoleranzen.
Bei Rollenmaschinen sind die Quervorbruchwalzen „formatabhängig“ – das heißt, sie müssen bei Änderung des Produktformats gewechselt werden.
Hier gibt es mehr Informationen zum Falzen in der Praxis, bereitgestellt von Heidelberg.

Abb. 10.5.4.16: Vorbruchstation in der Produktion (Quelle: Eigene Darstellung)

Abb. 10.5.4.17: schematische Darstellung des Längs- und Quervorbruchs (Quelle: Eigene Darstellung)
Schneidestation für Fenster- beziehungsweise Komplettschnitt
In Blattmaschinen erfolgt der Konturenschnitt, sofern er nicht von einem vorgestanzten Zuschnitt produziert wird, gemeinsam mit dem Fensterschnitt in derselben Station. Bei modernen Blattmaschinen ist der Komplettschnitt mit Folienmessern heute vielfach Standard. Ein Rotationsschnitt mit einem Folienmesser, das auf einer sogenannten Magnetwalze fixiert ist, schneidet hierbei gegen eine Keramikleiste durch das Papier. Das Folienblech wird hierbei durch in die Walze eingearbeitete Magnete sicher gehalten. Ältere Maschinen ohne diese Magnetwalze sind lediglich in der Lage, den Fensterschnitt mit Massivmessern auszuführen. Der Schneidabfall wird per Vakuum durch einen unterhalb der Schneidstation installierten Trichter aus der Maschine abtransportiert. Auch hier ist unbedingt auf eine exakte Zustellung des Messers (auf 1/100 Millimeter genau) zu achten, da ansonsten mit erhöhtem Messerverschleiß oder -zerstörung beziehungsweise mit unvollständigem Fenster-/Konturenschnitt zu rechnen ist. Die Folge sind Produktionsstörungen oder mangelhafte Produkte.

Abb. 10.5.4.18: Schneidstation für Fenster- und Komplettschnitt in der Produktion (Quelle: Eigene Darstellung)

Abb. 10.5.4.19: schematische Darstellung einer Schneidstation für Fenster- und Komplettschnitt (Quelle: Eigene Darstellung)
Fenstermaterialeinklebestation
Das Fenstermaterial wird entweder von einer in der Maschine integrierten Fensterfolienabrollung – der separaten Abrollung W+D 120 – oder vom Rollenwechsler W+D 190 in die Einklebestation transportiert. Eine Seitenkantensteuerung vor der Station sorgt hierbei für das positionsgenaue Einführen der Materialbahn in die Station. Der Weitertransport der Materialbahn erfolgt über Vakuumzylinder in der Fensterstation. Der Trennschnitt für den entsprechenden Fenstermaterialabschnitt erfolgt durch ein Trennmesser nach Klebstoffauftrag auf die Bahn an der Vakuumtransportwalze, die den Fenstermaterialabschnitt auf das Kuvert auflegt. Die Abschnittlänge wird elektronisch über einen Servomotor gesteuert oder durch entsprechende Kombination von sogenannten Wechselrädern erzielt.
Das eigentliche Klebstoffauftragswerk ist ein sogenanntes Rakelauftragswerk. Es besteht aus einem offenen Rakelkasten, einer Auftragswalze und der Gummierwalze mit Mehrfachgummierer. Der Gummierer ist je nach Fenstergröße ein sogenannter Taktgummierer, der auf eine Aufnahmewelle geklemmt wird. Der Gummierer ist formatabhängig, und der Klebstoffauftrag erfolgt taktgenau auf die Folie. Die Klebstoffzufuhr erfolgt durch eine Pumpe und wird über eine Niveauregelung innerhalb des Rakelkastens gesteuert. Wichtig ist die Einstellung des positionsgenauen Transports des Materialabschnitts auf den Kuvertzuschnitt; exakt eingestellt werden muss auch das Trennmesser, beispielsweise bei Polystyrol auf den Anschnitt des Materials und keinesfalls auf Durchschnitt. Bei fehlerhafter Einstellung kann das Messer mit der Vakuumwalze in Kontakt kommen – dadurch können sowohl das Messer als auch die Vakuumwalze beschädigt werden.

Abb. 10.5.4.20: Fenstermaterialeinklebestation in der Produktion (Quelle: Eigene Darstellung)

Abb. 10.5.4.21: schematische Darstellung einer Fenstermaterialeinklebestation (Quelle: Eigene Darstellung)
Faltstation für innenliegende Seitenklappen
Der Kuvertzuschnitt wird per Vakuum auf einem Band angesaugt, positionsgenau fixiert und transportiert. Die Faltung der Seitenklappen erfolgt durch sogenannte Falzmesser, die seitlich auf Formatbreite einstellbar sind. Dabei werden die Seitenklappen des durchlaufenden Zuschnitts durch Führungen angehoben und exakt mit dem Seitenvorbruch an dem Falzmesser im weiteren Verlauf nach innen umgelegt. Es ist hierbei eine exakte Einstellung des Falzes zum Längsvorbruch notwendig, da ansonsten ein „Doppelfalz“ entsteht, durch den das Produkt für die weitere Verwendung unbrauchbar wird.

Abb. 10.5.4.22: Seitenklappenfaltstation (Quelle: Eigene Darstellung)

Abb. 10.5.4.23: schematische Darstellung einer Seitenklappenfaltstation (Quelle: Eigene Darstellung)
Walzen-Gummierstation für Briefumschlagseitenklappen (Diagonal- und Commercial-Schnittform) – alternativ
Die Seitenklappen der klassischen Kuvertschnittformen – dazu zählen das US-Format Commercial, aber auch der sogenannte Spitzschluss (Diagonalschnitt) – werden entsprechend mit den nach Format ausgelegten Gummierern im Walzengummierwerk mit Klebstoff beaufschlagt. Bei diesen Formaten ist die Verklebung der Seitenklappen parallel zur Maschinenlaufrichtung mittels Klebstoffdüsen nicht möglich. Diese erfolgt in einem Walzengummierwerk: Dieses besteht aus Klebstoffwanne, Tauch- und Dosierwalze und einer Welle mit Gummierer (Gummi oder Kunststoff). Die Klebstoffzufuhr mit Niveauregulierung ist über Flasche oder Pumpe zur Klebstoffwanne möglich. Der Gummierer wird auf der Welle mittels Klemmung seitlich und in Umfangsrichtung positionierbar. Die exakte Positionierung und korrekte Klebstoffmenge sind wichtig für die Produktqualität und den sicheren Produktionslauf. Durch mehr oder weniger Pressung zwischen Dosier- und Tauchwalze wird die Klebstoffmenge justiert. Wichtig ist auch der korrekte Kontakt zwischen der Auftragswalze (in diesem Fall die Dosierwalze) und dem Gummierer sowie zwischen Gummierer und Papier.

Abb. 10.5.4.26: Boden- und Seitenklappengummierstation (Quelle: Eigene Darstellung)

Abb. 10.5.4.27: schematische Darstellung einer Boden- und Seitenklappengummierstation (Quelle: Eigene Darstellung)
Bodenklappenfaltstation
Direkt im Anschluss an das Klebstoffauftragswerk folgt die Bodenklappenfaltstation: Hier wird Bodenklappe umgelegt und mit den Seitenklappen (sofern innenliegend) verklebt. Das Kuvert beziehungs-weise die Versandtasche wird mittels Vakuumzylinder direkt vor dem Quervorbruch am Formatspiegel gefasst und mit der offenen Bodenklappe in eine einstellbare Falttasche geschoben. Die kontinuierliche rotative Bewegung des Vakuumzylinders bewegt das Kuvert an der Falttasche vorbei. Dabei wird die Bodenklappe wieder in entgegengesetzter Richtung aus der Falttasche herausgezogen und somit am Quervorbruch umgelegt. Bei der Rollenmaschine W+D 202 kommt hierbei ein zweiter Vakuumzylinder zum Einsatz, der das gefaltete Kuvert übernimmt. Bei der Fertigung von Versandtaschen kommt eine sogenannte Hebelwelle zum Einsatz, die das Aufrichten und anschließende Umlegen der kurzen Bodenklappe unterstützt. Es ist hier auf exakte Einstellung der Falttasche (Endanschlag für die Bodenklappe) und die korrekte Einstellung der Saugzeitpunkte der Vakuumwalzen zueinander zu achten, da es ansonsten zu Doppelfalz kommt.

Abb. 10.5.4.28: Bodenklappenfaltstation (Quelle: Eigene Darstellung)

Abb. 10.5.4.29: schematische Darstellung einer Bodenklappenfaltstation (Quelle: Eigene Darstellung)
Falteinrichtung für außenliegende Seitenklappen
Für Kuverts mit außenliegenden Seitenklappen ist optional eine zusätzliche Station mit der Maschine lieferbar. Hierbei werden die Seitenklappen nicht vor dem Bodenfalz, sondern erst anschließend umgelegt, wobei der Klebstoffauftrag ebenfalls mit Düsen erfolgt. Die Faltung erfolgt ebenfalls mit seitlich einstellbaren Faltmessern, wobei auch hier eine exakte Einstellung zum Längsvorbruch erforderlich ist. Derartige Kuverts sind in erster Linie bei sogenannten Kuvertierhüllen zu finden – das sind Kuverts, die in Kuvertiermaschinen automatisch mit dem zu versendenden Inhalt befüllt werden, da diese dort störungsfreier laufen.

Abb. 10.5.4.30: Falteinrichtung für außenliegende Seitenklappen (Quelle: Eigene Darstellung)

Abb. 10.5.4.31: schematische Darstellung einer Falteinrichtung für außenliegende Seitenklappen (Quelle: Eigene Darstellung)
Staffelstation
In der Staffelstation werden die gefalteten Kuverts beziehungsweise Versandtaschen übereinandergeschoben – „gestaffelt“; dabei wird der Teil der Schlussklappe, der mit Klebstoff versehen werden soll, nicht überdeckt. Die Einstellung der Staffelbreite erfolgt über sogenannte Staffelräder und die Einstellung der Rotationsgeschwindigkeit der Staffelrollen. Dies kann je nach Maschinentyp elektronisch durch Servoantriebe oder aber mechanisch durch Wechselräder erfolgen. Die Staffelung bei der sogenannten Latexgummierung ist weiter auseinander gezogen, da bei dieser Art der Gummierung ein zweiter Klebstoffstreifen auf dem oberen Ende der Bodenklappe erfolgt. Der Anpressdruck der Staffelrollen muss beidseitig gleichmäßig sein, da die Kuverts ansonsten schief in die Staffelstation und die nachfolgende Verschlussklappengummierstation einläuft.

Abb. 10.5.4.32: Bild 24a Staffelung + Schlussklappenbeleimung (Quelle: Eigene Darstellung)

Abb. 10.5.4.33: schematische Darstellung einer Staffelstation (Quelle: Eigene Darstellung)
Verschlussklappengummierstation
Diese Station besteht aus Klebstoffwanne, Tauch- und Dosierwalze sowie Gummierwalze und Klebstoffzuführung durch Pumpe oder Flasche, einer Gummierwalze (Gummi oder Kunststoff); sie kann für wiederbefeuchtbare Gummierung als vollflächige Walze oder aber als sogenannte Taktwalze (versehen mit querstreifigen Segmenten) ausgelegt werden. Für die Latexgummierung (zwei Klebeflächen, die bei gegenseitigem Kontakt miteinander verhaften, wobei eine auf der Schlussklappe und die andere auf der Bodenklappe aufgetragen wird) wird grundsätzlich ein Segmentgummierer verwendet, dessen Breite formatabhängig ist und der entsprechend dem jeweiligen Kuvertformat ausgelegt wird. Einstellbar ist die Klebstoffauftragsmenge; die Höhe des Gummierstreifens wird durch die Staffelbreite (siehe Abschnitt „Staffelstation“) vorgegeben. Die Qualität des Klebstoffauftrags ist entscheidend für die finale Produktqualität und die Verschließfunktion. Eine mangelhafte Schlussklappengummierung macht das Produkt unter Umständen unbrauchbar.

Abb. 10.5.4.34: schematische Darstellung einer Verschlussklappengummierstation (Quelle: Eigene Darstellung)
Trockenstrecke für Schlussklappengummierung
Diese Station ist notwendig, um sowohl die wiederbefeuchtbare als auch die Latexgummierung nach dem Klebstoffauftrag zu trocknen. Sie kann mit Warmluftdüsen oder aber auch mit Infrarotstrahlern erfolgen. Hierbei werden die Kuverts nach dem Klebstoffauftrag in der Gummierstation und vor dem Einlauf in die Trockenstrecke zwei bis drei Millimeter in der Staffelung auseinandergezogen und dann weiterhin gestaffelt mittels Gurt- oder Transportband durch die Trockenstrecke geführt. Dem Klebstoff wird durch die Trocknung das Wasser durch Verdunstung entzogen. Ein Teil der Feuchtigkeit im Klebstoff schlägt auch in das Papier weg. Der Wärmeeintrag durch die Trocknung ist in dieser Station einstellbar. Diese sollte auf den Klebstoffauftrag und die Produktionsgeschwindigkeit, insbesondere der Durchlaufgeschwindigkeit durch die Trockenstrecke, abgestimmt werden. Eine zu geringe Trocknungswirkung kann zum nachfolgenden Verblocken innerhalb der Verpackung führen. Hingegen führt eine zu starke (zu heiße) Einstellung unter Umständen zu einer welligen Schlussklappe oder zu Rollneigung. Im Extremfall kann es zur Entzündung des Papiers innerhalb der Trockenstrecke kommen.

Abb. 10.5.4.35: Trockenstrecke einer Blattmaschine (Quelle: Eigene Darstellung)

Abb. 10.5.4.36: schematische Darstellung einer Trockenstrecke (Quelle: Eigene Darstellung)
Regulierstation
Nach der Trockenstrecke werden die Kuverts in der Regulierstation separiert. Dies geschieht durch Erfassen des jeweils vordersten Kuverts durch ein Regulierrad sowie eine Vakuumwalze, durch die das Kuvert beschleunigt und aus der Staffelung gezogen wird. Dabei müssen die einzelnen Kuverts für den weiteren Verarbeitungsprozess positionsgenau ausgerichtet werden. Dies geschieht durch zwei mit dem Regulierrad laufende Scheiben. Diese Scheiben laufen geringfügig langsamer, als das Regulierrad selber. Dabei werden die Kuverts mit dem Bodenfalz vorweg auf eine mitlaufende Scheibe transportiert und an sogenannten Reguliernocken der mitlaufenden Scheiben ausgerichtet, um anschließend durch den nächsten Transportzylinder übernommen zu werden.

Abb. 10.5.4.37: Regulierstation (Quelle: Eigene Darstellung)

Abb. 10.5.4.38: schematische Darstellung einer Regulierstation (Quelle: Eigene Darstellung)
Schmelzklebstoffauftrag-Haftklebestation (alternativ zur Verschlussklappengummierung)
In dieser Station erfolgt die Schlussklappengummierung mit einem Schmelzklebstoff (Hotmelt) und dem Auflegen eines Abdeckstreifens (silikonisiertes Papier). Die Klebstoffauftragsstation besteht aus einer Schlitzdüse für Hotmelt, einem beheizten Tank und Schläuchen zur Düse (rund 150-170°C) sowie der Material-Abrollung, der Zuführung, dem Schneidzylinder und der Auftragswelle für den Abdeckstreifen. Der Schmelzklebstoff wird über eine Schlitzdüse getaktet auf das silikonisierte Papier aufgetragen. Der Klebstoff bindet durch Abkühlen aus, behält aber seine Klebeigenschaften und wird nach dem Abziehen des Silikonstreifens beim Zusammendrücken von Schluss- und Bodenklappe aktiv. An der Schlitzdüse einstellbar sind die Klebstoffauftragsmenge, die Breite (durch Einsetzen einer sogenannten Maske) sowie die Länge des Klebstoffstreifens. Das silikonisierte Abdeckmaterial muss von der Breite her auf das Format und die Klebstoffstreifenbreite abgestimmt sein; die Länge des Abschnitts kann entsprechend der Länge des Klebstoffstreifens innerhalb des vorgegebenen Verstellbereichs eingestellt werden. Der Silikonpapierabschnitt sollte umlaufend mindestens drei Millimeter größer sein als der Klebstoffauftrag. Der abgeschnittene und mit Klebstoff beaufschlagte Silikonpapierabschnitt wird mittels Vakuumwalze taktgenau an der gewünschten Position auf das Kuvert aufgelegt.

Abb. 10.5.4.39: Heißleim-Haftklebestation (Quelle: Eigene Darstellung)

Abb. 10.5.4.40: schematische Darstellung einer Heißleim-Haftklebestation (Quelle: Eigene Darstellung)
Verschlussklappenfaltstation
Kernstück der Station sind zwei vakuumbeaufschlagte Transportzylinder, deren Funktion vergleichbar mit den Bodenklappenfaltzylindern ist. Das Kuvert wird an der Schlussklappe kurz hinter dem Schlussklappen-Quervorbruch durch Saugbohrungen in dem Zylinder gefasst und bis auf die Schlussklappe in eine Falttasche geschoben. Bei der Übernahme des Kuverts im Bereich des Formatspiegels durch den folgenden Vakuumzylinder erfolgt anschließend die Faltung. Auf exakte Einstellung der Saugzeitpunkte und des Endanschlags der Falttasche ist zu achten, da ansonsten Doppelfalz entsteht.

Abb. 10.5.4.41: Verschlussklappengummierstation (Quelle: Eigene Darstellung)
Abb. 10.5.4.42: schematische Darstellung einer Verschlussklappengummierstation (Quelle: Eigene Darstellung)
Ablage
Die Kuverts werden einzeln in sogenannte Staffelscheiben übergeben und von dort auf den Ablagetisch auf ein langsam mitlaufendes Transportband auf den Schlussfalz abgestellt. Hierbei ist elektronische Zählung möglich – nach vorgewählter Stückzahl wird entsprechend ein Kuvert im Staffelrad durch eine Vorrichtung um rund drei bis fünf Millimeter seitlich verschoben. Die angewählte Anzahl Kuverts kann nun manuell aufgenommen, einmal um 180° herumgedreht und in Faltschachteln verpackt werden. Es besteht die Möglichkeit der Einbindung automatischer Verpackungs- und Palettieranlagen.

Abb. 10.5.4.43: Ablagestation. Die Ablagestation kann mit einer elektronischen Zählung versehen werden. (Quelle: Eigene Darstellung)
Rollenverarbeitung
Rollenwechsler W+D 191
Bei von der Rolle arbeitenden Maschinen wird das Papier von einer Rolle als Papierbahn in die Maschine transportiert: Der Rollenwechsler W+D 191 verfügt über zwei Abrollungen mit „Splice-Vorrichtung“ zum Wechseln der abgelaufenen Rolle gegen die volle Rolle. Die Papierrollen befinden sich dabei auf fliegend gelagerte Spannwellen und werden jeweils durch einen außen laufenden Gurt mit Friktion angetrieben. (Friktion = Reibung: Das ist die Kraft, die zwischen zwei sich berührenden Körpern wirkt, wenn sie sich gegeneinander bewegen.) Die Papierrollen werden durch einen hydraulischen Hebearm vom Rollendurchmesser abhängig nachgeführt. Der Rollenwechsel muss vorbereitet sein, indem der Bahnanfang der neuen Rolle mit einem beidseitig klebenden dünnen Spliceband versehen wird. Dieser Papierbahnanfang wird durch Vakuum in einer für den Wechsel konzipierten Vorrichtung fixiert. Eine Sensorik erfasst den minimal zulässigen Rollendurchmesser der im Produktionsprozess befindlichen Rolle und löst dann den Wechselvorgang aus. Zunächst läuft dabei der Materialbahnspeicher oberhalb der beiden Abrollungen voll, und die verbrauchte Restrolle bleibt stehen. Unmittelbar nach dem Anhalten der Rolle erfolgt das Ankleben der neuen Papierbahn an die alte Bahn und dann die automatische Trennung durch einen Schnitt. Die Produktionsmaschine arbeitet während des Wechselvorgangs und dem anschließenden Wiederanlauf bei voller Produktionsgeschwindigkeit aus dem Materialbahnspeicher. Darüber hinaus ist der Bahnspeicher verantwortlich für konstante Bahnspannung zwischen Rollenwechsler und Briefumschlagmaschine. Optional ist ein Papierbahnbrecher am Ausgang des Bahnspeichers zur Verminderung der Rollneigung des Papiers gegen Rollenende installierbar.

Abb. 10.5.4.44: Rollenwechsler W+D 191 (Quelle: W+D)
Flexodruckmaschine W+D 201
Die Flexodruckmaschine gibt es in zwei baulich unterschiedlichen Ausführungen, als CI mit zentralem Gegendruckzylinder oder als Stacktype mit einzelnen Gegendruckzylindern. CI ist die Abkürzung für central impression drum = Gegendruckzylinder. Bei CI-Maschinen (Zentralzylinder-Flexodruckmaschinen) sind die Druckwerke um einen zentralen Gegendruckzylinder mit einem großen Durchmesser angeordnet. Bei Mehrzylinder-Flexodruckmaschinen in Kompaktbauweise (Fachbegriff: Stacktype) sind Druckwerke übereinander angeordnet.
Beide Ausführungen können mit bis zu vier Außen- und einem Innendruckwerk ausgerüstet werden. Es besteht die Möglichkeit der Kombination von zwei Flexodruckmaschinen W+D 201 in Reihe hintereinander. Die Flexodruckmaschine verfügt über Rakeldruckwerke, jeweils mit Rakelkammer, Rasterwalze, Klischeezylinder und Gegendruckzylinder (Einzel- oder Zentralzylinder). Für die Klischeezylinder wird Sleeve-Technologie eingesetzt, und die Rasterwalze ist durch eine trennbare Antriebskupplung schnell wechselbar. (Erklärung Sleeve: Die Druckform besteht nicht mehr aus einem kompletten Zylinder, sondern vielmehr aus einer hülsenähnlichen Druck- und Prägeform: Dem Sleeve. Das erleichtert das Umrüsten der Maschine. Quelle: http://saueressig.com/werkzeuge/portfolio-werkzeuge/verarbeiten/sleeve-technologie/)
Die Zustellung von Rasterwalze und Klischeezylinder ist motorisch (Genauigkeit 1/100 Millimeter) über sogenannte Schrittmotoren. Die W+D 201 verfügt über eine programmierte Vorwahl der For-matdurchmesser. Dadurch wird eine automatische Grundeinstellung der Druckzylinder zueinander ermöglicht. Gemeinsam mit der Sleeve-Technologie werden dadurch extrem kurze Rüstzeiten erreicht. Die sogenannte Druck-an- und -ab-Stellung der Druckzylinder ist ebenfalls automatisiert und erfolgt ab einer vorwählbaren Produktionsgeschwindigkeit. Darüber hinaus gewährleistet die geschwindigkeitsdynamische Druckbeistellung mit frei wählbaren Voreinstellungen bei Veränderung der Produktionsgeschwindigkeit für gleichbleibende Druckverhältnisse. Optional ist eine IR-Warmlufttrocknung (IR = Infrarot) für Außendruck und Innendruck separat erhältlich. Eine Zugwalze eingangs der Druckmaschine sorgt gemeinsam mit der Zugwalze des nachfolgenden Aggregats für eine konstante Bahnspannung, eine Bahnkantensteuerung gewährleistet die gleichbleibende seitliche Ausrichtung der Papierbahn. (Siehe auch weiterführende Informationen zum Thema Flexodruck: „DFTA-Technik des Flexodrucks“: https://www.dfta.de/wissen/druckverfahren/flexodruck/.)

Abb. 10.5.4.45: Flexodruckmaschine W+D 201 (Quelle: W+D)
Längs-/Quervorbruch
Wie bei Blattfertigung
Formschneidestation
In dieser Station an Rollenmaschinen erfolgt der rotative Konturenschnitt zur Ausbildung der Seiten-, Boden- und Schlussklappe. Dieser Schnitt ist formatabhängig und erfordert das passende Formatwerkzeug mit dem jeweils passenden Formatdurchmesser. Gebräuchlich ist hier die Verwendung von Massiv- oder Folienmessern, die durch die Papierbahn gegen eine Keramikleiste schneiden. Hierbei ist unbedingt auf eine exakte Zustellung des Messers (auf 1/100 Millimeter genau) zu achten, da ansonsten mit erhöhtem Messerverschleiß oder Messerzerstörung beziehungsweise unvollständigem Konturenschnitt zu rechnen ist. Die Folge sind Produktionsstörungen oder mangelhafte Produkte. Ein Vakuumtransport durch einen unterhalb der Station installierten Trichter ermöglicht den Abtransport des Schnittabfalls aus der Maschine heraus.

Abb. 10.5.4.46: Formschneidestation (Quelle: Eigene Darstellung)
Fensterausschneidestation
Bei Rollenmaschinen erfolgt der Fensterschnitt in einer separaten Station. Das Schneidwerkzeug ist formatabhängig und muss entsprechend dem erforderlichen Formatdurchmesser ausgelegt sein. Je nach Ausrüstung der Maschine ist der Gebrauch von Folien- oder Massivmessern möglich. Für die Verwendung von Folienmessern sind Magnetzylinder zwingend notwendig. Auch hier ist unbedingt auf eine exakte Zustellung des Messers (auf 1/100 Millimeter genau) zu achten, da ansonsten mit erhöhtem Messerverschleiß oder -zerstörung beziehungsweise unvollständigem Fensterschnitt zu rechnen ist. Auch hier drohen sonst Produktionsstörungen durch defekte Messer und Produktmängel.
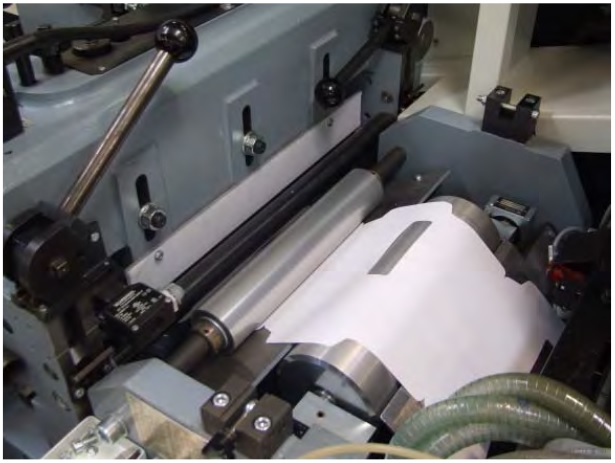
Abb. 10.5.4.47: Fensterschneidstation (Quelle: Eigene Darstellung)
Fenstermaterialeinklebestation
Wie bei Blattfertigung
Faltstation für innenliegende Seitenklappen
Wie bei Blattfertigung
Trennschneidestation
In dieser Station wird die Papierbahn nun quer zur Laufrichtung mittels Rotativmessern geschnitten, ab hier wird nun der einzelne Zuschnitt zum Briefumschlag weiterverarbeitet.
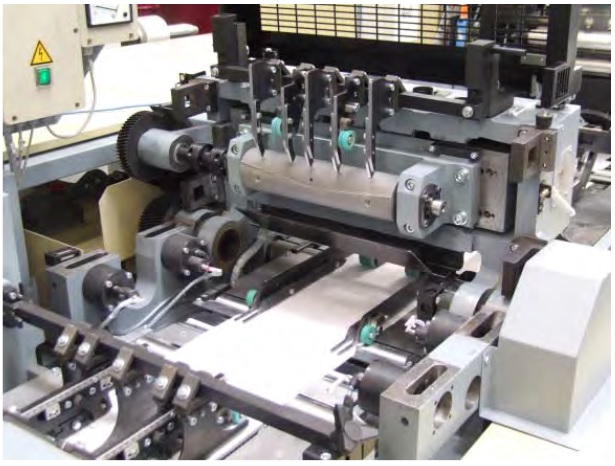
Abb. 10.5.4.48: Trennschneidestation (Quelle: Eigene Darstellung)
Düsenauftrag für Seitenklappen bei Bookletformaten
Wie bei Blattfertigung
Bodenklappenfaltstation
Wie bei Blattfertigung
Falteinrichtung für außenliegende Seitenklappen
Wie bei Blattfertigung
Schmelzklebstoffauftrag-Haftklebestation (alternativ)
Wie bei Blattfertigung
Staffelstation
Wie bei Blattfertigung
Verschlussklappengummierstation
Wie bei Blattfertigung
Trockenstrecke für Schlussklappengummierung
Wie bei Blattfertigung

Abb. 10.5.4.49: Schlussklappentrockenstraße Infrarot (Quelle: Eigene Darstellung)
Regulierstation
Wie bei Blattfertigung
Verschlussklappenfaltstation
Wie bei Blattfertigung
Ablage
Wie bei Blattfertigung
Schneiden und Klebstoffauftrag
Schneidwerkzeuge
Massivmesser
Die rotierenden Massivmesser aus der Reihe SolidCut eignen sich zur Produktion von großen Losgrößen. Dafür sprechen die langen Standzeiten der aus HSS-Werkzeugstahl gefertigten Messer. Sie lassen sich in vielfältigen Bereichen einsetzen, beispielsweise zur Produktion von Briefumschlägen und Versandtaschen. MasterCut-Messer erreichen die hohen Standzeiten, die mindestens denen des SolidCut-Messers entsprechen. Sie sind ideal für große und kleine Produktionsmengen. Im Gegensatz zu den bewährten SolidCut-Messern, die nach Erreichen des Nenn-Durchmessers unbrauchbar werden, lassen sich MasterCut-Messer vielfach neuwertig aufarbeiten. Die Messer können vier bis fünf Mal nachgeschliffen werden, wobei sich dabei die Schneidenhöhe jeweils um 0,2 Millimeter verringert.

Abb. 10.5.4.50: Massivmesser, Formatsatz (Quelle: Eigene Darstellung)

Abb. 10.5.4.51: Nachschleifen eines Massivmessers (Quelle: Eigene Darstellung)
Folienmesser
Die Magnetwalzen bilden die solide Grundlage für den erfolgreichen Einsatz von EasyCut-Folienmessern. Geschnitten wird mit einem Folienmesser im berührungslosen Schnitt zu einer Keramik-Gegenschneidleiste.
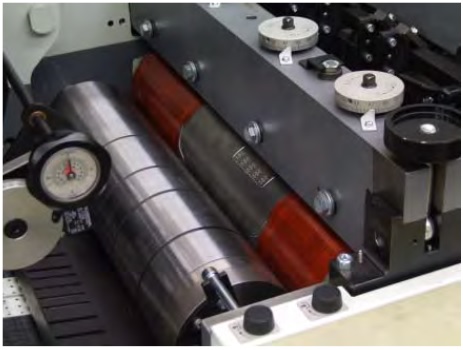
Abb. 10.5.4.52: Schneidstation, geschlossen (Quelle: Eigene Darstellung)

Abb. 10.5.4.53: Schneidstation, offen (Quelle: Eigene Darstellung)
Die Befestigung der Folienmesser kann wahlweise per Pinleiste oder Klemmleiste erfolgen. Die patentierte Vakuum-Ventiltechnik sorgt für den sicheren Transport des Zuschnitts. Die vielseitigen Folienmesser erfüllen jede Schneidaufgabe bei Form-, Fenster- und Trennschnitt ebenso wie den Format-Komplettschnitt für die Verarbeitung von Rechteckbögen. Die Folienmessertechnologie ermöglicht einen schnellen Werkzeugwechsel – Folienmesser sind darüber hinaus auch lasergehärtet erhältlich, um höhere Standzeiten zu gewährleisten. Das Komplettschneidsystem mit EasyCut-Folienmesser eignet sich ideal für kleine Losgrößen und ist bei gleichzeitig hoher Flexibilität sehr wirtschaftlich. Maschinen, die vom Blatt arbeiten, profitieren besonders von dieser Technik und verfahrensbedingt durch die hohe Qualität der Zuschnitte. Gegenüber der konventionellen Flachbett-Stanztechnik ergeben sich mithilfe der Komplettschnitt-Technik neue Möglichkeiten hinsichtlich komplexerer Zuschnittformen – zum Beispiel Konturschnitt, Fensterausschnitt und Aufreißperforation in einem Arbeitsgang. EasyCut-Komplettschnitttechnik beschränkt sich nicht nur auf Komplettschneidstationen, sondern kann auch in vielen Fensterschneidstationen, die mit EasyCut-Magnetsystemen ausgerüstet sind, angewendet werden.

Abb. 10.5.4.54: Folienmesser (Quelle: Eigene Darstellung)
Klebstoffauftragswerkzeuge und Module
Gummierer
Gummierer werden in allen Stationen der Maschine eingesetzt, in der Teile des Kuverts mit Klebstoff versehen werden müssen und wo dies nicht durch Düsen möglich ist. So erfolgt der Klebstoffauftrag des Befensterungsmaterials generell durch Gummierer.

Abb. 10.5.4.55: Fenstergummierer (Quelle: Eigene Darstellung)
Diese sind derart ausgelegt, dass die klebstoffübertragende Fläche erhaben ist. Als Material wird meistens ein weicher Gummi verwendet, der sich sowohl für die Herstellung (erfolgt durch Fräsen und Schleifen) als auch für den Klebstoffauftrag eignet. Es werden heutzutage auch Kunststoffe (Polymere) eingesetzt, bei denen die klebstoffübertragende Fläche vergleichbar zu einer Flexodruckplatte hergestellt wird.
Erklärung Gummierung: Das Wort hat seinen Ursprung von „Gummi arabicum“, dem Pflanzensaft von verschiedenen, in Afrika verbreiteten Bäumen. Eine ehemals weit verbreitete Verwendung von „Gummi arabicum“ ist die Gummierung von Papier. Dadurch werden Etiketten, Briefmarken, Briefumschläge, Zigarettenpapier, Verpackungen oder Klebebänder beim Anfeuchten verschließbar beziehungsweise „klebbar“ gemacht.
Seiten- und Bodenklappengummierer sind meistens Gummi- oder Kunststoffstreifen, die auf Segmente in der entsprechenden Station aufgeklebt werden. Darüber hinaus werden auch fertige Segmente vom Hersteller eingesetzt.

Abb. 10.5.4.56: Bodenklappengummierer (Quelle: Eigene Darstellung)
Diese Art der Seitenklappengummierer wird lediglich bei Schnittformen (Commercial oder Diagonalschnitt) verwendet, bei denen die Klebstoffstreifen der zu beklebenden Seitenklappen nicht exakt zur Maschinenrichtung verlaufen – das heißt: Sie stehen in einem Winkel dazu.

Abb. 10.5.4.57: Seitenklappen-Segmentgummierer (Quelle: Eigene Darstellung)
Bei den Schlussklappengummierern handelt es sich um vollflächig gummibeschichtete Walzen, deren Breite der formatbedingten Gummierbreite entspricht.

Abb. 10.5.4.58: Schlussklappengummierer (Quelle: Eigene Darstellung)

Abb. 10.5.4.59: Taktgummierer (Quelle: Eigene Darstellung)
Darüber hinaus werden für Latexklebstoffe sogenannte Taktgummierer verwendet, bei der die Oberfläche der klebstoffübertragenden Flächen erhaben ist.

Abb. 10.5.4.60: Taktgummierung (Quelle: Eigene Darstellung)
Klebstoffauftrag mit Düsen
In den Kuvertmaschinen werden zwei verschiedene Arten von Klebstoffauftragsdüsen eingesetzt. Für den Klebstoffauftrag von Schnittformen, deren Klebstoffstreifen auf den Seitenklappen exakt in Maschinenlaufrichtung verlaufen, werden sogenannte Punktdüsen eingesetzt. Es handelt sich hierbei um frequenzgesteuerte Düsen, deren Düsendurchmesser rund 3/10 Millimeter beträgt; der Klebstoff tritt intermittierend aus der Düse aus. Die sogenannte Taktung sowie die Menge sind hierbei steuerbar. Ebenso ist der Abstand der Düse zum Papier innerhalb eines Verstellbereichs möglich.

Abb. 10.5.4.61: Kontaktdüse (Quelle: Eigene Darstellung)

Abb. 10.5.4.62: Non-Impact-Klebstoffdüse (Quelle: Eigene Darstellung)
Für die Schlussklappengummierung mit Schmelzklebstoff werden Schlitzdüsen verwendet. Deren Düsenköpfe haben eine schlitzförmige Austrittsöffnung und werden temperiert. Die formatabhängige Breite des Klebstoffstreifens wird durch eine austauschbare Maske bestimmt. Die Taktung des intermittierenden Klebstoffauftrags wird elektronisch gesteuert.

Abb. 10.5.4.63: Heißklebstoff-Schlitzdüse (Quelle: Eigene Darstellung)
Grundlagen Klebstoffe
Natürliche Klebstoffe
– Dextrin und Stärke
– Gallerte
– Naturlatex
Synthetische Klebstoffe
– Dispersion – Bestandteile:
– Polymere (zum Beispiel Polyvinylacetat; Vinylacetat; Acrylate)
– Additive (zum Beispiel Weichmacher, Entschäumer, Benetzungsmittel, Konservierungsmittel)
– Hotmelt (Schmelzklebstoffe) – Bestandteile:
– EVA-Klebstoff - Polymer; Harz und Wachs
– Haftschmelzklebstoff - Polymer; Harz und Öl
Klebstoffe beziehungsweise Klebstoffe zur Briefumschlagherstellung
Je nach verwendetem Material für Kuverts und ihre Bestandteile kommen unterschiedliche Klebstoffe zum Einsatz. Hier finden Sie eine Übersicht der Arten, Inhaltsstoffe und Eigenschaften. Darüber hinaus informiert diese Tabelle, mit welchen Verfahren die Klebstoffe aufgetragen werden.
| Klebstoffart | Auftragsart | Bestandteil | Viskosität [mPa*s bei 23°C] | Feststoffgehalt [%] | Material | |
| Seiten-/ Bodenklappe | Synthetisch/ Dispersion | Segment | Homopolymer | 2.000 | 40 | Papier |
| Seitenklappe | Düse | 1.000 | 50 | |||
| Fenster | Synthetisch/ Dispersion | Fenster-gummierer | Copolymer | 1.350 | 55 | Polystyrol beziehungsweise PET |
| 2.400 | 55 | Polystyrol beziehungsweise OPP | ||||
| Schlussklappe wieder-befeuchtbar | Synthetisch/ Dispersion | Walzen-gummierer/ Taktgummierer | Kunstharz-Dextrin-Mischleim | 2.500 | 65 | Papier |
| Homopolymer | 2.500 | 50 | ||||
| Schlussklappe Haftklebung | Synthetisch/ Dispersion | Walzen-gummierer | Acrylatdispersion | 4.500 | 65 | |
| Synthetisch/ Hotmelt | Schlitzdüse | Blockcopolymer (Hotmelt) | 9500 bei 170°C | 100 | ||
| Schlussklappe Latex | natürlich | Taktgummierer | Naturlatex | 2.000 | 60 |
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.5 Etikettenherstellung
Erst in den 30er-Jahren wurden Selbstklebeetiketten erfunden. Der Amerikaner Ray Stanton Avery (1907-1997) präsentierte 1935 unter dem Namen „Kum-Kleen“ einen neuartigen Preisaufkleber. Dieser war auf der Rückseite mit Kautschukklebstoff bestrichen und konnte, dies war die Revolution, aufgeklebt und später wieder abgezogen werden. Zuvor waren Etiketten aufgeklebt worden, indem man die jeweilige Oberfläche mit nassem Klebstoff bestrich.
In Deutschland zeichnete für die Entwicklung und Verbreitung der ersten Haftetiketten die Feinpapiergroßhandlung Wilhelm Jäckstädt verantwortlich. Ende der 40er-Jahre brachte sie eine selbstklebende Postkarte auf den Markt. Damit hatte der Siegeszug der Selbstklebeetiketten begonnen. Vor allem in den 60er-Jahren steigerte sich die Nachfrage aufgrund der vielfältigen industriellen Anwendung gewaltig.
Durch den Etiketten-Boom und die Gründung eines Verbandes im Jahr 1958 wurde der Fortschritt im Bereich der Selbstklebeetiketten stark beschleunigt. Neuentwicklungen in der Drucktechnik, bei den Klebstoffen oder auf dem Sektor der Etikettierung brachten die selbstklebenden Produkte ebenso voran wie neue Kunststoffmaterialien oder die Möglichkeit zum Bedrucken der Etiketten mit variablen Daten. Heutzutage sind Etiketten in vielen Branchen etabliert, sie können in Gestaltung und Form dem jeweiligen Einsatzzweck problemlos angepasst werden.
Einsatzzweck
Etiketten haben heute nicht mehr nur dekorativen Charakter, sondern werden in fünf zu unterscheidenden Funktionen eingesetzt, von denen die Mehrzahl gleichzeitig Anwendung finden:
Etiketten sind
1. Indikatoren: Sie geben Produktdetails und produktrelevante Informationen an – zum Beispiel das Mindesthaltbarkeitsdatum. Indikator kommt vom lateinischen „indicare“ = anzeigen.
2. Verpackungsbestandteil: Etiketten haften immer auf einer Produktverpackung und nehmen hier mehr und mehr Aufgaben wahr, die zur Verpackung selbst gehören – zum Beispiel als Wiederverschließetikett oder Siegeletikett, das das erste Öffnen anzeigt.
3. Marketing Umsetzung: Hier werden zum Beispiel der Markenname oder eine Produktpräsentation realisiert.
4. Kommunikator: Etiketten teilen Informationen zum Produkt mit – über Barcodes, RFID-Anwendungen sowie QR-Codes. RFID: Abkürzung für Radio Frequency Identification; neben Magnetkarte und Barcode zählt RFID zu den weit verbreiteten Identifikationstechniken. Das Gesamtsystem besteht aus Transponder, der drahtlosen Schnittstelle, einer Basisstation zur Identifikation und einer IT-Anbindung. Ziel von RFID-Systemen ist die Identifikation beliebiger Objekte in logistischen Prozessketten sowie die Verknüpfung von Informationen mit diesen Objekten zur Beschleunigung und zur Verbesserung der Logistikprozesse. Die automatische Identifikation wird zukünftig ein „Internet of Things“ (Internet der Dinge) ermöglichen. (Quelle: https://wirtschaftslexikon.gabler.de/definition/rfid-51808)
QR steht für „Quick Response“ (engl.: schnelle Antwort). QR-Codes sind 2D-Codes, die von Handys, Smartphones und Tablets eingescannt und ausgelesen und in denen Webadressen, Telefonnummern, SMS und freier Text untergebracht werden können. (Quelle: https://wirtschaftslexikon.gabler.de/definition/qr-code-53515)
5. Produktionsfaktor: Die Herstellung eines Produktes schließt die Etikettierung mit ein: Diese hat einen großen Anteil daran, wie effizient der Produktionsprozess abläuft. So werden über Hochleistungsklebstoffe sehr hohe Verarbeitungsgeschwindigkeiten realisiert – zum Beispiel 200 Packungen pro Minute.
Herstellung von Haftklebeetiketten
Der Etikettendruck läuft seit jeher mit schmalen Druckbreiten (ab 250 Millimeter Bahnbreite bis 500 Millimeter im Standard) überwiegend im Endlosbetrieb (Rolle zu Rolle) ab. Daher nennt man den Etikettendruck auch „Schmalbahndruck“, denn andere Druckerzeugnisse entstehen oftmals in Bahnbreiten von einem Meter bis hin zu mehreren Metern. Bei der Herstellung von Haftetiketten werden alle Druckverfahren eingesetzt.
Etiketten werden aus dem sogenannten Laminat hergestellt. Laminat ist der Verbund aus einem Obermaterial (meist Papier oder Folie), einem darunter liegenden Klebstoff und schließlich dem Trägerband (Liner), auf dem dann auch das fertige Etikett liegt. Das Trägerband dient somit dem Transport. Laminat (von Lateinisch lamina, Schicht) bezeichnet einen Werkstoff oder ein Produkt, das aus zwei oder mehreren flächig miteinander verklebten Schichten besteht. Diese Schichten können aus gleichen oder unterschiedlichen Materialien bestehen. Die Herstellung eines Laminats bezeichnet man als laminieren.

