
MÖGLICHE FRAGESTELLUNGEN AUS SICHT DES BETRACHTERS:
Jeder Aspekt wird interpretiert, um abschließend die Bildaussage deuten zu können.
Motiv
* Was ist abgebildet? Ist das Bild eventuell eine Kollage?
* Welcher Ausschnitt wurde gewählt? Liegt ein Objekt im Anschnitt?
* Hoch- oder Querformat? Panorama oder Quadrat? Weshalb?
Wie ist das Bild aufgebaut?
* Was befindet sich im Vordergrund, was im Mittel-, was im Hintergrund?
* Welche Elemente werden als zusammengehörig empfunden?
* Wie wird der Blick des Betrachters durch das Bild geführt?
* Existieren geometrische Grundelemente im Bild?
* Worauf liegt der Fokus? Gibt es einen Eyecatcher?
Welche Farbwirkung hat das Bild?
* Schwarz-Weiß, Duplex, kalte oder warme Farben? Welcher Farbschlüssel wurde gewählt?
* Gibt es starke Farbkontraste?
* Unterstützt die Farbwahl die kommunikative Wirkung des Motivs?
Räumlichkeit
* Welche Perspektive wurde gewählt und weshalb?
* Wie wird der Raum im Bild genutzt? Liegen die wichtigen Objekte im Goldenen Schnitt?
Licht und Schatten
* Welche Lichtquellen gibt es?
* Welche Elemente befinden sich im Licht/Schatten? Und auf welche Art: frontal, Streiflicht, seitlich, Gegenlicht?
Schärfe und Unschärfe
* Welche Kameraeinstellungen wurden gewählt und weshalb?
* Wurde ein Objekt durch Detailschärfe hervorgehoben oder wurde Bewegungsunschärfe erzeugt?
Typografie
* Falls Text im Bild oder dessen Umgebung vorhanden ist: Harmonieren Text und Bild? Passt die Typo zum Thema?
* Falls kein Text vorhanden ist: Wäre in dem Bild eventuell Platz für eine typografische Botschaft?
Wie wirkt das Zusammenspiel der abgebildeten Objekte zueinander? Liegt das visuelle Gewicht eher in einem harmonischen Gleichgewicht oder wird hier Dynamik erzeugt?
Welche Botschaft soll das Bild transportieren? Ist dies gestalterisch gelungen oder könnte man das Bild auch anders interpretieren? Was spricht für das Bild und was dagegen? Was könnte man gestalterisch besser machen?
GEOMETRISCHE GRUNDELEMENTE:

Quadrat: ausgeglichen, neutral, harmonisch, beruhigend, statisch, spannungslos
Querformat: stabil, panoramaartig
Hochformat: Größe, Stärke, übergeordnet, erhaben, beherrschend, eindrucksvoll, dynamisch
Dreieck: stabil, Blickfang, richtungsbestimmend
Kreis: leicht, aufgeschlossen, stabil, Ruhe, Harmonie, Unendlichkeit - durchbricht aber auch eckige Flächen als Eyecatcher
Linien: leitend, führend
waagerechte Linien: ruhig, stabil, dauerhaft, zuverlässig, Gleichgewicht
senkrechte Linien: stabil, spannungsvoll, Blickfang
aufsteigende Diagonale: (in Leserichtung) positiv, dynamisch
absteigende Diagonale: negativ, fallend
Visuelle Gewichtung: Rund ist leichter als eckig, senkrecht ist spannungsvoller als waagerecht, asymetrische Formen erzeugen Spannung.
Vertikale Anordnung: Oben wirkt leichter und spannungsvoller als unten.
Horizontale Anordnung: Links ist dynamisch und stabil, rechts kommt der Blick zum Ruhen.
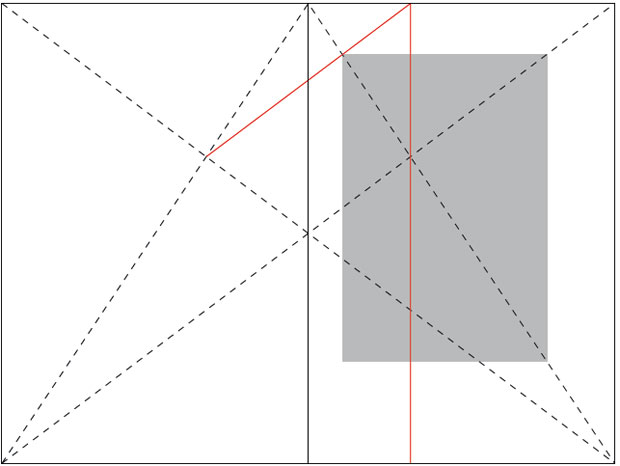
GOLDENER SCHNITT UND RULE OF THIRDS

rote Linien - Goldener Schnitt (überlagert)
graue Linien - Rule of Thirds oder auch Neuner-Teilung
Zwei Strecken stehen im Verhältnis des Goldenen Schnitts, wenn das Verhältnis kurze Strecke Minor (a) zu langer Strecke Major (b) gleich ist mit dem Verhältnis lange Strecke (b) zu ganzer Strecke (c)
a : b = b : c bzw. a : b = b : (a + b) bzw. 1 : 1,618...
