Falzen
Unter Falzen ist ein Zusammenlegen und Brechen von flächigem Material zu verstehen. Die durch das Falzen entstandene Materialverformung entlang der Falzlinie, genannt Falzbruch, ist anders als beim Falten, nicht mehr rückgängig zu machen.
Weiterführende Informationen finden Sie in der PDF-Datei, die Sie herunterladen können,
oder in diesen Kapiteln:
5.2.1 Grundlegende Begriffe
5.2.2 Falzarten
5.2.3 Maschinelle Falzprinzipien
5.2.4 Falzmaschinentypen
5.2.5 Anlegersysteme
5.2.6 Auslegersysteme
5.2.7 Zusatzeinrichtungen
5.2.8 Falz- und Falzwerkschema
5.2.9 Einrichten und Falze
5.2.10 Von Hand auszuführende Arbeiten
5.2.11 Falztechnisch wichtige Papiereigenschaften
- Zum Verfassen von Kommentaren bitte anmelden.
| Anhang | Größe |
|---|---|
| 6.03 MB |
Falzen
Definition: Falzen = ein flächiges Material zusammenlegen und brechen.
Material wird entlang einer Falz-Linie verformt. Das Fachwort ist Falzbruch.
Oft werden die Wortteile "-bruch" und "-falz" synonym verwendet. Das heißt, man kann Werkbruch oder Werkfalz sagen. Beides ist richtig.
Themen-Übersicht:
- Grundlegende Begriffe
- Falz-Arten
- Maschinelle Falz-Prinzipien
- Falzmaschinen-Typen
- Anleger-Systeme
- Ausleger-Systeme
- Zusatz-Einrichtungen
- Falz-Schema und Falzwerk-Schema
- Einrichten und Falzen
- Von Hand arbeiten
- Wichtige Papier-Eigenschaften beim Falzen
Falzen - Grundlegende Begriffe
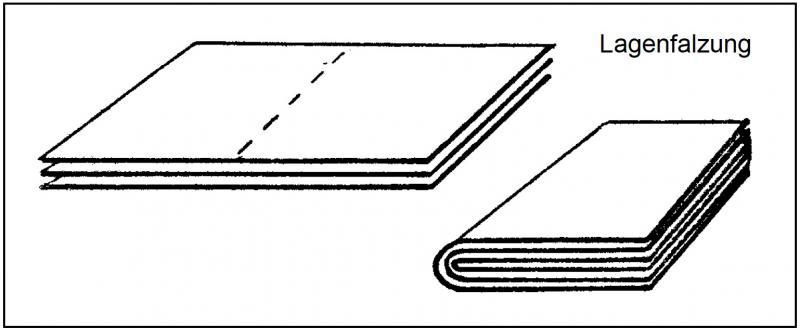
Der ungefalzte Bogen wird als Planobogen bezeichnet. Werden mehrere Planobogen übereinander gelegt und dann zusammen gefalzt, so spricht man von Lagenfalzung.
Falzungen können sowohl symmetrisch als auch asymmetrisch ausgeführt werden.
Wird in der Mitte des Bogens gefalzt, so handelt es sich um symmetrische Falzung.
Erfolgt die Falzung außerhalb der Mitte, liegt eine asymmetrische Falzung vor.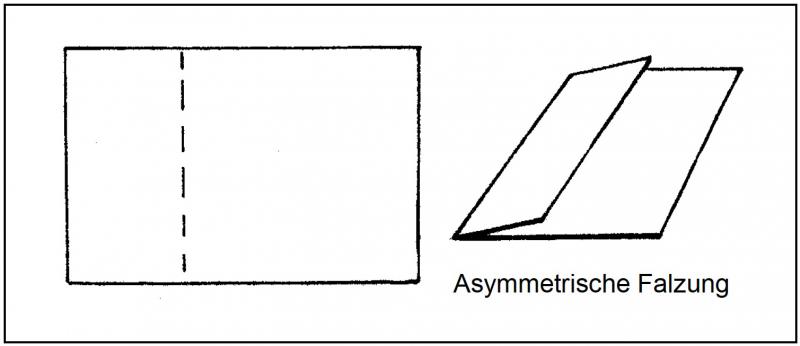
Nach dem Verwendungszweck unterscheidet man gelegentlich die sogenannten Prospektfalzungen von den Werkfalzungen. Im Gegensatz zur Prospektfalzung muss bei der Werkfalzung die Möglichkeit des Heftens durch den letzten Bruch gegeben sein, damit die Falzbogen für die Buchblockherstellung geeignet sind.
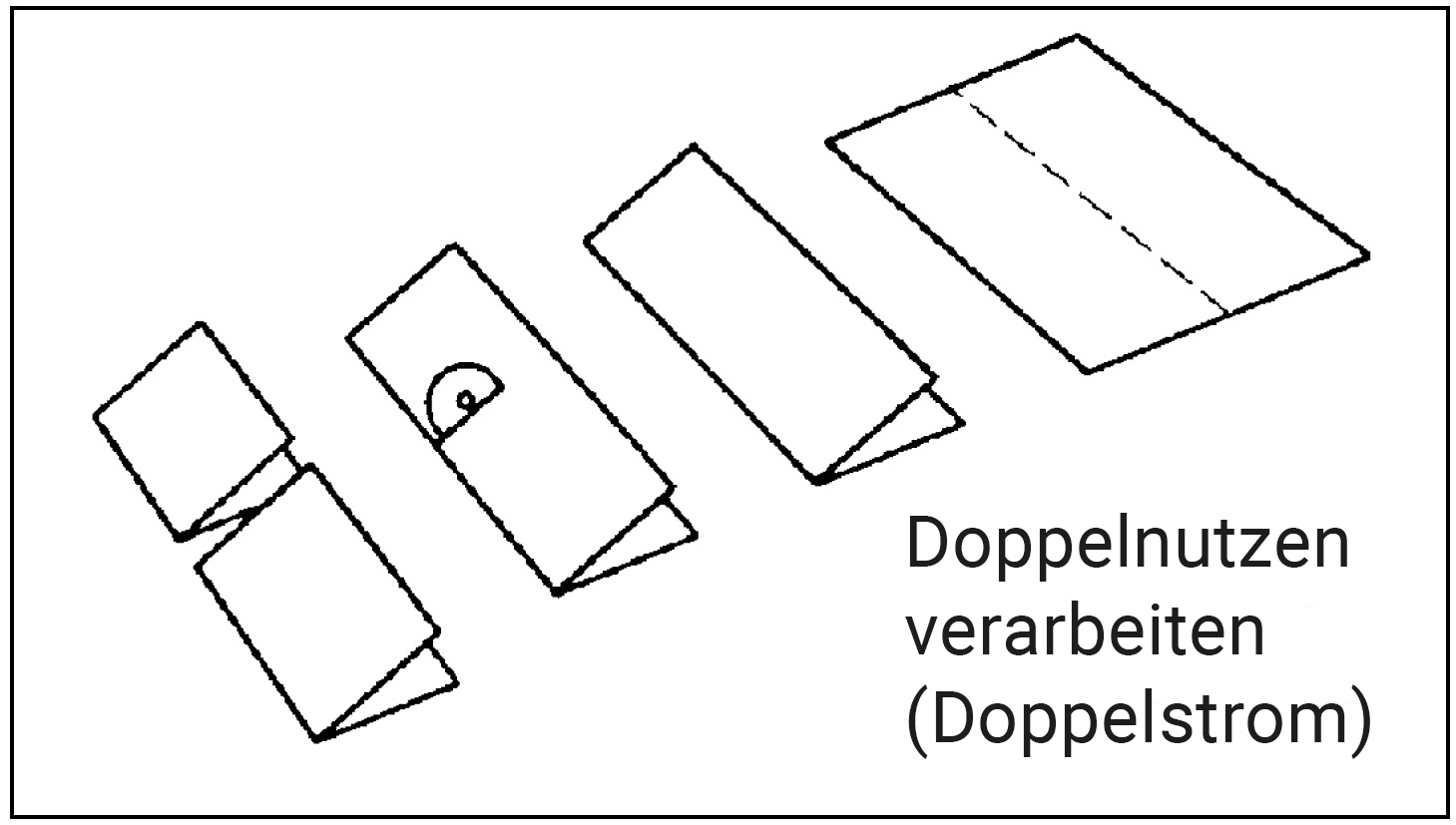
Werden zwei Falzbogen in einem gefalzt, so wird dies als Falzen von Doppelnutzen oder auch als Falzen im Doppelstrom bezeichnet.
Falzbogen, die beispielsweise auf dem Sammelhefter weiterverarbeitet werden, erhalten oft einen Greiffalz von ca. 8 mm. Dies ermöglicht ein problemloses Öffnen der Bogen mit Greifern, weil der hintere Bogenteil (Nachfalz) oder der vordere Bogenteil (Vorfalz) übersteht.
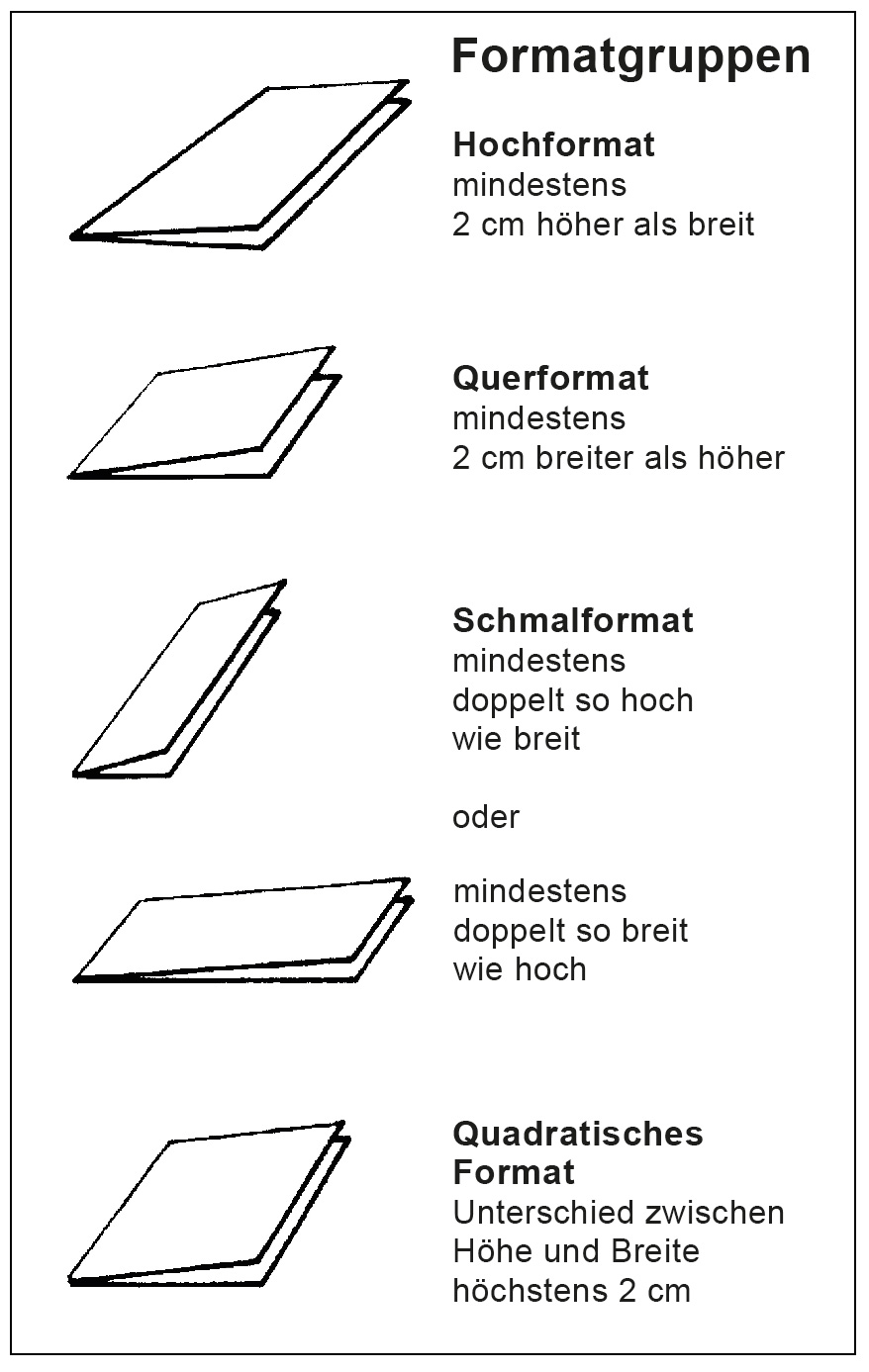
Nach dem Größenverhältnis zwischen Breite und Höhe des Falzbogens werden, ebenso wie bei anderen Printprodukten, die Formatgruppen Hoch-, Quer-, Schmal- und quadratisches Format unterschieden.
- Zum Verfassen von Kommentaren bitte anmelden.
Falzen – Grundlegende Begriffe
Fachbegriff | Erklärung |
Planobogen | Nicht gefalzter Bogen. |
Lagenfalzung | Mehrere Bogen liegen übereinander und werden gefalzt. |
Symmetrische Falzung | In der Mitte gefalzter Bogen. |
Asymmetrische Falzung | Außerhalb der Mitte gefalzter Bogen. |
Prospektfalzung | Bogen, der nur gefalzt wird, z. B. für Flyer. |
Werkfalzung | Bogen, der am letzten Falzbruch geheftet werden kann, z.B. für Bücher. |
Doppelnutzen falzen | 2 Falzbogen werden zusammen gefalzt. |
Greif-Falz
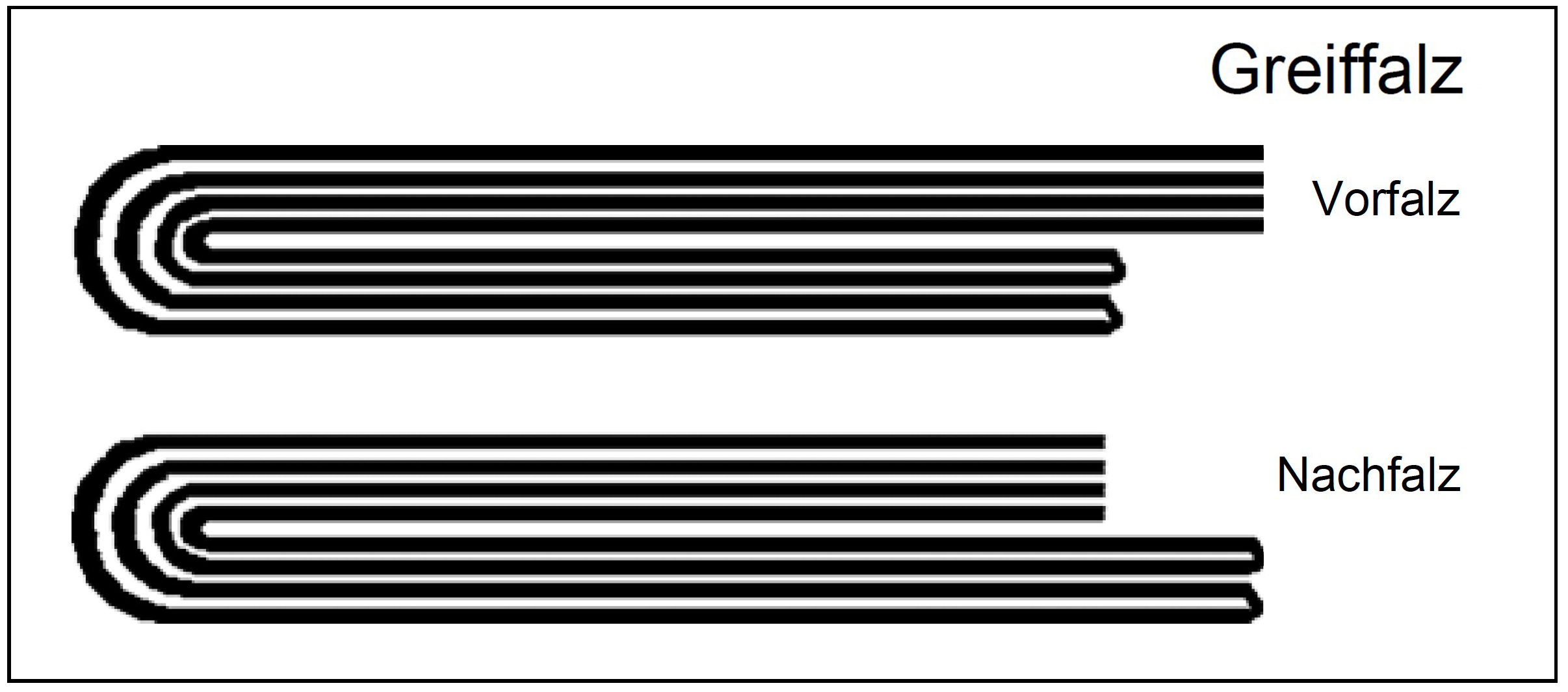
Falzbogen für die Weiterverarbeitung in einem Sammelordner bekommen einen Greiffalz von ca. 8 mm. Greifer können dann den Bogen gut öffnen, entweder am oberen Bogenteil oder am unteren Bogenteil.
Formatgruppen
Hochformat, Querformat, Schmalformat, quadratisches Format
Falzarten
Mindestangaben für die Kennzeichnung eines Falzbogens sind die Seitenzahl, die Anzahl der Brüche und die Falzart (z. B. 6 Seiten, Zweibruch Zickzackfalz).
Werden mehrere Falzarten bei der Falzung eines Bogens angewendet, dann sollten sie in der Reihenfolge ihres Entstehens genannt werden (z. B. 12 Seiten, Zweibruch Zickzackfalz und ein Bruch kreuz).
- Zum Verfassen von Kommentaren bitte anmelden.
Falz-Arten
Falzbogen werden mit diesen Angaben gekennzeichnet:
- Seitenzahl
- Anzahl der Brüche
- Falz-Art (z. B. 6 Seiten, 2-Bruch Zickzackfalz)
Manchmal werden bei einem Bogen mehrere Falz-Arten angewendet. Dann nennt man die Angaben in der Reihenfolge ihres Entstehens.
Beispiel: 12 Seiten, 2-Bruch Zickzackfalz, 1-Bruch Kreuzfalz
Parallelfalzung
Der Falzbruch liegt bei den Parallelfalzarten jeweils parallel zum vorausgegangenen Bruch.
Je nach Falzfolge werden vier Untergruppen unterschieden.
Mittenfalz (reine Parallelfalzung, Parallelmittenfalz): Es wird jeweils in der Mitte gefalzt. Die Zahl der Seiten verdoppelt sich mit jeder Falzung.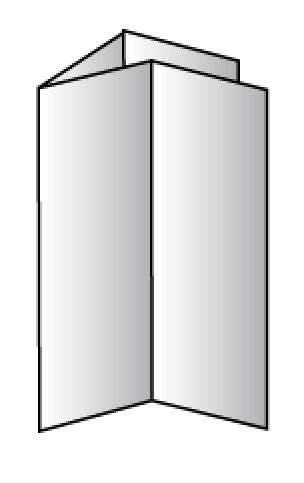
Wickelfalz: Der Bogen wird wickelförmig um das innere Blatt gefalzt. Das innere Blatt ist etwas kleiner zu halten, damit problemlos gefalzt werden kann.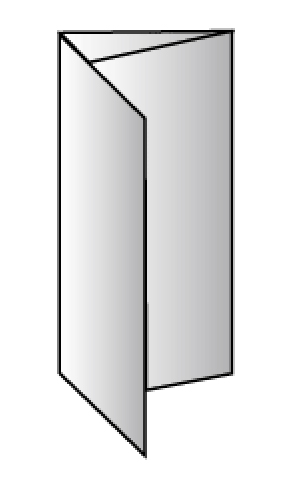
Zickzackfalz (Leporellofalz): Die Falzrichtung wechselt zickzackförmig nach jedem Bruch.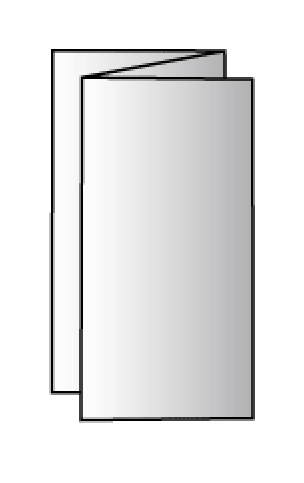
Fensterfalz (Altarfalz/Schließfalz): Der Falzbogen lässt sich fensterartig nach links und rechts öffnen. Die ausklappbaren Blätter dürfen aus falztechnischen Gründen in der Mitte nicht aneinander stoßen.
- Zum Verfassen von Kommentaren bitte anmelden.
Parallel-Falzung
Der Falzbruch ist immer parallel zum vorausgegangenen Bruch.
Man unterscheidet 4 Parallel-Falzungen:
Mittenfalz
Der Falz ist immer in der Mitte. Die Zahl der Seiten verdoppelt sich mit jeder Falzung.
Wickelfalz
Der Bogen wird wickelförmig um das innere Blatt gefalzt. Das innere Blatt muss etwas kleiner sein, damit man gut falzen kann.
Zickzackfalz (Leporello-Falz)
Die Falzrichtung wechselt zickzackförmig nach jedem Bruch.
Fensterfalz (Altarfalz/Schließfalz)
Man kann den Bogen nach rechts und links öffnen. Die ausgeklappten Seiten dürfen in der Mitte nicht aneinanderstoßen.
Kreuzfalzung
Der Falzbruch liegt bei der Kreuzfalzung jeweils senkrecht zum vorausgegangenen Bruch. Bei jeder Falzung verdoppelt sich die Zahl der Seiten. Je nach Anzahl der Brüche unterscheidet man folgende Bogenteile:
16 Seiten, Dreibruch Kreuzfalz = Ganzer Bogen (1/1 Bg.)
8 Seiten, Zweibruch Kreuzfalz = Halber Bogen (1/2 Bg.)
32 Seiten Vierbruch Kreuzfalz = Doppelbogen (2/1 Bg.).
Beispiel:
Der Vierbruch Kreuzfalz kann verschieden gefalzt werden. Je nach Falzfolge sind drei Varianten zu unterscheiden:
Deutscher Vierbruch: Der Bogen läuft nach dem zweiten Bruch nach rechts.
Englischer Vierbruch: Der Bogen läuft nach dem zweiten Bruch nach links.
Internationaler Vierbruch: Der Bogen läuft nach dem zweiten Bruch nach links und wird vor dem vierten Bruch gewendet.
- Zum Verfassen von Kommentaren bitte anmelden.
Kreuz-Falzung
Der Falzbruch ist immer senkrecht zum vorausgegangenen Bruch.
Bei einem Kreuzbruch-Falz wird der Bogen 2-, 3- oder 4-mal im rechten Winkel gefalzt. Dadurch erhält man 8, 16 oder 32 Seiten. Bei jeder Falzung verdoppelt sich die Seiten-Zahl.
8 Seiten, 2-Bruch Kreuzfalz = Halber Bogen (1/2 Bogen)
16 Seiten, 3-Bruch Kreuzfalz = Ganzer Bogen (1/1 Bogen)
32 Seiten, 4-Bruch Kreuzfalz = Doppelbogen (2/1 Bogen)
Der 4-Bruch Kreuzfalz kann verschieden gefalzt werden.
Je nach Falzfolge unterscheidet man 3 Varianten (siehe auch Falz-Schema):
- Deutscher Vierbruch:
Der Bogen läuft nach dem zweiten Bruch nach rechts. - Englischer Vierbruch:
Der Bogen läuft nach dem zweiten Bruch nach links. - Internationaler Vierbruch:
Der Bogen läuft nach dem zweiten Bruch nach links und wird vor dem vierten Bruch gewendet.
Gemischte Falzung
Gemischte Falzung liegt vor, wenn mehr als eine der vorher genannten Falzarten in einem Falzbogen vorkommen.
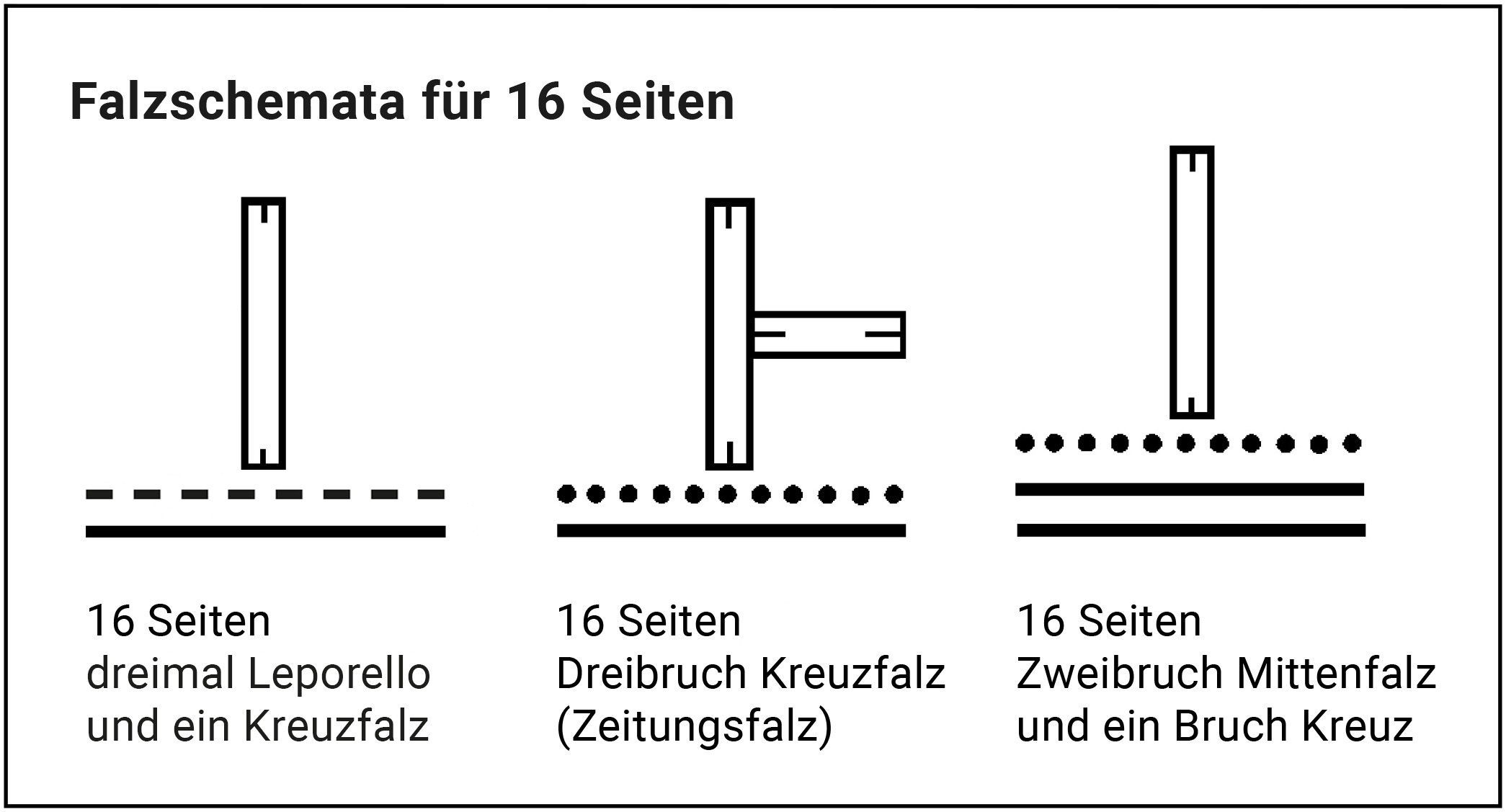
Der Dreiviertelbogen (3/4 Bg.) wird z. B. häufig als 12 Seiten, Zweibruch Zickzackfalz und ein Bruch kreuz gefalzt.
Gemischte Falzung wird auch benötigt um Querformate aus gängigen Druckbogenformaten zu falzen. Beispielsweise werden 16 Seiten Querformat meistens nicht mit Dreibruch Kreuzfalz, sondern mit Dreibruch Zickzack und einem Bruch kreuz gefalzt.
Legen Sie sich eine Sammlung von verschiedenen Falzmustern an.
Definieren Sie die Falzbrüche: Seiten, Brüche, Falzart, Bogenteil.
- Zum Verfassen von Kommentaren bitte anmelden.
Gemischte Falzung
Bei der gemischten Falzung werden Parallel-Falzungen und Kreuz-Falzungen kombiniert.
Beispiele:
- ¾-Bogen wird gefalzt zu: 12 Seiten, 2-Bruch Zickzackfalz, 1-Bruch Kreuzfalz