Abb.: 10.5.5.1: Aufbau eines Etiketts (Quelle: Eigene Darstellung)
Das Silikon- oder Trägerband dient beim Stanzen der Haftetiketten und auch danach als „Unterlage“. Vor der Verwendung der Haftetiketten schützt es als „Schutzpapier“ den Klebstoff. Es ist mit Silikon (Silikonisierung) beschichtet. Das Silikonpapier (auch Liner) soll den Klebstoff bis zur Verarbeitung des Etiketts schützen – es muss sich unmittelbar vor dem Aufkleben von diesem abziehen lassen. Für dieses Material sind noch weitere Bezeichnungen gebräuchlich, die sich auf die Funktion beziehen: Trägerpapier, Trennpapier, Schutzpapier, Unterlage, Untermaterial, Ablösepapier, Rückseite oder Abdeckpapier. Mitunter findet man auf dem Silikonpapier schwarze Streifen oder rechteckige Markierungen: Dies sind Steuermarken zur Justierung der Etikettenspendemaschine. Unter anderem kann auch Pergaminpapier als Trägerband Verwendung finden.
Pergaminpapier sollte nicht mit Pergamentpapier verwechselt werden, auch wenn es ähnlich aussieht. Starke Mahlung und hohe Kalandrierung sorgen dafür, dass die Papieroberfläche sehr glatt und wenig saugfähig ist. Pergaminpapier wird vorwiegend bei der Rollenwicklung als Unterlagepapier für Haftetiketten eingesetzt. Info zur Kalandrierung: Das Papier durchläuft in der Herstellung eine Serie von Walzen und wird dadurch sehr glatt.
Bei Bogenware wird zur Erzielung einer besseren Planlage auch Kraftpapier eingesetzt. Kraftpapier ist einseitig gestrichenes Spezialpapier. Es ist dimensionsstabiler und lichtundurchlässiger (opaker) als Pergaminpapier. Es hat auch eine höhere flächenbezogene Masse. Das Wort „opak“ kommt vom lateinischen opacitas = „Trübung“, „Beschattung“. Die Opazität bezeichnet allgemein das Gegenteil von Transparenz, also mangelnde Durchsichtigkeit beziehungsweise mangelnde Durchlässigkeit.
Die Herstellung der Haftverbunde erfolgt in Beschichtungsmaschinen. Diese haben meist eine Arbeitsbreite von einem Meter bis zu zweieinhalb Metern. Auf das Silikon-Rohpapier wird der Silikonlack aufgetragen und getrocknet. Der Klebstoff wird mit Spezial-Auftragswerken in dünner Schicht entweder auf das Silikonpapier (Transferverfahren) oder auf das Etikettenmaterial (Direktverfahren) aufgebracht.
Klebstoffe in der Etikettenherstellung
Haftklebstoffe auf Lösemittelbasis: Die Rohstoffe (Kombination von verschiedenen Kautschuk- und Harzsorten, Weichmachern und Stabilisatoren) werden in einem organischen Lösemittel gelöst und als Klebstofflösung aufgetragen. Es ist theoretisch möglich, für nahezu jeden Bedarf einen entsprechenden Haftklebstoff auf Lösemittelbasis zu entwickeln.
Organische Lösemittel sind flüchtige Verbindungen, die andere Stoffe (zum Beispiel Farben, Kleber) lösen oder verdünnen, ohne sie chemisch zu verändern. Meist handelt es sich dabei um Stoffgemische und nicht um Einzelsubstanzen. Die Gemische setzen sich in der Regel aus den Substanzklassen der Aldehyde, Ketone, aliphatische und aromatische Kohlenwasserstoffe, Alkohole und Ester zusammen.
Haftklebstoffe auf Dispersionsbasis: Bei diesem System werden Polymere und Harze im Wasser so fein verteilt (dispergiert), dass sie sich nicht mehr mischen. Zur Stabilisation dieses Zustandes werden als Hilfsmittel Emulgatoren eingesetzt. Sie haben die Aufgabe, die feinen Tröpfchen „auf Distanz“ zu halten. Sie sind die Ursache dafür, dass Dispersions-Klebstoffe in beschichtetem Zustand immer eine Feuchtigkeitsempfindlichkeit besitzen.
Schmelzhaftklebstoffe: Dies ist ein Haftklebstoff, der vor der Beschichtung auf rund 180°C erwärmt wird. Dadurch wird er flüssig und kann mit Walzen oder Düsen aufgetragen werden. Auf Raumtemperatur abgekühlt wird die aufgetragene Masse fest und entfaltet ihre Klebwirkung.
Bei Etiketten-Klebern unterscheidet man zwei Hauptgruppen:
● Acryl-Kleber
Acryl ist eine Sammelbezeichnung für Substanzen, die sich chemisch durch die Acrylgruppe (CH2=CH–COR) auszeichnen (wie zum Beispiel die Acrylsäure oder Acrylsäureester) und für Polymere dieser Stoffe. Der Begriff wurde vom lateinischen acer „scharf“ oder griechischen ákros „höchst; Spitzen-“ wegen des scharfen Geruchs der Acrylsäure abgeleitet. Acryl wird unter anderem in Form von Acrylfugenmasse verwendet, die zum Füllen und Abdichten von Dehnungsfugen oder Spannungsrissen dient (Fugendichtung).
● Kautschuk-Kleber
Wortherkunft für Kautschuk: indianisch: cao (für Baum) und ochu (für Träne); zusammen „Träne des Baumes“. Naturkautschuk wird meist in Südostasien aus Latex gewonnen, dem Milchsaft des ursprünglich aus Brasilien stammenden Kautschukbaums. 60 Prozent des weltweiten Kautschuk-Bedarfs werden heute jedoch durch petrochemisch hergestellten Synthesekautschuk gedeckt.
Um diese Klebstoffe bei Etiketten sofort zu erkennen, kann man einen kleinen Test durchführen: Man nehme ein Etikett, löse es vom Trägerband ab und falte es so, dass man zwei Klebehälften zusammenfügen kann. Anschließend zieht man die klebende Stelle wieder auseinander. Dabei kann man gegebenenfalls beobachten, dass sich feine Fäden – ähnlich wie Kaugummi – ziehen. Je mehr diese Fäden zu sehen sind, desto höher ist der Kautschukanteil im Kleber. Zeigen sich gar keine Fäden, handelt es sich um einen reinen Acrylkleber.

Abb. 10.5.5.2: links ein Etikett mit Acryl-Kleber, rechts Kautschuk-Kleber. Anwendungen für Acryl- oder Kautschuk-Kleber (Quelle: Bluhm Systeme GmbH)
Beide Klebstoffgruppen haben ihre typischen Einsatzbereiche. Acryl- Kleber eignet sich für Etiketten auf glatten Oberflächen. Durch seine „harte“ Struktur hat er sehr gute Klebeeigenschaften auf glatten Oberflächen. Bei einer rauen Oberfläche tritt die Situation auf, verbindet sich der „harte“ Kleber nur mit der Oberfläche der Struktur und dringt nicht in das Material ein. Daraus resultiert eine schlechtere Klebeeigenschaft auf diesen rauen Produktoberflächen.

Abb. 10.5.5.3: unterschiedliches Verhalten von Etikettenklebstoffen – oberes Schema: Acryl, unteres Schema: Kautschuk (Quelle: Eigene Darstellung)
Durch seine zähfließende Struktur ergibt sich eine sehr gute Verbindung mit rauen Oberflächen, da der Kautschuk sehr gut in die rauen Vertiefungen eindringt. Bei der glatten Oberfläche hingegen tritt ein deutlicher Nachteil zutage: Bei einem solchen Etikett spricht man vom sogenannten Ausbluten des Klebers. Das heißt: Der Klebstoff quillt an der Seite des Etiketts heraus und hinterlässt kleine Klebstoffpartikel, die sich in einer Sendeanlage aufbauen und zur Blockade des Systems führen können.
Hohe Umgebungstemperaturen und zu warme Lagerung des Etikettenmaterials begünstigen diese Vorgänge.
Quelle: Moritz Kühnel, http://www.bluhmsysteme.com/blog/etiketten-selbstklebeetiketten-kleber/ (redaktionell bearbeitet)
Grundsätzliche Schritte der Herstellung von Etiketten
Das grundsätzliche Herstellungsverfahren des Etiketts besteht aus folgenden Schritten:
1. Herstellen des Laminats: Papier oder Folie wird mit einem Klebstoff versehen und mit dem Trägerband zusammengeführt. Es entsteht eine Materialrolle.
2. Die Materialrolle wird auf ein passendes Format geschnitten (kleinere Rollen mit 250 bis 500 Millimeter Bahnbreite) und der Durchmessergröße der Druckmaschine angepasst (bis zu ca. 4.000 Meter Länge).
3. Die Laminatrolle wird in einer Druckmaschine zum Etikett verarbeitet (Abrollung – Bedruckung – Veredelung – Stanzung – Aufwicklung).
4. Kleinrollenwicklung
Für diese vier Arbeitsschritte werden spezifische Maschinen verwendet.
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.5.1 Maschinen
Druckmaschinen: Gemäß dem Produktionsablauf steht am Beginn die Etikettendruckmaschine. Die wesentlichen Druckverfahren sind der Flexodruck, der Digitaldruck, der Siebdruck und der Offsetdruck.
Mit Digitaldruck bezeichnet man allgemein Druckverfahren, bei denen die Informationen direkt vom Computer aufs Papier gebracht werden, ohne dass eine Druckvorlage erzeugt wird. Dabei wird die Technologie des Farbdruckers mit der Mechanik einer Druckmaschine verbunden.
Flexodruck: Als Hochdruckverfahren verwendet der Flexodruck fotopolymere Auswaschdruckplatten (Hochdruckplatten) oder Nachformungen davon (sogenannte Gummidruckplatten) als Druckformen. Der Flexodruck gilt als sehr schnelles, unkompliziertes Druckverfahren.
Siebdruck: Beim Siebdruck besteht die Druckform aus einem Siebgewebe mit Druckschablone. Die Druckfarbe wird durch die Druckform hindurch auf das zu bedruckende Material übertragen.
Offsetdruck: Als Flachdruck-Verfahren basiert der Offsetdruck auf dem unterschiedlichen Benetzungsverhalten von druckenden und nicht druckenden Bereichen der Druckform. Beim Drucken nehmen die oleophilen („ölfreundlichen”) Bildstellen die ölartige Druckfarbe an, die bildfreien hydrophilen Stellen stoßen sie ab. Der Offsetdruck arbeitet indirekt: Die Druckform überträgt das Druckbild auf einen Gummizylinder, der seinerseits das Papier beziehungsweise anderes Material bedruckt. (Quelle für alle Druckverfahren: https://www.printproduction.de/wieesgeht/drucklexikon-digitaldruck-offesetdruck-aachen)
Grundsätzlich werden Druckmaschinen mit einer Arbeitsbreite bis 500 Millimeter vorwiegend im Endlosdruck (Rolle zu Rolle) eingesetzt. Hierbei gibt es unterschiedliche Druckverfahren, die dann auch unterschiedliche Druckmaschinen bedingen. Das Bild zeigt eine typische Flexodruckmaschine (Rotativ, Reihenbauweise) für die Etikettenherstellung.

1. Abrollung
2. Druckwerk
3. Aushärtung (UV-Lampe)
4. Stanzeinheit (Im Bild nicht zu sehen ist der Zylinder mit dem Stanzblech.)
5. Matrix-Gitteraufwicklung
6. Aufrollung
Abb. 10.5.5.4: schematische Darstellung einer Flexodruckmaschine (Rotativ, Reihenbauweise) für die Etikettenherstellung (Quelle: Eigene Darstellung)
In der Etikettenherstellung gebräuchliche Druckverfahren
Dargestellt werden hier die im Etikettendruck üblichen Druckverfahren: Hochdruck/Flexodruck, das meistgenutzte Verfahren, der Digitaldruck, der Siebdruck und der Offsetdruck. Ausführlichere Angaben zum Druck allgemein und zu weiteren Druckverfahren finden Sie im Kapitel „9.2 Industrielle Druckverfahren“ dieses Wikis.
Hochdruckverfahren/Flexodruck: Die Druckplatte besteht hier aus einem hochstehenden und einem tiefstehenden Bereich. Der hochstehende Bereich nimmt dabei die Farbe innerhalb der Druckmaschine an und überträgt diesen Farbauftrag auf den Bedruckstoff, das spätere Etikett.
Nach dem Druckwerk schließt sich jeweils eine Farbhärtungsanlage an – im Etikettendruck ist dies in aller Regel eine UV-Lampe: In der Druckfarbe sind sogenannte Photoinitiatoren enthalten (als Inhaltsstoff zur Druckfarbe). Diese sorgen dafür, dass die Druckfarbe unter Licht sofort aushärtet. Früher wurde eine Trocknung auch mithilfe von Warmluft erzielt – dieses Verfahren wird heute nur noch selten angewendet.
Photoinitiatoren sind chemische Verbindungen, die nach Absorption von (UV-) Licht in einer Photolysereaktion zerfallen und so reaktive Spezies bilden, die eine Reaktion starten (initiieren) können (meist eine Polymerisation). Photoinitiatoren sind Bestandteile von strahlungshärtenden Lack- und Harz-Formulierungen, die in Sekundenbruchteilen durch Bestrahlung mit UV-Licht ausgehärtet werden können. Einsatzgebiete sind beispielsweise die Möbel- und Parkettlackierung sowie Druckfarben.
In der Etikettenherstellung wird eine spezielle Variante des Hochdruckverfahrens angewendet: der Flexodruck. Beim Flexodruckwerk ragt eine Tauchwalze in den Farbkasten und nimmt die Farbe auf, gibt sie an die Rasterwalze ab – diese besitzt Näpfchen: Das sind winzige Vertiefungen, in denen sich die Druckfarbe sammelt – je tiefer diese Näpfchen sind, desto mehr Farbe wird übertragen. Die Rasterwalze gibt dann ihrerseits die Farbe an den Druckzylinder ab. Zwischen dem Druckzylinder und einem Gegendruckzylinder läuft dann die Material-bahn hindurch, die so bedruckt wird.

Abb.: 10.5.5.5: Druckwerk beim Flexodruck (Quelle: Eigene Darstellung)
Die Rasterweite gibt an, wie viele Rasterzellen sich auf einer Strecke von einem Zentimeter befinden. Je mehr Rasterzellen pro Zentimeter, desto feiner ist die Rasterung. Beim für den Etikettendruck vielfach verwendeten Flexodruck sind 48er-beziehungsweise 60er-Raster erreichbar. Beim 60er-Raster (60L/cm) sind auf einem Zentimeter 60 Rasterpunkte angeordnet. Demzufolge befinden sich dann auf 1 cm² 60 x 60 = 3600 Rasterpunkte. Zum Vergleich: Im Zeitungsdruck sind grobe Rasterweiten (28er- bis 40er-Raster) üblich. (Quelle: https://www.henkel-verlag.de/techniklexikon/etikettenlexikon/)
Flexodruck findet mit Direktdruckmaschinen statt: Hier wird die Farbe von der Druckplatte (Klischee) unmittelbar auf den Druckstoff abgegeben. Der Vorteil des Flexodrucks ist ein schneller Farbwechsel. Dazu wird der gesamte Farbkasten mit Tauchwalze aus der Maschine genommen und in einer externen Reinigungsmaschine gereinigt. Ein sauberes Farbbecken mit Tauchwalze wird wieder in das Druckwerk eingebaut und mit Farbe befüllt. Somit kann in wenigen Minuten ein Farbwechsel stattfinden. Etiketten sind in den meisten Fällen mit Sonderfarben ausgestattet – deshalb ist der Flexodruck im Etikettenbereich auch das meistverwendete Druckverfahren. Nachteile: Bei Rasterverläufen im Flexodruck entsteht meist eine Abrisskante. Der Druckzuwachs ist wesentlich höher als beim Offsetdruck (Flachdruck).

Abb. 10.5.5.6 zeigt eine Flexodruckplatte: Die zu druckenden Elemente stehen erhaben; zu sehen ist ein Text, der bereits Spuren der schwarzen Druckerfarbe trägt. (Quelle: Eigene Darstellung)

Abb. 10.5.5.7: Punktraster aus dem Flexodruck – vergrößerte Darstellung von 100 Prozent (links) zu 0 Prozent (rechts). (Quelle: Heidelberger Druck)
Digitaldruck: Digitaldruckmaschinen arbeiten grundsätzlich genauso wie bekannte Desktop-Drucker, allerdings im industriellen Umfeld um einiges größer und komplexer. Vorteil: Dieses Verfahren kommt ohne Druckplatten aus; daher entfallen die Kosten dafür. Zudem lässt sich die Druckmaschine schnell umrüsten. Nachteil: Die Farbe ist nicht scheuerfest. Deshalb müssen die Etiketten immer lackiert werden. Mehr dazu und eine schematische Darstellung des Druckverfahrens im Unterkapital „9.2.5 Digitaldruckverfahren“ dieses Wikis.
Siebdruck: Das Druckwerk in der Maschine besteht aus einem Zylinder (Hohlzylinder, Rohr), dessen Wandung ein Edelstahlgewebe ist. Der Zylinder dreht rotativ. Dort, wo Farbe durch das Gewebe (Netz oder Sieb) dringen kann, wird Farbe übertragen.

Abb. 10.5.5.8: Siebdruckzylinder (Quelle: Kocher + Beck GmbH + Co.)
Somit entsteht das Druckbild. Im Inneren des Hochzylinders wird Farbe ausgebracht (durch eine Pumpe) und über ein Rakel (Messer, das die Farbe durch die Öffnungen drückt), das berührend an dem Sieb vorbeigeführt wird, nach außen gegeben. Hier trifft die Farbe auf den Bedruckstoff. Dieses Verfahren findet in der Etikettenindustrie ganz überwiegend Anwendung. Der Siebdruck wird im Etikettendruck eingesetzt, wenn die Farbe einen haptischen Eindruck hinterlassen soll. Auch bei transparenten Folien findet der Siebdruck teilweise Anwendung, weil die Farbe eine besonders hohe Deckkraft hat. Als haptische Wahrnehmung (griech.: haptós „fühlbar“, haptikós „zum Berühren geeignet“) bezeichnet man das tastende „Begreifen“.
Der Nachteil sind die hohen Kosten für ein Sieb. Mehr zum Siebdruck im Unterkapitel „9.2.4 Durchdruckverfahren“ dieses Wikis.
Flachdruckverfahren/Offsetdruck
Die Druckplatte ist hierbei im Ganzen eben und ohne Erhebungen. Es handelt sich zudem um ein indirektes Druckverfahren, weil die Farbe erst auf ein Gummituch gelangt und von dort auf den Bedruckstoff. Dieses „Absetzen“ der Farbe heißt auf Englisch „offset“ – daher der Name „Offsetdruck“.
Zur Herstellung der Etiketten ist die Druckmaschine im Offsetdruck grundsätzlich so aufgebaut wie beim Flexodruck (daher kann man beide Druckmaschinen gut miteinander kombinieren), nur das Druckwerk und die Druckplatte sind andersartig.Vorteil im Offset sind Rasterverläufe im Druckbild. Mit einem Rasterverlauf ist ein regelmäßiges Punktmuster gemeint, das zum Beispiel mit 80 Prozent Farbdeckung beginnt (100 Prozent wäre ein Vollton) und mit 0 Prozent endet.
Nachteil: Der Farbwechsel dauert wesentlich länger als im Flexodruck (Hochdruck). Im Offset-Farbwerk sind mehrere Walzen, die gereinigt werden müssen. Reinigungsvorgänge müssen je nach Farbton mehrmals wiederholt werden.
Im Gegensatz dazu ist der Offsetdruck ein Flachdruckverfahren: Der zu druckende Punkt steht nicht erhaben, sondern in der Ebene. Die fertige Druckplatte hat fettanziehende Bereiche (Druckbereiche), an denen die Druckfarbe haftet und auf das Papier übertragen werden kann - in den übrigen Bereichen lagert sich im Druckprozess eine wasserhaltige Flüssigkeit ab, sodass dort die Farbe nicht abgelegt werden kann. Die Druckpunkte können sehr eng beieinander stehen – die mögliche Druckauflösung ist somit höher als beim Flexodruck. Sehr deutlich zu sehen ist, dass der Offsetdruck ein Flachdruckverfahren ist. Hier ein Rasterverlauf für den Bildhintergrund, dieser Verlauf ist so fein, dass er im Flexodruckverfahren von der Druckauflösung her nicht darstellbar wäre.
Mehr über Flexodruck zum Beispiel hier: „Einführung in die Rastertechnologie“: https://www.heidelberg.com/global/media/global_media/products___prinect_topics/pdf_1/screening_tech.pdf

Abb.: 10.5.5.9: Offsetdruckplatte (Quelle: Eigene Darstellung)
Tiefdruck: Dieser wird in der Etikettenherstellung nur noch sehr selten eingesetzt. Mehr dazu im Unterkapitel „9.2.2 Tiefdruckverfahren“ dieses Handbuches.
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.5.2 Hubweise
Unter „Hubweise“ ist zu verstehen, dass entweder der Bedruckstoff ein Bogen ist oder dass eine Endlosfertigung (Rolle zu Rolle) taktweise gestoppt wird, sodass ein Stillstandsmoment entsteht, in dem der Druck erfolgt. In jedem Fall wird mit einem stehenden Material gearbeitet, und die Druckeinheit oder Stanzeinheit ist in Bewegung, nähert sich dem Bedruckstoff und berührt diesen.

Abb.: 10.5.5.10: Prinzip Stanzen-Hubweise (Quelle: Baust Stanztechnologie GmbH)
Diese Form der Bearbeitung gibt es auch im Etikettendruck; sie ist hier jedoch eine große Ausnahme. Eine moderne Anwendung ist der Digitaldruck, der nahezu immer „Hubweise“ arbeitet – im Regelfall wird die Rollenbahn in der Druckmaschine angehalten, es folgt der Druck (oberflächliche Bearbeitung des Bedruckstoffes), und dann wird die Rollenbahn weitergezogen. Damit es dennoch einen kontinuierlichen Materialfl uss gibt, wird die Rollenbahn durch einen Puffer gezogen. Im Zick-Zack-Verlauf bewegt sich die Rollenbahn über Umlenkwalzen, die sich nach oben und unten bewegen können. Oben stehend ist die Distanz zwischen den Rollen maximal, und es befindet sich sehr viel Druckmaterial in der Maschine. Im Druckprozess steht die Materialbahn in der Maschine, und die Umlenkrollen bewegen sich voneinander weg (Abstand wird höher). Damit baut sich die Distanz auf. Ist der Druckprozess abgeschlossen, bewegen sich die Rollen aufeinander zu und die Distanz wird abgebaut. So können sich in der Maschine Materialpuffer von Lauflängen bis zu 30 Metern bilden.
Ebenfalls Hubweise kann der Stanzprozess anlaufen, was früher Normalität war, heute aber zunehmend durch das rotative Stanzen abgelöst wird. Bei der Hubarbeitsweise wird ein Stanzblech in der Maschine auf die Materialbahn abgesenkt und führt dann zur Stanzung der Materialbahn; hierbei wird das Material bis in den Klebstoff hinein durchtrennt – das Trägerband darf nicht angestanzt werden, da dies zu einem verschlechterten Ablöseverhalten des Etikettes führt (hierbei würde dann Klebstoff in die Stanzlinie gedrückt und es gäbe eine feste Verbindung zwischen Etikett und Trägerband).
Der Kontakt zwischen Maschine und Materialbahn ist dabei immer die gesamte Fläche des Hubwerkzeuges, also beispielsweise der Stanze. Wenn dabei das Hubwerkzeug nicht exakt gerade ausgerichtet ist, dann ist das Druck- oder Stanzergebnis nicht optimal. Steht also beispielsweise das Stanzwerkzeug beim Kontakt mit der Materialbahn an der rechten oberen Ecke zu hoch, dann steht automatisch die linke untere Ecke zu tief: Oben rechts wird dann zu wenig oder gar nicht in die Materialbahn gestanzt und unten links gleichzeitig viel zu tief. Daher ist auf eine parallele Ausrichtung des gesamten Werkzeuges zu achten.
Neben dem Bedrucken und dem Stanzen ist sonst kein weiterer Arbeitsschritt vorhanden, der Hubweise bearbeitet würde. Info „Hubweise“: Die Endlosfertigung wird hier taktweise gestoppt. Wenn die Materialbahn steht, erfolgt der Druck oder der Stanzvorgang. Beim Stanzen war Hubweise früher Standard. Heute dominiert jedoch das rotative Stanzen. Siehe Unterkapitel „10.6.3 Rotativ“.
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.5.3 Rotativ
Rotativ, also „drehend“, ist der Endlosbetrieb, in dem von der Rolle abwickelnd auf die Rolle aufwickelnd gearbeitet wird – dies ist die Standardarbeitsweise im Etikettendruck. Schon das Grundmaterial, das Papier oder die Folie, wird so hergestellt.
Im Etikettendruck erfolgt der Durchlauf des Bedruckstoffes (Laminat auf Papier oder Folienbasis) von der Rolle kommend durch die Anlage wieder auf die Rolle am Ende des Produktionsgangs. Alles, was innerhalb des Produktionsgangs in der Anlage erfolgt, nennt man „inline“; alles, was danach in der Weiterverarbeitung auf einer anderen Anlage erfolgt, nennt man „offline“. Damit in der Produktionsanlage rotativ gearbeitet werden kann, müssen alle Prozessschritte ebenfalls rotativ erfolgen: So drehen sich die Verreibewalzen, Druckzylinder und Gegendruckzylinder innerhalb des Druckwerkes. Das Stanzblech am Ende wird auf einem rotativen Magnetzylinder fixiert und haftet dort durch Magnetismus. Auch das Stanzblech selbst ist magnetisch.

Abb.: 10.5.5.11: schematische Darstellung des Stanzens im rotativen Verfahren (Quelle: Baust Stanztechnologie GmbH)
Der Kontakt zwischen Materialbahn und rotativem Element (also zum Beispiel dem Druckzylinder oder dem Magnetzylinder) ist dabei immer nur minimal und erstreckt sich auf einen Zentimeter oder weniger – dies ist die Kontaktfläche, innerhalb derer die eigentliche Bearbeitung der Materialbahn stattfindet, wenn rotativ gearbeitet wird. Vom Prinzip her ist dies mit dem Kontakt eines Autoreifens mit der Fahrbahn vergleichbar: Auch hier hat immer nur ein kleiner Teil des Reifens Kontakt zur Straße.
Wenn der Druckzylinder oder der Stanzzylinder, der das Stanzblech trägt, verkantet, weil er beispielsweise an der linken Seite zu hoch und auf der rechten Seite zu tief steht, dann ist das erzielte Ergebnis nicht optimal – auf der linken Seite würde dann ein zu blasser oder gar kein Eindruck erfolgen, weil zu wenig oder gar keine Farbe übertragen würde. Auf der rechten Seite wäre der Farbauftrag zu intensiv.
- Zum Verfassen von Kommentaren bitte anmelden.
10.5.5.4 Werkzeuge
Werkzeuge in der Etikettenherstellung sind im Wesentlichen die verwendeten Druckplatten und Stanzwerke. Die für den Druck verwendeten Werkzeuge sind in den Abschnitten zu den Druckverfahren bereits beschrieben. Darüber hinaus wesentlich sind die Stanzwerkzeuge.
Stanzwerkzeug
Das Etikett wird zunächst auf einer Materialbahn gedruckt, und die Etiketten lassen sich nach dem Drucken nicht voneinander trennen. Um dies zu erreichen, wird mit dem Stanzwerkzeug das Material (Papier oder Folie) durchtrennt, und zwar so, dass zwar das Material von oben gestanzt wird, aber nur bis in den Klebstoff hinein und nicht bis zum Trägerband.
Das Etikett wird dabei freigestellt und der umgebende Rand, also der Zwischenraum zwischen zwei Etiketten, getrennt.
In der Etikettenherstellung wird mit vier unterschiedlichen Stanzwerkzeugen gearbeitet: der Flachstanze, der Laserstanze, der Vollkörperstanze und dem Stanzblech. Letzteres ist das am meisten eingesetzte Werkzeug.
Flachstanze (Hubweise): Diese war einer der ersten Arten des Stanzens von Etiketten. Ihr Einsatzgebiet findet sie meistens beim Siebdruck.

Abb. 10.5.5.12: Stanzwerkzeug Flachstanze (Quelle: Kiermeier Stanzformen e. K.)

Abb. 10.5.5.13: Laserstanze (Quelle: Eigene Darstellung)
Laserstanze (Hubweise): Mittels Laser wird die Kontur des Etiketts eingebrannt. Die Laserstanze hat noch sehr geringe Geschwindigkeiten, kann aber sehr schnell auf eine andere Etiketten-Größe umgestellt werden. Diese Art der Stanze wird noch nicht häufig in der Praxis eingesetzt, da der Energieverbrauch höhere Kosten verursacht als konventionelles Stanzen. Ein weiterer Nachteil des Verfahres ist auch der gelbliche Rand, der durch das Wegbrennen entsteht. Diese Art des Stanzens steckt noch in der Entwicklung.
Vollkörperstanze (Rotativ): Diese Art wird eingesetzt, wenn sehr hohe Auflagen gestanzt werden oder das Material sehr dick ist.

Abb. 10.5.5.14: Vollkörperstanze (Rotativ, Quelle: Baust Stanztechnologie GmbH)
Stanzblech (Rotativ): Ist die am meisten eingesetzte Verfahrensweise. Das Bild zeigt ein rotatives Stanzwerkzeug: Stanzblech genannt. Das Stanzblech wird auf einen mit Magneten versehenen Zylinder gespannt und dann auf die Stärke des Materials eingestellt.

Abb. 10.5.5.15: Stanzblech Rotativ (Quelle: Electro Optic GmbH)
Nach dem Stanzen (unabhängig davon, welche der vier Arten): Das Material des Zwischenraumes, entweder Matrix oder Gitter genannt, wird dann innerhalb der Maschine von der Materialbahn getrennt – und es verbleibt eine Materialbahn (Träger – Liner), auf der die freistehenden Etiketten lagern. Später kann jedes Etikett abgenommen werden. Der Spendeprozess kann manuell oder maschinell erfolgen.

Abb. 10.5.5.16: Matrix/Gitter (Quelle: Eigene Darstellung)
Videos
- Flachbettstanze im Detail, bereitgestellt von Heidelberg.
- Flachbettstanze Ausbrechstation im Detail, bereitgestellt von Heidelberg.
- Flachbettstanze Nutzentrennstation im Detail, bereitgestellt von Heidelberg.
- Flachbettstanze Dymatrix 106, bereitgestellt von Heidelberg.
- Kompletter Stanzvorgang mit der Flachbettstanze Dymatrix 106, bereitgestellt von Heidelberg.
- Konturenstanze BSM 450S Plus, bereitgestellt von Bochsler Grafische Maschinen.
- Registerstanzen I, bereitgestellt von Durrer Spezialmaschinen AG.
- Registerstanzen II, bereitgestellt von Durrer Spezialmaschinen AG.
- Offline-Perforationsstanzanlage für Agenda und Agendenproduktion, bereitgestellt von Bochsler Grafische Maschinen.
- Zum Verfassen von Kommentaren bitte anmelden.
10.6 Warmumformmaschinen für Skin- und Blisterverpackungen sowie Einlagen und andere Verpackungen aus Kunststoffen
10.6.1 Skinverpackungen
Die Skinverpackung (auch Skinpackung, Skin = Haut) besteht aus einem porösen Skinkarton mit Werbedruck, dem Packgut auf dem Skinkarton und der durchsichtigen Skinfolie über beiden. Die Skinfolie wird mit der Infrarotheizung der Maschine aufgeheizt und durch Ansaugen mit Vakuum hauteng (Skin = Haut) auf dem Packgut und auf dem Skinkarton fixiert. Die Fixierung erfolgt durch das Aktivieren der Klebeschicht und durch das Vakuum. Die Klebeschicht kann auf der Skinfolie, auf dem Skinkarton oder auf beiden der Packstoffe aufgebracht sein.

Abb. 10.6.1: schematischer Ablauf des Skinverpackens (Quelle: Eigene Darstellung)

Abb. 10.6.2: Skinverpackungen mit Details (Quelle: Eigene Darstellung)
Eigenschaften der Skinverpackung
• Die Skinverpackung gehört zu den kostengünstigsten Verpackungen, weil dafür kein Werkzeug erforderlich ist.
• Packstoffe: Folien auf PE-Basis und Karton. PE = Polyethylen. PE ist der meistverwendete Kunststoff und wird häufig für Verpackungen eingesetzt. Alle Polyethylen-Typen zeichnen sich durch hohe chemische Beständigkeit, gute elektrische Isolationsfähigkeit und ein gutes Gleitverhalten aus.
• Skinpackmaschinen sind einfach und preisgünstig, daher ist Skinverpacken auch für sehr kleine Stückzahlen geeignet.
• Sowohl Kleinartikel als auch schwere Packgüter bis zu rund 25 kg werden skinverpackt. Je schwerer das Packgut, desto dicker die Skinfolie und der Skinkarton.
• Beim Verpacken kommt das Packgut in Kontakt mit der noch heißen Folie. Es muss also eine gewisse Wärmeeinwirkung aushalten können.
• Beim Ansaugen der Skinfolie mit Vakuum wird das Packgut einer Druckbelastung bis zu 1 kg/cm2 (100.000 Pa) ausgesetzt. Der Endwert des Vakuums ist in Skinpackmaschinen einstellbar.
Skinfolien
LDPE-Folien (LDPE = Low Density Polyetylene):
• PE-Folie ohne Haftvermittler
• PE-Folie mit Haftvermittler
• PE-Folie mit integriertem VCI-Korrosionsschutz. VCI = Volatile Corrosion Inhibitor = flüchtiger Korro-sions-Verhinderer. Ein VCI-Korrosionsschutz verhindert die Einwirkung von Sauerstoff und / oder Wasser auf Metall. Der VCI-Korrosionsschutz wird in das Papier oder die Trägerfolie eingebracht, aus dem er dann nach dem Auspacken allmählich ohne Rückstände wieder ausgast.
Ionomerharzfolien (zum Beispiel Surlyn 1601 von der Firma Du Pont):
Ionomere sind thermoplastische Kunststoffe. Sie kamen erstmals 1964 auf den Markt. Sie sind zäh und abriebfest, weisen eine hohe Transparenz und gute Spannungsrissbeständigkeit auf. Sie widerstehen Säuren, Laugen, Fetten, Ölen und Lösemitteln.
• Surlyn-Folie ohne Haftvermittler
• Surlyn-Folie mit Haftvermittler
• Surlyn-NWL-Folie (NWL = Non Wet Look)
PVC-Folien:
• Hart-PVC-Folien sind immer ohne Haftvermittler.
Dicken von Skinfolien: 0,080 Millimeter bis 0,500 Millimeter; meist 0,1 bis 0,15 Millimeter
Skinkarton (Trägerkarton)
Grundsätzlich kann der Skinkarton (auch „Trägerkarton“) aus Vollkarton oder Wellpappe hergestellt werden. Skinkarton hat wegen der notwendigen Luftdurchlässigkeit keinen Strich. Für schwere Skinverpackungen müssen sowohl die Skinfolie als auch der Skinkarton eine Haftschicht haben. Für leichte Packgüter reicht eine Haftschicht – auf der Folie oder auf dem Karton.
Die am meisten eingesetzten Skin-Rohkarton-Qualitäten sind UD2 mit rund 95 Prozent Marktanteil. Defi nition der Karton-Qualitätsstufe UD2: Die Vorderseite ist leicht holzhaltig weiß gedeckt, und die Einlage und die Rückseite sind grau. Weitere 5 Prozent stellen Kartons der Qualitätsstufe UT2. Definition der Karton-Qualitätsstufe UT2: Die Vorderseite ist leicht holzhaltig weiß gedeckt, und die Einlage ist grau, und die Rückseite ist hell. UT2 bietet die bessere Optik wegen der hellen Rückseite – das ist wichtig bei aufgedruckter Kleinschrift.
Skin-Rohkartonqualitäten:
a) Duplex-Qualität mit den Bezeichnungen: (UD1), UD2 und UD3
b) Triplex-Qualität mit der Bezeichnung UT2
- Zum Verfassen von Kommentaren bitte anmelden.
10.6.2 Systemaufbau einer Skinpackmaschine
In handbeschickten Skinpackmaschinen werden Skinfolie, Skinkarton und das Packgut von Hand in die Maschinen eingelegt, die Verpackung und das Aufhängeloch werden auf einer separaten Stanze ausgestanzt. In automatischen Maschinen wird lediglich das Packgut eingelegt; die restlichen Abläufe inklusive des Beschnittes und des Stanzens des Aufhängelochs erfolgen automatisch in der Maschine.

Abb. 10.6.3: Skin-Blisterpacksystem aus Einzel modulen für die Konfi guration einer bedarfsgerechten Maschinenlinie. Blister: Der Begriff kommt aus dem Englischen: Blase, Bläschen. (Quelle: Eigene Darstellung)

Abb. 10.6.4: Skinverpacken in der Produktion (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
10.6.3 Blisterverpackungen
In einer Blisterpackung (Blister = Blase) wird das Packgut unter einer aus Kunststoff geformten Blisterhaube eingeschlossen. Die Rückseite der Verpackung ist entweder aus Karton oder Kunststoff. Blisterpackungen für Tabletten werden vorwiegend mit einer Aluminiumfolie versiegelt. Kennzeichnend für eine Blisterverpackung ist, dass das verpackte Teil zwar durch die Blisterhaube fixiert, aber in der Verpackung lose ist.
Je nach Kombination der Packstoffe der Blisterverpackung unterscheidet man:
| Blisterverpackung | Blisterhaube | Blisterkarte | Verbindung |
| Standard- Blisterpackung | Kunststoff | Karton | Heißsiegeln |
| Vollkunststoff- Blisterpackung | Kunststoff | Kunststoff | Schweißen |
| Biblister- oder Doppelblisterpackung aus Kunststoff | Zwei Blisterhauben | - | Schweißen |
| Schiebeblister- packung | Kunststoff | Karton | - |
| Doppelkarten- Blisterpackung | Kunststoff | Zwei Karten: Karton auf der Rückseite + zweiter Karton mit Ausschnitt auf der Vorderseite, durch welche die Blisterhaube hindurchragt. | Heißsiegeln – Verbindung nur zwischen den zwei Karten |
| Vollkarton-Blisterpackung | Karton | Karton |
Unter „Heißsiegeln“ versteht man das Verbinden von zwei gleichen oder (in der Regel) unterschiedlichen Packstoffen mittels einer Heißsiegelschicht. Die Heißsiegelschicht wird unter Druck durch Wärme aktiviert. Dabei werden die Träger der Heißsiegelschicht nicht plastisch. Meist ist die Heißsiegelschicht nur auf einem Packstoffteil vorhanden – auf der Folie oder auf dem Karton.
Unter „Schweißen“ versteht man die Verbindung zweier Kunststoffteile durch Aufheizen unter Druck der beiden an der Schweißstelle bis zur Schmelztemperatur. Der für das Schweißen thermoplastischer Kunststoffe erforderliche Anpressdruck und die Schweißtemperatur kompensieren sich in einem bestimmten Bereich. Das heißt: Bei hohen Temperaturen verschweißt das Material bereits unter geringem Andruck, während bei niedrigen Temperaturen höhere Drücke erforderlich sind. Thermoplaste (von altgriechisch: thermós = warm, heiß und plássein = bilden, formen) sind Kunststoffe, die sich in einem bestimmten Temperaturbereich (thermoplastisch) verformen lassen. Dieser Vorgang ist wiederholbar.
Heißsiegeln und Schweißen sind Verfahren, bei denen durch Wärme und Druck eine nicht lösbare Verbindung hergestellt wird. Nach der DIN 16 960 werden die Schweißverfahren in drei Hauptgruppen eingeteilt:
1. Zufuhr von Wärme: Heizelementeschweißen, Heißsiegeln, Wärme von außen, Heizkeilschweißen, Wärme von innen, Trennnahtschweißen, Warmgas beziehungsweise Heißluftschweißen, Extrusionsschweißen
2. Erwärmung durch mechanische Bewegung: Ultraschall-, Vibrations-, Rotationsschweißen
3. Hochfrequenzschweißen: Kapazitatives Schweißen, Induktionsschweißen

Abb. 10.6.5: Schweißnaht einer Kunststoffblisterpackung, Makroaufnahme (Quelle: Eigene Darstellung)
Außer dem Schiebeblister, bei welchem die Blisterhaube an zwei Seiten je einen Umbug angeformt hat, um ein zerstörungsfreies Öffnen / Schließen der Verpackung zu ermöglichen, können die anderen Blisterverpackungen nicht zerstörungsfrei geöffnet werden. Als „Umbugen“ bezeichnet man das Umlegen der Blisterhaube um die Blisterkarte.