Das Teilungsverhältnis der Laméschen Zahlenreihe wird als besonders harmonisch empfunden: 3 : 5 : 8 : 13 usw.
PERSPEKTIVE
ALS RÄUMLICHE TIEFE:
Die Bildwirkung wird stark von der Perspektive beeinflusst. Ein Objekt, aus der Froschperspektive aufgenommen, kann bedrohlich wirken, das gleiche Objekt aus der Vogelperspektive wirkt klein.

Die Prinzipien der Zentralperspektive beruhen auf der perspektivischen Verkürzung: Alle ins Bild laufenden (Flucht-)Linien schneiden sich im so genannten Fluchtpunkt, der auf der Horizontlinie liegt. Dinge, die vom Betrachter weiter entfernt erscheinen sollen, sind kleiner dargestellt als Gegenstände im Vordergrund. Der so genannte Augenpunkt bestimmt den Blickwinkel des Betrachters.
Liegt der Augenpunkt hoch im Bild, erscheint es in der Vogelperspektive, liegt er sehr tief, sieht der Betrachter aus der Froschperspektive.
Liegt die Horizontlinie oben im Bild, handelt es sich um eine Vogelperspektive, ebenso, wenn der Fluchtpunkt unterhalb des Horizontes liegt.
Bei der Normalperspektive befindet sich das Motiv auf der Augenhöhe. Das Motiv wird in seiner natürlichen Wirkung abgebildet. Diese Perspektive eignet sich besonders, wenn Personen oder Gegenstände möglichst originalgetreu abgebildet werden sollen.Sie entspricht der natürlichen Wahrnehmung des Zuschauers.
Bei der Farbperspektive ändert sich der Farbverlauf, zum Beispiel nimmt die Farbkraft des Gesamtmotives ab, je weiter die Objekte entfernt sind. Sie basiert auf dem Kalt-Warm-Kontrast.
Als Luftperspektive (natürliche Unschärfe) bezeichnet man die bei fortschreitender Entfernung vom Betrachter auftretende Unschärfe der Dinge, als ob ein Dunstschleier die klare Sicht nehmen würde, bis hin zur Auflösung der Konturen.
Die Formperspektive stellt die räumliche Tiefe durch den Formvergleich dar, ähnliche Objekte eines Gesamtmotives werden zum Beispiel in der Ferne immer kleiner.
FARBASSOZIATIONEN:
Gelb: hell, sonnig, Licht, Sommer, Wärme, Reichtum, Neid, Geiz, sauer, Angeberei
Rot: Wärme, Glück, Freude, Energie, Liebe, Erotik, Sexualität, Blut, Hektik, Dynamik, Agressivität, Gefahr, Verbote, Krieg
Orange: Aroma, Erfrischung, Vitamine, Vergnügen, Wärme, Energie, im Buddhismus die Farbe der Vollkommenheit
Grün: Vegetation, Frühling, Leben, Jugend, Hoffnung, Zuversicht, Frische, Gesundheit, Sport, Erholung,
Toleranz, Gift, sauer,
kirchliche Sonntagsfarbe, Farbe des Islam
Blau: kalt, klar, seriös, treu, zuverlässig, männlich, selbständig, wissenschaftlich, modern, Tiefe, Vertrauen, Sympathie
Weiß: sauber, hell, klar, sachlich, neu, frisch, unschuldig, fromm, festlich, einsam, leer, klug, ehrlich, Hochzeit, Glaube, Anfang, Vollkommenheit, Ewigkeit, Sterilität, Neutralität, Leichtigkeit, Einfachheit,
Bescheidenheit, Wahrheit
Schwarz: edel, mächtig, sachlich, Ende, Leere, Traurigkeit, Tod, Trauer
Grau: abweisend, unsicher, kalt, gefühllos, gleichgültig, neutral, sachlich, stiller Schmerz, Vergessen
Cyan: kalt, frisch, sportlich, jung, winterlich, sachlich
Magenta: modern, kühl, kommunikativ
Violett: extravagant, unkonventionell, modisch, fromm, Macht, Glaube, Magie, Dekadenz, Künstlichkeit
kombiniert mit Rot: verboten, unmoralisch, Leidenschaft, Verführung
Richtung Lila: introvertiert, altmodisch
Rosa: Zärtlichkeit, Romantik, Charme, Harmonie, Schwärmerei, Träumerei, Freundlichkeit, Kindlichkeit, Naivität
Gold: edel, wertvoll, warm, eingebildet, Luxus, Ruhm
Silber: edel, wertig, kühl
Psychologische Wirkung
Persönliche Erfahrungswerte (positiv/negativ)
Beispiel: wärmende, gelbe Sonne
Symbolische Wirkung
Beispiel: Grün ist die Farbe der Hoffnung
Kulturelle Wirkung
Bei uns bedeutet Schwarz „Trauer“,
in Ägypten bedeutet es „Wieder-
geburt“
Politische Wirkung
Rot ist z.B. die Farbe der Linken in der Politik
Traditionelle Wirkung
Gift wird häufig als Grün empfunden, da grelles Grün damals auch aus dem
giftigen Arsen hergestellt wurde.
