10.4.2 Weiterverarbeitungsmaschinen für Packmittel aus Karton und Wellpappe

Stanzmaschinen
Handstanztiegel
Zur Herstellung von Stanzzuschnitten (fassonierte Zuschnitte) für Kleinauflagen werden Stanztiegel eingesetzt. Dabei muss jeder Bogen von Hand in die Maschine eingelegt und nach der Bearbeitung auch wieder manuell entnommen werden. Das Ausbrechen des Abfalls und das Trennen der Nutzen erfolgt grundsätzlich von Hand.

Aufbau:
1. Grundgestell:
• besteht aus Schweißkonstruktion (selten noch Gusskörper) mit einer schräg liegenden Aufspannfläche für den Bandstahlschnitt.
• besitzt Führungen für die Tiegelschaukel.
2. Tiegelschaukel (Tiegelschwinge):
• aus einer Schweißkonstruktion bestehender Körper mit plan gearbeiteter Aufspannfläche für die Stanzplatte.
• führt die eigentliche Arbeitsbewegung aus.
• sichert über ihre Führungen im Grundgestell ein genau paralleles Anpressen der Stanzplatte an die Aufspannfläche der Stanzform im Grundgestell.
3. Zugstangen:
• Je nach Modell können in den Zugstangen neben den exzentrischen Einstellbuchsen auch Einrichtungen zur Justierung der Parallelität der Tiegelschwinge eingebaut sein.
4. Einstellbuchsen:
• Sie sind unabhängig voneinander einstellbar, sodass entsprechend der Messeranordnung in der Stanzform auch unterschiedliche Drücke links und rechts realisiert werden können.
5. Antriebszahnräder:
• Zahnraduntersetzungen verwenden Pfeilzahnräder und vermindern dadurch ruckartige und geräuschvolle Bewegungen.
Arbeitsweise: Die zu verarbeiteten Materialstapel liegen neben der Maschine.
Arbeitsweise:
Die zu verarbeiteten Materialstapel liegen neben der Maschine. Die Bedienperson entnimmt jeweils einen Bogen vom Stapel und legt diesen auf die Oberfläche der Gegenstanzplatte. Für eine genaue Anlage dienen Anlegemarken. Durch Tasterbetätigung auf dem Frontschutzbügel oder einem hängenden Bedientableau wird die Tiegelschaukel durch die beiden Zugstangen gegen den auf der Aufspannfläche des Grundgestells befestigten Bandstahlschnitt gezogen und dadurch bearbeitet.
Bei großen Zuschnitten wird entweder mit zwei Personen eingelegt oder es wird im Einzelhub gefertigt. Bei normalgroßen Stanzformaten wird im Dauergang mit einer von der Bedienperson gewählten Verzögerung gefahren.

Abb. 10.4.2.2: Produktion bei der Bunkus GmbH. Foto: Klaus Markward
Die Einzelnutzen dürfen nicht ganz getrennt werden, weil sie sonst beim Entnehmen und Ablegen des Bogens abfallen könnten. Deshalb müssen die Schneidlinien im Werkzeug durch Haltepunkte unterbrochen werden. Das Ausbrechen der Zuschnitte, das Entfernen des Stanzrandes und der Abfallstücke muss in einem separaten Arbeitsgang unabhängig von der Maschine in Handarbeit erfolgen.
Schutzeinrichtungen:
Stand der Technik sind heute Laserscanner an der Maschine, die beide Seiten und den Bereich zwischen Oberkante Stanzplatte am Grundgestell sowie der Vorderkante der Tiegelschwinge überwachen. Außerdem kommen Schutzbügel, Plexiglasabdeckungen, Begrenzungstische beziehungsweise Trittmatten zum Einsatz.