Abb. 10.6.6: Blisterpackung mit Blisterhaube aus Kunststoff, Blisterkarte aus Karton (Quelle: Eigene Darstellung)

Abb. 10.6.7: Schiebeblister mit Blisterhaube aus Kunststoff, Blisterkarte aus Karton (Quelle: Eigene Darstellung)

Abb. 10.6.8: Blisterpackung mit gerundeten Ecken, mit Blisterhaube aus Kunststoff und Blisterkarte aus Karton (Quelle: Eigene Darstellung)
Verfahrensablauf Blisterverpacken
Wärme wird über die Blisterkarte von der Rückseite der Verpackung eingebracht.
• Die Heißsiegelschicht wird unter Druck durch Wärme aktiviert. Die Aktivierungstemperatur der Heißsiegelschicht beträgt je nach verwendetem Siegellack zwischen 60 und 140 °C. Die dauerbeheizte Siegelplatte erreicht Temperaturen bis zu 240 °C.
• Der Anpressdruck im Bereich der Heißsiegel- beziehungsweise Schweißfläche beträgt zwischen 1 bis 2 N/mm2 (1 bis 2 kg/cm2).
• Die Siegelzeit beziehungsweise Schweißzeit beträgt je nach Packstoff zwischen anderthalb und drei Sekunden.
• Der Karton verdichtet sich an den Siegelflächen, was der Wärmeleitung zugute kommt. Der Abdruck durch Verdünnung im Bereich der Siegelfläche ist auf der Seite der Blisterhaube erkennbar. Beim Verschweißen von Kunststoffen liegt die Temperatur um rund 20°C höher.

Abb. 10.6.9 Heißsiegeln oder Verschweißen. Wärmezufuhr durch die Rückseite (schematisch). Pertinax ist ein Faserverbundwerkstoff aus Papier und einem Phenol-Formaldehyd-Kunstharz. (Quelle: Eigene Darstellung)
Abbildung 10.6.10 zeigt eine Blisterverpackung mit Karton-Rückseite als Ergebnis des Heißsiegelns. (Quelle: Eigene Darstellung)

Abb. 10.6.10: schematische Darstellung einer Blisterverpackung aus Kunststoff und Karton. Eine Blisterverpackung aus Kunststoff und Karton wird auch „Inselblister“ genannt. (Quelle: Eigene Darstellung)
Kunststoff-Vollblisterpackung als Ergebnis des Verschweißens – siehe Abbildung 10.6.11.
Blisterfolien: 0,15 - 0,6 Millimeter
Deckelfolien: 0,03 - 0,3 Millimeter
Abb. 10.6.11: schematische Darstellung eines Vollkunststoffblisters
Blisterkarten aus Karton
Die häufigste Variante der Blisterverpackung ist die Kombination einer Blisterhaube aus Kunststoff und einer Blisterkarte aus Karton. Die Blisterkarten aus Karton werden aus Rohkarton hergestellt, der nach Bedarf veredelt wird.
Veredelungen/Beschichtungen der Vorderseite (Seite zum Blister)
• Strich als Basis (eine mit Walzen und Rakeln aufgetragene Dispersion mit weißen Pigmenten, meist auf der Basis von Kreide)
• Farbdruck
• Zusatzbeschichtungen wie zum Beispiel eine fettdichte Beschichtung, eine wasserdampfdichte Beschichtung, eine aromadichte Beschichtung oder eine Neutralisierungsbeschichtung für Packgut aus Weich-PVC
• Siegellackbeschichtung
Veredelung/Beschichtung der Rückseite:
• Bedruckung
• Lackierung mit hitzebeständigem Lack zur Vermeidung der Kartonvergilbung bei erhöhten Siegeltemperaturen (meist bei Verarbeitung stärkerer Kartons)
Je nach Gewicht des Packgutes wird eine passende Kartonstärke gewählt. Die übliche flächenbezogene Masse liegt zwischen 300 und 700 g/m². Die flächenbezogene Masse ist kein direktes Maß für die Kartondicke oder Steifigkeit. Diese wird wesentlich von der Faserqualität beeinflusst.
Siegellackbeschichtung auf der Blisterkarte
Die Siegellackbeschichtung wird in der Regel auf dem Karton aufgebracht. Es gibt wasser- und lösungsmittelhaltige Siegellacke. Aus umwelttechnischen Gründen werden überwiegend Dispersionen (wasserhaltige Lacke) verwendet.
Lösungsmittellacke bieten in Grenzfällen für schwer siegelbare Folien (wie zum Beispiel für APET oder PAN) meist die sicherere Alternative. APET oder auch A-PET ist die Abkürzung für Amorphes Polyethylenterephthalat. Es wird vor allem für transparente, tiefgezogene Schalen, Behälter oder Flaschen als Verpackung für Lebensmittel, Kosmetika oder chemisch-technische Produkte eingesetzt. (Quelle: www.bleher.com/de/pet-folie) PAN steht für Polyacrylnitril. Das ist eine makromolekulare, nicht thermoplastische Verbindung, die besondere Bedeutung für die Herstellung von Chemiefaserstoffen hat. (Quelle: Lexikon der Chemie, https://www.spektrum.de/lexikon/chemie/polyacrylnitril/7259)
Die Siegellackbeschichtung des Kartons muss immer auf die Blisterfolie abgestimmt sein, um eine gute Haftung zu gewährleisten. Die Auftragsmenge beträgt rund 2,5 bis 3 Gramm Trockenmenge pro Qua-dratmeter.
Hinweis: Ob ein Siegellack eine ausreichende Haftung garantiert, kann nicht sofort bei der Herstellung der Verpackung beurteilt werden! Insbesondere bei Blisterhauben aus teilkristallinen Folien ist eine Wartezeit von rund zwei Wochen empfehlenswert, um herauszufinden, ob der Siegellack seiner angedachten Funktion auch gerecht wird. In der Praxis werden Muster hergestellt – und diese werden nach der Wartezeit bewertet. Dies dient der Beobachtung des Folienschrumpfs, ob dieser die Siegellackfläche zusammenschiebt und somit eine Orangenhaut an den Haftungsrändern ausbildet.
Blisterhauben
Blisterhauben werden im Thermoformverfahren aus transparenten Kunststofffolien hergestellt. Die üblichen Foliendicken liegen je nach Gewicht und Größe des zu verpackenden Teiles bei 0,25 bis 0,5 Millimetern.
Für Blisterpackungen mit der Materialkombination Kunststoff + Karton, werden folgende Blisterfolien verwendet:
• PETG/APET/PETG, als coextrudierte 3-Schicht-Folie
• APET, eher selten wegen der schwierigen Heißsiegelbarkeit
• PETG, für das Hochpreissegment, sehr gute Optik und einfache Verarbeitung. PETG ist ein mit Glycol modifiziertes PET, welches sich durch seine wässrigen Eigenschaften (Viskosität) auszeichnet. Ange-wendet wird es beispielsweise im Spritzguss.
• PVC, früher marktbeherrschend, zur Zeit kaum noch anzutreffen. PVC ist die Abkürzung von Polyvinylchlorid – ein wichtiger Thermoplast, der geschmack- und geruchlos sowie schwer entflammbar ist, eine geringe Wasseraufnahme und gute elektrische Eigenschaften zeigt. (Quelle: Lexikon der Chemie, https://www.spektrum.de/lexikon/chemie/polyvinylchlorid/7380)
• PAN („Barex“), für barrieredichte Blisterhauben für das Verpacken von geruchsintensiven Packgütern, wie zum Beispiel WC-Steinen. PAN ist die Abkürzung für Polyacrylnitril. Es besteht, wie der Name schon sagt, aus Acrylnitril. Quelle: http://kirste.userpage.fu-berlin.de/chemistry/kunststoffe/acryl.htm)
Wichtig bei Blisterhauben sind:
• eine möglichst gleichmäßige Siegelranddicke – nur diese garantiert eine gleichmäßige Haftung der Siegelflächen.
• eine gute Ausformschärfe, um Rückstellungen beim Siegeln zu vermeiden.
• die richtige Größenauswahl einer Blisterhaube – diese muss so gewählt werden, dass das Packgut nicht zwischen Haube und Karte eingequetscht wird.
• die richtige Breite der Siegelnaht – diese wird üblicherweise größer als 3,5 Millimeter gewählt. Bei schweren Verpackungen kann dieses Maß auch deutlich überschritten werden.
• ausreichend breite Siegelflächen, denn bei zu viel Spiel in der Siegelaufnahme oder einer grenzwertigen Haftung der Heißsiegelung kann die Verpackung zu leicht geöffnet werden.
Beispiel für die Wahl der Verpackungsmaterialien für leichte Blisterverpackungen: Folie 0,25 Millimeter + Karton 350 g/m², Siegellack auf dem Karton. Generell gelten Blisterverpackungen aus Kunststoff als „leicht“ und nachhaltig gegenüber der Umwelt.
Siegelelektrode
Siegelelektroden für Blisterkarten aus Karton sind aus Messing oder Aluminium und meist vollflächig eben sowie dauerbeheizt. In Fällen, in welchen die Blisterkarte oder das zu verpackende Gut möglichst wenig mit Wärme belastet werden darf, werden die Siegelektroden im Bereich des zu verpackenden Guts ausgespart, sodass beim Heißsiegeln nur im Bereich der Siegelfläche beheizt wird. Der Nachteil von vollflächigen Siegelelektroden ist eine vollflächige Wärmebelastung der Verpackungsrückseite, was bei Blisterkarten aus Karton akzeptiert wird, aber bei Blisterkarten aus Kunststoff nicht möglich ist.
Eine Teflonbeschichtung der Siegelelektrode ist bei Karten mit lackierter Rückseite oder Blisterkarten aus Kunststoff erforderlich. Teflon ist der Hersteller- Markenname für Polytetrafluorethylen., PTFE. Dieses Material ist chemisch sehr beständig, Selbst aggressive Säuren wie Königswasser können PTFE nicht angreifen. Es hat eine sehr glatte Oberfläche. Die bekannteste Anwendung ist der Einsatz als Antihaft-Beschichtung in Pfannen und Töpfen.
Vollkunststoff-Blisterverpackung
Besonderheiten der Vollkunststoff-Blisterverpackung – das heißt: Materialkombination Kunststoff-Kunststoff – im Vergleich zur Materialkombination Kunststoff-Karton:
• Das Verfahren bleibt gleich, aber anstelle des Siegelns über den auf den Karton aufgetragenen Siegellack erfolgt die Verbindung bei der Vollkunststoffverpackung durch Verschweißen.
• Die Schweißtemperaturen liegen geringfügig höher als die Siegeltemperaturen.
• Anstelle eines Ausgleichsgummis werden steife wärmeisolierende Streifen verwendet.
• Die Schweißelektroden haben im Vergleich zu den Siegelelektroden eine geriffelte Schweißfläche und sind im Bereich der nichtverschweißten Fläche der Blisterverpackung ausgespart, sodass die Blisterkarte aus Kunststoff nur im Schweißbereich aufgeheizt wird.
- Zum Verfassen von Kommentaren bitte anmelden.
10.6.4 Thermoformmaschinen für Blisterverpackungen
In Vollautomaten werden die Blisterhauben aus Kunststofffolie geformt, vereinzelt, in Siegelpaletten eingelegt. Dann wird das Packgut von Hand oder automatisch zugeführt, die Karten (aus Karton oder Kunststoff) werden automatisch aufgelegt, taktweise in die Siegelstation transportiert, versiegelt beziehungsweise verschweißt und austransportiert. In Verbindung mit einem automatischen Kartonpacker können die Verpackungen in Kartonschachteln gelegt und gestapelt werden. Rechteckige Blisterhauben erlauben die abfallfreie Herstellung von Blisterverpackungen. In den Vollautomaten bleiben die geformten Blisterhauben in der Regel im Folienband liegen, bis die Blister befüllt sind. Die fertig versiegelte beziehungsweise verschweißte Verpackung wird vom Folienband ausgetrennt. Dadurch können Blisterverpackungen mit in den Blister
| Werkstoff | Temperaturbereich in °C |
| HDPE | 114 – 145 |
| Hart-PVC | 180 – 210 |
| Weich-PVC | 180, abhängig vom Weichmacher |
| Zellglas lackiert | 115 – 135 |
hauben eingelegter Karte hergestellt werden, wobei die Blisterhaube gerundete Ecken hat und größer ist als die Einlegekarte.
Alternativ können auf speziellen Vollautomaten sowohl die Blisterfolie als auch die Deckelfolie von Folienrollen verarbeitet werden. In diesem Fall wird beim Ausstanzen der fertigen Verpackung die Deckelfolie mit ausgestanzt. Vollkunststoffblister haben immer gerundete Ecken – was mit Abfall beim Ausstanzen verbunden ist.
Handbeschickte Maschinen für die Herstellung von Blisterverpackungen sind Heißsiegelpressen, in welchen die vorgefertigten Blisterhauben und das Packgut von Hand eingelegt werden; anschließend werden die Blisterhauben mit den Blisterkarten versiegelt beziehungsweise verschweißt.

Abb. 10.6.12: handbeschickte Heißsiegelpresse (Doppelkartenblister) (Quelle: Eigene Darstellung)

Abb. 10.6.13: automatische Blistermaschine (Quelle: Ilig)
1 Folienrolle
2 Steuerung (Teil der Thermoformeinheit)
3 Kontaktheizung für die Folie (Teil der Thermoformeinheit)
4 Formstation für die Blisterhauben (Teil der Thermoformeinheit)
5 Trenn- und Übergabestation für Übergabe der Blisterhauben in die Paletten
6 Füllstrecke mit Palettentransport für das Einlegen der zu verpackenden Teile
7 Kartonaufleger für das Auflegen der Blisterkarten
8 Siegelstation für das Verschließen der Verpackungen
9 Packungsausheber

Abb. 10.6.14: Blisterpacklinie (Quelle: Ilig)
1 Folienrolle
2 Kontaktheizung
3 Thermoformeinheit
4 Karteineinleger (für das Einlegen in die Verpackung von Einlegekarten, Beschreibungen, usw.)
5 Handlingroboter für das Einlegen des Packgutes
6 Füllstrecke mit Palettentransport für das Einlegen der zu verpackenden Teile
7 Kartonaufleger für das Auflegen der Blisterkarten
8 Siegelstation für das Verschließen der Verpackungen
9 Deckelfolienabwickler als Alternative zu 7 wenn anstelle von Blisterkarten Deckelfolie verwendet wird
10 Stanze
11 Austransport
- Zum Verfassen von Kommentaren bitte anmelden.
10.6.5 Verpackungseinlagen und Klappverpackungen
Die Verpackungseinlage dient der geordneten Platzierung des Packgutes innerhalb eines Packstücks. Verpackungseinlagen sind meist aus Kunststoff. Eine Verpackungseinlage hat nicht selten auch einen dekorativen Aspekt. Dies ist ein Grund, warum außer den „normalen“ Kunststoff-Vollfolien auch Schaumfolien und dekorative Folien – wie zum Beispiel metallisierte Folien und Flockfolien – eingesetzt werden. Die Formgebung der Kunststofffolien für eine Verpackungseinlage erfolgt im Thermoformverfahren.

Abb. 10.6.15: Verpackungseinlage aus metallisierter Folie (Quelle: Eigene Darstellung)

Abb. 10.6.16: Verpackungseinlage aus Flockfolie (Quelle: Eigene Darstellung)
Klappverpackungen
Die Klappverpackung, auch Klappblister, wird meist aus klarsichtiger Kunststofffolie hergestellt. Sie besteht aus zwei Hälften, die mit einem Scharnier verbunden sind und sich beim Schließen der Verpackung verbinden lassen. Die ganze Verpackung inklusive des Scharniers wird in einem Arbeitsschritt aus einem Folienzuschnitt thermogeformt. Im Gegensatz zu einer Skin- oder Blisterverpackung kann eine Klappverpackung nach dem Öffnen wieder verschlossen werden.
Die verwendeten Kunststofffolien sind die typischen Blisterfolien. Dazu zählen PET, PVC, aber auch PP, wobei jeder beliebige Thermoplast verwendet werden kann. PP steht für Polypropylen. Mit rund 20 Prozent Anteil an der Gesamtproduktion ist PP der zweitwichtigste Kunststoff. Obwohl Polypropylen dem PE chemisch relativ ähnlich ist, ist es deutlich härter, fester und thermisch höher belastbar. (Quelle: https://www.kunststoffe.de/themen/basics/standardthermoplaste/polypropylen-pp/artikel/polypropylen-pp-644901)
PET steht für Polyethylenterephthalat. Dies ist mit etwa 6 Prozent Anteil an der Gesamt-menge der produzierten Kunststoffe einer der bedeutendsten Thermoplaste. (Quelle: https://www.kunststoffe.de/themen/basics/technische-kunststoffe/polyethylenterephthalat-pet/artikel/polyethylenterephthalat-pet-652002)
Typisch für die Klappverpackung ist ein gut funktionierendes Scharnier. Die meisten Scharniere sind thermogeformt. Die Biegefähigkeit des Scharniers wird durch Ausdünnung der Folie mit Negativformung erzeugt.

Abb. 10.6.17: Klappverpackung mit Scharnier und Hinterschnitte (Quelle: Ilig)
- Zum Verfassen von Kommentaren bitte anmelden.
10.6.6 Thermoformmaschinen für Verpackungseinlagen und Klappverpackungen
Einlagen, Klappverpackungen sowie auch Blister werden auf Thermoformmaschinen aus thermoplastischer Folie gefertigt. Außer der erforderlichen Formfläche, unterscheidet man bei den Maschinen:
• zwischen Druckluft- und Vakuumform-Maschinen und
• in Bezug auf das Ausstanzen, zwischen Ausstanzen des geformten Teiles in der Formstation und Ausstanzen in einer separaten Stanzstation.
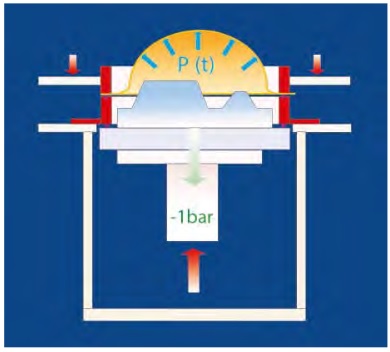
Abb. 10.6.18: Luftströme Vakuum RV 53 – die RV-Technik erlaubt eine gleichmäßige Wanddickenverteilung durch Vorblasen. Die Ausformung der Formteile erfolgt durch Vakuum. (Quelle: Eigene Darstellung)

Abb, 10.6.19: Luftströme Vakuum und Druckluft RV 53d und RV 74d – die Ausformung der Formteile erfolgt bei der RV 53d- und RV 74d-Baureihe durch Vakuum mit 3 bar Druckluftunterstützung. (Quelle: Eigene Darstellung)
Unterschied Druckluft- zu Vakuumformung
Das Ausformen eines thermogeformten Teiles mit Druckluft, meist mit zwei bis rund vier Bar, erlaubt das Umformen der thermoplastischen Folie bei einer um rund 20° C niedrigerer Temperatur. Beispiel: PET Druckluftformung bei 100-120° C, Vakuumformung bei 120-140° C. Druckluftformung hat den Vorteil der geringeren Kühlzeit. Weil die Kühlzeit die Taktzeit bestimmt, hat eine Druckluftformmaschine immer einen höheren Ausstoß als eine Vakuumformmaschine gleicher Größe.

Abb. 10.6.20: Kaffeekapsel-Werkzeug RDM 75K – ein Beispiel für Druckluft-Fertigung am Beispiel eines Werkzeuges für die Herstellung von Kaffeekapseln auf einer ILLIG-Thermoformlinie RDM 75K. Im Werkzeug sind die ausgeformten Kaffeekapseln zu sehen. (Quelle: Eigene Darstellung)
Unterschied Stanzen in oder außerhalb der Formstation
Wenn ein Teil in der Formstation geformt und noch vor dem Entformen im gleichen Werkzeug gestanzt wird, ist zwar das Form-Stanz-Werkzeug komplexer, aber die Toleranzen in Bezug auf den Stanzrand sind optimal. Sobald das Formteil entformt und in der Folienbahn hängend in eine Folgestation zum Ausstanzen transportiert wird, wirken sich die temperaturabhängigen Längenänderungen, längs und quer zur Folienbahn, negativ auf die Reproduzierbarkeit des Stanzergebnisses aus.
Stationen: Folienrollenabwicklung --> Folieneinlauf --> Infrarotheizung --> Formstation mit Vakuumformung --> Stanzstation mit Band-stahlschnitt --> Stapelstation --> Austransportband --> Aufwickeleinrichtung für das Stanzgitter

Abb. 10.6.21: Thermoformmaschine mit Vakuumformung (Quelle: Ilig)
Stationen: Folienrollenabwicklung --> Folieneinlauf --> Infrarotheizung --> Formstation mit Druckluftformung --> Stanzstation mit Bandstahl-schnitt --> (Lochstanze -->) Stapelstation --> Austransportband --> Aufwickeleinrichtung für Stanzgitter

Abb. 10.6.22: Thermoformmaschine mit Druckluftformung (Quelle: Ilig)

Abb. 10.6.23: schematische Darstellung des Thermoformens (Quelle: Ilig)
- Zum Verfassen von Kommentaren bitte anmelden.
LF 11: Qualität
- Zum Verfassen von Kommentaren bitte anmelden.
11.1 Qualität sichern
Was ist Qualität?
Das vorliegende Kapitel beschäftigt sich mit der Fragestellung, wie man Qualität definiert und sie erreicht. Im Folgenden wird dargelegt, was ein Qualitätsmanagement ist und welchen Zweck es verfolgt. Doch zuvor widmen wir uns der Frage: Was ist Qualität eigentlich und wie wird sie definiert?
Qualität ist im Handel und im produzierenden Gewerbe, bei der Erbringung von Dienstleistungen und der Herstellung von Produkten nicht mehr wegzudenken. Qualität ist eine wichtige Voraussetzung, um Geschäftsbeziehungen aufzubauen, vor allem aber, um diese aufrechtzuerhalten.
Wer oder was beeinflusst Qualität?
Qualität wird in unterschiedlichem Umfang durch den Markt (Nachfrage, Angebot, Wettbewerber), Kunden (Anforderungen, Spezifikationen), Normen, Gesetzgeber und Umfeld (Region, Nachbarschaft) beeinflusst, vor allem aber durch das Unternehmen (Mitarbeiter, Organisation, Betriebsklima, Qualifizierung etc.) selbst. Im Wesentlichen wird Qualität durch die Unternehmensführung und -organisation geprägt. Qualität kann nur in einem gut organisierten und den Anforderungen sowie den Bedürfnissen angepassten Umfeld erzeugt werden.
Qualität und Lean Management
Qualität bildet die Grundlage für Sicherheit und gegenseitiges Vertrauen. Im Lean Management ist Qualität neben dem Lieferservice und den Kosten die wesentliche Basisdimension, welche die Kundenzufriedenheit beeinflusst. In dem sogenannten QKL-Dreieck wird transparent, wie diese drei Basisdimensionen sich gegenseitig beeinflussen. Eine oft unterschätzte Einflussgröße ist häufig die Mitarbeitermotivation. Unmotivierte Mitarbeiter durch fehlende Rahmenbedingungen – zum Beispiel durch fehlende Ausbildung oder Einbindung – haben einen entscheidenden Einfluss auf Qualität.

Abb. 11.1.1: QKL-Dreieck (Quelle: Eigene Darstellung)
Ziele eines Lean-Production-Systems sind eine wirtschaftliche Produktion im Kundentakt mit möglichst geringer Ressourcenverschwendung im Produktionsprozess sowie die kontinuierliche Verbesserung der Prozesse. Mutter aller leanen (schlanken) Systeme ist das Toyota Produktionssystem. Die zwei entscheidenden Säulen des TPS sind:
1. das Just-in-Time-Prinzip: Es darf nur das produziert werden, was auch tatsächlich zur Erfüllung der Kundenaufträge benötigt wird (Part I),
2. das Jidōka-Prinzip. Es besagt, dass Qualität im Prozess entstehen muss (Part II).
Wer ist für Qualität verantwortlich?
Die Antwort auf die Frage, wer denn für Qualität verantwortlich ist, kann nur lauten: Jeder! Jeder, der in irgendeiner Form an der Realisi-rung eines Produktes oder einer Dienstleistung beteiligt ist, beeinflusst deren Qualität. Ob es sich um Reinigungspersonal oder produzierende Mitarbeiter handelt: Die Folgen eines Fehlers können bei beiden Personengruppen gravierend sein. Eine mangelhaft durchgeführte Reinigung kann zum Beispiel im Rahmen der Packmittelherstellung für Lebensmittel negative gesundheitliche Folgen für den Endverbraucher und das verantwortliche Unternehmen haben.
Begriffe
Der Begriff „Qualität“ ist mindestens so alt, wie die Menschheit sich wirtschaftlich betätigt. Qualität ist seit jeher eine der tragenden Säulen für geschäftlichen und privaten Erfolg. Qualität kommt aus dem lateinischen (qualitas) und steht für die Beschaffenheit oder Eigenschaft einer Sache oder Person. Qualität spiegelt somit den Erfüllungsgrad einer Anforderung/Spezifikation wider.
Was aber ist Qualität? Diese Frage zu beantworten fällt uns nicht selten schwer, insbesondere wenn normative Begriffserläuterungen verwendet werden. Eine Definition lautet:
„Qualität ist die Gesamtheit von Eigenschaften und Merkmalen eines Produktes oder einer Tätigkeit, die sich auf deren Eignung zur Erfüllung gegebener Erfordernisse beziehen.“
Der gesunde Menschenverstand bietet aber auch eine sehr einfache Antwort:
„Qualität ist gegeben, wenn vereinbarte Anforderungen erfüllt sind beziehungsweise das Produkt oder die Dienstleistung spezifikationsgerecht geliefert wurde.“
Daraus folgt aber auch, dass die Anforderungen zuvor eindeutig spezifiziert und vertraglich vereinbart wurden. Nur so lässt sich bewerten, ob Qualitätsanforderungen erfüllt werden.
Qualitätsmanagement beschäftigt sich mit allen Maßnahmen, welche die Abläufe und Zuständigkeiten einer Organisation oder eines Prozesses steuern. In der Wirtschaftslehre wird die Aufgabe des Managements folgendermaßen definiert:
„Management ist die verschwendungsfreie Transformation von Ressourcen (Mensch, Material, Maschine, Kapital, Wissen,...) hin zu Resultaten (Produkt oder Dienstleistung)“ – Fredmund Malik, Wirtschaftswissenschaftler, St. Gallen.
Qualitätsmanagement hat die Aufgabe, für Ziele zu sorgen, Rahmenbedingungen zu schaffen und die Organisation eines Unternehmens so zu strukturieren, dass sie in der Lage versetzt wird, Qualität sicher erzielen zu können.
Qualitätssicherung ist der Teil eines Unternehmens, welcher die Anwendung der Qualitätsmanagementregeln sicherstellt. Die Qualitätssicherung steuert, prüft und beurteilt die in den Prozessen erzielte Qualität. Sie unterstützt insbesondere die Bereiche, die an der Realisierung eines Produktes oder einer Dienstleistung beteiligt sind, und hilft diesen, die Prozesse kontinuierlich zu verbessern.
Qualitätskontrolle/Qualitätsprüfung (siehe Kapitel 11.2) ist der Teil der Qualitätssicherung, der sich mit der Probenahme, Spezifikation, Prüfung, Dokumentation und dem Freigabeverfahren befasst. Die Qualitätskontrolle oder Qualitätsprüfung ist eine von der Produktion unabhängige Organisationseinheit; üblicherweise beglaubigt sie dem Kunden gegenüber die Qualität in Form von Prüfberichten oder Zeugnissen.
- Zum Verfassen von Kommentaren bitte anmelden.
11.1.1 Qualitätsmanagementsystem (QMS)
Was bietet ein Qualitätsmanagementsystem (QMS) einem Unternehmen? Bevor wir diese Frage beantworten, widmen wir uns zunächst noch einmal der Begriffsdefinition. Qualität ist demnach das Ergebnis einer spezifikationsgerechten Umsetzung einer Aufgabenstellung. Und unter „Management“ ist das Gestalten, Lenken und Entwickeln komplexer, sozialer und produktiver Systeme zu verstehen.
Die Aufgabe eines Qualitätsmanagements besteht darin, im Unternehmen Voraussetzungen zu schaffen, sicher Qualität zu erzeugen. Daher sollte die Einführung eines Qualitätsmanagementsystems eine strategische Entscheidung sein.
Ein gut strukturiertes Qualitätsmanagement bietet dem Unternehmen und seinen Mitarbeitern sowie den Lieferanten und Kunden Vorteile. Es sorgt für
• Kundenorientierung und -zufriedenheit,
• klare Verantwortlichkeiten in der Führung,
• eine markt- und kundenorientierte Organisation und klar definierte Zuständigkeiten,
• eindeutig geregelte Prozesse und deren Schnittstellen,
• kontinuierliche Verbesserung der Prozesse und mehr Qualität,
• nachvollziehbare und rückverfolgbare Prozesse,
• die Einbindung aller Mitarbeiter,•die Anwendung von Methoden nach dem Stand der Technik,
• die Reduzierung von Fehlleistungen und deren Kosten,
• eine Reduzierung von Produkthaftungsrisiken,
• Compliance und vieles mehr. (Compliance = Einhaltung von Verhaltensmaßregeln, Gesetzen und Richtlinien durch Unternehmen. Risikominimierung und Steigerung der Effizienz sind dabei vorrangige Ziele.)
Auswahl von QM-Systemen
QMS sind durch Normen geregelt. Nachfolgend eine Auswahl von Qualitätsmanagementsystemen, die in der packmittelherstellenden Industrie allgemein Anwendung finden:
a) DIN EN ISO 9001 Qualitätsmanagementsysteme: branchenunabhängig auf alle Unternehmen anwendbar
b) DIN EN ISO 9004 Leiten und Lenken für den nachhaltigen Erfolg einer Organisation: Anleitung zur Anwendung der ISO 9001
c) DIN EN ISO 19011 Leitfaden zur Auditierung von Managementsystemen
d) DIN EN ISO 15378 Primärpackmittel für Medizin: beinhaltet die ISO 9001 und darüber hinaus die GMP-Regeln der pharmazeutischen Industrie; anwendbar für die Packmittelherstellung
e) DIN EN ISO 13485 Qualitätsmanagement für Medizinprodukte: anwendbar für das Verpacken beziehungsweise Umpacken von Medizinprodukten
f) ISO 12647 Prozess Standard Offsetdruck: Farbstandardisierung im Druckvorstufen- und Druckprozess
g) HACCP Hygienemanagementsystem: anwendbar für die Herstellung von Lebensmittelverpackungen
h) DIN EN ISO 22000 Managementsysteme für die Lebensmittelsicherheit: anwendbar für die Herstellung von Lebensmittelverpackungen
Darüber hinaus gibt es zahlreiche weitere Normen.
Anwendbarkeit von QM-Systemen
Je nach Branche können Qualitätsmanagementsysteme mit unterschiedlichsten Schwerpunkten zur Anwendung kommen. QMS müssen nicht einheitlich strukturiert oder einheitlich dokumentiert sein. Dies hängt zum einen davon ab, welches das Richtige QMS für das Unternehmen ist, und steht andererseits in Abhängigkeit:
• der jeweiligen Markt- und Kundenanforderungen,
• der besonderen Ziele der Unternehmen,
• der her- oder bereitgestellten Produkte,
• der angewendeten Prozesse,
• der Größe und Struktur sowie anderer Kriterien.
DIN EN ISO 9001 Qualitätsmanagementsysteme
Das am weitesten verbreitete Qualitätsmanagementsystem ist die DIN EN ISO 9001. Diese ist seit Mitte der 80er-Jahre auf dem Markt. Zwischenzeitlich mehrfach aktualisiert, legt sie heute die Anforderungen an ein prozessorientiertes Qualitätsmanagementsystem fest. Dessen Anwendung beschränkt sich inzwischen nicht nur auf das verarbeitende Gewerbe. Vielmehr ist die Norm zwischenzeitlich eine feste Größe in vielen Bereichen des täglichen Lebens geworden. Über die Industrie hinaus wird sich auch im Gesundheitswesen (Kliniken, Apotheken, Ärzte, Pflegdienste) sowie bei Dienstleistungs- und Beratungsunternehmen (Consultants, Schulungs- und Trainingscenter, Speditionen usw.) angewendet. Auch Behörden und Institute wenden sie an.

Abb. 11.1.2: die DIN EN ISO 9001 (Quelle: DIN e.V.)
Nachhaltige und kontinuierliche Prozessverbesserung
Ein wesentlicher Vorteil der DIN EN ISO 9001 ist, dass sie mit anderen Managementsystemen und Normen verträglich ist. Einigen anderen Qualitätsmanagementnormen liegt die DIN EN ISO 9001 auch als Basis zugrunde.
Ein Schwerpunkt, der sich durch alle Kapitel der Norm zieht, ist der PDCA-Ansatz (siehe Abb. 11.1.3). Hier geht es darum, einmal initiierte Prozesse stets zu hinterfragen und im Sinne einer kontinuierlichen Prozessverbesserung weiterzuentwickeln – und zwar so lange, bis der Zielzustand dauerhaft erreicht ist.

Abb. 11.1.3: der PDCA-Zyklus oder auch Deming-Kreis. (Quelle: Eigene Darstellung)
PDCA steht für Plan, Do, Check und Act = Planen – Tun (Durchführen) – Checken (Überprüfen) – Aktion (Agieren, Handeln). Dieses Prinzip ist nach dem amerikanischen Physiker und Statistiker William Edwards Deming (1900–1993) benannt.
- Zum Verfassen von Kommentaren bitte anmelden.
11.1.2 Einführung eines QMS
Die international geltende Norm DIN EN ISO 9001:2008-12 ist die am weitesten verbreitete, und darüber hinaus auch am meisten zertifizierte Norm. Daher dient sie in den nachfolgenden Erläuterungen und Beispielen als Leitfaden der zu beachtenden Themen und Maßnahmen. Nachfolgend finden Sie zu den wesentlichen Inhalten der DIN EN ISO 9001 einige Erläuterungen zur Umsetzung der Normanforderungen.
• Verantwortung der Leitung
Eine der wichtigsten Aufgaben des Managements ist es, die langfristige Lebensfähigkeit eines Unternehmens zu sichern. Basis von Erfolg ist es, Visionen zu haben und diese mittels Strategien erfolgreich zu realisieren. Klare Zielvorgaben tragen dafür Sorge, dass auf allen Ebenen eines Unternehmens bekannt ist und verstanden wird, worin der persönliche Beitrag jedes Einzelnen zum Unternehmenserfolg liegt.

Abb. 11.1.4: Elemente eines erfolgsorientierten Managements (Quelle: Eigene Darstellung)
• Kundenorientierun
Der möglicherweise wichtigste Erfolgsfaktor für Unternehmen ist die Kundenorientierung. Hier geht es nicht darum, „König Kunde“ alles zu ermöglichen. Vielmehr geht es darum, zu erkennen und zu verstehen, was der Kunde für seinen Erfolg wirklich benötigt. Diese Betrachtungsweise ermöglicht einem selbst, ein besseres Verständnis zu entwickeln und somit passende Lösungsansätze zu entwickeln.
Zur Kundenorientierung zählt nicht nur der Blick auf den „externen“ Kunden. Auch im Inneren eines Unternehmens existieren Liefer- und Abnehmerbeziehungen. Ein Bewusstsein für diese Tatsache hilft, Schwachstellen der Organisation aufzudecken und Reibungspunkte – und damit Kosten – zu eliminieren. In diesem Sinne ist jeder Mitarbeiter Kunde und Lieferant zugleich, von Abteilung zu Abteilung und von Mitarbeiter zu Mitarbeiter!
• Qualitätspolitik
Unternehmensziele und daraus abzuleitende Handlungsanweisungen nur auf der Managementebene bekannt zu machen, hilft nicht wirklich. Nur wenn für alle Prozessbeteiligten (Mitarbeiter) transparent ist, was die Grundsätze und Ziele des Unternehmens sind, ist für jeden nachvollziehbar, welche Erwartungen an ihn gestellt werden.
• Qualitätsziele

Abb. 11.1.5: Voraussetzung für eine gute Qualität ist, dass jeder im Unternehmen weiß, was von ihm erwartet wird. (Quelle: Eigene Darstellung)
Führen mit Zielen über alle Organisationsebenen hinweg, das ist eine wesentliche Normenanforderung. Nur klar kommunizierte und vor allem vereinbarte Ziele ergeben die Chance, erfolgreich zu sein. Das gilt für den Vorgesetzten ebenso wie für den Mitarbeiter. Voraussetzung ist, dass Ziele nicht nur schriftlich fixiert und vereinbart sind, sondern auch kontinuierlich verfolgt werden.

Abb. 11.1.6: Führen mit Zielen und Kennzahlen (Quelle: Eigene Darstellung)
Ziele sollten SMART sein:
S spezifisch = konkret
M messbar = Quantität, Qualität, Kosten
A akzeptiert = begründet, vereinbart
R realistisch = durchführbar, ressourcenverfügbar
T terminiert = Start-, Zwischen- und Endtermin
• Verantwortung, Befugnis und Zuständigkeiten
Wer ist wofür verantwortlich? Diese Frage lässt sich einerseits leicht und eindeutig beantworten. Im Zweifel ist es immer die rechtlich verantwortliche Unternehmensleitung – also das oberste Management. Mittleres sowie unteres Management und Mitarbeiter übersehen dabei oft, dass auch sie eine Reihe von Verantwortungen tragen und den Erfolg oder Misserfolg eines Unternehmens mit beeinflussen. Ein gravierender Fehler eines Einzelnen kann zum Verlust eines Kunden und somit zum Verlust von Aufträgen und Arbeitsplätzen führen. Hinzu kommt, dass Unternehmen mit zunehmender Größe komplexer werden. Eine wesentliche Voraussetzung für das Vermeiden von Fehlentscheidungen oder auch Fehlern ist, dass Aufgaben und Verantwortung eindeutig festgelegt und Befugnisse klar geregelt sind. Dies geschieht einerseits mittels Unternehmens- und Abteilungsorganigrammen und andererseits mithilfe von Stellenbeschreibungen.

Abb. 11.1.7: beispielhafte Arbeitsteilung in einem Unternehmen (Quelle: Eigene Darstellung)
• Interne Kommunikation
Ob Management oder Mitarbeiter: Damit alle im Unternehmen ihren Teil der Verantwortung tragen können, müssen sie hinreichend über den jeweils zu verantwortenden Prozess beziehungsweise die eigenen Aufgaben informiert sein. Daher ist es wichtig, dass ein Kennzahlensystem etabliert ist, welches allen Ebenen die hinreichenden Informationen liefert. Diese Kennzahlen müssen durch eine effektive interne Kommunikation bekannt gemacht werden.
Inhalte können sein: Auftragsvolumen, Werksauslastungen, Qualitätskennzahlen über interne und externe Beschwerden und Schwerpunkte, Schichtpläne, Veränderungen im Unternehmen usw.
• Management von Ressourcen
Zur Herstellung eines Produktes oder zur Erbringung einer Dienstleistung werden Ressourcen benötigt. Hierunter fallen:
• Kapital, um Ressourcen beschaffen und bezahlen zu können,
• Menschen mit bestimmten Qualifikationen und Fähigkeiten,
• Maschinen, Einrichtungen, Gebäude sowie
• Materialien, Roh- und Hilfsstoffe usw.
In welcher Ausprägung und Umfang bestimmen Unternehmensziele die Marktposition? Wenn ein Packmittelhersteller zum Beispiel für die kosmetische Industrie arbeitet, so benötigt er in der Regel komplexere Maschinen, die aufwendigere Rohstoffe bearbeiten können. Er braucht aber auch Facharbeiter mit einem sehr speziellem Wissen und einem sehr ausgeprägten Qualitätssinn. Völlig anders sieht es bei einem Hersteller aus, der Graukartonagen fertigt. Diese Beispiele zeigen, wie wichtig die nachfolgende Frage ist:
„Was benötigen wir wirklich zur Erreichung der Unternehmensziele?“
Das Management von Ressourcen plant und steuert was, wann und wie benötigt wird:
• Aufgaben, Kompetenzen, Verantwortungen, Schulung
In welchem Umfang die Ressource „Mensch“ mit welcher Qualifikation benötigt wird, wurde im vorherigen Abschnitt behandelt.
Voraussetzung für einen reibungslosen und verlustfreien Ablauf in einem Unternehmen sind klare Aufgaben, Kompetenzen und Verantwortungen (AKVs) der jeweiligen Abteilung wie auch des Mitarbeiters.
Die Zuordnung einer Einheit, eines Bereiches oder einer Abteilung ergibt sich zunächst aus Organigrammen. Die AKVs sind üblicherweise geregelt in:
• Aufgabenbeschreibungen,
• einer Kompetenzmatrix sowie
• Stellenbeschreibungen.
Zur Aufrechterhaltung oder Erweiterung der Kompetenzen sind laufende Schulungen beziehungsweise Weiterqualifizierungen zu planen.
• Produktrealisierung und kundenbezogene Prozesse
„Kann das Produkt in der geforderten Zeit, in einer anforderungsgerechten Qualität und in der festgelegten Menge hergestellt werden?“

Abb. 11.1.8: Die Führung eines Unternehmens setzt umfassende interne Kommunikation voraus. (Quelle: Eigene Darstellung)
Diese Grundsatzfrage muss jedes Unternehmen vor der Annahme eines Auftrages beantworten. Die Prüfung auf Realisierbarkeit behandelt folgende Fragestellungen:
• Hat der Auftraggeber seine Anforderungen hinreichend spezifiziert?
• Was stellt der Kunde wann und wie bei?
• Habe ich die entsprechenden technischen Voraussetzungen?
• Habe ich die richtigen Fachleute in ausreichender Anzahl?
• Habe ich die Kapazität zum erforderlichen Zeitpunkt?
• Sind die entsprechenden Materialien verfügbar?
• Kann ich den Auftrag zu dem zu erzielenden Preis auch herstellen?
• Ermittlung der Anforderungen in Bezug auf das Produkt
Die beschriebene Prüfung auf Realisierbarkeit eines Produktes ist eine wesentliche Voraussetzung für die Annahme eines Auftrages. Genauso wichtig ist aber auch, allgemeine Forderungen des Kunden abzustimmen und mit den eigenen Bedürfnissen in Einklang zu bringen. Dabei geht es unter anderem um:
• Liefer- oder Rahmenverträge mit den Pflichten beider Parteien zum vereinbarten Geschäft sowie damit verbundene Haftungsfragen,
• Qualitätssicherungsvereinbarungen über Art und Umfang der Qualitätsspezifikation, deren Prüfungen und Fehlerklassifizierungen,
• Spezifikationen seitens des Auftraggebers wie auch des Auftragnehmers,
• Art und Umfang der Auftragsannahme und -bestätigung usw.,
• Kommunikation mit den Kunden.
Nicht empfehlenswert ist es, nur in Notfällen miteinander zu reden. Eine offene Kommunikation – und zwar nicht nur intern, sondern vor allem auch gegenüber dem Kunden – klärt Probleme bereits in der Entstehungsphase. Dies trifft nicht nur zu, wenn die Anlieferung zum vereinbarten Zeitpunkt gefährdet ist. Auch bei Qualitätsproblemen kann eine rechtzeitige Information und gemeinsame Abstimmung über die weitere Vorgehensweise Missstimmungen und Beschwerden im Vorfeld vermeiden helfen.
Neben etwaigen Problemen ist Kommunikation aber auch gefragt, wenn es zum Beispiel erhebliche Veränderungen beim Lieferanten gibt. Im Sinne von Change-Control sollten daher frühzeitige Informationen gegeben werden, insbesondere dann, wenn die Qualität beeinflusst werden könnte.
Folgende Sachverhalte können dazu Anlass geben:
• Einsatz von Unterlieferanten,
• Änderungen bei Materialien,
• neue oder wesentlich geänderte Fertigungstechniken sowie
• neue Herstellorte oder wesentliche Gebäudeänderungen.
• Beschaffung
Qualität kann nur so gut sein, wie sie auch das schwächste Glied in der Kette liefern kann. Eine angemessene Lieferantenqualifizierung ist daher unumgänglich, gleich ob Kunden- oder Normforderung. Dies muss schon im eigenen Qualitätsanspruch zementiert sein.
Unter „Lieferantenqualifizierung“ wird heute verstanden:
a) Definition der eigenen Anforderungen in allen Belangen (Lieferperformance, Anlieferspezifikationen, Lieferversorgung, Zertifikate etc.)
b) Auswahl und Bewerten möglicher Lieferanten mit Abschluss von Liefer- und Qualitätssicherungsvereinbarungen
c) Testläufe vor der Erstlieferung einschließlich der Bewertung
d) regelmäßige, periodische Bewertung der Lieferperformance
e) Auditierung, um zu verifizieren, dass das vereinbarte Qualitätssicherungssystem auch existiert.
• Produktion und Dienstleistungserbringung
Konzerne, aber auch viele mittelständische Unternehmen, haben Lean Management als geeigneten ideologischen Ansatz zur Verbesserung der Prozesse erkannt und etabliert. Neben den Grundprinzipien, dass Fließen, Takten und Ziehen für einen reibungslosen Fertigungsfluss sorgen, findet auch zunehmend das Null-Fehler-Prinzip Anwendung. Folgende Begriffe dienen in der Prozesssteuerung zur Vermeidung von Qualitätsproblemen und damit zur Eliminierung von Verschwendung:

Abb. 11.1.9: Qualitätskriterien im Lean Management (Quelle: Eigene Darstellung)
Basis für eine qualitativ fehlerfreie Fertigung ist eine eindeutige und leicht verständliche Auftragsdefinition/-beschreibung.
Inprozesskontrollen (IPC) sollten beinhalten:
• Linienreinigung/Line Clearance,
• Produktionsfreigabeprüfungen,
• Funktionstests der Prüfsysteme, zum Beispiel Codeleser, Kamerasysteme,
• Bilanzierung der eingesetzten und abgelieferten Mengen,
• Freigabe zur nächsten Bearbeitungsstufe sowie
• Dokumentation und Aufzeichnungen über besondere Probleme.
Qualitätsprüfungen erfolgen heute üblicherweise in Selbstprüfung, also in Eigenverantwortung durch den ausführenden Mitarbeiter. Dies setzt voraus, dass den Mitarbeitern auch die entsprechenden Prüfmittel zur Verfügung stehen, diese regelmäßig qualifiziert sind, und vor allem, dass sie ausreichend und regelmäßig in deren Anwendung unterwiesen wurden.