Kreative Wirkung
Ein rotes Herz steht für Liebe, ein grünes Herz erzeugt mehr Aufmerksamkeit.
FARBKONTRASTE:
Hell-Dunkel-Kontrast
Mit dem Hell-Dunkel-Kontrast ist die Helligkeit einer Farbe (Tonwert) gemeint. Wandelt man Farben in Graustufen um lässt sich der Hell-Dunkel-Kontrast gut erkennen.
Kalt-Warm-Kontrast
Der Kalt-Warm-Kontrast wird subjektiv und emotional wahrgenommen.In der Regel wird Blaugrün als die kälteste und Rotorange als die wärmste Farbe empfunden. Warme Farben rücken in den Vordergrund, kalte in den Hintergrund.
Komplementärkontrast
Komplementärfarben liegen sich auf dem Farbkreis gegenüber. Tendenz zum Flimmern.
Simultankontrast
Der Simultankontrast entsteht, wenn das Auge zu einer Farbe die jeweilige Komplementärfarbe verlangt. So scheinen an farbige Flächen angrenzende graue Flächen in der Komplementärfarbe gefärbt zu sein, was eine Kontraststeigerung zur Folge hat.
Sukzessivkontrast
Dieser Nachfolgekontrast erzeugt ein komplementäres Nachbild. Starrt man zum Beispiel lange auf eine violette Fläche und dann ruckartig auf eine weiße,
erscheint diese in der Komplementärfarbe
Gelb zu leuchten. Dieser Effekt tritt auch
bei Schwarz und Weiß auf.
Qualitätskontrast
Unter Farbqualität versteht man den Reinheits- oder Sättigungsgrad von Farben. Werden reine, gesättigte gegenüber getrübten Farben gestellt, sieht man einen Qualitätskontrast. Die Trübung der reinen Farben, also die Verminderung ihrer Intensität wird erreicht durch das Mischen mit: Schwarz, Weiß, Grau, oder der entsprechenden Komplementärfarbe.
Quantitätskontrast
Der Quantitätskontrast erfasst die Wirkung des Verhältnisses der Farbflächengrößen zueinander.
Buntkontrast und Unbuntkontrast
Beim Buntkontrast entsteht eine lebendige, laute, kraftvolle Wirkung, da drei oder mehrere reine Farben unmittelbar zusammentreffen. Ein stark ausgeprägter Buntkontrast ist bei Gelb-Magenta-Cyan vorhanden.
Der Unbuntkontrast ist eine Erweiterung des Buntkontrastes um Schwarz und Weiß. Seine besonders hohe Auffälligkeit wird in Signalen wie zum Beispiel Gefahrenschildern in schwarz-gelb genutzt. Er entsteht dadurch, dass auf der Netzhaut abwechselnd die beiden konträren Rezeptoren gereizt werden: die Zapfen (Buntempfänger) und die Stäbchen (s/w-Empfänger).
Sekundärfarben sind jene Farben, die im Farbkreis zwischen den zwei Primärfarben liegen. Sie entstehen durch Mischung beider Primärfarben und sind komplementär zu den nicht verwendeten Farben.
FOTOTECHNISCHE ASPEKTE:
Kameraeinstellungen:
Blende:
Je kleiner die Blendenöffnung, desto größer ist die Tiefenschärfe.
Blende 4 - kleine Blendenzahl - große Öffnung - viel Licht - geringe Tiefenschärfe
Blende 22 - große Blendenzahl - kleine Öffnung - wenig Licht - hohe Tiefenschärfe
Belichtungszeit:
Je länger die Belichtungszeit, desto mehr Bewegungsunschärfe.