- 1 Bogen im Querformat wird gefalzt zu: 16 Seiten, 3-Bruch Zickzack-Falz, 1-Bruch Kreuzfalz.

Tipp:
Sammeln Sie verschiedene Falzmuster.
Maschinelle Falzprinzipien
Die maschinellen Falzprinzipien werden aus der Entstehung des Falzbruches abgeleitet.
Namensgeber ist jeweils das bestimmende Maschinenelement. In den gängigen Falzmaschinen wird fast ausschließlich das Taschen- und das Schwertfalzprinzip angewendet.
Rollenrotationsdruckmaschinen enthalten andere Falzaggregate, damit die schnelllaufenden Papierbahnen verarbeitet werden können. Hier findet man überwiegend das Trichterfalz- und das Falzklappenprinzip.
5.2.3.1 Taschenfalz (Stauchfalz)
5.2.3.2 Schwertfalz (Messerfalz)
5.2.3.3 Trichterfalz
5.2.3.4 Falzklappenprinzip (Trommelfalzprinzip)
- Zum Verfassen von Kommentaren bitte anmelden.
Maschinelle Falz-Prinzipien
Die meisten Falzmaschinen arbeiten nach den Prinzipien
Rollenrotations-Druckmaschinen verarbeiten schnell-laufende Papierbahnen. Sie arbeiten nach den Prinzipien
Taschenfalz (Stauchfalz)
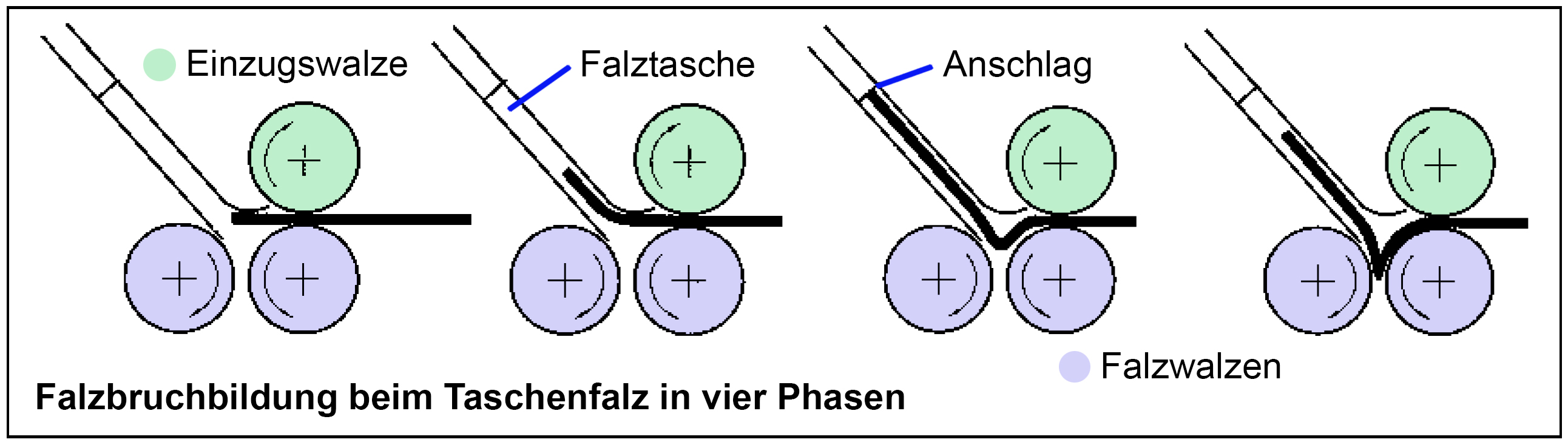
Der Bogen wird von der Einzugswalze und der darunterliegenden Falzwalze in die Falztasche eingeführt, läuft bis zum Anschlag und stößt an. Da gleichzeitig weitertransportiert wird, bildet sich im Stauchraum zwischen den Walzen eine durchhängende Falte, die von zwei rotierenden Falzwalzen erfasst und gebrochen wird.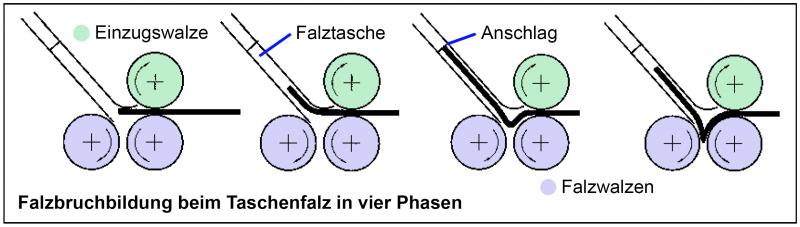
- Zum Verfassen von Kommentaren bitte anmelden.
| Anhang | Größe |
|---|---|
| 479.72 KB |
{kind=link}
Taschenfalz (Stauchfalz)
Eine Einzugswalze und eine Falzwalze führen den Bogen in die Falztasche.
⇒ Der Bogen läuft bis zum Anschlag, stößt an und wird weitertransportiert.
⇒ So entsteht zwischen den Falzwalzen eine Falte.
⇒ Die Falzwalzen erfassen die Falte, der Bogen wird an der Falte gebrochen.
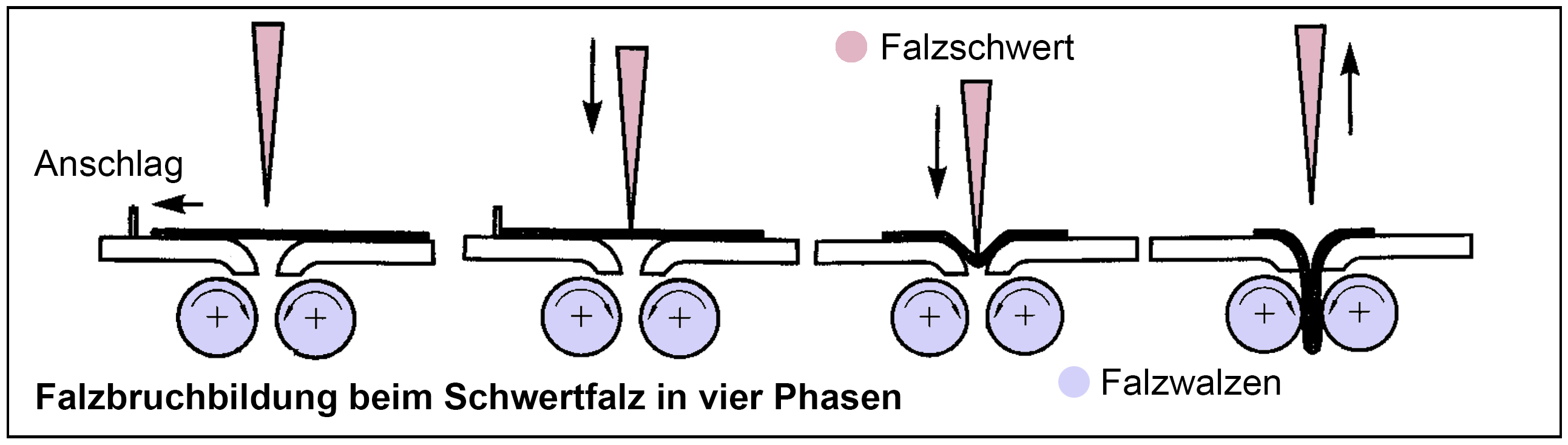
Schwertfalz (Messerfalz)
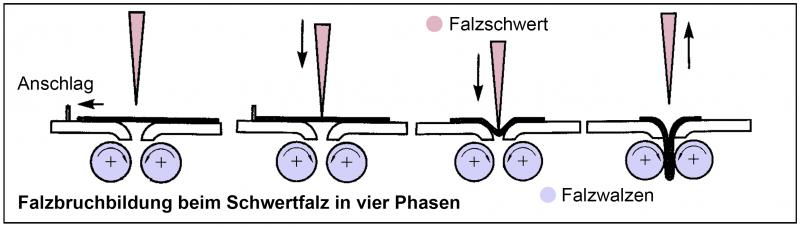
Der Bogen wird von Transportbändern bis zum Kreuzbruchanschlag befördert und am Seitenanschlag angelegt. Das senkrecht niedergehende Falzschwert schlägt ihn zwischen die beiden Falzwalzen, die den Falzbruch erzeugen.
- Zum Verfassen von Kommentaren bitte anmelden.
| Anhang | Größe |
|---|---|
| 400.45 KB |
{kind=link}
Schwertfalz (Messerfalz)
Der Bogen wird bis zum Anschlag transportiert.
⇒ Dann schlägt ein Falz-Schwert den Bogen zwischen die beiden Falzwalzen.
⇒ Der Bogen wird gefalzt.
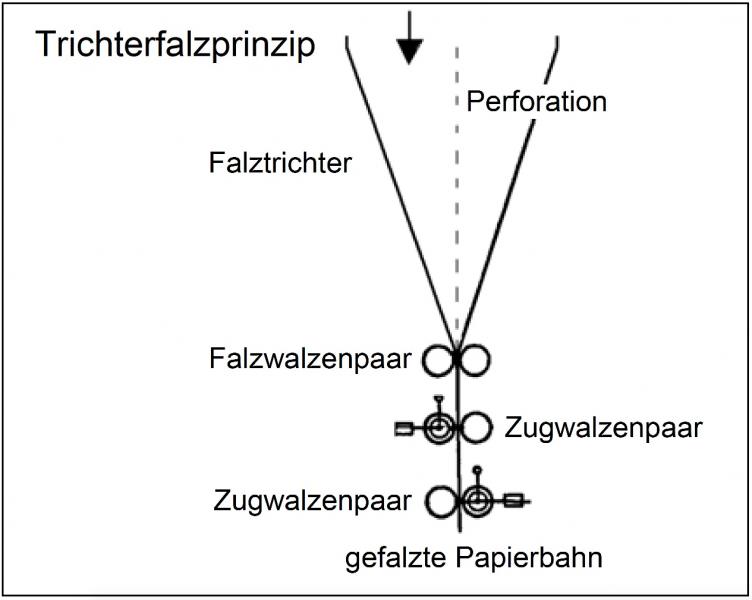
Trichterfalz
Die schnelllaufende Papierbahn wird über dem Falztrichter gefaltet, zwischen gegenläufig rotierende Falzwalzen geführt und dort gefalzt.
An Falzmaschinen, die speziell für das Mailing (Komplettherstellung von Versandprodukten) ausgestattet sind, gibt es das Trichterfalzsystem auch als Innentrichter.
Die zu falzenden Teilprodukte durchlaufen den Trichter nicht außen, sonder innen. Die so erzeugte Falte wird danach von Falzrollen fixiert.
- Zum Verfassen von Kommentaren bitte anmelden.
Trichterfalz
Der Trichterfalz ist für schnell-laufende Papierbahnen im Rollendruck.
Die Falz-Trichter können Außentrichter oder Innentrichter sein.
Falzmaschinen speziell für das Mailing haben Innentrichter.
Die Papierbahn läuft durch den Falz-Trichter und wird zwischen die Falzwalzen geführt.
Die Falzwalzen rotieren gegenläufig und falzen die Bahn.
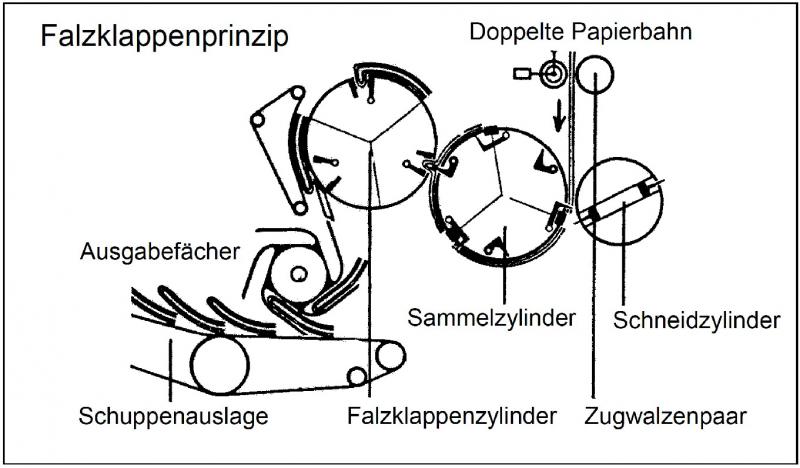
Falzklappenprinzip (Trommelfalzprinzip)
Die vom Trichterfalz her kommende doppelte Papierbahn läuft auf den Sammelzylinder.
Die im Schneidzylinder gelagerten Messer treten heraus und führen den Querschnitt aus. Wenn danach die Falzposition erreicht ist, werden die übereinanderliegenden Bogenteile von dem darunterliegenden Falzmesser zwischen die gegenüberliegenden Falzklappen gestoßen und gefalzt. Es handelt sich also um eine maschinelle Lagenfalzung. Abschließend gelangen die Falzbogen über den Auslagefächer in die Schuppenauslage.
- Zum Verfassen von Kommentaren bitte anmelden.
Falzklappen-Prinzip (Trommelfalz-Prinzip)
Beim Falzklappen-Prinzip werden mehrere Papierlagen zusammen gefalzt.
Eine doppelte Papierbahn läuft auf den Sammelzylinder.
Messer im Schneidzylinder schneiden die Bahn.
Die übereinander liegenden Bogen werden gegen die Falzklappen gestoßen und gefalzt.
Am Ende kommen die Falzbogen über den Auslagefächer in die Schuppen-Auslage.
Hier werden die Bogen sortiert und für die weitere Verarbeitung bereitgestellt.
Falzmaschinentypen
Die Bezeichnung der Falzmaschinen wird von den angewendeten Falzprinzipien abgeleitet. Hinzu kommen je nach Hersteller die maximale Bogeneinlaufbreite und weitere Daten zur Maschinenkonfiguration.
- Zum Verfassen von Kommentaren bitte anmelden.
Falzmaschinen-Typen
Falzmaschinen unterscheidet man nach ihrem Falz-Prinzip.
Auch nach dem Hersteller und nach Maschinen-Merkmalen, z. B. nach der Breite des Bogeneinlaufs.
Typen:
- Taschenfalz-Machine
- Schwertfalz-Maschine
- Kombi-Falzmaschine
- Einzelfalz-Aggregat
Taschenfalz-Maschine
Taschenfalzmaschinen arbeiten ausschließlich nach dem Taschenfalzprinzip. Sie sind nach dem Baukastensystem konstruiert, d. h. einzelne Falzaggregate können beliebig zusammengestellt werden. Die üblichen Ausführungen haben zwei bis drei mobile Falzaggregate, die wahlweise auf Kreuz- oder Parallelbrucheinstellung gebracht werden können. Nach jedem Aggregat kann ausgelegt werden.
Ein Falzaggregat besteht aus zwei bis sechs Falzwerken, deren Taschen abwechselnd nach oben und unten angeordnet sind. Durch Einstellen der Anschläge wird die Lage der Brüche festgelegt. Der Falzwalzenabstand richtet sich nach der Falzbogenstärke.
Für Sonderfälle gibt es auch Falzaggregate mit mehr als sechs Taschen. Alle Falztaschen können geschlossen werden, wodurch ein Falzen an dieser Stelle unterbleibt. Bei ganz alten Falzmaschinen tauscht man die Falztaschen gegen Bogenweichen aus.
Das Taschenfalzaggregat enthält außerdem normalerweise ein Messerwellenpaar, mit dem rotativ perforiert, gerillt und geschnitten werden kann.