Abb. 11.1.10: Qualitätsprüfung (Quelle: Eigene Darstellung)
• Kennzeichnung und Rückverfolgbarkeit
Die „Geschichte“ eines Auftrages, also alle damit verbundenen Tätigkeiten, eingesetzten Materialien, durchgeführten Prüfungen und Entscheidungen muss aufgezeichnet werden. Diese Aufzeichnungen werden in der Regel als Auftrags- oder Batchdokumentation bezeichnet.
Aufzeichnungen dienen im Falle etwaiger Probleme der Ursachenforschung. Im Falle von Kundenbeschwerden können sie ein Unternehmen auch entlasten, da sie die Durchführung der Prüfungen mit entsprechenden Ergebnissen nachweisen und belegen.
"Leitfaden zur Rückverfolgbarkeit", bereitgestellt von Keyence.
• Eigentum des Kunden
Häufig stellt der Kunde Produkte (Muster, Materialien, Werkzeuge etc.) einem Auftrag bei. Da dies sein Eigentum ist, hat der Auftragnehmer eine besondere Verantwortung im Umgang mit diesen Produkten. Übersehen wird nicht selten, dass beigestellte Spezifikationen, Druckdaten oder andere Dokumente auch beigestellte Produkte sind und dass hierfür eine besondere Sorgfaltspflicht besteht.
• Kundenzufriedenheit
Wie zum Eingang des Kapitels erläutert, ist die Kundenzufriedenheit die wichtigste Basisdimension, um nachhaltig Geschäfte vornehmen zu können. Der beste Beleg für Kundenzufriedenheit: Der Kunde, und nicht das Produkt, kommt zurück. Messgrößen für den Grad der Kundenzufriedenheit sind Kundenbeschwerden und Lieferperformance.
Bei der Kundenzufriedenheit geht es darum, bewusst ein Kunden- und Lieferantendenken zu entwickeln und zu fördern. Diese Denk- und Handlungsweise lässt sich aber auch intern anwenden, um das gegen-seitige Verständnis zu fördern.
„Jeder Mitarbeiter ist Kunde und Lieferant zugleich, von Abteilung zu Abteilung und von Mitarbeiter zu Mitarbeiter!“
• Verbesserung Korrektur-/Vorbeugemaßnahmen
Trotz eines hohen Grades an Sicherheit passieren nach wie vor Fehler. Einer der wichtigsten Grundsätze ist:
„Fehler müssen aufgezeigt, deren Ursachen ermittelt und nachhaltig abgestellt werden.“
Ein dokumentiertes Verfahren muss eingeführt werden zur:
• Ermittlung potenzieller Fehler,
• Fehlerbewertung,
• Ermittlung der Ursachen von Fehlern,
• Beurteilung des Handlungsbedarfs, um das Auftreten zu verhindern,
• Ermittlung und Verwirklichung der erforderlichen Maßnahmen,
• Aufzeichnung der Ergebnisse der ergriffenen Maßnahmen und
• zur Bewertung der Wirksamkeit der ergriffenen Maßnahmen (Nachhaltigkeit).
Qualitätsverbesserung ist nur möglich, wenn über Fehler und deren Ursachen offen gesprochen wird.
- Zum Verfassen von Kommentaren bitte anmelden.
11.1.3 Methoden und Instrumente zur Qualitätsverbesserung
Nachfolgend einige ausgewählte Methoden zur nachhaltigen Erzielung von Qualität:
a) Wirksames Führen
Wirksames Führen ist eine – wenn nicht die wesentliche – Voraussetzung für ein Umfeld, in welchem Qualität erzeugt werden kann.
Analysiert man Fehler so lange, bis dass man die wahre Ursache herausgefunden hat, so kommt nicht selten heraus, dass dem Mitarbeiter ein Fehler aufgrund mangelnder Führung unterlief. Gründe sind fehlende oder unzureichende Unterweisung, Überforderung oder dergleichen.
Mitarbeiter richten sich danach, was Vorgesetzte hinsichtlich Qualität tun, und nicht danach, was diese hinsichtlich Qualität sagen.
b) Null-Fehler-Prinzip
Zur Führung gehört auch das Null-Fehler-Prinzip. Durch einfache Grundsätze und deren vorbildlichen Anwendung lassen sich Verhalten verringern, die Fehler verursachen.
• Wir machen keine Fehler,
• wir nehmen keine Fehler an,
• wir geben keine Fehler weiter!
Das Bewusstsein für Fehler lässt sich zum Beispiel dadurch verbessern, dass man Mitarbeitern beispielsweise folgende Kenngrößen vor Augen führt: 0,1 Prozent Fehler können etwa bedeuten:
• täglich zwei Flugzeugabstürze am Airport Frankfurt,
• jede Woche rund 500 falsch durchgeführte Operationen in Deutschland.
c) Root Cause Analyse
Bei der Analyse von Problemen kommt man häufig bei der zweiten oder dritten „Warum“-Frage zum Stoppen. Nicht selten hat man hier aber die wahre Ursache für den Fehler entdeckt. Zur tieferen Analyse empfiehlt sich die Fragetechnik: „5 Why“ zur Ursachenanalyse (root cause analysis). Die 5-Why-Methode, auch kurz 5W genannt, ist eine Methode im Bereich des Qualitätsmanagements zur Ursache-Wirkung-Bestimmung. Ziel ist es, Ursachen für einen Defekt oder ein Problem zu bestimmen. Die Anzahl der Nachfragen ist nicht auf fünf begrenzt – diese Zahl ist symbolisch zu verstehen.
• Warum stimmt die Farbe nicht mit der Vorlage überein?
❏ weil sie nicht besser abzustimmen war!
• Warum war sie nicht besser abzustimmen?
❏ weil das Farbwerk nicht feiner einzustellen ist!
• Warum war es nicht besser einzustellen?
❏ weil Stellschrauben klemmen!
• Warum klemmten sie?
❏ weil längere Zeit keine Wartung durchgeführt wurde!
• Warum wurde die Wartung nicht durchgeführt?
❏ weil ...
d) Risikomanagement
Im Risikomanagement geht es in erster Linie darum, Fehler noch vor deren Entstehung zu erkennen. Hierdurch lassen sich bereits im Vorfeld Prozesse und Abläufe qualitätsverbessernd gestalten. Nachfolgend zwei allgemein weit verbreitete Werkzeuge zur Risikoermittlung und -bewertung:
1. HACCP / Hazard Analysis Critical Control Point
Diese Methode ist verbreitet in der Lebensmittelindustrie. Deutsch: Gefahrenanalyse und kritische Kontrollpunkte. Dieses klar strukturierte und auf präventive Maßnahmen ausgerichtete Werkzeug dient der Vermeidung von Gefahren im Zusammenhang mit Lebensmitteln, die zu Erkrankungen führen können.

Abb. 11.1.11: Kriterienübersicht einer HACCP-Analyse (Quelle: Eigene Darstellung)
FMEA / Fehlermöglichkeits- und Einflussanalysen
FMEA = englisch: Failure Mode and Effects Analysis, deutsch: Fehlermöglichkeits- und -einflussanalyse. Hierbei handelt es sich um analytische Methoden der Zuverlässigkeitstechnik, um potenzielle Schwachstellen zu finden. Im Rahmen des Qualitätsmanagements wird die FMEA vorbeugend eingesetzt – zum Beispiel in der Design- beziehungsweise Entwicklungsphase neuer Produkte oder Prozesse.

Abb. 11.1.12: musterhafte FMEA-Analyse in der Verpackungsmittel-Produktion (Quelle: Eigene Darstellung)
e) Ursachenanalyse Ishikawa-Diagramm
Das Ishikawa-Diagramm (auch Ursachen-Wirkungs-Diagramm oder Fischgräten-Diagramm genannt) wurde Anfang der 1940er-Jahre vom japanischen Wissenschaftler Kaoru Ishikawa entwickelt. Mithilfe des Diagramms lassen sich Einflussfaktoren oder Fehlermöglichkeiten relativ leicht sammeln und visualisieren. Die so ermittelten Risikopotenziale lassen sich dann in weiteren Schritten zum Beispiel mittels einer FMEA bewerten.

Abb. 11.1.13: Ishikawa-Diagramm – multiple Ursachen für Fehler im Druckbild (Quelle: Eigene Darstellung)
f) Poka Yoke
Poka Yoke ist eine Fehlerverhütungsmethode, mit welcher bereits während der Entwicklung so lange nach Lösungen gesucht wird, damit ein Teil erst gar nicht falsch oder fehlerhaft angewandt werden kann. Beispiele hierfür sind unter anderem, dass Steckverbindungen nur in einer bestimmten Richtung verbunden werden können. Oder dass auch Maschinenteile so konzipiert sind, dass sie nur in einer festgelegten Position montiert werden können.
Poka Yoke wurde von einem Mitbegründer des Toyota-Produktionssystems, Shigeo Shingo, als Vorbeugungskonzept entwickelt. Ein Beispiel ist die Chipkarte für Mobiltelefone. Durch ihre besondere Formgebung passt sie nur in einer vordefinierten Richtung in den entsprechenden Kartenslot. Somit ist mit dem bloßen Auge die richtige Anwendung erkennbar, und zwar ohne dass es einer schriftlichen Anleitung bedarf. Eine falsche Anwendung ist unmöglich.

Abb. 11.1.14: Chipkarte – falsches Einstecken ausgeschlossen (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
11.1.4 Qualitätssicherungsdokumente
Qualitätssicherungsdokumente dienen einerseits dazu, das Managementsystem zu beschreiben und es so für alle im Unternehmen und auch für Kunden darzulegen. Hierzu zählen insbesondere:
• Managementhandbücher,
• Prozessbeschreibungen, Arbeitsanweisungen (SOPs) sowie
• Aufzeichnungen wie Checklisten, Protokolle und Berichte.
Beispiel einer Arbeitsanweisung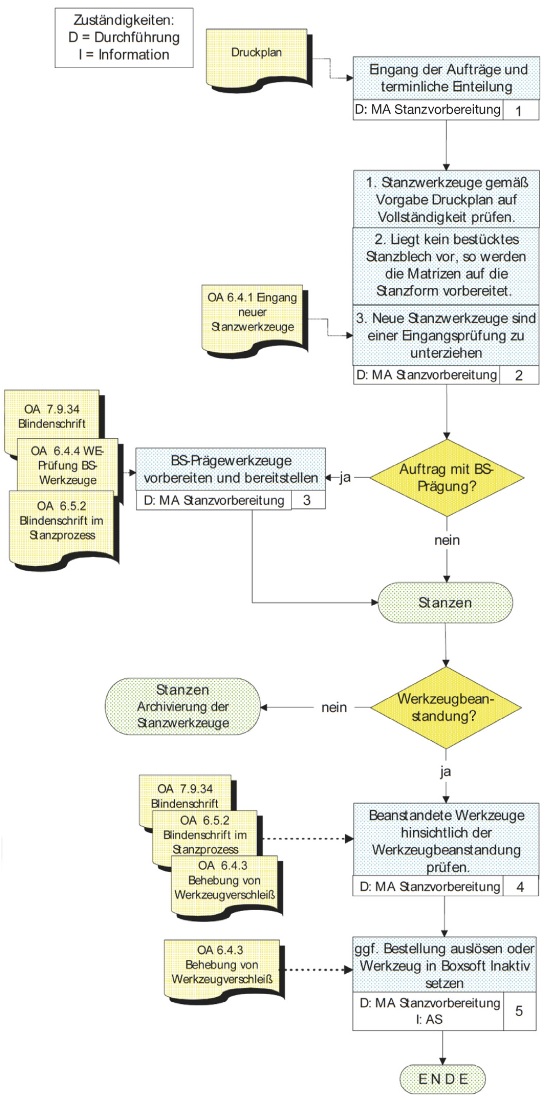
Abb. 11.1.15: Arbeitsanweisung – klare Anweisungen in fünf Schritten (Quelle: Eigene Darstellung)
Erläuterungen zu den Punkten 1 bis 5 der beispielhaften Arbeitsanweisung
Zu Punkt 1: Der Mitarbeiter der Stanzvorbereitung erhält über den werksspezifischen Druckplan die Übersicht der geplanten Aufträge. Im Druckplan sind neben den Aufträgen alle für den Stanzprozess erforderlichen Werkzeuge wie Stanzform-Nr. mit Lagerort, BS-Nr. und der verwendete Bedruckstoff (Format) aufgeführt. Gemäß dieser Auftragsliste werden die Aufträge nacheinander terminlich abgearbeitet.
Zu Punkt 2:
1. Der Stanzformvorbereiter prüft gemäß diesem Druckplan die Vollständigkeit der vorzubereitenden Stanzwerkzeuge ab. Bereits bestehende Stanzformen und Stanzbleche verbleiben im Stanzformregal.
2. Liegt kein bestücktes Stanzblech vor, so entnimmt der Mitarbeiter die Matrizen, die mit der Stanzform-nummer und Kunde gekennzeichnet sind, aus dem Archivschrank und steckt diese auf die Stanzform auf. Anschließend wird die Stanzform im entsprechenden Bereitstellungsfach für den Stanzprozess bereitgestellt.
3. Neu eingegangene Stanzwerkzeuge sind vor ihrem Einsatz gemäß der OA/SOP 6.4.01 Ablauf Eingang neuer Stanzwerkzeuge zu prüfen und zu kennzeichnen.
Zu Punkt 3: Zur Identifikation der richtigen Prägewerkzeuge wurde eine BS-Nummer eingeführt. Diese BS-Nr. wird bereits durch den Werkzeuglieferanten auf jeder BS-Patrize aufgebracht. Anhand der BS-Nummer holt der Mitarbeiter, sofern kein BS-Stehblech vorhanden ist, die erforderlichen Prägewerkzeuge aus dem Archiv-/ Ablagesystem und ordnet diese dem Auftrag zu. Hierbei muss die Übereinstimmung zwischen der auf der Produktionsanweisung aufgeführten BS-Nr. und den BS-Patrizen geprüft und gegeben sein. Die Bereitstellung der BS-Patrizen für den Produktionsauftrag erfolgt werksspezifisch wie folgt:
Werk 1: In einer Vorbereitungstasche, welche mit einem Ausdruck der PA gekennzeichnet und in der entsprechenden Aufbewahrungsbox für den Stanzprozess abgelegt wird.
Werk 2: Hier werden die BS-Patrizen direkt der Auftragstasche beigelegt. Anschließend legt der Mitarbeiter Stanzvorbereitung die Auftragstasche, in Abhängigkeit der Stanzform (groß oder klein), in der entsprechenden Aufbewahrungsbox für den Stanzprozess ab. Bei Wiederholungsaufträgen wird auf vormontierte Stanzbleche zurückgegriffen. Hier erfolgt nur eine Bestandsprüfung des Stanzbleches. Im Stanzwerkzeug sind in der Regel bereits Universalmatrizen mit der maximal möglichen Lochung eingebaut. Neue BS-Prägewerkzeuge müssen vor ihrem Einsatz einer Konformitätsprüfung gemäß der OA/SOP 6.4.4 Wareneingangsprüfung der Blindenschriftwerkzeuge unterzogen werden.
Zu Punkt 4: Beanstandete Werkzeuge, die vom Maschinenführer Stanzen mit den Hinweisetiketten „Werkzeugbeanstandung“ oder „Matrizen erneuern“ gekennzeichnet wurden, sind gemäß der OA 6.4.3 Behebung von Werkzeugverschleiß zu behandeln. Der Mitarbeiter der Stanzvorbereitung wird hierdurch darauf hingewiesen, dass mit den vorliegenden Werkzeugen keine optimalen Ergebnisse mehr erzielt werden. Er bringt die Form vor ihrem weiteren Einsatz auf einen korrekten Stand, siehe OA 6.4.3 Behebung von Werkzeugverschleiß durch Mitarbeiter Stanzvorbereitung.
Zu Punkt 5: Ist eine Neubeschaffung oder eine Reparatur durch den Stanzformlieferanten erforderlich, so löst der Mitarbeiter im Bedarfsfall über Boxsoft eine entsprechende Bestellung aus oder setzt das Stanzwerkzeug auf „Inaktiv“. Hierdurch erhält der Auftragsservice bei Folgeaufträgen einen Hinweis und kann eine Neubestellung vornehmen.
Beispiel einer Checkliste
Eine Checkliste dient dazu, den Mitarbeiter anzuleiten, welche Tätigkeiten in welcher Folge zu tätigen sind. Außerdem dient sie dem Nachweis, wer, was, wann mit welchem Ergebnis tat.

Abb. 11.1.16: beispielhafte Checkliste (Quelle: Eigene Darstellung)

Abb. 11.1.17: FMEA-Formular. FMEA = Fehlermöglichkeits- und Einfluss-Analyse (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
11.1.5 Auditierung/Zertifizierung
Bei der Zertifizierung von Managementsystemen handelt es sich um eine externe Begutachtung, ob ein Managementsystem gemäß den vereinbarten Regeln implementiert ist und ob es zum Wohle des Unternehmens gelebt wird.
Ein Managementsystem muss nicht zwingend zertifiziert werden. Dies ist in erster Linie immer eine Entscheidung des jeweiligen Unternehmens. In einer Reihe von Industriezweigen sind Zertifizierungen heute allerdings allgemein üblich und werden nicht selten von den Kunden erwartet. Eine Zertifizierung durch ein neutrales und akkreditiertes Institut erhöht die Kunden- und somit die Marktakzeptanz. Sie bietet auch Vorteile für das Unternehmen selbst: Durch die jährliche Begutachtung entsteht ein gesunder Druck zur kontinuierlichen Verbesserung.
- Zum Verfassen von Kommentaren bitte anmelden.
11.2. Qualitätsprüfungen
11.2.1 Allgemeines
Der Begriff „Qualitätsprüfungen“ umfasst viele Tätigkeitsbereiche – diese betreffen die Vorbereitung, Durchführung und Auswertung von Messungen an Papier, Karton und Pappe. Stetig steigende Qualitätsanforderungen an Erzeugnisse aus Papier, Karton und Pappe erfordern zunehmend die Sicherung klar definierter Eigenschaften dieser Werkstoffe.
Einzelne Qualitätsparameter werden im Rahmen der Qualitätsprüfung erfasst und bewertet. Dazu werden auf Forderung der Kunden oder aber aus betriebsspezifischen Gründen ausgewählte Eigenschaften von Rohmaterialien beziehungsweise Fertigprodukten überprüft. Die Ergebnisse dieser Prüfungen gehen auch direkt in die Regelung der technologischen Prozesse der Papier verarbeitenden Industrie ein. Die Papierprüfung bestimmt dabei nicht allein Messgrößen beim Ausgangsmaterial oder beim Fertigprodukt des jeweiligen Herstellers. Sie schließt in der Regel auch die Erfassung von Qualitätsveränderungen durch den Einsatz unterschiedlicher Roh- und Hilfsstoffe ein. Diese Sichtweise führt zu fünf Aufgaben, die durch die Qualitätsprüfung realisiert werden sollen:
• Die Qualitätskontrolle soll garantieren, dass in der Regel vertraglich vereinbarte Qualitätsparameter sowohl vom exakten Wert als auch von der Gleichmäßigkeit über einen ganzen Auftrag eingehalten werden. Dabei wirken die Ergebnisse der Qualitätskontrolle direkt auf den technologischen Prozess zurück.
• Die Qualitätskontrolle soll sicherstellen, dass ein Fertigprodukt des Herstellers auch dem vom Kunden vorgesehenen Verwendungszweck gerecht wird. Genauso wichtig ist auch die Beurteilung, inwieweit verschiedene Roh- und Hilfsstoffe geeignet sind, bestimmte Eigenschaften von Papier, Karton und Pappe zu beeinflussen.
• Die Qualitätsprüfung dient zur Beurteilung und möglichen Abwehr von Reklamationsansprüchen der Kunden. Dazu sind die Ergebnisse der Prüfungen in geeigneter Weise zu dokumentieren und zu speichern.
• Die Qualitätsprüfung ermöglicht darüber hinaus den Vergleich eigener Produkte mit fremden Qualitätsstandards und damit die Beurteilung der Stellung des eigenen Produktes am Markt.
• Die Qualitätsprüfung dient auch dazu, schnell und exakt über eventuelle Abweichungen einzelner Qualitätsparameter zu informieren, damit diese umgehend korrigiert werden können. So sollen Ausschussproduktion und eventuelle spätere Reklamationen minimiert werden.
Damit Ergebnisse der Qualitätsprüfung möglichst objektiv und reproduzierbar sind und diese bei Bedarf auch mit den Messwerten anderer Prüfstellen vergleichbar sind, müssen drei wichtige Bedingungen erfüllt werden:
• Die Prüfvorgänge werden in einem klimatisierten Prüfraum durchgeführt, wobei die zu prüfenden Werkstoffe vor der Untersuchung ausreichend zu klimatisieren sind. Qualitätsprüfungen müssen unter identischen Bedingungen stattfinden – zum Beispiel in einem klimatisierten Prüfraum mit immer gleicher Luftfeuchtigkeit und Temperatur. Allgemein gelten eine Raumtemperatur von 23 °C (+/−1 °C) und eine relative Luftfeuchtigkeit von 50 Prozent (+/−2 Prozent) als verbindlich definiertes Prüfklima.
• Für die Prüfungen sind die vorgeschriebenen Prüfvorschriften anzuwenden. Diese sind in Normenblättern und Standards vereinbart und beschreiben sowohl die Probenvorbereitung als auch die Prüfverfahren.
• Bei allen Prüfungen muss sorgfältig und gewissenhaft gearbeitet werden. Dies betrifft die Vorbereitung der Proben ebenso wie die Durchführung der Messung und die Auswertung der Messergebnisse.
Nachdem in einem mehrstufigen Verfahren die Eigenschaften ausgewählt wurden, die geprüft werden sollen (siehe auch Abschnitt 11.1.1 Qualitätsmanagementsysteme), sind entsprechende Prüfpläne zu erstellen. Diese legen fest, welche Eigenschaft eines bestimmten Materials wie oft geprüft werden soll. Dazu ist die DIN EN ISO 186 – Probenahme zur Bestimmung der Durchschnittsqualität zu beachten.
Nach ISO 187 müssen die Proben vor der Konditionierung im Normklima vorgetrocknet werden – und zwar für 24 Stunden bei 40° C und 20 bis 35 % relativer Luftfeuchtigkeit. Erst nach normgerechter Vorbehandlung und Konditionierung dürfen die Prüfungen beginnen. Diese Vorschrift wurde ebenso wie die DIN EN 20187 – Normalklima zur Probenvorbehandlung – im Lernfeld 2, Abschnitt 4 behandelt und wird hier deshalb vorausgesetzt.
Messwerterfassung und Messwertauswertung
Messwerte werden in Form von Messreihen tabellarisch erfasst. Eine Messtabelle kann eine oder auch mehrere Messgrößen enthalten. Die Darstellung der Messwerte sollte folgende Vorgaben erfüllen:
| Probennummer | Messwert 1 / Maßeinheit | Messwert 2 / Maßeinheit |
| 1 2 3 ... 10 |
||
| Summe: Mittelwert: |
Statt „Messwert 1“ wird in einer richtigen Messtabelle das Formelzeichen der zu messenden Größe eingetragen. Die Maßeinheit wird nur im Tabellenkopf eingetragen und gilt dann für die ganze Spalte einschließlich der Summe und des Mittelwertes. Zur Verbesserung der Aussagekraft der Messreihen werden oft weitergehende Berechnungen angestellt. Insbesondere lässt der Mittelwert einer Messreihe allein noch keinen Schluss auf die Güte einer Messreihe zu und ist insofern für sich allein betrachtet unzuverlässig. Um dies zu vermeiden, geben viele Messgeräte die folgenden Angaben aus:
Standardabweichung s:
Sie gibt die mittlere absolute Abweichung des Einzelmesswertes vom Mittelwert an.
s = +/− ????
Beispiel: Die Messung der Bruchkraft eines Sackpapieres ergibt einen Mittelwert von FB = 89,0 N
Das Messgerät gibt eine Standardabweichung von s = +/− 1,5 N aus, das wahre Ergebnis liegt dann im Bereich von 87,5 N bis 90,5 N.
Je kleiner der Wert der Standardabweichung ist, desto besser ist die Aussagekraft die Messreihe.
Variationskoeffizient v:
Er gibt die mittlere prozentuale Abweichung des Einzelmesswertes vom Mittelwert an.
v = s * 100 % / MW
Zu obigem Beispiel: v = 1,5 N * 100 % / 89,0 N
v = 1,7 %
Als Maßstab für die Güte einer Messreihe kann gelten, dass der Variationskoeffizient kleiner als 5 % sein sollte. Anderenfalls sollte nach den Ursachen für die Abweichungen gesucht werden.Somit kann die prüfende Person zumindest abschätzen, ob erhebliche Zweifel an der Messreihe angebracht sind oder nicht – dies ist auch ohne Kenntnis der mathematischen Hintergründe möglich.
Prüfvorschriften
Die in der Industrie allgemein üblichen Prüfverfahren werden nach entsprechenden Prüfvorschriften durchgeführt. Dies ist nicht nur erforderlich, damit die Messwerte zwischen Lieferanten und Kunden vergleichbar sind. Es ist auch notwendig, damit die Messwerte rechtlich sowie bei Reklamationen oder gegenüber Behörden Bestand haben.
Die unterste Eben der „Normierung“ sind betriebliche Prüfvorschriften (Werksnormen). Diese werden oft von speziellen Anwendern wie der Deutschen Post oder von Automobilherstellern erarbeitet und sind durch Vertrag zwischen Lieferanten und Kunden gültig.
Die nächste Ebene der Normierung sind die DIN-Vorschriften. Dabei steht DIN für Deutsches Institut für Normung. Alle hier in Kraft gesetzten Normen sind für Deutschland gültig, haben aber – wie alle anderen Normen auch – empfehlenden Charakter. Darüber steht EN – die europäische Norm. Wird die EN unverändert in die deutsche Normierung übernommen, so steht dafür die Bezeichnung DIN EN. Das Deutsche Institut für Normung e. V. (DIN) ist die bedeutendste nationale Normungsorganisation in Deutschland. Seine Tradition reicht bis ins Jahr 1917 zurück. Das DIN ist ein privatwirtschaftlicher Verein. Es bietet Herstellern, Handel, Industrie, Wissenschaft, Verbrauchern, Prüfinstituten und Behörden ein Forum, im Konsensverfahren Normen zu erarbeiten.
Die höchste Stufe der Normierung sind die ISO-Standards. ISO steht für Internationale Organisation für Normung (international organization for standardization). ISO ist zudem aus dem Griechischen entlehnt: isos – das Gleiche. Für Europa übernommene Normen werden mit EN ISO, für Deutschland übernommene Normen mit DIN EN ISO bezeichnet. An jede Normenbezeichnung schließt sich eine Kennziffer an.
Beispiele:
DIN 54518 Bestimmung des Streifenstauchwiderstandes,
DIN EN 20187 Normalklima zur Probenvorbereitung,
DIN EN ISO 536 Bestimmung der flächenbezogenen Masse.
In folgender Übersicht sind wichtige Papier- und Kartoneigenschaften zusammengetragen. Dies soll einen Einblick in die Vielfältigkeit der Eigenschaften vermitteln und dennoch den Versuch darstellen, die verschiedenen Eigenschaften sogenannten Eigenschaftsgruppen zuzuordnen.
| Grundeigenschaften | Festigkeitseigenschaften |
| Flächenbezogene Masse | Zugfestigkeit |
| Dicke | Reißlänge* |
| Rohdichte | Berstwiderstand |
| Spezifisches Volumen | Streifenstauchwiderstand |
| Maschinenlaufrichtung (MD, CD) | Spaltfestigkeit |
| Zweiseitigkeit (OS, SS) | Biegesteifigkeit |
| Durchstoßfestigkei | |
| Dehnung | |
| Durchreißwiderstand | |
| Falzwiderstand |
* Hinweis: Die Reißlänge als Festigkeitskenngröße ist seit Einführung der EN ISO 1924 – 2 (siehe im Abschnitt 11.2.2 – B) nicht mehr genormt, wird aber in der Industrie nach wie vor benutzt.
| Bedruckbarkeitseigenschaften | Optische Eigenschaften |
| Glätte | Weißgrad |
| Rauhigkeit | Farbort, Farbkennlinien |
| Oberflächensaugfähigkeit | Opazität |
| Rupffestigkeit | Transparenz |
| Leimungsgrad | Glanz |
| Beschreibbarkeit | |
| Dynamische Penetration |
Der Farbort beschreibt in einem Farbordnungssystem jede sichtbare Farbe. Für die exakte, messtechnische Bestimmung eines Farbortes (z. B. in einem Normfarbenraum) genügen dabei drei Kenngrößen: Farbton (T), Sättigung (S) und Helligkeit (Y).
Opazität: Deckkraft (Gegenteil: Durchscheinen) eines Papiers. Hat eine Papiersorte eine geringe Opazität, scheint die Druckfarbe der Rückseite durch das Papier. Ist ein Papier sehr opak, ist von der Druckfarbe der Blattrückseite nichts zu sehen.
Enige allgemeine Eigenschaften haben Einfluss auf viele dieser der oben genannten Papier und Kartoneigenschaften und lassen sich demzufolge nur schwer zuordnen.
Dazu gehören Eigenschaften wie:
• Trockengehalt (Feuchtegehalt, Restfeuchte),
• Glührückstand (in Näherung auch Füllstoffgehalt),
• Luftdurchlässigkeit und
• Saughöhe.
Eine weitere große Gruppe von Eigenschaften ist bislang noch nicht genannt worden. Dies betrifft die speziell für die Eigenschaften der Wellpappenrohpapiere und der Fertigwellpappen definierten Tests.
| Eigenschaften von Wellpappenrohpapieren | Eigenschaften von Fertigwellpappen |
| CMT (concora medium test) | ECT (edge crush test) |
| CCT (corrugated crush test) | FCT (flate crush test) |
| RCT (ring crush test) | BCT (box crush test) |
| CLT (concora liner test) | PET (puncture energy test) |
| PAT (puncture adhasion test) |
Trotz der bereits umfangreich zusammengestellten Eigenschaften für Papier, Karton und Pappe gilt: Diese Aufstellung erhebt keinen Anspruch auf Vollständigkeit. So fehlen hier zum Beispiel spezielle Eigenschaften für Lebensmittel- oder Arzneimittelverpackungen; dazu zählen Wasserdampfdurchlässigkeit, Aromadichtigkeit, Fettdichtigkeit. Zudem sind an dieser Stelle Falltests sowie Versuche mithilfe einer schiefen Ebene oder einer Klimakammer nicht aufgenommen, da mit diesen verschiedene Eigenschaften untersucht werden können und häufig nur Werksnormen dafür zur Verfügung stehen.
Andererseits können die bereits genannten Eigenschaften wie der ECT und der BCT nicht nur bei Fertigwellpappen oder fertigen Schachteln aus Wellpappe, sondern ebenso bei Vollpappe beziehungsweise Schachteln aus Vollpappe geprüft werden. Überlegen Sie deshalb, ob in Ihrem Unternehmen Eigenschaften von Werkstoffen oder Fertigprodukten geprüft werden, die hier nicht vorgestellt wurden.
Besprechen Sie dies mit Ihren Mitschülerinnen und Mitschülern und versuchen Sie, diese Eigenschaften nach dem folgenden Schema zusammenzutragen:
| Eigenschaft | Eigenschaftsgruppe | Werkstoff oder Produkt |
- Zum Verfassen von Kommentaren bitte anmelden.
11.2.2 Prüfen ausgewählter Qualitätseigenschaften
In diesem Kapitel geht es um Prüfverfahren für Papier, Karton und Pappe. Das Kapitel zeigt das Vorgehen in exemplarischen Fällen. Da im Rahmen dieses Handbuches nicht alle in der Papier verarbeitenden Industrie angewandten Prüfverfahren vorgestellt werden können, soll exemplarisch aus jeder Eigenschaftsgruppe ein Prüfverfahren besprochen werden (ausgenommen sind hier die Prüfungen bezüglich optischer Eigenschaften).
Dies erfolgt in der Form einer Versuchsanleitung, in der die nachfolgenden Fragen beantwortet werden sollen:
• Was ist das für eine Prüfgröße? Welchen praktischen Sinn hat das Bestimmen dieser Prüfgröße?
• Welche Forderungen stellt die entsprechende Prüfvorschrift bezüglich der Versuchsausführung? Was ist bei der Vorbereitung und Durchführung der Messung zu beachten?
• Wie werden die gewonnenen Prüfergebnisse ausgewertet, und welche Berechnungen sind erforderlich, um aussagekräftige Ergebnisse zu erhalten?
Den Abschluss einer jeden Versuchsanleitung bildet ein Abschnitt, in dem Fragen zur Messgröße, zur Durchführung der Messungen oder zur Bewertung der Messergebnisse zusammengestellt sind. Auch Fragen zur produktionstechnischen Bedeutung von Messgrößen und zu Zusammenhängen zwischen verschiedenen Messgrößen werden gestellt. Die Beantwortung dieser Fragen soll die Kenntnisse zur untersuchten Messgröße vertiefen.
Aufbau eines Versuchsprotokolls
Über jeden Versuch ist ein Versuchsprotokoll anzufertigen. Da es für den Aufbau solcher Versuchsprotokolle keine verbindlichen Vorgaben gibt, wird hier eine Möglichkeit der Gestaltung vorgestellt. Das Versuchsprotokoll beginnt mit einem Deckblatt.
Dieses sollte mindestens enthalten:
• Prüfaufgabe (Welche Messgrößen sind zu bestimmen?),
• geprüfter Werkstoff,
• Datum,
• Name/Namen des/der Prüfenden,
• Probeblatt des Werkstoffs (zum Beispiel Probe der Grundeigenschaften – siehe Punkt A).
Es schließt sich der Abschnitt „Grundeigenschaften“ an, der die Messtabellen zur flächenbezogenen Masse und der Dicke des Werkstoffs sowie die Berechnungen zur Rohdichte und zum spezifischen Volumen beinhaltet. Es sei hier nochmals darauf hingewiesen, dass die Grundeigenschaften immer zu bestimmen sind, gleichgültig welche Messgrößen noch zu erfassen sind. Die Bewertung eines Werkstoffs ohne die Kenntnis der Grundeigenschaften macht in den meisten Fällen wenig Sinn.
Der nächste Abschnitt beinhaltet die Messtabellen der in der Prüfaufgabe genannten Größen. Dies kann nur eine einzelne Messgröße sein, kann aber auch mehrere Messgrößen umfassen. Der letzte Abschnitt befasst sich mit der Versuchsauswertung. Hier werden eventuell erforderliche Berechnungen durchgeführt (soweit diese nicht bereits im vorigen Abschnitt erfolgte) und die in der Versuchsanleitung gestellten Fragen werden beantwortet.
Arbeitsschutz und Unfallschutz
Wie an allen anderen Arbeitsplätzen auch, gibt es für den Umgang mit Messgeräten und für die Arbeit im Prüflabor entsprechende Vorschriften.Während für die Messgeräte im Allgemeinen die Bedienungsvorschriften der Hersteller verbindlich sind, gibt es für jedes Prüflabor eine Laborordnung, die sowohl das Verhalten der Mitarbeiter (Schutzkleidung, Pausengestaltung usw.) als auch den Einsatz von Schutzmitteln (Feuerlöscher, Notaustaster usw.) beziehungsweise Hilfsmitteln (zum Beispiel zur ersten Hilfe) vorschreibt. Wichtig ist dabei, dass niemand Arbeiten durchführen darf, der nicht vorher aktenkundig belehrt und in die Prüfverfahren und Prüfgeräte eingewiesen wurde.
Allgemeinverbindliche Vorbemerkungen
Um nicht in jeder Versuchsbeschreibung mit den gleichen Vorbemerkungen zu beginnen, finden sich hier zwei allgemeinverbindliche Hinweise auf Normen, die bei jeder Art von Prüfungen zu Rate zu ziehen sind.
• DIN EN ISO 186: Papier und Pappe – Probenahme zur Bestimmung der Durchschnittsqualität
(Vergleich auch Band 1 Handbuch für den Packmitteltechnologen, Lernfeld 2, Abschnitt 4 „Prüfung der Grundeigenschaften von Papier, Karton, Pappe und Kunststofffolien“)
• DIN EN 20187: Papier, Pappe und Zellstoff – Normalklima für die Vorbehandlung und Prüfung (Vergleich auch Band 1 Handbuch für den Packmitteltechnologen, Lernfeld 2, Abschnitt 4)
Inwieweit die Vorschriften dieser Normen Beachtung finden, hängt sicher auch von der Art und dem Umfang der Prüfaufgabe ab. Jedoch sollte dies vor Beginn der Messungen sorgfältig geprüft werden. Dies gilt insbesondere dann, wenn die Messungen im Rahmen eines Qualitätsmanagements erstellt werden. Darüber hinaus wird bei der Beschreibung der einzelnen Prüfungen auf zu detaillierte Angaben zur Gerätebedienung verzichtet, sofern diese nicht allgemeingültigen Charakter haben. Bei der konkreten Bedienung der Geräte muss mit Rücksicht auf die Vielzahl unterschiedlicher Bedienerkonzepte auf die entsprechenden Bedienungsanweisungen der Hersteller verwiesen werden.
A: Bestimmung der Grundeigenschaften
Obwohl die Grundeigenschaften von Papier, Karton und Pappe aus eigentlich sechs einzelnen Teilen bestehen, werden diese häufig als Gesamtaussage zusammengefasst, weil die Beurteilung eines solchen Werkstoffs ohne die Kenntnis der Grundeigenschaften eigentlich nicht sinnvoll möglich ist. Lediglich die Bestimmung der Faserlaufrichtung (MD – machine direction, CD – cross direction) und der Zweiseitigkeit (OS – Oberseite, SS – Siebseite) wird nicht generell durchgeführt. Einerseits erfolgt die Bestimmung dieser Größen im Allgemeinen nur durch visuelle Beurteilung, andererseits ergeben sich diese Aussagen oft durch Analyse der Ergebnisse anderer Prüfgrößen.
Grundeigenschaften von Papier und Karton
Flächengewicht (Geometrische Eigenschaft)
Das Flächengewicht gibt das Gewicht einer Papiersorte in g/m² an.
Dichte (Geometrische Eigenschaft)
Die Dichte ist das spezifische Gewicht eines Materials. Der Dichtegrad eines Papiers gibt die Kompaktheit seiner Machart an. Hohe Dichte -> gute Glätte.
Spezifisches Volumen (Geometrische Eigenschaft)
Je höher das spezifische Volumen eines Materials, desto höher ist seine Festigkeit/Steifigkeit.
Festigkeit (Mechanische Eigenschaft)
Die Festigkeit von Papier ermittelt man durch Messung von Zug-, Reiß-, Berst-, Biege- und Oberflächenfestigkeit. In der Verpackungsindustrie sind Reiß- und Bruchfestigkeit sowie die Biegesteifigkeit wichtige Parameter.
Faserrichtung (Mechanische Eigenschaft)
Im Papierherstellungsprozess richten sich die Fasern in Maschinenrichtung aus. Die Faserlaufrichtung hat Auswirkungen auf die Steifigkeit sowie auf die Zug- und Reißfestigkeit.
Rauigkeit (Physikalische Eigenschaften)
Die Rauigkeit des Papiers hängt von der Stoffzusammensetzung, der Blattbildung und der Satinierung ab. Ungestrichene Papiere ohne Satinierung -> raue Oberfläche, satinierte und gestrichene Papiere -> glatte Oberfläche.
A1: Papier und Pappe – Bestimmung der flächenbezogenen Masse
Nach DIN EN ISO 536:2012-11
Diese Norm legt ein Verfahren zur Bestimmung der flächenbezogenen Masse von Papier und Pappe fest.
1 Begriff
Die flächenbezogene Masse ist die Masse einer Flächeneinheit von Papier oder Pappe und wird durch ein spezielles Prüfverfahren ermittelt. Sie gibt an, wie viel Gramm ein Quadratmeter des Werkstoffs wiegt und wird demzufolge in g/m² angegeben. Die Prüfungen erfolgen in klimatisierten Räumen, weil Papier oder Pappe ihr Gewicht in Abhängigkeit von der Luftfeuchtigkeit verändern.
2 Probenanzahl und Probengröße
Folgt man den Vorschriften der Norm, so sind aus mindestens fünf Probestücken des Materials mindestens 20 Proben zu entnehmen, die jeweils eine Fläche von 500 bis 1000 cm² aufweisen sollen. Für jede der 20 Proben soll nun die exakte Fläche und die exakte Masse festgestellt werden.
Diese Verfahrensweise verbraucht nicht nur erheblich Material, sondern bindet auch Zeit in großem Umfang. Deshalb wird in vielen Labors eine von der Norm eigentlich als Ausnahme formulierte Regelung genutzt, die die Verwendung von Proben mit einer Größe von 100 cm² gestattet. Auch die Anzahl der Proben wird häufig auf die bei anderen Prüfverfahren geforderte Probenanzahl von zehn reduziert, entspricht aber nicht den Forderungen dieser Norm.
Es ergeben sich also:
10 Proben mit den Abmessungen 100 mm x 100 mm (= 1 dm²) oder
10 runde Proben mit einer Fläche von 100 cm² (= 1 dm²).
Die Proben können entweder mit der Laborschere zugeschnitten oder mit einem speziellen Kreisschneider hergestellt werden. Die Bestimmung der flächenbezogenen Masse erfolgt an klimatisierten Proben.
3 Durchführung der Prüfung
Zur Bestimmung der flächenbezogenen Masse werden Wägungen auf Analysen- oder Präzisionswaagen durchgeführt. Die Ablesung erfolgt auf drei wertanzeigende Stellen. Bei der zuvor genannten Probengröße müssen allerdings die auf der Analysewaage ermittelten Werte umgerechnet werden, um eine Angabe der flächenbezogenen Masse in der Maßeinheit g/m² zu ermöglichen.