Abb. 10.4.2.3: Handstanztiegel mit Trittschutzmatten

Abb. 10.4.2.4: Handstanztiegel mit Laser-Sicherheitssystem
Vorteile dieses Systems:
- Stark verkürzte Reaktionszeiten
- sofortiges sicheres Abschalten
- optimale Zugänglichkeit des Tiegels
- komplett freie Arbeitsebene
- Gitter entfallen
- ungehindertes freies Einlegen des Bogens
- geringerer Platzbedarf
- Trittschutzmatten und Bügel entfallen
Flachbettstanze
Diese Maschinen werden auch als Vertikalstanzautomaten beziehungsweise Autoplatinen bezeichnet. Sie werden für größere Auflagen eingesetzt.
Es wird grundsätzlich immer nur ein Bogen, der automatisch einem Stapel entnommen, durch die Maschine gezogen und auf einen Stapel abgelegt wird, bearbeitet. Die Bogen mit mehreren Nutzen können gleichzeitig gestanzt, gerillt, perforiert oder geprägt werden. Von der Planlage der Bogen hängt maßgeblich die Leistung, die Passergenauigkeit von Druck und Stanzung sowie der störungsfreie Lauf der Maschinen ab.
Flachbettstanzen werden zur Verarbeitung von Karton, Voll- und Wellpappe eingesetzt. Sie werden von unterschiedlichsten Herstellern (z.B. Bobst, Heidelberg) gebaut. Die Bogenformate liegen von 580 mm x 450 mm bei Karton bis zu 2100 mm x 1300 mm bei Wellpappe. Die zu verarbeitenden Materialien können eine flächenbezogene Masse von 80 – 3000 g/m² haben und eine Dicke von 0,1 – 10 mm aufweisen. Die Verarbeitungsgeschwindigkeiten liegen zwischen 3000 – 10000 Bogen/Stunde. Die Stanzkraft einer Maschine kann je nach Größe bis 500 t reichen.
Hier eine Aufstellung gängiger Maschinendaten:

Abb. 10.4.2.5: Aufstellung gängiger Maschinendaten (Quelle: Bobst Group SA)
Vorteile dieses Systems:
Flachbettstanzen eignen sich bestens für die Produktion von:
• hohen Auflagen
• Schleppnutzen
• komplizierten Zuschnitten, die sauber vom Abfall getrennt, exakt gefertigt und gezählt werden.
Die Produktivität einer Flachbettstanze hängt wesentlich von folgenden Faktoren ab:
• Maschinenzustand und technische Ausrüstung
• Ausbildung der Maschinenbesatzung
• Qualität und Planlage der eingesetzten Formate
• Organisation des gesamten Umfeldes (Werkzeuge, Farben, Klischees)
• Wartung und Instandhaltung

Abb. 10.4.2.6: Zuordnung der einzelnen Maschinenabschnitte (Quelle: Bobst Group SA)
Arbeitsweise:
Eine Flachbettstanze besitzt einen Antriebsstrang mit Antriebsmotor, Schwungrad und Wellen sowie Kupplung, Bremse und Sicherheitsschnecke und einen Transportstrang mit Kette und Greiferwagen (Balken) mit Sicherheitsverriegelung. Der unterste Bogen eines Stapels wird durch eine Einlassschranke (Einstellung auf Materialstärke) mittels einer Ansaugplatte den Greiferstangen zugeführt.
Die Greiferstangen sind mit mechanischen Greifern ausgerüstet, die sich öffnen, den Bogen erfassen und festklemmen. Die Greiferstangen werden von zwei parallel laufenden Ketten durch die Maschine geführt. Der Bogen wird so von Station zu Station durch die gesamte Maschine bis zur Greiferrandabtrennung geführt.

Abb. 10.4.2.7: Zu sehen sind hier Greifer. Diese greifen den Bogen und transportieren ihn durch die Maschine. (Quelle: Bobst Group SA)

Abb. 10.4.2.8: Greiferstange mit den Greifern (Quelle: Bobst Group SA)
Arbeitsgänge:
• Beschicken und Anlegen
• Stanzen (Fassonieren)
• Ausbrechen
• Greiferrandabtrennung
• Ablage
• Nutzen trennen (maschinell oder manuell)
Die Maschinenstationen haben folgende Aufgaben zu erfüllen:
Beschicker: Insbesondere bei großen Formaten beziehungsweise schwerer Wellpappe wurde das Einlegen von Hand automatisiert. Der Stapel läuft auf der Rollenbahn in die Anlage mit Hebebühne. Ein Schieber bewegt ein Paket Wellpappe zum Einschub auf einen Tisch der Stanzmaschine. Dort erfolgt durch Riemen und einen beweglichen Anschlag die Schuppung der Bogen; diese werden durch Förder-bänder in den Einschub der Stanzmaschine gebracht.