Der Bogentransport zwischen den Falzaggregaten erfolgt über Eckfördertische mit schräg angeordneten Transportwalzen (Schrägrollen). Auf diese Weise werden die Falzbogen gegen die Anschlaglineale geführt und für die nächsten Brüche ausgerichtet.
An Taschenfalzmaschinen können vielfältige Falzvariationen gefalzt werden. Die Laufgeschwindigkeit ist höher als beim taktgebundenen Schwertfalzprinzip. Die Stundenleistung hängt in erster Linie von der Länge des Planobogens und vom eingestellten Bogenabstand ab (kurzer Bogen, kleiner Bogenabstand = hohe Stundenleistung).
Das Ein- und Umstellen dauert etwas länger, als an Schwertfalzmaschinen. Außerdem ist der Platzbedarf relativ groß. Bei besonders dünnen Papieren mit geringer Steifigkeit, aber auch bei dickem Papier und starken Falzbogen mit hoher Steifigkeit sind der Taschenfalzmaschine Grenzen gesetzt.

- Zum Verfassen von Kommentaren bitte anmelden.
Taschenfalz-Maschine
Taschenfalz-Maschinen arbeiten nach dem Taschenfalz-Prinzip.
Sie sind nach dem Baukasten-System aufgebaut. Das bedeutet:
- Einzelne Falz-Einheiten können so zusammengestellt werden, wie man sie braucht.
Die meisten Taschenfalz-Maschinen haben 2 bis 3 Falz-Einheiten. Sie können so zusammengestellt werden, dass man entweder nur Parallel-Brüche oder Parallel-Brüche und Kreuz-Brüche herstellen kann.
Eine Falz-Einheit besteht aus mindestens einer Falz-Tasche.
Nach jeder Falz-Einheit kann man die gefalzten Bogen herausnehmen.
Merkmale
- Eine Falz-Einheit hat normalerweise 2 bis 6 Falztaschen.
Für Sonderfälle gibt es auch Falz-Einheiten mit mehr als 6 Taschen. - Die Falztaschen sind abwechselnd nach oben und unten angeordnet. Sie können auch geschlossen werden, dann wird an dieser Stelle nicht gefalzt.
- Die Anschläge kann man unterschiedlich einstellen und so die Lage der Brüche festlegen.
- Der Abstand zwischen den Falzwalzen richtet sich nach der Falzbogen-Stärke.
- Die Taschenfalz-Einheit enthält meist auch 2 Messerwellen, die den Bogen perforieren, rillen und schneiden können.
Bogen-Transport:
Schräg angeordnete Transportwalzen (Schrägrollen) transportieren den Bogen über Eck-Fördertische zwischen den Falzaggregaten. So werden die Bogen gegen die Anschlag-Lineale geführt und für die nächsten Brüche ausgerichtet.
Taschenfalz-Maschinen können viele Falzarten falzen.
Vergleich zur Schwertfalz-Maschine:
- Die Taschenfalz-Maschine arbeitet schneller (= höhere Laufgeschwindigkeit),
denn die Schwertfalz-Maschine ist taktgebunden - Das Einstellen und Umstellen dauert etwas länger.
- Die Taschenfalz-Maschine braucht mehr Platz.
- Sie kann nicht so gut sehr dünne und sehr dicke Papiere falzen.
Die Stundenleistung ist bestimmt durch:
- Länge des Planobogens
- Bogenabstand (kurzer Bogen, kleiner Bogenabstand = hohe Stundenleistung).
Schwertfalz-Maschine
Schwertfalzmaschinen arbeiten ausschließlich nach dem Schwertfalzprinzip. Ein Schwertfalzaggregat hat fast immer mehrere Falzwerke. Üblich ist die Kreuzbruchstellung mit drei Schwertfalzwerken.
Die Schwerter sind horizontal und vertikal verstellbar. Sie müssen auf Mitte zwischen den Falzwalzen stehen. Der Falzwalzenabstand richtet sich nach der Falzbogenstärke. Der Bogentransport erfolgt über Transportbänder mit darüber angeordneten kugel- oder rollenbestückten Stäben. Der einlaufende Bogen benötigt am Kreuzbruchanschlag ausreichend Zeit zur seitlichen Ausrichtung, bevor das Schwert niedergehen darf. Von Vorteil ist es, wenn mit Perforieren oder Rillen zuvor eine Sollbruchstelle erzeugt wurde.
Schwerttakt und Bogeneinzug werden mechanisch oder elektronisch aufeinander abgestimmt. Bogenanschläge und Schwerter sind ab- bzw. hochstellbar, so dass eine Falzung unterbleibt. Nach jedem Falzwerk kann ausgelegt werden.
Die Falzleistung an Schwertfalzmaschinen wird durch den Schwerttakt begrenzt und liegt niedriger als die der Taschenfalzmaschine. Dagegen ist der Ein- und Umstellaufwand ebenso wie der Platzbedarf geringer. Die Verarbeitung von dünnen, voluminösen und steifen Papiersorten bereitet keine Probleme.
Wegen der taktbedingten geringen Stundenleistung und den konstruktionsbedingt sehr eingeschränkten Falzvarianten gibt es allerdings so gut wie keine reinen Schwertfalzmaschinen mehr.
- Zum Verfassen von Kommentaren bitte anmelden.
Schwertfalz-Maschine
Schwertfalz-Maschinen arbeiten nach dem Schwertfalz-Prinzip.
Eine Schwertfalz-Einheit hat fast immer mehrere Falzwerke. Meist machen 3 Schwertfalzwerke Kreuzbruch-Falzungen.
- Die Schwerter kann man horizontal und vertikal verstellen. Sie müssen in der Mitte zwischen den Falzwalzen stehen.
- Der Abstand zwischen den Falzwalzen richtet sich nach der Falzbogen-Stärke.
Bogen-Transport
Transportbänder mit Rollenstäben transportieren den Bogen. Der Bogen muss immer erst seitlich ausgerichtet werden, bevor das Schwert herunterfällt. Es ist gut, wenn zuerst eine Linie perforiert oder gerillt wurde (= Sollbruchstelle).
Schwert-Takt und Bogen-Einzug werden mechanisch oder elektronisch aufeinander abgestimmt. Die Bogen-Anschläge und Schwerter kann man hochstellen bzw. abstellen. Dann wird an dieser Stelle nicht gefalzt.
Nach jedem Falzwerk kann man die gefalzten Bogen herausnehmen.
Vergleich zur Taschenfalz-Maschine:
- Die Schwertfalz-Maschine ist taktgebunden. D.h. sie arbeitet langsamer als die Taschenfalz-Maschine.
- Man kann sie einfacher einstellen und umstellen.
- Sie braucht weniger Platz.
- Sie kann weniger Falzarten falzen.
Abb. 5.2-24:
Kreuzbruch-System einer Schwertfalz-Maschine mit 3 Schwertern
Hinweis:
Betriebe verwenden nur noch selten reine Schwertfalz-Maschinen, weil sie langsamer arbeiten und nicht so viele Falzarten falzen.
Kombifalzmaschine
Bei Kombifalzmaschinen sind Taschen- und Schwertfalzprinzip in einer Maschine kombiniert. Üblicherweise wird ein Taschenfalzaggregat mit einem Schwertfalzaggregat in Kreuzbruchstellung kombiniert. Durch eine zusätzliche Tasche im ersten Schwertfalzwerk kann bei manchen Falzmaschinen der erste Kreuzbruch mit einem Parallelbruch ergänzt werden.
Nach jedem Falzwerk kann ausgelegt werden. Kombi-Falzmaschinen sind weit verbreitet, weil sie die Vorteile der beiden Falzprinzipien in sich vereinigen: kleiner Platzbedarf, universelle Falzmöglichkeiten bei rascher Ein- und Umstellzeit und hoher Falzleistung.
- Zum Verfassen von Kommentaren bitte anmelden.
Kombi-Falzmaschine
Kombi-Falzmaschinen kombinieren Taschenfalz- und Schwertfalz-Prinzip in einer Maschine. Meist ist ein Taschenfalzwerk mit einem Schwertfalzwerk in Kreuzbruch-Stellung kombiniert.
Bei manchen Falzmaschinen kann der erste Kreuzbruch mit einem Parallel-Bruch ergänzt werden, wenn das erste Schwertfalz-Werk eine zusätzliche Tasche hat.
Nach jedem Falzwerk kann man die gefalzten Bogen herausnehmen.