Dabei ist:
m Masse der Probe
A Fläche der Probe in dm² (hier also 1 dm² = 100 cm²)
g flächenbezogene Masse in g/m²
-> Hilfestellung: Wie viele Probestücke von 1 dm² Fläche (oder 10 cm mal 10 cm oder 100 mm mal 100 mm) braucht man, um eine Fläche von 1 m² abzudecken?
4 Auswertung
Für die Messwerte ist ein Messprotokoll anzufertigen. Aus den Einzelmesswerten ist der Mittelwert zu bestimmen. Beantworten Sie abschließend die folgenden Fragen:
• Vor Ihnen liegt ein Blatt Papier vom Format A4 mit einer flächenbezogenen Masse von 80 g/m². Wie groß ist die Masse dieses Blatts?
• Was sagt der Begriff „flächenbezogene Masse“ aus? Beschreiben Sie diesen Begriff mit eigenen Worten.
• Nennen Sie von mindestens drei Werkstoffen, die Sie in ihren Unternehmen verarbeiten, die Messwerte für die flächenbezogene Masse. Besprechen Sie diese Aufgabe eventuell auch mit ihren Mitschülerinnen und Mitschülern.
A2: Papier und Pappe – Bestimmung der Dicke, der Dichte und des spezifischen Volumens
Nach DIN EN ISO 534:2012-02
Diese Norm legt zwei Verfahren zur Messung der Dicke von Papier und Pappe fest. Des Weiteren legt sie Berechnungsverfahren für die scheinbare Dichte und das scheinbare spezifische Volumen dieser Werkstoffe fest. Scheinbare Dichte, scheinbares spezifisches Volumen: Papier und Karton haben feinste Hohlräume. Daher spricht man hier von scheinbaren Werten wie scheinbarer Dichte und scheinbarem spezifischem Volumen. Im Fall der „scheinbaren Dichte“ spricht man auch von Rohdichte. Dabei handelt es sich um die „geometrische Dichte“ eines porösen Körpers, Porenräume inklusive.
1 Begriff
Die Dicke ist ein Ausdruck für die „Bogenhöhe“, sie gibt also den senkrechten Abstand zwischen den zwei parallelen Oberflächen des Werkstoffes an. Sie gehört neben der flächenbezogenen Masse zu den Grundeigenschaften eines Papiers oder einer Pappe. Die Norm unterscheidet dabei zwei unterschiedliche Angaben, je nachdem, auf welche Art und Weise die Dickewerte bestimmt wurden.
a) Einzelblattdicke
Abstand zwischen einer Oberfläche eines Papiers oder einer Pappe zur anderen – gemessen an einem Einzelblatt,
b) Mittlere Dicke eines Einzelblatts
Dicke eines einzelnen Blattes Papier (nicht für Pappe), berechnet aus der Dicke mehrerer übereinander liegender Blätter eines Stapels.
Diese Unterscheidung führt vor allem bei der Angabe der Mittelwerte zu schwer zu trennenden Wortspielen. (nach a: mittlere Einzelblattdicke, nach b: mittlere Dicke des Einzelblatts) Da das Verfahren nach b) meist nur für extrem dünne Werkstoffe eingesetzt wird, soll hier darauf verzichtet werden.
2 Probenanzahl und Probengröße
Mindestens 20 Proben der Abmessung mindestens 60 mm x 60 mm
Da die Bestimmung der Grundeigenschaften zu den für jeden zu prüfenden Werkstoff immer durchzuführenden Messungen zählt und deshalb bereits mindestens zehn Proben mit den Abmessungen 100 mm x 100 mm aus der Bestimmung der flächenbezogenen Masse zur Verfügung stehen, können diese für die Messung der Dicke weitere Verwendung finden, wenn nicht Knicke, Falten oder Risse eine exakte Dickenmessung verhindern.
3 Durchführung der Prüfung
Es werden je Probeblatt zwei Dickemesswerte aufgenommen, sodass insgesamt 20 Messwerte vorliegen (bei 20 Probeblättern nur eine Messung je Blatt). Dabei muss der Messtaster des Dickenmessgerätes stets mindestens 20 mm von jeder Kante der Probe entfernt sein. Das zweimalige Messen an der gleichen Stelle ist zu vermeiden.
Zur Prüfung werden Dickenmesser mit einem vorgegebenen Tasterdruck verwendet. Dieser Tasterdruck ist ebenso wie der Durchmesser des Tasters von den zu prüfenden Werkstoffen abhängig (Papier, Pap-pe, Wellpappe, Tissue). Die entsprechenden Angaben sind den Anleitungen der Gerätehersteller zu entnehmen.
4 Auswertung
Die Messergebnisse für die Dicke des Werkstoffs werden in einem Messprotokoll zusammengefasst. Die mittlere Einzelblattdicke wird berechnet. Das Ergebnis wird in Mikrometern an drei signifikanten Stellen angegeben. Deneben sind der größte und der kleinste Wert der Einzelblattdicke anzugeben. Unter Nutzung der Ergebnisse der Dickenmessung und der Messung der flächenbezogenen Masse werden berechnet:
• Scheinbare Blattdichte:

Dabei ist:
ds scheinbare Dichte in g/cm³
g flächenbezogene Masse in g/cm²
δ mittlere Einzelblattdicke in µm
Das Ergebnis ist auf zwei Dezimalstellen anzugeben.
• Scheinbares spezifisches Volumen des Einzelblattes

Dabei ist:
vs scheinbares spezifisches Volumen in cm³/g
g flächenbezogene Masse in g/m²
δ Mittlere Einzelblattdicke in μm
Das Ergebnis ist auf zwei Dezimalstellen anzugeben.
Stellen Sie zur Vertiefung Ihrer Kenntnisse folgende Überlegungen an:
• Welche Bereiche der flächenbezogenen Masse lassen sich den Begriffen „Papier“, „Karton“ und „Pappe“ zuordnen?
• In welchen Größenordnungen sind die Dicken von typischen Verarbeitungspapieren zu erwarten?
• Für welche Eigenschaften von Papier und Karton könnten die Eigenschaften spezifisches Volumen beziehungsweise scheinbare Dichte ausschlaggebend sein?
B: Papier und Pappe - Bestimmung von Eigenschaften bei Zugbeanspruchung – Verfahren mit konstanter Dehngeschwindigkeit (20 mm/min)
Nach DIN EN ISO 1924-2:2009-05
Diese Norm legt ein Verfahren fest, mit dem die breitenbezogene Bruchkraft und die Bruchdehnung gemessen werden. Weiterhin wird eine Gleichung beschrieben, mit der der Bruchkraftindex berechnet werden kann.Voraussetzung dafür ist jedoch die Messung der Bruchkraft, die allerdings in dieser Norm nicht gesondert definiert und auch als Ergebnis der Messungen nicht gesondert gefordert wird. Die DIN EN ISO 1924-2 ist anwendbar auf alle Papiere und Pappen, einschließlich der Gruppe der Wellpappenrohpapiere. Sie ist nicht anwendbar auf Wellpappen.
1 Bestimmung der Bruchkraft FB:
1.1 Begriff
Die Bruchkraft FB (auch Bruchwiderstand) entspricht der maximalen Zugkraft Ft, die ein Probestreifen definierter Länge und Breite aushält, bevor er reißt. Sie wird während des Zugversuches ermittelt und in N angegeben.
1.2 Probenanzahl und Probengröße
10 Proben aus der Längsrichtung (MD)
10 Proben aus der Querrichtung (CD)
mit den Abmessungen
15 mm Breite
180 mm freie Einspannlänge
==> ca. 250 mm Zuschnittlänge
1.3 Durchführung der Prüfung
Als Prüfgerät ist eine Zugprüfmaschine zu verwenden. Die Probenstreifen werden auf einem speziell für diese Streifenbreite eingerichteten Streifenschneider in der erforderlichen Anzahl aus Längs- und Querrichtung zugeschnitten.
Die Probestreifen sind außerhalb der Prüffläche zu kennzeichnen. Für die Prüfung ist eine freie Einspannlänge von 180 mm vorgegeben. Sollte aus zwingenden Gründen eine Einspannlänge von 180 mm nicht möglich sein, ist diese auf 150 mm beziehungsweise 100 mm zu verkürzen. Diese Abweichung ist dann im Protokoll zu vermerken. Die Streifen sind einzeln, ohne Verdrehung oder Verkantung einzuspannen. Die Proben sollen nicht durchhängen, es darf aber keine große Spannung aufgebracht werden. Zu beachten ist, dass die Streifen innerhalb ihrer freien Einspannlänge nicht mit den bloßen Händen berührt werden dürfen. Danach wird der Prüfvorgang über die entsprechende Prüfsoftware gestartet. Versuchsergebnisse von Proben, die innerhalb eines Abstandes von 10 mm zu den Einspannklemmen reißen, sind zu kennzeichnen und ihre Anzahl im Prüfbericht angegeben werden. Die Messergebnisse sind in entsprechenden Messtabellen aufzuführen.
2 Bestimmung der Bruchdehnung ɛT:
2.1 Begriff
Die Bruchdehnung ɛT ist die Verlängerung der bis zum Bruch belasteten Probe in Bezug auf ihre ursprüngliche Einspannlänge. Sie wird in % angegeben und kann in der Regel direkt am Messgerät abgelesen werden. Ist nur eine Ablesemöglichkeit für die Längenänderung der Probe in mm am Gerät vorhanden, kann die Bruchdehnung berechnet werden. Die Formel hierfür lautet:
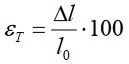 (%)
(%)
Es bedeuten in der Formel:
ɛT = Bruchdehnung in %
Δl = Längenänderung beim Bruch in mm
l0 = ursprüngliche Einspannlänge in mm
Sollte am Gerät die Dehnung abgelesen werden können, ist dies nur möglich, wenn die freie Einspannlänge 180 mm beträgt, anderenfalls ist diese in der Prüfsoftware zu korrigieren.
2.2 Probenanzahl und Probengröße
Es sind für die Bestimmung der Bruchdehnung keine gesonderten Proben erforderlich.
2.3 Durchführung der Prüfung
Die Bestimmung der Bruchdehnung ɛT beziehungsweise der Längenänderung Δl erfolgt parallel zur Bestimmung der Bruchkraft. Welche der beiden Größen als ablesbarer Wert vorliegt, ist vom Prüfgerät abhängig.
3 Auswertung
Für die einzelnen Messgrößen sind die Mittelwerte anzugeben. Getrennt nach Längs- und Querrichtung sind folgende Berechnungen vorzunehmen:
• Breitenbezogene Bruchkraft:

Dabei ist:  der Mittelwert der maximalen Zugkraft in N
der Mittelwert der maximalen Zugkraft in N
b die Breite der Probe (i.d.R. 15 mm)
Die breitenbezogene Bruchkraft wird in vielen Unternehmen auch als tensile strength bezeichnet. Ein Formelzeichen dafür ist noch nicht vereinbart.
• Bruchkraftindex:

Dabei ist: w die flächenbezogene Masse in g/m²
Beachtet werden muss dabei, dass in dieser Norm das Formelzeichen für die flächenbezogene Masse – anders als in der für deren Bestimmung gültigen DIN EN ISO 536 – nicht mit „g“ angegeben ist. Der Bruchkraftindex wird in vielen Unternehmen auch als tear index bezeichnet.Ein Formelzeichen dafür ist noch nicht vereinbart. Abschließend sollen zur Vertiefung der Kenntnisse aus diesem Versuch die folgenden Fragen beantwortet werden:
a) Wie ist das Verhältnis der Bruchkraft in Längsrichtung und in Querrichtung bei Ihrem Papier? Geben Sie folgendes Verhältnis an: FB (MD) : FB (CD) = 100 % : x
b) Wie ist das Verhalten des untersuchten Werkstoffs in Bezug auf Bruchkraft und Bruchdehnung in Längs- und in Querrichtung?
c) Für welche Werkstoffe der Papierverarbeitung ist ein ausgeprägtes Längs-Querverhältnis wünschenswert? Für welche Werkstoffe wünscht man dies gerade nicht?
C: Prüfung von Papier und Pappe
Bestimmung der Glätte nach Bekk nach DIN 53107:2003-12
Bestimmung der Rauheit nach Bendtsen nach DIN 53108:2011-01
Die Bestimmung der Glätte nach Bekk und der Rauheit nach Bendtsen lässt sich sinnvollerweise in einem Zusammenhang darstellen, da beide Messverfahren eigentlich die gleiche Oberflächeneigenschaft beschreiben. Da sich die Messverfahren aber stark unterscheiden, soll die Beschreibung der Messverfahren nacheinander erfolgen. Ein drittes Messverfahren – die Bestimmung der Rauheit nach dem Print-Surf-Verfahren nach DIN ISO 8791-4 – soll hier nur erwähnt, aber nicht näher vorgestellt werden.
Bestimmung der Glätte nach Bekk nach DIN 53107
Prüfverfahren zur Ermittlung der Oberflächenglätte von Papier. Das Luftstromverfahren nach Bekk wird angewandt, wenn es um glatte Papiere geht. Die Angabe der Glätte erfolgt dabei nach der Zeit, in welcher eine bestimmte Luftmenge zwischen dem Papier und einer Gegenfläche durchströmt. Das Luftstromverfahren nach Bendtsen findet Anwendung bei rauen Papieren, z.B. Zeitungspapier. Bestimmung nach DIN 53108. Quelle: Wiki für Druckverabeitung
1 Begriff
Allgemein gilt: Die Glätte ist der Grad der Berührung einer Oberfläche mit einer ideal gedachten Ebene unter festgelegten Kontaktbedingungen. Die Glätte von Papier, bestimmt nach Bekk, ist die unter festgelegten Kontaktbedingungen gemessene Zeit, die eine bestimmte Luftmenge benötigt, um zwischen Papieroberfläche und einer nahezu vollkommen ebenen Auflagefläche hindurchzutreten. Diese Luftmenge variiert je nach gewähltem Messbereich und gewählter Größe des Vakuumbehälters (10 ml, 1 ml, 80 ml). Entsprechend der o. g. DIN sind drei Prüfverfahren möglich:
Verfahren A: großer Vakuumbehälter, Druckabbau von −50,7 auf −48,0 kPa (10 ml Prüfvolumen) für Glättewerte von 10 bis 600 s,
Verfahren B: kleiner Vakuumbehälter, Druckabbau von −50,7 auf −48,0 kPa (1 ml Prüfvolumen) für Glättewerte ab 300 s,
Verfahren C: großer Vakuumbehälter, Druckabbau von −50,7 auf −29,3 kPa (80 ml Prüfvolumen) für Glättewerte unter 20 s.
Es ist zu beachten, dass das Prüfverfahren nach Bekk mit einem Unterdruck arbeitet und nur die Zeit gemessen wird, um einen anfangs bestehenden Unterdruck durch in den Vakuumbehälter einströmende Luft um einen bestimmten, vorgewählten Betrag abzubauen.
Bei einer rauen Oberfläche kann die Luft schnell zwischen Papier und der als eben gedachten Glasplatte hindurchströmen, da es zwischen beiden nur wenig Berührungspunkte gibt. Ist die Papieroberfläche dagegen sehr glatt, existieren viele Kontaktstellen, und die Luft benötigt eine längere Zeit, um zwischen den beiden Flächen hindurchzudringen. Es besteht folgender Zusammenhang:
• glatte Oberfläche langsame Druckabnahme hohe Sekundenzahl
• raue Oberfläche schnelle Druckabnahme niedrige Sekundenzahl
2 Probenanzahl und Probengröße
Zehn Proben von der Oberseite
Zehn Proben von der Unterseite
mit den Abmessungen
mindestens 70 mm breiter Streifen der Probeblattlänge.
Es können an einem Streifen mehrere Messpunkte angeordnet werden. Die Proben sollen keine Falten, Knicke, Löcher, Wasserzeichen oder Aufdrucke aufweisen, da diese die Messwerte verfälschen.
3 Durchführung der Prüfung
Die Probe ist mit der zu prüfenden Seite nach unten auf die eben gedachte Glasplatte aufzulegen. Für jede Prüfung ist eine neue Probe zu verwenden, auch wenn die Probe bei der Prüfung nicht zerstört wird. Es ist auch unzulässig, die Glätte von der Oberseite und der Unterseite an derselben Probe zu bestimmen. Die Probe wird so auf die Glasplatte aufgelegt, dass diese vollkommen bedeckt ist. Durch Betätigen der Taste „Start“ wird die Probe mit einem Druckstempel von 10 cm² Auflagefläche mit einem Druck von 100 kPa (10 N/cm²) angedrückt. Dieser soll garantieren, dass keine Luft durch die Probe hindurchgesaugt wird. Die in Sekunden angegebene Zeit, die am Display erscheint, ist ein Maß für die Glätte. Nach dem Notieren des Messwertes beginnt die nächste Messung durch Drücken der Taste „Start“.

Die Messungen werden nach Oberseite und Unterseite des zu prü-fenden Werkstoffs getrennt durchgeführt und wie folgt angegeben:
Messwerte bis 100 s werden auf 0,1 s gerundet.
Messwerte über 100 s werden auf 1 s gerundet.
Bestimmung der Rauigkeit nach Bendtsen nach DIN 53108
1 Begriff
Die Rauigkeit nach Bendtsen ist der Luftstrom, der zwischen einem Messring des Messkopfes des Prüfgerätes nach Bendtsen und der Papieroberfläche bei einem festgelegten Überdruck hindurchgeht. Der für diese Prüfung nach der bereits genannten DIN zu verwendende Überdruck beträgt 15 mbar (1,47 kPa), der Anpressdruck des Messringes auf die Probenoberfläche beträgt 100 kPa bei einem Durchmesser des Messrings von 31,5 mm.
Hinweis: Das Messverfahren zur Bestimmung der Rauheit nach dem Parker-Print-Surf-Verfahren (PPS) kann Messergebnisse in der gleichen Maßeinheit liefern wie das Messgerät nach Bendtsen, jedoch sind die Messwerte nicht miteinander vergleichbar, da die Messköpfe jeweils anders gestaltet sind. Parker-Print-Surf (PPS) ist neben den Verfahren nach Bendtsen und Bekk eine von mehreren Methoden, „die Rauigkeit bzw. die Glätte einer Papier- oder Kartonprobe indirekt durch Vermessen eines Luftstromes, der zwischen einer Blende und der Papierfläche durchströmt, zu messen“. Mehr Informationen und sche-matische Darstellungen der Messmethoden im WOCHEN-BLATT FÜR PAPIERFABRIKATION 21 · 2006.
2 Probenanzahl und Probengröße
Zehn Proben von der Oberseite
Zehn Proben von der Unterseite
mit den Abmessungen
mindestens 70 mm breiter Streifen der Probenblattlänge.
Es können an einem Streifen mehrere Messpunkte angeordnet werden. Die Proben sollen keine Falten, Knicke, Löcher, Wasserzeichen oder Aufdrucke aufweisen, da diese die Messwerte verfälschen.
3 Durchführung der Prüfung
Als Prüfgerät ist ein Rauigkeits-Prüfgerät nach Bendtsen zu verwenden. Anders als bei der Glättemessung nach Bekk wird hier mit einem Überdruck gemessen. Im Messkopf wird hier ein Messring verwendet, der entsprechend der Oberflächenbeschaffenheit die Papieroberfläche mehr oder weniger gut abdichtet. Der zu prüfende Werkstoff wird auf die Glasplatte aufgelegt – und zwar so, dass die zu prüfende Seite nach oben weist. Danach wird die Messung gestartet.
Hat das Messgerät den unter dem Messkopf vorgegebenen Prüfdruck erreicht, wird der durch die Unebenheiten der Papieroberfläche verloren gehende Luftstrom gemessen und angezeigt. Auch hier ist für jede Messung, auch für die Ober- und die Unterseite, eine neue Probe zu verwenden.
Für die Rauigkeit nach Bendtsen gilt der folgende Zusammenhang:
• glatte Oberfläche gute Abdichtung kleiner Luftstrom,
• rauhe Oberfläche geringe Abdichtung großer Luftstrom.
Das Ergebnis der Prüfung ist somit ein Ausdruck für die Oberflächenrauheit. Schwankungen in den Messwerten sind durchaus normal und lassen sich durch die kleine Prüffläche und die punktartige Abtastung der Papieroberfläche erklären. Die Messungen werden nach Oberseite und Unterseite des zu prüfenden Werkstoffs getrennt durchgeführt und wie folgt angegeben:

4 Auswertung
Erfassen Sie alle Messwerte in geeigneten Messprotokollen. Beantworten Sie auch die folgenden Fragen:
a) Wie verhalten sich Glätte und Rauheit zueinander?
b) Weist ein raues Papier einen hohen oder einen niedrigen Messwert (nach Bendtsen) auf?
c) Weist ein glattes Papier einen hohen oder einen niedrigen Messwert (nach Bekk) auf?
d) Vergleichen Sie Ihre Aussagen aus b) und c)!
e) Wodurch kann bei der Papierverarbeitung die Rauigkeit beziehungsweise die Glätte verändert werden?f) Für welche technologischen Prozesse der Papierverarbeitung ist die Rauheit von Bedeutung?
D: Wellenrohpapier – Bestimmung des Flachstauchwiderstandes an labormäßig gewelltem Wellenpapier
Nach DIN EN ISO 7263:2006-11
1 Begriff
Der Versuch dient der Bestimmung des Flachstauchwiderstandes an labormäßig gewellten Wellenpapieren. Das Verfahren wird international als Corrugated-Medium-Test (CMT) bezeichnet. Der Flachstauchwiderstand (CMT) ist der größte Widerstand, den ein zu Wellen geformter und auf einem Klebeband haftender Probestreifen einer senkrecht zu den Wellen wirkenden Kraft bis zum Zusammenbruch der Wellen entgegensetzt. Der CMT-Wert wird in N angegeben.Aus dem CMT-Wert lassen sich Rückschlüsse auf die Flachstauchfestigkeit der gefertigten Wellpappe ziehen.
2 Probenanzahl und Probengröße
Zehn Proben aus der Längsrichtung (MD)
mit den Abmessungen
150 bis 160 mm Länge x 12,7 mm Breite
Die Länge des Probestreifens ergibt sich in der Regel aus der zur Verfügung stehenden Probenstanze. Steht keine Probenstanze zur Verfügung, so sollten die Proben die oben genannte Länge aufweisen, können aber in Abweichung zur Norm auch eine Breite von 15 mm haben. Dies ist jedoch im Prüfbericht ausdrücklich zu vermerken.
3 Durchführung der Prüfung
Die Prüfung ist mit einer Druckprüfmaschine durchzuführen. Als Zusatzgeräte werden ein Wellenbildner, auch Medium-Fluter genannt. Zudem wird eine Vorrichtung zum Kleben der Proben benötigt. Der Wellenbildner muss zwei heizbare, umlaufende und auf eine Temperatur von (175 ± 8) °C einstellbare Riffelscheiben besitzen. Die zugeschnittene Probe wird zwischen die beiden Riffelscheiben eingeführt, wenn diese die vorgeschriebene Temperatur erreicht haben, das heißt, wenn die Kontrolllampe für „Heizung“ erloschen ist. Die so geformte Probe wird danach vorsichtig in die Vorrichtung zum Kleben der Proben eingelegt. Die Wellenkämme der Probe werden mit einem Klebeband von mindestens 16 mm Breite und 120 mm Länge fixiert. Es ist besonders darauf zu achten, dass dabei die Wellen nicht verformt oder beschädigt werden. Die überstehenden Enden der Probe werden am Schluss flach auf das Klebeband aufgedrückt.
Die fertige Probe besteht aus zehn Wellen. Die so vorbereiteten Proben können nach zwei verschiedenen Prüfverfahren geprüft werden:
• die aufgeklebte Probe ist sofort (innerhalb von 5 s bis 8 s nach der Verformung) zu stauchen oder
• die aufgeklebte Probe wird vor dem Stauchen für 30 bis 35 Minuten klimatisiert.
Die Proben werden einzeln zwischen die Druckplatten der Prüfmaschine eingelegt und bis zum Zusammenbrechen der Wellen belastet. Proben, die während des Versuches kippen (Kipper), sind nicht zu bewerten und durch zusätzliche Proben zu ersetzen. Beim Prüfen sofort nach der Verformung werden in der Regel höhere Werte erreicht als nach einer Klimatisierungsphase. Dies liegt zum einen an der geringeren Feuchtigkeit der Probe unmittelbar nach der Verformung und zum anderen an den Veränderungen im Wellenprofil, die sich während der Klimatisierung an den Proben einstellen.
4 Auswertung
Die Messwerte werden in ein Messprotokoll eingetragen und für den CMT- Wert wird der Mittelwert errechnet. Dabei werden die Einzelergebnisse vorher auf die nächsten 5 N von den gemessenen Ergebnissen gerundet. Dabei erfolgt die Angabe des Ergebnisses in folgender Form:
CMT0 = 300 N oder CMT30 = 260 N.
Die Fußnote am Formelzeichen CMT bedeutet steht für die Zeitdauer der Klimatisierung der Proben vor der Prüfung (siehe auch Punkt 3).
Darüber hinaus wird der sogenannte Flachstauchwiderstandsindex errechnet. Dieser ergibt sich zu:
 in N m² / g
in N m² / g
Dabei ist:
X Flachstauchwiderstandsindex
 Mittelwert des Flachstauchwiderstandes
Mittelwert des Flachstauchwiderstandes
g flächenbezogene Masse.
Stellen Sie abschließend Überlegungen zu folgenden Fragen an:
• Warum werden die Proben für CMT- Wert nur aus der Längsrichtung des Papieres zugeschnitten?
• Welche Bedingungen beeinflussen die Stabilität einer Welle?
• Welche davon sind im Labor beeinflussbar?
E: Wellpappe
Bestimmung des Kantenstauchwiderstandes (Verfahren für ungewachste Kanten)
Nach DIN EN ISO 3037:2013-12
Diese Norm legt ein Verfahren zur Bestimmung des Kantenstauchwiderstandes von Wellpappe fest. Es ist für alle Wellpappe-Sorten (auch mehrwellige) anwendbar.
1 Begriff
Unter dem Kantenstauchwiderstand versteht man die maximale Kraft, der eine Probe aus Wellpappe einer parallel zu den Wellen angreifenden Druckkraft bis zum Bruch standhält und deren Wellenstruktur senkrecht zur beanspruchten Oberfläche verläuft. Der in der Wellpappenindustrie häufig verwendete Begriff Edge Crush Test (ECT) wird in der Norm nicht verwendet.
2 Probenanzahl und Probengröße
Zehn Proben mit senkrecht stehenden Wellen
mit den Abmessungen
100 mm Länge x 25 mm Breite
Die bei der Prüfung belasteten Kanten (100 mm) müssen sauber, gerade, parallel und senkrecht zur Oberfläche der Wellpappe sein. Die Parallelität und die Rechtwinkligkeit kann man prüfen, indem man zwei Proben nebeneinander auf eine glatte Unterlage stellt. Die Schnittflächen sollen dann parallel und glatt aussehen. Auch kann man eine Probe allein auf eine glatte Unterlage stellen. Sie sollte dann auf ihren Schnittkanten senkrecht stehen. Ebenso kann man eine Probe auf die Schnittkanten stellen und leicht mit dem Finger belasten. Dann sollte zwischen der Probe und der glatten Unterlage kein Licht zu sehen sein.
3 Durchführung der Prüfung
Für das Zuschneiden der Wellpappenproben steht ein spezieller Streifenschneider zur Verfügung, dessen Schnittbreite auf 25 mm eingestellt ist. Vorher müssen lediglich 100 mm breite Streifen aus der Wellpappe auf der Laborschere zugeschnitten werden. Die Wellenlaufrichtung ist beim Zuschneiden so zu wählen, dass beim Auflegen der Proben auf die lange Seite eine Probe mit stehenden Wellen entsteht. Prüfgerät für diese Prüfung ist eine Druckprüfmaschine.
Die Probe wird zwischen die Druckplatten gestellt, und zwar so, dass die Kraft auf die längeren Seiten wirken kann. Mithilfe von zwei Stützblöcken wird die Probe in ihrer senkrechten Lage festgehalten. Beträgt die einwirkende Kraft nach dem Start der Messung ca. 50 N, können die Stützblöcke entfernt werden. Werden die Stützblöcke nicht entfernt, ist dafür zu sorgen, dass die Masse der Blöcke das Messergebnis nicht verfälschen können. Die Beanspruchung der Probe wird noch so lange weitergeführt, bis die Prüfmaschine den Bruch erkennt. Die maximale Kraft im Moment des Bruchs wird aufgezeichnet. Die Prüfung wird mit einer ausreichenden Anzahl von Proben wiederholt, sodass mindestens zehn akzeptable Ergebnisse erzielt werden.
4 Auswertung
Für die Messwerte der maximalen Kraft wird der Mittelwert errechnet. Mithilfe dieses Mittelwertes wird dann der Kantenstauchwiderstand wie folgt berechnet:
 in kN / m
in kN / m
Das Endergebnis ist auf 0,01 kN/m genau anzugeben. Dabei ist:
R Kantenstauchwiderstand in kN / m
 Mittelwert der maximalen Kraft in N
Mittelwert der maximalen Kraft in N
l Länge der Probe in mm (100 mm)
Stellen Sie abschließend Überlegungen zu folgenden Fragen an:
• Warum wird beim Kantenstauchwiderstand die Welle stehend belastet? Stellen Sie sich die Wellpappe zu einer Schachtel verarbeitet vor und ziehen Sie Ihre Schlüsse daraus.
• Für welche praktischen Belastungen hat die Größe des Kantenstauchwiderstandes Bedeutung?
• Macht es Sinn, eine gleichartige Belastung auch für Vollpappen zu messen?
- Zum Verfassen von Kommentaren bitte anmelden.
11.2.3 Exemplarische Lernsituationen
A: Bewertung eines Faserpackstoffes für einen vorgesehenen Verwendungszweck
Ein Faserpackstoff soll als Liner verwendet werden. Zur Beurteilung der Eignung des Packstoffs stehen Muster zur Verfügung. Auch alle zur Bestimmung der Packstoffeigenschaften erforderlichen Prüfgeräte sollen vorhanden sein. Erarbeiten Sie eine Übersicht, auf welche Eigenschaften bei einem Liner vorzugsweise geachtet werden muss, um bei der Wellpappenherstellung, bei der Wellpappenverarbeitung und als Fertigprodukt (Faltschachtel) die spezifischen Anforderungen zu erfüllen. Dazu kann man in folgender Weise vorgehen:
• Analyse der gewünschten oder geforderten Eigenschaften bezüglich Herstellung, Verarbeitung und Fertigprodukt (vorteilhaft ist vorher die Festlegung auf einen bestimmten Einsatzzweck des Packmittels),
• Begründung für die Notwendigkeit dieser Eigenschaften,
• Festlegung der Prüfverfahren, mit denen diese Eigenschaften bestimmt werden können,
• Durchführung und Auswertung der Prüfungen.
Abschließend erfolgt ein Vergleich der geforderten und der tatsächlichen Eigenschaften des Packstoffs und daraus abgeleitet die Beurteilung der Eignung des Packstoffmusters.
B: Untersuchung der Veränderung der Packstoffeigenschaften durch Verarbeitungs- oder Veredelungsprozesse
• Ein Kaschierrohpapier soll zur Verbesserung der Oberflächeneigenschaften weiß gestrichen und anschließend satiniert werden.
• Untersuchen Sie zunächst, welche Packstoffeigenschaften in den einzelnen Arbeitsschritten verändert werden.
• Legen Sie fest, welche Prüfverfahren zur Ermittlung der veränderten Eigenschaften erforderlich sind.
• Führen Sie die festgelegten Prüfungen für das Rohpapier, das gestrichene Papier und das satinierte Papier durch und werten Sie die Messreihen aus.
• Analysieren Sie, wie sich die Packstoffeigenschaften verändert haben.
• Waren diese Veränderungen in der messtechnisch ermittelten Weise zu erwarten? Begründen Sie Ihre Aussagen.
• Welche technologischen Veränderungen sollten bei der Verarbeitung des satinierten Kaschierpapieres berücksichtigt werden?
C: Bewertung der Eignung eines Faltschachtelkartons
Ein einseitig weiß gedeckter Faltschachtelkarton (FS-Karton) soll auf seine Eignung für die Herstellung einer Lebensmittelverpackung untersucht werden.Dabei handelt es sich um einen mehrlagigen Karton mit einer flächenbezogenen Masse von 450 g/m². Die mehrfarbig bedruckten Zuschnitte werden fertig geklebt auf Paletten abgelegt und zum Versand eingeschrumpft.
• Untersuchen Sie zunächst, welche Werkstoffeigenschaften des Kartons für die einzelnen Bearbeitungsschritte wichtig sind.
• Welche zu prüfenden Eigenschaften lassen sich daraus ableiten?
• Führen Sie für einen vorgegebenen FS-Karton die erforderlichen Messungen durch und werten Sie diese aus.
• Welche Ergebnisse lassen sich für die Eignung des Kartons zur Verwendung als Lebensmittelverpackung aufzeigen?
• Auf welche Besonderheiten des Kartons ist während der Verarbeitung zu achten, um Qualitätsmängel zu vermeiden?
- Zum Verfassen von Kommentaren bitte anmelden.
LF 12: Packmittel herstellen
- Zum Verfassen von Kommentaren bitte anmelden.
12 Packmittel herstellen
Die Aufgabe: In diesem Lernfeld sollen Sie eine konkrete Packmittelaufgabe in die Realität umsetzen. Unter Einbezug all Ihrer bisher in der Ausbildung erlernten Fachkenntnisse sollen Sie sich zunächst über diese anspruchsvolle Aufgabe informieren, eine Planung erstellen und die Aufgabe dann in der Praxis mit den aktuell gültigen Arbeitsverfahren durchführen. Abschließend soll die Durchführung analysiert, bewertet und präsentiert werden. Kurzum: Sie sollen gegen Ende Ihrer beruflichen Ausbildung zeigen, dass Sie als Packmitteltechnologe in der Lage sind, einen Entwicklungs-, Produktions- und Kalkulationsprozess durchzuführen, beispielhaft planen zu können und diesen auch entsprechend der gängigen Qualitätskriterien zu bewerten, zu dokumentieren und auf einer Projektmesse zu präsentieren.
Parallel zur Wiederholung Ihrer fachlichen Qualifikationen lernen Sie in diesem Lernfeld den Einsatz wichtiger allgemeingültiger Grundlagen zur Organisation und Durchführung von Projekten sowie deren Dokumentation kennen. Ferner sollen Sie am Ende Ihrer Ausbildung in der Lage sein, Ihre selbstständig durchgeführte Arbeit mittels vorgegebener Qualitätskriterien zu bewerten und das vorliegende Ergebnis durch das Feedback Anderer richtig einordnen zu können.
Zeitliche Struktur der Projektarbeit: Der zeitliche Abauf und die Verplanung des Unterrichts über das ganze Schuljahr sind von Schule zu Schule unterschiedlich. Allen Schulen steht jedoch derselbe Zeitumfang von 40 Unterrichtsstunden für dieses Lernfeld zur Verfügung. Unabhängig davon, ob die 40 Unterrichtsstunden innerhalb einer ganzen Projektwoche, auf einige Projekttage im Tagesunterricht oder verblockt auf die zehn Blockwochen zu je vier Stunden pro Woche verteilt sind: Am Ergebnis eines vollständig durchgeführten Entwicklungsauftrags und geplanten Produktionsauftrags ändert das nichts.
Unter Produktentwicklung (PE) wird die Gesamtheit der Tätigkeiten zur Lösung der technischen Aufgaben verstanden, die zu einem vermarktbaren Produkt führen. Die beiden klassischen Begriffe und Tätigkeiten Entwickeln (Forschung & Entwicklung: Vorentwicklung) und Konstruieren sind in Produktentwicklung zusammengefasst worden. Produktentwicklung beginnt bereits bei der am Anfang stehenden Idee und reicht bis zur Markteinführung des Produktes beziehungsweise der technischen Lösung. (Quelle: https://de.wikipedia.org/wiki/Produktentwicklung)
- Zum Verfassen von Kommentaren bitte anmelden.
12.1 Spannungsfeld Packmittelentwicklung
Wird ein neues Packmittel entwickelt, so sollte es mehr können, als bereits am Markt bestehende Lösungen. Diese Tasache steckt im Begriff „Entwicklung“. Die Umsetzung einer Idee, einer Packmittelentwicklung, ist jedoch oft mit Schwierigkeiten und gegenläufigen Tendenzen verbunden. So ist zum Beispiel eine hochveredelte Kosmetikpackung deutlich kostenintensiver herzustellen als die gleiche Packungskonstruktion, die nur vierfarbig bedruckt ist. Wenn der Kunde nun eine günstige und zugleich hochveredelte Packung haben möchte, so liegt eine gegenläufige Tendenz vor, die den Packmittelentwickler zu einem Kompromiss zwingen wird. Dieses Beispiel lässt sich auf nahezu alle erdenklichen Kundenanforderungen anwenden und macht die Entwicklung eines neuen Packmittels zu einer lösbaren Aufgabe, auch wenn das Ergebnis zumeist nie alle Beteiligten zu 100 Prozent zufriedenstellen wird. In der Regel wird eine Verpackungslösung aus Kostengründen ein Kompromiss sein.

