6.4.1.7 Auswahl der Klebstoffe
Soll ein neuer Klebstoff bei der Herstellung oder Weiterverarbeitung von Packstoffen eingesetzt werden, müssen folgende Fragen geklärt sein:
1. Welche Materialien werden miteinander geklebt?(Papier-Papier; Papier-Metall; Papier-Kunststoff; Kunststoff-Kunststoff)
2. Wie sind die Oberflächen der zu klebenden Materialien beschaffen?(lackiert, beschichtet, bedruckt)
3. Welches Packgut wird verpackt? (Lebensmittel, hygroskopische Stoffe)
4. Wie wird das fertige Packstück behandelt? (Transport, Lagerung, Übersee)
Nachdem alle relevanten Fragen geklärt sind, können ein entsprechender Klebstoff ausgesucht werden, Versuchsklebungen durchgeführt und nach einer Stunde und nach 24 Stunden (Gefahr der Scheinklebung) getestet werden. In besonderen Fällen kann auch eine „Langzeituntersuchung“ sinnvoll sein. Wenn bei den Kontrollen eine einwandfreie Klebung festgestellt wird, kann der Klebstoff eingesetzt werden.
Während das Kleben von unveredelten Papieren im Allgemeinen keine Schwierigkeiten bereitet, besteht bei der Verarbeitung von beschichteten und lackierten Papieren, Aluminiumfolien, Kunststofffolien oder Verbundfolien das Hauptproblem darin, die Klebstoffrezeptur so auf den jeweiligen Packstoff abzustimmen, dass ausreichende Adhäsion erzielt wird. Besonders ist auf die Oberflächenspannung der zu klebenden Materialien zu achten, und die Klebstoffe sind so auszusuchen, dass eine ausreichende Benetzung erfolgt (siehe Abb. 6.4.15).
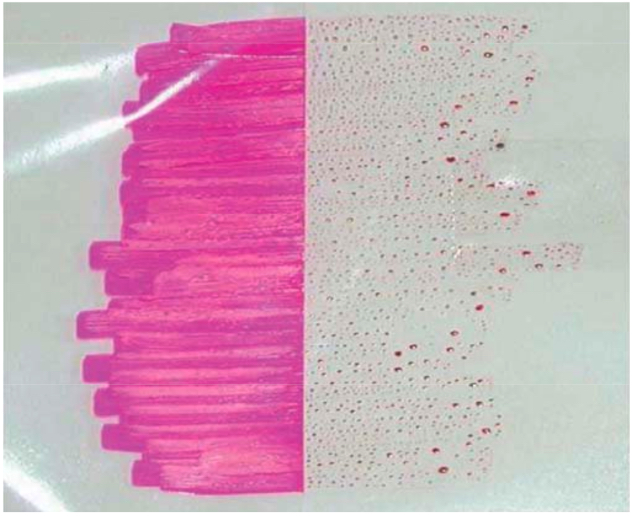
Abb. 6.4.15: Die ausreichende Benetzung mit Klebstoffen ist essenziell. (Quelle: Eigene Darstellung)
Die zu klebenden Teile sollen nicht mit schwer zu klebenden Oberflächenveredelungen (zum Beispiel Drucken, Lackierungen) belegt sein. Lackierungen oder Beschichtungen lassen sich oft an den Klebestellen aussparen oder vor dem Kleben entfernen. Im Falle der Klebung von Kunststoff beziehungsweise Lackoberflächen sowie von Metallfolien ist deshalb eine besonders enge Zusammenarbeit zwischen dem Verarbeiter und dem Hersteller von Klebstoffen erforderlich.
Die Anwendung von wässrigen Klebstofflösungen oder von Dispersionen ist im Regelfall nur möglich, wenn zumindest eine saugfähige Packstoffoberfläche zur Verfügung steht. Dispersionen können auch genutzt werden, wenn beide Fügeteile nicht saugfähig sind. Es bedarf eines entsprechend hohen Feststoff-gehalts und eines Streifenauftrags, so dass die Restfeuchte über die klebstofffreien Streifen verdunsten kann.
Besser ist es in der Regel jedoch, wenn man zwei weitgehend porenfreie (nicht saugfähige Materialien) Packstoffe mit so genannten 100-Prozent-Systemen (zum Beispiel Schmelzklebstoffe) klebt, sofern nicht gegebenenfalls einem Schweiß- oder Siegelverfahren der Vorzug zu geben ist. Durch die Verwendung von 100-Prozent-Systemen lassen sich dann die gewünschten schnellen Produktionsprozesse verwirklichen.
Beim Kleben von Substraten, die wärmeempfindlich sind, sollte vor dem Einsatz von Schmelzklebstoffen geprüft werden, ob die Substrate bei den Verarbeitungstemperaturen der Schmelzklebstoffe eventuell Schaden nehmen. Sollte das der Fall sein, sind Klebstoffe einzusetzen, die bei Raumtemperatur zu verarbeiten sind.
Die Verwendung von Lösemittelklebstoffen (Kleblacke) sollte auf Sonderfälle beschränkt bleiben, weil die Verarbeitung dieser Klebstofftypen zu besonderen Maßnahmen zwingt (geschlossene Anleimsysteme, Absaugvorrichtungen). Zudem ist beim Einsatz solcher Systeme zu prüfen, ob die Lösemittel möglicherweise die Oberflächen der Fügeteile in nicht gewünschter Form beeinflussen.