1 Planobogen
2 Falzanlage
3 Einlauf-Lineal
4 Taschenfalz-Einheit
5 Kreuzbruch-Anschläge
6 Falzschwerter
7 Auslage für einfachen Bruch und Parallel-Falzungen
8 Auslage für 2-Bruch Kreuzfalz und gemischte Falzungen
9 Auslage für 3-Bruch Kreuzfalz und gemischte Falzungen
Hinweis:
Viele Betriebe arbeiten mit Kombi-Falzmaschinen. So können sie die Vorteile der beiden Maschinentypen nutzen:
- Sie brauchen wenig Platz.
- Sie können alle Falz-Arten falzen.
- Man kann sie schnell einstellen und umstellen
- Sie können schnell und viel falzen.
Einzelfalz-Aggregat
Einzelfalzaggregate sind nur mit einem Schwertfalzwerk ausgestattet, das allerdings meistens um 180° gedreht werden kann, so dass das Schwert bei Bedarf von unten nach oben arbeitet. Ältere Modelle haben einen zweiten unteren Bogeneinlauf, der den Bogen wendet, bevor er unter das Schwert gelangt. In diesem Fall kann das Schwert nicht gedreht werden.
- Zum Verfassen von Kommentaren bitte anmelden.
Einzelfalz-Aggregat
Einzelfalz-Aggregate haben nur 1 Schwertfalzwerk. Aber dieses Falzwerk kann meist um 180° gedreht werden, so dass das Schwert von unten nach oben arbeiten kann.
Ältere Modelle haben einen zweiten unteren Bogen-Einlauf, der den Bogen wendet, bevor er unter das Schwert kommt. In diesem Fall kann das Schwert nicht gedreht werden.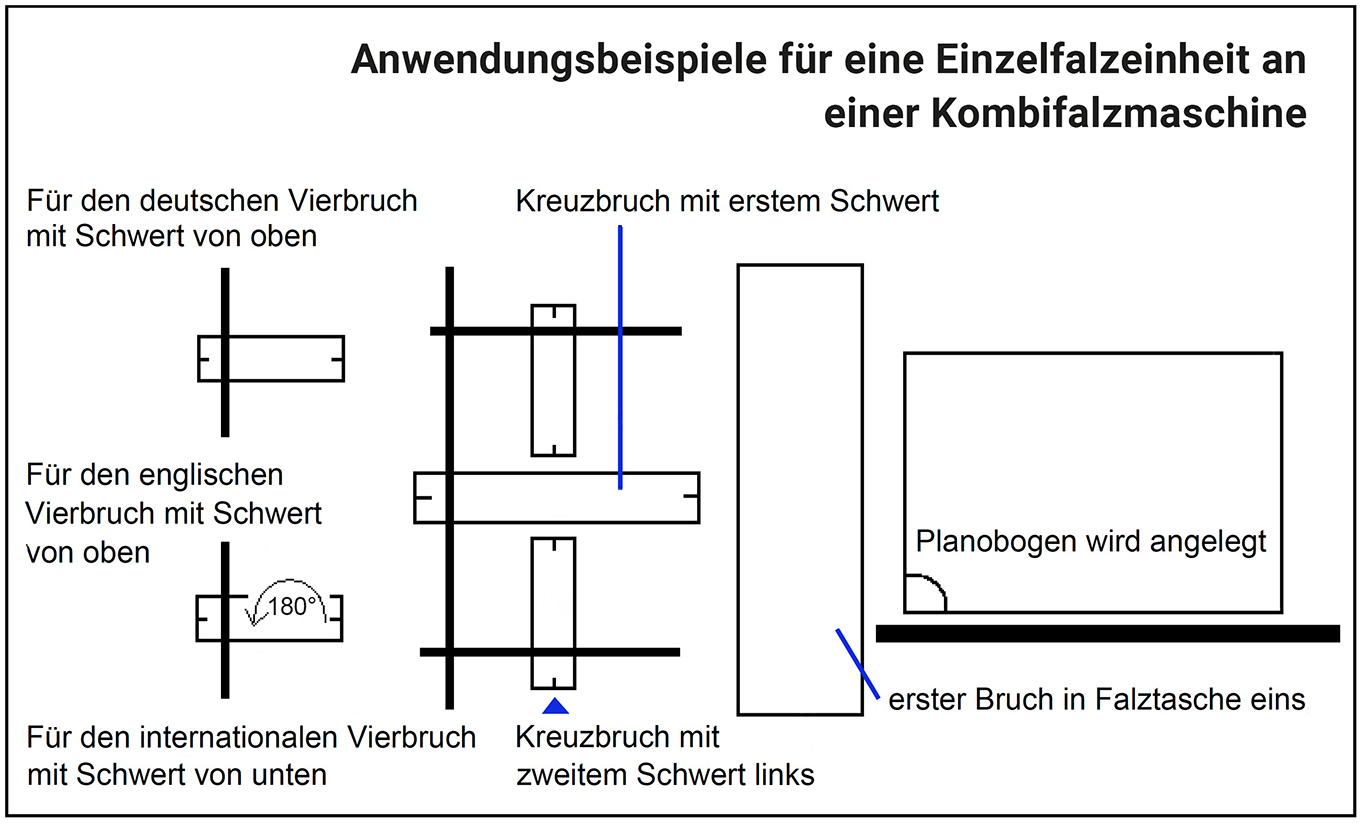
A Für den deutschen 4-Bruch mit Schwert von oben
B Für den englischen 4-Bruch mit Schwert von oben
C Für den internationalen 4-Bruch mit Schwert von unten
(1) Planobogen wird angelegt
(2) erster Bruch in Falztasche eins
(3) Kreuzbruch mit erstem Schwert
(4) Kreuzbruch mit zweitem Schwert links
(5) Kreuzbruch mit Einzelfalzwerk um 180° gedreht
Anlegersysteme
An den gängigen Falzmaschinentypen werden fast immer Flach- oder Rundstapelanleger verwendet. Eine besondere Form des Flachstapelanlegers ist der Palettenanleger.
5.2.5.1 Flachstapelanleger
5.2.5.2 Rundstapelanleger
5.2.5.3 Palettenanleger
5.2.5.4 Einlauftisch (Schrägbandtisch)
- Zum Verfassen von Kommentaren bitte anmelden.
Anleger-Systeme
Man unterscheidet diese Anleger-Systeme:
Viele Falzmaschinen-Typen verwenden Flachstapel-Anleger oder Rundstapel-Anleger.
Flachstapelanleger
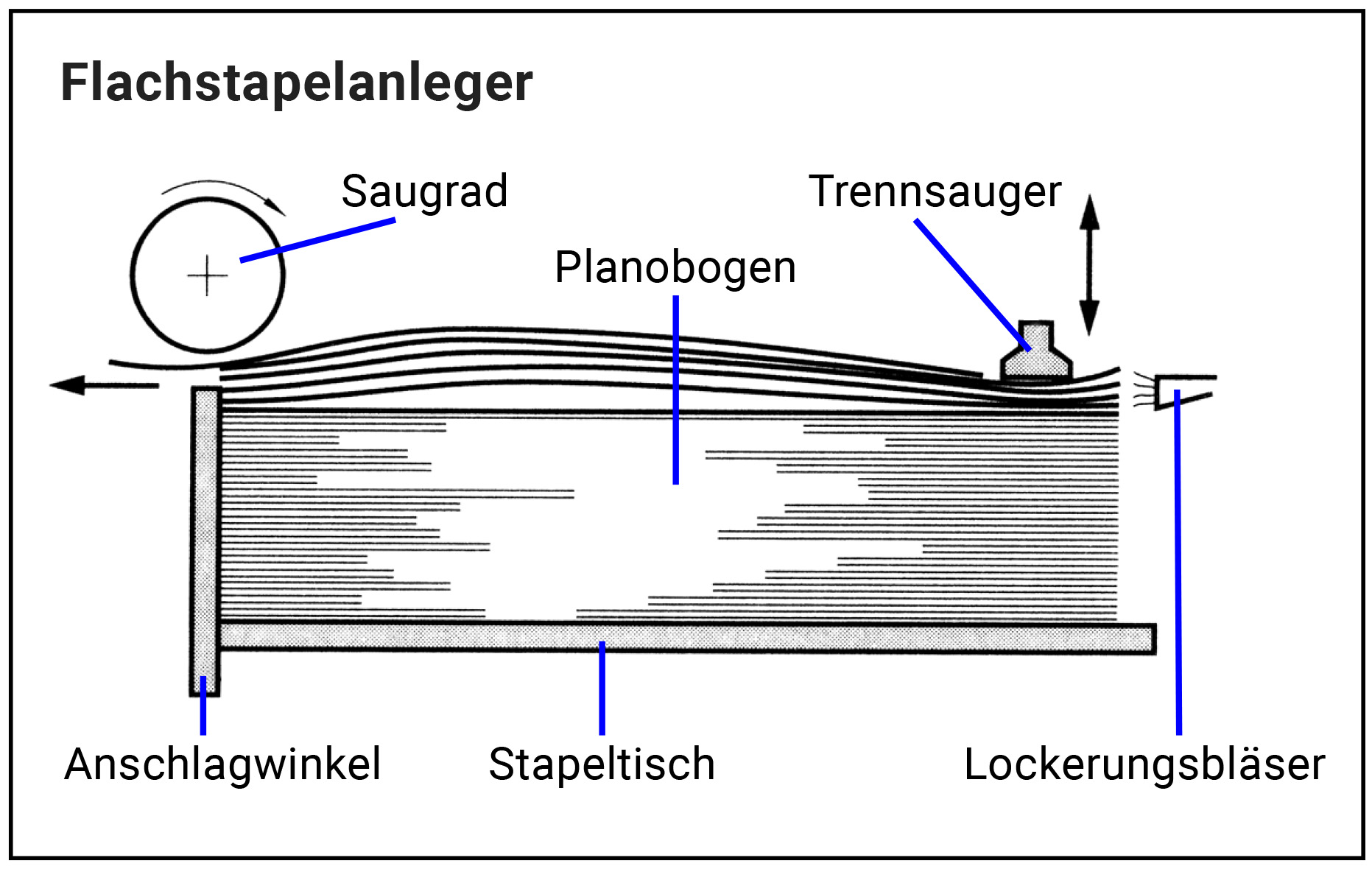
Kennzeichen des Flachstapelanlegers ist die „flache“ Bogenzuführung. Die zu falzenden Planobogen werden auf dem Stapelbrett zunächst vorgestapelt. Bei Falzbetrieb lockern die Bogenlockerungsbläser die ersten vier bis acht Bogen des Stapels auf, Sauger heben den obersten Bogen an, und das Saugrad übergibt den Bogen auf den Einlauftisch.
Flachstapelanleger haben einen geringen Platzbedarf. Ein- und Umstellung sind problemlos und rasch durchführbar. Die Höhenautomatik gewährleistet ein funktionssicheres Arbeiten auch bei schwierigen Papieren und Höhendifferenzen im Stapel.
Andererseits sind mit dem Stapelwechsel Stillstandzeiten verbunden. Der Flachstapelanleger eignet sich deshalb besonders für kleine bis mittlere Auflagen bei ständig wechselnden Aufträgen.
- Zum Verfassen von Kommentaren bitte anmelden.
Flachstapel-Anleger
Merkmale:
- Die Bogen werden flach zugeführt.
- Die Bogen werden auf dem Stapelbrett vorgestapelt.
- Ein Gebläse lockert die ersten 4 bis 8 Bogen des Stapels.
- Sauger heben den obersten Bogen an.
- Das Saugrad transportiert den Bogen auf den Einlauf-Tisch.
Vorteile des Flachstapel-Anlegers:
- Flachstapel-Anleger brauchen wenig Platz.
- Man kann sie einfach und schnell einstellen und umstellen.
- Eine Höhenautomatik sorgt dafür, dass auch schwierige Papiere gefalzt werden können.
- Die Höhenautomatik gleicht auch Höhen-Unterschiede im Stapel aus.
- Gut geeignet für kleine bis mittlere Auflagen bei ständig wechselnden Aufträgen.
Nachteil:
- Stillstand-Zeiten beim Stapelwechsel
Rundstapelanleger
Kennzeichen des Rundstapelanlegers ist, dass die Planobogen bei der Zuführung gewissermaßen „eine Runde machen“. Die Bogen werden nach und nach packweise auf den oberen Tisch aufgelegt und aufgeschuppt. Dann gelangen sie über die Wendetrommel kontinuierlich auf den unteren Tisch. Dort werden sie von den Pendelblasdüsen seitlich aufgelockert und dann vom Saugrad und auf den Einlauftisch übergeben.
Im Gegensatz zum Flachstapelanleger ist beim Rundstapelanleger kein Maschinenstillstand erforderlich. Allerdings ist der Platzbedarf wesentlich größer, denn je länger der Anleger ist, desto mehr Zeit steht für das Auflegen neuer Bogen zur Verfügung.
Hohes Stapelvolumen und eine ruhige lückenlose Bogenbeschickung sind die Vorteile des Rundstapelanlegers. Er ist deshalb besonders für die Verarbeitung von großen Auflagen und großformatigen Bogen geeignet.
- Zum Verfassen von Kommentaren bitte anmelden.
Rundstapel-Anleger
Merkmale:
- Die Bogen machen eine Runde, wenn sie zugeführt werden.
- Die Bogen werden nach und nach in Stapeln auf den oberen Tisch gelegt und aufgeschuppt.
- Eine Wendetrommel transportiert sie auf den unteren Tisch.
- Eine Pendel-Blasdüse lockert die Bogen an der Seite auf.
- Das Saugrad transportiert die Bogen auf den Einlauf-Tisch.
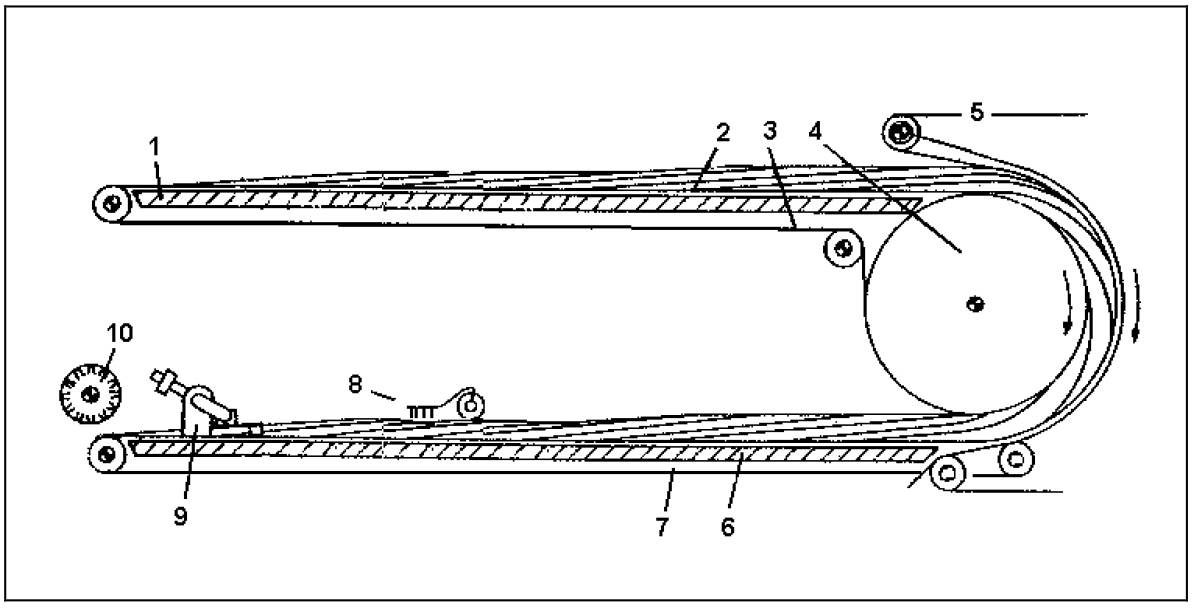
1 Oberer Tisch
2 Aufgeschuppte Planobogen
3 Transportband
4 Wendetrommel
5 Andrucksystem (Rollen, Gurte)
6 unterer Tisch
7 Transportband
8 Niederhalter
9 Pendelblasdüse
10 Saugrad
Vorteile:
- Keine Stillstand-Zeiten.
- Braucht mehr Platz als der Flachstapel-Anleger.
- Bei einem langen Anleger hat man mehr Zeit, um neue Bogen aufzulegen.
Je länger der Anleger, desto mehr Zeit hat man für das Auflegen. - Hohe Stapel möglich.
- Die Bogen können ohne Pause nachgelegt werden.
- Geeignet für hohe Auflagen und große Formate.
Palettenanleger
Kennzeichen des Palettenanlegers ist, dass der von der Druckmaschine auf Palette abgesetzte Stapel komplett übernommen werden kann. Der Anleger entspricht weitgehend dem der Druckmaschine. Er kann auch großformatige Bogen problemlos anlegen, wobei die Falzmaschine nur kurz angehalten werden muss, um den neuen Stapel einzufahren.
- Zum Verfassen von Kommentaren bitte anmelden.
Paletten-Anleger
Der Paletten-Anleger ist eine besondere Form des Flachstapel-Anlegers.
Druckmaschinen legen die fertig gedruckten Bogen auf einer Palette ab.
Merkmale:
- Der Stapel kann direkt von der Palette übernommen werden.
- Man kann auch großformatige Bogen anlegen.
- Bei neuen Stapeln muss die Falzmaschine kurz angehalten werden.
Einlauftisch (Schrägbandtisch)
Über den Einlauftisch gelangen die Planobogen vom Anleger in das erste Falzaggregat. Sie werden dabei seitlich ausgerichtet (Falzanlage), indem das schräglaufende Transportband sie gegen das kugelbestückte, seitlich verstellbare Einlauflineal führt. Niederhalter verhindern das Hochsteigen der Bogen. Sie ermöglichen ein fehlerfreies Einlaufen in den Einlauftrichter und damit hohe Produktionsgeschwindigkeiten.
Die Doppelbogensperre stoppt den Anleger bei Einzug von Doppelbogen.
- Zum Verfassen von Kommentaren bitte anmelden.
Einlauf-Tisch (Schrägband-Tisch)
Transport:
- Die Planobogen kommen vom Anleger auf den Einlauf-Tisch.
- Vom Einlauf-Tisch kommen sie dann in das erste Falzwerk.
- Das schräg laufende Transportband transportiert sie gegen das Einlauf-Lineal. Dabei werden sie seitlich ausgerichtet (an Falzanlage).
- Dann können die Bogen in den Einlauf-Trichter laufen.
Abb. 5.2-29: Bogenanlage auf dem Einlauf-Tisch.
1 Saugrad
2 Doppelbogensperre
3 Kugel-Lineal mit Schrägband
4 Einlauf-Lineal (im rechten Winkel zur Einzugswalze des Taschenfalz-Werks)
5 Planobogen
6 bis 8 Bewegung beim Anlegen des Planobogens
Merkmale:
- Niederhalter sorgen dafür, dass die Bogen nicht aufsteigen.
- Eine Doppelbogen-Sperre sorgt dafür, dass immer nur 1 Bogen eingezogen wird.
- Sehr schnelles Arbeiten (= hohe Produktionsgeschwindigkeit)
Auslegersysteme
Die sogenannte Kastenauslage ist zwar einfach konstruiert und platzsparend, bedingt aber eine mühsame Entnahme der Falzbogen. Bänderauslagen werden deshalb bevorzugt. Sie können außerdem sehr gut mit anderen Auslagesystemen kombiniert werden.
5.2.6.1 Schuppenauslage
5.2.6.2 Stehendbogenauslage
5.2.6.3 Vertikalstapelauslage (Flachstapelauslage)
5.2.6.4 Banderolierauslage (Päckchenauslage)
5.2.6.5 Bündelpresse und Stapelbündler
5.2.6.6 Printrolle
- Zum Verfassen von Kommentaren bitte anmelden.
Ausleger-Systeme
Es gibt Kasten-Auslagen und Bänder-Auslagen.
Kasten-Auslage: ist einfach und braucht wenig Platz, aber man kann die Bogen nicht so gut herausnehmen.
Bänder-Auslage: kann man gut kombinieren mit anderen Ausleger-Systemen.
Auslage-Systeme:
- Schuppen-Auslage
- Stehendbogen-Auslage
- Vertikalstapel-Auslage (Flachstapel-Auslage)
- Banderolier-Auslage (Päckchen-Auslage)
- Bündelpresse und Stapelbündler
- Printrolle
Schuppenauslage
Es handelt sich um mobile, in der Höhe verstellbare, selbstständige Einheiten, die an jedes Falzaggregat angestellt werden können. Die Falzbogen werden zwischen Transportbändern und Niederhalterollen geschuppt ausgelegt. Mit der Geschwindigkeit der Auslagebänder wird der Schuppenabstand eingestellt.
- Zum Verfassen von Kommentaren bitte anmelden.
Schuppen-Auslage
Schuppen-Auslagen sind selbstständige Einheiten.
Merkmale:
- Man kann die Höhe verstellen.
- Man kann sie an jedes Falzwerk anstellen.
- Die Falzbogen werden zwischen Transport-Bändern und Niederhalte-Rollen geschuppt ausgelegt.
- Man kann die Geschwindigkeit der Auslage-Bänder einstellen.
- Mit der Geschwindigkeit der Auslage-Bänder kann man auch den Schuppen-Abstand regulieren.
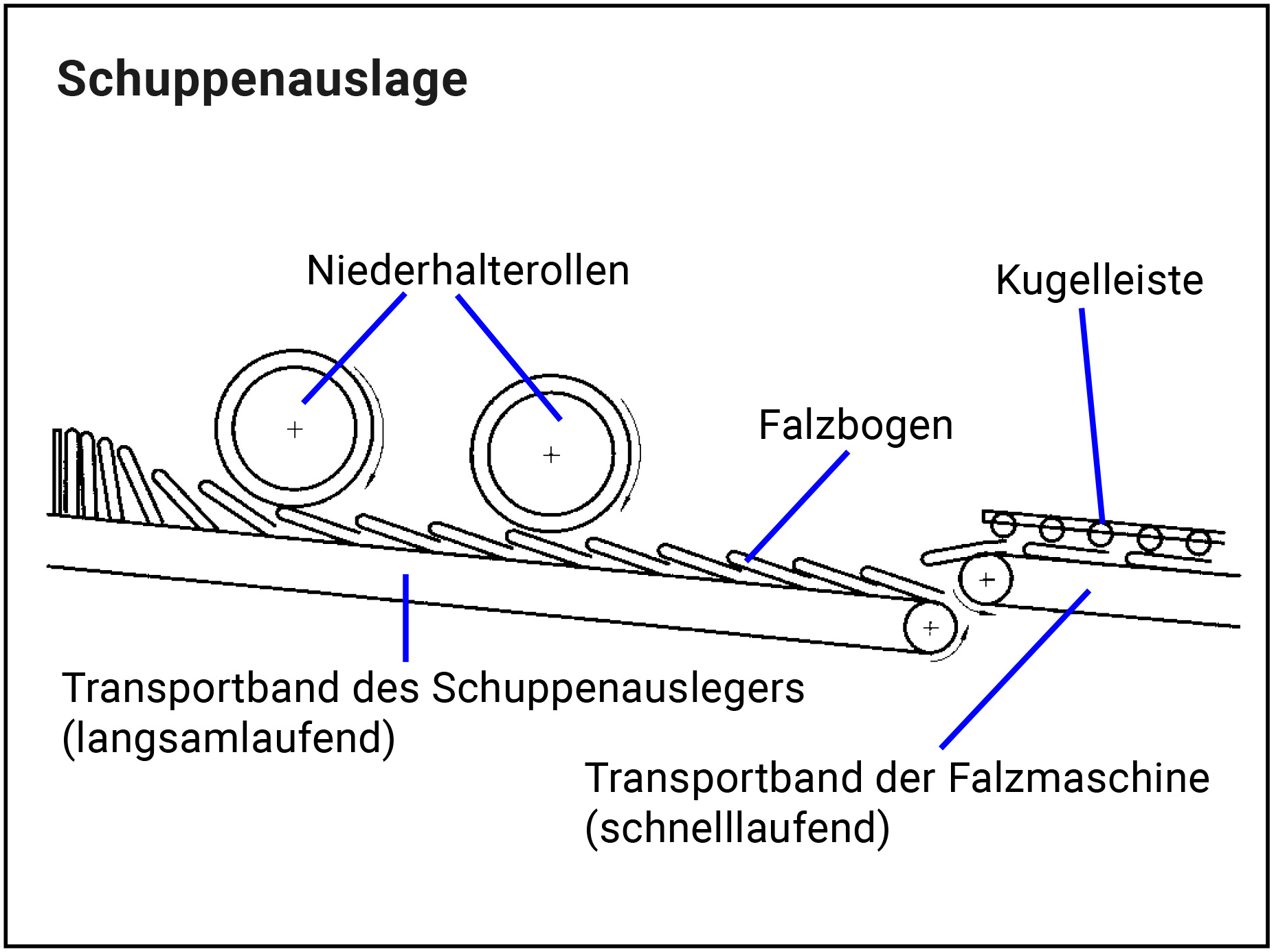
1 Falzbogen
2 Transportband der Falzmaschine (läuft schnell)
3 Kugel-Leiste
4 Transportband des Schuppen-Auslegers (läuft langsam)
5 Niederhalte-Rollen
Stehendbogen-Auslage
Die Falzbogen werden über eine Wendetrommel geführt und auf dem Tisch mit dem Rücken nach unten stehend ausgelegt. Die Stehendbogenauslage hat ein hohes Aufnahmevolumen und ermöglicht eine rationelle Weiterverarbeitung. Für Kleinfalzbogen gibt es spezielle Stehendbogenauslagen.
- Zum Verfassen von Kommentaren bitte anmelden.
Stehendbogen-Auslage
Die Falzbogen werden über eine Wendetrommel geführt und auf dem Tisch ausgelegt. Dabei stehen sie mit dem Rücken nach unten.
Merkmale:
- Die Stehendbogen-Auslage kann große Bogen-Mengen aufnehmen.
- Man kann die Falzbogen sehr schnell weiterverarbeiten.

1 Falzbogen kommt von der Schuppen-Auslage
2 Wendetrommel
3 stehend ausgelegte Falzbogen
4 Transportbänder
5 Stütze
Hinweis:
Für Kleinfalzbogen gibt es spezielle Stehendbogen-Auslagen.
Vertikalstapel-Auslage (Flachstapelauslage)
Wesentliches Merkmal der Vertikalstapelauslage ist eine Unterschuppungseinrichtung, die das Falzgut von unten nach oben stapelt. Die Falzbogen liegen mit dem Bund nach hinten an einem Anschlag und können ohne Umgreifen oder Wenden des Stapels abgenommen werden.
- Zum Verfassen von Kommentaren bitte anmelden.
Vertikalstapel-Auslage (Flachstapel-Auslage)
Die Vertikalstapel-Auslage ist eine Unterschuppungs-Einrichtung.
Merkmale:
- Bei der Unterschuppung überlappen sich die Bogen.
- Die Unterschuppungs-Einrichtung stapelt die Falzbogen von unten nach oben.
- Die Falzbogen liegen mit dem Bund nach hinten an einem Anschlag. Man kann sie abnehmen, ohne dass man den Stapel umgreifen oder wenden muss.
Banderolierauslage (Päckchenauslage)
Die Banderolierauslage dient der Bildung abgezählter, gepresster und banderolierter Falzbogenpäckchen. Sie wird überwiegend dort eingesetzt, wo mit dem Falzen ein buchbinderisches Endprodukt entsteht, z. B. Werbemittel, Prospekte, Landkarten, Mailings, usw.
Die Falzbogen werden mittels einer Fotozelle überwacht, abgezählt und dann der schachtähnlichen Press- und Banderolierstation zugeführt oder in ein Magazin geleitet. Die anschließend um den Stapel gelegten Endlosbanderolen werden zugeklebt, indem eine aufgebrachte Heißschmelzklebstoffbeschichtung durch Wärmezufuhr aktiviert wird. Der Produktstrom von bis zu sechs Falzmaschinen kann auf einem Transportband zu einer Banderolierauslage zusammengeführt werden.
- Zum Verfassen von Kommentaren bitte anmelden.
Banderolier-Auslage (Päckchen-Auslage)
Die Banderolier-Auslage kann Stapel aus abgezählten Mengen bilden und mit einer Banderole zusammenbinden.
Verwendung:
z. B. für Flyer, Prospekte, Landkarten.
Ablauf:
- Die Falzbogen werden mit einer Fotozelle abgezählt.
- Die abgezählte Menge wird in einen Schacht transportiert.
- Hier werden die Stapel jeweils zusammengepresst und bekommen eine Banderole.
- Die Banderolen sind mit Heißschmelz-Klebstoff beschichtet. Sie werden an einer Stelle erhitzt.
- Hier schmilzt der Klebstoff und die Banderole ist zugeklebt.
Die Banderole umschließt nun z.B. einen Stapel von 50 Flyern.
Die Banderolier-Auslage kann die Falzbogen von bis zu 6 Falzmaschinen verarbeiten. Dann werden die Produkte auf einem Transportband zu der Banderolier-Auslage zusammengeführt.
Bündelpresse und Stapelbündler
Bündelpressen und Stapelbündler werden eingesetzt, um Falzbogen für eine anschließende Weiterverarbeitung zu pressen und zu bündeln. Die hintereinander stehenden Falzbogen werden mit Endbrettern versehen und verschnürt. So entstehen Produktstangen, die für eine platzsparende Zwischenlagerung gut geeignet sind.
Bündelpressen sind separate Einrichtungen. Die manuell aus der Auslage der Falzmaschine entnommenen Bogenpäckchen und die Endbretter werden in die Bündelpresse eingelegt und gepresst. Danach wird der Stapel von Hand eingeschnürt.
Stapelbündler sind dagegen mit der Falzmaschine verbunden. Die auf dem Rücken hintereinander stehenden Falzbogen werden vollautomatisch gesammelt, gezählt, gepresst und z.B. mit textilen Gurten umreift.
- Zum Verfassen von Kommentaren bitte anmelden.
Bündelpresse und Stapelbündler
Verwendung:
Falzbogen für die Weiterverarbeitung pressen und bündeln.
Die Stapel werden auf ein Brett gepresst und verschnürt. So bekommt man einzelne Stapel, die man gut zwischenlagern kann.
Bündelpressen
Bündelpressen sind separate Maschinen, die nicht alles automatisch verarbeiten. Mit der Hand muss man
- die Falzbogen-Stapel und die Bretter in die Presse einlegen,
- die gepressten Stapel verschnüren.
Stapelbündler
Stapelbündler sind mit der Falzmaschine verbunden. Die Falzbogen werden vollautomatisch gesammelt, gezählt, gepresst und z.B. mit textilen Gurten verschnürt.
Printrolle
Die Printrolle entsteht durch Aufwickeln des Schuppenstroms, der aus der Falzmaschine oder aus dem Falzaggregat einer Rollenrotationsdruckmaschine kommt. Sie ist hervorragend geeignet auch große Auflagen zwischenzulagern. Bei Bedarf kann der Schuppenstrom wieder direkt in die Produktion geleitet werden.
- Zum Verfassen von Kommentaren bitte anmelden.
Printrolle
Die Falzbogen laufen aus der Schuppen-Auslage der Falzmaschine auf einem Laufband weiter und werden auf die sogenannte Printrolle aufgewickelt. Mit der Printrolle kann man große Auflagen sehr gut zwischenlagern.
Die Schuppen-Auslage kann wieder zur Weiterverarbeitung geführt werden, z.B. können Zeitschriften geheftet und je nach konkretem Bedarf zusammengefügt werden.
Falzmaschinen – Zusatzeinrichtungen
Eine Reihe von Zusatzeinrichtungen befinden sich standardmäßig an fast jeder Falzmaschine.
Hierzu gehört vor allem das Messerwellenpaar, mit dem man schneiden, perforieren und rillen kann. Auch das Zählwerk ist an jeder Falzmaschine vorhanden.
Andere Zusatzeinrichtungen, wie zum Beispiel Falzkleben, Doppelstrom, Presswalzen usw., sind optional und müssen hinzugekauft werden.
5.2.7.1 Zähl- und Markiereinrichtung
5.2.7.2 Messerwellen
5.2.7.3 Fensterfalztasche
5.2.7.4 Doppelstrom
5.2.7.5 Falzkleben
5.2.7.6 Presswalzen
5.2.7.7 Weitere Zusatzeinrichtungen
- Zum Verfassen von Kommentaren bitte anmelden.
Falzmaschinen: Zusatz-Einrichtungen
Fast jede Falzmaschine hat diese Zusatz-Einrichtungen:
- Zählwerk
- Messerwellen-Paare
Andere Zusatz-Einrichtungen muss man dazukaufen, z.B.:
- Falzkleben
- Doppelstrom
- Presswalzen
Zusatz-Einrichtungen:
Zählwerk und Markier-Einrichtung
Sie ermittelt nicht nur die Gesamtzahl der gefalzten Bogen und die durchschnittliche Stundenleistung, sondern man kann mit ihr auch Teilmengen abzählen und markieren. Für das Markieren der Teilmengen gibt es einige Möglichkeiten:
• Vergrößerung des Schuppenabstandes,
• Versetzen des Schuppenstroms nach rechts oder links,
• Herausstoßen eines Bogens mit dem „Kicker“.
- Zum Verfassen von Kommentaren bitte anmelden.
Zählwerk und Markier-Einrichtung
Zählwerk
Das Zählwerk ...
- zeigt die Gesamtzahl der gefalzten Bogen.
- zeigt die durchschnittliche Stundenleistung.
- zählt und markiert Teilmengen.
Markier-Einrichtung
Beim Markieren der Teilmengen kann man auch ...
- den Schuppen-Abstand vergrößern,
- den Schuppen-Strom nach rechts oder links versetzen,
- je einen Bogen mit dem "Kicker" herausstoßen.
Messerwellen
Je nach Positionierung im Falzaggregat werden vor- und nachgelagerte Messerwellenpaare unterschieden. Die auf der oberen Messerwelle angebrachten Werkzeughalter sind seitlich verschiebbar und können verschiedene Werkzeuge aufnehmen. Auf der unteren Messerwelle befinden sich die entsprechenden Gegenstücke.
Perforierwerkzeuge: Sie sind in verschiedenen Schlitzlängen und -breiten erhältlich.
Durch das Anstellen des Gegenmessers werden sie aktiviert. Das Perforieren in der Falzmaschine hat den Vorteil, dass die Luft aus dem Falzbogen entweichen kann und der Materialstau im Falzbruch vermindert wird. So können Quetschfalten vermieden werden. Außerdem fixiert die Perforation den nachfolgenden Kreuzbruch.
Schneidwerkzeuge: Sie werden wie das Perforierwerkzeug auf den Werkzeughalter aufgesetzt. Trennen von Mehrfachfalzbogen, Streifenausschnitte und Randbeschnitte sind während des Falzens durchführbar. Es können auch mehrere Werkzeuge nebeneinander verwendet werden.
Rillwerkzeuge: Sie arbeiten mittels zwei rundkantigen Gegenmuffen oder gegen Gummiringe. Rillen erleichtert die Falzbruchbildung und erhöht die Genauigkeit. Auch bei steifem, falsch laufendem und lackiertem Material kann Rillen von Vorteil sein.
- Zum Verfassen von Kommentaren bitte anmelden.
Messerwellen
Messerwellen gibt es immer in Paaren.
Je nach ihrer Position im Falzwerk unterscheidet man:
- vorgelagerte Messerwellen-Paare und
- nachgelagerte Messerwellen-Paare.
Auf der oberen Messerwelle sind Werkzeughalter, die man seitlich verschieben kann. Auf der unteren Messerwelle sind die entsprechenden Gegenstücke.
Die Werkzeughalter können verschiedene (Messer-)Werkzeuge aufnehmen:
- Perforier-Werkzeuge
- Schneid-Werkzeuge
- Rill-Werkzeuge
Perforier-Werkzeuge
Perforier-Werkzeuge gibt es in verschiedenen Schlitzgrößen.
Vorteile des Perforierens:
- Luft kann nach außen kommen.
- Weniger Materialstau im Falzbruch
- Keine Quetschfalten
- Der nächste Kreuzbruch wird fixiert.
Perforier-Werkzeuge werden aktiviert, wenn man das Gegenmesser anstellt.