Abb. 12.1: Die Abbildung zeigt einige wichtige Anforderungen bei der Entwicklung eines neuen Packmittels. Oft sind nicht alle Anforderungen gleich gut zu erfüllen. Eine Prioritätenliste der Anforderungen kann Abhilfe schaffen und die Kompromissfindung vereinfachen. (Quelle: Eigene Darstellung)

Abb. 12.1 a: Die Abbildung zeigt, wie vielfältig Verpackungsentwicklung sein kann. Das zu verpackende Gut kann unterschiedlich in der Einlage fixiert werden. Es hängt von vielen individuellen Faktoren ab, welche Verpackungsmaterialien dabei zum Einsatz kommen. (Quelle: https://www.antalis-verpackungen.de/produkte/schutzverpackungen.html)

Abb. 12.2: einige Beispielthemen für Entwicklungsaufträge: (Quelle: Eigene Darstellung)
• Informationsdisplay für eine Produktneuheitenpräsentation am POS mit integriertem LCD-Display (POS = Point of Sale – die Schnittstelle zum Kunden, zum Beispiel eine Ladentheke)
• Es sollen je zehn Erdbeerschalen zu je 500 g in stapelbaren Trays übereinandergestapelt (zehnfach) werden können.
• Geschenkkorb als Messemuster für Plastikbesteck im Folienbeutel abgepackt
• Geschenkverpackung für Spirituosen mit anhängendem Deckel
• Verkaufsverpackung für einen Aluminiumwürfel
• Tablett mit sechs Snackschalen für das Catering auf einer Messe
• Folienverpackung für Fertiggerichte
• Werkzeugeinlagen für einen Werkzeugkoffer
• Postkartendisplay in Form eines Leuchtturms
1. Ein Obstbauer möchte seine Erdbeeren in kleinen 500g-Behältern stapelbar an die Lebensmittelhändler ausliefern. Zehn Behälter sollen dabei stapelbar in einem Tray untergebracht werden. Die Trays sollen auf einer Europalette sicher gestapelt werden können. Maximale Stapelhöhe inklusive Palette beträgt 1,2 m. Zwei Paletten sollen beim Transport übereinander gestapelt werden können. Insgesamt sollen 3 Tonnen Erdbeeren versendet werden. Die gute Bedruckbarkeit für einen tollen Eindruck am POS versteht sich von selbst (siehe Skizze Abb. 12.24b).
2. OP-Besteck (hier kann als Ersatz Plastikbesteck, Messer, Gabel, Löffel verwendet werden) soll in Krankenhäusern nach dem Sterilisieren wieder Ordnungsgemäß verpackt werden. Entwickeln Sie eine sterile Verpackungslösung in Form eines Beutels. Der Beutel soll auf der Oberseite einsehbar sein. Diese Beutel sollen als Messegag in einer Art Pick-Nick-Koffer präsentiert werden. Auflage 2000 Beutel und 40 Koffer.
3. Thekendisplay für Postkarten in Form eines Leuchtturms. Eine große Papetteriekette möchte einen Aufsteller für 6 x 25 Postkarten für seine Ladentheken. Ein geringe Standfläche (30 cm x 40 cm bei maximaler Höhe von 70 cm) wäre dem Kunden sehr wichtig. Das fertig konfektionierte Display soll in einer Umverpackung für den Postversand geeignet sein. Stückzahl 500 Aufsteller (siehe Skizze Abb.12.24a).
4. Snack-Tablett für Messestand: Auf einem Messestand sollen 6 verschiedene Snacks inklusive Getränkebecher 0,25 l verteilt werden. Jeder Snack soll hygienisch in einer eigenen Schale liegen. Die maximalen Abmessungen des Tabletts betragen 40 x 60 cm. Das Tablett soll auf einem handelsüblichen Trayaufrichter maschinell klebbar sein. Stückzahl 100.000.
5. Folien und Kartonverpackung für Mittagsgericht: Ein Bio-Metzger möchte an seine Kunden eine Schale für Mittagsgerichte (Fleisch mit Beilage und Gemüse) ausgeben. Jede Beilage soll dabei in einer extra abgetrennten Form liegen. Die maximale Größe der Schale soll 20 x 20 x 7 cm betragen. Das Essen soll mit einer Warmhaltefolie abgepackt werden. Es sollen 20.000 Schalen geliefert werden.
Die Themen sind zunächst sehr offen formuliert. Die weitere Präzisierung mit weiteren verbindlichen Kundenanforderungen erfolgt dann in einem Kundengespräch zwischen Kunde (Lehrer) und Projektverantwortlichen (Schüler).
- Zum Verfassen von Kommentaren bitte anmelden.
12.2 Auftragsarten
Die Aufträge für eine neue Packmittelentwicklungsaufgabe in einem Packmittel erzeugenden Betrieb sind so vielfältig wie die Vielzahl von Produkten, die es auf dem Markt gibt. Je nach Häufigkeit des Kundenkontakts und des Auftragsinhalts wird zwischen Erstauftrag, Wiederholungsauftrag, Produktionsauftrag und Entwicklungsauftrag eingeteilt.
Im Alltag eines Packmittel produzierenden Unternehmens spielen Wiederholungsaufträge und Produktionsaufträge die Hauptrolle. Mit Entwicklungsaufträgen werden besonders erfahrene und engagierte Fachkräfte aus verschiedenen Stationen der Supply-Chain (deutsch: Lieferkette) befasst.
- Zum Verfassen von Kommentaren bitte anmelden.
12.2.1 Erstauftrag
Kommt es zum Erstauftrag, hat der Kunde zum ersten Mal im Unternehmen bestellt. Beim Erstauftrag wird die komplette Prozesskette im Betrieb von der Kundenanfrage bis zum fertig produzierten Packmittel durchlaufen.

Prozessmatrix bestehend aus den standardisierten Geschäftsprozessen und den typischen Prozessen des Verpackungsworkflows. Orange = Entwicklungsauftrag, rot = Wiederholauftrag mit geringfügigen Änderungen, grün = unveränderter Folgeauftrag
Abb. 12.3: Je nach Auftragsart laufen unterschiedliche Prozesse im Packmittel erzeugenden Betrieb ab. Die komplette Prozesskette des Verpackungsworkflows wird nur beim Erstauftrag beziehungsweise Entwicklungsauftrag durchlaufen. (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
12.2.2 Wiederholauftrag
Beim Wiederholauftrag kommt es zur Folgebestellung des exakt gleichen Auftrags. Es finden in diesem Fall keine Entwicklungsarbeiten statt. Nach dem Auftragseingang wird dieser gleich in der Auftragsvorbereitung vorbereitet. Es können die vorhandenen und zuvor eingesetzten Werkzeuge und Druckplatten sowie andere Werkzeuge und Maschinen verwendet werden.
- Zum Verfassen von Kommentaren bitte anmelden.
12.2.3 Entwicklungsauftrag
Beim Entwicklungsauftrag liegt der Schwerpunkt auf der Neuentwicklung eines komplexen Packmittels für ein neues Produkt. Hierzu werden oft Teams mit Fachkräften aus verschiedenen Stationen der Supply-Chain gebildet. Der Zeitraum eines Entwicklungsauftrags kann mehrere Jahre umfassen. Dies könnte zum Beispiel ein sehr komplizierter Zuschnitt für ein komplett neu entwickeltes Süßwarenprodukt sein. Dieser Zuschnitt soll dann maschinell auf einer speziell dafür entwickelten Abpackmaschine aufgerichtet, geklebt und befüllt werden.

Abb. 12.3a: Arbeitsschritte eines komplexen Entwicklungsauftrages – erste Ideenskizze, in der Abpackmaschine aufgestellte Packung, Abpackvorgang und die fertige Packung für ein Eiscremeprodukt (Quelle: FFI-Seminar, Praxis vor Ort, Live in der Praxis – Magnum, VG Nicolaus Kempten 12/05)

Abb.12.4: Eine abgestimmte Entwicklung in Teams mit klar definierten Schnittstellen kann viel Zeit sparen. (Quelle: FFI-Seminar, Praxis vor Ort, Live in der Praxis – Magnum, VG Nicolaus Kempten 12/05)
- Zum Verfassen von Kommentaren bitte anmelden.
12.3 Workflow Packmittelherstellung
Ausgehend vom ersten Kundengespräch, in dem alle notwendigen Kundenanforderungen und Wünsche abgesprochen werden, beginnt die Entwicklung eines Packmittels mit ersten Entwürfen von Hand oder mit einem CAD-Programm. In der folgenden Abbildung sind die wichtigsten Prozessschritte dargestellt.

Abb. 12.4a: Moderne Packmittelentwicklung beginnt mit der Anlieferung der CAD-Daten des zu verpackenden Gutes. So kann mithilfe der CAD-Software die Einlage zur Fixierung des Packgutes – ohne dieses abmessen zu müssen – angefertigt werden. (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
12.3.1 Projekt-Kickoff
In einem Kickoff-Meeting soll der gleiche Informationsstand für alle Mitglieder des Projektteams geschaffen werden. Für die Projektaufgabe in der schulischen Ausbildung könnten folgende Punkte hilfreich sein:
• theoretische Hintergrundinformation zur Entwicklung von Packmitteln
• Projektthema
• Projektorganisation
• Projektfahrplan und Meilensteine
• Vorgehensweisen und verbindliche Arbeitsmethoden
• Festlegung erster Aufgaben und Tätigkeiten für die einzelnen Mitglieder
Es sind offene Fragen zu beantworten: Insbesondere die Rollen und Erwartungen einzelner Teammitglieder (Schüler) sollten geklärt werden. Weiter ist es sinnvoll, bestimmte Spielregeln für die Projektarbeit zu vereinbaren. Durch ein als Rollenspiel gestaltetes Kickoff-Meeting in angenehmer Atmosphäre (gegebenenfalls mit Getränken und kleinen Snacks – und damit anders als herkömmlicher Unterricht) soll sich ein positives Selbstwertgefühl bei den angehenden Packmitteltechnologen einstellen. Gerade zu Beginn eines neuen Projektes ist es wichtig, dass die nötige Motivation für die herausfordernde Projektaufgabe geschaffen wird. Kurzum: Es soll ein Wir-Gefühl unter allen Beteiligten geschaffen werden.
- Zum Verfassen von Kommentaren bitte anmelden.
12.3.10 Kalkulation des Packmittelprojektes
Die Kalkulation ist normalerweise Aufgabe der kaufmännischen Abteilung. Um als Packmitteltechnologe jedoch ein Gefühl dafür zu bekommen, welche Informationen die Kalkulationsabteilung braucht, was es beispielsweise ausmacht, ob auf einem Werkzeug zwölf oder 16 Nutzen platziert werden, welche Auswirkungen mehr oder weniger Randbeschnitt hat, ist es sinnvoll, die vorliegende Projektarbeit überschlagsweise zu kalkulieren.
Da Packmittel meist in sehr großen Stückzahlen hergestellt werden, können sich viele kleine Materialverschwendungen – zum Beispiel unnötig bedruckte Flächen, übermäßiger Klebstoffauftrag und so weiter – in der Summe zu beachtlichen Verlusten summieren. Diese lassen sich bei fachmännischer Planung vermeiden. Somit bekommt der auszubildende Packmitteltechnologe durch die Kalkulation der Projektarbeit auch ein Gefühl für technisch gestaltbare Einsparungspotenziale.
| Konstruktiv-Verpackungen | ||||||
| Materialunabhängige Verpackungslösungen – Beispiel Gefache | ||||||
| Darstellung | Material | Einsatz | Umweltaspekte | Kosten | Vorteile | Herstellung |
 | Graukarton- Steckgefache | Einweg | 100 Prozent Faserstoff mit hohem Anteil von bereits recyceltem Material | Sehr günstige Verpackung € | Dünne Wanddicken für optimale Auslastung | Ohne Werkzeugkosten möglich (Fertigung über Schlitzautomaten) |
 | Wellpapp- Steckgefache | Einweg | 100 Prozent Faserstoff mit hohem Anteil von bereits recyceltem Material | Günstige Verpackung €€ | Sehr hohe Auflast durch Wellpapp-Konstruktion möglich | Ohne Werkzeugkosten möglich (Fertigung über Schlitzautomaten). Kleinserien werden geplottet. |
 | PROPYwell- Steckgefache | Mehrweg | 100 Prozent PP mit Anteil an bereits recyceltem Material | Sehr günstige Mehrweg-Verpackung €€€ | Wiederverwendbar, widerstandsfähig gegen Nässe und Bruch, kein Abrieb | Stanzen (mit Werk-zeugkosten) ab einer Auflage von 500 kg. Kleinserien werden geplottet. |
| PROPYsol- Steckgefache | Mehrweg | 100 Prozent PP mit Anteil an bereits recyceltem Material | Günstige Mehrweg-Verpackung €€€€ | Wiederverwendbar, widerstandsfähig gegen Nässe und Bruch, kein Abrieb. Waschbar für hohe Reinlichkeitsanforde-rungen | Stanzen (mit Werk-zeugkosten) ab einer Auflage von 500 kg. Kleinserien werden geplottet. |
 | PROPYsol- Rahmengefache | Mehrweg | 100 Prozent PP mit Anteil an bereits recyceltem Material | Mehrweg-Verpackung €€€€€ | Wiederverwendbar, widerstandsfähig gegen Nässe und Bruch, kein Abrieb | Stanzen (mit Werk-zeugkosten) ab einer Aufl age von 500 kg. Kleinserien werden geplottet. Stege werden mit Heißluft oder Ultraschall verschweißt. |
Abb. 12.17: Diese Abbildung zeigt verschiedene Gefachelösungen: Je nach Material, Herstellungsverfahren und Einsatzhäufigkeit variiert der Preis. Beispielhaft kann diese Darstellung auf jedes Packmittel übertragen werden. Je komplizierter das Packmittel, desto schwieriger ist die Preiskalkulation. (Quelle: https://www.antalis-verpackungen.de/)
Zur Vereinfachung der Packmittelkalkulation kann eine Excel-Vorlage (geeignet für Faltschachtel und Wellpappprojekte) verwendet werden, die dann den individuellen Gegebenheiten der jeweiligen Projektarbeit anzupassen ist.


Abb. 12.18: Kalkulationsschema einer Faltschachtelproduktion. Basierend auf dieser Vorlage kann eine Excel-Tabelle erstellt werden. Mit den Informationen aus dem Betriebsinterview können realitätsnahe Beträge eingesetzt werden. (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
12.3.2 Methoden und Techniken zur Lösung von Problemen
Die Arbeit an einem Projekt ist nichts anderes als das Lösen von aneinandergereihten Problemen. Für eine systematische Vorgehensweise empfiehlt sich hier ein Stufenplan:
1. Ist-Zustand ermitteln und Zielvereinbarung festlegen
In der Realität werden Marktforschungsinstitute beauftragt, um das genaue Potenzial der Problemstellung am Markt zu ermitteln. Hierzu werden Kundenbefragungen und Fragebogenaktionen durchgeführt. Eine Dokumentenanalyse (Statistiken, Fachschriften, technische Zeichnungen, Patentschriften, Datenbanken ...) zum Thema ist ebenfalls denkbar. In unserem Fall kann dies durch eine einfache Marktanalyse, einen Rundgang durch die Geschäfte der einschlägigen Branchen oder eine Internetrecherche zum Projektthema beispielhaft durchgeführt werden.
| Projekt Multipack ... Anforderungsliste | ||
| Anforderung | Muss/Wunsch | |
| 1 | mechanischen Produktschutz bieten | M |
| 2 | Stapelstauchdruck für Palettierung, Transport und Lagerung der Verkaufseinheit von ... N erfüllen | M |
| 3 | Packung muss Klimawechselbelastung aushalten. | M |
| 4 | Gute, verkaufsfördernde Präsentation (Druck, Form, ...) | W |
| 5 | Auffallen in der Tiefkühltruhe oder im Tiefkühlschrank | M |
| 6 | Verkaufsverpackung regalgerecht dimensionieren | M |
| 7 | Entnehmen des Einzelprodukts handhabungsfreundlich gestalten | M |
| 8 | Verarbeitung auf bestehenden Topload-Anlagen mit hoher Effizienz und kurzen Umrüstzeiten erreichen | W |
| 9 | Investitionen für Werkzeuge auf maximal ... € begrenzen | M |
| 10 | Packungskosten direkt vergleichbar, dürfen maximal 10 Prozent höher sein | M |
| 11 | Abpackprozess mit installiertem Roboter einsetzen | W |
| 12 | ... | ... |
Abb. 12.6: Die Anforderungsliste ist das Ergebnis des Kundengesprächs. Eine Priorisierung der einzelnen Anforderungen kann als Mussanforderung oder als Wunschanforderung kenntlich gemacht werden. Die Anforderungsliste wurde für folgendes Thema erstellt: Eine Verpackung von drei bis 30 vorverpackten Eiscremeprodukten im Folienschlauchbeutel. Das Packmittel soll eine neuartige auffallende und der besonderen Produktart entsprechende Ausstattung erhalten. (Quelle: FFI-Seminar, Praxis vor Ort, Live in der Praxis – Magnum, VG Nicolaus Kempten 12/05)

Abb. 12.5: Die Abbildung zeigt eine mögliche Zusammensetzung des Projektteams mit exemplarisch aufgelisteten Aufgabengebieten. Es ist auch denkbar, dass ein Projektthema von einer Schülergruppe bearbeitet wird. Die Übersicht müsste dann hinsichtlich der jeweiligen Aufgabenbereiche modifiziert werden. (Quelle: Eigene Darstellung)
2. Analyse des Ist-Zustandes
Nach der Erfassung des ist-Zustandes schließt sich im Problemlösungsprozess die Analyse an. Bei der Analyse geht es darum, die gewonnenen Erkenntnisse richtig einzuordnen und die weitere Vorgehensweise daraus abzuleiten. D.h. welche Struktur sollen die weiteren Schritte bekommen? Welche Arbeitsaufgaben müssen in welcher Reihenfolge abgearbeitet werden? Welche Prozesse müssen in welcher Reihenfolge ablaufen? Welche Kommunikationspartner stehen für die einzelnen Aufgaben zur Verfügung?
3. Soll-Konzept entwickeln
Nach der Auswertung aller Informationen werden verschiedene Kreativitätstechniken zur Konzeptentwicklung angewendet.
Brainstorming: Diese Methode zur Generierung neuer Ideen kann in Projekten Anwendung finden bei der Zielfindung und bei der allgemeinen Ideensammlung. Ideen werden für alle sichtbar notiert. Weitere Ideen entwickeln sich auf Basis der zuvor notierten Vorschläge. Bei komplexen Projekten kommen Fachkräfte aus unterschiedlichen Branchen zusammen.
Vorgehensweise: Jede Idee ist willkommen; Kombinationen der Ideen sind erwünscht; Quantität hat Vorrang vor Qualität; Kritik darf nicht geübt werden; Störungen sind nicht erlaubt.
Mindmapping: Es eignet sich, um Ist-Situationen und Lösungen festzustellen, zu strukturieren, zu analysieren und auszuarbeiten. Ideen und Gedanken werden um ein Thema in der Mitte des Blattes notiert. Eine Mindmap setzt sich aus Themen, Leitmotiven, Schlüsselwörtern, Bildern, Farben und Verbindungslinien zusammen.
Abbildung 12.7 skizziert mögliche Arbeitsschritte bei der Verpackungsentwicklung. Dabei stellt sich die Frage, welche Aufgaben die Schüler in welcher Reihenfolge bearbeiten sollten. Die Abbildung stellt lediglich einen Vorschlag dar und muss an das jeweilige Projektthema angepasst werden. Moderne Mindmapping-Software ermöglicht mit einer Exportfunktion das Erstellen einer numerischen Gliederung aus einer Map als Worddokument. Die Gliederung beginnt mit 1. oben rechts.

Abb. 12.7: Mindmap zum Thema „Wir entwickeln eine Verpackung“ (Quelle: Eigene Darstellung)
Morphologische Analyse
Bei dieser Form der Konzeptentwicklung werden Probleme systematisch in Bestandteile zerlegt, und es werden Einzellösungen dafür gesucht. Zu einzelnen Parametern eines Konzepts werden die unterschiedlichsten Ausprägungen gesucht. Diese werden zu unterschiedlichen Lösungen verbunden. Unter „Morphologie“ versteht man die Aufgliederung eines Problems hinsichtlich aller Parameter und die Suche nach neuen Kombinationen vorhandener Teillösungen. Diese werden dann in den sogenannten morphologischen Kasten eingetragen, um auf diese Weise nach sinnvollen Kombinationsmöglichkeiten zu suchen. Zum Schluss werden die am besten geeigneten Lösungen ausgewählt. Häufig werden Erfahrungen und Prinzipien aus weit vom eigentlichen Projektthema entfernten Bereichen herangezogen und transferiert. In der Bionik werden zum Beispiel Prinzipien aus der Natur zur Schaffung technischer Lösungen herangezogen.
Abb. 12.9: morphologisches Schema für die Verpackung von drei bis zu 30 vorverpackten Eiscreme-Produkten. Das Packmittel soll eine neuartige, auffällige und der besonderen Produktart entsprechende Ausstattung erhalten. Auf den ersten Blick erscheint dies als eine sehr offen formulierte Anforderung, die auf den ersten Blick viel Gestaltungsspielraum lässt. Wenn man jedoch bedenkt,dass Tiefkühltheken beim Lebensmitteldiscounter fest vorgegebene Abmessungen haben, die möglichst effektiv ausgefüllt werden sollen, relativiert sich dieser Spielraum. So engt jede Anforderung aus der Supply-Chain die Gestaltungsmöglichkeiten weiter ein. (Quelle: FFI-Seminar, Praxis vor Ort, Live in der Praxis - Magnum, VG Nicolaus Kempten 12/05)

Abb. 12.8: Bionik am Beispiel der Winglets eines Flugzeuges: Diese sind inspiriert durch die Flügel von Vögeln, sorgen für eine bessere Seitenstabilität, verringern den induzierten Widerstand und verbessern so den Gleitwinkel sowie die Steigzahl bei niedriger Geschwindigkeit. (Quelle: Trainler, Ester Inbar Wikipedia)
Bionik – von der Natur lernen
Das dachte sich auch der amerikanische Luftwaffenmajor J. F. Steele. Auf einem Kongress in Dayton/Ohio prägte er 1960 erstmals den Begriff der Bionik, eine Wortkombination aus Biologie und Technik. Ziel der Bionik ist es, das Prinzip der Nachhaltigkeit, wie es in der Natur herrscht, auch auf technische Lösungen zu übertragen. Das heißt: aus der Natur für die Technik zu lernen. Der Begriff war neu, das Vorgehen nicht. Seit der Renaissance bis heute wurden und werden Versuche und Forschungen durchgeführt, Vorbilder aus der Natur zu suchen, um daraus Analogien für die Technik zu entwickeln. Berühmtestes Beispiel ist Leonardo da Vinci. Bereits im 16. Jahrhundert hat er den Flügelschlag der Vögel untersucht und daraus die „Schlagflügel“ entwickelt. Otto Lilienthal hat diese Idee aufgegriffen und sich Zeit seines Lebens mit der Aerodynamik beschäftigt.
Falten machen stabil. Viele Membranen, die mechanisch belastet werden, sind in der Natur gefaltet. Hier zwei Beispiele dafür: Zum einen die Fächerpalme. Ihre fächerförmige Struktur dient der mechanischen Stabilisierung der ausgefalteten Blätter. Und auch viele Käfer nutzen diese geniale Technik. Indem sie ihre zunächst gefalteten Flügel ausbreiten, gewinnen sie an Stabilität für den bevorstehenden Flug. Dieses Prinzip der Verstärkung – wenn auch nicht so perfektioniert wie in der Natur – findet sich beispielsweise auch bei Wellblech oder Wellpappe wieder. Auch von Wespen lässt sich etwas lernen. Für den Nestbau nagen sie kleine Holz- oder Rindenteile ab. Die Enzyme und Klebstoffe in ihrem Speichel verwandeln die Teilchen zu breiiger Masse, die die Tiere zu erbsengroßen Kugeln formen und zum Nest transportieren. Dort ziehen sie sie mit den Mundwerkzeugen zu einem dünnen Streifen aus, der das Nest zusammenhält. Auch in der Papierherstellung entsteht aus Faserstoffen, Holzschliff und Zellstoff unter Beimischung von Wasser, Harzleim, Farb- und Füllstoffen ein Brei, der die Basis für die Weiterverarbeitung zu Papier ist. Quelle: Verpackt und zugeklebt, Thomas Krieg, S.18ff., rokoko, Dortmund 2004
Merkmalgestützte Assoziation
Konzeptentwicklung durch Variation von Lösungsparametern oder unterschiedlichen Ausprägungen. Die am Ideenfi ndungsprozess beteiligten Personen werden zu folgendem Vorgehen angehalten: genaues Definieren der zu lösenden Aufgabe und Ideengenerierung durch exakte Strukturierung der Aufgabenstellung – beispielsweise durch teilweise Veränderung der Aufgabenstellung. Diese kleinen Ideen können auf Notizzetteln aufgeschrieben werden und unter drei Aspekten bewertet werden.
1. Wie gut löst die Idee das anstehende Problem?
2. Welchen Zusatznutzen bringt gerade diese Idee?
3. Wie einfach umsetzbar ist diese Idee? Anzumerken ist hier, dass oft gerade ausgefallene Lösungen erfolgreich sind, wenn sie denn auch intensiv umgesetzt werden.
4. Bewertung und Entscheidung
Im Lauf der Projektarbeit muss der Projektverantwortliche (Schüler) immer wieder Entscheidungen treffen. Abweichungen von Plan- und Ist-Daten machen Korrekturaktivitäten notwendig. Oft erfordern unvorhersehbare Situationen schnelle zielgerichtete Entscheidungen, um den Projektablauf zeitlich nicht in Gefahr zu bringen. Die meisten Entscheidungen werden instinktiv getroffen. Somit spielt im Unterbewusstsein der Erfahrungsschatz eine entscheidende Rolle. Hier können die Lehrkraft oder der Ausbilder im Betrieb den Schüler unterstützen.
Trotzdem sollte die Entscheidung in komplexen Projekten nach klaren Entscheidungskriterien stattfinden. Bei der Packmittelentwicklung können hier bestimmte Kriterien mit unterschiedlichen Wertigkeiten belegt werden. Alle geforderten Kriterien lassen sich nie in gleich guter Weise mit einem Lösungsvorschlag erfüllen. Somit muss meist ein Kompromiss (siehe „Spannungsfeld Verpackungsentwicklung“, Kapitel 12.1) eingegangen werden, der die für die jeweilige Situation beste Lösung darstellt.
- Zum Verfassen von Kommentaren bitte anmelden.
12.3.3 Erörterung der Kundenwünsche mittels Checkliste
Zu Beginn einer jeden Packmittelentwicklung gilt es, Projektzielsetzungen zu finden, welche die Kundenwünsche klar abbilden. Dies geschieht in der Praxis meist anhand detailliert ausgearbeiteter Checklisten. Hierbei sollen die kompletten Markt- und Lieferkettenabläufe des Packmittels beleuchtet werden. Welche Erwartungen und Anforderungen sowie Funktionswünsche haben alle Personen, die während der Supply-Chain mit dem Packmittel in Kontakt kommen? Welche Konsequenzen ergeben sich daraus für die Gestaltung des Packmittels?
| Checkliste für neues Verpackungsprojekt |
| Zunächst müssen alle Kundendaten erfasst werden! |
| Anschrift, Ansprechpartner, Kommunikationsmittel |
| Rechnungsstellung |
| Anlieferung |
| Erfassung der Auftragsdaten! |
| Mengen |
| Terminierung |
| Die Anforderungen an die Verpackung werden bestimmt durch: |
| - das zu verpackende Gut |
| - Fertigungsanlagen, Produktionstechniken |
| - interne und externe Logistik |
| - Handel/Endverbraucher |
| - Umwelt |
| Angaben zum zu verpackenden Gut |
| Abmessungen, Gewicht |
| Primärverpackung (Becher, Hartschale, Beutel, Dose, Glas, Faltschachtel...) |
| Trägt diese mit? Darf nicht gestaucht und gedrückt werden! |
| Verpackungseinheit (Stückzahl, Anordnung, Gruppierung) |
| Schutz des Produktes vor |
| => Wärme |
| => Feuchtigkeit |
| => Staub, Schmutz |
| => Beschädigung |
| => Diebstahl |
| => Spezielle Gefahrgutanforderungen |
| Welche Anforderungen werden an die Produktionsmaschinen gestellt? |
| Um welche Verpackungsvariante handelt es sich? |
| Handbefüllung, halbautomatisch, Maschinenlösung |
| Produktionsmengen |
| Maschinengeschwindigkeiten |
| Innerbetriebliche Produktionsstandorte |
| Gewicht/Maße |
| !!! Es müssen immer der Produktionsablauf und die Abpackprozesse berücksichtigt werden !!! |
| Welche logistischen Anforderungen werden von dem Packmittel gefordert? |
| Interne Transportbedingungen |
| (Palettenart, Transportsicherung, andere Transportmittel) |
| Lagerbedingungen |
| Externe Transportbedingungen |
| Mögliche Versandarten (Paketdienst, Spedition Bahn, Luftfracht, Seefracht) |
| Welche Anforderungen hinsichtlich Verkaufs- und Marketingfunktion sind bei der Entwicklung zu beachten? |
| Um welchen Verpackungstyp handelt es sich (Versandverpackung, Lagerkarton, Regalkarton, Display)? |
| Ist eine besondere Optik erwünscht (Konstruktion, Materialauswahl, Bedruckung mit welchem Druckverfahren)? |
| Wiedererkennungswert |
| Welche Kriterien für den Handel beziehungsweise für den Endverbraucher sind zu beachten? |
| Handling |
| (einfachste Handhabung und Entnahme des Produktes) |
| Öffnungsmöglichkeit ohne Hilfsmittel |
| Maximalgewicht beachten |
| Regalfähig (Maße, Stapelfähigkeit) |
| Kommissionierung |
| Entsorgung |
| Monostoffverpackung |
| Einfache Zusammenlegbarkeit |
| Umwelt |
| Naturprodukt (Verklebung mit Stärkekleister, Bedruckung mit wasserlöslichen Farben) |
| Entsorgung (problemlos über Abfallentsorger / Wertstoffsammelstellen, Resy, Interseroh, Grüner Punkt) |
| Bei dieser Menge von Anforderungen ist es unmöglich, alle in gleichem Maße zu erfüllen. Deshalb ist es wichtig, dass die Fülle von Anforderungen in einer Prioritätenliste geordnet wird. Je nach Gewichtung der einzelnen Kriterien ergeben sich dann unterschiedliche Lösungsansätze. Kriterien sind zum Beispiel: 1. Produktschutz, 2. Präsentation, 3. Handling, 4. Logistik, 5. Verpackungskosten, 6. Prozesskosten |
| Was muss beachtet werden, wenn eine Maschinenlösung zum Aufrichten und Abpacken gefordert ist? |
| Gibt es einen bestehenden Maschinenpark oder ist eine neue Maschine erforderlich? |
| Maschinentyp |
| FK-Aufrichter, Side-Packer, Top-Loader |
| Tray-Aufrichter |
| Wrap-Around |
| Anordnung der Klebelaschen (Position der Leimspuren, Faltwerkzeuge) |
| Welches Druckverfahren soll zum Einsatz kommen? Welche technischen Vorgaben sind damit verbunden? |
| Flexodruck |
| Preprint (Rollenvordruck) |
| Postprint (Direktdruck) |
| Offsetdruck |
| => Druckfreigabe immer durch den Kunden oder durch einen vom Kunden bestätigten farbverbindlichen Druckproof |
Abb.12.10: Checkliste für ein Packmittel aus Wellpappe (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
12.3.4 Ideenfindung und Präsentation
Je nach Größe und Umfang des Entwicklungsauftrages können Entwicklungsteams aus Fachkräften der gesamten Supply-Chain zusammengestellt werden. Dadurch können die unterschiedlichen Anforderungen am besten berücksichtigt werden. Unterschiedliche Konzeptideen werden erkundet und zu neuen Lösungen kombiniert.

Abb. 12.11: Supply-Chain für Pralinen (Quelle: www.mm-karton.com/nachhaltigkeit/kartonlebenszyklus)
Sogenannte Kreativitätstechniken (siehe Kapitel 12.3.2) werden angewendet, um viele alternative Lösungen zu finden. Es entstehen erste Entwürfe und Skizzen. Dies passiert heute immer noch traditionell mit Bleistift und Papier, aber auch immer öfter durch den Einsatz professioneller Grafikpads.
- Zum Verfassen von Kommentaren bitte anmelden.
12.3.5 Beschreibung der ausgewählten Pack- und Packhilfsstoffe
Um dem Kunden eine tragfähige Lösung präsentieren zu können, kommt der richtigen Materialauswahl eine entscheidende Bedeutung zu. Bei der Fülle an Packstoffen, die heute auf dem Markt erhältlich sind, ist dies eine große Herausforderung. Mit einigen Schlüsselfragen lässt sich das Problem aber gut eingrenzen. Welches Gewicht hat das zu verpackende Gut? Kann es mittragen (wie zum Beispiel Glasflaschen in einer Getränkebox aus Wellpappe), kann es Kräfte aufnehmen oder muss es gut durch Polster beziehungsweise Einlagen geschützt werden? Welchen Belastungsarten muss das Produkt entlang der gesamten Lieferkette standhalten? Mit welchen Veredelungstechniken soll das Material im Herstellungsprozess bearbeitet werden? Welche Maschinenlauffähigkeiten und welche Verarbeitungseigenschaften weist das Material im gesamten Produktionsprozess auf? Welche speziellen Anforderungen und Wünsche hat der Kunde an das Material noch? Werden die aktuell gültigen Recyclingvorschriften eingehalten? Ist das gewählte Material beispielsweise nachhaltig?

Abb. 12.12: erste Handskizzen verschiedener Displaylösungen (Quelle: Prospekt, innovativ denken, ganzheitlich lösen, sicher umsetzen – www.thimm.de)
Oft sind Belastungstests erforderlich, um Überverpackung zu vermeiden. Diese Tests simulieren die Belastungseinflüsse entlang der Supply-Chain. Gegebenenfalls können unterschiedliche Materiallösungen präsentiert und in der Lieferkette (zum Beispiel Transportsimulation oder Abpacktests) getestet werden. Das erleichtert möglicherweise die Entscheidung für das am besten geeignete Material.
Technische Datenblätter der Hersteller bieten Orientierung bei der Materialwahl. In der Regel findet man die erforderlichen Informationen über die jeweiligen Materialien in den technischen Datenblättern der Packstoffhersteller (Folien, Verbundstoffe, Karton Vollpappe, Papier). Für Wellpappe hält jede Wellpappfirma eine Wellpappensortenliste bereit. Hier wird dargestellt, welche Papierqualitäten für die einzelnen Bahnen verwendet werden, um die gewünschte Wellpappqualität nach DIN 55468 zu erreichen. Für Karton finden sich die erforderlichen Datenblätter leichter auf den Internetseiten der Packstoffhersteller. Gute Infos findet man zum Beispiel auf iggesund.com. Für Wellpappenrohpapiere findet man hier hilfreiche Datenblätter: https://www.hamburger-containerboard.com/de/main/produkte/ und https://www.mondigroup.com/en/products-and-solutions/containerboard/containerboard-products/
Ähnlich Kompliziert ist die Zusammensetzung der einzelnen Papierlagen bei Papierhülsen. Die genaue Lagenzusammensetzung ist in beiden Fällen ein sehr heikles Thema: Es wird oft streng als Betriebsgeheimnis gehütet.


Abb. 12.13: Es wird unterschieden zwischen Packstoffprüfungen und Packmittelprüfungen. Die Abbildung zeigt die vier gängigsten Testverfahren für Wellpappe (Kantenstauchwiderstand, Berstdruck, Biegesteifigkeit und Durchstoßwiderstand). Stapelstauchdruckprüfungen sind die am häufigsten durchgeführten Tests, um zu erkennen, ob das Packmittel die Vorgaben erfüllt. Falltests können aus den geforderten Höhen durchgeführt werden. Spezielle Prüfungen können spezielle Klimabedingungen simulieren – zum Beispiel Kondenswasserbildung im Klimaschrank. (Quelle: https://www.bfsv.de/home/)
- Zum Verfassen von Kommentaren bitte anmelden.
12.3.6 Herstellung erster Entwürfe
Die Herstellung erster Entwürfe hat sich heute in zwei Richtungen entwickelt. In der Entwicklungsphase werden mit einem leistungsfähigen 3D-CAD-System technische Zeichnungen am PC gezeichnet. Der dabei entstehende Datensatz wird als Basis für zwei mögliche Ausgabevarianten verwendet. (CAD = computer-aided Design. Die Daten lassen sich perspektivisch dreidimensional darstellen oder auch als offener Zuschnitt.)

Abb.12.14a: offener Zuschnitt (es fehlen hier noch wichtige Maße) und 3D-Ansicht eines Packmittels für ein Feuerzeug (Quelle: Eigene Darstellung)
Wenn der Kunde sehr wenig Zeit hat und / oder wenn die Konstruktion nicht sehr kompliziert ist, wird aus den zweidimensionalen CAD-Daten ein 3D-PDF erzeugt, das dem Kunden per E-Mail zur Ansicht zugesendet wird. Dieses 3D-PDF kann noch mit dem Drucklayout kombiniert werden, sodass der Kunde eine sehr gute virtuelle Vorstellung der Packmittelentwicklung bekommt. Darüber hinaus verfügen modernste CAD-Systeme heute über die Möglichkeit, das Packmittel in einem virtuellen POS (Point of Sale) zu präsentieren. So kann sich der Kunde virtuell an Regalen mit seinen virtuell verpackten Produkten entlang bewegen.

Abb.12.14b: Die Abbildung zeigt eine 3D-Storesimulation mit Displaylösungen und Packmitteln (Quelle: STI-Group.com)

Abb.12.14c: Beispiele für Weißmuster (Quelle: FFI-Seminar, Praxis vor Ort, Live in der Praxis - Magnum, VG Nicolaus Kempten 12/05)
Grundsätzlich zeigt erst die Praxis, ob eine Idee hält, was sie verspricht. Deshalb wird in der Regel vor jedem Produktionsauftrag ein reales Funktionsmuster – auch „Handmuster“ oder „Weißmuster“ genannt – angefertigt. Insbesondere, wenn die Konstruktion komplizierter ist oder eine Kleinserie für Abpackversuche benötigt wird, oder wenn ganze digital bedruckte Kleinserien hergestellt werden sollen, werden die CAD-Daten für die Herstellung des dreidimensionalen Handmusters auf modernsten Schneid- beziehungsweise Rillplottern verwendet.
Um ein brauchbares Ergebnis des Handmusters zu bekommen, muss die Schneidanlage entsprechend gerüstet werden. Hierzu müssen das Schneidmesser und das Rillrad auf das zu bearbeitende Material angepasst werden. Die richtigen Vorschubdaten sind in der Regel in der Schneidsoftware des Plotters hinterlegt und müssen nur materialbezogen richtig ausgewählt werden. Informationen findet man bei den Maschinenherstellern von Schneidplottern – zum Beispiel
https://www.zund.com/de/ oder https://www.lasercomb.com/de/. Um präzise Handmuster zu erhalten, müssen Riller gegebenenfalls von Hand nachgerillt, Rückstellkräfte minimiert und die entsprechenden Laschen gequetscht werden. Mit dem so hergestellten realen Handmuster lassen sich die Handhabung sowie die Funktionalität natürlich am besten überprüfen.

Abb. 12.15: Arbeiten im Entwicklungskreis – Änderungen sind so lange einzupflegen, bis der Kunde zufrieden ist. (Quelle: Eigene Darstellung)
Ist das virtuelle Handmuster fertig, so kann mit entsprechender Software noch das Palettierungsschema erzeugt werden; so können Logistikprozesse optimal simuliert werden. Wird hier festgestellt, dass unnötig Transportkapazität durch ungünstige Größenverhältnisse verschenkt wird, kann noch Abhilfe geschaffen werden, bevor der Auftrag in Produktion geht. Ist aus entwicklungstechnischer Sicht alles Mögliche getan, so kann das fertige Handmuster dem Kunden zur Entscheidung vorgelegt werden.