1 Sekunde - lange Belichtungszeit - bewegungsunscharf - Schweifbildung
1/1000 - kurze Belichtungszeit - bewegungsscharf - Einfrieren
ISO:
Der ISO-Wert beschreibt die Lichtempfindlichkeit
ISO 100 - kleiner ISO-Wert - lichtunempfindlich - Außenaufnahmen im Sonnenlicht
ISO 800 - großer ISO-Wert - sehr lichtempfindlich - Kerzenschein
Je höher der ISO wert, desto mehr Rauschen!
Objektiv:
Es gibt verschiedene Objektive für unterschiedliche Brennweiten.
Je kürzer die Brennweite, desto größer ist die Tiefenschärfe.
Weitwinkel - kann einen größeren Blickwinkel oder Bildwinkel als das menschliche Auge erfassen
- hohe Tiefenschärfe, mögliche Vignettierung (Abdunkelung der Bildecken)
- Brennweite unter 40 mm
Normalobjektiv - ist mit dem Blickwinkel des Menschen gleichzusetzen
- Brennweite 50 - 60 mm
Teleobjektiv - vergrößert weit entfernte Objekte, holt sie näher heran
- geringe Tiefenschärfe, höhere Detailschärfe bzw. selektive Schärfe
- Brennweite bis 300 mm, Brennweite über 300 mm - Superteleobjektiv (Tierfotografie)
Makroobjektiv - großer Abbildungsmaßstab, wird zur Detailfotografie verwendet
- gleichmäßige Schärfe
Bildformat: Hochformat, Querformat, Panorama
Bildausschnitt und Perspektive: z.B. Totale (Gesamtansicht), Halbtotale (Figuren von Kopf bis Fuß), close-up (Großaufnahme / Portrait) - Zentral-, Vogel- oder Froschperspektive
Modus: Schwarz-Weiß oder Farbfoto
Durch die Verwendung spezieller Beleuchtung, z.B. bei Produktfotos (unter Verwendung einer Tageslichtlampe), können Fotografien zusätzlich beeinflusst werden. Durch die Verwendung von Schärfe bzw. Unschärfe kann der Eindruck von Bewegung entstehen,
so genannte Bewegungsunschärfe. Auch die Nachbearbeitung mit Effekten und Filtern oder Änderung des Farbmodus, sowie der Tiefen und Lichter ist möglich. Bei der Bildanalyse sollte man auch darauf achten, ob das Foto echt oder konstruiert ist, d.h. ob es sich um ein Composing (eine Collage aus mehreren Bildern) handelt.

BEISPIEL EINER KURZEN BILDANALYSE:
- Dreieck von links nach rechts - Aktionsrichtung der Bedrohung
- Fluchtpunkt, Horizont und Kinder liegen im Goldenen Schnitt - Fokus
- Bedrohung liegt im Vordergrund und im Zentrum des Majors - Kraft
- leichte Froschperspektive - Horizontlinie leicht erhöht - bedrohlich
- Person im Vordergrund anonymisiert durch Anschnitt
- Erster Eindruck: in die Ecke gedrängt
- beschreibende Adjektive: ängstlich, hilflos, schutzlos, ausgeliefert
Interpretation:
Der Fotograf stellt sich mit seiner Bildaussage auf die Seite der Kinder.
GRUNDSÄTZE ZUR ERWECKUNG VON AUFMERKSAMKEIT:
Intensität und Farbe:
Satte, reine, bunte und warme Farben fallen mehr auf als blasse, monochrome, kalte Farben oder Mischtöne.
Dissonanz:
Aus Erfahrungswerten wissen wir, wie etwas auszusehen hat. Wenn ein Bild nicht der Realität entspricht, erzeugt es Aufmerksamkeit, wie z.B. die Blue Man Group.
Biologische Signale:
In die Wiege gelegte Eyecatcher, die instinktiv unsere Blicke auf sich ziehen, wie Gesichter, Augen, Bewegung und sexuelle Reize.
Weiterführende Links
blog.seibert-media.net/2007/09/18/grundlagen-zur-analyse-von-fotografien-ueber-bildsprachen-und-deren-wirkung/
---------------------------------------------------------------------------------------------------------------------------------------
Zeichnungen: Everix
Quellen: ABC der Mediengestaltung, Sabine Butzhammer - Spickzettel, Prüfungswissen für Mediengestalter Digital und Print








{kind=link}
{kind=link}
{kind=link}
{kind=link}