Abb. 10.4.2.9: automatische Stapelzuführung in das Anlagesystem (Bogenzuführung)
Registersystem (Power Register): Dieses System ermöglicht eine Stanzung, die genau dem Druckbild entsprechend durchgeführt wird. Die Ausrichtung erfolgt anhand der Bogenvorder- beziehungsweise Seitenkante oder durch eine Kontrollkamera, die die Position der Druck- und Stanzmarken liest. Bogen, die außerhalb der Toleranz liegen, werden über eine Ausschleusestation ausgeschieden.

Abb. 10.4.2.10: Power-Register II

Abb. 10.4.2.11: Registerkontrolle durch Kamera (Quelle: Bobst.com)
Einschub: Er besteht aus einem vorderen Anschlag mit Einlassschranke, den Seitenanschlägen (Geraderichter gegebenenfalls mit Gebläse für sicheres Zuführen von dünnem Material), der hinteren Bogenabstützung und gegebenenfalls hinteren Geraderichtern für eine perfekte Bogenausrichtung. Der Einschub erfolgt mit Saugplatte und teilweise mit Teleskopsaugnäpfen.

Abb. 10.4.2.12: Einschub

Abb. 10.4.2.13: Seitenanschläge mit Geraderichter

Abb. 10.4.2.14: hintere Bogenabstützung

Abb. 10.4.2.15: Saugplatte

Abb. 10.4.2.16: Stanztiegel (Quelle: alle Fotos bobst.com)
Die Stanzbewegung wird senkrecht (vertikal) ausgeführt. Die Stanzform wird mit den Messern und biegevorbereitenden Linien nach unten hängend in einen Schließrahmen montiert.

Abb. 10.4.2.17: linkes Bild – die Montage der Stanzform im Schließrahmen ist korrekt ausgeführt. Rechtes Bild – die Befestigungsschrauben sind zu stark angezogen, somit hat sich der Schließrahmen verzogen. (Quelle: Bobst Group SA)

Abb. 10.4.2.18: Im oberen Schaubild sind in der Stanzform keine Druckausgleichslinien eingesetzt, der Stanztiegel wird ungleich belastet. Um dieses zu verhindern, werden Stanzlinien eingebaut (untere Abbildung).
Hierbei unterscheidet man folgende Vertikalstanzsysteme:
1. Bewegter Untertisch
Abb. 10.4.2.19: bewegter Untertisch (Quelle: Bobst Group SA)
Ein beweglicher Stahltisch (Tiegel) wird durch vier Pleuelstangen und vier Kniehebelgelenke nach oben, d.h. gegen die Stanzform, gedrückt. Beim Absenken des Tiegels muss die Gummierung den Bogen aus der Stanzform drücken.
2. Bewegter Obertisch (System Heidelberg):

Abb. 10.4.2.20: bewegter Obertisch
Der Obertisch wird von einem Exzenterwellenantrieb gegen die schwere ruhende Masse des Untertisches bewegt. Damit bewegt sich der zu verarbeitende Bogen immer horizontal auf einer Ebene durch die Maschine.
3. Ausbrechstation:

Abb. 10.4.2.21: Ausbrechstation (Quelle: Bobst Group SA)
In dieser Station werden die Abfälle am Bogenrand (links, rechts, hinten) und innerhalb der Nutzen ausgestoßen. Es bleibt nur der für den Weitertransport notwendige Greiferrand mit den anhängenden Nutzen verbunden.
Das Ausbrechwerkzeug für Wellpappbogen besteht aus zwei Teilen: Das untere (auch „mittlere“ genannt) Ausbrechbrett ist eine 12 mm dicke Sperrholzplatte, auf der alle im Zuschnitt auszustoßenden Teile sichtbar sind. Das obere Ausbrechwerkzeug besteht aus einer 15 mm dicken Sperrholzplatte, auf der die Konturen der Verpackung aufgebracht sind. An den Stellen, wo Abfall durch das untere Werkzeug ausgestoßen werden soll, befinden sich Ausbrechstifte, Ausbrechstreifen aus Metall oder Holzteile. Schaumgummiblöcke oder -streifen dienen als Niederhalter und verhindern, dass sich die gestanzten Zuschnitte im oberen Ausbrechwerkzeug festklemmen.
Die beiden Werkzeuge liegen bei der Produktion übereinander. Der Wellpappbogen wird mit der Greiferschiene zwischen die beiden Werkzeuge eingeführt. Der Hub des Stanztiegels wird über Hebel in die Ausbrechstation übertragen und damit der Abfall von oben nach unten durch das untere Ausbrech-werkzeug ausgestoßen.
Abtrennen des Greiferrandes: Die Greiferschiene fährt nach dem Ausbrechvorgang in die Abtrenn-vorrichtung des Greiferrandes. Der Greiferrand ist noch über kleine Materialbrücken mit dem Bogen verbunden.