Abb. 12.16: Simulationssoftware, die zeigt, wie die einzelnen Wellpappkisten auf der Palette gestapelt werden können (Quelle: erpa.de)
- Zum Verfassen von Kommentaren bitte anmelden.
12.3.7 Entscheidung und Freigabe durch den Kunden
Erst wenn der Kunde die Sicherheit hat, die bestmögliche Entwicklungslösung in Händen zu halten und alle Aspekte im Funktionsmuster hinreichend berücksichtigt sind, wird er die Freigabe über das angefragte Auftragsvolumen erteilen. Bei Auftragserteilung werden die Entwicklungskosten in aller Regel dem Kunden gutgeschrieben und nicht in Rechnung gestellt. Falls der Auftrag nicht zustande kommt, können dem Kunden die Entwicklungskosten in Rechnung gestellt werden. Wird der Auftrag erteilt, so fertigt die Entwicklungsabteilung am CAD-Programm noch die Vernutzung an. Diese Daten dienen dem Stanzformenbauer als Grundlage zur Herstellung des Stanzwerkzeugs. Ebenfalls können der Standbogen geplottet und benötigte Lacktücher angefertigt werden.
- Zum Verfassen von Kommentaren bitte anmelden.
12.3.8 Planung des Produktionsprozesses
Wenn der Kunde den Auftrag soweit freigegeben hat, erhält die Arbeitsvorbereitung ihren betriebsinternen Auftrag. Zur Abrundung der Projektarbeit soll in einem bebilderten Überblick aufgezeigt werden, auf welchen Produktionsmaschinen der Auftrag in der Realität laufen soll. Für die ebenfalls später noch durchzuführende Packmittelkalkulation ist es hier bereits schon sinnvoll, sich über die Maschinenformate, die Maschinengeschwindigkeit beziehungsweise -leistung, benötigte Rüstzeiten und Maschinenstundensätze zu informieren (siehe technische Datenblätter der Maschinenhersteller https://www.bobst.com/dede/, https://heidelberg.com/global/de/). Dies kann im Rahmen der Aufgabe durch das Betriebsinterview im Ausbildungsbetrieb oder durch eine Internetrecherche erfolgen.
- Zum Verfassen von Kommentaren bitte anmelden.
12.3.9 Aufbauanleitung
Bei komplexeren Entwicklungsaufträgen wie zum Beispiel Displays, Befüll- und Aufbauvorgänge für Konfektionieraufgaben beim Kunden oder Spielbausätze für Kinder gehört eine übersichtlich bebilderte Aufbauanleitung mit zum Lieferumfang des Entwicklungsauftrags. Aussagekräftige Abbildungen mit Pfeilen, die die Aufstellrichtung der Laschen kennzeichnen, oder kurze Textbausteine können hier für Klarheit sorgen (siehe Beispielprojektarbeit im Anhang).
- Zum Verfassen von Kommentaren bitte anmelden.
12.4 Grundlegende Informationen zur Projektorganisation
12.4.1 Der Projektbegriff
Bei einem Projekt handelt es sich um eine inhaltlich und zeitlich begrenzte Aufgabe. Die zu bearbeitende Aufgabe weist eine hohe Komplexität auf. Projektarbeit erfolgt in der Regel immer in einem eigens für diese Aufgabe zusammengestellten Team. Die Projektarbeit sollte mit klaren Zielvorgaben definiert sein. Die Aufgabenstellung sollte einen gewissen Neuigkeitscharakter für das Projektteam haben.Diese allgemeine Definition des Projektbegriffes bedarf für unsere schulische Ausführung einiger wichtiger Erläuterungen.
Klären wir diesen Sachverhalt kurz an folgendem Projektbeispiel: Entwickeln Sie eine Verkaufsverpackung für Kosmetikfläschchen, die als Standardfaltschachtel A20.20.01.03 realisiert werden kann. Die Komplexität der Aufgabe ist für angehende Packmitteltechnologen bereits ein Projekt. Für einen erfahrenen Mitarbeiter in der Entwicklungsabteilung eines Packmittel erzeugenden Betriebs ist sie lediglich eine ganz normale Aufgabe, ein Auftrag als Tagesgeschäft.
| Merkmale einer Projektarbeit | Schulprojekt eines angehenden Packmitteltechnologen | Industrieprojekt eines erfahrenen Packmittelentwicklers |
| Aufgabe mit zeitlicher Befristung = vorgegebener Abschlusstermin und enger Zeitrahmen | Liegt vor = Abgabetermin der Projektarbeit | Liegt vor = Liefertermin |
| Aufgabenstellung mit hoher Komplexität, Neuigkeitscharakter und Risiko | Der Auszubildende macht eine komplexe Aufgabe zum ersten Mal. Der Schwerpunkt liegt mehr auf der richtigen Verknüpfung der Teilaufgaben als in der komplexen Neuentwicklung eines Packmittels. | Die in Abschnitt 12.3.2 dargestellte Aufgabe ist für einen erfahrenen Packmittelentwickler absolutes Tagesgeschäft ohne jeglichen Neuigkeitscharakter. |
| Begrenzte finanzielle Mittel und begrenzte Ressourcen | Liegt indirekt vor, da vorhandene Materialien und Maschinen sehr begrenzt sind. Eine Budgetierung bleibt aber vollständig außer Acht. | Der fi nanzielle Rahmen wird hier durch die Preisvorstellung des Kunden vorgegeben und ist leider oft Ausschlusskriterium für die Auftragsvergabe. Bei komplexen Entwicklungen wird eine Budgetobergrenze vorgegeben. |
| Fachübergreifende Teamarbeit | Kann nur im Rollenspiel simuliert werden – siehe Übersicht Abb. 12.6 der Projekt-beteiligten. | Aus jedem Fachbereich sollte ein absoluter Fachmann im Projektteam sitzen – dies ist ein entscheidender Faktor zum guten Gelingen eines Projektes. |
| Erfüllung der Zielvorgabe | Es kann sein, dass das schulische Projektziel gerade erreicht ist, das Ergebnis für die Realität aber nicht ausreichend ist. Kostenziele können hier nicht berücksichtigt werden. | Umsetzung von messbaren Zielvorgaben hinsichtlich: Umsetzung der Kundenwünsche, Qualität, Termineinhaltung und Kostenvorgaben |
Abb. 12.19: Abwicklung eines Projektauftrages durch erfahrene Kräfte in der Industrie im Vergleich zu einem Schulprojekt (Quelle: Eigene Darstellung)
Aus dieser Gegenüberstellung wird ersichtlich, dass alle laufend durchzuführenden Prozesse in einem Betrieb nicht als Projekt anzusehen sind. Das in Abschnitt 12.3.2 dargestellte Entwicklungsprojekt wäre hingegen auch für den erfahrenen Packmittelentwickler eine herausfordernde Projektarbeit. Für die Lehrperson bedeutet dies, dass der Schwierigkeitsgrad der Projektarbeit unbedingt auf das Niveau des jeweiligen Schülers anzupassen ist. Eine Differenzierung innerhalb der Klasse ist hier absolut empfehlenswert, um durch unterschiedliche Schwierigkeitsgrade die Schüler angemessen zu fordern und zu fördern.
- Zum Verfassen von Kommentaren bitte anmelden.
12.4.10 Pflegen eines Tätigkeitsberichts
Der genaue Nachweis geleisteter Tätigkeiten während der Arbeitszeit ist heute Standard im Betrieb. Um dies für das Berufsleben entsprechend einüben zu können, soll bei jeder Unterrichtseinheit der Projektarbeit genau notiert werden, woran, wie lange gearbeitet wurde. Bei einer abschließenden Analyse kann so festgestellt werden, ob die Zeit sinnvoll genutzt wurde oder ob viel unnötiger Leerlauf vorhanden war. Zudem lässt sich feststellen, welche Arbeiten leicht fielen und schnell erledigt waren und welche Tätigkeiten viel Zeit in Anspruch genommen haben.
- Zum Verfassen von Kommentaren bitte anmelden.
12.4.2 Projekttypen
Die in einem Packmittel erzeugenden Betrieb durchzuführenden Projekte können höchst unterschiedlich sein. Projekte unterscheiden sich nach...
• der Aufgabenstellung (Entwicklungsprojekt, Neuanschaffung einer Maschine, Optimierung der innerbetrieblichen Logistik, Neubau einer Fabrikhalle),
• Projektgröße und Umfang (Einsatz der finanziellen Mittel, beteiligte Mitarbeiter, Zeitrahmen),
• Innovationsgrad und Neuigkeitscharakter (höhere Stückzahlen in einem Produktionsprozess, neuartiger Verschlussmechanismus, neuartige auf der FKM klebbare Form) und dem
• Verhältnis zwischen Kunde und Packmittelbetrieb (Neukunde, Bestandskunde oder auch firmeninterne Auftraggeber).
In einem Packmittel erzeugenden Betrieb können je nach Projektaufgabe folgende Projekttypen auftreten:
• Logistikprojekt -> Neubau eines Hochregallagers,
• Inbetriebnahme einer neuen Produktionsanlage -> Einbindung einer neuen Digitaldruckmaschine in den Produktionsprozess und
• IT-Projekt --> komplette innerbetriebliche Vernetzung aller Produktionsmaschinen.
Je nach Projektaufgabe ist es sinnvoll, ein passendes Projektteam zusammenzustellen – gegebenenfalls auch mit externen Experten zum jeweiligen Thema.
- Zum Verfassen von Kommentaren bitte anmelden.
12.4.3 Voraussetzungen für ein erfolgreiches Gelingen des Projektes
Vor der Durchführung der eigenen Projektarbeit ist es empfehlenswert, beispielhaft den Workflow „Packmittelherstellung“ im Wiki für den Packmitteltechnologen (Band 1, Seite 56–80, Fallbeispiele für drei verschiedene Packmittel) zu studieren. Ausgehend von der Abfolge dieser Beispiele ist es ratsam, die Struktur auf das eigene Projektthema zu übertragen und die Projektplanung mit dem bereits vorhandenen Vorwissen aus den anderen Lernfeldern anzugehen. Als sehr hilfreich kann auch die zeitliche Vorstrukturierung der Lehrkraft angesehen werden. Aus dieser Map mit den eingetragenen Zeitumfängen lassen sich auch die während der Projektarbeit abzuarbeitenden Meilensteine entnehmen. Im echten Projektalltag spielt ein motiviertes Projektteam eine entscheidende Rolle für den erfolgreichen Abschluss des Projektes. Auch hier hat die Lehrperson bereits vorgearbeitet und alle Projektbeteiligten sowie deren Aufgabenbereiche benannt (siehe Kapitel 12.3.1, Abb. 12.5). Ausgehend vom Projektthema lassen sich die Kundenanforderungen und die Projektziele festlegen. In Zusammenhang mit dem vorstrukturierten Zeitplan lässt sich eine individuelle Mindmap mit allen auszuführenden Tätigkeiten erstellen. Im Anschluss daran kann die sinnvolle Reihung der Tätigkeiten vorgenommen und der voraussichtliche Zeitbedarf eingeschätzt werden.
Unabdingbare Grundvoraussetzung für ein Packmittelentwicklungsprojekt ist der sichere Umgang mit einem CAD-Programm. Falls hier Lücken bestehen, so sollten Schülerinnen und Schüler diese in eigenem Interesse in der Freizeit durch Wiederholung der Lerninhalte schließen. Weiter ist es von großer Bedeutung, sich bereits zu Beginn über die benötigten und zur Verfügung stehenden Ressourcen (erforderlicher Packstoffeinsatz, Fertigungsmöglichkeiten, eventuell benötigte Kleinteile,...) Gedanken zu machen. Denn was nützt die akribischste Planung, beispielsweise das schönste Handmuster, wenn es im Betrieb nicht produzierbar ist, weil die entsprechenden Maschinen nicht vorhanden sind. Um alle Vorgänge auch für Außenstehende (Kunden, andere Mitarbeiter) nachvollziehbar zu machen, ist eine Dokumentation aller Tätigkeiten in einer Projektausarbeitung unumgänglich.

Abb. 12.20: Die Abbildung zeigt eine Mindmap mit den eingetragenen Beginn- und Endzeiten der jeweiligen Tätigkeiten (Meilensteine). Der Zeitplan bezieht sich auf ein Schuljahr mit zehn Blockwochen á vier Unterrichtseinheiten. Die schulfreien Tage zwischen den einzelnen Blöcken werden von der Software mit aufaddiert. (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
12.4.4 Benennung aller Projektbeteiligten
Die Projektarbeit erfolgt in einer Art „Rollenspiel“. Der Schüler übernimmt als Hauptperson die Rolle des Projektverantwortlichen. Er soll Schritt für Schritt zusammen mit den Projektmitgliedern (siehe Kapitel 12.3.1, Abb. 12.5) eine erfolgreiche Projektarbeit abliefern. Die Lehrperson schlüpft dabei in zwei unterschiedliche Rollen. Zum einen tritt sie als Kunde auf, indem sie im Kundengespräch das Thema für das Projekt formuliert: Die konkreten Bestandteile werden in diesem Kundengespräch präzisiert und schriftlich als verbindlich umzusetzende Kundenanforderungen festgehalten. Zum anderen tritt die Lehrperson als Entwicklungskoordinator auf, der dem Projektverantwortlichen (Schüler) jederzeit bei Defiziten aller Art mit fachlichen Ratschlägen zur Verfügung steht, um das Voranschreiten der Projektarbeit zu gewährleisten. Ebenfalls hat der Schüler als Projektverantwortlicher die Möglichkeit, sich bei seinen Mitschülern, die ihrerseits auch an einem Projektthema arbeiten, Informationen einzuholen. Als weitere Projektteammitglieder stehen die sehr erfahrenen Mitarbeiter des Ausbildungsbetriebs zur Verfügung. Insbesondere der Ausbilder im Betrieb ist hier erster Ansprechpartner. Er kann weitere innerbetriebliche Kontakte zur speziellen Informationsbeschaffung knüpfen. Die Lehrkraft im Fach „Deutsch“ unterstützt die Projektarbeit durch die Vorbereitung der Dokumentation. Ferner können im Fach „Deutsch“ einzelne Meilensteine vorbereitet werden: Dazu zählen die Beschreibung der Materialauswahl oder die Vorgangsbeschreibung über das Plotten.
„Berufssprache Deutsch“ findet während der Projektarbeit viele Anknüpfungspunkte. Exemplarisch sind hier einige Themen genannt, die im Deutschunterricht fachkundig vorbereitet beziehungsweise begleitet werden können: Aufbau der Gliederung einer Dokumentation, Quellenangaben und richtig zitieren. Was kommt in den Anhang? Z. B. die Beschreibung und Begründung der Materialauswahl, die Beschreibung der Ideenfindung mithilfe von Standards oder Bildern aus der Internetrecherche/Marktanalyse oder eine Vorgangsbeschreibung über das Plotten, beziehungsweise die stichpunktartige Beschreibung einer Aufbauanleitung.
In der Realität werden die Projektteams aus hochmotivierten Fachkräften des jeweiligen Fachbereichs zusammengestellt. Die Arbeitstätigkeiten in der Zeit zwischen den Projektmeetings laufen weitgehend unabhängig ab, bis in einem weiteren Projektmeeting eine neue Abstimmung erfolgt. Wer nimmt an dieser Besprechung teil? Bei dem in Kapitel 12.3.1 vorgestellten Beispiel kann dies zum Beispiel ein erfahrener Packmittelentwickler aus dem Faltschachtelbereich sein, ein Konstrukteur eines Abpackmaschinenbauers, ein Marketingfachmann des Lebensmittelmarkenartiklers und ein Fachmann aus dem Logistikbereich.
- Zum Verfassen von Kommentaren bitte anmelden.
12.4.5 Erste Projektvorschläge – Projektidee
Ausgehend von den klar formulierten Kundenanforderungen und nach Durchführung einer Marktanalyse (imitative Problemlösung – Lösung nach einem Vorbild) kann der Projektverantwortliche nun mithilfe verschiedener Kreativitätstechniken (Brainstorming, Mindmapping, Morphologische Analyse, merkmalgestützte Assoziation) Lösungsvorschläge (innovative Problemlösungen) skizzieren. Diese können mit Bleistift und Papier, aber auch mit einem modernen Zeichenpad angefertigt werden. Kurze Stichworte helfen für das Verständnis. Nach Rücksprache mit dem Entwicklungskoordinator wird die vielversprechendste Variante für den weiteren Projektverlauf ausgewählt und weiter ausgeführt.
- Zum Verfassen von Kommentaren bitte anmelden.
12.4.6 Auftragsklärung in einem Lasten- und Pflichtenheft
Zu Beginn der Projektarbeit sollten die besprochenen Kundenanforderungen in einem Lastenheft festgehalten werden. Hier sollte zum Ausdruck gebracht werden, was der Auftraggeber (Kunde) von dem Projekt erwartet. Der Auftragnehmer (Packmittelbetrieb, vertreten durch den Projektverantwortlichen) beschreibt im Pflichtenheft, wie er die Projektrealisierung durchführen will.
Im Pflichtenheft beschreibt der Projektverantwortliche, wie er die Projektumsetzung im Detail plant. Dabei ist der Projektstrukturplan mit den einzeln aufgeschlüsselten Arbeitspaketen der Mindestbestandteil eines Pflichtenheftes. Weiter sollte klar festgelegt sein, wie die entsprechenden Dateien allgemeinverständlich abgespeichert werden können, damit sich alle Projektbeteiligten problemlos in den Datenordnern zurechtfinden können. Bei kleineren Aufträgen mit exakt definiertem Ergebnis, so wie in unserem Fall, ist kein eigenes Pflichtenheft notwendig.
Das Lastenheft beschreibt ergebnisorientiert die Gesamtheit der Kundenanforderungen aus Sicht des Auftragnehmers (Projektverantwortlicher des Packmittelbetriebes). Erstellt der Packmittelbetrieb mithilfe einer Checkliste das Lastenheft, so hat dies den großen Vorteil, dass dort nur Dinge fixiert werden, die auch tatsächlich im Projekt umgesetzt werden können. Für den Kunden ergibt sich daraus der Nachteil, dass die Projektlösung womöglich nicht genau seinen Anforderungen entspricht.
- Zum Verfassen von Kommentaren bitte anmelden.
12.4.7 Anforderungen an den Projektverantwortlichen
Bei der Projektarbeit soll der Projektverantwortliche (Schüler) seine Kompetenzen nochmals erweitern. Die notwendigen Kompetenzen eines Projektleiters können der folgenden Übersicht entnommen werden (Abb. 12.21). Grundsätzlich sollten Mitarbeiter, die in einem Projektteam arbeiten, die erforderlichen persönlichen Eigenschaften und Fähigkeiten aufweisen. Diese sind in der Abbildung 12.21a aufgelistet.
Projektverantwortliche in der Packmittelentwicklung müssen hohe personale, soziale, analytische und methodische Kompetenz mitbringen. Engagement, Motivationsfähigkeit gegenüber Teamkollegen und hohe Stresstoleranz sind bei Mitgliedern von Projektteams gefordert. Nörgler, kontaktarme Tüftler, Einzelgänger und Besserwisser sind hier fehl am Platz.

Abb. 12.21: Anforderungsprofil für einen Projektverantwortlichen (Quelle: Eigene Darstellung)
| Positive Eigenschaften und besondere Fähigkeiten | Negative Eigenschaften und unzureichende Fähigkeiten |
| • Selbstdisziplin • Engagement • Motivationsfähigkeit gegenüber Teamkollegen • von den Kollegen anerkannt • Bereitschaft zur Übernahme von Aufgaben und Verantwortung • Kontaktbereitschaft • hohe Stresstoleranz • Integrationsfähigkeit • Flexibilität | • Nörgler • mundfaule Tüftler • Einzelgänger • Besserwisser • Neigung zur Grüppchenbildung • Starallüren |
| • hohe Fachkompetenz • vielseitige Methodenkompetenz • Kenntnis der Anwendungsprobleme | • fachliche Inkompetenz • chaotische Arbeitsorganisation |
Abb. 12.21a: gewünschte und unerwünschte Eigenschaften von Mitgliedern eines Entwicklungsteams. (Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
12.4.8 Meilensteine festlegen
Um wichtige Aufgaben und Termine innerhalb des Projektes hervorzuheben, sollten sogenannte Meilensteine definiert und explizit dargestellt werden. Dadurch wird das ganze Projekt übersichtlicher und beherrschbarer gemacht. Der Entwicklungsprozess eines Packmittels gibt bestimmte Tätigkeiten strukturell vor, die bis zu einem bestimmten Zeitpunkt erfüllt sein müssen. Ohne die erfolgreiche Bearbeitung dieses Punktes macht es keinen Sinn, den nächsten Punkt anzugehen. Ein Meilenstein kann eine Entscheidungssitzung sein, die Festlegung des verwendeten Packstoffs, aber auch ein Schriftstück, eine CAD-Zeichnung, CAD-Vernutzung,..., in dem/in der die wesentlichen Punkte zur Lösung der Problemstellung festgehalten werden. Ein Meilenstein kennzeichnet den Weg, den das Projekt schon genommen hat. Darüber hinaus liefern Meilensteine allen Projektbeteiligten einen guten Überblick, wie weit das Projekt bereits gediehen ist.
Meilensteinplanungen sollten jedoch auch eine gewisse Flexibilität aufweisen. So ist bei einem Projekt aus der Sparte „Hülsen“ eine CAD-Zeichnung wenig sinnvoll. In diesem Fall reicht in Absprache mit dem Entwicklungskoordinator eine einfache technische Zeichnung per Hand. So macht es zum Beispiel keinen Sinn, mit der Vernutzung der Stanzform zu beginnen, wenn die Zeichnungen der Einzelteile noch nicht abgeschlossen sind. Die Kalkulation des Packmittels ist erst sinnvoll, wenn alle Einzelbestandteile in fertiger Form vorliegen. Der konkrete Produktionsablauf ist erst planbar, wenn das Handmuster komplett fertig und geprüft ist.
- Zum Verfassen von Kommentaren bitte anmelden.
12.4.9 Projektfahrplan festlegen
Um eine komplexe Projektaufgabe zielgerichtet und termingerecht durchführen zu können, ist eine gute Zeitplanung nötig. Da zu Projektbeginn noch längst nicht alle Tätigkeiten, die während des ganzen Projektes anfallen, bekannt sind, ist eine permanente Kontrolle und Anpassung dieser Teilschritte notwendig. Folgende Fragestellungen helfen, die Projektplanung zu strukturieren und überschaubar zu machen:
• Welche Aktivitäten sind für das Erreichen der Projektziele nötig? Das lässt sich zum Beispiel durch Brainstorming und Mindmapping aller notwendigen Tätigkeiten von der Kundenanfrage bis zum versandfertigen Packmittel ermitteln.
• Welcher Zusammenhang besteht zwischen den einzelnen Aufgaben? Zum Beispiel CAD-Zeichnen – Plotten des aktuellen Entwurfs – erneutes Einpflegen von Kundenwünschen.
• In welchen Phasen soll das Projekt abgewickelt werden? Eine mögliche Abfolge: Informationsphase, Planungsphase, Durchführungsphase, Analyse und Bewertung sowie Dokumentation. Die Reihenfolge kann sich für kleine Teilprozesse des Projektes beliebig oft wiederholen. Dafür muss ein Zeitplan festgelegt werden. Diesen sollte die Lehrperson vorgeben, da den Schülern dafür das Erfahrungswissen fehlt.
• In welcher Reihenfolge sind die Aktivitäten zu erledigen? Zum Beispiel geben produktionstechnische Gegebenheiten die Reihenfolge der Tätigkeiten vor: Drucken, Stanzen, Kleben oder CAD-Zeichnung fertigstellen, um eine verbindliche Vernutzung planen zu können.
• Welche Arbeitspakete können parallel ausgeführt werden? Zum Beispiel erstellt ein Schüler mit einem anderen Schüler gemeinsam die bebilderte Aufbauanleitung, da es schwierig ist, gleichzeitig Fotos zu machen und die Konstruktion in einer bestimmten Position zu halten.
• Welcher Zeitumfang wird für die einzelnen Aktivitäten benötigt? Da es für angehende Packmitteltechnologen sehr schwierig ist, abzuschätzen, wie lange man für die einzelnen Tätigkeiten braucht, gibt die Lehrperson den Zeitplan grob vor. Dieser ist dann von jedem Projektverantwortlichen (Schüler) auf sein konkretes Thema individuell anzupassen.
• Welche Meilensteine gilt es zu beachten und abzuarbeiten? Auch hier trifft die Lehrperson bereits eine konkrete Vorauswahl. Je nach Projektthema können sich jedoch Abweichungen ergeben. So ist die Handmusterherstellung im Papierhülsenbereich meist wesentlich stärker von handwerklichen Tätigkeiten geprägt als im Wellpappbereich. Ebenfalls gibt es dort gar keine CAD-Vernutzung – auch die Produktionsprozesse und die Kalkulation sehen vollkommen anders aus.
• Welche Materialien / Ressourcen sind wann in welchem Umfang bereitzustellen? Hier ist es ratsam, rechtzeitig über das durchzuführende Betriebsinterview im Ausbildungsbetrieb die geforderten Informationen (Maschinenformate, Maschinengeschwindigkeit, vorhandene Materialien) abzufragen, um diese dann während des Projektverlaufs zur Verfügung zu haben. Wenn rechtzeitig absehbar ist, dass spezielle Materialien benötigt werden, so können diese über die Schule auch bei den entsprechenden Firmen angefordert werden.
• Welche Kostenarten fallen bei welchen Arbeitstätigkeiten an? Für die später zu erstellende Kalkulation ist es hilfreich, sich schon bei der Beschaffung der Materialien Gedanken zu machen, welchen Preis das Material hat, welcher Maschinenstundensatz bei den eingesetzten Maschinen zugrunde gelegt ist usw. ...
• Wie hoch werden die Gesamtkosten des Projektes sein? Zur Berechnung der Gesamtkosten ist es wichtig, sich rechtzeitig über die Lohn-, Fertigungs- und Betriebsgemeinkosten im Betriebsinterview zu informieren. Welche branchentypischen Gewinnzuschläge werden eingerechnet?
• Welche qualitätssichernde Maßnahmen werden während der Projektarbeit ergriffen? Da der Rahmen der Projektarbeit zeitlich sehr begrenzt ist, reicht hier exemplarisch ein Testverfahren, um die Qualitätsicherung in einem Bereich der gesamten Projektarbeit exemplarisch darzustellen.
• Welches Risiko zur Zielerreichung ist in der Planung vorhanden – und wie kann das Risiko minimiert werden? Zeitverschwendung zu Projektbeginn, wenig zielgerichtetes Arbeiten, zu hoch gesteckte komplizierte Ziele, die über CAD nicht umsetzbar sind, können zu unvorhergesehenen Projektverzögerungen führen. Stellt man dies während der Projektarbeit fest, so sollte möglichst schnell ein einfach zu realisierender „Plan B“ entwickelt werden, um den Schaden so gering wie möglich zu halten.
• Wie kann das ganze Projekt dokumentiert werden? Auch hierzu gibt es Vorlagen von bereits durchgeführten Projektarbeiten. Wichtig ist, dass die im Einzelnen durchgeführten Schritte der Projektarbeit für einen Laien gut nachvollziehbar sind. Hier wird oft übersehen, dass Inhalte (konkrete Beschreibung der Handmusterherstellung auf dem Schneidplotter) für die angehenden Packmitteltechnologen schon so selbstverständlich sind, dass diese in der Dokumentation nicht auftauchen. Dabei sind sie für das Gesamtverständnis der Arbeit enorm wichtig.
=> Schlechte Projektplanung ist die Hauptursache für Projektfehlschläge und mangelnde Zielerreichung. Wer sein Projekt nicht professionell managt und die Teambeteiligten nicht motivieren kann, gerät schnell in einen Teufelskreis unerledigter Aufgaben – mit bösen Folgen für Qualität und Termine.

Abb. 12.22: Werden immer wieder anstehende und abzuschließende Arbeiten nicht erledigt oder verschoben, so kommt man in einen Teufelskreis unerledigter Aufgaben. (Quelle: Eigene Darstellung)
Wie gelangt man in der Praxis zum Projektfahrplan (Projektinhalte und deren Zuordnung, Termine und Zeitbedarf ergeben dann den Projektablaufplan)? Hier hat sich in der Praxis der Einsatz von Mindmapping-Software (zum Beispiel Mindjet, Mind View) als sehr hilfreich erwiesen. Diese hat den Vorteil, dass neben der übersichtlichen Darstellung in einer Mindmap später auch Termine und Zeiten hinzugefügt werden können. Weiter lässt sich die erstellte Map in verschiedenen Formaten (Worddokument, OpenOffice) ausgeben. Somit können die Daten gleich zur Erstellung der Dokumentation verwendet werden.
Die einzelnen Äste in der Map sollten nur so weit aufgegliedert werden, dass die einzelnen Äste kontrollierbare Arbeitspakete darstellen. Dabei umfasst ein Arbeitspaket alle Vorgänge eines Projektes, die sachlich zusammengehören und in einer organisatorischen Einheit ausgeführt werden können. Wer welches Arbeitspaket ausführt, wird vom Projektverantwortlichen festgelegt (in diesem Projekt liegen alle Zuständigkeiten beim Projektverantwortlichen). So wäre es zum Beispiel durchaus denkbar, den Preis für die benötigten Stanzformen über den Ausbildungsbetrieb bei einem Stanzformenbauer anzufragen, um diesen dann mit in der Kalkulation aufzuführen.
Anschließend kann zu jedem Arbeitspaket die dafür benötigte Zeit abgeschätzt werden und in die Mindmap eingetragen werden. Die tatsächlich benötigte Zeit wäre dann wiederum Grundlage für die Kostenkalkulation der Projektarbeit.

Abb. 12.23: Gantt-Diagramm des Schulprojektes. In der linken Spalte sind die einzelnen Aufgaben und Tätigkeiten aufgeführt. In den folgenden Spalten finden sich die Start- und Endzeiten der einzelnen Aufgaben. Im breiten rechten Teil der Darstellung sieht man die Balken, die den Zeitverlauf über das Schuljahr hinweg kennzeichnen. (Quelle: Eigene Darstellung)
Mit Hilfe der Mindmapping-Software (Mindjet) lässt sich dann ein Projektterminplan (Gantt-Diagramm – benannt nach dem Erfinder des Diagramms) erstellen. Hierzu sind für jede Tätigkeit ein Startzeitpunkt und ein Endzeitpunkt festzulegen. Die Dauer jeder Tätigkeit muss zuvor sinnvoll abgeschätzt werden. Ferner können nachfolgende Tätigkeiten nur starten, wenn vorhergehende Tätigkeiten bereits abgeschlossen sind. Wichtig ist auch, dass die Meilensteine alle erreicht werden können. Um dies zu gewährleisten, sind gegebenenfalls Pufferzeiten einzuplanen.
- Zum Verfassen von Kommentaren bitte anmelden.
12.5 Bewertungskriterien der einzelnen Meilensteine
Zum besseren Überblick für den Schüler, welche Teilleistungen in die Projektbewertung einfließen, sind die wichtigsten Bewertungskriterien als Meilensteine aufgeführt. Die aufgeführten Meilensteine sind eine Auswahl von Möglichkeiten. Es können noch weitere hinzugefügt werden – zum Beispiel die Erstellung eines Projektplakats oder eine Kurzpräsentation der fertigen Arbeit vor der Klasse. Je nach Zeitrahmen der Projektarbeit können auch Meilensteine weggelassen werden.
- Zum Verfassen von Kommentaren bitte anmelden.
12.5.1 Marktanalyse
Durch die Marktanalyse soll der Schüler einen ersten Kontakt zum Thema bekommen. Er soll herausfinden, wie das Produkt seines Projektthemas heute nach dem Stand der Technik typischerweise verpackt wird. Bei dieser Projektarbeit geht es nicht primär um die große Neuentwicklung eines Packmittels, sondern vielmehr darum, einen kompletten Workfl ow – von der Kundenanfrage bis zum fertigen Handmuster – zum ersten Mal selbst real durchzuführen und die anschließenden Prozessschritte bis zum fertig produzierten Auftrag noch virtuell in der anzufertigenden Dokumentation zu planen. Somit ist es auch nicht „verboten“, ein bereits am Markt erhältliches bestehendes Packmittel gegebenenfalls mit kleinen Abänderungen „nachzubauen“, soweit es zum vorgegebenen Projektthema passt.
Die Marktanalyse kann als Internetrecherche oder als Unterrichtsgang (Store-Check) in die einschlägigen Geschäfte durchgeführt werden. Konkret sollte sie aus fünf bis zehn Bildern mit Quellenangabe bestehen. Zu jedem Bild soll eine kurze Aussage getroffen werden, warum es im Bezug zum Thema ausgewählt wurde. Dies kann ein positives oder auch ein verbesserungsfähiges Merkmal des Packmittels sein.
Das Dokument soll in übersichtlicher Weise im Projektordner des Schülers (Ordnername: Projekt_Nachname) gespeichert werden. Für eine gute Übersicht aller am Projekt beteiligten Personen ist es empfehlenswert, eine einheitlich festgelegte Ordnerstruktur und Dokumentbezeichnung für die im Laufe der Projektarbeit anzufertigenden Dokumente zu verwenden. Eine übersichtliche Projektstruktur ist eine Grundvoraussetzung für effektives Arbeiten. Beispielhafte Dateinamen, die für Übersicht sorgen können: „Klasse_Nachname_Marktanalyse.docx“, „Klasse_Nach-name_Materialauswahl.docx“, „Klasse_Nachname_Kalkulation,...“.
- Zum Verfassen von Kommentaren bitte anmelden.
12.5.10 Projektplakat
Zum Schluss der Projektarbeit kann vom Schüler ein Plakat (zum Beispiel auf Kartonbogen 700 x 1000 mm) mit den wichtigsten Inhaltspunkten der gesamten Projektarbeit erstellt werden. Ausgehend vom Projektthema sind die wichtigsten Stichpunkte zu den einzelnen Meilensteinen aufzuführen. Einige aussagekräftige Fotos, aufgeklebte Materialmuster und Handskizzen runden das Plakat ab. Dieses Plakat kann bei der abschließenden Projektpräsentation zum Einsatz kommen.


Abb. 12.25: Arbeitsproben einiger Projektplakate (Quellen alle Abbildungen: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
12.5.11 Präsentation der Projektarbeit
Zu einer so umfangreichen Projektarbeit, bei der alle Beteiligten ihr Bestes gegeben haben, gehört eine würdige Abschlusspräsentation. Je nach Ablauf, Umfang und Inhalten des Projektes bieten sich hier verschiedene Möglichkeiten an:
• Kurzpräsentation aller Arbeiten im Klassenraum innerhalb der jeweiligen Klasse,
• Kurzpräsentation einiger ausgewählter Arbeiten innerhalb der Fachstufe und
• Präsentation auf einer Messe (Marktplatzmethode).

Abb. 12.26: Die Projektabschlussmesse in der Aula der Berufsschule bildet den Projektabschluss. Je nach Größe der Veranstaltung können andere Klassen aus dem Schulhaus, die Ausbilder aus den Betrieben als Fachpublikum sowie weitere Interessenten zum Thema „Wie entstehen Verpackungen?“ eingeladen werden. (Quelle: https://www.bsz-lindau.de/berufsschule-lindau/schulorganisation/)
➔ Dokumentiert: Wellpappsortenliste

Abb: 12.27: Wellpappsortenliste (Quelle: http://www.logic-pricing.com/)
- Zum Verfassen von Kommentaren bitte anmelden.
12.5.2 Ideenskizze
Die Ideenskizze soll dem Betrachter einen ersten Eindruck, eine erste Visualisierung, der Verpackungslösung geben. Je umfangreicher und detailgetreuer die Verpackung mit dem zu verpackenden Gut dargestellt wird, desto besser ist der erste Eindruck beim Kunden. Durch eine gute Visualisierung der Idee mit verschiedenen Bleistiftskizzen bekommt der Kunde eine gute Vorstellung von der Idee des Verpackungsentwicklers. Je besser es durch die Skizzen gelingt, ein reales Bild beim Kunden zu erzeugen, desto wahrscheinlicher ist es, dass dieser sich später für den Entwicklungsvorschlag entscheidet.
Abb. 12.24: Einige Handskizzen von Schülerarbeiten. Schraffuren und Freihandlinien sind gut zu erkennen. (Quelle: Eigene Darstellung)

Abb. 12.24a: Display in Form eines Leuchtturms für Postkarten vgl. Abb.12.2 (Quelle: Eigene Darstellung)

Abb. 12.24b: Tray für Erdbeeren vgl. Abb.12.2 (Quelle: Eigene Darstellung)

Abb. 12.24c, linkes und rechtes Bild: Kleinteilebox aus Wellpappe mit Gefachelösung zur Unterteilung von verschiedenen Fächern (Quelle: Eigene Darstellung)

Abb. 12.24d, linkes und rechtes Bild: Präsentations- und Verkaufsverpackung für ein Flakon (Quelle: Eigene Darstellung)

Abb. 12.24e: Markierungshütchen für die Sporthalle in Form einer Pyramide (Quelle: Eigene Darstellung)
Folgende Punkte können als Bewertungskriterien der Ideenskizze verwendet werden:
Formale Kriterien
• Es wird grundsätzlich mit Bleistift (verschiedene Bleistifthärten ergeben einen unterschiedlichen Linien- und Schraffureindruck) gezeichnet und beschriftet.
• Die Beschriftung soll in schöner Handschrift oder in Normschrift erfolgen.
• Eine Skizze wird frei Hand gezeichnet – das heißt: ohne Lineal. Die Linien sollen aber trotzdem relativ gerade sein.
• Auf eine ordentliche Darstellung und Sauberkeit (keine Radierspuren) ist zu achten; gegebenenfalls ist die Skizze für die Abgabe ein weiteres Mal auf einem neuen Blatt zu zeichnen.
• Das A3-Blatt erhält unten rechts ein Schriftfeld mit Namen, Klasse, Gruppe, Datum und Thema des Projektes.

(Quelle: Eigene Darstellung)
Info Schraffur: Mit einer Schraffur kann man unterschiedliche Wirkungen in einer Zeichnung erzeugen. Die Schraffurrichtung (Richtung der Striche und Abstand, beispielsweise Dicke der Striche) hängt von der Wirkung ab, die man mit der Schraffur erzeugen möchte. Man kann zum Beispiel Licht und Schatten darstellen, ein Gefühl von Weite und Enge erzeugen, räumliche Formen von Körpern deutlich machen sowie Oberflächenstrukturen von Packmitteln darstellen.
Darstellungskriterien
Die Verpackungsidee ist in folgenden Ansichten zu zeichnen:
• Dreidimensionale Ansicht in isometrischer oder dimetrischer Projektion nach DIN 5 (Erklärung im Exkurs auf der Folgeseite).
• Ein flachliegender, offener Zuschnitt: Aus ihm muss hervorgehen, wie die einzelnen Klappen und Laschen des Packmittels angeordnet sind.

Die dimetrische Projektion wird verwendet, wenn eine Seite des Bauteils besonders wichtig ist. Die wichtigen Darstellungsinhalte sollten 7° zum Horizont gezeichnet sein, die andere Seite im 42° Winkel zum Horizont. Die im 42°-Winkel gezeichnete Seite wird halb so lang dargestellt wie in der Realität.

Bei der isometrischen Projektion werden beide Bauteilkanten gleich lang gezeichnet. Der Winkel zum Horizont beträgt jeweils 30° für den 90°-Winkel in der Realität.

Die Kabinett-Projektion ist eine ungenormte Darstellung. Eine Kante wird dabei parallel zum Horizont gezeichnet, die andere im 45°-Winkel dazu. Die schräg verlaufende Seite wird im Seitenverhältnis 1:2 verkürzt dargestellt.
(Alle Abbildungen: Quelle Eigene Darstellung)
• Mindestens ein Detail (zum Beispiel Verschluss, Aufhänger, Griff) muss ausgeführt sein.
• Das zu verpackende Gut soll ebenfalls mit den Hauptabmessungen skizziert werden. Es ist frei wählbar, ob diese Skizze in der Verpackung erfolgt oder als separate Darstellung neben dem Packmittel. Dabei ist die Darstellung in der Verpackung anspruchsvoller zu zeichnen, um hier eine bessere Visualisierung zuzulassen.
• Die wichtigsten Abmessungen sind in die einzelnen Ansichten einzutragen.
• Besteht die Verpackungslösung aus mehreren Einzelteilen, so sind für jedes Teil die Ansichten wie in Abbildung 12.24 zu zeichnen.
- Zum Verfassen von Kommentaren bitte anmelden.
12.5.3 Materialauswahl
Die Gebrauchstüchtigkeit eines Packmittels hängt wesentlich von der Wahl des richtigen Packstoffs ab. Hierbei müssen alle Einflussfaktoren auf das Material entlang der Supply-Chain, die aus den Kundenanforderungen hervorgehen, berücksichtigt werden. Beispielhafte Fragen, die sich hier stellen: Erfordert der Anwendungsfall eine nassfeste Wellpappenqualität? Sind besonders hohe Stapelstauchwerte zu erfüllen? Ist eine gute Bedruckbarkeit in einem speziellen Druckverfahren erforderlich? Und so weiter...
Antworten müssen auch auf die nachfolgenden Fragen gefunden werden: Wie lässt sich der ausgewählte Packstoff auf den zum Einsatz kommenden Weiterverarbeitungsmaschinen (Bedruckbarkeit, Stanzbarkeit, Rillbarkeit, Verklebung...) verarbeiten?
Durch welche weiteren Packstoffeigenschaften (zum Beispiel Schweißbarkeit, hohe Falzzahl oder Biegesteifigkeit bei einer Verpackungslösung aus beschichtetem Karton) können die geforderten Kundenanforderungen möglichst effizient umgesetzt werden?
Besteht die Verpackungslösung aus mehreren einzelnen Bauteilen, so muss für jedes Bauteil eine separate Materialauswahl erstellt werden. Natürlich muss dabei beachtet werden, dass nicht unnötig viele verschiedene Packstoffe zum Einsatz kommen, da dies unnötig viele Werkzeuge erfordern würde. Auch die Recyclingkosten werden durch eine Mehrstofflösung unnötig in die Höhe getrieben.
Zur besseren Übersichtlichkeit sollten die Bauteile in der gesamten Dokumentation identisch benannt werden.
Eine sinnvolle Struktur könnte so aussehen: Meine Verpackungslösung besteht aus drei verschiedenen Bauteilen sowie Packhilfsstoffen.
1. Umverpackung
Aufgaben der Umverpackung im Bezug zu den Kundenanforderungen (zum Beispiel Bedruckbarkeit, bestimmte Anforderungen an die Festigkeit (Welche Masse hat das zu verpackende Gut und welche Festigkeitsanforderungen ergeben sich daraus?), Sichtfensterausstanzung und Verklebung, Schutz gegen Feuchtigkeit, ...)
2. Einlage
Erforderlich ist die kurze Benennung der Aufgabe des Bauteils – zum Beispiel Fixierung des Packguts im Umkarton. Welche Festigkeitsanforderungen sind dafür erforderlich? Kommen spezielle Veredelungs-verfahren zum Einsatz?
3. Umkarton
Welche Anforderungen stellen sich an den Umkarton? Trägt der Inhalt mit oder müssen die ganzen Stapelstauchkräfte vom Material selbst getragen werden? Welche Anforderungen ergeben sich aus der Logistikkette – zum Beispiel: Wie viele Verpackungen werden auf einer Palette übereinander gestapelt, beispielsweise wie viele Paletten werden übereinander gestellt? Auch hier sind wieder die oben dargestellten Zusammenhänge zu beschreiben.
4. Packhilfsstoffe (Leim, Druckfarbe, Plastikanbauteile, ...)
Für die Packhilfsstoffe sind die erforderlichen Datenblätter meist im Internet oder beim jeweiligen Hersteller zu finden und der Materialbeschreibung, beispielsweise der Dokumentation im Anhang, beizu-fügen.
Zu jedem Bauteil erfolgt dann eine kurze Beschreibung der Materialauswahl unter Einbezug der zuvor genannten Punkte und darüber hinaus zum Beispiel folgenden konkreten Inhaltspunkten:
• Bezeichnung des Packstoffs nach DIN und / oder firmeninterne Bezeichnung nach Wellpappsortenliste (diese ist am Schluss von Lernfeld 12 dokumentiert), genauer Aufbau des Packstoffs (einzelne Lagen zusammensetzung), eventuell mit Skizze.
• Zum Beispiel Bezug zur Abbildung nach DIN 55468, Wellpappsorten im Querschnitt mit Bemaßung und / oder Datenblatt aus dem Packstoffherstellerkatalog.
• Nachweis der geforderten Eigenschaften mit einem Labortest (zum Beispiel Scheitelstauchwiderstand bei Hülsen, Durchstoßwiderstand, Stapelstauchwiderstand, ...).
• Auch hier, Bezeichnung des Packstoffs nach DIN oder / und firmeninterne Bezeichnung nach Wellpappsortenliste, genauer Aufbau des Packstoffs (einzelne Lagenzusammensetzung), eventuell mit Skizze.
• Zum Beispiel Bezug zur Abbildung nach DIN 55468, Wellpappsorten im Querschnitt mit Bemaßung und / oder Datenblatt aus dem Packstoffherstellerkatalog.
• Nachweis der geforderten Eigenschaften mit einem Labortest (zum Beispiel Scheuerfestigkeit, Durchstoßwiderstand, Stapelstauchwiderstand, ...).
Der ECT-Wert wird als Grundlage für die Stapelstauchfähigkeit eines Kartons (BCT-Wert) verwendet. Zur weiterführenden Berechnung des BCT-Wertes wird die McKee-Formel genutzt. Diese Formel ist die einfachste, aber auch die ungenaueste. Zu beachten ist das Verhältnis von Höhe zu Umfang, das größer als 1:7 sein sollte.
McKee-Formel:
BCT = 5,876 * ECT (kN/m) * Wurzel aus [Schachtelumfang (mm) * Wellpappendicke (mm)]
Für die Tragfähigkeit wird das Ergebnis durch folgende Faktoren geteilt:
Faktor 2 = statische Tragfähigkeit / im Lager stehend
Faktor 3 = dynamische Tragfähigkeit bei Transport per LKW innerhalb Europa
Faktor 4 = dynamische Tragfähigkeit bei Transport per Container auf Überseeschiff
Faktor 5 = dynamische Tragfähigkeit Luftfracht
- Zum Verfassen von Kommentaren bitte anmelden.
12.5.4 Präsentation des momentanen Entwicklungsstandes
Um einen Überblick des aktuellen Entwicklungsstandes der verschiedenen Schülerarbeiten innerhalb der Klasse zu bekommen, bietet es sich in sinnvollen Zeitabständen an, eine kurze Vorstellungsrunde des jeweiligen Projektes durchzuführen.
Neben einer Rückmeldung, wie die bisher ausgeführten Arbeiten bei verschiedenen Betrachtern (Mitschülern) ankommen, besteht hier auch die Möglichkeit, dass sich alle Schüler mit kreativen Verbesserungsvorschlägen in die jeweilige Projektarbeit einbringen.
Für die Präsentation innerhalb mehrerer Kleingruppen in der Klasse (dies spart Zeit) können beispielsweise folgende Rahmenbedingungen gesetzt werden:
• Die Dauer sollte drei Minuten nicht überschreiten.
• Anschauungsmaterial wie das zu verpackende Gut, die Ideenskizze, erste CAD-Zeichnungen, erste Handmusterentwürfe können zur besseren Veranschaulichung der Inhalte verwendet werden.
Folgende Inhalte sollten thematisiert werden:
• Thema der Projektarbeit mit allen im Kundengespräch festgelegten Anforderungen.
• Informationen zum Stand der Technik – das heißt: Was gibt der Markt zu diesem Thema her? Eine beispielhafte Möglichkeit ist es, einige Abbildungen aus der Internetrecherche zeigen.
• Beschreibung der Ideenfindung: Welche Standards (Fefco-Code, EC-MA-Code) wurden eingesetzt, abgewandelt oder kombiniert? Welche Gedanken und Anregungen aus der Marktanalyse haben zur Ideenfindung beigetragen? Beschrieben werden sollten auch Sackgassen und daraus entstandene neue Lösungsansätze.
• Abschließend sollte ein Ausblick folgen, welche weiteren Arbeiten als Nächstes anstehen.
- Zum Verfassen von Kommentaren bitte anmelden.
12.5.5 CAD-Zeichensatz
Der CAD-Zeichensatz besteht aus allen erforderlichen Einzelteilzeichnungen der Projektarbeit sowie aus den maschinenformatbezogenen Vernutzungen der einzelnen Zuschnitte. Die CAD-Zeichnungen werden mit dem in der Schule eingeführten CAD-Programm erstellt. Falls keine CAD-Zeichnungen möglich sind, können auch technische Zeichungen von Hand abgegeben werden (dies betrifft hauptsächlich Projektarbeiten mit Papierhülsen).
Als Bewertungskriterien können folgende Punkte herangezogen werden:
• Sind alle Zeichnungen (auch fertigungstechnisch umsetzbar) vorhanden?
• Sind die Zeichnungen vollständig und mit der erforderlichen Genauigkeit ausgeführt?
• Sind alle erforderlichen Einzelmaße vorhanden und sind Bemaßungsregeln – soweit mit dem jeweils eingesetzten CAD-Programm möglich – beachtet? Wichtig ist dabei auch, dass keine Doppelbemaßung vorliegt.
• Liegt eine fertigungsgerechte Vernutzung mit Trennmessern, Abfallmessern und Ausgleichsmessern vor?
- Zum Verfassen von Kommentaren bitte anmelden.
12.5.6 Handmuster
Das Handmuster wird vom Schüler auf Basis des CAD-Datensatzes mittels eines digitalen Schneidplotters hergestellt, von Hand aufgerichtet und zusammengeklebt oder mit Laschen zusammengesteckt. Hierbei muss der Plotter fachgerecht unter Beachtung der entsprechenden Sicherheitsanweisungen bedient werden. Die richtigen Rill- und Schneidwerkzeuge müssen eingebaut und ausgerichtet werden. Anschließend kann der Schneidvorgang über die Steuerungssoftware gestartet werden. Beim Zusammenbau zeigt sich, ob es sich um eine fertigungsgerechte und funktiongerechte Konstruktion handelt (vergleiche Abbildung 12.15), bei der alle geforderten Kundenanforderungen erfolgreich umgesetzt sind.
Mögliche Bewertungskriterien des Handmusters:
• Grundlegende Kundenanforderungen (Mussanforderungen) sind erfüllt.
• Zusätzliche Kundenanforderungen (nice to have) sind erfüllt.
• Die Konstruktion ist fertigungsgerecht.
• Die Konstruktion ist funktionsgerecht im Hinblick auf die geforderten Kundenanforderungen (Aufstell- und Abpackprozesse, einfache Handhabung entlang der Supply-Chain).
• Das Handmuster ist handwerklich, genau und sauber ausgeführt (zum Beispiel Rillqualität, Verklebungen, gequetschte Laschen, Position der Einbauteile).
• Welchen optischen Gesamteindruck macht die Verpackungslösung?
- Zum Verfassen von Kommentaren bitte anmelden.
12.5.7 Packmittelkalkulation
Bei der Packmittelkalkulation wird eine exemplarische Berechnung und Auflistung der Kosten des virtuellen Auftrags gefordert. Als Grundlage der Preise dienen dazu die Informationen aus dem Betriebsinterview. Hier soll der Ausbilder im Betrieb die für die Kalkulation erforderlichen Daten sinnvoll für die Projektarbeit angepasst zur Verfügung stellen. Als Bewertungskriterien werden die Vollständigkeit und die richtige Berechnung der im Projekt anfallenden Kosten verlangt. Ferner kann der Stückpreis für ein Packmittel ausgewiesen werden. Schema einer Faltschachtelkalkulation: siehe Abb. 12.18.
- Zum Verfassen von Kommentaren bitte anmelden.
12.5.8 Arbeitsleistung
In der Projektarbeit geht es wesentlich um die selbstständige, problemlösende Arbeitsweise des Schülers (informieren, planen, durchführen, analysieren, bewerten). Es geht um eine vollständige berufliche Handlung: Wie effektiv hat der Schüler die ihm zur Verfügung stehende Arbeitszeit genutzt? Konnten während des Projektverlaufs auftretende Problemstellungen selbstständig, mit Unterstützung der Lehrkraft / des Ausbilders oder gar nicht gelöst werden? Dementsprechend wird am Ende jeder Unterrichtseinheit die Arbeitsleistung des Schülers mit +, o oder - bewertet. Die Summe der einzelnen Arbeitsleistungen ergibt dann eine Teilnote der Projektarbeit.
- Zum Verfassen von Kommentaren bitte anmelden.
12.5.9 Dokumentation der Projektarbeit
In der Dokumentation sollen alle zu bearbeitenden Projektschritte zusammengefasst dargestellt werden. Hierbei kommt es auf die vollständige und richtige Ausführung an. Die Dokumentation kann sinnvollerweise fächerübergreifend über das Unterrichtsfach „Deutsch“ erstellt werden. So können hier zum Beispiel die Rahmenbedingungen der Dokumentation, die Gliederung, Quellenangaben, Inhalte des Anhangs und die Ausführung der einzelnen Textteile vorbesprochen und erarbeitet werden. Somit kann neben einer fachlichen Note auch zusätzlich eine Benotung im Fach Deutsch erfolgen.
- Zum Verfassen von Kommentaren bitte anmelden.
12.6 Anhang: Beispielhafte Schülerarbeiten
Redaktionelle Anmerkung: Bei den hier abgedruckten Schülerarbeiten handelt es sich um unveränderte Originalarbeiten. Lediglich das Layout wurde der hier verwendeten Vorlagengestaltung angepasst. Weiter wurden alle persönlichen Daten der Verfasser anonymisiert. Die beiden Projektarbeiten erheben keinen Anspruch auf inhaltliche Vollständigkeit und Richtigkeit der dargestellten Sachverhalte. Vielmehr sollen diese Projektarbeiten den Schülern einen Eindruck vermitteln, welche Erwartungen an Schüler im 3. Lehrjahr des Ausbildungsberufs „Packmitteltechnologie“ gestellt werden. Die Arbeiten können als Vorlage für eine eigene, von den Schüler zu erstellende Projektarbeit verwendet werden. Ferner können diese als Gesprächsgrundlage im Unterricht verwendet werden. Hierbei ist es erwünscht, wenn die Darstellung kritisch hinterfragt wird und Fehler oder Verbesserungsvorschläge angesprochen werden und bei der eigenen Arbeit im Transfer zur Anwendung kommen.
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1 Projekt „Vogelkäfig“

