6.2.1.3 Stanzen
Stanzen ist ein Arbeitsverfahren, das im Bereich der Technik vielseitig angewendet wird (Metall, Kunststoff, Leder, Papier etc.). Im Gegensatz zum Schneiden, bei dem nur in geraden Linien getrennt werden kann, ist es beim Stanzen möglich, jede gewünschte Form (Kreis, Ellipse, krumme Linien) aus dem Material herauszutrennen.
Der Trennvorgang im Stanzverfahren mit Stanzwerkzeugen entspricht dem Scherschneiden und dem Keilschneiden. Insbesondere handelt es sich um:
Insbesondere handelt es sich um:

Abb. 6.2.14: Keilschneiden/Scherschneiden
Zur Herstellung von Stanzzuschnitten (fassionierte Zuschnitte) werden Stanztiegel (Handstanztiegel), Flachbett-Stanzautoma (Autoplatine) und Rotationsstanzmaschinen eingesetzt. Stanzzuschnitte können von Hand, aber auch im Flachbett- beziehungsweise Rotationsverfahren ausgeführt werden.
Auch hier ist der Vorgang ein Materialverdrängen. Die beiden Flanken einer Schneidlinie drängen in einer Abwärtsbewegung das zu stanzende Material seitlich weg. In der Fachsprache nennt man diese Art des Trennens Druckschnitt.

Abb. 6.2.15: Die Schneidlinie dringt in das Material ein (Quelle: ESUpedia – „Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung“ des Fachverbandes deutscher Stanzformhersteller e.V.)
Die Geometrie des Trennvorgangs wird von einem Layout (Stanzwerkzeug) vorgegeben.
Flachbett-Stanzen
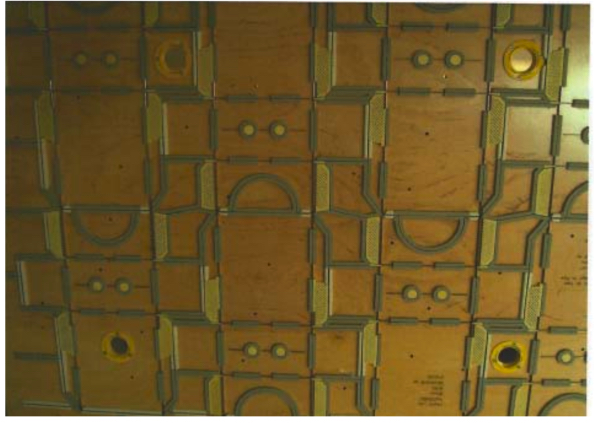
Abb. 6.2.16: Ausschnitt einer Stanzform (Bandstahlschnitt, Quelle: ESUpedia – „Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung“ des Fachverbandes deutscher Stanzformhersteller e.V.)
Hierbei handelt es sich um eine Flachbettstanzform. Die Linien, Oberbegriff für alle aus Kohlenstoffstahl gefertigten Bänder, stellen Schneid-, aber auch Rilllinien sowie die Kombination aus beidem (Rill-perforation) dar. Abb. 6.2.17 zeigt den Stanzvorgang – hier: Schneid- und Rilllinie in Kombination – im Detail. Gestanzt werden können in einem Arbeitsgang Schneid-, aber auch Rilllinien sowie die Kombination aus beidem (Rillperforation).

Abb. 6.2.17: Stanzvorgang eines Tiegels
Schneidlinientypen
Schneidlinien sind in vielen verschiedenen Varianten erhältlich – zum Beispiel mit doppelseitiger Fase, mit einseitiger Fase, mit Facettenschliff, mit einseitigem Facettenschliff, mit geschabten, geschliffenen, polierten, beschichteten Schneidlinien und vielem mehr.
Schneidlinien mit einseitiger Fase beziehungsweise einseitigem Facettenschliff werden genutzt, wenn am Stanzgut einseitig die seitliche Verdrängung vermieden werden soll.
Die Fase ist eine abgeschrägte Fläche, die an einer Werkstückkante erzeugt wird. Schneiden können je nach Anwendung sehr unterschiedlich geformt sein. Formbeeinflussend sind zum Beispiel die erforderlichen Drücke und die zu schneidenden Materialdicken.
Die folgende Tabelle (Abb. 6.2.18) zeigt eine Übersicht der hauptsächlich verwendeten Schneidengeometrien:

Die Qualität der Schneidlinie, passend zu den Anforderungen des Stanzgutes, kann aus nachfolgender Tabelle (Abb. 6.2.19) entnommen werden.

Abb. 6.2.19: Auswahl der Qualität der Schneidlinie (Quelle: ESUpedia – „Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung“des Fachverbandes deutscher Stanzformhersteller e.V.)
Lochstanzen
Können Teilbereiche einer Stanzform nicht aus Linien gefertigt werden, weil die Größe zu gering oder die Gestaltung zu filigran ist, so werden Lochstanzen eingesetzt. Hier kommt Stahl zum Einsatz, der nach der Fertigung noch zu härten ist. Bei runden Teilen sprechen wir von Lochpfeifen. Formteile mit anderen als runden Konturen werden als Profilstanzen bezeichnet.

Abb. 6.2.20: Lochstanzen und Profilstanzen (Quelle: ESUpedia – „Stanzwerkzeuge für die Karton- und Wellpappenverarbeitung“ desFachverbandes deutscher Stanzformhersteller e.V.)
Anforderungen an die Scheidelinien beim Stanzvorgang
Der technisch-physikalische Vorgang des Stanzens lässt sich mit der Darstellung des Stanzdruckes in den einzelnen Phasen erklären (Abb. 6.2.21):

Abb. 6.2.21: Anforderung an die Schneidlinie – einzelne Phasen des Stanzdrucks
Die Abbildung kann den Vorgang nur qualitativ darstellen, da viele Parameter den Stanzprozess beeinflussen, hauptsächlich die Materialeigenschaften und die Geometrie der Schneidlinie. Beim Flachbett-Stanzen ist es notwendig, dass die Schneidlinie auf der Gegenstanzplatte aufsitzt. Nur so lassen sich saubere Schnittkanten am Stanzgut erzielen. Der erforderliche Stanzdruck muss in Abhängigkeit vom Material genau richtig eingestellt sein. Zu hoher Druck im Bereich 4 (aus Abb. 6.2.20) des Stanzvorgangs (Material ist durchtrennt) führt dazu, dass Schneidlinienspitzen abstumpfen oder brechen. Das wiederum führt zu einem unsauberen Stanzergebnis: Es bilden sich sogenannte Stanzhaare, oder die Teile sind nichtvoneinander getrennt. Stanzhaare sind aus der Schnittfläche herausragende Fasern.

Abb. 6.2.22: abgestumpfte und abgebrochene Schneidlinienspitze – schematisch dargestellt