Schneid-Werkzeuge
Funktionen:
- Mehrfach-Falzbogen trennen
- Während des Falzens Streifen ausschneiden
- Während des Falzens Randbeschnitte machen
Mehrere Werkzeuge können nebeneinander verwendet werden.
Rill-Werkzeuge
Rill-Werkzeuge haben 2 Gegenmuffe mit runden Kanten. Manchmal arbeiten sie auch gegen Gummiringe.
Vorteile des Rillens
- Falzbruch wird einfacher und genauer.
- Steifes oder lackiertes Material kann besser gefalzt oder gebogen werden.

Fensterfalz-Tasche
Für das Falzen eines Dreibruch Fensterfalzes (geschlossener Fensterfalz) ist eine spezielle Fensterfalztasche erforderlich, damit sich die Fensterklappen beim dritten Bruch nicht öffnen. Zu diesem Zweck werden während der Bildung des dritten Bruches Umlenkfinger in den Stauchraum, gegen die Klappen geführt. Lichtschranken oder Reflextaster steuern den Vorgang.
- Zum Verfassen von Kommentaren bitte anmelden.
Fensterfalz-Tasche
Für den geschlossenen Fensterfalz (3-Bruch-Fensterfalz) braucht man eine besondere Tasche. Die Tasche hat einen optischen Sensor (z. B. Lichtschranke) und einem Umlenkfinger, der die Klappe des Fensterfalzes umlenkt. Dann öffnen sich die Fensterklappen beim dritten Bruch nicht.
1 Einzugswalze
2 Falztaschen
3 Taschen-Anschläge
4 Falzwalzen
5 Lichtschranke
6 Fensterfalz-Tasche
7 Umlenkfinger
8 geschlossene Falztasche
Doppelstrom
Die Doppelstromeinrichtung ermöglicht eine erhebliche Produktionssteigerung und wird vor allem in großformatigen Taschenfalzmaschinen eingesetzt. Die Planobogen laufen in der Regel mit der Breitseite in das erste Taschenfalzaggregat, werden danach in zwei Einzelnutzen getrennt, parallel weitergefalzt und separat ausgelegt. Dabei wird der rechts laufende Nutzen auf dem Eckfördertisch an ein zweites Anschlaglineal überführt. Doppelstromverarbeitung erfordert spezielles Ausschießen.
- Zum Verfassen von Kommentaren bitte anmelden.
Doppelstrom
Die Doppelstrom-Einrichtung ermöglicht sehr viel größere Produktionen. Sie wird vor allem in großformatigen Taschenfalz-Maschinen eingesetzt.
Ablauf:
- Die Planobogen laufen mit der Breitseite in das erste Taschenfalz-Werk und
- werden dann in zwei Einzelnutzen getrennt.
- Die Einzelnutzen werden parallel weitergefalzt und separat (einzeln) ausgelegt.
- Der rechte Nutzen wird auf dem Eckfördertisch an ein zweites Anschlag-Lineal transportiert.
Hinweis:
Für die Verarbeitung mit Doppelstrom muss man den Nutzen speziell ausschießen.
Falzkleben
Die Falzklebeeinrichtung wird vor dem Bogeneinlauf in das erste Taschenfalzaggregat eingebaut. Der elektronisch gesteuerte streifenförmige Klebstoffauftrag vor dem ersten Bruch ermöglicht das Kleben einlagiger Produkte. Damit der Klebstoff nicht abschmiert, sind Einstiche an den Falzwalzen und Falztaschen erforderlich.
Falzkleben kann in vielen Fällen die Rückstichdrahtheftung ersetzen, wodurch ein Arbeitsgang gespart wird. Das falzgeklebte Produkt trägt weniger auf als Draht und kann deswegen besser gestapelt werden.
- Zum Verfassen von Kommentaren bitte anmelden.
Falzkleben
Die Falzklebe-Einrichtung wird vor dem Bogen-Einlauf in das erste Taschenfalz-Werk eingebaut. Der Klebstoff-Auftrag wird elektronisch gesteuert.
Merkmale:
- Ein Klebstoff-Streifen wird vor dem ersten Bruch aufgetragen.
- Geeignet für 1-lagige Produkte
- An den Falzwalzen und an den Falztaschen sind Einstiche, damit der Klebstoff nicht abschmiert.
Vorteil im Vergleich zur Rückstich-Drahtheftung:
Falzgeklebte Produkte sind völlig eben und können deshalb besser gestapelt werden.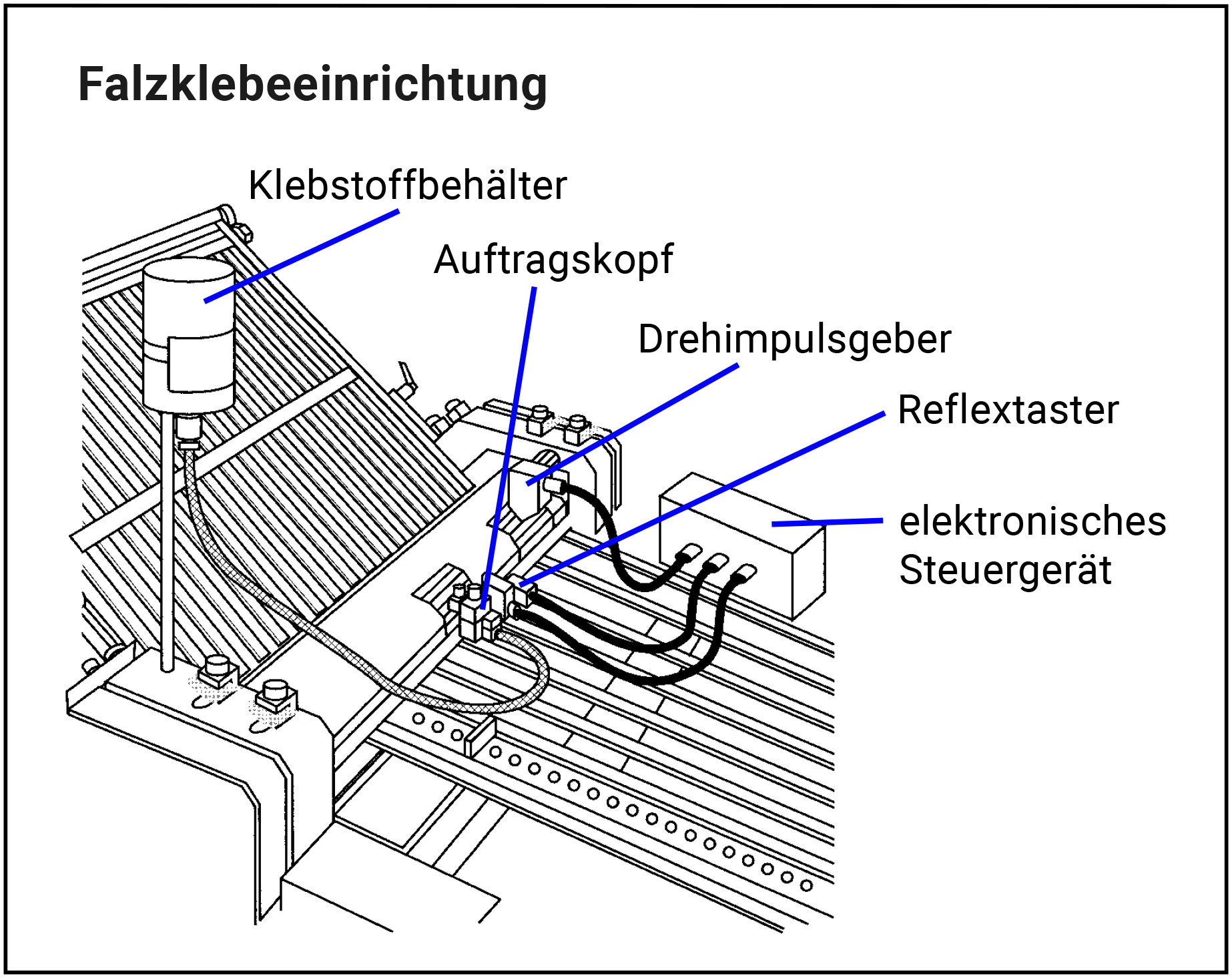

Presswalzen
Die Presswalzenstation befindet sich zwischen dem letzten Falzaggregat und dem Ausleger. Sie erzeugt einen scharfen Falzbruch und damit eine wesentlich bessere Planlage der Falzbogen. Die Falzbogen durchlaufen zwei Walzenpaare. Zwischen dem ersten Walzenpaar wird die Luft ausgestrichen, das zweite Walzenpaar fixiert den Falzbruch. Die Pressung kann variabel eingestellt werden. Das Falzbogenvolumen ist auf diese Weise bis zur Hälfte reduzierbar.
- Zum Verfassen von Kommentaren bitte anmelden.
Presswalzen
Die Presswalzen sind zwischen dem letzten Falz-Werk und dem Ausleger. Presswalzen machen einen scharfen Falzbruch. Dadurch liegen die Falzbogen sehr plan (= bessere Planlage).
Ablauf:
- Die Falzbogen laufen durch 2 Walzenpaare.
- Am 1. Walzenpaar wird Luft ausgestrichen.
- Am 2. Walzenpaar wird der Falzbruch fixiert.
Die Pressung kann verschieden stark eingestellt werden. So kann man das Volumen der Falzbogen stark verkleinern, je nach Stärke der Pressung sogar bis zur Hälfte.
Falzmaschinen: Weitere Zusatzeinrichtungen
• Die Palette der Zusatzeinrichtungen für die Falzmaschine ist noch viel umfangreicher als beschrieben und wird außerdem ständig erweitert.
• Heft- und Beschneideaggregate zur direkten Herstellung einlagiger Produkte.
• Fadensiegelautomat zur Heftung von Lagen mit Fadenklammern.
• Einrichtungen für Mailing, zur direkten Herstellung von vielfältigen Postwurfprodukten.
• Ionisatoren zur Ableitung elektrostatischer Aufladung bei Falzbogen.
- Zum Verfassen von Kommentaren bitte anmelden.
Falzmaschinen: Weitere Zusatz-Einrichtungen
Es gibt noch sehr viele andere Zusatz-Einrichtungen und es werden immer mehr.
Einige Beispiele:
- Heft- und Beschneide-Werk: können 1-lagige Produkte herstellen.
- Fadensiegel-Automat: kann Lagen mit Fadenklammern heften.
- Mailing-Einrichtungen: können viele verschiedene Postwurf-Produkte direkt herstellen.
- Ionisatoren: können die elektrostatische Aufladung bei Falzbogen ableiten.
Tipp:
- Sammeln Sie Planobogen und Produkte, die mit Zusatz-Einrichtungen gefertigt wurden.
- Fotografieren Sie Zusatz-Einrichtungen.
- Beschriften Sie die Fotos und ordnen Sie die Fotos in einem Heftordner.
Falz- und Falzwerkschema
Falzschemata werden verwendet um Falzfolgen für bestimmte Falzbogen grafisch darzustellen. Falzwerkschemata zeigen dagegen alle Falzmöglichkeiten einer Falzmaschine auf.
- Zum Verfassen von Kommentaren bitte anmelden.
Falz-Schema und Falzwerk-Schema
Falz-Schema = grafische Darstellung von Falzfolgen für bestimmte Falzbogen.
Falzwerk-Schema = grafische Darstellung für alle Falzmöglichkeiten einer Falzmaschine.
Falz-Schema
Ein Falzschema wird von unten nach oben gelesen. Besteht keine weitere Angabe, so handelt es sich im Allgemeinen um symmetrische Falzung, d. h. der Bogen wird jeweils in der Mitte gefalzt. In der einfachsten Form wird jeder Bruch als Strich dargestellt.
Bei Falzschemata für Taschenfalzmaschinen können die Falzbrüche ihrer Position entsprechend seitlich verschoben werden.
Sollen genauere Angaben über die Falzfolge einfließen, dann wird z. B. das Falzprinzip und die Perforation mit einbezogen.
- Zum Verfassen von Kommentaren bitte anmelden.
Falz-Schema
Ein Falz-Schema wird von unten nach oben gelesen.
Meist zeigt ein Falz-Schema eine symmetrische Falzung, d. h. der Bogen wird jeweils in der Mitte gefalzt. Jeder Bruch wird als Strich dargestellt.
Bei einem Falz-Schema für Taschenfalz-Maschinen können die Falzbrüche seitlich verschoben werden, entsprechend ihrer Position.