(Quelle: Eigene Darstellung)
Schule:
Abteilung: Packmitteltechnologen
Lehrer:
Entwickler:
Schuljahr:
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1. Anhang
I. CAD-Zeichnungen
(Anm.: Hier können CAD-Zeichnungen hinterlegt werden).
II. Testberichte
Stapelstauchtest an meinem Projekt Vogelkäfig durchgeführt (ohne Hasenstallgitter)
Werte Stapelstauchtest: 1408,8 N (entspricht 140,88 kg)

(Quelle Abbildungen: Eigene Darstellung)
Der Bodenverschluss hält mindestens 3,25 kg aus.Gewicht Vogelkäfig (ohne Gitter): 0,71 kg

(Quelle: Eigene Darstellung)

(Quelle Abbildungen: Eigene Darstellung)
Qualitätswerte der Sonderqualität EB-Welle (vergleichbar mit 2.20)
Berstfestigkeit: 851 kPa
ECT (Kantenstauchwiderstand): 6,9 kN/m
Durchstoßprüfung: 5,6 J
Dicke: 4,2 mm
Qualitätswerte der Sonderqualität B-Welle (vergleichbar mit 1.30)
Berstfestigkeit: 1040 kPa
ECT (Kantenstauchwiderstand): 6,6 kN/m
Durchstoßprüfung: 4,7 J
Dicke: 3,0 mm

(Quelle Abbildungen: Eigene Darstellung)
Die geprüfte Qualität wurde zuvor 24 Stunden dem Normklima (23 Grad, 50 % Luftfeuchtigkeit) angepasst. Alle Werte beziehen auf den Mittelwert mehrer Prüfungen.
III. Quellen und Hilfsmittel (Kalkulationsprogramm, CAD-Programm usw.)
• Informationsmaterial Kunert Wellpappe Bad Neustadt a. d. Saale
• CAD Programm der Schule/ Kunert Wellpappe (Vpack)
• Kalkulationszahlen Kunert Wellpappe Bad Neustadt a. d. Saale
• Bilder von Kunert Wellpappe Bad Neustadt a. d. Saale, Vpack,
https://jeurink.eu/wp-content/uploads/2017/04/b_welle.jpg und
https://jeurink.eu/wp-content/uploads/2017/04/eb_welle.jpg
• Berufsschule Lindau
{kind=link}
{kind=link}
Erklärung
„Hiermit erkläre ich, dass ich die vorliegende Projektarbeit selbständig verfasst und keine anderen als die angegebenen Hilfsmittel benutzt habe. Die Stellen der Projektarbeit, die anderen Quellen im Wortlaut oder dem Sinn nach entnommen wurden, sind durch Angaben der Herkunft kenntlich gemacht. Dies gilt auch für Zeichnungen, Skizzen, bildliche Darstellungen sowie für Quellen aus dem Internet.“
__________________________ ____________________________________
Datum Unterschrift
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.2. Vorüberlegung
12.6.1.2.1. Aufgabenstellung
Eine Zoohandlung wünscht sich einen Vogelkäfig aus Wellpappe zur Präsentation von Vögeln im Laden. Gleichzeitig kann der Endverbraucher die neu gekauften Vögel in diesem Käfig mit nach Hause tragen. Als Gitter soll handelsübliches „Hasenstallgitter“ integriert werden. Die Außenabmessungen sollen 40 x 30 x 30 cm betragen. Der Boden soll aus einer Art „Schale“ zum täglichen Auswechseln und Reinigen bestehen. Es werden 25.000 Käfige benötigt.
Die unter 2.1 beschriebene Aufgabe wird im Unterricht in einem simulierten Kundengespräch durch die Lehrkraft präzisiert.
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.2.1.1. Die herzustellende Verpackung
Bei der Projektaufgabe geht es hauptsächlich um die Herstellung eines Vogelkäfigs aus Wellpappe und Hasenstallgitter. Er soll vorhandene Lösungen aus Kunststoff ersetzen.
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.2.1.2. Anforderungen an die Verpackung
Als Kundenvorgabe wurden darüber hinaus maximale Außenabmessungen definiert. Diese belaufen sich auf: 40 x 30 x 30 cm. Zudem sollte ein integrierter Tragegriff für den Konsumenten vorgesehen werden. Ferner soll die Schale für die Reinigung und zum Auswechseln geeignet sein. Kundenanforderung: 25.000 Stück – damit Massenanfertigung. Käfige sollen zum einen flachliegend verschweißt auf Palette (Chep- oder Europlatte) oder fertig zusammengebaut mit Inhalt angeboten werden können.
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.2.2. Grundidee
Als Idee dachte ich daran, den Vogelkäfig aus zwei Teilen zu fertigen. Beim Deckel dachte ich gleich an eine rechteckige Faltkiste, die die Aussparungen der Fenster und den Handgriff beinhaltet. Beim Boden dachte ich zunächst an einen Fefco 0422 mit Sicherheitslaschen, die in Schlitzen im Deckel befestigt werden sollten. Die Fenstergröße (250 mm x 150 mm; 180 mm x 150 mm) habe ich so gewählt, dass man den gesamten Innenraum sehr gut überblicken kann.
Der FEFCO-Code ist eine internationale Bezeichnung für die Bauweise von Wellpappkartons. Die Faltschachtel 0422 ist ein Tray. Das Einsatzgebiet des Kartons reicht von Verkaufsaufstellern, bis hin zur Verpackung von Waren. Die Schachtel hat an den Längsseiten Verbindungslaschen, sowie im Boden verriegelte Seitenwände. Dieser Typ von Faltschachteln besteht im Allgemeinen aus einem Zuschnitt und wird flach und zusammengefaltet angeliefert. (Quelle: Nordpack)
Unter www.fefco.org finden Sie ausführlichere Informationen.
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.2.2.1. Ideenskizze
Die ideenskizze wurde bereits abgegeben und zur Kenntnis genommen (siehe Anhang).
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.2.2.2. Beschreibung der Vorteile und Verwirklichung der Anforderungen
Ein Vorteil ist, dass der Vogelkäfig durch seine rechteckige Form gut stapelbar ist. Durch seine Außenmaße von 310 mm x 420 mm lässt er sich in aufgestelltem Zustand auch auf Euro-Paletten stapeln. Durch die großen Fenster hat der Kunde einen ständig ausreichenden Blick auf den Vogel. Ein zweiter Vorteil der großen Fenster ist, dass der Vogel genügend Tageslicht bekommt.
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.2.2.3. Beschreibung der Funktionsweise
Man nimmt den flachen Bogen und legt die zugeschnittenen Hasenstallgitterfenster auf die Aussparungen. Danach kann man den Vogelkäfig nach der Aufbauanleitung zusammen bauen.
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.2.3. Materialauswahl für die Grundidee
Bei der Materialauswahl war mir von Anfang an klar, dass ich für meinen Deckel eine zweiwellige Wellpappe verwende, da der Deckel trotz der Aussparungen stabil sein soll. Auch beim Boden war mir gleich klar, dass ich eine einwellige Wellpappe verwende, da der Boden leicht wechselbar und stabil sein soll.
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.2.3.1. Benennung
Für den Deckel wird Sonderqualität EB-Welle (vergleichbar mit 2.20) verwendet und für den Boden Sonderqualität B-Welle (vergleichbar mit 1.30).
Sonderqualität EB-Welle:

(Quelle: https://www.jeurink.eu/images/wellen/eb_welle.jpg)
{kind=link}
Sonderqualität B-Welle:
{kind=link}
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.2.3.2. Aufbau des Packstoffes
EB-Welle:
Außenbahn: Testliner 130 g/m²
E-Welle: Wellenstoff 100 g/m²
Zwischenbahn: Schrenz 100 g/m²
B-Welle: Wellenstoff 100 g/m²
Innenbahn: Testliner 130 g/m²
Flächengewicht: = 648 g/m²
B-Welle:
Außenbahn: Kraftliner-Ersatz 175 g/m²
B-Welle: S-Flute 120 g/m²
Innenbahn : Testliner 190 g/m²
Flächengewicht: = 542 g/m²
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.2.3.3. Begründung der Materialauswahl
Ich verwende Sonderqualität EB-Welle für meinen Deckel, da er trotz der Aussparungen stabil sein soll. Zusätzlich lässt sich EB-Welle besser bedrucken als eine BC-Welle, da die E-Welle eine geringere Wellenteilung hat und in der EB-Kombination außen liegt.
Ich verwende Sonderqualität B-Welle für meinen Boden, da er leicht zu wechseln und stabil sein soll.
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.3. Grundinformationen
3.1. Kunde (Schule mit Adresse und Ansprechpartner)
Lehrer
Schule
Straße
PLZ Stadt
3.2. Zeitplan
Für das Projekt hatten wir vom [Monat] [Jahr] bis zur [KW ...] Zeit.
3.2.1. Abgabetermin
Der Abgabetermin ist die [KW ...].
3.2.2. Projektplan für die einzelnen Schritte
– 13.11. [Jahr]: Marktanalyse
– 20.11. [Jahr]: Ideenskizze und Handmuster fertiggestellt
– 27.11. [Jahr]: Materialauswahl– 27.01. [Jahr]: CAD-Zeichnung fertiggestellt
– 03.02. [Jahr]: Aufbauanleitung mit Bildern erstellt
– 03.02. [Jahr]: CAD für Nutzung und Kostenkalkulation zusammengestellt
– 18.03. [Jahr]: Laborversuche (z. B. Stapelstauchtest)
– 25.03. [Jahr]: Übersicht des Herstellungsprozesses erstellt.
– 25.03. [Jahr]: Abgabe aller Kundenseitig geforderten Arbeitsproben.
Damit ist die Ausarbeitung fertiggestellt.
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.4. Entwicklung der Verpackung
4.1. Änderungen zur Grundidee
Ich habe mich beim Deckel des Vogelkäfigs für eine Eigenentwicklung entschieden. Diese erlaubte es mir, den Vogelkäfig individuell an die Kundenbedürfnisse anzupassen. Beim Boden habe ich mich für eine Art Fefco 0422 entschieden, den ich allerdings den Kundenbedürfnissen angepasst habe.

(Quelle: Eigene Darstellung)
4.2. Verwirklichung der Anforderungen
– Die Anforderungen werden zu 100 % erfüllt.
– Handgriff gewährleistet Transportfunktion.
– Große Fenster bieten einen sehr guten Blick auf Innenleben.
– Hinzugefügte Luftlöcher sorgen für eine sehr gute Luftzirkulation im Käfig.
– Labortests an den Sonderqualitäten EB-Welle und B-Welle (siehe Anhang).
4.3. Verworfene Entwicklungsschritte
Die ursprünglichen angedachten Sicherheitslaschen für den Verschluss habe ich auf Wunsch des Kunden verworfen. Diese habe ich durch Arretierungslaschen am Deckel und eine Aussparung an den Krempellaschen des Bodens ersetzt. Da ich hier keinen Nachteil gegenüber den Sicherheitslaschen sah, setzte ich den Wunsch des Kunden um.
4.4. Vorteile der endgültigen Lösung
Durch die vorgenommenen Änderungen werden die Vorgaben und gleichzeitig alle geforderten Kundenwünsche voll und ganz erfüllt. Damit war für Zufriedenheit beim Kunden gesorgt.
4.5. Materialauswahl für die Verpackung
Gegenüber der Grundidee wurden keine Änderungen vorgenommen.
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.5. Herstellung der Verpackung
5.1. Arbeitsschritte bei der maschinellen Fertigung
Schritt 1: Die geforderten Qualitäten Sonderqualität EB-Welle und Sonderqualität B-Welle werden an der Wellpappenanlage produziert.
Schritt 2: Die produzierten Qualitäten werden über ein Transportsystem an die Maschine geliefert, wodurch die frisch produzierte Wellpappe auch noch trocknet.
Schritt 3: Der Deckel und der Boden werden beide an der Göpfert RDC 16/24 (R 16) produziert.
Schritt 4: Die automatisch aufgesetzten Stapel werden an der Palettenpresse paletiert und gepresst.
Schritt 5: Fertige Paletten werden durch Stapler auf LKW geladen und zum Kunden geschickt.
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.5.2. Benötigte Produktionsmaschine
Göpfert RDC 16/24 (R 16) für Deckel und Boden.

(Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.5.3. Aufstellen und befüllen durch den Kunden/Aufbauanleitung
Konfektioniermittel: Hasenstallgitter (235 mm x 255 mm/375 mm x 255 mm)
(Quelle: Eigene Darstellung)
Aufbauanleitung Deckel:
1. Vogelkäfigzuschnitt flach auslegen
(Quelle: Eigene Darstellung)
2. Die zugeschnittenen Hasenstallgitterfenster auf die Aussparungen legen.
Auf die zwei verschiedenen Größen achten!
(Quelle: Eigene Darstellung)
3. Die beiden kurzen Krempellaschen umklappen, sodass das Hasenstallgitter eingeschlossen wird.Dabei darauf achten, dass das Hasenstallgitter bündig im Riller liegt!
(Quelle: Eigene Darstellung)
4. Nun die Innenlasche der ersten kurzen Seite um 90 Grad umklappen. Die erste kurze Seite um 90 Grad aufstellen und mithilfe der Nasen arretieren. Dabei darauf achten, dass die Hasenstallgitter nicht verrutschen!
(Quelle: Eigene Darstellung)
5. Danach ebenfalls die Innenlasche der zweiten kurzen Seite um 90 Grad umklappen. Die zweite kurze Seite um 90 Grad aufstellen und mithilfe der Nasen arretieren.
Dabei darauf achten, dass die Hasenstallgitter nicht verrutschen!
(Quelle: Eigene Darstellung)
6. Die erste lange Krempellasche umklappen und mithilfe der Nasen arretieren.
Dabei darauf achten, dass die Hasenstallgitter nicht verrutschen!
(Quelle: Eigene Darstellung)
7. Die zweite lange Krempellasche umklappen und mithilfe der Nasen arretieren. Nun die innere Deckelklappe mit angestanztem Handgriff auf den Deckel auflegen.
Dabei darauf achten, dass die Hasenstallgitter nicht verrutschen!
(Quelle: Eigene Darstellung)
8. Den Handgriff aus der inneren Deckelklappe ausdrücken und durch den Schlitz der Deckelseite stecken. Darauf achten, dass dabei der Handgriff nicht beschädigt wird!
(Quelle: Eigene Darstellung)
9. Fertig ist der Deckel des Vogelkäfigs.
(Quelle: Eigene Darstellung)
Aufbauanleitung Boden:
1. Bodenzuschnitt flach auslegen.
(Quelle: Eigene Darstellung)
2. Die Seitenklappen um 90 ̊ aufstellen und die Innenlaschen umklappen.
(Quelle: Eigene Darstellung)
3. Die erste Krempellasche umklappen und mithilfe der Nasen arretieren.
(Quelle: Eigene Darstellung)
4. Nun noch die zweite Krempellasche umklappen und mithilfe der Nasen arretieren. Fertig ist der Boden des Vogelkäfigs.
(Quelle: Eigene Darstellung)
Jetzt nur noch den Deckel langsam und behutsam in den Boden schieben. Dabei darauf achten, dass die Arretierungslaschen nicht umgeknickt werden!
(Quelle: Eigene Darstellung)
Fertig ist der Vogelkäfig.
(Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.5.4. Kostenrechnung
5.4.1. Materialkosten
Materialkosten Deckel:
Zuschnittsgröße: 1599 mm x 1756 mm = 2,808 m²/Bogen (+ 30 mm Randbeschnitt)
Anzahl der Bögen: 25 000 Stück + 7 Stück = 25.007 Bögen (zum Einstellen)
m² für 25.007 Bögen: 2,808 m² x 25 007 Bögen = 70219,656 m²
Materialkosten/m²: 484 €/1000 m² = 0,484 €/m²
Materialkosten für 25.007 Bögen: 0,484 €/m² x 70 219,656 m² = 33.986,31 €
Materialkosten Boden:
Zuschnittsgröße: 882 mm x 1370 mm = 1,208 m²/Bogen (+ 30 mm Randbeschnitt)
Anzahl der Bogen: (25 000 Stück + 7 Stück)/4 = 6252 Bögen (zum einstellen)/(-nutzig)
m² für 6252 Bögen: 1,208m²/Bogen x 6252 Bögen = 7552,416 m²
Materialkosten/m²: 219,40 €/1000 m² = 0,2194 €/m²
Materialkosten für 6252 Bögen: 0,2194 €/m² x 7552,416 m² = 1657,00 €
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.5.4.2. Werkzeugkosten

Werkzeugbeispiel für Göpfert RDC 16/24 (R 16) (Quelle: Eigene Darstellung)

- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.5.4.3. Herstellkosten

- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.5.4.4. Materialnebenkosten (Hasenstallgitter)

- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.5.4.5. Gemeinkosten und Gewinn

- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.5.4.6. Gesamtkosten

- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.5.4.7. Kosten pro Vogelkäfig

- Zum Verfassen von Kommentaren bitte anmelden.
12.6.1.6. Zusammenfassung und Ergebnis
In der vorliegenden Projektarbeit sind alle Kundenanforderungen zur vollständigen Kundenzufriedenheit umgesetzt worden. Innovativ und deshalb besonders gut gelungen ist nach Meinung des Kunden die Einbindung des Hasenstallgitters in den Krempel (Wandung aus Wellpappe). Durch die Arretierung in der Seitenwand lässt sich der Boden leicht an das Käfigoberteil anklipsen und auch einfach wieder lösen. Kundennutzen: Der Boden lässt sich so leicht zum Reinigen freilegen beziehungsweise ersetzen.
Anhang
I. CAD-Zeichnungen
siehe Anhang (Anm.: Hier muss der Musterzettel der Original-CAD-Zeichnungen eingeheftet sein.)
II. Testberichte
III. Werkzeugzeichnung (CAD-Vernutzung)
siehe Anhang
IV. CAD-Informationen
Vpack V10 Version „10.6.15 – Feb 4 2013 – 11:59:51“
(Anm.: Hier muss der Musterzettel der Original-CAD-Zeichnungen eingeheftet sein.)
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.2 Anhang
I. Quellenangaben
• https://lebensmittel-warenkunde.de/assets/images/getreideprodukte/muesli-mischung.jpg
• https://www.ppitechnologies.com/
• https://www.wellpappe-wissen.de/data/images/bild_005.jpg
• https://www.wellpappe-wissen.de/data/images/vdw_sortentabelle_2015.jpg
{kind=link}
{kind=link}
{kind=link}
II.CAD-Zeichnungen
III. Handmusterzeichnung
siehe Anhang (Anm.: Hier muss der Musterzettel der Original-CAD-Zeichnungen eingeheftet sein.)
IV. Werkzeugzeichnung
siehe Anhang
V. CAD-Informationen
Vpack V10 Version „10.6.15 – Feb 4 2013 – 11:59:51“
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.2 Projekt „Müsli to go“

(Quelle: Eigene Darstellung)
Schule:
Abteilung: Packmitteltechnologen
Lehrer:
Entwickler:
Schuljahr:
1 Einleitung
Mein Name ist ....... Ich erlerne den Beruf des Packmitteltechnologen bei ...Im Rahmen des Schulprojektes wurde mir die Aufgabe gestellt, eine neuartige Müsliverpackung zu entwickeln.
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.2.2 Aufgabenstellung
2.1 Kundenwunsch
Der Kunde wünscht sich eine neuartige Müsliverpackung, das Müsli und die Milch sollen sich entweder durch Druck oder durch eine andere Öffnungshilfe miteinander verbinden. Das Müsli soll aus dem Beutel konsumiert werden können.
Die Füllmenge beträgt rund 50 g bis 75 g. Es sollen 20 Beutel in einen Umkarton kommen, und die Auftragsmenge liegt bei 20 000 Beuteln.
2.2 Das zu verpackende Objekt
(Quelle: Wikimedia)
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.2.3 - Marktanalyse
Ausgehend vom Kundenwunsch wurde eine umfangreiche Marktanalyse durchgeführt (siehe Anhang Marktanalyse). Es kamen grundsätzlich zwei verschiedene Möglichkeiten in Betracht – zum einen eine Lösung über unser patentiertes Cyclerosystem oder über einen Zweikammerbeutel.
Cyclero: Die Firma Hutamaki hat den Cyclero (Standbodenbeutel) entwickelt und zum Patent angemeldet. 2005 wurde der Cyclero auf der Interpack in Düsseldorf erstmals präsentiert. Er wird beispielsweise für Getränke und Kaffee-Pads eingesetzt. Der Cyclero hat eine Mantelfläche aus Folienlaminat. Deckel und Boden können aus Folienmaterial oder teilweise auch aus gespritztem Kunststoff bestehen. Durch seine dosenähnliche Form hebt sich der Cyclero von herkömmlichen Beutelverpackungen ab. (Quelle für die Fakten: https://www.engapack.com/)

Cyclero (Quelle: Hutamaki)

Zweikammerbeutel (Quelle: amapur)
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.2.4 Entwicklung
4.1 Idee
Zu Beginn sollte die Lösung auf Basis der Cyclero-Idee realisiert werden, aber nach längerem Überlegen und Testen bin ich auf einige Schwierigkeiten gestoßen. So konnte diese Verpackung nicht richtig gesiegelt werden. Zudem hielt sie einer gegebenenfalls benötigten Sterilisation nicht stand.
Aufgrund dieser Schwierigkeiten entschied ich mich für eine Variante, die aus einem Zweikammerbeutel mit einer peelbaren Siegelfolie besteht. Dieser wird nicht mit Milch, sondern mit Milchpulver, Müsli und Wasser gefüllt.
Weitere Vorteile der Peel-Verpackung:
• leicht zu öffnen,
• gut zu siegeln,
• Neuentwicklung durch die Peelnaht,
• muss nicht steril sein.
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.2.4.2 Aufbauanleitung für die Handmuster

(Quelle: Eigene Darstellung)
Zuerst wird die Materialrolle offen hingelegt.

(Quelle: Eigene Darstellung)
Mit einem Lineal wird die Länge des offenen Zuschnitts eingezeichnet – in meinem Fall hier 36 cm.

(Quelle: Eigene Darstellung)
Die angezeichnete Länge wird mit dem Schneidegerät abgeschnitten.

(Quelle: Eigene Darstellung)
Nun wird die Hälfe eingezeichnet...

(Quelle: Eigene Darstellung)
...und anschließend gefaltet.

(Quelle: Eigene Darstellung)
Die 3 cm tiefe Falte wird zuerst auf der ersten Seite umgestülpt...

(Quelle: Eigene Darstellung)
...und dann auf der zweiten Seite.

(Quelle: Eigene Darstellung)
Wenn alles richtig gefaltet ist, sollte die sogenannte W-Faltung entstanden sein.

(Quelle: Eigene Darstellung)
Da nur eine Seite des Materials auch siegelt, muss ein kleines Dreieck eingeschnitten werden.
 (Quelle: Eigene Darstellung)
(Quelle: Eigene Darstellung)

(Quelle: Eigene Darstellung)
Nun kommen wir zum Siegeln. Es müssen beide Seiten mit 210° gesiegelt werden, damit ein Festverschweißen des Materials gewährleistet ist.

(Quelle: Eigene Darstellung)
Hier ist die fertige Siegelnaht zu sehen.

(Quelle: Eigene Darstellung)
Der Beutel ist somit fertiggestellt.

(Quelle: Eigene Darstellung)
Jetzt wird die Hälfe des Beutels angezeichnet, damit die zwei Kammern für Müsli und Wasser entstehen.

(Quelle: Eigene Darstellung)
Anschließend wird die angezeichnete Mitte noch mit 170° versiegelt. Mit dieser Temperatur wird keine Festversiegelung erreicht, sondern nur ein Anhaften, damit ein reibungsloser „Peel“ erfolgen kann.

(Quelle: Eigene Darstellung)
Und schon können die Kammern befüllt werden.

(Quelle: Eigene Darstellung)
Die linke Kammer wird mit rund 50 g Müsli befüllt. Als Muster wird hier Granulat verwendet.

(Quelle: Eigene Darstellung)
Und die rechte Kammer wird mit rund 200 ml Wasser befüllt.

(Quelle: Eigene Darstellung)
Der komplett befüllte Beutel muss nun oben vorsichtig zugehalten werden und wieder mit 170° gesiegelt werden.

(Quelle: Eigene Darstellung)
Zur Verschönerung werden die zwei Aufreißlaschen noch abgerundet. Damit ist die Müsliverpackung fertig.
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.2.4.3 Verwirklichung der Anforderungen
Der Kundenwunsch ist eine Müsliverpackung, die leicht zu öffnen ist und aus der Packung heraus konsumiert werden kann. Da die Anforderung, dass die zwei Kammern (Müsli und Milch) durch Druck verbunden werden sollen, nicht umgesetzt werden konnte, habe ich mich für eine Peelsiegelung entschieden.
In der Qualitätssicherung wurde die Siegelnahtfestigkeit getestet, damit die Anforderungen und Stabilität der Verpackung sichergestellt sind. Bei Verwendung von Frischmilch müsste die ganze Verpackung sterilisiert werden. Dieser Prozess beinhaltet eine Temperatur von >121°C, diese Temperatur schädigt allerdings die verwendete PP Folie. Daraus resultierend habe ich mich für Milchpulver und Wasser entschieden.
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.2.5 Materialauswahl für die Grundidee
Die Verpackungslösung soll als Standbeutel ausgeführt werden. Der Peel-Beutel besteht aus einer mehrlagigen Verbundfolie. In meinem Fall wird der Peel-Beutel verwendet, um die zwei Kammern von Müsli und Wasser durch Aufreißen der Peelnaht zu verbinden. Die Verpackungslösung setzt sich aus folgenden Teilen zusammen:
1. Lagenaufbau:
1. Außenlage
2. Zwischenlage
3. Innenlage
2. Umverpackung
1. Materialien
2. Stegsatz
3. Packhilfsstoffe (Kleber, Druckfarbe)
Aufbau im Überblick:
PET ALOX 12μ
OPA 15μ
PP-Peel 75μ
1.1 Polyester (PET) ALOX 12μ beschichtet:
• gute Festigkeit
• hohe Steifigkeit und Härte
• geringe Schlagzähigkeit
• sehr gute Kriechbeständigkeit
• sehr geringe Wärmeausdehnung
• hohe Form- und Dimensionsstabilität
• gute Chemikalienresistenz gegen Säuren
• sehr gutes Gleit-/Reibverhalten
• verschleißfest
• sehr geringe Wasseraufnahme
• sehr gute Bedruckbarkeit
Durch die ALOX Beschichtung kann auf eine Alufolie verzichtet werden, da diese Beschichtung nahezu die gleichen Barriereeigenschaften besitzt.
Anforderungsprofil an die Müsliverpackung:
• Barriere gegen Feuchtigkeit
• Schutz vor Licht
• Schutz vor Fett
• Wechselwirkungen von Produkt und Verpackung vermeiden
1.2 Orientiertes Polyamid (OPA):
Eigenschaften:
Viele technisch bedeutsame Polyamide sind teilkristalline thermoplastische Polymere und zeichnen sich durch eine hohe Festigkeit, Steifigkeit und Zähigkeit aus. Sie besitzen zudem eine gute Chemikalienbeständigkeit und Verarbeitbarkeit.
Eigenschaften von Polyamiden:
• mittlere bis hohe mechanische Festigkeit, Härte, Steifigkeit und Zähigkeit,
• hohes mechanisches Dämpfungsvermögen,
• sehr gute Verschließfestigkeit,
• gute Gleiteigenschaft
• meist hohe Feuchteaufnahme
• meist geringe Dimensionsstabilität
1.3 PP – Peel:
PP ist geruchlos und hautverträglich, für Anwendungen im Lebensmittelbereich und der Pharmazie geeignet und physiologisch unbedenklich.
PP hat eine höhere Steifigkeit, Härte und Festigkeit als Polyethylen, diese sind jedoch niedriger als bei anderen Kunststoffen wie zum Beispiel Polyamid.
Als Peelfolie bezeichnet man eine Folie, die sich nach der Versiegelung leicht von einer Unterfolie/Schale abziehen – „peelen“ – lässt oder wie zum Beispiel bei gängigen Kaffeeverpackungen ein Öffnen ohne Einreißen oder Abschneiden ermöglicht. Das Peelverhalten ist unter anderem abhängig vom eingesetzten Materialsystem, von der Verarbeitung (Extrusion) und von den Siegelparametern. Mithilfe unserer Labormethoden können wir die Siegeleigenschaften sehr exakt beurteilen; bei unbekannten Mustern können wir analysieren, welches Peelsystem verwendet wird.
2.1 Umkarton:
20 Standbeutel sollen in einem Umkarton als Verpackungseinheit auf einer Euro-Palette gestapelt werden. Der Umkarton sollte gegebenenfalls einen Stegsatz enthalten, der zur Befestigung der Standbeutel im Umkarton dienen soll. Diese Befestigung besteht aus einer Wellpappe.
FEFCO Tray:
Boden 0314 (abgeänderte Version)
Deckel 0320
Welle: B
Sorte: 1.20
Die B-Welle wird auch Feinwelle genannt und weist folgende Dimensionen auf:

Wellenteilung (t): 5,5–6,5 mm Wellenhöhe (h): 2,2–3,0 mm (Quelle: Eigene Darstellung)
Die Feinwelle ist geeignet für kleinere Füllgüter und maßgenaue Automatenverpackungen. Durch die geringere Teilung lässt sie sich besser bedrucken als C-Wellen-Wellpappe. Sie spielt auch eine große Rolle bei der Kombination verschiedener Wellenarten für zwei- und dreiwellige Wellpappe.

Wellpappensortenliste nach DIN 55468 (Quelle: Eigene Darstellung)
BST-Test: 1104,3
kPaPET-Test: 3,96
JECT-Test: 7,61 kN/m
3. Packhilfsstoffe
Kleber: aliphatischer Klebstoff Auftragsgewicht 3,5g/m²
Farbe: PV Farbsystem
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.2.6 Vorstufenprozesse
6.1 Arbeitsvorbereitung und Erstellen der Arbeitspläne, Bestandsreservierung
– Galvanik: Hier werden die Tiefdruckzylinder hergestellt.
– Für die Produktion sind Arbeitspläne zu erstellen.
– Material für die Verarbeitung muss bestellt beziehungsweise reserviert werden.
6.2 Reservierung und Einplanung der Maschinenkapazitäten
– Hier werden die Maschinen reserviert und die Produktion zeitlich abgestimmt.
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.2.7 Produktionsplanung
7.1 Fertigung der Müsliverpackung
– Tiefdruck
– Zwischenumroller
– Triplex-Trockenkaschierung
– Kampf U 610 7 End-U. blanko
– Euromac 1 Nachumroller Nach-U. Blanko
– Euromac 1 Nachumroller Nach-U. Blanko
– Packen Rollen
7.2 Tiefdruck
Hier wird die PET-Folie mit den Farben Cyan, Magenta, Yellow und Black im Konterdruckverfahren bedruckt.
(Quelle: Eigene Darstellung)
7.3 Zwischenumroller
Beim Zwischenumroller werden von der bedruckten PET-Folie die Rollenwechsel und Ausschüsse entnommen.
(Quelle: Eigene Darstellung)
7.4 Triple x-Trockenkaschierung
Nun kommt das Material an unsere Triplex. Hier wird zuerst die vorbehandelte Seite der OPA-Folie gegen die Aluminiumoxyd-bedampfte Seite der PET-Folie kaschiert. Anschließend wird die OPA-Seite des HV gegen die vorbehandelte Seite der PP-Folie kaschiert.
(Quelle: Eigene Darstellung)
7.5 Endumroller
Beim Endumroller wird das fertig kaschierte Material auf die richtige Breite zugeschnitten und der Ausschuss entnommen.
(Quelle: Eigene Darstellung)
7.6 Nachumroller
Hier werden die fertig geschnittenen Rollen, die zum Beispiel verlaufen, verschnitten oder fehlerhaft sind, noch einmal nachgerollt.
(Quelle: Eigene Darstellung)
7.7 Nachumroller
Durch das Umrollen passt die Laufrichtung nicht mehr – deshalb muss die Rolle diese Abteilung ein zweites Mal durchlaufen.
(Quelle: Eigene Darstellung)
7.8 Packen, Rollen
Palletierte Rollen werden mit Stretchfolie eingepackt und gleich weiter auf unsere Förderbänder zum Verladen geleitet.
(Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.2.8 Kalkulation

(Quelle: Eigene Darstellung)
- Zum Verfassen von Kommentaren bitte anmelden.
12.6.2.9 Tätigkeitsablauf
• 16. Oktober [Jahr]: – Projektthema erhalten und besprochen– Klärung der Anforderungen– Marktanalyse und Ideensammlung
• 23. Oktober [Jahr]: – Materialauswahl– 3D-Skizze angefertigt
• 11. Dezember [Jahr]: – Skizzen angefertigt– CAD-Zeichnung im VPack gemacht
• 18. Dezember [Jahr]: – erstes Plottermuster erstellt– Änderungen im VPack vorgenommen
• 08. Januar [Jahr]: – Aktuellen Entwicklungsstand präsentiert– Änderungen im VPack vorgenommen
• 15. Januar [Jahr]: – CAD-Zeichnung im Vpack überarbeitet
• 12. März [Jahr]: – Aktuellen Entwicklungsstand präsentiert– Geändertes Plottermuster angefertigt– Mit der Dokumentation begonnen
• 19. März [Jahr]: – Änderungen im VPack vorgenommen– Dokumentation weitergeführt
• 26. März [Jahr]: – Umkarton geplottet und fertig gestellt
- Zum Verfassen von Kommentaren bitte anmelden.
Linkliste
EinFach — Dein Lernbegleiter
https://einfach.zfamedien.de/glossar/
Diese Lern-App und der dazugehörige Online-Glossar stellen wesentliche Lerninhalte für Auszubildende der Druck- und Medienbranche zur Verfügung. Einfach formuliert und übersichtlich strukturiert. Schwerpunkte sind die Lernfelder des Ausbildungsberufs Fachpraktiker für Medientechnologie Druck. Abbildungen und Quizfragen unterstützen das Lernen im Rahmen der Berufsausbildung. In dem Glossar werden die wichtigsten Fachbegriffe erklärt. Mit EinFach — Dein Lernbegleiter wird das Lernen einfacher.
Leitfaden
"Kleben – aber richtig"
https://leitfaden.klebstoffe.com/
Tipps und Hinweise zur fachgerechten Durchführung von Klebungen sowie zum Qualitätsmanagement und zur Qualitätssicherung. Ein Angebot des Industrieverbands Klebstoffe e.V. und des Fraunhofer-Instituts für Fertigungstechnik und Angewandte Materialforschung (IFAM).
Material Lab
https://www.milk-food.de/material-lab/
Die Agentur Milk aus Frankfurt am Main hat ein Glossar entwickelt, das neue und nachhaltige Materialien für Verpackungen listet und erklärt. Das „Material Lab“ ist eine kostenfreie Onlineplattform.
Papier und Technik
https://www.youtube.com/channel/UC60PwfJ-ogTbW8f-TwqnGow/videos
Dieser Kanal ist als Experiment gestartet, Mathe und Regelungstechnik für Papiertechnologen attraktiver und interessanter zu gestalten. Inzwischen hat sich das Spektrum erweitert und es kommen Inhalte für Packmitteltechnologen und Papiertechniker hinzu.
- Zum Verfassen von Kommentaren bitte anmelden.