Abb. 10.4.2.22: In diesem Segment wird der gestanzte und ausgebrochene Bogen vom Greiferrand abgetrennt und je nach Einstellung als gezähltes Paket abgelegt. (Quelle: Bobst Group SA)
Je nach Maschinenhersteller und -typ kann das Abquetschen der Haltepunkte auch durch die Bewegung des Greiferbretts gegen eine Stahlkante erfolgen. Zum Abschlagen des Greiferrandes ist ein auftragsbezogenes oberes und unteres Abschlagbrett einzusetzen. Die Bretter bestehen aus 15 Millimeter dickem Sperrholz oder Multiplexplatten. Die Distanz zur Stanzkontur ist je nach Material unterschiedlich. Im Allgemeinen gilt: Je steifer das Material, desto größer ist die Distanz.
Der gestanzte Bogen fällt auf die Zähleinrichtung und läuft als Paket in die Nutzentrennstation. Der Greiferrandstreifen verbleibt in der Greiferschiene und wird nach dem Öffnen der Greiferfedern seitlich aus der Maschine ausgestoßen.
Ablage: Die Maschine verfügt über eine Ganzbogenablage für ausgebrochene oder nicht ausgebrochene Bogen. Hier kann die Anzahl der übereinander gelegten Zuschnitte bestimmt werden. Die Anzahl wird vom einrichtenden Personal in Abhängigkeit von der Materialstärke oder nach Kundenwunsch eingestellt. Danach kann alternativ die Nutzentrennung in der Maschine erfolgen.
Nutzentrennstation: Diese Station ermöglicht das Trennen der Nutzen in Längs- und Querrichtung. Das kann durch auftragsbezogene oder individuell verstellbare Werkzeuge erfolgen.

Abb.: 10.4.2.23: Nutzentrennstation mit Nutzentrennwerkzeug (Quelle: Bobst Group SA)
Der Stapel kommt aus der Ablage, wird bis in die Mitte der Station geführt. Mittels Stempel wird der vordere und hintere Nutzen gehalten, der vordere und hintere Tisch knickt nach unten und trennt somit den vorderen von den weiteren Schleppnutzen. Der abgetrennte Nutzen wird zum Drehtisch transportiert und um 90 Grad gedreht. Es folgt eine weitere Nutzentrennstation, die die einzelnen Nutzen, die vor dem Drehen neben einander und jetzt hintereinander liegen, trennen kann.


Abb. 10.4.2.24: Arbeitsweise einer Nutzentrennstation ohne Nutzentrennwerkzeit (Quelle: Fa. Cartoflex GmbH)
Auflistung der Werkzeuge

Abb. 10.4.2.25: Stanzwerke in der Übersicht (Quelle: Bobst Group SA)
Sicherheits- und Schutzvorrichtungen:
1. Fotoelektrische Zellen am Ausgang vom Stanztiegel und der Abfallausbrechstation überwachen den Weitertransport der Bogen.
2. Elektromechanische Auslösevorrichtungen stoppen die Maschine bei:
• Fehlanlagen
• Ablösen des Bogens aus den Greifern (im Stanztiegel oder der Ausbrechstation)
• Verstopfungen des Durchganges der Greiferstangen
• Überlastungen
3. Lichtsignale informieren den Maschinenführer über die Ursache des Stillstandes.
4. Die Maschinen arbeiten nur bei geschlossenen Schutzgittern.
5. Der Kettenantrieb ist durch eine Kugelrutschkupplung gesichert – das heißt: Bei Verstopfungen wird das Kettensystem des Bogentransports ausgelöst, und die Maschine wird gestoppt.
Für jede Maschine und von jedem Hersteller gibt es individuelle Wartungspläne, die unbedingt eingehalten werden sollten. Denn nur eine sehr gut gepflegte Maschine kann den hohen qualitativen Ansprüchen genügen. Pflege, Schmierung, Öl- und Filterwechsel usw. – dieser allgemeine Wartungsservice umfasst alle regelmäßig vorzunehmenden Servicearbeiten, welche die einwandfreie Funktion der Maschine garantieren. Praktische Anleitungen ermöglichen es, die Servicearbeiten selbst vorzunehmen. Diese Wartungsarbeiten werden in der Regel dokumentiert.
Hier nun Auszug aus einem Wartungsplan (der Firma Cartoflex GmbH, Lüneburg)