Falzarten-Kataloge
Die Falzmaschinenhersteller bieten verschieden aufgemachte Falzartenkataloge an, in denen nahezu alle Falzmöglichkeiten mit den jeweiligen Einstellwerten aufgelistet sind.
- Zum Verfassen von Kommentaren bitte anmelden.
Falzarten-Kataloge
Die Falzmaschinen-Hersteller bieten Falzarten-Kataloge an.
Die Kataloge zeigen fast alle Falzmöglichkeiten mit den jeweiligen Einstellwerten.
Einrichten und Falzen
Je nach Maschinentyp, Baujahr und Hersteller gibt es Unterschiede in der Bedienung.
Die jeweiligen Bedienungsanleitungen enthalten genaue Anweisungen. Im Allgemeinen ist zwischen der Grundeinstellung anhand eines Falzmusters bei stehender Maschine und der Feineinstellung bei laufender Maschine zu unterscheiden.
Bei elektronisch gesteuerten Falzmaschinen werden die Einstellparameter am Bedienpult, über Datenträger oder direkte Datenübertragung vorgenommen.
Standardisierte Voreinstellungen reduzieren die Rüstzeit. Die Feineinstellung erfordert aber nach wie vor eine Fachkraft. Die nachfolgenden Beispiele beziehen sich auf Maschinen konventioneller Bauweise, da hier die umfangreichsten Einstellarbeiten erforderlich sind. Nicht bei jedem Einrichten – und nicht an jeder Falzmaschine – müssen alle hier genannten Arbeitsschritte ausgeführt werden.
- Zum Verfassen von Kommentaren bitte anmelden.
Einrichten und Falzen
Falzmaschinen unterscheiden sich nach Maschinentyp, Baujahr und Hersteller. Für alle Maschinen gibt es Bedienungsanleitungen mit genauen Anweisungen.
Allgemein unterscheidet man zwischen
- Grund-Einstellung anhand eines Falzmusters bei stehender Maschine
- Fein-Einstellung bei laufender Maschine.
Elektronisch gesteuerte Falzmaschinen bekommen ihre Grund-Einstellung über das Bedienpult, über Datenträger oder direkte Datenübertragung.
- Grund-Einstellungen reduzieren die Rüstzeit.
- Die Fein-Einstellung muss eine Fachkraft machen.
2 Beispiele für Maschinen in konventioneller Bauweise:
- Kombi-Falzmaschine mit Flachstapel-Anleger (Beispiel 1)
- Taschenfalz-Maschine mit Rundstapel-Anleger (Beispiel 2)
Kombifalzmaschine mit Flachstapelanleger (Beispiel)
1. Planobogen ausmessen
2. Falzmuster von Hand falzen
3. Stapelanschlag und Einlauflineal einstellen
4. Taschenanschläge einstellen
5. Kreuzbruchanschläge einstellen
6. Bänder einstellen
7. Kreuzbruchanschläge mit Anschlagfingern versehen
8. Seitenanschläge einstellen
9. Trägerschienen und Dämpferstäbe einsetzen
10. Streifen für Walzeneinstellung vom Falzmuster abtrennen
11. Walzen vom letzten zum ersten Bruch einstellen
12. Doppelbogensperre einstellen
13. Perforier- und Rillwerkzeuge aufsetzen und justieren
14. Abstreifer einsetzen
15. Transportrollen aufsetzen
16. Planobogen aufsetzen
17. Saugkopf auf Bogenhinterkante justieren
18. Saug- und Trennluft einstellen
19. Bogenabwicklung und Geschwindigkeit (bei laufender Maschine) einstellen
20. Bestücken mit Kugeln und Dämpferstäben vornehmen
21. Einlauflineal auf rechtwinklige Bogenführung überprüfen und ggf. nachjustieren
22. Anschlagwinkel überprüfen und, wenn notwendig, nachstellen
23. Kugelleisten der Kreuzbruchstationen bestücken
24. Kugelreiter und Seitenanschläge nachstellen
25. Evtl. Saug- und Messertakt synchronisieren
26. Feinkorrekturen bei laufender Maschine vornehmen
27. Auslage an- und einstellen
28. Zählgerät in Nullstellung bringen
29. Schallschutzhaube schließen.
- Zum Verfassen von Kommentaren bitte anmelden.
Kombi-Falzmaschine mit Flachstapel-Anleger
Arbeitsschritte Beispiel (1)
1. Planobogen ausmessen
2. Falzmuster falzen, mit der Hand
3. Stapel-Anschlag und Einlauf-Lineal einstellen
4. Taschen-Anschläge einstellen
5. Kreuzbruch-Anschläge einstellen
6. Bänder einstellen
7. Bei Kreuzbruch-Anschlägen Anschlagfinger einsetzen
8. Seiten-Anschläge einstellen
9. Trägerschienen und Dämpferstäbe einsetzen
10. Streifen für Walzeneinstellung vom Falzmuster abtrennen
11. Walzen vom letzten zum ersten Bruch einstellen
12. Doppelbogen-Sperre einstellen
13. Perforier- und Rill-Werkzeuge aufsetzen und einstellen
14. Abstreifer einsetzen
15. Transportrollen aufsetzen
16. Planobogen aufsetzen
17. Saugkopf auf Bogen-Hinterkante einstellen
18. Saug- und Trennluft einstellen
19. Bogenabwicklung und Geschwindigkeit (bei laufender Maschine) einstellen
20. Kugeln und Dämpferstäbe einsetzen
21. Einlauf-Lineal auf rechtwinklige Bogenführung prüfen. Eventuell nachstellen.
22. Anschlagwinkel prüfen und eventuell nachstellen
23. Kugel-Leisten der Kreuzbruch-Stationen bestücken (Kugeln einfüllen)
24. Kugel-Reiter und Seiten-Anschläge nachstellen
25. Eventuell Saug- und Messertakt synchronisieren (aufeinander abstimmen)
26. Feinkorrekturen bei laufender Maschine machen
27. Auslage an- und einstellen
28. Zählgerät in Nullstellung bringen
29. Schallschutzhaube schließen
Hinweis:
Diese Arbeiten sind nicht bei jedem Einrichten und nicht an jeder Maschine notwendig. Je nach Maschine können andere oder weniger Arbeiten notwendig sein.
Taschenfalzmaschine mit Rundstapelanleger (Beispiel)
1. Planobogen ausmessen
2. Falzmuster für Einstellarbeiten von Hand falzen
3. Bänder einstellen und Anleger anlaufen lassen
4. Taschenanschläge der ersten Station einstellen
5. Rill- oder Perforierwerkzeuge aufsetzen
6. Abstreifer einsetzen
7. Transport- und Abtreibrollen einstellen
8. Kugelausrichtlineal des zweiten Aggregats nach Falzmuster einstellen
9. Zweites und drittes Aggregat einstellen (Arbeitsschritte jeweils 4 – 7)
10. Falzwalzen einstellen
11. Doppelbogensperre einstellen
12. Planobogen auf den oberen Tisch auflegen, aufschuppen, nachlegen
13. Geschwindigkeit (bei laufender Maschine) einstellen
14. Saug- und Einzugslänge programmieren
15. Abschlusshalterollen und Niederhalter einstellen
16. Blasluft einstellen
17. Auslage an- und einstellen
18. Zählgerät auf Nullstellung
19. Schallschutzhauben schließen.
- Zum Verfassen von Kommentaren bitte anmelden.
Taschenfalz-Maschine mit Rundstapel-Anleger
Arbeitsschritte Beispiel (2)
1. Planobogen ausmessen
2. Falzmuster falzen, mit der Hand
3. Bänder einstellen und Anleger anlaufen lassen
4. Taschen-Anschläge der ersten Station einstellen
5. Rill- oder Perforier-Werkzeuge aufsetzen
6. Abstreifer einsetzen
7. Transport- und Abtreib-Rollen einstellen
8. Kugelausricht-Lineal des zweiten Falzwerks nach Falzmuster einstellen
9. Zweites und drittes Falzwerk einstellen (Arbeitsschritte 4 – 7)
10. Falzwalzen einstellen
11. Doppelbogen-Sperre einstellen
12. Planobogen auf den oberen Tisch auflegen, aufschuppen, nachlegen
13. Geschwindigkeit (bei laufender Maschine) einstellen
14. Saug- und Einzugslänge programmieren
15. Abschluss-Halterollen und Niederhalter einstellen
16. Blasluft einstellen
17. Auslage an- und einstellen
18. Zählgerät auf Nullstellung
19. Schallschutzhauben schließen
Hinweis:
Diese Arbeiten sind nicht bei jedem Einrichten und nicht an jeder Maschine notwendig. Je nach Maschine können andere oder weniger Arbeiten notwendig sein.
Hinweise zum Einstellen von Falzmaschinen
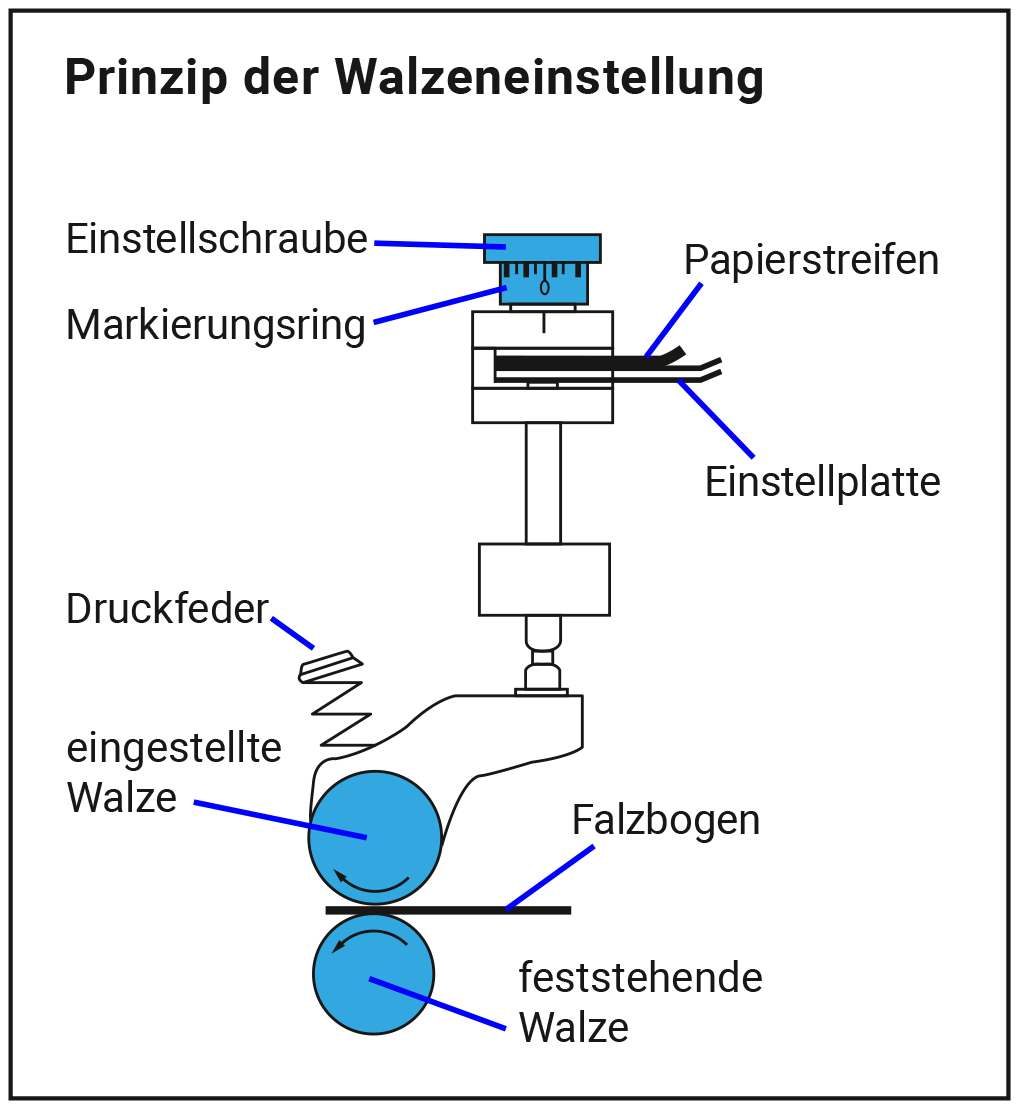
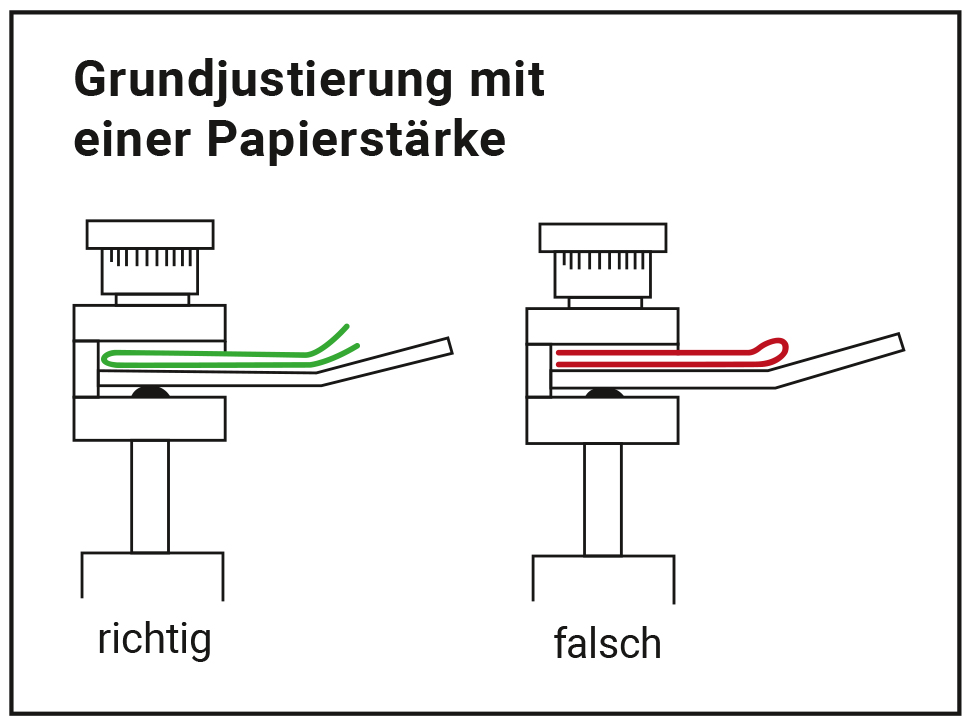
Walzen: Grundjustierung mit einer Papierstärke für alle Walzen. Markierungsring auf Null justieren. Beim Einrichten eines Auftrags die Papierstreifen entsprechend der Falzbogenstärke, mit dem Bruch voraus, einklemmen. Bei Zickzack-, Wickel- und Fensterfalz zunächst nur die einfache Papierstärke nehmen. Erst ab dem letzten Bruch wieder wie üblich auf Falzbogenstärke einstellen. Die Einzugswalze eventuell nach dem Anlaufen nachstellen.
Rechtwinkligstellen des Einlauflineals: Erste Tasche entfernen, dann einen rechtwinkligen Bogen einlaufen lassen und mit dem Handrad bis zum Austritt zwischen Einzugswalze und erster Falzwalze weiterdrehen. Rechtwinkligkeit nachprüfen und ggf. Einlauflineal justieren.
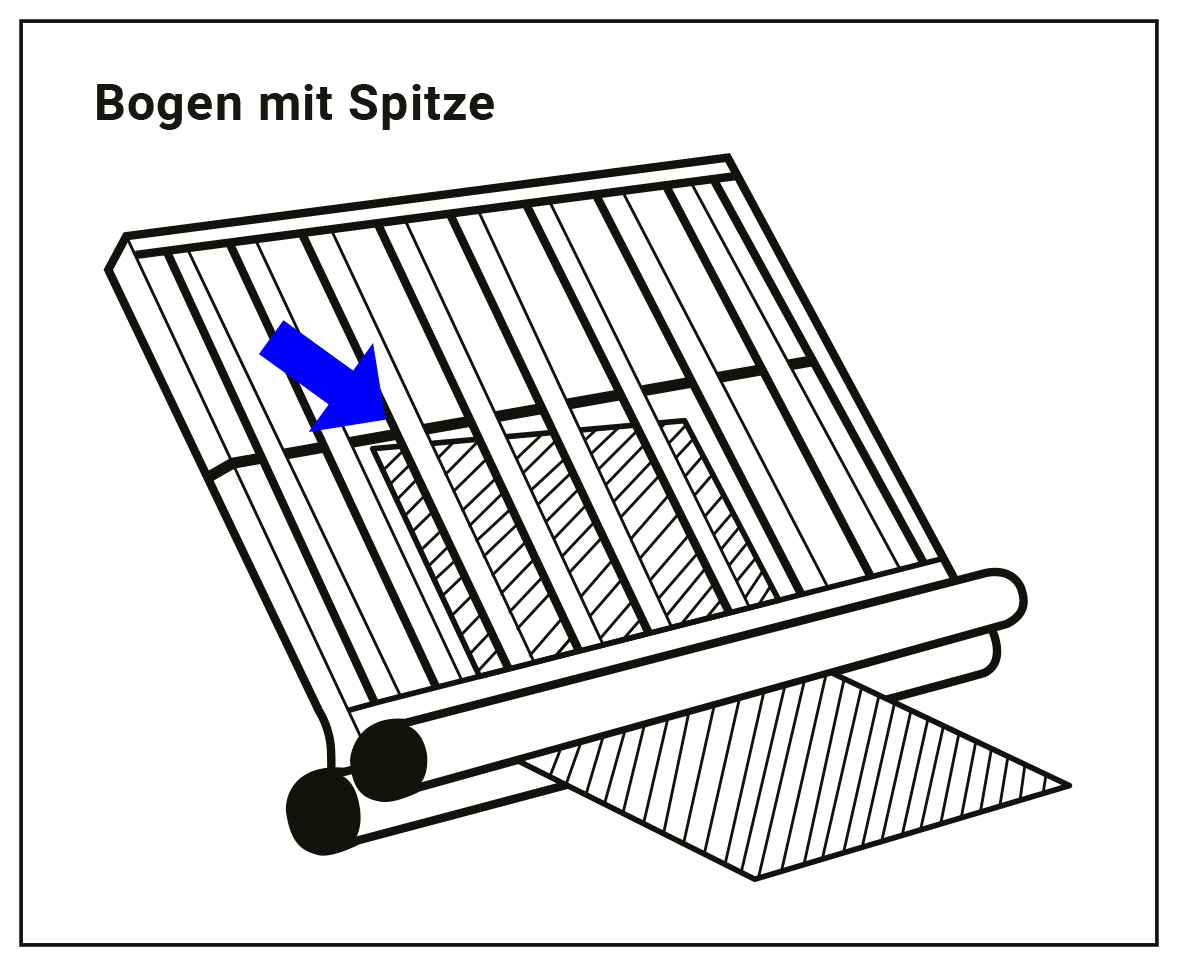
Bogen mit Spitze: Bogen einlaufen lassen und mit dem Handrad bis zum Taschenanschlag drehen, Anschlagwinkel auf Bogenkante einstellen.
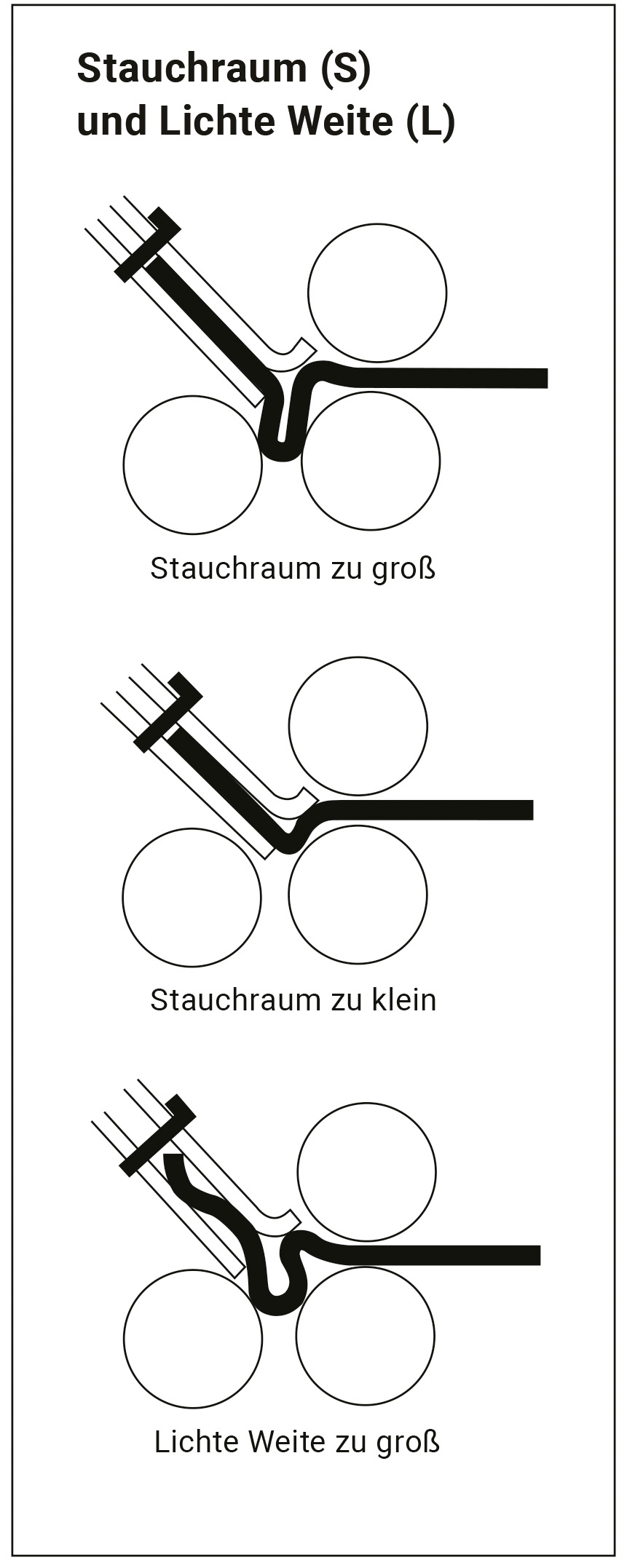
Stauchraum und lichte Weite: Nur im Bedarfsfall von der Grundeinstellung abweichen. Dünne Papiere benötigen weniger Stauchraum und eine geringere lichte Weite. Dicke und steife Papiere bzw. Falzbogen benötigen mehr Stauchraum und eine größere lichte Weite.
Doppelbogensperre: Abtastsegment mittels Rändelschraube so einstellen, dass es von einfachen Bogen nicht berührt, von doppelten Bogen aber verschoben wird und dadurch den Mikroschalter in Kontaktstellung bringt.
Kugelbestückung: Möglichst wenige und möglichst keine Stahlkugeln einsetzen. Kugeln an Kreuzbruchstationen auf Bogenhinterkante und letztes Bogendrittel stellen. Je stärker der Falzbogen, desto mehr Kugeln.
Perforiermesser: Messer für Kopfperforation nach Papierbeschaffenheit und Falzbogen auswählen. Für Papiere bis 90 g/m2 kurze Schlitzperforation, für Kunstdruckpapiere etwas größer. Bei voluminösen und steifen Papieren große Schlitzlänge. Für Rücken-, Stanz- und Abrissperforation Spezialmesser einsetzen. Messer immer mit scharfer Kante an Gegenmesser stellen, schräge Kanten nach vorne. Abstreifer einsetzen.
Schallschutz: Schallschutzhauben bei laufender Maschine stets geschlossen halten. In Lärmbereichen stets persönliche Gehörschutzmittel (Gehörschutzstöpsel, Kapselgehörschützer) tragen.
- Zum Verfassen von Kommentaren bitte anmelden.
Hinweise zum Einstellen der Falzmaschinen
Walzen
- Alle Walzen auf eine Papierstärke einstellen
- Markierungsring auf Null stellen
- Die Papierstreifen entsprechend der Falzbogen-Stärke einklemmen, mit dem Bruch voraus.
- Bei Zickzack-, Wickel- und Fensterfalz zuerst nur die einfache Papierstärke nehmen.
- Erst ab dem letzten Bruch wieder auf Falzbogen-Stärke einstellen.
- Die Einzugswalze eventuell nach dem Anlaufen nachstellen.
Einlauf-Lineal rechtwinklig stellen
- Erste Tasche entfernen,
- dann einen rechtwinkligen Bogen einlaufen lassen und mit dem Handrad weiterdrehen, bis der Bogen zwischen Einzugswalze und erster Falzwalze herauskommt.
- Rechten Winkel prüfen und eventuell Einlauf-Lineal nachstellen.
Bogen mit Spitze:
- Bogen einlaufen lassen,
- mit dem Handrad bis zum Taschen-Anschlag drehen,
- Anschlagwinkel auf Bogenkante einstellen.
Stauchraum und lichte Weite
Ändern Sie die Grund-Einstellung nur, wenn es notwendig ist!
- Dünne Papiere brauchen weniger Stauchraum und eine kleinere lichte Weite.
- Dicke und steife Papiere (Falzbogen) brauchen mehr Stauchraum und eine größere lichte Weite.
Doppelbogen-Sperre
Hinweis für das Einstellen des Abtast-Teils:
- Der einfache Bogen darf das Abtast-Teil nicht berühren.
- Der doppelte Bogen muss das Abtast-Teil verschieben, damit der Mikroschalter in Kontakt kommt.
- Das Abtast-Teil wird mit der Rändelschraube eingestellt.
Abb. 5.2-52: Prinzip der Doppelbogen-Sperre. 1 Abtastsegment, 2 Schaltkontakt, 3 Planobogen
Kugeln einsetzen
- Möglichst wenige und möglichst keine Stahlkugeln einsetzen.
- Kugeln an Kreuzbruch-Stationen auf Bogen-Hinterkante und letztes Bogendrittel stellen.
- Je stärker der Falzbogen, desto mehr Kugeln.
Perforiermesser
Messer für Kopf-Perforation je nach Papier und Falzbogen auswählen:
Papier | Perforation |
Papiere bis 90 g/m2 | kurze Schlitz-Perforation |
Kunstdruck-Papiere | etwas größere Schlitz-Perforation |
Voluminöse und steife Papiere | lange Schlitze |
- Für Rücken-, Stanz- und Abriss-Perforation braucht man Spezialmesser
- Messer immer mit scharfer Kante an Gegenmesser stellen, schräge Kanten nach vorne.
- Abstreifer einsetzen