Abb. 10.4.2.26: Auszüge aus einem Wartungsplan (Quelle: Fa. Cartoflex GmbH)

Abb. 10.4.2.27: Inline-Fertigung „Masterline“: alle Maschinenstationen von der Beschickung bis zur Palettierung im Überblick
Die Inline-Fertigung mit der „MASTERLINE“ ermöglicht das Drucken und Stanzen in einem
Arbeitsdurchgang mit einer Leistung von bis zu 7500 Bogen/h. Eine komplette Verarbeitungslinie „MASTERLINE" besteht in der Regel aus folgenden Komponenten:
• Automatischer Beschicker,
• Druckmaschine mit bis zu 8 Farben,
• Stanzautomat Autoplatine® (Die präzise und stabile Stanzkraftübertragung benötigt weniger Zurichtung und schont die Werkzeuge.),
• Nutzentrenner mit automatischer Lagenbildung,
• Palettierer.
Hier die Erklärungen der einzelnen Baugruppen (vgl. dazu Abb. 10.4.2.27):
Vollautomatischer Beschicker (LOADER)
Er zentriert den Stapel bereits beim Einlauf. Der eingefahrene Stapel wird bis auf den letzten Bogen in Pakete mit einer Höhe von wahlweise 40 – 250 mm separiert. Das letzte Paket einer Palette wird auf einen Zwischentisch deponiert. Hierdurch kann eine kontinuierliche Bogenzuführung bei maximaler Geschwindigkeit ohne Unterbrechung beim Stapelwechsel erzielt werden.
Druckmaschine (Masterflex) bis zu acht Farben
Diese Druckmaschine arbeitet im Flexodruck-Verfahren. Mehr darüber im Kapitel „9.2 Industrielle Druckverfahren“.
Stanzautomat – Autoplatine „Mastercut“
Mehr über diesen Stanzautomaten auf den Seiten der Bobst Group: https://www.bobst.com/dede/produkte/stanzen/flachbettstanzen/uebersicht/machine/mastercut-21/#.XPTkaC1XaL5
Nutzentrenner (BREAKER) und automatische Lagenbildung
Der Breaker kann Nutzen mit einem Minimalmaß von 200 x 200 mm mit geringstem Druck trennen und hinterlässt keine Markierungen auf den obersten Bogen. Hinter dem Nutzentrenner besteht die Möglichkeit für eine halb- oder vollautomatische Lagenbildung.
Lagenverdoppler
Die aus der Ablage und dem Nutzentrenner kommenden Stapel können hier bis zu einer Höhe von 600 Millimeter übereinandergelegt werden.
Palettierer (PALLETIZER)
Durch die Ausrichtung von allen vier Seiten sorgt der Palettierer für eine perfekte Stapelqualität. Die automatische Zuführung von Schutzbogen sichert die Stabilität des Stapels während des Transports. Durch die vollständige Automatisierung der Produktionsanlage wird ein maximaler Produktionsausstoß an bedruckten Zuschnitten bei optimaler Qualität erreicht. Es gibt eine Reihe von Eigenschaften und Stanzmaschinenerweiterungen, die die Rüstzeiten verringern.
Centerline
Die Ausrüstung mit „Centerline“ garantiert eine schnelle und genaue Werkzeugpositionierung. Durch die Verwendung eines feststehenden Referenzpunktes, auf den sich alle beweglichen Elemente der Maschine beziehen, können die Werkzeuge außerhalb der Maschine vorgerüstet werden. Referenzpunkte sind die Maschinenachse und die erste Stanzlinie.
Die Werkzeuge sind mit Zentrier- und Centerlinekerben ausgerüstet und ermöglichen so das Zentrieren der Werkzeuge im Schließrahmen beziehungsweise in der Maschine.
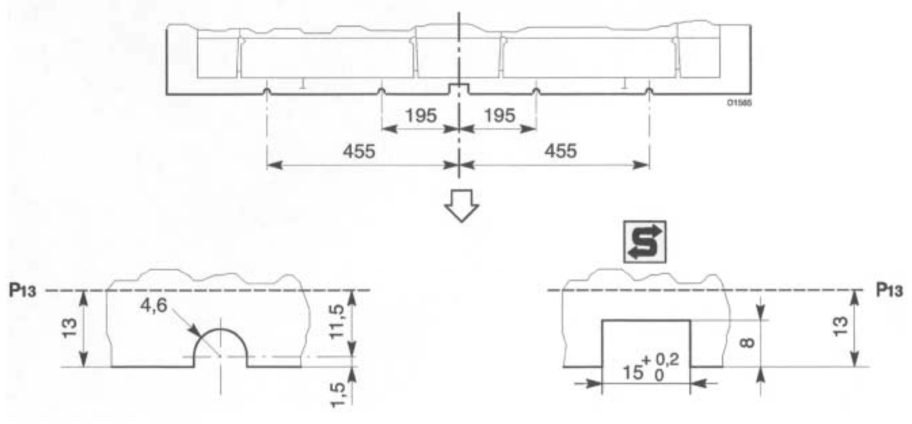
Abb. 10.4.2.28: Schaubild „Zentrier- und Centerlinekerben“ (Quelle: Bobst ABC, Bobst Group SA)
Der Schließrahmen ist mit einem vordefinierten Lochschema versehen, hier werden die Werkzeuge mit dem Schließrahmen verbunden.

Abb. 10.4.2.29: Schaubild „Position der Befestigungslöcher im Schließrahmen“ (Quelle: Bobst ABC, Bobst Group SA)
Schwenkbarer Einrichtetisch
Mit dem schwenkbaren Einrichtetisch vor dem Stanztiegel, Ausbrechstation und der Nutzentrennung kann während der Produktion der Folgeauftrag vorbereitet werden.

Abb. 10.4.2.30: Abbildungen eines schwenkbaren Einrichtetisches (Quelle: Bobst Group SA)
Ausbildung der Riller
Für das zu stanzende Material müssen die richtigen Rilllinien ausgewählt werden. Dabei müssen die Rilllinienhöhe und -breite entsprechend der Materialstärke berücksichtigt werden. Folgende Probleme können hier beispielsweise auftreten:
• Rillwiderstand ist zu hoch: Das kann zu großen Problemen bei der Weiterverarbeitung an der Faltschachtelklebemaschine beziehungsweise an den Verpackungsautomaten führen.
• Aufbrechen der Rillung: Dies ist ein wesentlicher Fehler. Insbesondere auf der Außenseite wird er zu einer Kundenreklamation führen.
• Rillkanal ist zu breit oder zu tief.
• Die Rillung wird unsauber ausgeführt.
Schnittqualität
Eine gute Schnittqualität kann vom Bediener durch Zurichten beeinflusst werden. Die Schnittqualität wird auch maßgeblich vom zu stanzenden Material und der Beschaffenheit der Stanzmesser beeinflusst. Die Schnittqualität sinkt mit dem Verschleiß der Messer und muss deshalb ständig überprüft werden.
Haltepunkte
Die Anzahl der Haltepunkte kann durch das Prinzip des bewegten Obertisches reduziert werden. Die Anzahl ergibt sich aus der Materialstärke, Kartonfaserrichtung und der Materialbeschaffenheit.
Funktionsprüfung
Die Funktionskontrolle ist immer zu Beginn eines Auftrages durchzuführen – diese hat stichprobenartig oder nach den Vorgaben der Qualitätssicherung zu erfolgen.
Gleichmäßigkeit der Nutzen
Die Gleichmäßigkeit der Prägungen und Rillungen auf allen Nutzen ist durch eine sehr geringe Toleranz im Herstellungsverfahren der Ober- und Untertische in der Stanzstation jederzeit gewährleistet.