Schallschutz
Schallschutz-Hauben bei laufender Maschine immer geschlossen halten.
In Lärmbereichen immer persönliche Gehör-Schutzmittel tragen (Stöpsel, Kapsel-Gehörschützer).
Probleme beim Falzen
Die folgende Tabelle vermittelt einen Überblick über einige Falzprobleme, deren mögliche Ursachen und Vorschläge zur Abhilfe.
Bitte den Anhang herunterladen.
- Zum Verfassen von Kommentaren bitte anmelden.
| Anhang | Größe |
|---|---|
| 967.94 KB |
{kind=link}
Probleme beim Falzen
Häufige Probleme beim Falzen, mögliche Ursachen und Problemlösungen
- beim Taschenfalz-Gerät
- bei der Schwertfalz-Einheit
--> Tabellen als Grafiken einfügen!
| Taschenfalz-Gerät |
|
Problem | Mögliche Ursache | Problem-Lösung |
Bogen-Einlauf in die Falztaschen ist schwierig | Randwellige Planobogen laufen am Taschenmund vorbei. | Mit den unteren Taschen falzen, Stauchraum verkleinern |
Bogen-Auslauf aus der Falztasche ist schlecht. | Zu kleine lichte Weite | Lichte Weite vergrößern |
Falzwalzen zu locker eingestellt | Walzen nachstellen | |
Zu kleiner Stauchraum | Stauchraum vergrößern | |
Bogen-Transport auf dem Eck-Fördertisch ist schlecht. | Statische Aufladung | Entladungsgeräte einbauen, relative Luftfeuchtigkeit erhöhen |
Dämpfer und Niederhalter zu tief | Dämpferstäbe und Niederhalter höher einstellen | |
Falten nach dem ersten Falzbruch. | Einstellung der Walzen | Walzen nachstellen |
Bogen wölbt sich im Einlauf-Lineal | Weniger Kugeln, leichtere Kugeln | |
Bogen hat Spitze | Anschlagwinkel auf Bogen einstellen | |
Schiefe Perforation | Bogenweichen sitzen nicht richtig | Weichen richtig einsetzen |
Kein rechter Winkel zwischen Einlauf-Lineal und Taschen-Anschlag | Winkel nachstellen | |
Walzen ungleichmäßig eingestellt | Walzen nachstellen | |
Messerwelle schlecht eingestellt | Einstellung korrigieren | |
Untere Taschenlippe steht schräg | Taschenlippe richtig einstellen | |
Ecken umgeschlagen | Bogenweichen stehen zu tief | Kartonstücke unter die Weichen legen und wieder gleichmäßig einstellen |
| Schwertfalz-Einheit |
| |
Problem | Mögliche Ursache | Problem-Lösung | |
Bogen läuft auf das Falzschwert. | Anleger saugt zu früh. | Einzugsmoment wieder richtig einstellen | |
Schwert fasst den Bogen zu früh. | Anleger saugt zu spät. | Einzugsmoment wieder richtig einstellen | |
Maschine schaltet ab, nachdem der Bogen das Taschen-Falzwerk verlassen hat. | Bogen wird beim Perforieren hochgezogen. | Abstreifer einsetzen | |
Bogen springt am Kreuzbruch-Anschlag zurück. | Zu hohe Geschwindigkeit bei steifem Papier | Kugelreiter oder Bürsten auf Bogen-Hinterkante setzen, Geschwindigkeit reduzieren | |
Bogen wölbt sich am Kreuzbruch-Anschlag. | Zu viele und zu schwere Kugeln | Einige Kugeln entfernen, weniger Stahlkugeln | |
Schiefe Perforation | Falzschwert steht nicht in der Mitte. | Falzschwert einstellen | |
Von Hand auszuführende Arbeiten
Handarbeit gibt es beim Falzen nur noch relativ wenig. Abgesehen vom Umgang mit dem Material, kommt sie bei der Qualitätskontrolle, bei Reparatur- und Sonderarbeiten sowie bei der Anfertigung von Produktionsmustern vor.
- Zum Verfassen von Kommentaren bitte anmelden.
Handarbeiten beim Falzen
Beim Falzen arbeitet man meist mit Maschinen. Von Hand arbeitet man nur bei
- Qualitätskontrollen,
- Reparaturen,
- Sonderarbeiten,
- der Herstellung von Produktionsmustern.
Tragen, Aufstoßen, Abzählen und Stapeln
Tragen: Grundsätzlich ist darauf zu achten, dass die Bogen nicht beschädigt werden (Knicke, umgeschlagene Kanten usw.). Größere Packen von Planobogen lassen sich am besten beidseitig herübergeschlagen tragen, weil die dabei entstehenden röhrenförmigen Kannten den Pack während des Tragens stabilisieren.
Beim Aufnehmen und Absetzen sollte immer eine Hand die Bogen auf dem Stapel festhalten, damit es nicht zu Verschiebungen kommt. Abzusetzende Bogen dürfen nicht einfach aufgeschlagen werden, sondern werden besser langsam aufgerollt.
Aufstoßen: Sollen Bogen von Hand aufgestoßen werden, so sind sie durch seitliches Aufschieben zunächst zu belüften. Nach dem Aufstoßen und Ausrichten im Anschlagwinkel wird die Luft seitlich wieder herausgestrichen. Je dünner das Papier, desto weniger Bogen sollte man mit einem Griff nehmen. Es ist darauf zu achten, dass die Bogen zur Anlage hin aufgestoßen werden.
Zählen: Beim Zählen werden die Bogen zunächst aufgefächert und dann nach Griffeinheiten gezählt (z. B. fünf Bogen je Griff). Anschließend wird die so ermittelte Zahl mit der Anzahl der Bogen je Griff multipliziert.
Eine weitere Methode ist das Abdrücken von Exemplaren neben einem bereits gezählten Packen. Zwischen die abgezählten Packen werden Streifen gelegt oder es wird verschränkt abgesetzt. Die Bogenzahl eines Stapels kann auch durch Wiegen einer abgezählten Teilmenge festgestellt werden. Mit der Faustregel für das Papiervolumen kann man sie auch annähernd berechen.
Stapeln: Falzbogen werden am besten nach dem Falzen gepresst und in abgebundenen Stößen auf Palette gestapelt. Hierzu gibt es für die Falzmaschine die Presswalzeneinrichtung und vollautomatische Bündel- und Abstapelautomaten. Wird nicht gepresst, dann müssen die Stöße verschränkt abgestapelt werden, so dass sie nicht wegen der Falzsteigung verrutschen können.
- Zum Verfassen von Kommentaren bitte anmelden.
Tragen, Aufstoßen, Zählen und Stapeln
Tragen
- Papier immer vorsichtig tragen, damit die Bogen nicht beschädigt werden, z.B. durch Knicke oder durch umgeschlagene Kanten.
- Große Packen Planobogen tragen:
Die Kanten übereinander legen.
Dabei bilden die Kanten Röhren.
Die Röhren stabilisieren den Pack beim Tragen. - Beim Aufnehmen und Absetzen mit einer Hand die Bogen auf dem Stapel festhalten, damit sich die Bogen nicht verschieben.
- Beim Absetzen die Bogen langsam aufrollen.

Aufstoßen
- Bogen zum Belüften seitlich aufschieben
- Zur Anlage hin aufstoßen
- Bogen im Anschlagwinkel ausrichten
- Luft aus den Bogen seitlich herausstreichen
Hinweis:
Bei dünnem Papier weniger Bogen nehmen.
Zählen
Man kann Bogen auf verschiedene Art zählen:
- Griff-Einheiten zählen: Die Bogen werden aufgefächert.
Man nimmt z.B. 5 Bogen gleichzeitig (= 5 Bogen pro Griff). Dann multipliziert man die Anzahl der Griffe mit den Bogen und bekommt so die Gesamtzahl der Bogen.
Beispiel: 1 Griff = 5 Bogen. Man macht 10 Griffe. 5 x 10 = 50 -> Gesamtzahl = 50 Bogen.
- Bogen abdrücken:
Man legt einen Packen, der schon gezählt ist, neben einen Packen, der noch nicht gezählt ist. Dann vergleicht man die beiden Packen mit einem Daumendruck. Zwischen die abgezählten Packen legt man Streifen oder legt die Packen verschränkt aufeinander.
- Papier-Volumen:
Mit der Faustregel für das Papier-Volumen kann man die ungefähre Anzahl der Bogen berechnen.
Stapeln
Nach dem Falzen werden Falzbogen gepresst und auf Paletten gestapelt. An der Falzmaschine gibt es für diese Arbeiten eine Press-Walze und vollautomatische Bündel- und Abstapel-Automaten. Man muss die Stöße verschränkt abstapeln, damit sie nicht verrutschen.
Planobogen prüfen
Vor dem Falzen müssen die Planobogen überprüft und die Bogenzahl festgestellt werden. Es empfiehlt sich, einen Standbogen auszulinieren um zum Beispiel festzustellen:
• Stimmt der Stand?
• Ist der Anlagewinkel rechtwinklig?
• Wurden Beschnitt, Fräsrand, Greiffalz etc. berücksichtigt?
• Sind die Hilfszeichen richtig und vollständig angeordnet?
Durch Falzen eines Auflagebogens kann unter anderem festgestellt werden:
• Stimmen Bruch- und Seitenfolge?
• Halten Satzspiegel und Kolumnenziffern Register?
• Stimmt die Laufrichtung?
• Ist der Druck scheuerfest?
Während des Falzens sollten die Planobogen stichprobenartig kontrolliert werden:
• Ist der Druck einwandfrei (Schmieren, Tonen, Passer, Farbe etc.)?
• Wurde an der Druckmaschine gleichmäßig angelegt?
- Zum Verfassen von Kommentaren bitte anmelden.
Planobogen prüfen
Vor dem Falzen muss man die Planobogen prüfen und die Bogenanzahl feststellen. Man macht einen Standbogen und prüft:
- Stimmt der Abstand?
- Ist der Anlagewinkel rechtwinklig?
- Sind Beschnitt, Fräsrand, Greif-Falz richtig?
- Sind die Hilfszeichen richtig und vollständig?

Wenn man einen Auflagebogen falzt, kann man prüfen:
- Stimmen Bruch- und Seitenfolge?
- Halten Satzspiegel und Kolumnenziffern Register?
- Stimmt die Laufrichtung?
- Ist der Druck scheuerfest?
Beim Falzen soll man Stichproben machen und einzelne Planobogen prüfen:
- Ist der Druck ohne Fehler (Schmieren, Tonen, Passer, Farbe usw.)?
- Sind die Bogen an der Druckmaschine gleichmäßig angelegt?


Falzmuster
Falzmuster sind besonders bei ungewöhnlichen Produkten (Schmalformate, besondere Prospektfalzungen, Ausklapptafeln, usw.) unbedingt erforderlich, damit Fehler und Störungen in der Produktion, ebenso wie Qualitätseinbußen, vermieden werden können. Das Falzmuster dient in erster Linie der Produktplanung in der Druckvorstufe. Es wird am besten in Originalgröße des Produktes, mit dem Originalpapier hergestellt und enthält alle technischen Merkmale, die für eine einwandfreie Produktion erforderlich sind.
Falzanlage, Falzfolge (Falzschema), Paginierung (Seitenzahlen), Beschnitt, Rillung, Perforation, Fräsrand, Greiffalz, Bogensignatur, Flattermarke, Auftragsbezeichnung, usw.
- Zum Verfassen von Kommentaren bitte anmelden.
Falzmuster
Für die Herstellung von besonderen Produkten braucht man Falzmuster, damit die Produkte gut werden und damit es keine Fehler und Störungen bei der Produktion gibt.
Beispiele für besondere Produkte:
Schmalformate, besondere Falzungen für Prospekte, Ausklapp-Tafeln usw.
Das Falzmuster ist wichtig für die Planung in der Druckvorstufe.
Anforderungen an das Falzmuster:
- Original-Größe des Produktes
- Original-Papier des Produktes
- alle technischen Merkmale:
- Falzanlage
- Falzfolge (= Falzschema)
- Paginierung (= Seitenzahlen)
- Beschnitt
- Rillung
- Perforation
- Fräsrand
- Greif-Falz
- Bogensignatur
- Flattermarke
- Auftragsbezeichnung usw.
Druckbogen von Hand falzen
Gefalzt wird mit Falzbein auf sauberer, planer Unterlage, möglichst mit einem Falzbeinstrich pro Bruch. Dabei ist stets darauf zu achten, dass Bogen und Druckbild nicht beschädigt werden. Je nach Ausführung des Druckbogens kann nach Papierkante, Falzmarke oder Druckbild gefalzt werden. Beurteilungskriterium für genaues Falzen ist auf jeden Fall das Registerhalten der Satzspiegel.
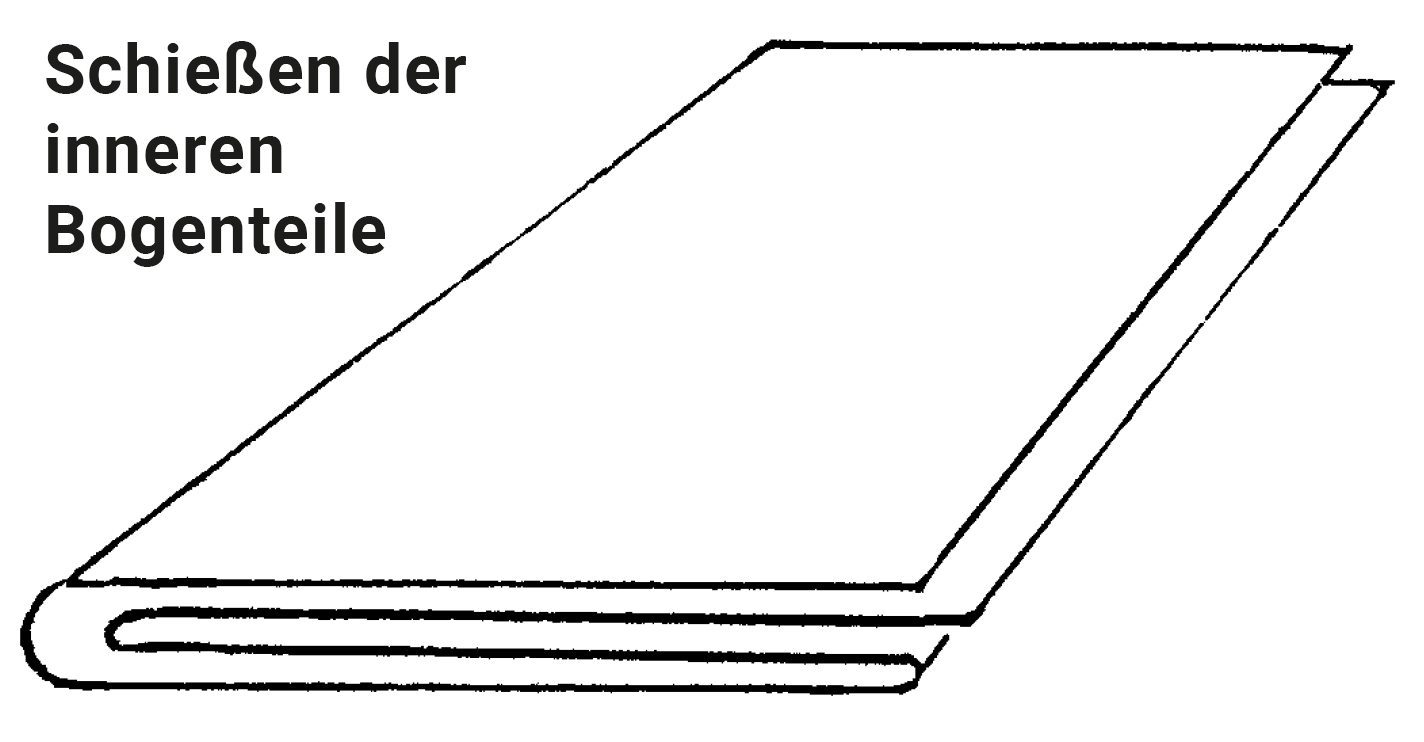
Treten Falten auf, so müssen die Bogen im vorletzten Bruch glatt aufgeschnitten werden. Damit erreicht man in etwa den gleichen Effekt wie beim perforieren in der Falzmaschine. Beim letzten Bruch ist darauf zu achten, dass die inneren Blätter nicht schießen, d. h. nach vorne hin herausgeschoben werden.
- Zum Verfassen von Kommentaren bitte anmelden.
Druckbogen von Hand falzen
Druckbogen falzt man mit Falzbein auf einer sauberen und planen Unterlage.
Man macht an jedem Bruch 1 Falzbeinstrich.
Wichtig: Bogen und Druckbild dürfen nicht beschädigt werden!
Beim Falzen entscheidet man je nach Druckbogen, an welchen Punkten man sich orientiert:
- an der Papierkante,
- an der Falzmarke oder
- am Druckbild.
Wichtig für genaues Falzen:
Der Text muss auf der Vorder- und auf der Rückseite deckungsgleich sein (= Registerhalten der Satzspiegel).
Wenn beim Falzen Falten entstehen, muss man die Bogen im vorletzten Bruch glatt aufschneiden. So kann die Luft aus den Falzbogen entweichen. (Bei der Falzmaschine entweicht die Luft durch das Perforieren).
Beim letzten Bruch muss man darauf achten, dass die inneren Blätter nicht nach vorne herausgeschoben werden.

Wichtige Papiereigenschaften für das Falzen
Viele Produktionsstörungen und Qualitätsdefizite, die beim Falzen auftreten, sind papierbedingt. Diese Probleme können durch richtige Papierwahl vermieden werden.
- Zum Verfassen von Kommentaren bitte anmelden.
Wichtige Papier-Eigenschaften für das Falzen
Beim Falzen ist das richtige Papier wichtig, damit es keine Fehler und Störungen bei der Produktion gibt.
Wichtige Faktoren für die Papier-Eigenschaften:
- Papier-Volumen
- Laufrichtung
- Rückstellkräfte
- Falzfestigkeit
- Lagern von Planobogen
- Elektrostatische Aufladung
- Scheuerfestigkeit
Papiervolumen
Während das Flächengewicht (besser: flächenbezogene Masse) in Gramm je Quadratmeter angegeben wird, ist das Papiervolumen eine Verhältniszahl, die aussagt, wie dick ein Bogen im Verhältnis zu seinem Flächengewicht ist.
Einfaches Volumen bedeutet z. B., dass ein 80 g/m2 schweres Papier annähernd 0,080 mm, also 80 Tausendstel mm, dick ist. Bei eineinhalbfachem Volumen wäre ein Papier mit gleichem Flächengewicht um die Hälfte dicker (0,120 mm). Bei halbem Volumen wäre es um die Hälfte dünner (0,040 mm).
Je dicker ein Papier ist, desto geringer ist die Zahl der möglichen Falzbrüche. Für einfaches Volumen gelten folgende Richtwerte:
Einbruch bis 250 g/m2 Dreibruch bis 130 g/m2
Zweibruch bis 150 g/m2
Dreibruch bis 130 g/m2
Vierbruch bis 100 g/m2
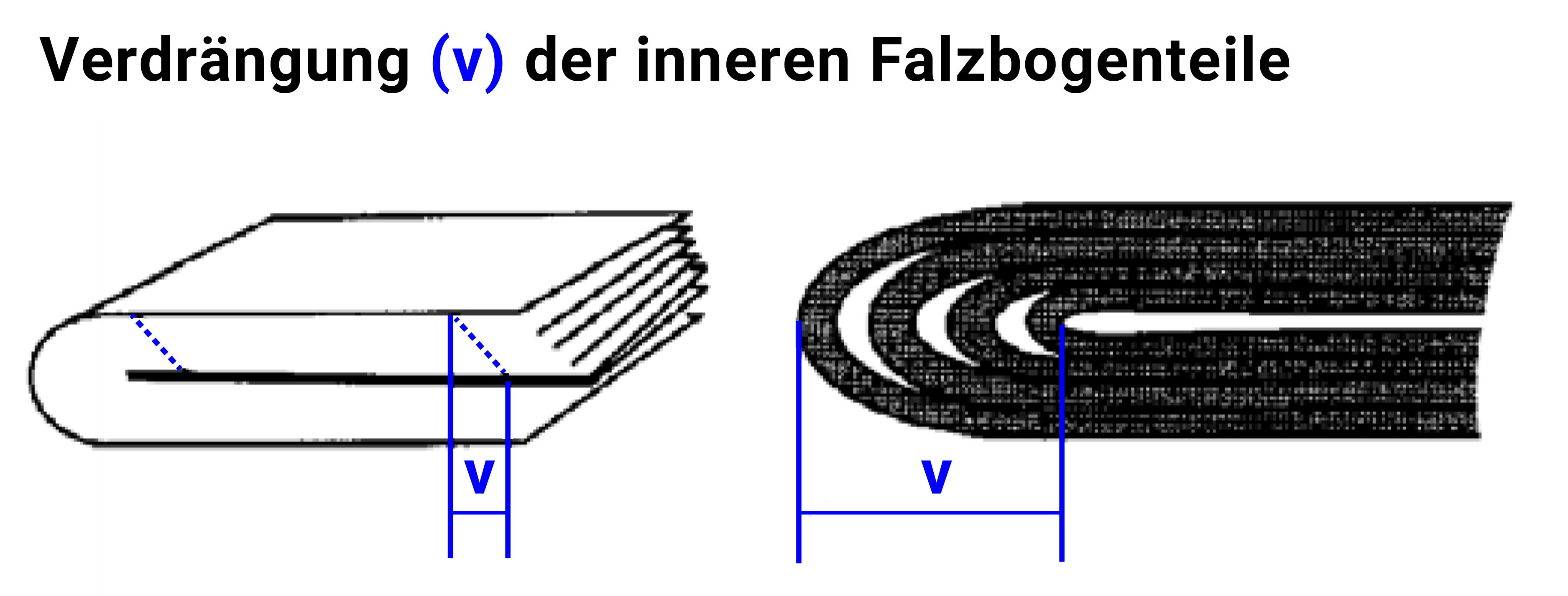
Rillen und Perforieren erleichtern die Falzbruchbildung. Kunstdruckpapiere sollten ab 120 g/m2 als Zweibruch gefalzt werden. Bei voluminösem Papier ist auf Registerdifferenzen durch die Verdrängung der inneren Bogenteile zu achten.
- Zum Verfassen von Kommentaren bitte anmelden.
Papier-Volumen
Das Papier-Volumen zeigt, wie dick 1 Bogen im Verhältnis zu seinem Flächengewicht ist. Deshalb ist das Papier-Volumen eine Verhältnis-Zahl.
Hinweis:
Das Flächengewicht ist keine Verhältnis-Zahl. Man berechnet das Flächengewicht in Gramm pro Quadratmeter.
Formel für das Papier-Volumen:

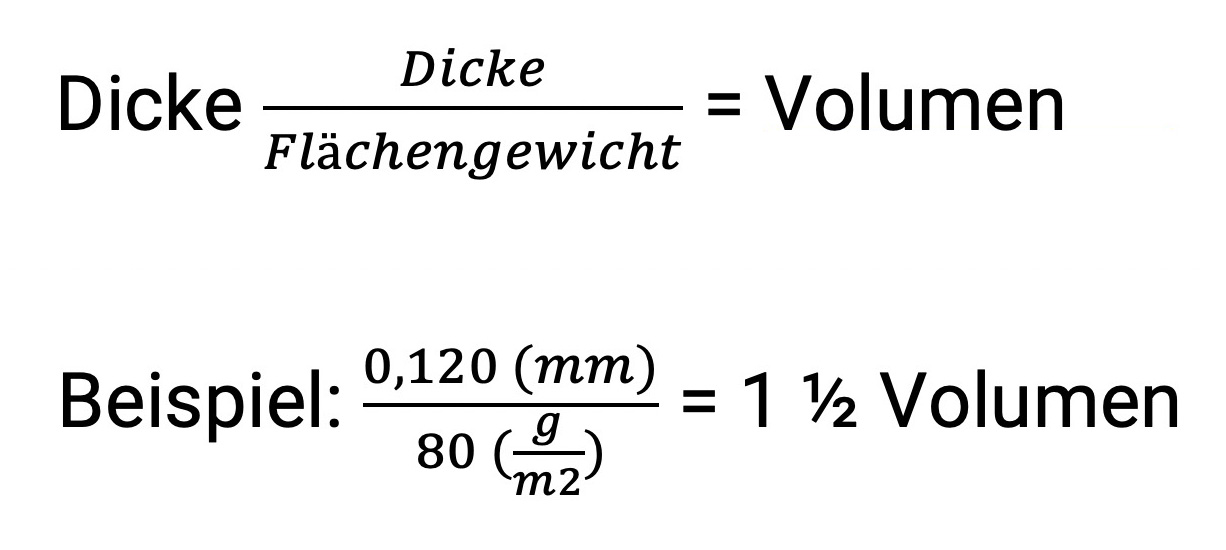
Beispiel:
Das Papier-Gewicht beträgt 80 g/m2.
Wenn das Volumen 1 ist, beträgt die Papier-Dicke 0,080 mm.
Wenn das Volumen 1 ½ ist, dann ist das Papier um die Hälfte dicker (0,120 mm).
Wenn das Volumen ½ ist, dann ist das Papier um die Hälfte dünner (0,040 mm).
Volumen | Papier-Dicke | Papier-Gewicht |
1 Volumen | 0,080 mm | 80 g/m2 |
1 ½ Volumen | 0,120 mm | 80 g/m2 |
½ Volumen | 0,0040 mm | 80 g/m2 |
Je dicker ein Papier ist, desto weniger Falzbrüche sind möglich.
Für einfaches Volumen gilt:
Papier-Dicke | Falzbrüche | Volumen |
bis 250 g/m2 | Einbruch | 1 Volumen |
bis 150 g/m2 | Zweibruch | 1 Volumen |
bis 130 g/m2 | Dreibruch | 1 Volumen |
bis 100 g/m2 | Vierbruch | 1 Volumen |
Falzbrüche kann man leichter herstellen mit Rillen und Perforieren.
Kunstdruck-Papiere werden ab 120 g/m2 als Zweibruch gefalzt.
Bei Papier mit einem großen Volumen werden die inneren Teile des Bogens oft verdrängt. Es entstehen Register-Differenzen, das heißt: Schöndruck und Widerdruck stimmen nicht überein.
Laufrichtung
Sie liegt am günstigsten parallel zum letzten Bruch und muss deshalb auf die Falzfolge abgestimmt werden. Breitbahn bedeutet, dass die Laufrichtung der Papierfasern parallel zur kürzeren Seite des Bogens liegt und die Fasern gegen die breite Seite des Bogens zeigen. Schmalbahn heißt, dass die Laufrichtung der Papierfasern parallel zur längeren Seite des Bogens liegt und die Fasern gegen die schmale Seite des Bogens zeigen.
Da für den Druckbogen Schmalbahn gefordert wird, ist es oft sinnvoll, mehrere Falzbogen auf einem Druckbogen zu drucken und vor dem Falzen zu trennen oder im Doppelstrom zu verarbeiten. Damit wird die richtige Laufrichtung für Druck und Weiterverarbeitung erreicht. Die Laufrichtung kann bei Papier am bequemsten mittels Nagel- oder Reißprobe überprüft werden. Bei Karton bietet sich die Biegeprobe an.
- Zum Verfassen von Kommentaren bitte anmelden.
Laufrichtung
Falzen gelingt in Laufrichtung am besten. Deshalb muss man bei der Falz-Folge die Laufrichtung beachten. Man unterscheidet Breitbahn und Schmalbahn.
Breitbahn
Die Laufrichtung der Papierfasern liegt parallel zur kurzen Seite des Bogens. Die Papierfasern zeigen zur breiten Seite des Bogens.
Schmalbahn
Die Laufrichtung der Papierfasern liegt parallel zur langen Seite des Bogens. Die Papierfasern zeigen zur schmalen Seite des Bogens.
Für den Druckbogen wird Schmalbahn gefordert. Deshalb ist es sinnvoll, wenn man mehrere Falzbogen auf 1 Druckbogen druckt. Vor dem Falzen werden die Bogen getrennt oder im Doppelstrom verarbeitet. (Doppelstrom bedeutet: 2 Falzbogen werden in einem Falzbogen gefalzt).
Laufrichtung bestimmen:
- bei Papier mit der Nagelprobe oder Reißprobe,
- bei Karton mit der Biegeprobe.



Rückstellkräfte
Nach dem Falzen öffnen sich die Bogen je nach Papierqualität mehr oder weniger. Ursache dafür sind die Rückstellkräfte. Sie wirken sich bei Parallelfalzungen weniger aus als bei Kreuz- oder Gemischtfalzungen. Falzbrüche gegen die Laufrichtung führen zu geringeren Rückstellkräften, da die Fasern beim Falzen gebrochen werden. Papiere mit hohem Füllstoffgehalt unterliegen ebenfalls einer größeren Zerstörung im Bruch, da der Faseranteil relativ geringer ist als bei Papieren mit weniger Füllstoffanteilen. Auch hier sind kleinere Rückstellkräfte die Folge. Je mehr Brüche übereinander liegen, desto größer werden die Spannungen im Falzbogen und damit die Falzprobleme. Größere Rückfederungswinkel erfordern höheren Pressdruck der Falzwalzen.
- Zum Verfassen von Kommentaren bitte anmelden.
Rückstellkräfte
Am gefalzten Bogen wirken Rückstellkräfte.
Das heißt: Nach dem Falzen öffnen sich die Bogen je nach Papier-Qualität und Falz-Art.
Bei starken Rückstellkräften öffnet sich der gefalzte Bogen viel.
Bei schwachen Rückstellkräften öffnet sich der gefalzte Bogen wenig.
starke Rückstellkräfte | schwache Rückstellkräfte |
Kreuz-Falzung Gemisch-Falzung | Parallel-Falzung |
Papier mit wenig Füllstoff | Papier mit viel Füllstoff |
| Falzbruch gegen Laufrichtung. |
Je mehr Brüche übereinander liegen, desto größer werden die Spannungen im Falzbogen. Das Falzen wird schwieriger.
Wenn der Rückfederungswinkel sehr groß ist, muss auch der Pressdruck der Falz-Walzen sehr groß sein.

Falzfestigkeit
Sie ist vom verwendeten Fasermaterial, dem Füllstoffgehalt, der Leimung, vom Flächengewicht und Papiervolumen abhängig. Als Messwert wird die Falzzahl herangezogen. Ein Falzapparat falzt den zu prüfenden Papierstreifen fortwährend um einen festgelegten Winkel nach beiden Seiten und registriert die Zahl der Doppelfalzungen, bis er bricht. Es werden acht Falzklassen unterschieden. Je geringer die Falzzahl ist, desto weniger Pressdruck dürfen die Falzwalzen haben.
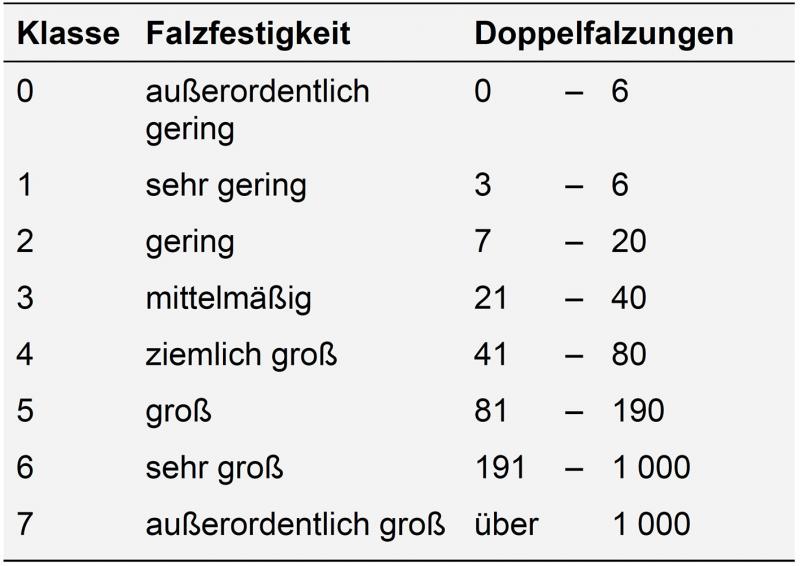
- Zum Verfassen von Kommentaren bitte anmelden.
Falzfestigkeit
Die Falzfestigkeit ist abhängig von:
- Fasermaterial
- Füllstoff-Gehalt
- Leimung
- Flächengewicht
- Papier-Volumen
Man misst die Festigkeit mit der Falz-Zahl.
Falz-Zahl berechnen:
Ein Falz-Apparat falzt einen Papier-Streifen immer wieder in einem bestimmten Winkel nach beiden Seiten. Der Apparat zählt die Doppel-Falzungen bis der Papier-Streifen bricht. Diese Zahl ist die Falz-Zahl. Die Falz-Zahlen werden in 8 Falz-Klassen eingeteilt. Je kleiner die Falz-Zahl ist, desto kleiner muss der Pressdruck an den Falz-Walzen sein.
Lagerfehler
Lagern von Planobogen in zu trockener oder zu feuchter Umgebung führt zu Lagerfehlern, die das Falzen erheblich erschweren. In feuchter Umgebung nehmen die Bogen in den Randbereichen Feuchtigkeit auf und werden randwellig. In trockener Umgebung geben die Bogen in den Randbezirken Feuchtigkeit ab und tellern. In beiden Fällen ist mangelhafte Planlage der Bogen die Folge, wodurch es zu Einlaufproblemen und zu Faltenbildung kommen kann. Lagerfehler können durch Konditionieren des Papiers (Abstimmen auf die Luftfeuchtigkeit im Produktionsraum) vermieden werden. Die relative Luftfeuchtigkeit wird mit dem Hygrometer gemessen.
- Zum Verfassen von Kommentaren bitte anmelden.
Fehler beim Lagern von Planobogen
Wenn Planobogen falsch gelagert werden, gibt es Probleme beim Falzen.
Der Lager-Raum ist zu feucht:
- Die Bogen nehmen die Feuchtigkeit am Rand auf.
- Es entstehen Wellen (= Rand-Welligkeit).
- Die Bogen liegen nicht mehr plan.
Der Lager-Raum ist zu trocken:
- Die Bogen geben am Rand Feuchtigkeit ab.
- Das Papier schrumpft am Rand und wölbt sich (= tellern).
- Die Bogen liegen nicht mehr plan.
Wenn die Bogen nicht plan liegen, entstehen Falten. Die Bogen laufen nicht richtig durch die Falzmaschine.
Für die richtige Lagerung müssen Raum-Temperatur und Luftfeuchtigkeit im Lager-Raum in einem Gleichgewicht sein.
Zum Messen der relativen Luftfeuchtigkeit benutzt man ein Hygrometer.
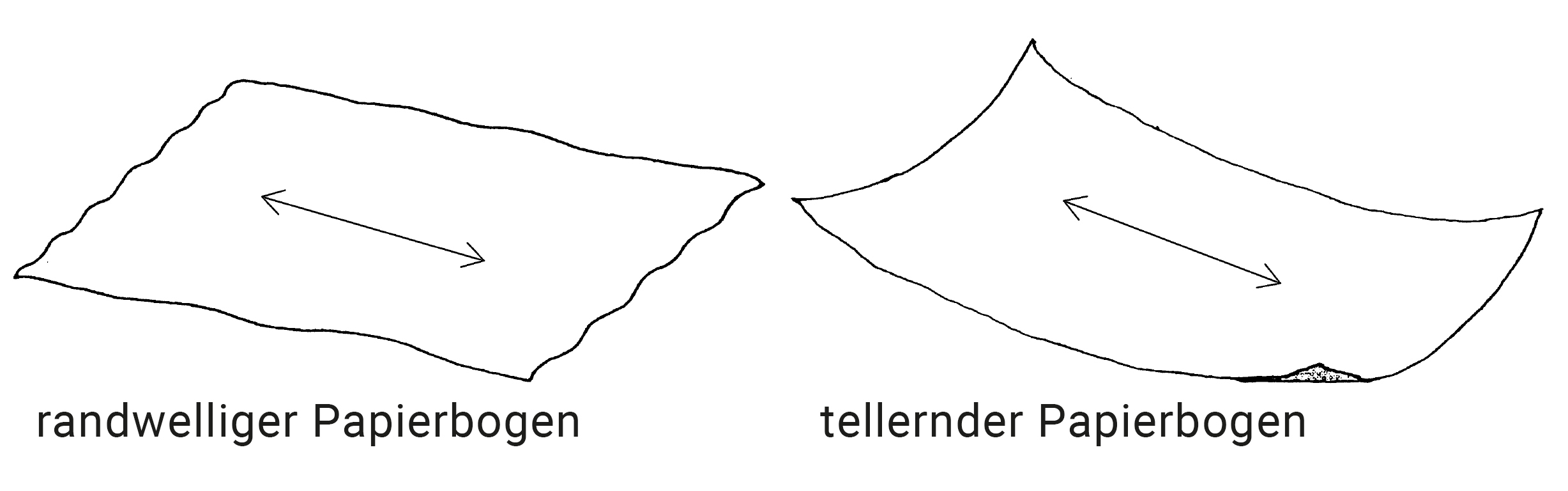
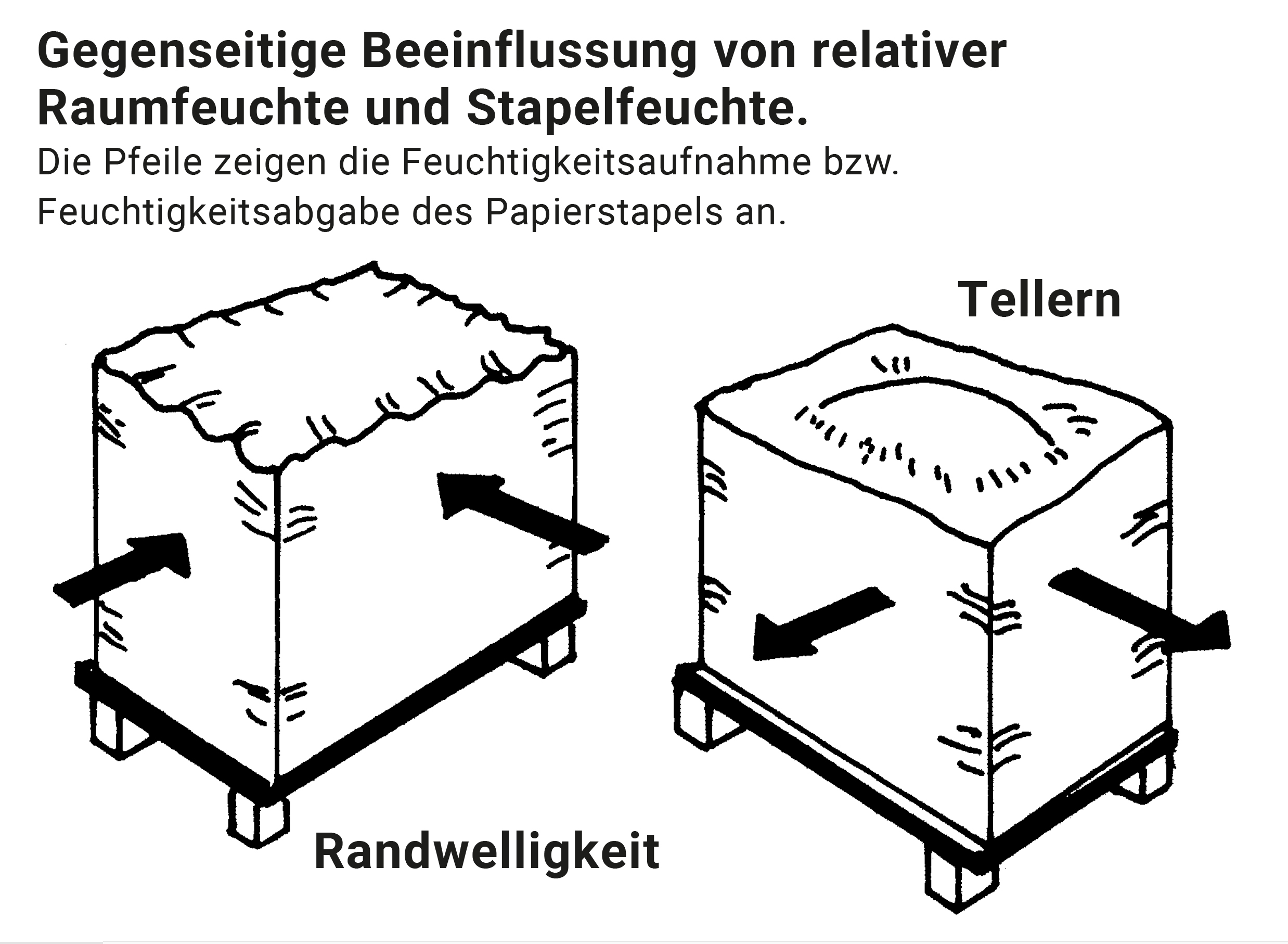
Elektrostatische Aufladung
Besonders in trockener, warmer Luft treten elektrostatische Aufladungen auf, weil das Papier die an den Berührungsflächen entstehende Ladung nicht rasch genug abzuleiten vermag. Die Bogen haften dann an den Maschinenteilen, wodurch es zu teilweise erheblichen Störungen kommt. Besonders satinierte Papiere sind anfällig für elektrostatische Aufladung.
Zusammen mit den elektrostatisch bedingten Einlaufschwierigkeiten tritt oft auch eine erhöhte Neigung zum Stauben auf. Mittels Entladungsgeräten (Ionisatoren) oder Antistatikspray kann Abhilfe geschaffen werden. Eine Erhöhung der Luftfeuchtigkeit in unmittelbarer Umgebung der
Falzmaschine hilft ebenfalls manchmal. Bei einer relativen Luftfeuchtigkeit von 50 bis 55 % und einer Raumtemperatur von 20 bis 23 °C kommt es seltener zu elektrostatischen Aufladungen.
- Zum Verfassen von Kommentaren bitte anmelden.
Elektrostatische Aufladung
Wenn sich Papier elektrostatisch auflädt, gibt es Probleme beim Falzen.
Wie entsteht elektrostatische Aufladung?
- In trockener, warmer Luft lädt sich Papier an den Berührungsflächen elektrostatisch auf, kann aber die Ladung nicht schnell genug ableiten.
- Dann haften die Bogen an den Maschinenteilen.
Satinierte Papiere laden sich besonders leicht elektrostatisch auf.
Außerdem gibt es in trockener, warmer Luft besonders viel Papier-Staub.
Was kann man gegen die elektrostatische Aufladung tun?
- Ionisatoren verwenden
- Antistatik-Spray verwenden
- Luftfeuchtigkeit erhöhen
- relative Luft-Feuchtigkeit von 50 bis 55 % einstellen
- Raumtemperatur von 20 bis 23 °C einstellen.
Scheuerneigung
Vor allem maschinenglatte und mattgestrichene Papiere haben eine nicht immer ausreichende Scheuerfestigkeit. Dies kann zu Glanzstellen und zum Abschmieren von Druckfarbe führen. Manchmal hilft hier nur eine Schutzlackierung. Zur Prüfung der Scheuerfestigkeit gibt es verschiedene Geräte, bei denen der Druckbogen unter einer gewissen Belastung gegen unbedrucktes Papier gescheuert wird.
Beschädigung des Druckbildes und Abrieb auf dem weißen Papier werden anschließend beurteilt. Ein einfaches, aber wirkungsvolles Gerät ist z. B. der Scheuerschlitten. Ein Metallblock (500 g) drückt das bedruckte Papier auf das unbedruckte. Ein eingebauter Zähler registriert die Anzahl der Scheuerbewegungen. Für falztechnische Belange reicht allerdings oft eine einfache Probe mit dem Daumennagel aus.
- Zum Verfassen von Kommentaren bitte anmelden.
Scheuerfestigkeit
Vor allem maschinenglatte und matt gestrichene Papiere sind nicht scheuerfest. Beim Reiben (= Scheuern) des Druckbogens auf unbedrucktem Papier entstehen Glanzstellen. Die Druckfarbe schmiert ab. Mit einer Lackierung kann man die Papiere schützen.
Scheuerfestigkeit prüfen
Der Druckbogen wird auf unbedrucktes Papier gedrückt und fest hin und her gescheuert. Danach beurteilt man: Ist das Druckbild beschädigt? Gibt es Abrieb auf dem unbedruckten Papier?
Zum Prüfen verwendet man zum Beispiel einen Scheuerschlitten: Ein Metallblock (500 g) drückt den Druckbogen auf das unbedruckte Papier. Ein eingebauter Zähler zählt die Scheuer-Bewegungen.
Beim Falzen genügt es meistens, wenn man die Scheuerfestigkeit mit dem Daumennagel prüft.